Не работает инвертор сварочный: Ответы на вопросы
Содержание
Инвертор не включается или не варит
Сварка Пайка
| 🕮 Полезная информация
| 0 Комментариев| 👁 26 прочитали
Содержание:
Что делать, если инвертор не включается
В большинстве случаев ремонт сварочного аппарата может быть осуществлён самостоятельным путем, так сказать, в домашних условиях. Исключение составляет лишь сложная поломка электронных составляющих инвертора, выполнить такой ремонт самостоятельно, простому обывателю не представляется возможным.
Порой даже специалисты при отключении защиты инвертора сталкиваются с непреодолимыми сложностями. В данном случае ничего не остается делать, кроме как отнести инвертор в специализированную мастерскую или обратиться в сервис производителя.
Мы же рассмотрим наиболее частые причины, которые приводят к тому, что инвертор отказывается варить или не включается вообще. Часто причина оказывается настолько банальной, что не вызывает абсолютно никакой сложности для исправления проблем с инвертором.
Наиболее частые поломки и неисправности
Самыми частыми неполадками инверторов для электродуговой сварки являются:
- Сварочный аппарат отказывается включаться;
- Гудит преобразователь инвертора и все время прилипает электрод;
- Аппарат самопроизвольно отключается во время сварки.
Любой ремонт сварочного аппарата следует начинать с осмотра и проверки на целостность кабеля питания. Осуществить ремонта трансформаторного аппарата для сварки намного проще, чем инвертора. Кроме этого «трансформаторники» в виду своей конструкции не так привередливы в обслуживании.
Что же касается инверторов, то они наиболее всего подвержены сильному загрязнению, морозу и влаги. Такие аппараты нужно хорошо защищать от высокой влажности, выбирая для хранения только сухое помещение.
Что делать, если инвертор не включается
В первую очередь нужно проверить, есть ли напряжение в сети, и поступает ли оно по кабелю питания в инвертор. Второе на что следует обратить внимание, так это на целостность предохранителей, которые установлены в самом аппарате..jpg.3ae42f15c3f40c18a14849367c17c2aa.jpg) Для этого придётся вскрыть корпус инвертора и мультиметром проверить предохранители.
Для этого придётся вскрыть корпус инвертора и мультиметром проверить предохранители.
Внимание! Если инвертор все еще находится на гарантии, то разбираться его корпус нельзя. В противном случае вы лишитесь гарантии, и будете осуществлять ремонт сварочного инвертора за собственные деньги.
Часто причиной того, что инвертор отказывается включаться, является обрыв токовой обмотки трансформатора. Происходит такое по причине неаккуратного обращения с инвертором. В данном случае ремонт осуществляется путем перемотки обмоток или заменой всего трансформатора.
Нередко причина кроется и в выходе из строя фильтрующего конденсатора. Также часто причиной того, что инвертор не включается, является заниженное напряжение в сети.
Из-за чего прерывается сварочная дуга
Второй распространённой неисправностью инверторов, является прерывание дуги и прилипание электрода к металлу. Однако залипание электрода может быть связано и не с поломкой, а с другими проблемами, например, неподходящие или сырые электроды, а также вследствие недостаточной подготовки свариваемых металлов.
Частое залипание электрода может происходить и по причинам низкого сварочного тока или при использовании чрезмерной длины сварочных кабелей, более 20 метров. Также это может происходить и из-за того, что удлинитель имеет маленькое сечение жил, менее чем 2,5 мм².
Как самостоятельно отремонтировать сварочный инвертор — Будівельний портал ПрофіДОМ
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев, можно выполнить самостоятельно. Если разобраться в конструкции инверторов, то можно и диагностировать неисправность и починить его своими руками.
Национальная энциклопедия строительства ProfiDom.com.ua расскажет, как раз о таких случаях, когда можно справиться самостоятельно.
Устройство сварочного инвертора
Сварочные инверторы, в зависимости от моделей работают, как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети, – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при «просаженной» сети не будет.
Если она превышает возможности электропроводки, то работать агрегат при «просаженной» сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули:
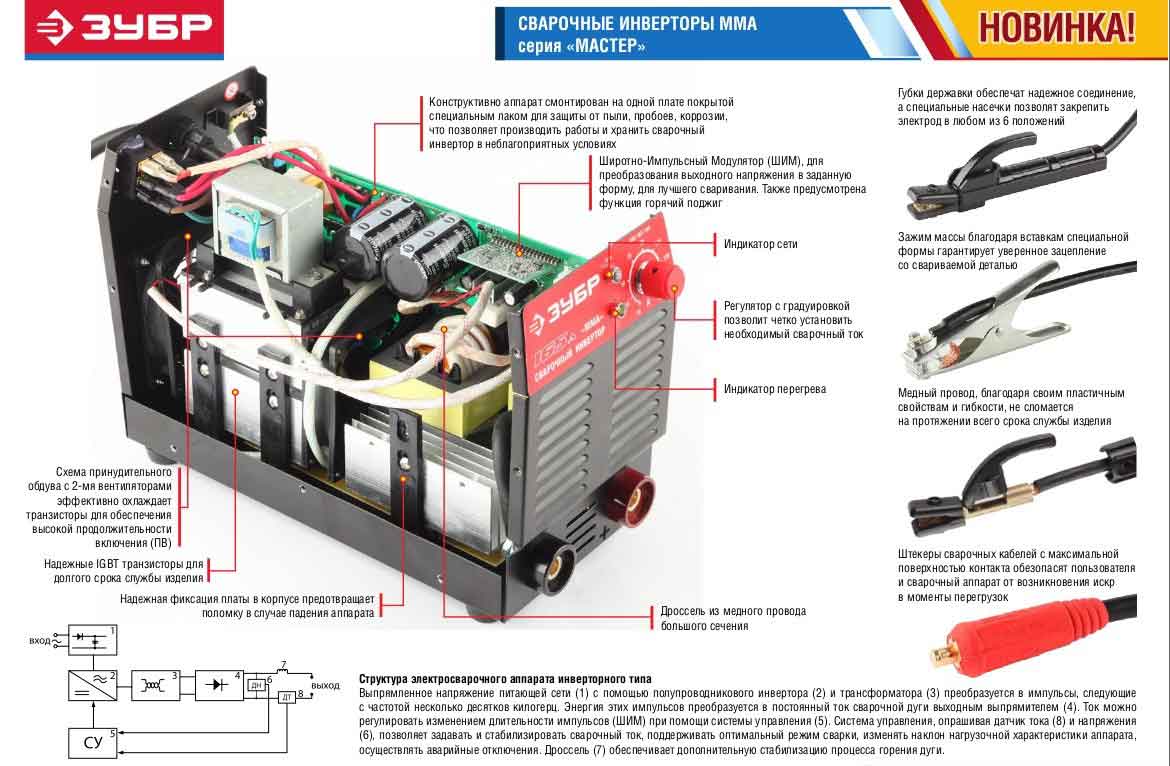
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети.
 Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
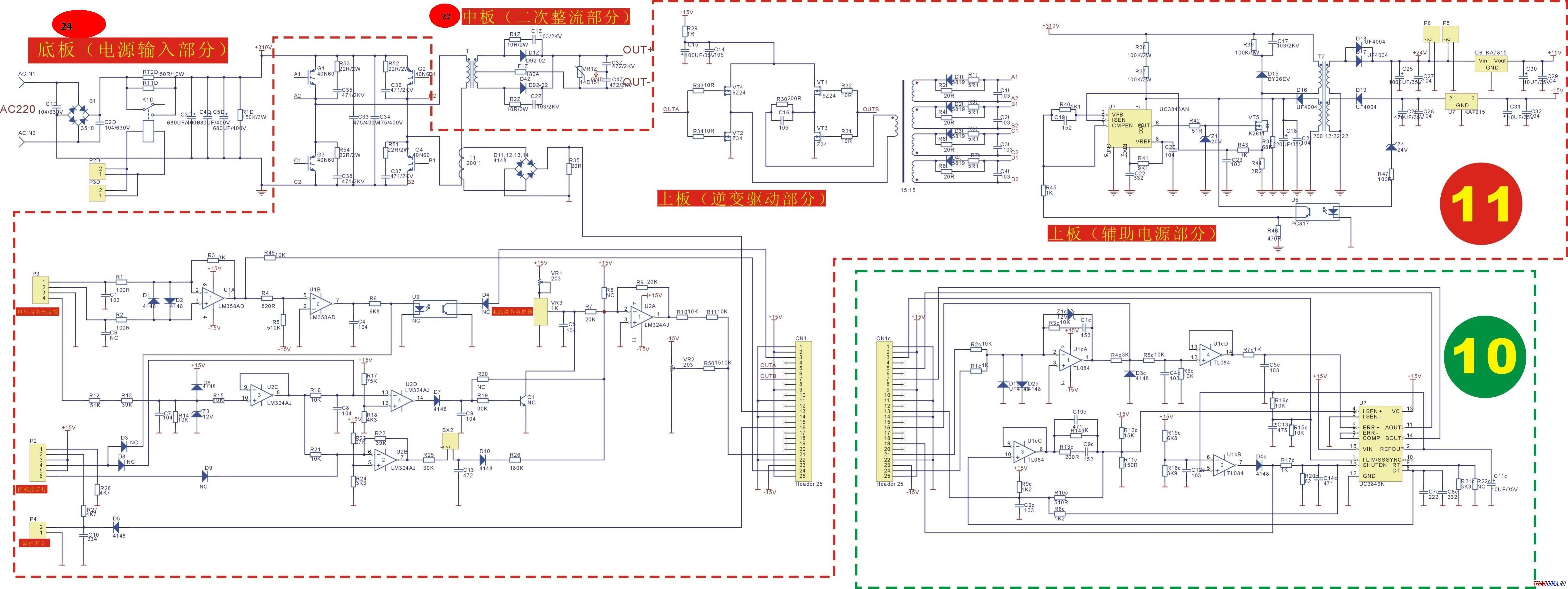
Чтобы убрать помехи, перед выпрямителем устанавливают фильтр. - Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Схема полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр:
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В.
 Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг. - Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления.
 Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок. - Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как работает инвертор
Здесь, ProfiDom.com.ua приводит схему, которая наглядно показывает принцип работы сварочного инвертора.
Принцип работы сварочного инвертора
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным.
Входящий ток является переменным, но, проходя через диодный блок, становится постоянным.
Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
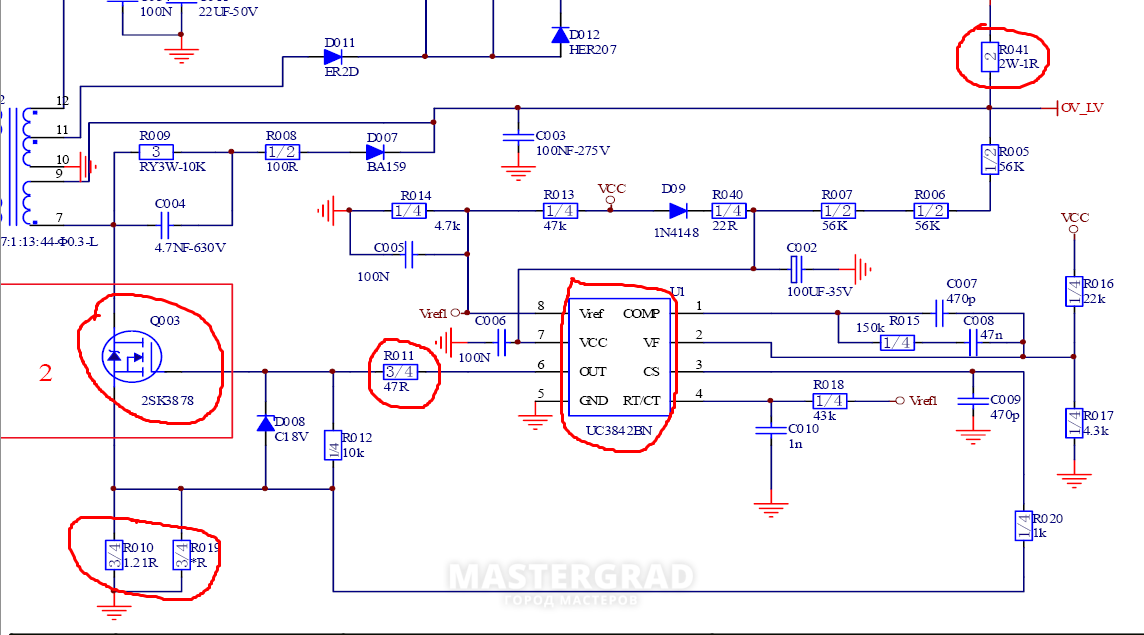
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях, последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.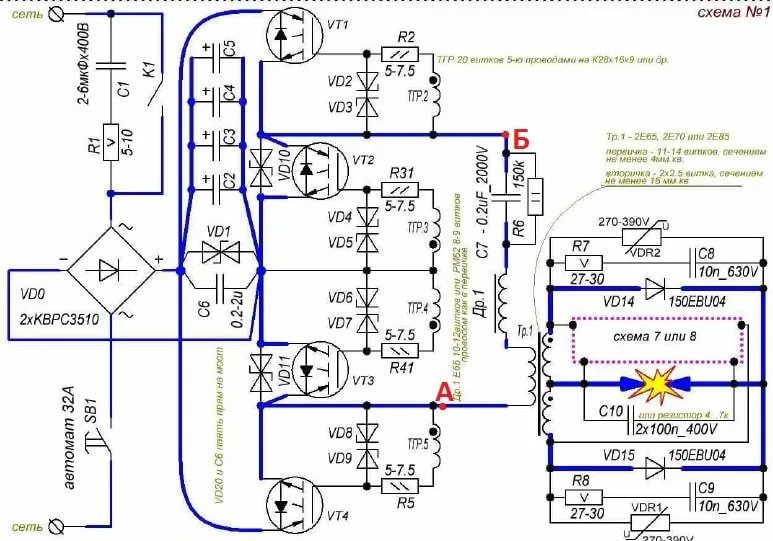
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- Связанные с неправильным выбором режима сварочных работ;
- Обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными.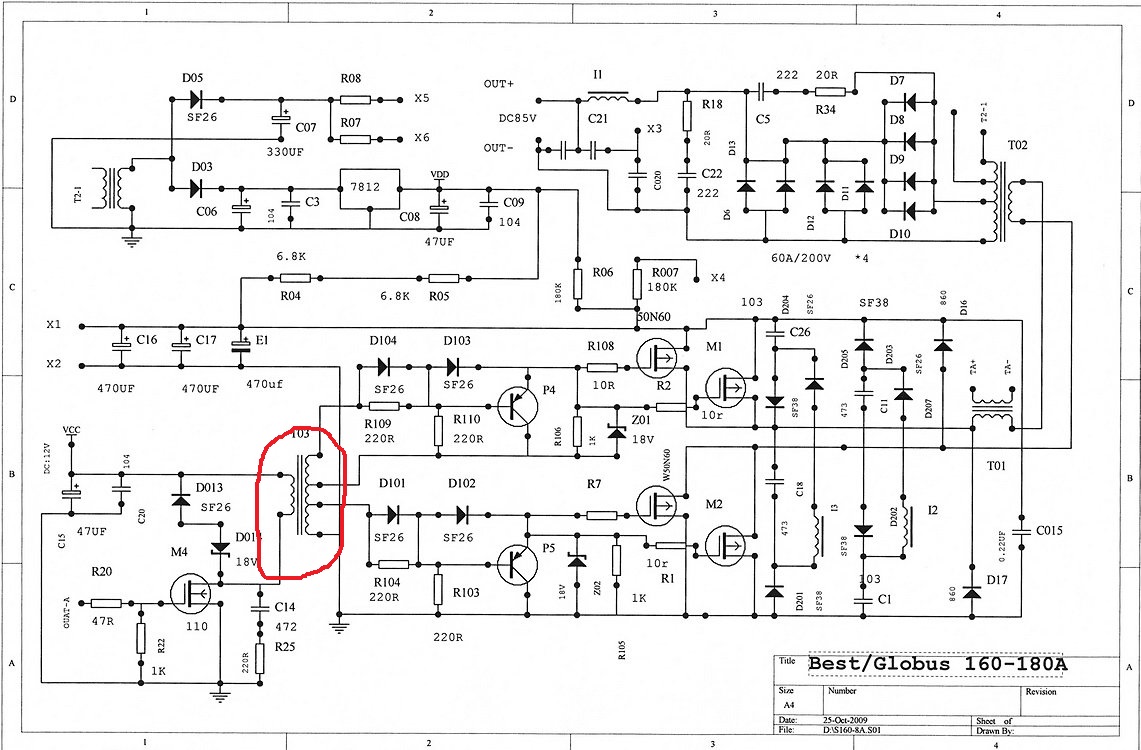 Перечислим наиболее распространенные:
Перечислим наиболее распространенные:
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.
Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто, данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта этой «дежурки», на примере инвертора марки Ресанта, показана в видео-ролике в конце публикации.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Обратите внимание! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А
Также, следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора, либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов.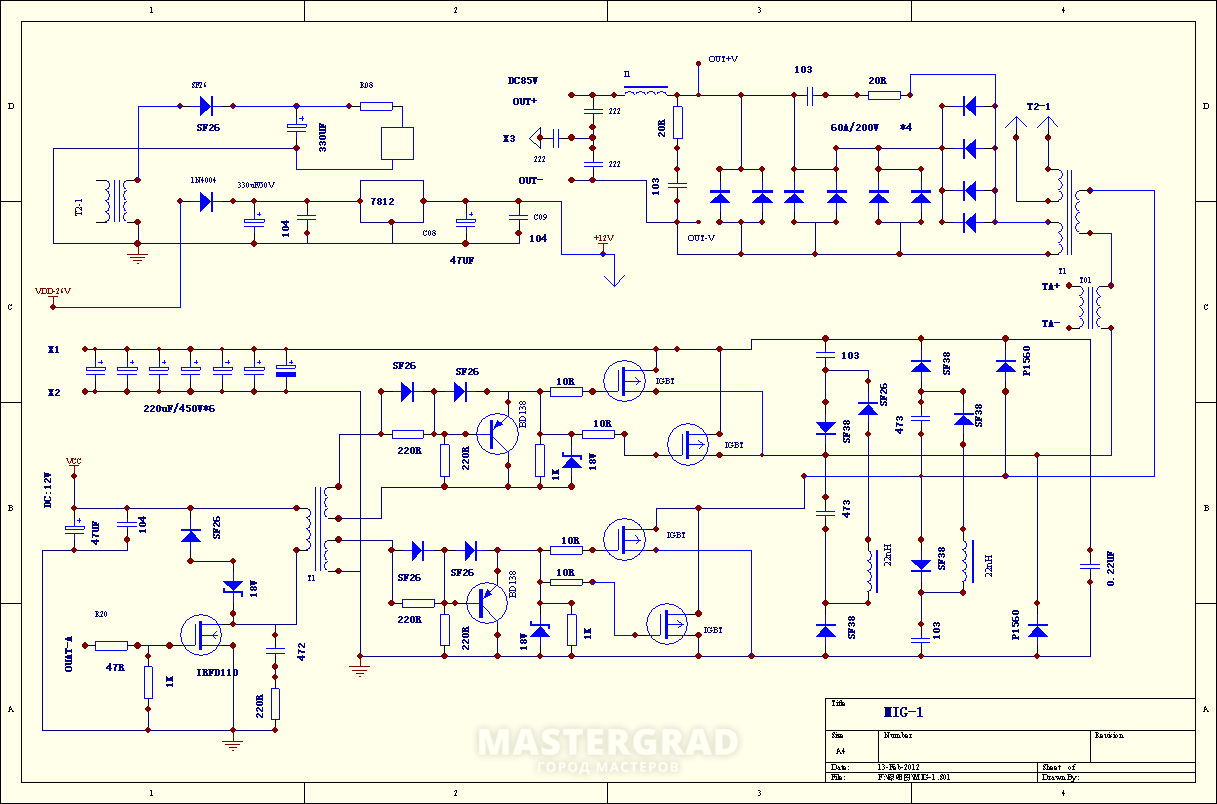 В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит индикатор «перегрев»
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому, лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей
Далее, ProfiDom.com.ua показывает видео, о котором говорилось выше
Источник
Поиск и устранение неисправностей сварочного аппарата: распространенные проблемы и решения
Артикул
01 февраля 2023 г.
Процесс сварки является одним из самых сложных производственных процессов, который требует глубокого понимания факторов, связанных с используемыми основными материалами и присадочными материалами, изменениями давления, температуры и скорости ветра в окружающей среде, сварочными аппаратами и связанными с ними инструментами, которые могут повлиять на процесс. Есть много проблем сварщика или сварочного аппарата, которые возникают во время сварки и прерывают ход работы и, следовательно, снижают производительность сварщика. Многие из этих проблем могут быть решены оператором, а другие не могут быть решены, поэтому оператор сварки должен иметь солидные знания об общих проблемах, которые могут возникнуть, и решение каждой проблемы, если это возможно, чтобы сэкономить время и уменьшить перерыв в работе, насколько это возможно.
Есть много проблем сварщика или сварочного аппарата, которые возникают во время сварки и прерывают ход работы и, следовательно, снижают производительность сварщика. Многие из этих проблем могут быть решены оператором, а другие не могут быть решены, поэтому оператор сварки должен иметь солидные знания об общих проблемах, которые могут возникнуть, и решение каждой проблемы, если это возможно, чтобы сэкономить время и уменьшить перерыв в работе, насколько это возможно.
Прежде чем углубляться в процедуры технического обслуживания, а затем в поиск и устранение общих проблем, мы должны узнать больше о рабочем цикле машины, а также названиях и местонахождении некоторых компонентов, чтобы иметь некоторые основы для работы с нашим сварочным аппаратом.
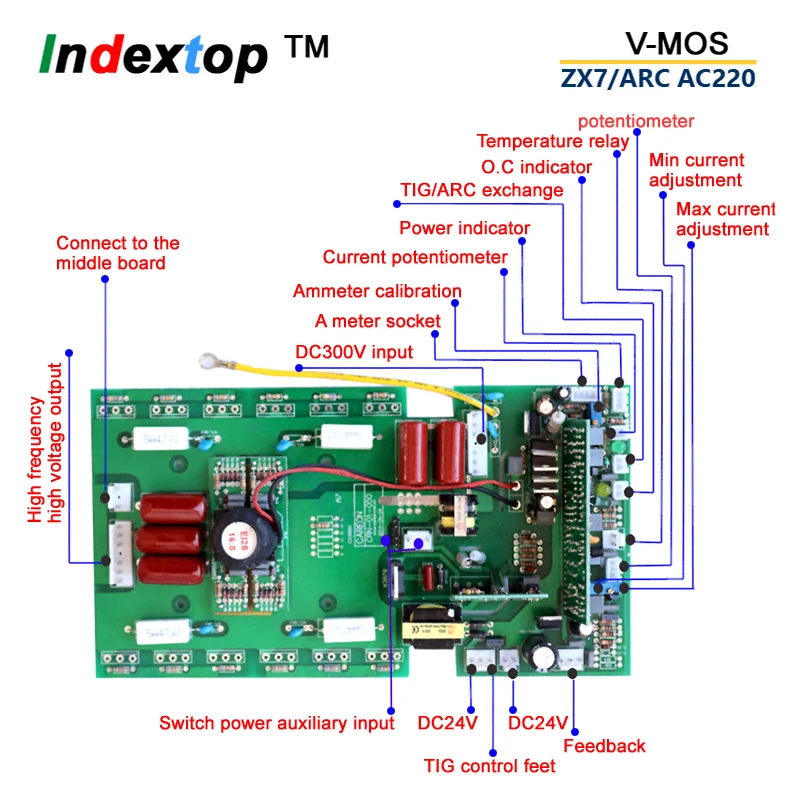
Компоненты машины
У вас должны быть некоторые базовые сведения о компонентах машины, и в связи с этим в качестве примера мы возьмем ARC200:
Правильная установка сварочного аппарата на объекте некоторые общие правила, которые необходимо соблюдать:
- Установка заземления корпуса станка и заготовки.

- Потребляемая мощность должна быть правильной, включая уровень напряжения (однофазный, двухфазный или трехфазный).
- Правое соединение электрододержателя и обратного кабеля
Все эти примечания представлены ниже:
Рабочий цикл машины
Рабочий цикл определяется как доля времени, в течение которого машина может работать непрерывно в течение определенного времени (10 минут). Например: если у нас есть сварочный аппарат с ПВ 60%, это означает, что этот сварочный аппарат может непрерывно работать на номинальном токе в течение 6 минут из 10 минут, но если сварочный аппарат работает более 6 минут, он нагреется и перегреться, что, следовательно, перестанет работать из-за защиты от перегрева в машине. Диаграмма ниже показывает соотношение между рабочим циклом (X) и сварочным током, и, как показано, чем выше сварочный ток, тем ниже рабочий цикл, поэтому, если вы собираетесь сваривать с использованием более высоких токов, вы должны работать непрерывно в течение меньшего времени. чем стандартный номинальный.
чем стандартный номинальный.
Прежде чем углубляться в поиск и устранение распространенных проблем со сварочными аппаратами, давайте сначала объясним основные процедуры обслуживания, которым необходимо следовать.
Основное техническое обслуживание
Каждый сварщик или владелец сварщика должен соблюдать строгий регламент технического обслуживания, чтобы поддерживать свой сварочный аппарат в хорошем состоянии, и этот регламент включает ежедневный, ежемесячный, ежеквартальный и ежегодный осмотр.
Время исследования | Контрольный список и рекомендуемые действия |
Ежедневные осмотры |
аппарата для дуговой сварки являются гибкими и устанавливаются правильно. Если переключатель не является гибким или не может быть установлен правильно, немедленно замените поврежденный переключатель, связавшись с обслуживающей компанией.
|
Ежемесячные осмотры |
|
Ежеквартальные осмотры |
|
Ежегодные осмотры |
|


 д.
д. Общие проблемы и решения
В приведенной ниже таблице мы упомянем некоторые из общих проблем со сварочным аппаратом, которые могут возникнуть у вас во время сварки, а также предлагаемые точки, которые необходимо проверить для решения.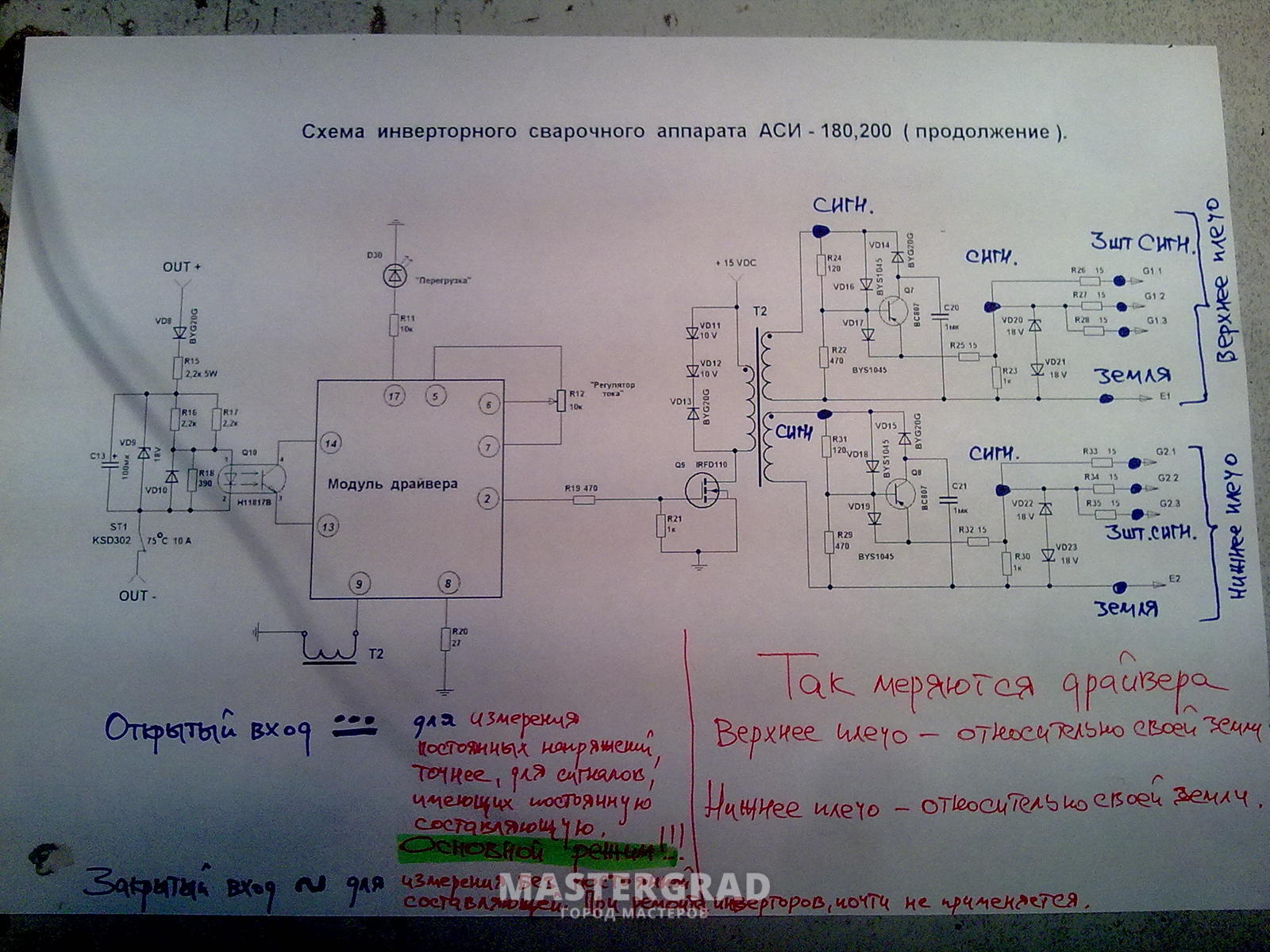 проблема:
проблема:
Описание неисправности | Причина проблемы | Предлагаемые решения |
Сварочный аппарат не запускается |
|
|
Сварщик запускается и перегорает предохранитель |
|
|
Сварщик работает, но останавливается через короткое время |
|
|
Прикосновение к сварочному аппарату вызывает шок |
|
|
Сварочный аппарат запускается, но не подает сварочный ток |
|
|
Сварочная дуга громкая и сильно разбрызгивается |
|
|
Сварка вялая |
|
|
Отсутствие подачи проволоки или неправильное направление подачи проволоки при сварке MIG |
| Если у вас есть такие проблемы, вы должны связаться с авторизованным специалистом по обслуживанию, и он проверит следующее для решения таких проблем:
|
Красная лампочка горит, когда светодиодный экран показывает нормальное состояние и вентилятор работает |
|
|





Сварочная дуга Проблемы, связанные со сварочными аппаратами
Помимо общих проблем со сварочными аппаратами, упомянутых в предыдущей таблице, существуют некоторые проблемы с дугой при дуговой сварке, которые могут возникнуть во время работы и могут прерываться вашего сварочного процесса, поэтому в приведенную ниже таблицу мы включим некоторые из них с рекомендуемыми решениями:
Описание неисправности | Причина проблемы | Предлагаемые решения |
Нестабильная дуга |
|
|
Проблемы с запуском дуги или дуга не запускается |
|
|
Заикание дуги MIG | Эта проблема часто встречается при сварке MIG из-за проблем с подачей проволоки, которые могут возникнуть по следующим причинам, связанным с вашим сварочным аппаратом:
| Указанные проблемы могут быть решены следующим образом:
|
Блуждающая дуга | Дуговой разряд или блуждающая дуга возникает из-за следующих проблем:
| Предлагаемые решения для упомянутых проблем следующие:
|




Теги:
- сварочный аппарат
Предыдущий
Сделайте больше с помощью многофункционального сварочного аппарата: всесторонний обзор
Далее
Как подобрать алюминиевый шпульный пистолет к ARCCAPTAIN MIG200
Теги
- Аппарат дуговой сварки
- Контактные наконечники
- David Gardner
- Направляющая
- Сварочный аппарат MIG
- Плазменный резак
- Катушка 90 024
- Аппарат для сварки TIG
- сварочный аппарат
Что делать, если ваш сварочный аппарат не дает искры? >> Быстрые и простые шаги
Возникновение искры является ключевым показателем того, что образовалась электрическая дуга, и вы можете успешно соединить два куска металла вместе. В процессе дуговой сварки возникают искры, когда элементы сгорают на электроде или в сварочной ванне при очень высоких температурах для создания соединенного шва. Если эти искры не возникают, вы не сможете получить чистые или стабильные сварные швы.
В процессе дуговой сварки возникают искры, когда элементы сгорают на электроде или в сварочной ванне при очень высоких температурах для создания соединенного шва. Если эти искры не возникают, вы не сможете получить чистые или стабильные сварные швы.
Что делать, если ваш сварочный аппарат не дает искры:
| № причины. | что делать, если ваш сварочный аппарат не дает искры |
| 1 | очистить контактные поверхности металла |
| 2 | проверить зажим рабочего кабеля |
| 3 | регулировка соединения проводки |
| 4 | проверьте полярность |
- Убедитесь, что металлические контактные поверхности чистые
- Проверить расположение зажима рабочего кабеля
- Отрегулировать подключение проводов к сварочному аппарату и в нем
- Проверить полярность (отрицательная и положительная конфигурация проводов)
Есть несколько причин, по которым ваш сварочный аппарат не дает искры. , как проблемы с подключением к заготовке, так и с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
, как проблемы с подключением к заготовке, так и с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
Почему ваш сварочный аппарат не дает искры и что делать
Если ваш сварочный аппарат не дает искры, вам сначала нужно изучить условия сварки и окружающую среду, чтобы найти самые простые способы устранения неполадок. Если ваш сварочный аппарат по-прежнему не дает искры, возможно, проблема связана с самим сварочным аппаратом.
Вот 5 наиболее распространенных причин, по которым ваш сварочный аппарат не дает искры:
- Места металлических соединений грязные или чистые
- Зажим рабочего провода неправильно подсоединен
- Проволока неисправна или заржавела
- Требуется регулировка натяжения приводного ролика
- Необходимо проверить полярность соединений
Есть много причин, по которым ваш сварочный аппарат может не искрить, но, к счастью, большинство из них легко исправить.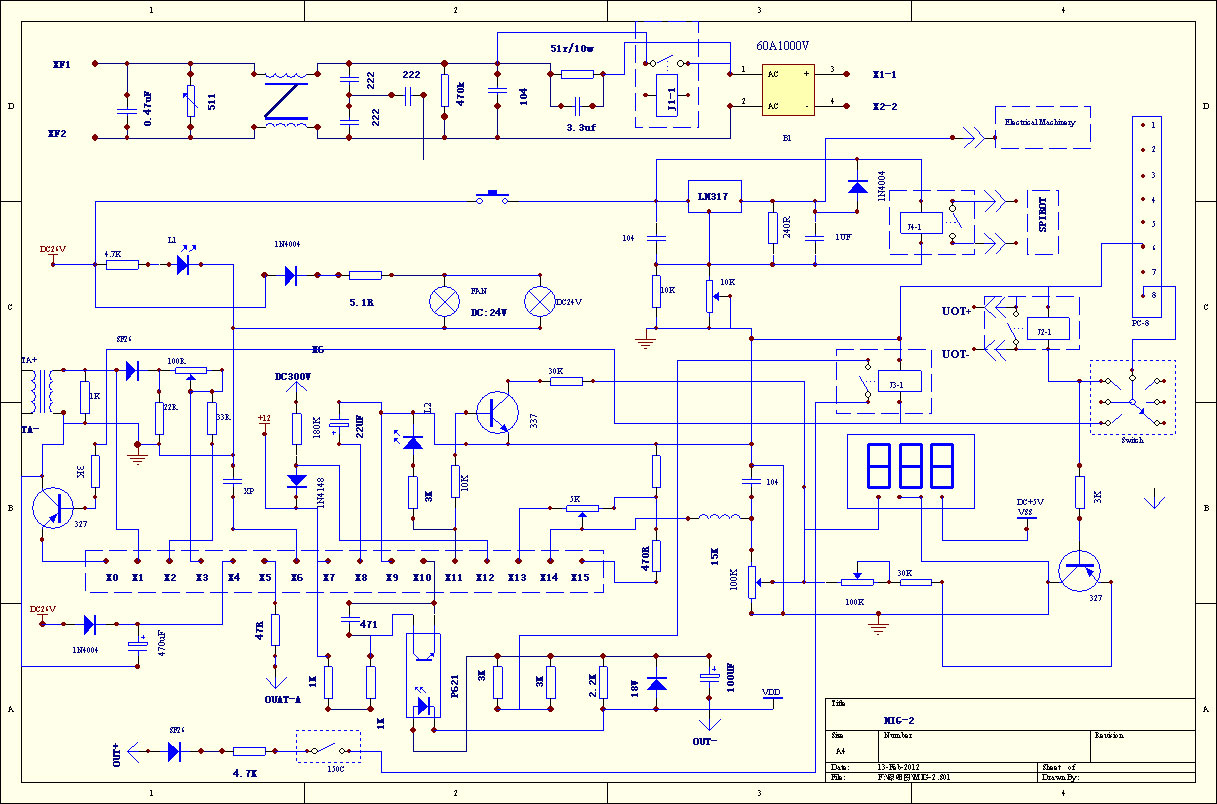 Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
1. Области соединения нуждаются в очистке
Одна из наиболее распространенных причин, по которой ваш сварочный аппарат не дает искры, заключается в том, что точки соединения между сварочным аппаратом и металлическими деталями грязные. Это означает, что как заготовка, в которой вы хотите сформировать дугу, так и точка соединения зажима рабочего кабеля должны быть из чистого металла.
Существует множество покрытий, которые могут мешать этому соединению с голым металлом, и их необходимо удалить, чтобы предотвратить появление дуги и сварочной искры:
- Грязь и мусор : Сотрите всю грязь с металлических деталей перед использованием, чтобы обеспечить надлежащее соединение между заготовкой и областью зажима.
- Ржавчина и коррозия: Ржавчина может быть отличным профилактическим средством для создания искры на металлической детали.
 Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность. - Краски и эмали: Эти покрытия особенно часто используются при работе с автомобильными деталями. Вы захотите удалить это покрытие как с заготовки, так и с зажимных соединений, чтобы обеспечить прочную электрическую цепь. Можно использовать наждачную бумагу и угловую шлифовальную машину, чтобы снять металл до голого металла. Можно также использовать средства для удаления тепла и краски, в том числе ацетон, но перед сваркой они должны быть очищены и высушены.
Покрытия на металле не только потенциально предотвратят искру, но если вы сможете создать дугу и сварить, это может привести к более слабым или непривлекательным результатам сварки. Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.
Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.
2. Зажим рабочего провода подсоединен неправильно
Убедившись, что поверхность зажима рабочего провода очищена от любого мусора, ржавчины или покрытия, его также необходимо проверить на правильность соединения. Зажим является важным элементом безопасности, обеспечивающим полную электрическую цепь, проходящую через детали и сварочный аппарат, не поражая оператора электрическим током.
Цепь должна быть «заземлена», чтобы электрическая искра могла создать дугу на заготовке . Заземление относится к защите операторов и оборудования, находящегося поблизости, от поражения электрическим током и опасностей. Провод электрода соединяет аппарат с электрододержателем во время сварки, а зажим рабочего провода подключается к заготовке для обеспечения безопасного замыкания.
Изображение предоставлено: Weldclass
Вам нужно будет убедиться, что вы подключаете рабочий провод к оголенной металлической поверхности на заготовке, как правило, с помощью зажима рабочего провода для наиболее надежного соединения.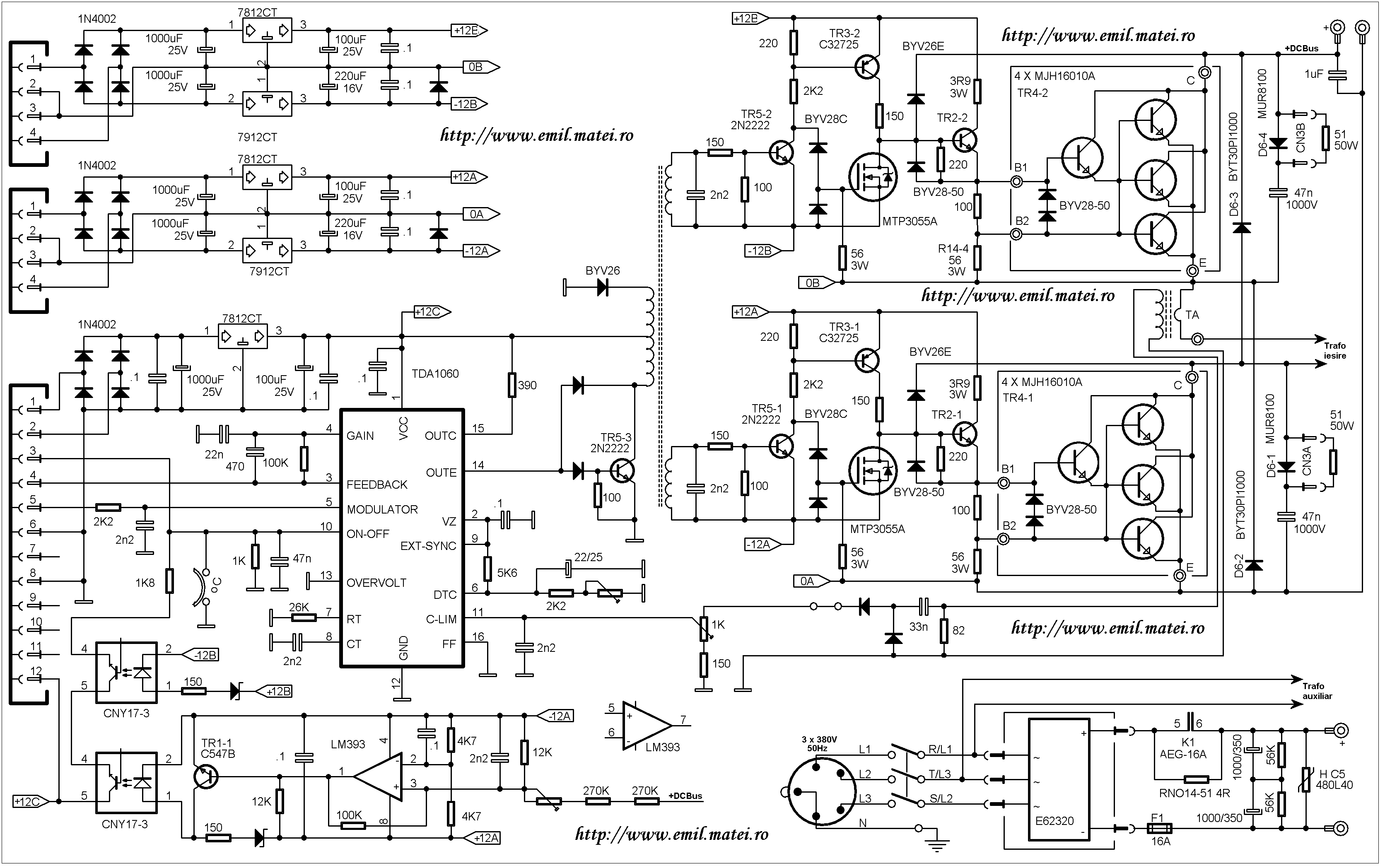 Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.
Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.
3. Сварочная проволока неисправна или заржавела
Как и рабочая поверхность, сама сварочная проволока должна быть чистой и в хорошем состоянии. Если он ржавый или неисправный, вы не сможете получить искру. Чтобы устранить эту проблему, вам нужно проверить сам провод. Если он кажется грязным или ржавым, вам нужно будет протереть его или использовать новый провод, если он выглядит поврежденным и не подлежит ремонту.
Если поверхность проволоки покрыта ржавчиной, ее трудно восстановить. Сварочная проволока продается в рулонах и может быть легко заменена без потери материала. Вы можете попытаться сохранить старую сварочную проволоку для других целей, но качество важно для обеспечения надлежащего сварного шва и искры.
Храните сварочный аппарат и проволоку в пакете, чтобы защитить их от влаги, которая может привести к ржавчине. Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.
Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.
4. Требуется регулировка натяжения приводного ролика сварки
При сварке MIG необходима постоянная подача проволоки через горелку. Эти движения контролируются приводными роликами с различной скоростью. Если вы не получаете искру, возможно, что натяжение этих приводных роликов в сварочном аппарате отключено. Вы можете столкнуться с проблемами, когда натяжение слишком тугое и слишком слабое.
- Если натяжение приводного ролика слишком сильное , машина подвергается повышенным нагрузкам и может привести к повреждению проводки и машины.
- Если ролики слишком ослаблены, , они не смогут должным образом подавать проволоку или обеспечивать постоянство.
Изображение предоставлено: mig-welding.co.uk
Натяжение влияет на скорость подачи проволоки, которая зависит от вашего применения. Общее правило правильного натяжения заключается в том, что вы можете пропустить его через сварочную горелку, и после изгиба он будет постоянно образовывать кольца.
Вы можете увидеть как отрегулировать натяжение приводного ролика в видео ниже. Натяжение сварочного аппарата можно регулировать с помощью пронумерованных ручек.
5. Обратите внимание на подключение и настройку полярности
Последняя область, на которую следует обратить внимание, если сварочный аппарат не дает искры, — это ваша полярность. Полярность — это электрическая цепь, созданная для сварки с соединением отрицательного и положительного полюсов. Вы можете выбрать прямую полярность (электрод отрицательный для более быстрой сварки) или обратную полярность (электрод положительный для более глубоких сварных швов).
Вы можете поменять местами эти два соединения, чтобы создать искру, но наиболее важным элементом является обеспечение того, чтобы провода для обоих были плотно соединены внутри самого сварочного аппарата.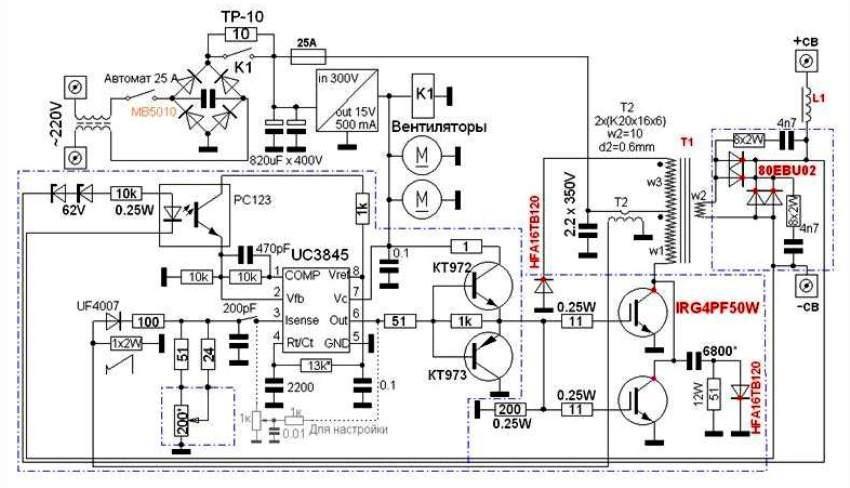 Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.
Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.
Аппараты с отрицательным электродом постоянного тока используются для сварки TIG, а аппараты с положительным электродом постоянного тока предназначены для дуговой сварки и сварки MIG. Машины переменного тока предназначены для работы с алюминием. Вы должны убедиться, что все кабели внутри сварочного аппарата надежно закреплены для передачи энергии от сварочного аппарата к заготовке.
Когда ваш сварочный аппарат не дает искры
Устранение неполадок вашего сварочного аппарата путем поддержания чистоты металлических поверхностей и обеспечения надежности и правильной регулировки соединений внутри сварочного аппарата и заготовок позволит вам поймать эту искру, чтобы начать свои проекты.
Искра имеет решающее значение для создания дуги и подтверждает надлежащий поток электричества от машины к металлу для последовательной и стабильной работы.
