Не работает инвертор сварочный: Основные неисправности инверторов и методы их устранения
Содержание
Основные неисправности инверторов и методы их устранения
Основные неисправности инверторов и методы их устранения | Интернет-магазин «Урал КДС»
Сварочный аппарат часто встречается в домашних мастерских — для личного использования его приобретают даже новички: этот вид техники удобнее, чем трансформатор или выпрямитель.
Пользователи сварочного оборудования отмечают следующие преимущества:
- доступность — приобрести инвертор можно в каждом магазине строительной техники;
- мобильность — самый тяжелый агрегат весит не более 10 килограммов, что упрощает транспортировку инвертора;
- универсальность — подходит для обработки любых металлов;
- малотребовательность — для сварки электродом 3 мм достаточно напряжения 170 В;
- простота эксплуатации — новички предпочитают работать с инвертором благодаря устойчивой рабочей дуге: сварочный шов получается ровным и аккуратным.


Причины поломок
Инверторы, как и любое оборудование, могут выйти из строя. Большинство поломок происходят из-за неправильно выбранного сварочного режима, выхода из строя некоторых электронных элементов или попадания пыли и посторонних частиц в корпус блока питания.
Зная типовые поломки, вы легко определите и устраните неисправность — чаще всего диагностика и домашний ремонт сварочного оборудования не вызывают трудностей.
Основные неисправности и пути их решения:
- Дуга горит нестабильно, материал электрода неконтролируемо разбрызгивается. Скорее всего вы выбрали неподходящую силу тока: на каждый миллиметр электрода должно приходиться от 20 до 40 ампер.
- Сварка прилипает к металлу — недостаточно напряжения. Замерьте напряжение в сети и не забудьте очистить клеммы инвертора.
- Нет дуги при включенной аппаратуре — силовые кабели повреждены или перегреты.
- Аварийное отключение — скорее всего сработала защита от короткого замыкания.
 Проверьте элементы силовой цепи сварочного оборудования — скорее всего, какой-то из них вышел из строя и требует замены.
Проверьте элементы силовой цепи сварочного оборудования — скорее всего, какой-то из них вышел из строя и требует замены. - Большое энергопотребление при холостом ходе — возникает из-за замыкания витков на токопроводящих катушках. Проблема устраняется полной перемоткой катушек и наложением дополнительных слоев изоляции.
- Отключение аппарата через одинаковые промежутки времени характерно для чрезмерно перегревающихся моделей. Если инвертор внезапно выключился, дайте ему остыть в течение 30–40 минут, прежде чем продолжать работу.
- Блок питания при работе издает посторонние звуки. Необходимо проверить и затянуть в случае ослабления болты, которые стягивают элементы магнитопровода. Если проблема заключается не в этом — проверьте крепеж сердечника или замыкание между кабелями.
Важно! Если из корпуса инвертора идет густой белый дым — не пытайтесь выполнить самостоятельный ремонт, сразу несите оборудование в сервисный центр.
Ремонт в домашних условиях
Чтобы установить причину поломки, проведите визуальный осмотр всех узлов сварочного аппарата, тщательно зачистите окислившиеся контакты с помощью щетки и растворителя. Внимательно изучите инструкцию: возможно, там уже указана типовая неисправность этой модели.
В первую очередь, выходят из строя:
- транзисторы;
- диодный мост;
- система охлаждения.
Их неисправность устанавливается по существенному изменению геометрии.
В таком случае весь ремонт сводится к замене элементов с помощью паяльника. В работе вам также пригодится дополнительное оборудование — мультиметр, вольтметр и осциллограф.
Если по окончании первичных ремонтных работ сварочный инвертор не включается, переходите к более глубокой диагностике — проверьте блоки питания, управления а также силовой блок.
- При возникновении неисправности необходимо немедленно отключить прибор от электросети, дать ему остыть и только после этого снимать кожух.
- Диагностику начинайте с малого — нередки случаи, когда ремонт инвертора заключается в простейшей замене деталей или пропайке контактов.
- Для проверки транзисторов используйте мультиметры, вольтметры и осциллографы.
- Заменив электротехнические элементы, проверьте печатные проводники.
- Не забудьте об обслуживании разъемов после работы с дорожками.
- Проверяйте диодные мосты: они нечасто выходят из строя, но это лишним не будет.
- Если в процессе поиска неисправностей вы дошли до проверки плат и пультов управления, обязательно используйте высокоразрешающий осциллограф.
Если вы провели все диагностики и проверки, но обнаружить поломку так и не удалось — рекомендуем прекратить поиски проблемы и обратиться специализированные мастерские по ремонту сварочного оборудования.
Остались вопросы?
Наши квалифицированные менеджеры свяжутся с вами в течении 10 минут
×
Узнать цену на товар
no product
Оставьте свои контакты, чтобы узнать
цену на товар
Сварочный инвертор не включается.
 Ремонт своими руками. схема
Ремонт своими руками. схема
Всем привет!!! На днях в ремонт приносили сварочный инвертор, возможно моя заметка об этом ремонте кому то будет полезной.
Это уже не первый сварочный аппарат который пришлось делать, но если в одном случае неисправность проявилась так: Включил инвертор в сеть… и бабах, выбило автоматы защиты в электро щитке. Как показало вскрытие в сварочнике пробило выходные транзисторы, после замены всё заработало.
Но в этом случае всё было несколько иначе, со слов хозяина аппарат временами переставал варить хотя индикатор включения светился. Эти ребята сами вскрыли корпус — пытались определить неисправность и заметили, что инвертор реагировал на изгибание платы т.е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
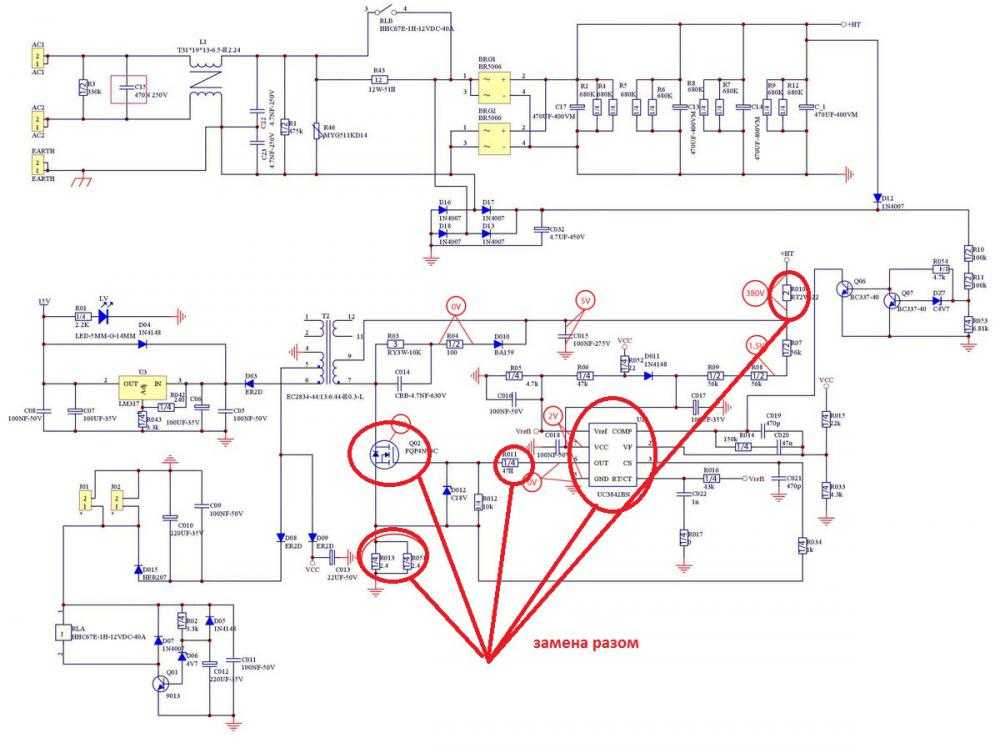
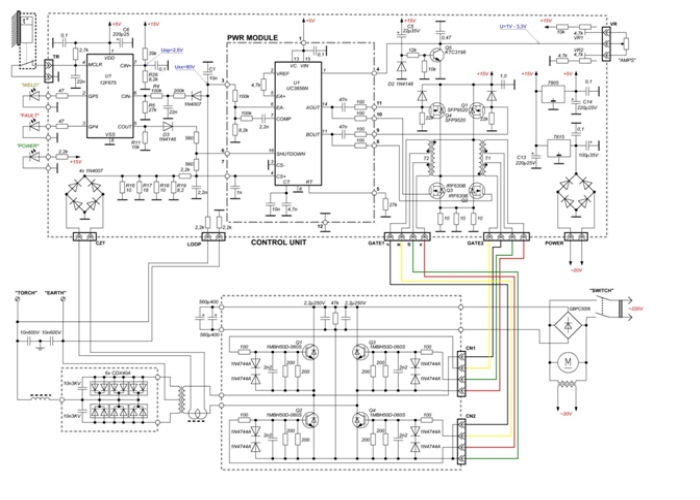
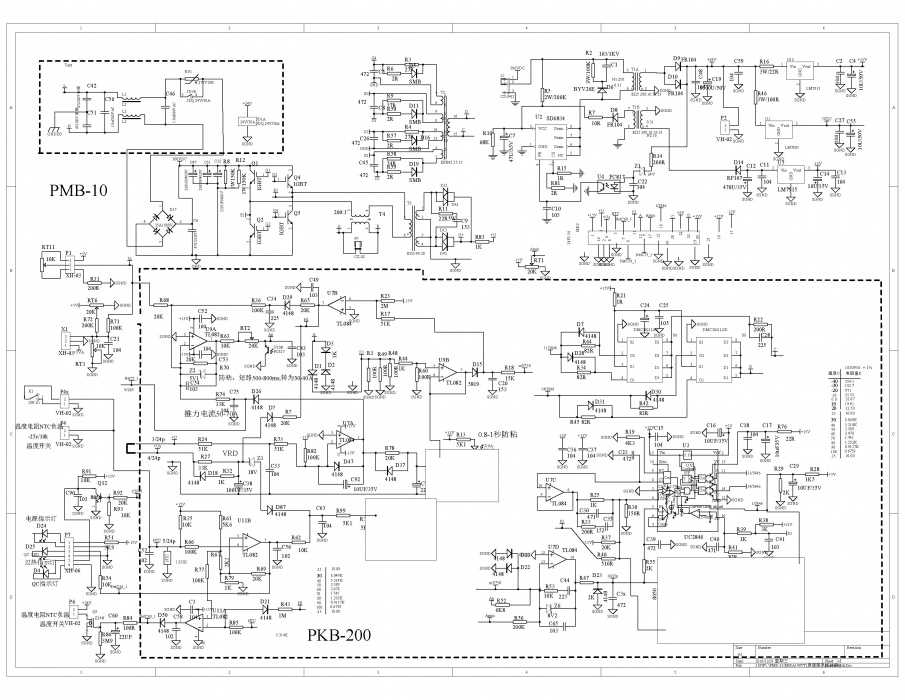
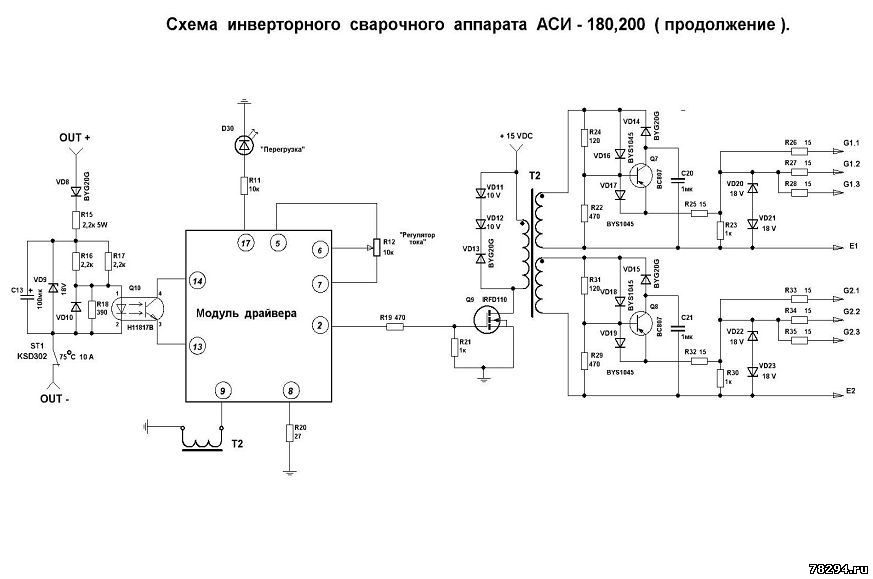
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
В трансформаторе один из концов обмотки был оборван от вывода.
Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Как проверить микросхему
Как проверить микросхему не выпаивая её из платы и на что ещё обратить внимание.
Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения. Для полной проверки нужны генератор сигналов и осциллограф.
Поговорим о том, что проще. Перед проверкой обязательно выключите инвертор от сети питания. Далее — от внешнего регулируемого блока питания на вывод 7 микросхемы подаём напряжение 16 — 17 вольт, это напряжение запуска МС. При этом на выводе 8 должно быть 5 В. это опорное напряжение от внутреннего стабилизатора микросхемы.
Оно должно оставаться стабильным при изменении напряжения на 7 выводе. Если это не так МС неисправна.
Изменяя напряжение на микросхеме имейте в виду, что ниже 10 В микросхема отключается, и включится при 15-17 вольт. Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.
Ниже приведена структурная схема UC3842.
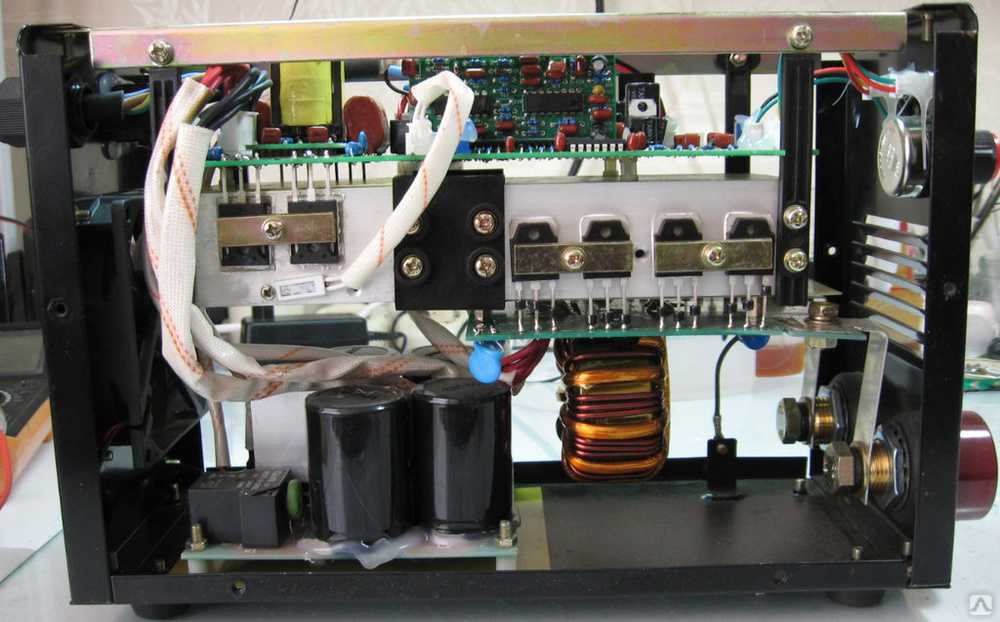
Дополнение к этой статье: Через некоторое время принесли ещё один аппарат.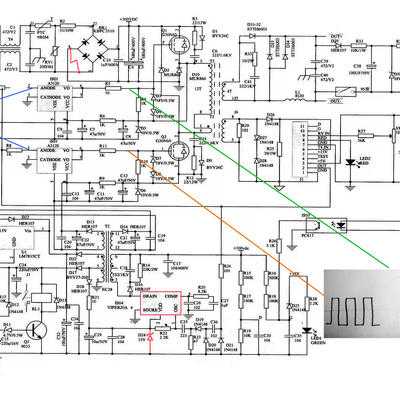 Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
На этом всё! Если нашли полезной эту статью, оставляйте Ваши комментарии, делитесь с друзьями нажав на кнопки соцсетей.
Устранение неполадок при дуговой сварке: пошаговые решения
Это простое в использовании руководство по устранению неполадок при дуговой сварке. Просто найдите проблему в оглавлении слева или сопоставьте одну из наших многочисленных иллюстраций с проблемой.
Условия, которые часто приводят к проблемам, включают:
- Использование низкокачественного защитного газа со слишком высоким уровнем влажности. Влага в воздухе также может вызвать проблемы.
- Нечистое оборудование
- Нечистые материалы и присадочные стержни
- Неравномерный поток защитного газа
- Изменения параметров сварки
- Поверхностное загрязнение
- Проблемы с газовым покрытием (недостаточный поток газа вызывает загрязнение электродов и деталей)
- Проблемы с заземлением
- Изменения напряжения из-за использования другого оборудования в магазине или неправильное напряжение
- Перегрев из-за короткого замыкания между соплом и электродом
Дефект сварного шва
Поиск и устранение неисправностей дуговой сварки по проблеме
Деформация
Почему возникает деформация:
| Как это исправить:
|
Шаг 1.
 Проверить усадку наплавленного металла.
Проверить усадку наплавленного металла.
- Надлежащим образом закрепите детали или прихватите детали, чтобы избежать усадки.
- Заготовка или отдельные детали с учетом усадки сварного шва.
- Проковать наплавленный металл, пока он еще горячий.
Шаг 2. Проверить равномерный нагрев деталей.
- Для тяжелых конструкций желателен предварительный подогрев.
- Иногда бывает полезно перед сваркой снять деформации при прокатке или формовании путем снятия напряжений.
Шаг 3. Проверьте последовательность сварки.
- Изучить конструкцию и разработать определенную последовательность сварки.
- Предотвратить чрезмерный локальный нагрев за счет распределительной сварки.
Сварочные напряжения
Шаг 1. Проверьте чрезмерную жесткость соединений.
- Небольшое перемещение деталей во время сварки снижает сварочные напряжения.
- Разработайте процедуру сварки, которая позволит всем деталям двигаться как можно дольше.

Шаг 2. Проверьте процедуру сварки.
- Используйте как можно меньше сварочных проходов.
- Используйте специальную прерывистую или чередующуюся последовательность сварки и процедуры обратного шага или пропуска.
- Надлежащим образом зажмите детали, прилегающие к стыку. Используйте резервные приспособления для быстрого охлаждения деталей.
Этап 3. Если не существует неблагоприятных условий, напряжения могут быть присущи любому сварному шву, особенно в тяжелых деталях.
- Удалите каждый наплавленный металл.
- Готовое изделие для снятия напряжения при температуре от 1100 до 1250°F (от 593 до 677°C) в течение 1 часа на каждые 1,0 дюйма (25,4 см) толщины.
Деформация тонких листов
Деформация ацетиленового сварного шва Поиск и устранение неисправностей
Деформация дуговой сварки Предложения по устранению неисправностей
Почему это происходит:
| Решения:
|
Шаг 1.
 Проверьте усадку наплавленного металла.
Проверьте усадку наплавленного металла.
- Выберите электрод с высокой скоростью сварки и умеренными проникающими свойствами.
Шаг 2. Проверьте, нет ли чрезмерного локального нагрева в месте соединения.
- Предотвратить чрезмерный локальный нагрев пластин, прилегающих к сварному шву, путем быстрой сварки.
Шаг 3. Проверьте правильность подготовки соединения.
- В свариваемых деталях не должно быть избыточного корневого отверстия в стыке свариваемых деталей.
- Кромки молоткового соединения тоньше, чем остальные пластины перед сваркой. Это удлиняет края, а усадка сварного шва заставляет их возвращаться к исходной форме.
Шаг 4. Проверьте процедуру сварки.
- Используйте специальную прерывистую или переменную последовательность сварки и отступайте или пропускайте процедуру.
- Предварительно нагрейте материал для достижения напряжения.
Шаг 5. Проверить крепление деталей.
- Надлежащим образом зажмите детали, прилегающие к стыку. Используйте резервные приспособления для быстрого охлаждения деталей.
Плохой внешний вид сварного шва
Поиск и устранение неисправностей ацетилена Плохой внешний вид сварного шва
Плохой внешний вид сварного шва Поиск и устранение неисправностей дуговой сварки
Причины плохого внешнего вида сварного шва:
| Решения:
|
Шаг 1. Проверьте технику сварки на правильность манипуляций с током и электродом.
- Убедитесь, что используется надлежащая технология сварки для используемого электрода.

- Не используйте чрезмерный сварочный ток.
- Всегда используйте однородное переплетение или скорость перемещения.
Шаг 2. Проверьте характеристики типа используемого электрода.
- Используйте электрод, предназначенный для данного типа сварного шва и основного металла, а также для положения, в котором должен выполняться сварной шов.
Шаг 3. Проверьте положение сварки, для которого предназначен электрод.
- Не выполняйте угловые сварные швы электродами, расположенными вниз (плоским положением), если детали не расположены правильно.
Шаг 4. Проверьте правильность подготовки шва.
- Тщательно подготовьте все соединения.
Трещины в сварных швах
Как устранить трещины в сварных швах под напряжением
- Неправильная температура сварки
- Чрезмерная нагрузка на сварной шов
- Химическая атака
- Стержень и основной материал разного состава
- Окисление или деградация сварного шва
- Используйте рекомендуемую температуру сварки
- Возможность расширения и сжатия
- Оставайтесь в пределах известной химической стойкости и рабочих температур материала
- Использовать аналогичные материалы и инертный газ для сварки
- См.
 рекомендуемое приложение
рекомендуемое приложение
Шаг 1. Проверьте соединение на наличие чрезмерной жесткости.
- Измените процедуру сварки и перепроектируйте конструкцию, чтобы исключить жесткие соединения.
Шаг 2. Сварные швы слишком малы по сравнению с размером соединяемых деталей?
- Избегайте использования небольшого сварного шва между тяжелыми пластинами. Увеличьте размер сварного шва дополнительным присадочным металлом.
Шаг 3. Проверьте каждую остановку процедуры сварки.
- Не делайте сварки в нитках. Наплавляйте металл сварного шва в полном размере короткими участками длиной от 8,0 до 10,0 дюймов (от 203,2 до 254,0 мм). (Это называется последовательностью блоков.)
- Последовательность сварки должна быть такой, чтобы концы могли двигаться как можно дольше.
- Предварительный нагрев свариваемых деталей иногда помогает уменьшить высокие усадочные напряжения, вызванные локальной высокой температурой.

- Заполните все кратеры в конце сварочного прохода, перемещая электрод назад по готовому сварному шву на короткое расстояние, равное длине кратера.
Шаг 4. Проверьте качество сварных швов.
- Убедитесь, что сварные швы прочные и сплавление хорошее. Убедитесь, что длина дуги и полярность правильные.
Шаг 5. Проверьте правильность подготовки соединений.
- Подготовьте швы с равномерным и надлежащим раскрытием корня. В некоторых случаях необходимо открытие корня. В других случаях может потребоваться усадка или прессовая посадка.
Подрез
Шаг 1. Проверьте настройку сварочного тока.
- Используйте умеренную скорость сварки и не пытайтесь сваривать на слишком высокой скорости.
Шаг 2. Проверьте правильность обращения с электродом.
- а. Не используйте слишком большой электрод. Если лужа расплавленного металла станет слишком большой, может возникнуть подрез.
- б. Чрезмерная ширина переплетения приведет к подрезу и не должна использоваться. Равномерное переплетение, не превышающее диаметр электрода в три раза, в значительной степени способствует предотвращению подрезов в стыковых сварных швах.
- с. Если электрод находится слишком близко к вертикальной пластине при выполнении горизонтального углового шва, это приведет к подрезу на вертикальной пластине.
Неполный провар
Поиск и устранение неисправностей Неполный провар
Пример плохого провара
Провар дуговой сварки Предложения по поиску и устранению неисправностей
2 Почему неполное выполнение:
| Решения:
|
Шаг 1.
 Убедитесь, что электрод предназначен для используемого положения сварки.
Убедитесь, что электрод предназначен для используемого положения сварки.
- Электроды следует использовать для сварки в том положении, для которого они предназначены.
- Убедитесь, что в нижней части сварного шва имеются надлежащие корневые отверстия.
- Если возможно, используйте резервную планку.
- Сколоть или вырезать заднюю часть соединения и наплавить в этой точке валик металла сварного шва.
Шаг 2. Проверьте размер используемого электрода.
- Не ожидайте чрезмерного проникновения электрода.
- Используйте электроды малого диаметра в узкой сварочной разделке.
Шаг 3. Проверьте настройку сварочного тока.
- Используйте достаточный сварочный ток для получения надлежащего провара. Не сваривайте слишком быстро.
Шаг 4. Проверьте скорость сварки.
- Контролируйте скорость сварки, чтобы проникнуть в нижнюю часть сварного соединения.
Пористые сварные швы
Поиск и устранение неисправностей Пористость дуговой сварки
Поиск и устранение неисправностей пористых сварных швов
Почему возникают пористые сварные швы:
| Решения:
|
 Удалите конденсат влаги из трубопроводов. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.
Удалите конденсат влаги из трубопроводов. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.Шаг 1. Проверьте свойства электрода.
- Некоторые электроды по своей природе обеспечивают более качественные сварные швы, чем другие. Убедитесь, что используются правильные электроды.
Шаг 2. Проверьте текущие настройки и процедуру сварки.
- Сварной шов, выполненный из нескольких нитей, может содержать небольшие отверстия. Плетение часто устраняет эту проблему.
Шаг 3. Проверьте время образования лужи, чтобы убедиться, что оно достаточно для выхода захваченного газа.
- Лужение дольше сохраняет расплавленный металл сварного шва и часто обеспечивает более прочные сварные швы.
Шаг 4. Проверьте, не загрязнен ли основной металл.
- В некоторых случаях причиной может быть основной металл. Проверьте это на наличие сегрегаций и примесей.
Хрупкие сварные швы
Шаг 1. Проверьте тип используемого электрода.
- Неокрашенные электроды дают хрупкие сварные швы. Если требуются пластичные сварные швы, следует использовать экранированные дуговые электроды.
Шаг 2. Проверьте настройку сварочного тока.
- Не используйте чрезмерный сварочный ток, так как это может привести к крупнозернистой структуре и окисленным отложениям.
Шаг 3. Проверьте наличие основного металла с высоким содержанием углерода или сплава, который не был принят во внимание.
- а. Однопроходный сварной шов может быть более хрупким, чем многослойный, поскольку его микроструктура не очищается последовательными слоями металла шва.
- б. Сварные швы могут поглощать легирующие элементы из основного металла и становиться твердыми.

- с. Не сваривайте металл, если его состав и характеристики не известны.
Плохая сварка плавлением
Плохая сварка плавлением
Плохая дуговая сварка плавлением Поиск и устранение неисправностей
Плохая сварка плавлением Причины:
| Решения:
|
Шаг 1. Проверьте диаметр электрода.

- При сварке швов с узкими канавками используйте электрод, достаточно маленький, чтобы доставать до дна шва.
Шаг 2. Проверьте настройку сварочного тока.
- Используйте достаточный сварочный ток, чтобы наплавить металл и проникнуть в пластины.
- Более тяжелые пластины требуют более высокого тока для данного электрода, чем легкие пластины.
Шаг 3. Проверьте технику сварки.
- Убедитесь, что плетение достаточно широкое, чтобы полностью оплавить боковые стенки соединения.
Шаг 4. Проверьте подготовку шва.
- Наплавленный металл должен сплавляться с основным металлом, а не скручиваться от него или просто прилипать к нему.
Коррозия
Шаг 1. Проверьте тип используемого электрода.
- Неизолированные электроды обеспечивают сварку, которая менее устойчива к коррозии, чем основной металл.
- Защитные дуговые электроды обеспечивают сварку, которая более устойчива к коррозии, чем основной металл.

- Для лучшей коррозионной стойкости используйте присадочный стержень, состав которого аналогичен составу основного металла.
Шаг 2. Проверьте, соответствует ли наплавленный металл коррозионной жидкости или атмосфере.
- Не ожидайте от сварного шва большего, чем от основного металла. Для нержавеющих сталей используйте электроды, коррозионная стойкость которых равна или выше, чем у основного металла.
Этап 3. Проверка металлургического эффекта сварки.
- При сварке аустенитной нержавеющей стали 18-8 убедитесь, что анализ стали и процедура сварки верны, чтобы сварка не вызывала выделения карбида. Выпадение карбида – это подъем углерода на поверхность зоны сварки. Это условие можно исправить отжигом при 19от 00 до 2100°F (от 1038 до 1149°C) после сварки. Таким образом можно устранить коррозию в виде оксида железа или ржавчины.
Шаг 4. Проверьте правильность очистки сварного шва.
- Некоторые материалы, такие как алюминий, требуют тщательной очистки от шлака после сварки, чтобы предотвратить коррозию в процессе эксплуатации.

Хрупкие соединения
Этап 1. Проверьте закалку основного металла на воздухе.
- В сталях со средним содержанием углерода или некоторых сплавах зона термического влияния может быть твердой в результате быстрого охлаждения. Предварительный нагрев от 300 до 500°F (149до 260°C) следует прибегать перед сваркой.
Шаг 2. Проверьте процедуру сварки.
- Многослойные сварные швы склонны к отжигу в зонах сильного термического влияния.
- Снятие напряжения при температуре от 1100 до 1250°F (от 593 до 677°C) после сварки обычно уменьшает твердые участки, образующиеся во время сварки.
Шаг 3. Проверьте тип используемого электрода.
- Использование аустенитных электродов часто бывает успешным при обработке специальных сталей, но в зоне термического влияния обычно содержится твердый сплав.
Магнитная продувка
Шаг 1. Проверьте отклонение дуги от ее нормального пути, особенно на концах стыков и в углах.
- Убедитесь, что земля правильно расположена на рабочем месте. Размещение земли в направлении отклонения дуги часто бывает полезным.
- Полезно разделить землю на две или более частей.
- Сварка в направлении, в котором дует дуга.
- Держите короткую дугу.
- Изменение угла наклона электрода относительно изделия может помочь стабилизировать дугу.
- Магнитный удар сводится к минимуму при сварке переменным током.
Брызги
Брызги сварки Пример
Шаг 1. Проверьте свойства используемого электрода.
- Выберите правильный тип электрода.
Шаг 2. Проверьте, не слишком ли велик сварочный ток для используемого типа и диаметра электрода.
- Используйте короткую дугу, но не используйте чрезмерный сварочный ток
Шаг 3. Проверьте на наличие сколов.
- Окрасьте детали, прилегающие к сварным швам, побелкой или другим защитным покрытием.
 Это предотвращает приваривание сколов к деталям, и их можно легко удалить.
Это предотвращает приваривание сколов к деталям, и их можно легко удалить. - Электроды с покрытием дают более крупные сколы, чем электроды без покрытия.
Чрезмерный расход электрода
Дуговая сварка Устранение неполадок расхода электрода
Причины необычного расхода электрода:
| Решения:
|
Загрязнение электрода
Причины загрязнения электрода:
| Решения:
|
Заготовка имеет загрязнение вольфрамом
Причины загрязнения вольфрамом:
| Решения:
|
Проблемы со сварочным напряжением
Проблемы со сварочным напряжением:
| Решение:
|
 Проверяйте несколько раз в день и сверяйтесь с объемом источника питания.
Проверяйте несколько раз в день и сверяйтесь с объемом источника питания.Материал электрода
Проблемы с материалом электрода:
| Решение:
|
Качество материала электрода
Причины качества материала электрода:
| Решение:
|
Размеры электродов или геометрия
Поиск и устранение неисправностей дуговой сварки Геометрия или размеры электродов
Причины проблемы:
| Решение:
|
Сварочные кабели
Дуговая сварка Поиск и устранение неисправностей сварочных кабелей
Проблемы со сварочными кабелями
| Решение:
|
 Индуктивность также может возникнуть, если силовые кабели проложены рядом с заземленными стальными пластинами
Индуктивность также может возникнуть, если силовые кабели проложены рядом с заземленными стальными пластинамиПроблемы с запуском дуги
Дуговая сварка Поиск и устранение неисправностей, когда сварочная дуга не запускается
Причины затрудненного зажигания сварочной дуги:
| Решения:
|
Дуга не передается
Дуговая сварка Поиск и устранение неисправностей, когда дуга не передается
Причины, по которым дуга не передается:
| Решения:
|
Другие руководства
Руководство по поиску и устранению неисправностей для систем дуговой сварки
Наши лучшие сварочные аппараты
Поиск и устранение неисправностей сварочного аппарата — Baker’s Gas & Welding Supplies, Inc.

Делиться:
Ed
Поиск и устранение неисправностей сварочного оборудования может означать разницу между поиском и устранением простой проблемы, а не заменой всего устройства. Если вы знаете, что искать, вы обычно можете диагностировать проблему и приступить к ее устранению или попросить кого-то, кто более опытен, решить проблему. Но, зная основные шаги по устранению неполадок для вашего сварочного аппарата, вы сможете избежать большого количества простоев и не тратить много денег на ремонт.
Первое, что вы должны проверить, это правильность подачи проволоки. Если вы заметили проблему, это может быть признаком изношенного ведущего ролика. Изношенный приводной ролик может повлиять на подачу проволоки и вызвать ее проскальзывание. Чтобы обнаружить изношенный приводной ролик, вам нужно будет посмотреть на любой мусор или грязь на вкладыше. Иногда все, что вам нужно сделать, это правильно очистить сварочный аппарат, и ваша проволока снова будет свободно двигаться.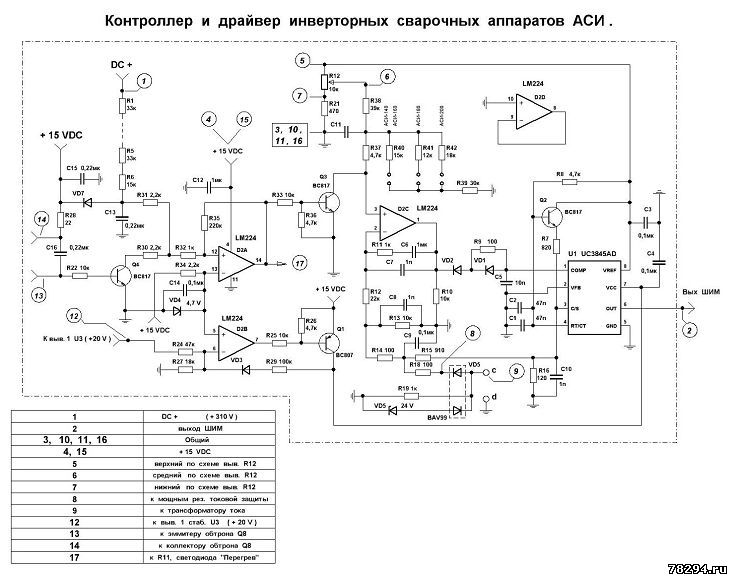
Следующее, что нужно осмотреть, это наконечник рядом с выходом проволоки, расположенный внутри сварочной горелки. Если ваш наконечник слишком изношен, электричество, вырабатываемое вашей машиной, не будет эффективно работать и может создать дополнительную работу для сварщика. Если вы испытали какой-либо прожог, это также может привести к повреждению провода. Если вы заметили какую-либо из этих проблем, вам следует как можно скорее заменить наконечник сварочного пистолета, чтобы избежать дальнейших проблем.
Для надлежащего устранения неполадок в вашей машине вам также необходимо убедиться, что на сварочной чаше нет брызг. Это может показаться ненужной задачей, но для правильного устранения неполадок вашего оборудования наличие чистой машины поможет вам заметить любые проблемы. Также важно иметь чистую чашу для обеспечения надлежащего охвата газа при сварке. Если чаша забита, это может повлиять на качество сварного шва, который вы производите.
Следующим шагом должен быть осмотр зажима заземления.
