Алмазный круг маркировка: Маркировка алмазных кругов — расшифровка, классификация, виды
Содержание
Маркировка алмазных кругов — расшифровка, классификация, виды
Алмазные шлифовальные круги считаются самыми популярными и качественными среди современных суперабразивов. Алмазы являются одними из самых твердых материалов в природе, поэтому они подходят для работы даже с самыми твердыми материалами. Известные производители выпускают качественные алмазные шлифовальные круги с высокой производительностью, точностью и долговечностью.
Алмазные шлифовальные круги популярны за счет того, что при изготовлении их режущей части добавляют алмазную крошку. Отобранные алмазные частицы обладают превосходной прочностью и могут гарантировать отличную производительность шлифовальному диску.
Алмазные шлифованые круги активно применяются для обработки твердосплавных материалов и драгоценностей. Алмазную поверхность можно затачивать и даже восстанавливать, поэтому такие диски относятся к категории долговечных инструментов.
Где применяют алмазные шлифовальные круги?
Алмазные круги для болгарки приходят на помощь даже в тех случаях, когда другие диски просто не могут справиться с обработкой или резкой сверхпрочного материала. За счет использования алмазных шлифовальных кругов удается в разы уменьшить трудоемкость работы с инструментом и повысить эффективность обработки.
За счет использования алмазных шлифовальных кругов удается в разы уменьшить трудоемкость работы с инструментом и повысить эффективность обработки.
После обработки с помощью инструмента поверхность получается гладкой и ровной, без дефектов. Она практически не поддается образованию трещин и сколов. Алмазные диски высоко ценятся при обработке оптических приборов, при изготовлении посуды, изделий из хрусталя и других работ с помощью инструментов.
Алмазные круги состоят из трех основных компонентов. Небольшие блоки алмазного материала под названием «сегменты» крепятся с помощью «припоя» к вращающемуся колесу, известному как «пластина» или «чаша». В «чаше» есть специальные отверстия, отвечающие за вентиляцию воздуха. Пластины имеют ряд блоков, называемых «сегментами», прикрепленных к ним с помощью высокотемпературного припоя. Эти сегменты являются конструктивным элементом диска, который выполняет шлифование. Когда сегменты полностью изнашиваются, использовать алмазный круг для выполнения задач не удастся. В этом случае нужно будет заменить алмазный круг.
В этом случае нужно будет заменить алмазный круг.
Отличия алмазных шлифовальных кругов
Выделяют несколько параметров, которые определяют технические особенности инструментов. Между собой алмазные круги отличаются следующими характеристиками:
- площадь поверхности;
- форма сегмента;
- зернистость;
- тип связки.
Общая площадь поверхности сегментов, прикрепленных к колесу, обычно определяет уровень агрессии или скорости. Если вы измерите площадь поперечного сечения каждого сегмента и умножаете ее на количество сегментов, вы рассчитаете общую площадь поверхности. Чем больше цифра, тем менее медленным будет вращение шлифовального круга. При уменьшении площади поверхности получаем более агрессивную реакцию. По мере уменьшения общей площади поверхности сегментов будет больше царапин. Агрессивные алмазные круги не могут обеспечить гладкую поверхность.
Форма сегмента может влиять на агрессивность диска, а также на характеристики рассеивания. Обычно сегменты с более острыми передними кромками обеспечивают большую агрессивность, а конические формы обеспечивают лучшую дисперсию при ориентации в правильном направлении. Все это в совокупности обеспечивает превосходную скорость движения шлифовального круга. Степень воздействия алмаза на остроту будет зависеть от твердости поверхности. Если поверхность твердая, алмаз быстро затупится и потребует постоянного скалывания, чтобы обеспечить его остроту. Мягкое соединение идеально подходит для твердого бетона. Конечно, недостатком необходимости быстрого экспонирования алмаза является повышенный уровень износа. Если же поверхность мягкая или очень зернистая, увеличивается скорость износа диска. Получается, что алмазный круг раскалывается до момента своего притупления.
Обычно сегменты с более острыми передними кромками обеспечивают большую агрессивность, а конические формы обеспечивают лучшую дисперсию при ориентации в правильном направлении. Все это в совокупности обеспечивает превосходную скорость движения шлифовального круга. Степень воздействия алмаза на остроту будет зависеть от твердости поверхности. Если поверхность твердая, алмаз быстро затупится и потребует постоянного скалывания, чтобы обеспечить его остроту. Мягкое соединение идеально подходит для твердого бетона. Конечно, недостатком необходимости быстрого экспонирования алмаза является повышенный уровень износа. Если же поверхность мягкая или очень зернистая, увеличивается скорость износа диска. Получается, что алмазный круг раскалывается до момента своего притупления.
Выделяют три типа связок: металлический, керамический и органический. В роли наполнителей выступают графитовые порошки, карбид бора или глинозема. Алмазные диски с металлической связкой имеют улучшенную прочность, способны долго сохранять свою форму, отличаются достойным сроком эксплуатации. Такие алмазные круги применяют для предварительной обработки (не итоговый вариант). На выходе получается 9-й класс шероховатости. Чаще всего наполнители с таким типом связок не используются. Примечательными особенностями алмазных кругов считаются: повышенная твердость, производительность, термостойкость.
Такие алмазные круги применяют для предварительной обработки (не итоговый вариант). На выходе получается 9-й класс шероховатости. Чаще всего наполнители с таким типом связок не используются. Примечательными особенностями алмазных кругов считаются: повышенная твердость, производительность, термостойкость.
В случае с органическими связками подразумевается добавление наполнителей, которые обеспечивают высокую твердость, производительность, интенсивность работы. После шлифовки получается 11-12 класс шероховатости. Органические связки считаются потребительными, поскольку в 3 раза больше расходуют алмазов по сравнению с дисками с металлическим типом связки.
Керамическая связка подразумевает наличие алмазоникилеевого покрытия. Оно может быть нанесено даже в несколько слоев. Алмазная кромка выступает над связкой, поэтому удается надежно зафиксировать ее. Керамическую связку применяют при изготовлении дисков для создания сверхточной режущей части. Такие диски для инструментов доступные по цене и востребованы на рынке.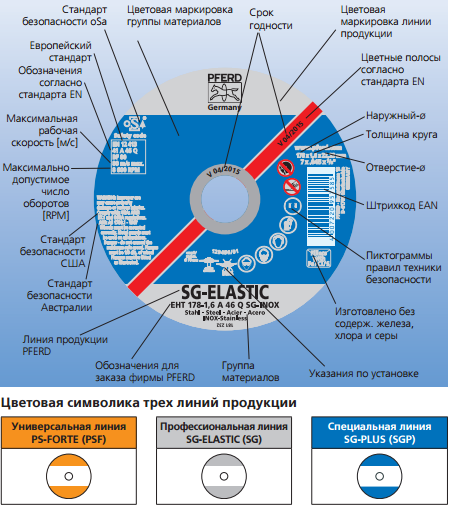
Зернистость алмазных дисков
Показатель зернистости играет решающую роль в скорости удаления заготовки и получения результатов резки. На срок службы угловой шлифовальной машины также влияет показатель зернистости. Благодаря большому выбору синтетических абразивных зерен в сочетании с различными типами связок качество болгарки может быть оптимально адаптировано к процессу шлифовки.
Для шлифовальных машин на синтетической смоле в основном используются никелированные абразивные зерна. Специальные процессы нанесения покрытия обеспечивают возможность адгезии, что благоприятно отображается на теплопроводности. Чтобы удовлетворить различные требования к измельчению, существует большое количество размеров зерна.
Зернистость – это показатель, определяющий чистоту поверхности обработанного металла, износ диска, количество материала, который удается снять за один ход диска. Показатели и стандарты зернистости фиксируются в ГОСТе.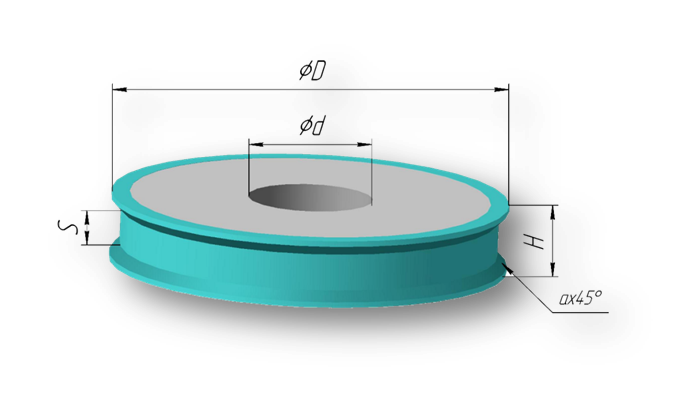 Виды зернистости подбираются в соответствии с обрабатываемым материалом, результат, которого вы хотите достичь, степень шероховатости металла после шлифовки.
Виды зернистости подбираются в соответствии с обрабатываемым материалом, результат, которого вы хотите достичь, степень шероховатости металла после шлифовки.
Меньший показатель зернистости предполагает более чистую поверхность. Параллельно происходит прижигание поверхности, что не всегда нужно. Поэтому, перед началом работ нужно расставить приоритеты и принять решение по зернистости алмазного диска.
Шлифовка бетона алмазным диском: пошаговое руководство для вашего инструмента
Шлифовка бетона с помощью электрического инструмента подразумевает процесс удаления заусениц, загрязнений и сыпучих материалов с бетонной поверхности с помощью шлифовальной машины. При шлифовании бетона скрепление алмазных чашечных колец обычно должно быть противоположным бетону, то есть использовать мягкое соединение на твердом бетоне и твердое соединение на мягком бетоне. Используйте более крупную алмазную крошку для более быстрого удаления бетона и для более твердого бетона.
При шлифовании твердого бетона не образуется много пыли, обычно он мягкий и неабразивный. Алмазы режутся, притупляются и ломаются, как обычно.
Если использовать алмазные диски с высокой зернистостью, тогда увеличивается количество пыли. Также можно уменьшить площадь поверхности с меньшим количеством сегментов. При шлифовании мягкого бетона обычно образуется достаточное количество абразивной пыли, которая изнашивает связку и притупляет алмазный диск. Это часто приводит к быстрому износу шлифовального круга, поэтому приходится избавляться от пыли.
При работе с алмазными кругами для болгарки важно контролировать состояние диска. Он не должен перегреваться, поскольку это может привести к замедлению работы инструмента. Если вы неправильно подобрали диск под конкретный материал, тоже столкнетесь с проблемой. Это может обернуться не только износом диска, но и опасностью для вашего здоровья.
Для шлифовки бетонной поверхности нужно выполнить несколько шагов:
- Изучаем особенности поверхности.
 Алмазный диск подходит для тонких слоев неагрессивного покрытия.
Алмазный диск подходит для тонких слоев неагрессивного покрытия. - Выполняем зачистку поверхности перед шлифовкой. Для получения максимально гладкой поверхности нужно будет несколько раз шлифовать бетон.
- Под конкретный пол выбираем подходящий алмазный круг.
Чтобы правильно выбрать алмазных диск, учитываем зернистость, вид связки, форму сегментов. Что касается показателя зернистости, который, по сути, означает размер алмаза в связке, он бывает крупным (16-40 зерен), средним (70-80 зерен), мелким (140-150 зерен). Лучше всего начать с крупной крошки, с помощью которой удастся выровнять неровности на бетонной поверхности.
Тип связки определяет материал, который удерживает алмазы на месте. Твердое соединение лучше всего при работе с абразивными материалами, такими как мягкий бетон или дорожное покрытие, поврежденное дождем. Средняя связь может плохо работать с твердыми материалами, но быстрее истирается на абразивных материалах. Мягкие связки идеально подходят для твердых материалов, потому что они быстро стираются, обнажая слой алмаза для шлифования поверхности.
Мягкие связки идеально подходят для твердых материалов, потому что они быстро стираются, обнажая слой алмаза для шлифования поверхности.
Форма сегментов определяется типом поверхности, на котором вы планируете работать. Например, квадратные сегменты имеют длинную переднюю кромку, поэтому идеально подходят для неровного бетона. Алмазы с круглой головкой имеют тонкий передний край, поэтому идеально подходят для дальнейшего разглаживания. Не забывайте и о правильном выборе шлифовальной машины.
Маркировки алмазного диска: что означает
Стандарты качества зафиксированы в ГОСТах. Существуют и другие международные документы, регламентирующие технические особенности шлифовальных алмазных кругов. Если ориентироваться на ГОСТ, на конкретном примере рассмотрим специфику маркировки алмазных кругов.
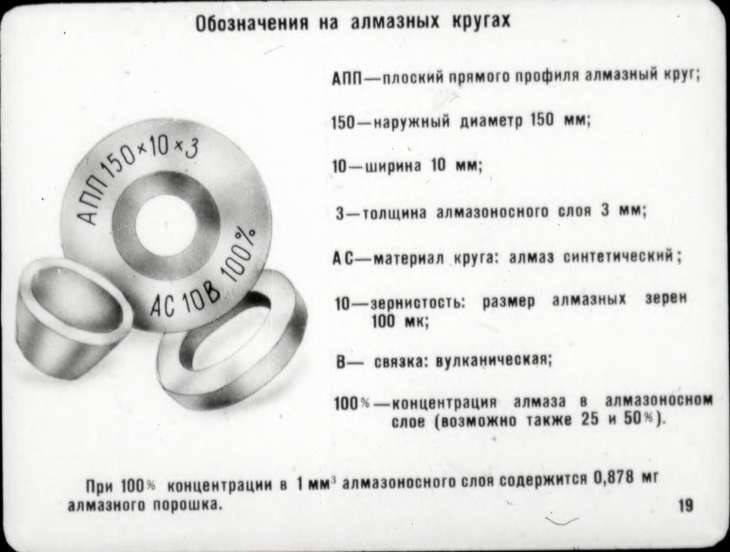
Например, 12А2-30 (АЧК) 120x15x5x28 AC3 140/110 B2-01 100%:
- речь идет об алмазном круге с конической чашей под уклоном 30 градусов;
- наружный диаметр диска составляет 120 мм;
- 15 – это ширина алмазного слоя, режущей части;
- 28 – показатель посадки;
- AC3 – синтетический круг с показателем зернистости алмазного диска 3;
- 140/110 – соотношение алмазного порошка;
- B2-01 – органическая связка;
- 100% — процентное соотношение алмазной крошки в режущей части.
В таблице отображена маркировка алмазных кругов
Как выбрать шлифовальный алмазный круг?
Для достижения поставленных целей и получения отличных результатов по шлифовке поверхности или резки металла, нужно грамотно подойти к вопросу выбора диска. Обратите внимание на следующие факторы, которые помогут принять правильное решение:
- Выбор кругов в зависимости от типа поверхности. Если вам нужно обработать углеродистую или легированную сталь, лучше всего подойдут алмазные круги из оксида алюминия. Если предстоит работать с прочными материалами, тогда останавливаемся на алмазных покрытиях, которые способны отшлифовать даже самые прочные поверхности. Для цветных металлов, большинства чугунов, неметаллических и цементированных карбидов подходит состав из карбида кремния.
- Учитываем зернистость. Алмазные диски с мелким зерном используем для твердых материалов и алмазные круги с грубым зерном — для мягких и пластичных материалов.

- Особенности шлифования. Определяем степень точности, отделки, количество материала, который нужно будет обработать. Тонкую отделку проще всего получать с мелким зерном и шлифовальными алмазными кругами с резиноидными или шеллаковыми связями.
- Вибрация влияет на качество получаемой детали, а также на характеристики шлифовального круга.
- Скорость и максимально допустимое количество оборотов. Скорость диска влияет на сцепление и уклон, выбранный для данного круга.
- Давление измельчения — это скорость подачи, используемая во время операции измельчения; это влияет на комплектацию круга. По мере увеличения давления шлифования должны использоваться более жесткие алмазные круги.
Таблица. Основные виды корпусов
Твердость, класс точности и неуравновешенности
Твердость алмазного шлифовального диска не зависит от самого алмазного покрытия. Это критерий, обозначающий прочность круга при соприкосновении диска с поверхностью.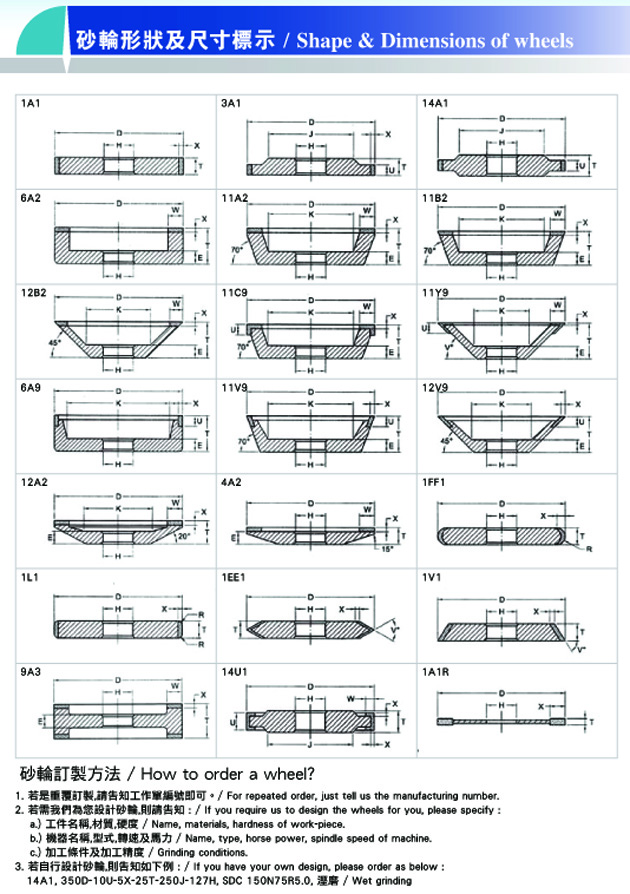 На показатель твердость влияет зернистость, тип связки, метод производства диска.
На показатель твердость влияет зернистость, тип связки, метод производства диска.
Таблица: Твердость алмазных дисков. Виды операций
Твердость определяет способность алмазного диска к возможности заточки. Насколько материал может самостоятельность заточиться после разлома или разрушения. Если диск проявляет отличные режущие способности даже после такой манипуляции, это говорит о средней твердости круга. Если же диск очень твердый, тогда заточки достичь тяжелее.
По ГОСТу всего различают 8 видов твердости. Классификация видов – от весьма мягких до чрезвычайно твердых видов. При выборе алмазных кругов на тип твердости обращают внимание в зависимости от назначения диска и материала, с которым вы будете работать. Также берется во внимание рекомендуемая точность шлифовки и тип инструмента. Если вы неправильно выбрали диск или используете некачественный алмазных материал, возможно появление трещин и высокий износ алмазных кругов. Повышенная твердость подходит в случаях, если нужно достичь высокой точности и определенной конфигурации при шлифовании материала. Вид шлифовки всухую считается менее твердым, чем при использовании охлаждающих жидкостей.
Повышенная твердость подходит в случаях, если нужно достичь высокой точности и определенной конфигурации при шлифовании материала. Вид шлифовки всухую считается менее твердым, чем при использовании охлаждающих жидкостей.
Точность определяется тремя видами – Б, А и АА. Шлифовальные диски класса А применяются для выполнения качественных и максимально точных работ с помощью электрических инструментов. Если работаем с черновыми вариантами или работа не требует особой ответственности, тогда можно применить инструменты класса Б. Класс АА – это сверхточные диски с однородным зерновым составом с высоким показателем уравновешенности. Для изготовления таких алмазных кругов используют высококачественные материалы.
Показатель неуравновешенности бывает четырех видов – от 1 класса до 4. Он зависит от ряда факторов, включая качество алмазной кромки, равномерность абразивной массы, типа изготовления. При шлифовке с применением жидкости алмазный круг меньше изнашивания и уменьшаются риски термических повреждений. Охлаждающими эмульсиями выступают: вода, масло, содовый раствор.
Охлаждающими эмульсиями выступают: вода, масло, содовый раствор.
Маркировка шлифовальных кругов: расшифровка | Советы по ремонту дома и квартиры своими руками
Статья подготовлена при поддержке экспертов компании ДиамМаркет — товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» — специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
- Электрокорунд
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
- Карбид кремния
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
- Эльбор
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
- Алмаз
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.
Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).
Маркировка зернистости шлифовальных кругов
Размер кругов
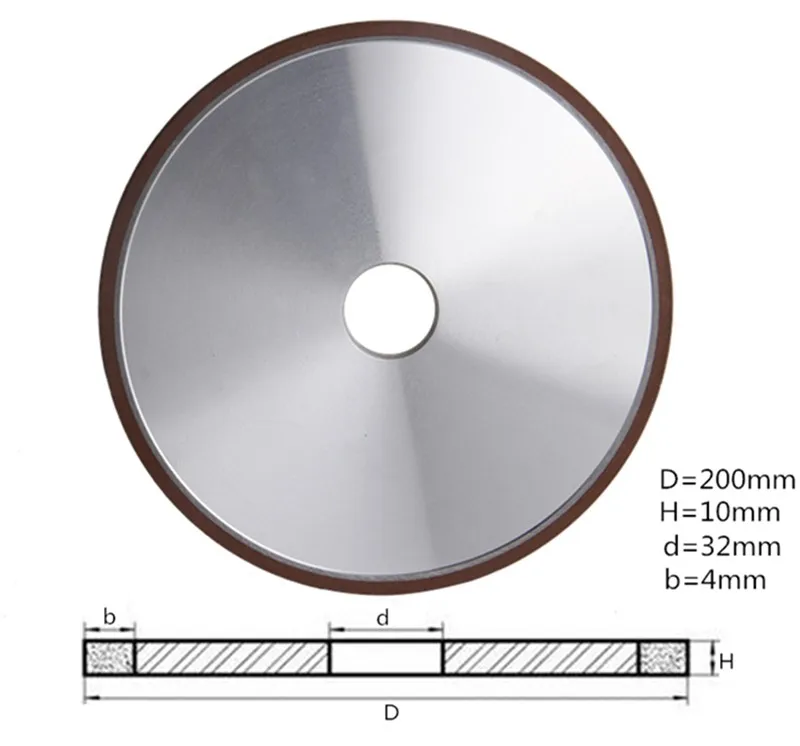
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D — это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т.е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска.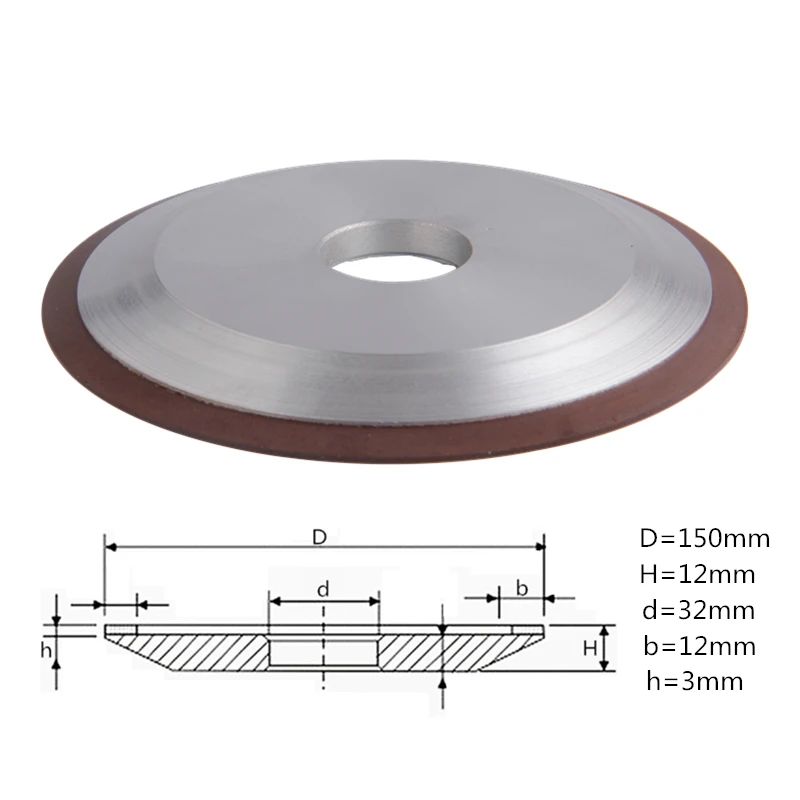 Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
8,9,10 – открытая;
11,12 – пористая.
Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- — сечение круга прямого профиля (ПП). Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
- – кольцевой тип (К)
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.
36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- — тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).
Маркировка лепестковых шлифовальных кругов производится с указанием типа, внешнего диаметра, внутреннего диаметра, высоты, зернистости и серии шлифшкурки.
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Зернистость
Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М». Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
Понимание маркировки на ювелирных изделиях — Ювелирная галерея епископа
Опубликовано Джейсоном Сесслером 28 января 2021 г.
В Bishops Jewelry мы ежедневно оцениваем ювелирные изделия. Например, одна из первых вещей, на которые мы обращаем внимание при осмотре ювелирного изделия, — это клейма. Эти штампы могут рассказать нам много информации об украшениях и помочь нам определить такие вещи, как: металлы, вес в каратах, производитель, товарные знаки, ювелир или дизайнер. В этой статье мы обсудим, что означают эти маркировки, чтобы вы могли идентифицировать подобные маркировки на своих украшениях.
В этой статье мы обсудим, что означают эти маркировки, чтобы вы могли идентифицировать подобные маркировки на своих украшениях.
Stamp Key
| MARK | MEANS | ||
| 9K | 9 Karat Gold | ||
| 10K | 10 Karat Gold | ||
| 12K | 12 Karat Gold | ||
| 14K | 14 Karat Gold | ||
| 18K | 18 Karat Gold | ||
| 20K | 20 KARAT Gold | ||
| 20K | 20 KARAT Gold | ||
| 20 KARAT | |||
| 22K | 22 Karat Gold | ||
| 24K | 24 Karat Gold | ||
| .417 | 10 Karat Gold | ||
| .585 | 14 Karat Gold | ||
| .750 | 18 Karat Gold | ||
| .833 | 20 Karat Gold | ||
. 999 999 | 24 Karat Pure Gold (желтое золото) | ||
| P | Plum. Gold Gold (должен быть Karat Wew или Hight).0021 | ||
| PLAT | Platinum | ||
| PT | Platinum | ||
| 900 or 950 | Platinum (90% or 95% pure platinum mixed with alloy) | ||
| 10%irid-platinum | Platinum легированный 10 % иридия | ||
| Нерж. сталь | Нерж. сталь | ||
| Сталь | Нерж.0019 | Silver | Sterling Silver |
| S. Silver | Sterling Silver | ||
| Sterling Silver | Sterling Silver | ||
| 925 | Sterling Silver | ||
| .950 | Sterling Silver | ||
| Титан | Титан | ||
| Вольфрам | Вольфрам | ||
| Pd | Палладий | 19 | 1 | Karat Plumb |
| CZ | В кольце фианит (не бриллиант) | ||
G. F. или Г.П. F. или Г.П. | Gold Filled or Gold Plated | ||
| SOL | Solitaire Diamond (usually followed by some carat weight) | ||
| D | Diamond | ||
| ct | Carat (referring to stone weight) | ||
| cw | Вес камней в каратах | ||
| 6,7,8,9,10 | Может относиться к размеру кольца | ||
| G.E. | Золото с гальваническим покрытием | ||
| H.G.E. | Тяжелое золото с гальваническим покрытием | ||
| WGD | Весовое золото |
Вы можете увидеть другие штампы на ваших украшениях, которые здесь не указаны, особенно буквы на штампе, которые указывают имя дизайнера или компании-производителя. Они называются «Клейма», и есть много книг и ссылок на их отдельные значения.
Одна вещь, с которой у вас, скорее всего, возникнут трудности, это прочитать или найти штамп на вашем ювелирном изделии. Здесь пригодится лупа или увеличительное стекло. Обязательно тщательно осмотрите все ювелирное изделие, штамп может скрываться во многих местах, и меня лично много раз обманывали.
Здесь пригодится лупа или увеличительное стекло. Обязательно тщательно осмотрите все ювелирное изделие, штамп может скрываться во многих местах, и меня лично много раз обманывали.
В Bishops Jewelry мы считаем, что для наших клиентов очень важно быть образованными и знать, какое качество ювелирных изделий они имеют. Мы хотели бы, чтобы вы приветствовали вас, чтобы принести свои украшения в любое время. Будь то уборка, проверка, продажа или просто вопросы, мы будем более чем рады помочь.
Bishops Jewelry
1440 University Ave S,
Fairbanks, AK 99709
907-479-7001
Знак «I внутри бриллианта» на стеклянных бутылках ~ Illinois Glass Company
The Illinois Glass Company была основана Уильямом Элиотом Смитом и Эдвардом Левисом и зарегистрирована в Олтоне, штат Иллинойс, в марте 1873 года. нес «И. Г. Ко.» Знак , а позже логотип « I G CO внутри ромба ». Дополнительную информацию об этих знаках см. на третьей странице.
на третьей странице.
Знак « I внутри Diamond » использовался компанией Illinois Glass с 1915 по 1929 и встречается на большом количестве старинных и старинных стеклянных бутылок многих типов. Производство ABM (автоматическая бутылочная машина) было начато в Illinois Glass в 1910 году, и хотя кажется более вероятным, что товарный знак «I in a diamond» впервые использовался примерно в то же время, данные Управления по патентам и товарным знакам США указывают на Illinois Glass. Компания фактически утверждала, что использование именно этого товарного знака на стеклянной посуде началось 1 июня 19 года.15. Однако официально товарный знак не был зарегистрирован до 1 марта 1927 г. (TM № 224 561).
Маркировка на дне янтарной бутылки-упаковщика производства Illinois Glass Company.
Типичная бутылка-упаковщик из янтарного янтаря, изготовленная Illinois Glass Company, с маркировкой «Diamond I» на основании. Знак «Diamond I», используемый Illinois Glass Company, на дне бутылки
Знак «Diamond I», используемый Illinois Glass Company, на дне бутылки
Знак «I in a diamond» можно увидеть на ОГРОМНОМ количестве контейнеров. Подавляющее большинство этих бутылок было изготовлено из прозрачного стекла, меньший процент был из янтарного стекла, светло-голубого или иногда кобальтово-синего. Некоторые бутылки, изначально изготовленные из прозрачного стекла, могут приобретать слабый аметистовый оттенок от воздействия солнечных лучей. Более темные оттенки фиолетового указывают на то, что в последние годы цвет стекла изменился в результате облучения. (Пожалуйста, см. эту страницу об облученных бутылках или искусственно окрашенном стекле). Ни одна бутылка Illinois Glass Company изначально не производилась из темно-фиолетового стекла!
Маленькая бутылочка для непатентованных лекарств/таблеток производства Illinois Glass Company с отметкой «I inside a Diamond» на дне
Известны многие, многие сотни (если не тысячи) стилей бутылочек. Многие из них были стандартными «упаковщиками» или «универсальными» типами, используемыми для множества различных продуктов — лекарств, мазей, продуктов питания, соусов, экстрактов, ароматизаторов, химикатов, чистящих средств, отбеливателей, уксуса, косметики и т. д. Конец компания-пользователь наклеила бы этикетку своего собственного бренда сбоку с информацией о продукте. Часто на бутылке не было тисненой маркировки, кроме логотипа на самом дне.
д. Конец компания-пользователь наклеила бы этикетку своего собственного бренда сбоку с информацией о продукте. Часто на бутылке не было тисненой маркировки, кроме логотипа на самом дне.
Многие из этих бутылок можно найти на старых мусорных свалках, в ямах (под землей, где когда-то стояла надворная постройка) и везде, где были старые фермы. Они были распространены повсеместно и встречаются практически по всей стране — по всей территории Соединенных Штатов.
РЕКЛАМА
Насколько мне известно, маркировка «Я внутри бриллианта» встречается только на бутылках машинного производства (, возможно, , за исключением некоторых очень больших бутылок ручной выдувки, или предметы специального заказа, выпущенные ограниченным тиражом), которые имеют типичные следы от всасывания машины Owens на основании. «Шрам Оуэнса» представляет собой более или менее круглый тонкий шов, «линию» или разрыв на поверхности стекла, видимый по периметру дна бутылки, производимый этими конкретными машинами: автоматическими бутылочными машинами Оуэнса. Рубец может иметь смутно «зубчатый» вид.
Рубец может иметь смутно «зубчатый» вид.
Как правило, буква «I» различима внутри ромба , но на очень маленьких бутылочках она может быть нечеткой, неполной, искаженной или «размазанной». Иногда «удар» или «оттиск» настолько светлый, что клеймо едва можно разглядеть, и то только при внимательном рассмотрении под ярким светом, светящимся под углом.
В некоторых случаях стальная форма могла содержать грязь, мусор или отложения графита, заполняющие гравировку (надрезы), что приводило к отсутствию I на готовой бутылке. В некоторых случаях бутылка с простым ромбом (без буквы «I») MIGHT быть продуктом Diamond Glass Company, Ройерсфорд, Пенсильвания. В некоторых из этих случаев (честно говоря) неясно, какая компания была производителем.
«I» иногда неверно истолковывается как «число 1», и на некоторых примерах оно часто выглядит как цифра «one». На некоторых очень маленьких бутылочках буква «I» может больше напоминать выпуклую точку (точку) внутри ромба или вообще отсутствовать.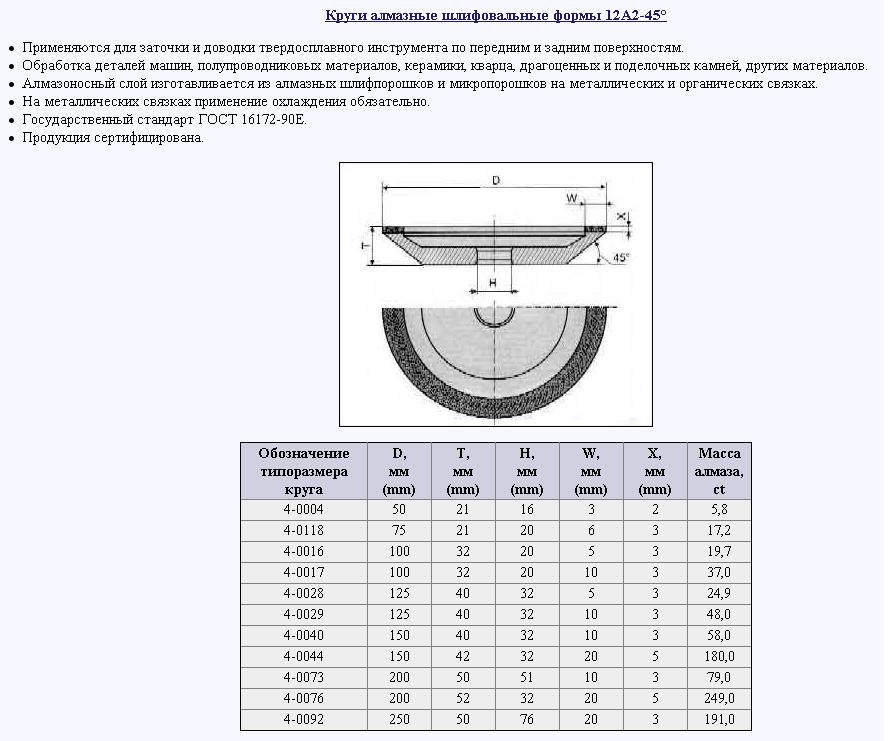
Иногда вы можете встретить бутылку с так называемым «призрачным тиснением» (двойное оттиск или слабое повторение маркировки). Это часто наблюдается на стеклянных электрических изоляторах. Это явление происходит, когда (расплавленное) стекло очень незначительно смещается после достижения внутренней поверхности формы (получая отпечаток метки) и через долю секунды оседает на свое «последнее место покоя» внутри формы, оставляя двойной «удар» рельефного тиснения.
«766» внутри ромба — маркировка на основании маленькой «универсальной» бутылки для светлой воды производства Illinois Glass Company. Это идентифицировало бутылку как их форму «№ 766» в каталогах бутылок и / или при общении с покупателями.
Также известно много бутылок с цифрой или комбинацией цифр и букв внутри ромба. Это также продукты Illinois Glass Company, и некоторые из этих номеров соответствуют спискам бутылок в ранних торговых каталогах, опубликованных Illinois.
Название «LYRIC» также использовалось Иллинойсом, и это торговая марка, которую они присвоили линейке фармацевтических (рецептурных) бутылок, и ее часто можно увидеть на основе этих типов бутылок.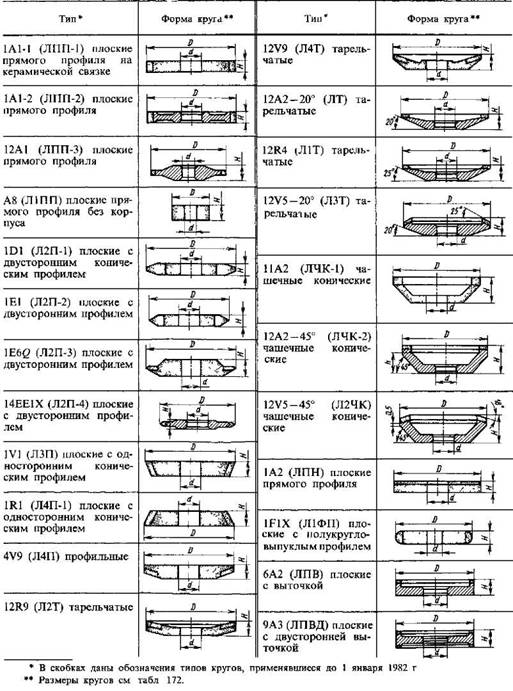 Во многих случаях ромбовидный знак имеет тиснение вместе с «LYRIC». См. эту страницу о бутылках LYRIC.
Во многих случаях ромбовидный знак имеет тиснение вместе с «LYRIC». См. эту страницу о бутылках LYRIC.
У компании Illinois Glass Company было очень большое производственное предприятие в Альтоне, штат Иллинойс, где в период расцвета ее деятельности работало более тысячи сотрудников.
Другие заводы по производству стекла, которые были приобретены и стали частью Illinois Glass Company во время ее работы, включают Thompson Bottle Company в Гэс-Сити, Индиана (приобретена в 1913 г.); Chicago Heights Glass Company, Чикаго-Хайтс, Иллинойс (1913 г.) и Cumberland Glass Manufacturing Company, Бриджтон, Нью-Джерси (1920 г.).
Заводы Illinois-Pacific Glass Co. (в Лос-Анджелесе и Сан-Франциско, Калифорния) были организованы как дочерняя компания Illinois Glass в 1902 году. (См. Знаки IPG и IPGCO на этой странице.)
В 1929 году компания Illinois Glass объединилась с компанией Owens Bottle Company из Толедо, штат Огайо, и образовала компанию Owens-Illinois Glass Company. Компания Owens Bottle произвела огромное количество бутылок, банок и других контейнеров с отметкой «O внутри квадрата» или «O в квадрате», которую также часто можно увидеть на бутылках 1920-х годов.
Компания Owens Bottle произвела огромное количество бутылок, банок и других контейнеров с отметкой «O внутри квадрата» или «O в квадрате», которую также часто можно увидеть на бутылках 1920-х годов.
РЕКЛАМА
Завод в Альтоне (в последующие годы завод № 7 в Оуэнс-Иллинойс) окончательно закрылся в 1983 году.0005 МОЖЕТ ОПРЕДЕЛИТЬСЯ по цифре «7», расположенной слева от логотипа производителя стекла. Пожалуйста, посетите мою страницу в Owens-Illinois Glass Company для получения дополнительной информации о кодах расположения заводов.
ПРИМЕЧАНИЕ. этот знак (особенно когда I имеет очень заметные засечки или «перекладины») иногда путают с знаком « H в ромбе », который использовался Heisey Glass Company (A H. Heisey & Company, Ньюарк, Огайо, 1896-1957 гг.). Знак Heisey можно увидеть только на высококачественной прессованной стеклянной посуде, стеклянной посуде с элегантным узором и т. д. , а не на бутылках утилитарного и коммерческого типа, которые были основой производства Illinois Glass.
, а не на бутылках утилитарного и коммерческого типа, которые были основой производства Illinois Glass.
Для получения более подробной информации об Illinois Glass Company, ее истории и различных идентификационных знаках, которые они использовали, ознакомьтесь с этой статьей (автор Билл Локхарт и др.) по адресу: The Dating Game: Illinois Glass Company.
Очень информативную, подробную статью (написанную Джессикой Миллс) об Иллинойсской стекольной компании в Альтоне (и ее преемнике Оуэнс-Иллинойс) можно найти здесь, на сайте архивов округа Мэдисон, штат Иллинойс, «Исторический Мэдисон»: https:/ /madison-history.siue.edu/encyclopedia/the-owens-illinois-glass-company/
Отличным ресурсом для получения дополнительной информации о контейнерах Illinois Glass Company (и старых стеклянных бутылках утилитарного типа в целом) будет эта веб-страница (размещенная Биллом Линдси) со ссылками на страницы из оригинального каталога бутылок Illinois Glass Company 1920 года. : https://www.sha.org/bottle/igco1920.htm». Щелкнув по ссылкам на этой странице, вы увидите фотографии отдельных страниц каталога с рисунками, иллюстрирующими многие конструкции, продаваемые Illinois, включая «стандартные» и «универсальные» упаковщики и многие другие типы. Большинство, если не все показанные контейнеры были отмечены на основании торговой маркой Diamond-I. Типичная «терминология бутылочного типа», использовавшаяся стекольщиками того периода, поможет археологам, коллекционерам и всем, кто интересуется антикварными бутылками начала 20 века. На сайте представлены и другие каталоги Illinois Glass Co., в том числе каталог около 19 года.06: https://www.sha.org/bottle/igco_1906.htm.
: https://www.sha.org/bottle/igco1920.htm». Щелкнув по ссылкам на этой странице, вы увидите фотографии отдельных страниц каталога с рисунками, иллюстрирующими многие конструкции, продаваемые Illinois, включая «стандартные» и «универсальные» упаковщики и многие другие типы. Большинство, если не все показанные контейнеры были отмечены на основании торговой маркой Diamond-I. Типичная «терминология бутылочного типа», использовавшаяся стекольщиками того периода, поможет археологам, коллекционерам и всем, кто интересуется антикварными бутылками начала 20 века. На сайте представлены и другие каталоги Illinois Glass Co., в том числе каталог около 19 года.06: https://www.sha.org/bottle/igco_1906.htm.
Щелкните здесь, чтобы перейти на мою домашнюю страницу.
Для просмотра подробного списка товарных знаков производителей стекла, которые можно увидеть на бутылках, банках для фруктов, электроизоляторах, столовой посуде и другой стеклянной посуде, нажмите здесь, чтобы перейти на страницы Знаки на стеклянных бутылках (первая страница).
