Нержавейка как обозначается: Маркировка нержавеющей стали: обозначение, расшифровка, примеры
Содержание
Маркировка нержавеющей стали — обозначение, расшифровка, примеры
Виды поверхности нержавеющей стали. Расшифровка обозначений.
Часто поставщики нержавеющего металлопроката в прайсах на металл ставят непонятные обозначения. Ниже дан перечень таких обозначений с расшифровкой.
| ГОСТ 5572-85 | обозначение | отделка | состояние поверхности | примечание |
| 1U | горячекатаные, без термообработки, без удаления окалины | с окалиной | для изделий с дальнейшей обработкой; например, полоса для дрессировки | |
| 1С | горячекатаные, с термообработкой, без удаления окалины | с окалиной | для деталей с механической обработкой или для применения в высокотемпературной среде | |
| 1Е | горячекатаные, с термообработкой, с механическим удалением окалины | без окалины | вид механического удаления окалины: черновая шлифовка или дробеструйная обработка, зависит от вида стали и формы изделия | |
| М2Б, М3Б, М4Б | 1D | горячекатаные, с термообработкой, протравленные | без окалины | обычный стандарт для многих видов сталей, обеспечивает коррозионную стойкость, обычное исполнение для дальнейшей обработки, менее гладкие, чем 2В и 2D |
| 1Q | горячекатаные, закаленные, протравленные | без окалины | ||
| 2Н | холоднокатаные, упрочненные | блестящие | холоднодеформированы для повышения прочности | |
| 2C | холоднокатаные, с термообработкой без удаления окалины | гладкие, с окалиной после термообработки | для деталей с дополнительным удалением окалины и механической обработкой или для применения в высокотемпературной среде | |
| М2А, М3А, М4А | 2D | холоднокатаные, с термообработкой, протравленные | гладкие | улучшенная пластичность, но менее гладкие, чем 2B или 2R |
| 2B | холоднокатаные, с термообработкой, протравленные, дрессированные | более гладкие, чем 2D | для повышения коррозионной стойкости, качества поверхности, плоскостности у многих видов сталей, пригодны для дальнейшей обработки, дрессировка может производиться правкой растяжением | |
| 2R | холоднокатаные, светлоотожженные | гладкие, светлые, с отражением | более гладкие и светлые, чем 2В, пригодны для дальнейшей обработки | |
| 2E | холоднокатаные, термообработаные с механически удаленной окалиной, протравленные | cеребристо-матовая или блестящая | ||
| 2M | с рисунком (на одной стороне) | |||
| ВА | холодная прокатка с отжигом и травлением в вертикальной печи, с применением едкого аммиака | зеркало | поверхность металла очень гладкая, которая отражает, но отражение нечеткое | |
| 3N, 4N | холодная прокатка с отжигом, травлением и абразивной обработкой | шлифованная | поверхность металла очень гладкая, которая не отражает, но переливается цветами радуги | |
| DECO | холодная прокатка с накаткой рисунка | декорированная | текстурированная нержавеющая сталь, имеет четко выраженный рисунок | |
| Tear Plate | горячая прокатка с накаткой рисунка | рифленая |
Цифры обозначают: 1 — горячая прокатка; 2 — холодная прокатка
Нержавейка с поверхностями BA, 3N, 4N, DECO поставляется в защитной пленке.
| Вид поверхности | Характеристика | Описание |
| 1 | Матовая | г/к с отжигом и травлением |
| 2B | Матовое зеркало | х/к с отжигом и травлением, с отделочной прокаткой |
| BA | Зеркало | х/к с отжигом и травлением, в печи в едком аммиаке |
| Sat, Grind, N | Шлифованная | х/к с отжигом и травлением, и абразивной обработкой |
| SB | Мелкая шлифовка | — |
| PVC | Покрытие защитной пленкой | — |
| N4 | Шлифовка | г/к с отжигом и травлением |
2B / «матовая» глянцевая по стандарту EN 10088-2
Холоднокатаная, термообработанная, травленая, дрессированная Поверхность металла очень гладкая, глянцевая. На поверхности допускаются следы от прокатки и небольшие царапины, что не считается некачественным металлом или браком. Наиболее широко применяемый вариант поверхностной обработки, обеспечивающий хорошие антикоррозийные свойства, гладкость и ровность. Пригодна для дальнейшей обработки. Гладкость достигается легкой отделочной прокаткой.
Наиболее широко применяемый вариант поверхностной обработки, обеспечивающий хорошие антикоррозийные свойства, гладкость и ровность. Пригодна для дальнейшей обработки. Гладкость достигается легкой отделочной прокаткой.
BA / «зеркало» отражающая по стандарту EN 10088-2
Имеет обозначение 2R Холоднокатаная, обжиг в вертикальной печи с применением едкого аммиака (возможна отделочная прокатка на дрессировочном стане). Поверхность металла очень гладкая (Ra=0,05 μm), отражает, но отражение не четкое. Более гладкая и более яркая нежели 2В. Является базовой для дальнейшей обработки. Наиболее широко применяемый тип декоративной нержавеющей стали.
N4 / «шлифованная» чистота 180-320 единиц по стандарту EN 10088-2 имеет обозначение 1J или 2J
Дополнительная обработка методом влажной либо сухой шлифовки мелкозернистыми ленточными шлифовальными штурками или матовая полировка (влажная шлифовка с применением охлаждающего масла). Поверхность проста в обслуживании, достаточно долговечна для использования на открытом воздухе или в бытовых приборах общего пользования.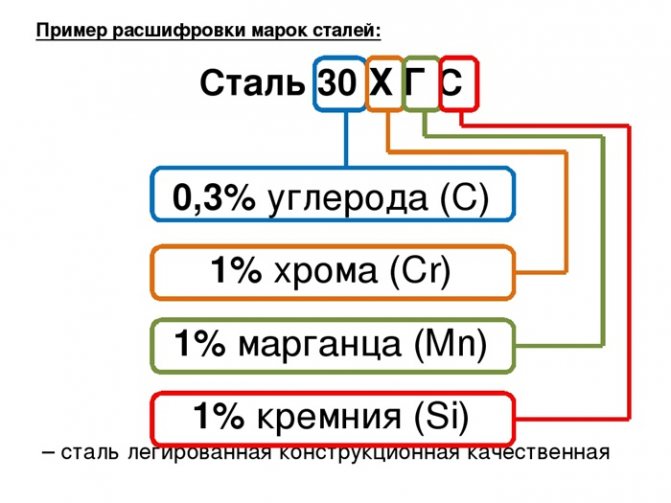 Шероховатость (Ra) или чистота поверхности (GRIT) могут быть заданы. Стандартные типы — чистота (grit) 180, 240, 320. Однонаправленная текстура, слабо отражающая. Поверхность металла очень гладкая (Ra= 1,20 — 1,50 µm), которая не отражает, но переливается цветами радуги. Наиболее широко применяемый тип декоративной нержавеющей стали.
Шероховатость (Ra) или чистота поверхности (GRIT) могут быть заданы. Стандартные типы — чистота (grit) 180, 240, 320. Однонаправленная текстура, слабо отражающая. Поверхность металла очень гладкая (Ra= 1,20 — 1,50 µm), которая не отражает, но переливается цветами радуги. Наиболее широко применяемый тип декоративной нержавеющей стали.
SB / «Scotch Bright» чистота 220-400 единиц
Щеточная зачистка. Внешняя схожесть с N4 (2J по EN 10088). N8 / «супер зеркало» чистота 800-3000 единиц по стандарту EN 10088-2 имеет обозначение 1P или 2P Зеркальная полировка. Влажная шлифовка абразивом с дополнительной механической полировкой. Способ обработки и шероховатость могут быть заданны в пределах 800-3000 ед. Ненаправленная обработка поверхности с высокой отражающей способностью. Поверхность N8 визуально не отличить от зеркала из стекла (Ra max = 0,05 µm). Широко используется в декоре.
Это интересно: Водогазопроводные трубы (ВГП): виды, характеристики, применение
Другие свойства
Важные свойства не ограничиваются только механическими и химическими свойствами. В приведенном ниже списке есть и другие, которые пригодятся для различных приложений.
Возможность вторичной переработки
Сталь на металлолом сдать в Симферополе. Переработка нержавеющей стали для изготовления новых продуктов возможна. Это снижает нагрузку на окружающую среду для наших сталелитейных нужд, требуя меньше сырья, а также уменьшая образование отходов.
Его небиоразлагаемая природа также не позволяет ему загрязнять ресурсы, поскольку он не разрушается и не просачивается в почву или водоемы.
Легко работать с металлом
Нержавеющая сталь хорошо поддается механической обработке и обработке, что позволяет дизайнеру создавать изделия сложной формы. Лазерная резка нержавеющей стали , услуги обработки с ЧПУ , гибка и т.д. доступны без специального оборудования.
Возможность очистки
Изделия из нержавеющей стали легко чистить нетоксичными бытовыми продуктами, такими как моющие средства, мыло или чистящие жидкости. Это сохраняет их внешний вид на долгое время, увеличивая срок службы.
Это в конечном итоге сокращает потери и делает первоначальную относительно дорогую покупку окупаемой в долгосрочной перспективе.
Эстетическая привлекательность
Изделия из нержавеющей стали имеют высокий блеск, что делает их идеальным выбором для открытых поверхностей. Доступен широкий выбор вариантов отделки — от яркого до матового. Он может быть нанесен щеткой, выгравирован, тиснен и тонирован для создания эффекта.
Что входит в состав нержавейки?
хим. состав нержавеющей стали
состав нержавеющей стали
Несколько слов об «ингредиентах», используемых в «приготовлении» нержавейки. А точнее о легирующих элементах и их свойствах. Кстати, имеет место разделение стали по степени легирования. Аустенитные коррозионностойкие стали относятся к высоколегированным, так как суммарная массовая доля легирующих элементов не менее 10 %, а содержание железа более 45 %. Продолжим повествование про аустенитную высоколегированную хромоникелевую нержавеющую сталь 08Х18Н10, она же AISI 304, у которой легирующих элементов в сумме примерно 28 % (18 % хрома и 10 % никеля). Эта нержавейка является сплавом, в котором к железу (Fe) и углероду (C) при выплавке в шихту добавляют хром (Cr) с никелем (Ni) и еще несколько элементов. Углерод отвечает за твердость и прочность, снижая вязкость и пластичность. Высокое содержание углерода начнет способствовать снижению порога хладноломкости и может привезти к затруднению сварки металла. Непосредственно в импортной нержавейке AISI 304, в отличие от её отечественного собрата, процентное содержание углерода значительно ниже. Хрому в сплаве отведена роль основного «защитника» в борьбе с коррозией, вызванной воздействием агрессивных сред и различных температур. Так как благодаря хрому, взаимодействующему с кислородом, образуется тонкая пассивная пленка оксида хрома (III) Cr2O3 за счёт адсорбции кислорода, происходящего на поверхности без разрушения кристаллической решетки исходного металла. Эта пассивная пленка, однообразная по своему составу и равномерно распределенная по всей поверхности металла, и способствует появлению нержавеющих свойств. Хром, взаимодействуя с никелем, обеспечивает получение устойчивой аустенитной структуры, способствующей высокой пластичности, прокаливаемости, хорошей штампуемости и свариваемости изделий. Никель повышает коррозионные свойства, предотвращает рост зерна металла при нагреве. Также хром увеличивает жаростойкость никеля, который, в свою очередь, понижает порог хладноломкости, что позволяет использовать нержавеющую сталь 08Х18Н10 в интервале температур от криогенных -196 °С до высоких 800 °С.
Хрому в сплаве отведена роль основного «защитника» в борьбе с коррозией, вызванной воздействием агрессивных сред и различных температур. Так как благодаря хрому, взаимодействующему с кислородом, образуется тонкая пассивная пленка оксида хрома (III) Cr2O3 за счёт адсорбции кислорода, происходящего на поверхности без разрушения кристаллической решетки исходного металла. Эта пассивная пленка, однообразная по своему составу и равномерно распределенная по всей поверхности металла, и способствует появлению нержавеющих свойств. Хром, взаимодействуя с никелем, обеспечивает получение устойчивой аустенитной структуры, способствующей высокой пластичности, прокаливаемости, хорошей штампуемости и свариваемости изделий. Никель повышает коррозионные свойства, предотвращает рост зерна металла при нагреве. Также хром увеличивает жаростойкость никеля, который, в свою очередь, понижает порог хладноломкости, что позволяет использовать нержавеющую сталь 08Х18Н10 в интервале температур от криогенных -196 °С до высоких 800 °С. При температурах выше этого значения происходит окисление металла, сопровождающееся окалинообразованием и обезуглероживанием стали с полным улетучиванием защитной пассивной пленки.
При температурах выше этого значения происходит окисление металла, сопровождающееся окалинообразованием и обезуглероживанием стали с полным улетучиванием защитной пассивной пленки.
Говоря о контакте нержавейки AISI 304 с пищей, хочется отметить влияние хрома и никеля. Сочетание двух этих компонентов в сплаве увеличивает коррозионные свойства и позволяет использовать изделия в агрессивных средах. Хотя у каждого продукта, находящегося на полках магазинов, есть свои показатели кислотности, то образующаяся в процессе готовки кислотная среда при взаимодействии с нержавеющей сталью, даже под воздействием температур в процессе термической обработки продуктов, становится недостаточно агрессивной для воздействия или нарушения целостности слоя защитной пассивной пленки, которым покрыта сталь. А это, в свою очередь, не допускает выделения из металла каких-либо вредных примесей, которые могут взаимодействовать с продуктами. Поэтому сталь может контактировать с продуктами питания без каких-либо последствий.
Легирующие элементы
Когда дело доходит до нержавеющей стали, на выбор доступно большое количество марок. В зависимости от добавляемого легирующего элемента свойства могут значительно различаться. Все сводится к требованиям, чтобы выбрать наиболее подходящий экономичный вариант.
Хром
Хром — определяющий легирующий элемент нержавеющей стали. Это придает стали свойство быть «нержавеющей». Пассивный слой оксида хрома наряду с защитой поверхности также блокирует диффузию кислорода в металл, защищая внутреннюю структуру металла от коррозии.
Ионы оксида хрома также похожи по размеру на молекулы стали, что приводит к прочной связи между ними. Это позволяет ионам оксида оставаться прочно прикрепленными к поверхности при нормальных рабочих условиях.
Чтобы сталь была «нержавеющей», необходимо не менее 10,5%. Однако добавление еще большего количества хрома является обычным явлением для повышения коррозионной стойкости.
Хром также действует как стабилизатор феррита, вызывая образование микроструктуры феррита в сплаве.
Никель
Никель добавлен для дальнейшего повышения коррозионной стойкости. Он также является стабилизатором аустенита, вызывая образование аустенита.
Добавление 8-9% никеля позволяет получить полностью аустенитную структуру, которая обеспечивает отличные сварочные свойства. Дальнейшее увеличение процентного содержания никеля улучшает обрабатываемость и устойчивость к коррозии.
Медь
Медь также действует как стабилизатор аустенита и улучшает свойства коррозионной стойкости и наклепа.
При его добавлении получаются изделия из нержавеющей стали, которые подходят для работы в холодных условиях, при использовании шурупов и гвоздей.
Кремний
Добавление кремния улучшает стойкость нержавеющей стали к высококонцентрированным азотной и серной кислотам. Это также способствует образованию феррита и делает металл стойким к окислению.
Азот
Азот является стабилизатором аустенита и улучшает прочность и стойкость к локальной коррозии. Локальная коррозия относится к таким явлениям, как точечная коррозия, щелевая коррозия и межкристаллитная коррозия.
Молибден
Молибден и вольфрам улучшают общую и локальную коррозионную стойкость. Первый является стабилизатором феррита и, следовательно, при использовании в аустенитных сплавах должен быть сбалансирован стабилизаторами аустенита для поддержания аустенитного состава.
Молибден также увеличивает жаропрочность при добавлении к мартенситной нержавеющей стали. Добавление вольфрама к молибдену также улучшает упомянутые выше свойства.
Марганец
Марганец улучшает свойства прочности, ударной вязкости и закаливаемости нержавеющей стали. Добавление марганца помогает металлу лучше работать при горячей обработке.
Марганец также способствует растворению азота в нержавеющей стали и, следовательно, может быть добавлен для замены никеля в нержавеющей стали азотом.
Нержавейка AISI 304
Немного об обозначении. За основу взята классификация Американского Института Стали и Сплавов (что, собственно, на английском языке выглядит как American Iron and Steel Institute, AISI), появившаяся в 30-х годах прошлого столетия, вследствие необходимости упорядочения технической терминологии металлургической отрасли. Конкретно разбор обозначения марок именно по классификации AISI мало что может нам рассказать. У сплава AISI 304 первая цифра «3» сообщает, о принадлежности к аустенитному классу, а последующие «0» и «4» просто информирует о том, какой порядковый номер у стали во всей группе нержавейки аустенитного класса. Одним словом, тоска.
Конкретно разбор обозначения марок именно по классификации AISI мало что может нам рассказать. У сплава AISI 304 первая цифра «3» сообщает, о принадлежности к аустенитному классу, а последующие «0» и «4» просто информирует о том, какой порядковый номер у стали во всей группе нержавейки аустенитного класса. Одним словом, тоска.
Если рассмотреть отечественный аналог марки AISI 304, которым по ГОСТу 5632-72 выступает 08Х18Н10, то расшифровка марки нержавеющей стали станет гораздо более увлекательным занятием. По своей сути, расшифровка ГОСТовских нержавеющих марок намного информативна для нас, нежели классификация AISI. Кратко о том, что это за набор букв и цифр – 08Х18Н10. Это не «ноль восемь на восемнадцать эйч десять» и не «ноль восемь икс восемнадцать аш десять», а то периодически приходилось слышать и такое. Это «ноль восемь ха восемнадцать эн десять». В обозначении маркировки по российскому стандарту используются всего лишь цифры да буквы русского алфавита, чередующиеся друг за другом. Все нержавеющие стали называются легированными, и в маркировке указаны именно основные легирующие компоненты, но что обозначает это слово поведаем чуть позже. А сейчас посмотрим, как детальнее выглядит маркировка и расшифровка коррозионностойких сталей.
Все нержавеющие стали называются легированными, и в маркировке указаны именно основные легирующие компоненты, но что обозначает это слово поведаем чуть позже. А сейчас посмотрим, как детальнее выглядит маркировка и расшифровка коррозионностойких сталей.
сертификат на нержавеющую сталь AISI 304 (08Х18Н10)
Расшифровка марки нержавеющей стали
Расшифровываем марку нержавеющей стали AISI 304, а точнее отечественный аналог 08Х18Н10. Этот набор букв и цифр — ничто иное, как условное обозначение содержания основных химических элементов, присутствующих в нержавейке. Почему условное? — спросите вы. Потому что при разработке ГОСТа составителями были введены допустимые отклонения в большую или меньшую сторону, выраженные в процентах, для каждого допустимого предела массовой доли химического элемента, используемого при выплавке конкретной марки стали. Расшифровка марки под номером 6-29 в ГОСТе 5632-72 выглядит так: первые цифры – «08» – и не только у этой марки нержавеющей стали, а у всех марок, у которых впереди стоят цифры – показатель количественного содержания углерода в стали, а точнее массовая доля в процентах.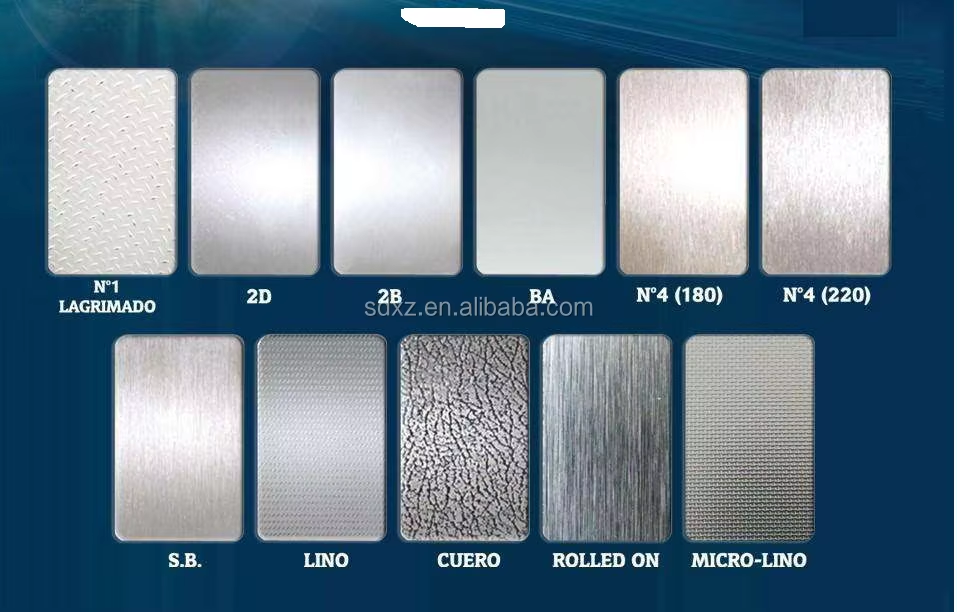 При выплавке стали 08Х18Н10 углерода допускается не более 0.08 %. Далее идет «Х», он же «ха», он же хром. Он является главным легирующим компонентом нержавейки. Последующая за ним цифра «18» — это количественное обозначение массовой доли хрома. По ГОСТу допускает от 17 до 19 %. Затем идет «Н», он же «эн», он же никель. Второй по значимости элемент. Ну, а «10», как вы, наверное, уже догадались, это количественный показатель массовой доли никеля. И по стандарту его должно быть у этой нержавейки от 9 до 11 %. Всё просто и понятно.
При выплавке стали 08Х18Н10 углерода допускается не более 0.08 %. Далее идет «Х», он же «ха», он же хром. Он является главным легирующим компонентом нержавейки. Последующая за ним цифра «18» — это количественное обозначение массовой доли хрома. По ГОСТу допускает от 17 до 19 %. Затем идет «Н», он же «эн», он же никель. Второй по значимости элемент. Ну, а «10», как вы, наверное, уже догадались, это количественный показатель массовой доли никеля. И по стандарту его должно быть у этой нержавейки от 9 до 11 %. Всё просто и понятно.
Особенности термообработки
Несмотря на то что данный материал обладает повышенными прочностными характеристиками, он очень плохо подвергается металлообработке. Обычно, чтобы улучшить качества заготовки используется один из методов:
- Отжиг. Данный процесс заключается в нагреве до высоких температур (изменения кристаллической решетки) с последующей выдержкой на протяжении нескольких часов. После этого происходит охлаждение одним из способов – в масле, воде, на воздухе при комнатных условиях.
 Это способствует снижению твердости аустенитных сталей.
Это способствует снижению твердости аустенитных сталей. - Двойная закалка. Повторная процедура нагрева позволяет повысить жаропрочность материала. Дополнительно зачастую используют старение.
Аустенит – очень часто используемый сплав. Чтобы подробнее разобраться в теме, посмотрим видео:
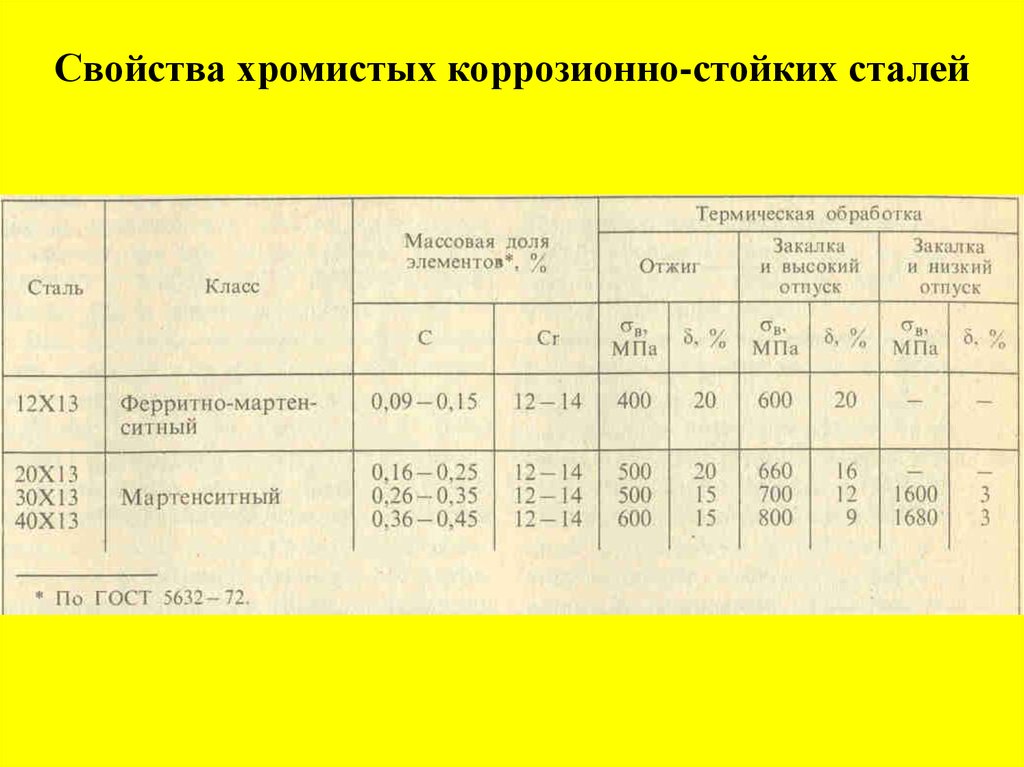
Химические свойства хромистых коррозиестойких сталей
Следует отметить, что железо, которое является основой любой стали, имеет несколько состояний, совпадающих с фазами активности и покоя кристаллической решетки, которые зависят от степени коррозийной стойкости. Чем она выше, тем более пассивным считается металл. Наиболее распространенными считаются сплавы с образующейся при закалке мартенситной структурой, обладающие достаточно высокой пластичностью. Согласно химическим характеристикам, это железо в α-фазе (чистый металл), содержащее насыщенный твердый раствор углерода. К таковым относятся пищевая и быстрорежущая нержавейка, из которой изготавливают изделия для использования в быту на кухне, например, всевозможные емкости и ножи. Мартенситные стали способны выдержать контакт со слабоагрессивными химическими веществами.
Мартенситные стали способны выдержать контакт со слабоагрессивными химическими веществами.
Хромистые коррозиестойкие стали
Другой тип – ферритные сплавы с достаточно высоким магнитным показателем. Разница у них по большей части в форме кристаллической решетки, она имеет кубическую структуру, в отличие от тетрагональной мартенситной. В целом же это средненасыщенный твердый раствор углерода в α-железе с добавлением легирующих элементов, таких как хром. Примечательно, что такие сплавы не подвергаются изменениям при нагреве до предельно возможных температур и не теряют свои свойства. Чаще всего таким изделиям находят применение в пищевой промышленности или для изготовления инструментов. Мартенситно-ферритные сплавы имеют свойства обоих перечисленных типов, то есть они механически устойчивы, обладают высокой прочностью и имеют магнитный потенциал. Но устойчивость к окислительной среде у таких сталей не очень высока, намного ниже, чем у обычных ферритных сплавов.
ГОСТы
Изготовление аустенита регулируется с помощью законодательным норм, правил, законов. Основные нормы перечислены в следующих нормативных документах — ГОСТ 5632-2014, ГОСТ 11878-66, ГОСТ Р ИСО 4136-2009.
Основные нормы перечислены в следующих нормативных документах — ГОСТ 5632-2014, ГОСТ 11878-66, ГОСТ Р ИСО 4136-2009.
Эти документы определяют все основные моменты, которые касаются аустенитных сталей — изготовление, маркировка, категории, марки, особенности транспортировки и так далее.
В соответствии с нормами ГОСТ для определения содержания ферритных (железных) компонентов в каких-либо изделиях на основе аустенита может применяться металлография либо магнитная технология. Для проведения проверки из аустенита вырезаются небольшие прутки (не менее 2 штук).
Алгоритм проверок
- Определение содержания железа методом металлографии. На прутках делаются небольшие шлифы, которые подвергаются электролизу или химическому травлению. После этого шлифы помещаются под мощный микроскоп, где визуально определяются содержание железистых соединений. По результатам исследований выставляется оценка, которая определяет концентрацию железа в основном сплаве. Чтобы увеличить точность исследований, рекомендуется взять несколько независимых проб с нескольких прутков.

- Определение содержания железа магнитным методом. На прутках делаются микрошлифы, которые проходят шлифовку, зачистку с помощью абразивных материалов. После этого проводится серия замеров с помощью ферритометров, обладающих высоким порогом чувствительности. Минимальное количество замеров — 40 штук. В конце полученные сведения обрабатываются с помощью методов математической статистики и моделирования. Для увеличения точности исследования рекомендуется взять несколько независимых проб.
Это интересно: Производство и эксплуатация труб НКТ
Нержавейка — это сплав черного и цветного металлов
Так что же представляет нержавеющая сталь? Нержавейка – это цветной металл или черный? Наш ответ: ни то, ни другое.
Нержавейка – это сплав черного и цветного металла. Из-за почти равного процентного содержания железа и различных цветных металлов, этот сплав невозможно отнести к какому-то конкретному виду.
В пунктах приема металлолома, нержавеющую сталь, как правило, принимают как лом цветмета. Из-за высокого процентного содержания хрома и никеля, других цветметов, лом нержавейки попросту нельзя отнести к черному лому, пусть даже в нем и содержится железо.
Из-за высокого процентного содержания хрома и никеля, других цветметов, лом нержавейки попросту нельзя отнести к черному лому, пусть даже в нем и содержится железо.
Цены на черный металл и нержавейку отличаются в первую очередь тем, что цена черного металла рассчитывается за 1 тонну, а цена нержавейки за 1 килограмм. Цветные металлы имеют более высокую стоимость, поэтому лом нержавеющей стали приблизительно вполовину дороже, чем лом черного металла.
Невозможно однозначно сравнивать спрос на нержавейку и черные металлы, так как они имеют различные сферы применения. Нержавеющую сталь используют в случаях, когда конструкция должна обладать высокой устойчивостью к коррозии, различным агрессивным средам.
Свойства термической обработки
Жаростойкие и жаропрочные марки могут подвергаться разным типам тепловой обработки, чтобы нарастить полезные свойства и модифицировать уже имеющуюся структуру зерен. Речь идет о числе и принципе распределения дисперсных фаз, величине блоков и собственно зерен и тому подобное.
Отжиг такой стали помогает уменьшить твердость сплава (иногда это важно при эксплуатации), а также устранить излишнюю хрупкость. В процессе обработки металл нагревается до 1200 градусов на протяжении 30−150 минут, потом его необходимо как можно быстрее охладить. Сплавы со значительным количеством легирующих элементов, как правило, охлаждаются в маслах или на открытом воздухе, а более простые — в обычной воде.
Нередко проводится двойная закалка. Сначала выполняют первую нормализацию составов при температуре 1200 градусов, затем следует вторая нормализация при 1100 градусах, что позволяет значительно увеличить пластические и жаропрочные показатели.
Добиться повышения жаропрочности и механической прочности можно в процессе двойной термической обработки (закалка и старение). До эксплуатации проводится искусственное старение всех жаропрочных сплавов (то есть выполняется их дисперсионное твердение).
Физические свойства нержавеющей стали
Патент на нержавеющую сталь был выдан в 1913 г.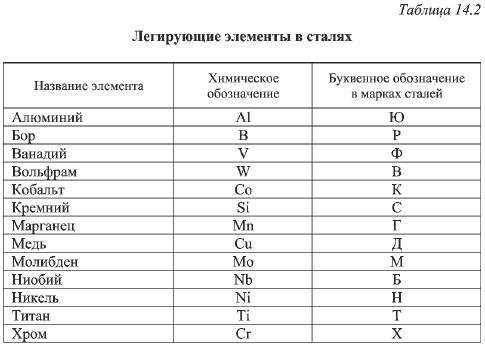 в Великобритании. Ее создателем стал металлург Гарри Бреарли. Изобретение дало огромный толчок в развитии сталелитейной и иных отраслей промышленности.
в Великобритании. Ее создателем стал металлург Гарри Бреарли. Изобретение дало огромный толчок в развитии сталелитейной и иных отраслей промышленности.
Свою популярность нержавеющая сталь получила благодаря большому многообразию физических свойств, в том числе антикоррозийных. Новые стали изготавливаются с добавлением к основному компоненту разного рода примесей. Физические свойства нержавейки зависят от типа и объема добавок.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
При длительной эксплуатации ряд марок нержавеющей стали может поддаваться коррозии. На это оказывают влияние примеси различных металлов, входящих в ее состав. Однако такие сплавы имеют и ряд достоинств, благодаря которым вероятность окисления уже не имеет столь серьезного значения.
Главными физическими свойствами нержавейки, отличающими ее от некоторых иных металлов, являются:
- Прочность.
 Данное качество стали позволяет производить продукцию, выгодно отличающуюся от аналогов. Стойкость к физическим нагрузкам не дает деформироваться изделию, надолго сохраняя его первоначальный вид. Надежность качественной нержавейки сохраняется до 10 лет.
Данное качество стали позволяет производить продукцию, выгодно отличающуюся от аналогов. Стойкость к физическим нагрузкам не дает деформироваться изделию, надолго сохраняя его первоначальный вид. Надежность качественной нержавейки сохраняется до 10 лет. - Стойкость к воздействию агрессивной среды. Внешние условия практически не оказывают влияния на материал, что дает возможность долго его эксплуатировать с сохранением всех свойств.
- Жаропрочность. Все изделия из данного металла имеют высокую стойкость к температурному воздействию, в том числе при прямом нагревании огнем. Они не изменяют свои размеры, форму, а также свойства в случае больших температурных перепадов.
- Экологическая безопасность. Антикоррозийные свойства материала не дают ему окислиться. В состав металла не входят вредные для здоровья компоненты, что дает возможность использовать его в пищевой промышленности.
- Противокоррозийные свойства. Они являются основными для нержавеющей стали и не дают ржавчине появиться на металле.
 Более того, даже щелочи и кислоты не могут повлиять на возникновение коррозии.
Более того, даже щелочи и кислоты не могут повлиять на возникновение коррозии. - Внешний вид изделий. Он сильно отличается от продукции, изготовленной из иных металлов. Поверхность изделий долго продолжает оставаться блестящей и чистой.
- Податливость. Обработка нержавейки происходит достаточно просто. Из данного металла несложно изготовить изделие необходимой формы.
Это интересно: Эжектор – что это такое? Принцип действия эжекторных насосов и их устройство
Перед выбором металла с заданными физическими свойствами следует определить цели, для которых он необходим. Ученые разработали множество различных компонентов и примесей, которые помогают сделать металл с заданными характеристиками.
Популярные марки нержавеющей стали, свойства этих сплавов и сферы их применения
Специалисты для подбора нержавейки, необходимой для производства изделий определенного назначения, используют особые справочники. В них приведены марки, свойства нержавеющей стали и ее характеристики. В каждой группе материалов имеются типы, набирающие популярность, их потребители и выбирают чаще всего.
В каждой группе материалов имеются типы, набирающие популярность, их потребители и выбирают чаще всего.
Рассмотрим некоторые:
- 20Х13, 12Х13, 08Х13 – используются для производства столовых приборов, посуды и изделий, испытывающих ударные нагрузки. Они стойко выдерживают воздействие агрессивной среды при нормальной температуре. Полировка и термическое воздействие улучшают характеристики и основные свойства нержавеющей стали.
- 08Х18Т1 и 12Х17 – применяются для изготовления кухонной бытовой техники и для производства оборудования, которым оснащается пищевая промышленность. Рациональным считается использование данных изделий после проведения отжига.
- 40Х13 и 30Х13 – так маркируется медицинская нержавейка, используемая в производстве инструментов для хирургии.
- 40Х9С2 – марка стали, стойкой к высоким температурам. Ее используют для производства теплообменников, двигателей, работающих на дизельном топливе. В двигателях внутреннего сгорания из данного материала делают клапаны выпускных коллекторов.
- 15Х25Т – жаростойкая марка нержавейки, которая используется в пиролизном оборудовании, работающем при высокой температуре.
- 12Х18Н9Т – из данной марки производят трубы, арматуру для печей, а также корпуса для искровых свечей зажигания. Механические свойства нержавеющей стали 12Х18Н10Т позволяют использовать ее для производства труб высокого давления.
- 40Х9С2 – данная сталь используется в производстве клапанов для двигателей, отличается жаростойкостью.
- 14Х17Н2 – предназначена для оборудования, работающего при сверхвысокой температуре (до +800 °С).
- 10Х23Н18 – сталь для изготовления продукции, предназначенной к работе при температуре не более +1 000 °С, а также при малой загруженности.
Группы коррозионностойких сталей по структуре
Структура коррозионностойких сталей, их свойства и области применения определяются процентным содержанием углерода, перечнем и количеством легирующих добавок. По структуре нержавейка делится на несколько типов. Основные: ферритная, мартенситная, аустенитная. Существуют промежуточные варианты.
Основные: ферритная, мартенситная, аустенитная. Существуют промежуточные варианты.
Ферритная
Эта группа относится к малоуглеродистым сплавам – C до 0,15%. Содержание хрома – до 30%. Объемнокристаллическая структура обеспечивает сочетание достаточно высокой прочности и пластичности. Нержавеющие стали ферритных марок относятся к ферромагнитным.
Основные характеристики:
- способность к холодной деформации;
- основной тип термообработки – отжиг, снимающий наклеп;
- хорошая коррозионная стойкость;
- относительно невысокая стоимость.
Основная причина потери рабочих характеристик сталями ферритного класса – межкристаллитная коррозия (МКК), в результате которой разрушение происходит по границам зерен. Для устранения этого негативного явления избегают резкого охлаждения металла от +800°C, проводят стабилизирующий отжиг, находят оптимальный баланс между содержанием углерода и хрома. Полностью устранить склонность к МКК позволяет введение карбидообразующих элементов – титана и ниобия.
По стандарту AISI ферритные стали относятся к серии 400:
- 403-420 – содержание хрома 11-14%, никель отсутствует;
- 430 и 440 – 15-18% C, никель отсутствует;
- 630 – содержит 3-5% никеля. Хорошо обрабатывается, устойчива к коррозии в различных средах, схожа по свойствам с 08Х18Н10.
Эти материалы используются при производстве широкого сортамента труб, листов, профилей.
Таблица марок нержавеющих сталей ферритного класса по ГОСТу и AISI, основные сферы использования
| Марка по ГОСТу 5632 | Марка по AISI | Области применения |
| 08Х13 | 409 | Столовые приборы |
| 12Х13 | 410 | Емкости для жидких алкогольсодержащих продуктов |
| 12Х17 | 430 | Емкости для высокотемпературной обработки пищевой продукции |
Мартенситная
К этой группе относятся металлы с содержанием хрома до 17%, углерода – до 0,5% (в отдельных случаях – выше). Мартенсит – структура, получаемая путем закалки заготовки с последующим отпуском. Для нее характерно сочетание высокой твердости, прочности, упругости и устойчивости к коррозии. Сплавы используются при производстве ответственной металлопродукции, предназначенной для работы в агрессивных средах. Это пружины, валы, ножи, фланцы. При повышении содержания C в структуре появляется карбидная фаза, обеспечивающая высокую твердость и износостойкость. Проведение низкого отпуска после закалки (+200…+300°C) обеспечивает высокую твердость – 50-52 HRC, высокого (+500…+600°С) – меньшую твердость (28-30HRC) и большую вязкость. Закалка производится при температурах +950…+1050°C.
Мартенсит – структура, получаемая путем закалки заготовки с последующим отпуском. Для нее характерно сочетание высокой твердости, прочности, упругости и устойчивости к коррозии. Сплавы используются при производстве ответственной металлопродукции, предназначенной для работы в агрессивных средах. Это пружины, валы, ножи, фланцы. При повышении содержания C в структуре появляется карбидная фаза, обеспечивающая высокую твердость и износостойкость. Проведение низкого отпуска после закалки (+200…+300°C) обеспечивает высокую твердость – 50-52 HRC, высокого (+500…+600°С) – меньшую твердость (28-30HRC) и большую вязкость. Закалка производится при температурах +950…+1050°C.
Таблица марок мартенситных сталей по ГОСТу и AISI, их основные области применения
| Марка по ГОСТу 5632 | Марка по AISI | Области применения |
| 20Х13 | 420 | Кухонное оборудование |
| 30Х13 | ||
| 40Х13 | ||
| 14Х17Н2 (мартенситно-ферритная) | 431 | Детали компрессорных установок, оборудование, эксплуатируемое в агрессивных средах и при пониженных температурах |
Аустенитный класс
Этот обширный класс коррозионностойких сталей (по AISI – класс 300 и представитель класса 200 – AISI 201) обладает высокой устойчивостью к коррозии, пластичностью в холодном и горячем состоянии, прочностью, хорошей свариваемостью, способностью контактировать без разрушения с азотной кислотой. Немагнитность существенно расширяет области применения материала. Экономически выгодным является сочетание 18% Cr и 8% Ni. При необходимости получения стабильного состояния аустенита количество никеля повышают до 9%. Такие стали бывают нестабилизированными и стабилизированными. Стабилизированная группа легируется титаном и ниобием, снижающими склонность аустенитных марок к межкристаллитной коррозии.
Немагнитность существенно расширяет области применения материала. Экономически выгодным является сочетание 18% Cr и 8% Ni. При необходимости получения стабильного состояния аустенита количество никеля повышают до 9%. Такие стали бывают нестабилизированными и стабилизированными. Стабилизированная группа легируется титаном и ниобием, снижающими склонность аустенитных марок к межкристаллитной коррозии.
Закалка осуществляется при температурах +1050…+1100°C с быстрым охлаждением, которое закрепляет состояние пресыщенного твердого раствора. Особенность этой группы – отсутствие упрочнения при закалке. В данном случае этот вид ТО является смягчающей операцией, направленной на снятие последствий наклепа. С этой же целью может применяться отжиг. Закалке подвергают мелкие детали, отжигу – массивные.
Таблица марок аустенитных сталей по ГОСТу и AISI, их основные области применения
| Марка по ГОСТу 5632 | Марка по AISI | Области применения |
| 12Х18Н10Т | 321 | Технологические линии химической индустрии и предприятий нефтепереработки |
| 08Х18Н10 | 304 | Технологические трубопроводные системы в химической и пищевой индустрии, ограниченный ассортимент посуды, не включающий изделия для горячей обработки пищи |
| 08Х17Н13М2 | 316 | Технологическое оборудование химической индустрии, использование в качестве «пищевого» материала |
| 12Х15Г9НД | 201 | Емкости и трубопроводы, контактирующие с органическими кислотами и умеренно агрессивными средами |
Краткие характеристики некоторых видов аустенитных нержавеющих сталей:
- 304 – распространенный представитель этого класса.
 Прекрасно поддается глубокой вытяжке, поэтому применяется для изготовления объемных изделий. Подвержен щелевой коррозии в теплых средах с повышенным содержанием хлора, поэтому не рекомендуется к применению в морской воде и в отраслях, в которых используются чистящие составы с хлором.
Прекрасно поддается глубокой вытяжке, поэтому применяется для изготовления объемных изделий. Подвержен щелевой коррозии в теплых средах с повышенным содержанием хлора, поэтому не рекомендуется к применению в морской воде и в отраслях, в которых используются чистящие составы с хлором. - 321 и 347 – усовершенствованные варианты марки 304, отличающиеся добавками ниобия или титана.
- 316 – проявляет максимальную устойчивость к коррозии среди массово используемых коррозионностойких сталей.
- 201 – относительно недорогой аналог сталей 304 и 321. Показывает хорошие рабочие характеристики в средах средней агрессивности, благодаря сбалансированному химическому составу и новым технологиям изготовления.
Это интересно: Описание стали 40Х
Комбинированные сплавы
Сочетают структуру и свойства аустенитно-мартенситной или аустенитно-ферритной категорий.
Аустенитно-ферритные стали содержат небольшое количество никеля, в них высокое содержание хрома (более 20%), легирование проводится ниобием, титаном, медью. После прохождения термической обработки отношение феррита и аустенита становится равновесным. Такие сплавы более прочные, чем аустенитные, отличаются пластичностью, устойчивостью к межкристаллической коррозии. Они хорошо выдерживают ударные нагрузки.
После прохождения термической обработки отношение феррита и аустенита становится равновесным. Такие сплавы более прочные, чем аустенитные, отличаются пластичностью, устойчивостью к межкристаллической коррозии. Они хорошо выдерживают ударные нагрузки.
Аустенитно-мартенситная группа металлов с содержанием хрома в границах 12-18%, никеля в границах 3,7 -7,5%. Могут использоваться присадки алюминия. Упрочнение проводится закалкой при температуре более 975 гр. С, и последующим отпуском при температуре 450-500 гр. С. Они обладают повышенным показателем предела текучести: характеристики, которая указывает на напряжение, при котором рост деформации продолжается без роста нагрузки. Сплавы демонстрируют хорошую свариваемость и хорошие механические качества.
Классификация
Наиболее распространенной является классификация сталей по их структуре. Выделяют следующие типы коррозионностойких сталей:
- ферритный;
- мартенситный;
- аустенитный;
- ферритно-мартенситный;
- аустенито-мартенситный;
- аустенито-ферритный.
Стоит отметить, что, как правило, в особый класс выделяют коррозионностойкие сплавы на основе никеля, хрома и никеля, никеля и молибдена.
Структуры сталей отличаются благодаря различным способам их охлаждения после высокотемпературной обработки. Структура наряду с химическим составом оказывает большое влияние на стойкость материала к коррозии в тех или иных агрессивных средах, что, в свою очередь, определяет области применения изделий из конкретного сплава или стали. Свойства нержавеющих сталей определяются химическим составом стали, а также ее структурой. Указанные признаки особенно важны для определения среды, в которой стоек тот или иной материал.
Мартенситный и мартенсито-ферритные стали обладают хорошей коррозионностойкие стойкостью в атмосферный условиях, слабоагрессивных средах (например, в слабых растворах солей, кислот), а также имеют высокие механические свойства.
Основной рабочей средой ферритных сталей являются растворы азотной кислоты аммиака, аммиачная селитра, смесь фосфорной, азотной, фтористоводородной кислот, а также некоторые другие окислительные агрессивные среды. Стали данного класса становятся хрупкими при температуре 475 °С, а также имеют сравнительно невысокие показатели прочности и жаропрочности. Стоит отметить плохую свариваемость ферритных сталей и низкую коррозионную стойкость сварных швов.
Стали данного класса становятся хрупкими при температуре 475 °С, а также имеют сравнительно невысокие показатели прочности и жаропрочности. Стоит отметить плохую свариваемость ферритных сталей и низкую коррозионную стойкость сварных швов.
Аустенитные стали обладают хорошими показателями механических и технологических свойств, а также стойки в большом количестве агрессивных сред. Стали данного класса имеют высокую пластичность и прочность, а также хорошо обрабатываются.
Это интересно: Как расплавить латунь в домашних условиях. Характеристики и свойства латуни
Аустенито-ферритные и аустенито-мартенситные стали по коррозионной стойкости схожи со сталями аустенитного класса, но превосходят их по механическим характеристикам. Так аустенито-ферритные стали имеют повышенный предел текучести, аустенито-мартенситные — повышенную прочность.
Группы по сопротивляемости
По степени сопротивления разрушающему воздействию в разных условиях, нержавейка делится на три группы:
- Коррозионно-стойкая.
 Надежно работает в обычных и слабоагрессивных бытовых и промышленных средах.
Надежно работает в обычных и слабоагрессивных бытовых и промышленных средах. - Жаростойкая. Устойчива против коррозии в сильноагрессивной среде при высокой температуре.
- Жаропрочная. Хорошо сопротивляется механическому разрушению при высокой температуре.
По химическому составу нержавейка делится на:
- Хромистые: мартенситные, мартенситно-ферритные, ферритные.
- Хромоникелевые: аустенитные, аустенитно-ферритные, аустенитно-мартенситные, аустенитно-карбидные.
- Хромомарганцевонинкелевые (классификация аналогична предыдущей).
Стали с двойным названием относятся к двухфазным. Наиболее популярными среди перечисленных видов являются:
- Аустенитные. Не магнитные. Самые распространенные в промышленности. Основные составляющие: хром от 15% до 20%, никель от 5% до 15%. Главное достоинство – отличные рабочие и технологические характеристики. Пластичные, прочные, в большинстве сред устойчивы против коррозии, хорошо свариваются и подвергаются тепловой обработке.
 Склонны к межкристаллитной коррозии, так как «боятся» прокаливания. После добавки ниобия и титана, становятся стабилизированными. Снижение количества углерода до 0,03% также уменьшает подверженность к данному виду разрушения. Обозначение – А.
Склонны к межкристаллитной коррозии, так как «боятся» прокаливания. После добавки ниобия и титана, становятся стабилизированными. Снижение количества углерода до 0,03% также уменьшает подверженность к данному виду разрушения. Обозначение – А. - Мартенситные. Могут быть магнитными. Хром – от 10% до 17%, углерод – до 1%. По сравнению с предыдущими, более твердые и сильнее подвержены коррозии, из-за низкого содержания Cr. Хорошо работают в слабоагрессивной среде и под открытым воздухом. Сложнее в обработке. Механические свойства высокие. Упрочняются после закалки. Обозначение – С.
- Ферритные. Магнитные. Хром – от 10% до 30%, углерод – менее 0,1%. Содержат мало углерода, поэтому более мягкие, по сравнению с мартенситными. Достаточно пластичные и прочные, легко обрабатываются. Термообработке не поддаются. Сохраняют прочность и коррозионную устойчивость в окислительных и других агрессивных средах. Недорогие. Обозначение – F.
Среди всех используемых сталей, аустенитные и ферритные составляют 95%. Двухфазные сочетают свойства разных типов. В пищевой промышленности применяются, в основном, стабилизированные аустенитные нержавеющие стали. Для изготовления столовой посуды используют хромоникелевые и хромомарганцевоникелевые разновидности.
Двухфазные сочетают свойства разных типов. В пищевой промышленности применяются, в основном, стабилизированные аустенитные нержавеющие стали. Для изготовления столовой посуды используют хромоникелевые и хромомарганцевоникелевые разновидности.
Виды нержавеющих сталей и их свойства
Уникальные характеристики нержавейки проявляются благодаря химическому составу и строению материалов.
Стали, входящие в группу нержавеющих, делятся на четыре группы в зависимости от указанных параметров:
1. Хромистые или ферритные.
Свое название данная группа сталей получила из-за 20%-ного содержания хрома. Он сильно повышает сопротивляемость металла агрессивным средам. Ферромагнитные свойства нержавеющей стали данной группы достаточно высоки.
Хромистые стали используются на промышленных предприятиях, относящихся к химической и тяжелой промышленности. Из них изготавливают, например, отопительные приборы и их части. Данная группа нержавеющих сталей востребована на рынке в значительной мере, уступая только категории, имеющей аустенитную структуру.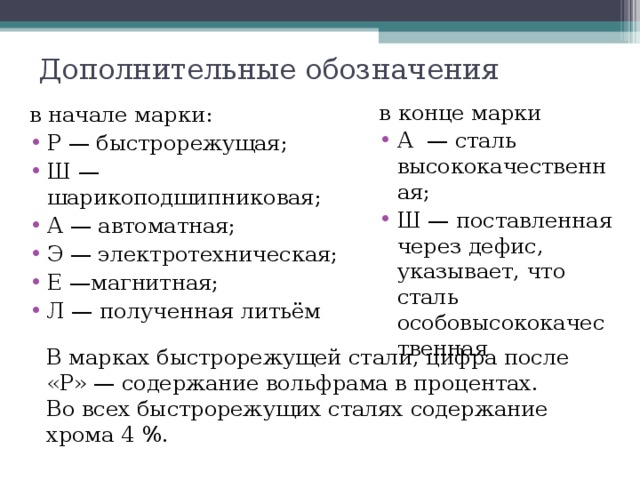 Однако стоимость их существенно ниже.
Однако стоимость их существенно ниже.
2. Аустенитные стали.
В химическом составе нержавеющих сталей этой группы содержание никеля и хрома не более 33 %. Покупатели ценят в этом материале значительную прочность и практически абсолютную стойкость к коррозии.
Стали, относящиеся к аустенитной группе подразделяются на следующие типы:
- А1 – в составе данного материала в значительном количестве присутствует сера, что снижает антикоррозийную стойкость, в отличие от остальных сталей.
- А2 – самая востребованная марка. Этот материал отлично подходит для сварки, не теряя при этом теплофизические свойства нержавеющей стали. Он стоек к воздействию минусовых температур, однако кислая агрессивная среда способна сломить его антикоррозийную защиту.
- А3 – это марка А2 с добавками разных стабилизирующих компонентов. Устойчива как к кислой среде, так и к повышенной температуре.
- А4 – в данный сплав добавляют не более 3 % молибдена. Его влияние на свойства нержавеющей стали заключается в повышении ее сопротивляемости кислой среде.
 Данная марка широко применяется при строительстве судов.
Данная марка широко применяется при строительстве судов. - А5 – подобна марке А4, отличаясь только количеством стабилизирующих добавок. Изготавливается она для увеличения сопротивляемости к повышенным температурам.
3. Ферритно-мартенситные и мартенситные.
Особая структура таких сплавов дает им чрезвычайно высокую прочность – самую лучшую из всех сталей. Помимо вышеуказанного, они содержат в составе минимум вредных примесей и отличаются прекрасной износостойкостью. К данной категории относится сталь жаропрочная коррозионностойкая. Она активно сопротивляется процессам окисления и может постоянно использоваться при высоких температурах окружающей среды, сохраняя изначальные состав и свойства нержавеющей стали.
4. Комбинированные.
Структура сталей данной группы имеет комбинированный тип: аустенитно-мартенситный и аустенитно-ферритный. Инновационные материалы этой группы сочетают все самые лучшие свойства нержавеющей стали, описанные ранее, в том числе и магнитные.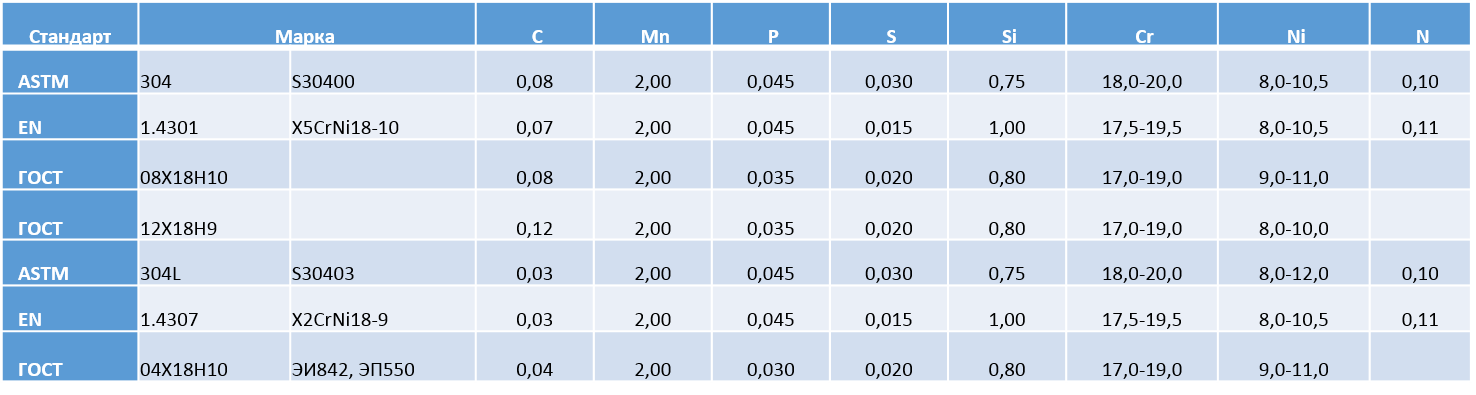
Указанные выше типы сталей не являются всеми видами нержавеек. Причина в том, что даже незначительное изменение соотношения компонентов сплава может очень сильно изменить свойства нержавеющей стали. Данные о принадлежности марки сплава к той или иной группе дает возможность оптимального выбора материала, который поможет в решении поставленных технологических задач.
Отличительные черты аустенитных сплавов
В первую очередь рассмотрим аустенитные структуры сталей, которые определяются, как γ-железо (высокотемпературное изменение кристаллической решетки металла) в виде твердого раствора с углеродом. Проще говоря, такие сплавы могут подвергаться межкристаллической коррозии даже при высоком содержании хрома, если не имеют включения дополнительных элементов, таких как титан или ниобий. Во избежание их обязательно подвергают термообработке. В остальном это очень пластичные, прочные и технологичные стали, содержащие, помимо хрома еще и никель, которые относят к разряду конструкционных. Также из этих сплавов изготавливают инструменты, а вот в пищевой промышленности, равно как и для изготовления кухонной утвари, марки данного класса непригодны, поскольку никель весьма аллергенный.
Также из этих сплавов изготавливают инструменты, а вот в пищевой промышленности, равно как и для изготовления кухонной утвари, марки данного класса непригодны, поскольку никель весьма аллергенный.
Аустенитные сплавы
Межкристаллической коррозией называют внутреннее окисление металла, проходящее по границам отдельных зерен стали. По этой причине разрушение изделия остается незаметным, при сохранении характерного блеска узнать о коррозии можно только по звуку при ударах
Что примечательно, каким бы ни был химический состав аустенитных сплавов, они всегда немагнитные. Но при любой холодной деформации, например, под воздействием механических воздействий, они начинают приобретать небольшой магнитный потенциал. Это происходит по той причине, что при нарушении кристаллической решетки аустенит на некоторых участках превращается в феррит. Прочность таких сплавов достигается путем предельного уменьшения содержания углерода, впрочем, до определенного порога – не ниже 0,04 %, по причине присутствия в растворе никеля. В таких условиях легко образуются карбиды, то есть химическое соединение хрома с углеродом. Иногда в сплав добавляют связанный азот, благодаря которому возникают карбнитриды, также повышающие прочность стали. Примером может послужить марка нержавейки Х17АГ14.
В таких условиях легко образуются карбиды, то есть химическое соединение хрома с углеродом. Иногда в сплав добавляют связанный азот, благодаря которому возникают карбнитриды, также повышающие прочность стали. Примером может послужить марка нержавейки Х17АГ14.
Промежуточные сплавы имеют несколько иные характеристики, в частности, аустенитно-мартенситные. Они имеют более низкую коррозиестойкость, чем просто аустенитные структуры, но намного прочнее. При этом данный класс довольно тяжело поддается термообработке, вернее, воздействие на него высокими температурами связано с некоторыми сложностями. Зачастую такие сплавы со свойствами мартенситов требуют не только закалки, но также обработки холодом с последующим отпуском металла. Однако при такой технологии прочность нержавейки переходного класса повышается в несколько раз. В производстве элементов для тяжелых несущих конструкций стали, вроде марок 09X15Н8Ю или 20Х13Н4Г9, не используются, их применяют только для изготовления легких конструкций.
Особенность аустенитно-ферритных сплавов заключается в том, что они содержат сравнительно небольшое количество никеля в сравнении с другими промежуточными классами. За счет этого такие стали, как 12Х21Н5Т или 08Х22Н6Т, имеют гораздо лучшую свариваемость, швы при соединении металлопроката из них получаются очень качественные и прочные на деформацию. Обеспечивается это влиянием ферритной структуры, обеспечиваемой элементами Сr, Ti, Mo или Si. Однако следует отметить, что по той же причине, то есть из наличия ферритообразующих включений, в значительной степени ухудшается жаропрочность, равно как и пластичность. Высокой остается только механическая прочность.
В марках сталей обычно присутствуют буквы кириллицы, они тождественны латинским обозначениям, в частности Ю означает «ювенал» – алюминий, причем так он маркируется только в сталях. Другие элементы могут означаться также не по первым буквам, например кремний – С, от силициума, а марганец – Г, поскольку эта буква имеется в середине слова.
Влияние элементов на состав нержавейки
Как влияют на состав те или иные элементы? Например, марганец – увеличивает прочность, ковкость и твердость, может заменять никель в 200 сериях. Хром – повышает стойкость к механическим нагрузкам, ударам. Также увеличивает жаростойкость, устойчивость к истиранию, отвечает за образование оксидной пленки. А вот никель отвечает за упругость, снижает ударную вязкость. Молибден относится к карбидообразующим, защищает от хрупкости, устойчив к хлористой среде. При добавлении азота можно уменьшать количественное содержание никеля в несколько раз – добавляет прочности, вязкости.
Хромистая сталь (серия 400) – аналог AISI 430 – наиболее пластичная, твердая, жаропрочная серия, сплавы поддаются свариванию, штамповке.
Хромоникелевая сталь (серия 300). Представлена устойчивыми к агрессивным средам марками — AISI 316; 316 Т; аналоги AISI 304; aisi 321.
Хромомарганцевоникелевая (серия 200). Является бюджетным аналогом хромоникелевых − высокопрочные, хорошо свариваемые, поддающиеся формовке.
Что касается формулы нержавеющей стали, то, так как это сплав различных элементов, то конкретной формулы у неё нет.
Виды поверхности нержавеющей стали. Расшифровка обозначений
Заявка на товар/услугу
Нержавеющий лист – широко распространенная и востребованная на рынке металлопродукция, изготовлена из марок стали, которые отличаются высокой коррозионной стойкостью. Производят нержавеющие листы на специальном оборудовании – прокатных станках, холодным, теплым либо горячим методами (холоднокатаные, горячекатаные листы). Технология производства во многом определяет прочностные характеристики готового нержавеющего листа. В качестве материала для изготовления данного вида металлопродукции, используют нержавейки различного назначения (конструкционные общего назначения, пищевые, жаропрочные) и марок (AISI 304, AISI 316Ti, 08Х18Т1, AISI 316, 12Х18Н10Т, AISI 430 и других).
Размеры нержавеющего листа различны. Наиболее популярны 1,0х2м, 1,25х2,5м, 1,5х3м, 1,5х6м. Зависимо от требований заказчика, могут поставляться нестандартные размеры либо подвергаться дополнительной обработке: раскрой, шлифовка, гибка.
Зависимо от требований заказчика, могут поставляться нестандартные размеры либо подвергаться дополнительной обработке: раскрой, шлифовка, гибка.
Лист нержавеющий. Характеристика марок стали
Листовой нержавеющий металлопрокат может быть изготовлен из стали различных марок: AISI 304 (отечественным аналогом является 08Х18Н10 и 08Х18Н9), AISI 316, AISI 430, AISI 321, 12Х18Н10Т, 06ХН28МДТ и многих других.
AISI 304 – наиболее популярная и распространенная аустенитная нержавеющая сталь. Повышенная жаростойкость стали AISI 304 обуславливается легирующими присадками углерода и титана. Долговечность материала и эксплуатационные характеристики обеспечивает высокое содержание никеля и хрома. Упрочнение стали проводится в условиях завода термической обработкой и азотом. Нержавейка устойчива к воздействию высоких и низких температур, окислению, легко сваривается, обладает повышенной упругостью, пластичностью и прочностью.
AISI 316 – аустенитная никельсодержащая нержавеющая сталь. За счет легирования молибденом, повышенного содержания никеля и хрома сталь характеризуется высокой коррозионной стойкостью, жаростойкостью, пластичностью и прочностью. Считается усовершенствованным вариантом AISI 304. Листы из AISI 316 не подвержены питтинговой коррозии, крекинговой и межкристаллитной. Легко поддается обработке.
За счет легирования молибденом, повышенного содержания никеля и хрома сталь характеризуется высокой коррозионной стойкостью, жаростойкостью, пластичностью и прочностью. Считается усовершенствованным вариантом AISI 304. Листы из AISI 316 не подвержены питтинговой коррозии, крекинговой и межкристаллитной. Легко поддается обработке.
AISI 430 – низкоуглеродистая нержавейка с ферритной структурой, имеет магнитные свойства (ферромагнетик). При низких температурах – достаточно хрупкая. Даже при повышенной температуре не поддается межкристаллитной коррозии. Сталь AISI 430 хорошо штампуется, деформируется, используется для производства перфорированных нержавеющих листов, устойчива в сероводородсодержащих средах.
AISI 321 – жаропрочная аустенитная нержавейка. Обладает высокой коррозионной стойкостью, долговечностью и прочностью. Легко сваривается, даже в неблагоприятных условиях (за счет содержания титана не подвергается межкристаллитной коррозии). Не желательно применять AISI 321 в окислительных и серосодержащих средах.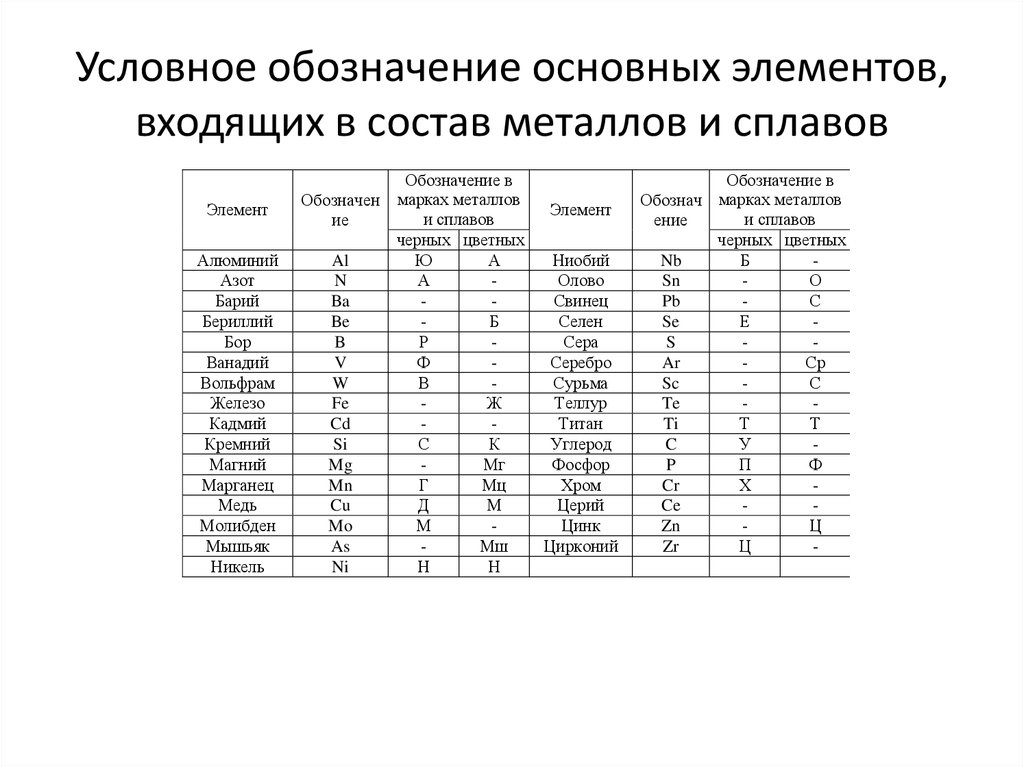
12Х18Н10Т – аустенитная жаропрочная нержавеющая сталь, отличающаяся высокой ударной вязкостью, пластичностью, термической и коррозионной стойкостью. Легко обрабатывается разными способами и сваривается.
06ХН28МДТ – нержавеющая аустенитная сталь с высокими коррозионными свойствами, легированная никелем, молибденом и хромом. Используется для сварных конструкций, которые эксплуатируются в агрессивной окружающей среде.
Маркировка
Согласно европейскому стандарту EN 10088 выделяют следующие состояния поверхности нержавеющей стали:
По цифровым обозначениям можно определить способ производства проката: горячий прокат обозначают цифрой 1, а холодный – 2. Продукция с обработкой поверхности согласно стандартам BA, 3N, 4N и DECO после обработки упаковывается в защитную пленку с целью предотвращения повреждений.
Наиболее распространены способы декоративной обработки поверхности, соответствующие стандартам 2B (гладкая матовая поверхность), BA (зеркальная поверхность, обеспечивающая нечеткое отражение объектов) и 4N (шлифованная, не обладающая отражающими свойствами поверхность, переливающаяся разными цветами).
Применение нержавеющего листа и свойства
Нержавеющий листовой прокат востребован и широко используются в различных областях промышленности и народного хозяйства. Продукция нашла применение в химической и пищевой сферах, машиностроении, автомобилестроении, строительстве, фармацевтической, военно-морской и многих других.
Благодаря высокой коррозионной устойчивости, длительному сроку эксплуатации, универсальности, удобстве в использовании (материал хорошо поддается монтажу, ковке, резке другим видам механообработки), сортаменту, листовой прокат из нержавейки используют для производства металлических сооружений различного назначения, облицовки зданий и сооружений, формирования напольного покрытия, изготовления цистерн, емкостей, посуды, торгового оснащения, лифтов, бойлеров, бассейнов и т.п.
Поставщик: ООО РТГ «МетПромСтар»
Уход за обработанной поверхностью
Для сохранения внешнего вида и эксплуатационных свойств продукции из нержавеющей стали с обработкой нужно придерживаться ряда правил:
- Не применять для очистки химически агрессивных веществ.
 Большинство видов загрязнений хорошо отмываются теплой водой или слабощелочным (pH 9-11) мыльным раствором. Также допускается применение не содержащих хлор растворителей с обязательным последующим смыванием их водой.
Большинство видов загрязнений хорошо отмываются теплой водой или слабощелочным (pH 9-11) мыльным раствором. Также допускается применение не содержащих хлор растворителей с обязательным последующим смыванием их водой. - Не снимать защитную пленку с поверхности, соответствующей стандартам BA, 3N, 4N и DECO до окончания монтажа изделия.
- Не использовать для удаления загрязнений абразивные губки, щетки или ткани.
- Избегать контакта поверхности с содержащими хлор веществами.
При правильном и регулярном уходе поверхность сохраняет свой первоначальный внешний вид на протяжении всего срока эксплуатации.
Механизм возникновения шероховатости
Все причины возникновения шероховатости можно разбить на 3 группы:
- Расположение режущих кромок инструмента, относительно обрабатываемой поверхности;
- Упругая и пластическая деформация обрабатываемого металла;
- Вибрации в технологической станочной системе.
Образование неровностей на обработанной поверхности можно представить как след от движения режущих кромок инструмента. Назовём такой профиль регулярным.
Назовём такой профиль регулярным.
На образование регулярного профиля влияет геометрия резца, в частности – углы в плане, а так же величина подачи S. Их влияние описывается формулой
В реальном процессе резания впереди резца и под обработанной поверхностью образуется зона пластической деформации, которая вносит некоторую погрешность в регулярный профиль. Пластически деформированный металл в отдельных местах как бы наволакивается на микронеровности, а в где-то вырываются отдельные куски металла. Потому реальное значение Rz может быть записано как:
где – приращение высоты микронеровностей, вызванное пластической деформацией металла. Следовательно, чем меньше пластическая деформация, тем меньше высота микронеровностей. Величина пластической деформации зависит, в большей степени, от твёрдости обрабатываемого материала и, в меньшей — от глубины резания — t.
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:
- качественный;
- количественный.
При проведении качественного контроля проводится сравнительный анализ поверхности рабочего исследуемого и стандартного образцов путем визуального осмотра и на ощупь. Для проведения исследования выпускаются специальные наборы образцов поверхностей имеющих регламентную обработку согласно ГОСТ 9378-75. Каждый образец имеет маркировку с указанием показателя Ra и метода воздействия на поверхностный слой материала (шлифовка, точение, фрезерование т.д.). Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra=0.6-0.8 мкм и выше.
Образцы шероховатости поверхности
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Какие параметры шероховатости существуют
Существует свыше 8 параметров, которые характеризуют значение высоты неровностей поверхности. В статье мы разберем лишь самые востребованные, незнание которых будет значительным пробелом для любого технического специалиста.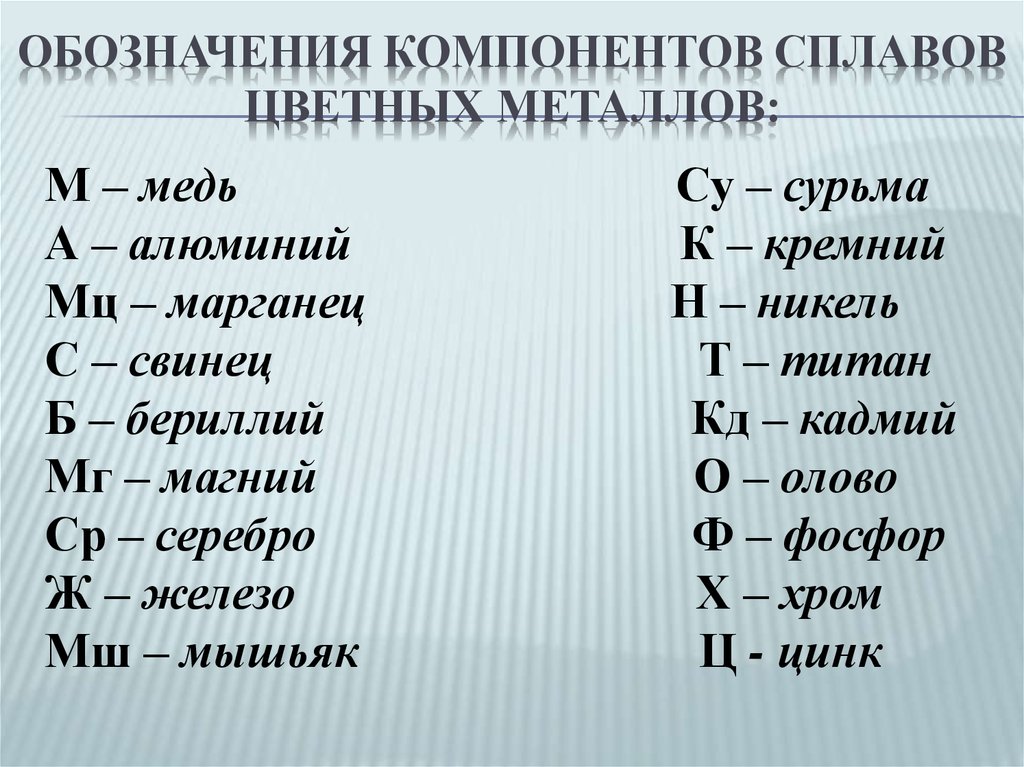 Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.
Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.
Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников.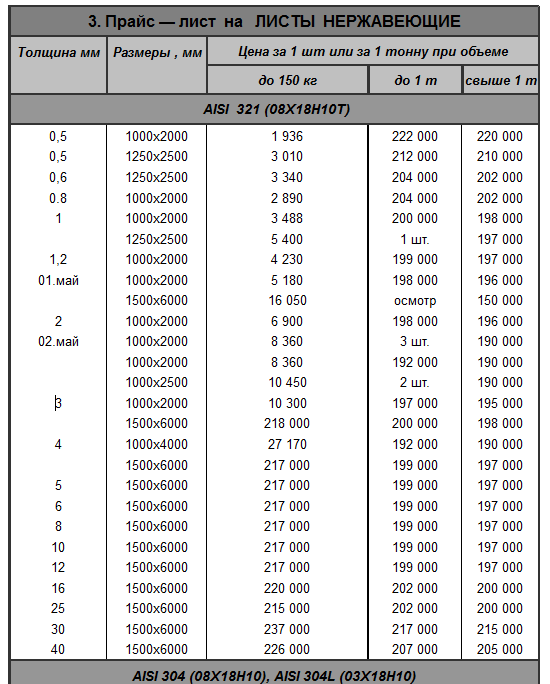 В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.
Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
Что такое базовая длина и для чего она используется?
Базовая длина l –длина базовой линии, используемая для выделения неровностей, характеризующая шероховатость поверхности. Базовая линия проводится относительно профиля неровностей определённым образом и имеет заданную геометрическую форму.
Что значит Ra?
Ra — символ химического элемента радия. Ra — обозначение шероховатости поверхности (среднее арифметическое отклонение профиля в мкм)
Что такое RZ на чертеже?
Rz – высота неровностей профиля по десяти точкам. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Что такое RZ 20?
Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины. Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
Как выбрать шероховатость?
Выбор шероховатости не такой уж и сложный процесс, как может показаться. Везде, где я работал, да и у знакомых так же, по умолчанию выбирается шероховатость Ra6,3 для всех поверхностей, где нет конкретных указаний о гладкости поверхности. Для более гладких поверхностей, например, шлифованных, значение шероховатости может быть в пределах от 3,2 до 0,1. Смотреть нужно по целевой принадлежности детали. Например, если к поверхности, для которой указывается шероховатость, будет прикладываться охлаждаемый радиатор, то ее нужно сделать гладкой – Ra1,6. За все время работы я встречал использование только четырех вариантов шероховатости:
- 6,3 везде
- 3,2 в более аккуратных местах, таких как канавки под уплотнительную резинку
- 1,6 в местах контакта охлаждаемых поверхностей
- 0,8 в местах, где поверхность полировалась (лазерная техника)
При попытках рассмотреть этот вопрос в интернете, можно найти много разнообразных картинок с теорией, где нарисована хитрая деталь со всеми возможными видами обработки и указаны шероховатости для этих видов. Характерно то, что на всех этих картинках цифры указаны вроде бы одинаковые, но диапазоны у них разные. В любом случае, для общего понятия правильной постановки шероховатости будет достаточно и списка выше, а для более хитрых деталей следует изучить требование, которые к ним применяются конкретно на предприятии или заказчиком.
Характерно то, что на всех этих картинках цифры указаны вроде бы одинаковые, но диапазоны у них разные. В любом случае, для общего понятия правильной постановки шероховатости будет достаточно и списка выше, а для более хитрых деталей следует изучить требование, которые к ним применяются конкретно на предприятии или заказчиком.
Сталь AISI 430: применение, характеристики, состав, свойства
Сталь AISI 430 относится к категории сплавов с максимальной устойчивостью к коррозии. Высокие эксплуатационные качества материала, простота обработки и доступная стоимость позволили этой марке стали занять одну из лидирующих позиций среди других типов «нержавейки».
Зарубежные аналоги марки стали AISI 430 ( аналог 12Х17 ) | ||
| США | AISI 430, S43000 | |
| Германия | 1.4016, X6CM7, X6Cr17, X8Cr17 | |
| Япония | SUS430, SUS430TB, SUS430TK | |
| Франция | 430F00, Z8C17 | |
| Англия | 17Cr, 430S15, 430S17, 430S18 | |
| Евросоюз | 1. 4016, X6Cr17, X8Cr17 4016, X6Cr17, X8Cr17 | |
| Италия | X6Cr17, X8Cr17 | |
| Испания | F.3113, X6Cr17 | |
| Китай | 1Cr15, 1Cr17, ML1Cr17 | |
| Швеция | 2320 | |
| Польша | h27 | |
| Чехия | 17040, 17041 | |
Химический состав AISI 430 и основные технические характеристики
Расшифровка AISI 430 кроется в ее буквенной аббревиатуре и числовом значении. Буквы – это название американского института American Iron and Steel Institute (AISI), в котором были разработана группа стандартов для разных металлов и сплавов. В числовом значении ключевую роль играет только первая цифра, которая обозначает тип стали, а две другие считаются порядковым номером конкретной марки в ассортиментном ряду своей группы. В данном случае цифра 4 обозначает принадлежность нержавейки AISI 430 к классу ферритных сталей.
Хим состав AISI 430 включает в себя в малых процентных долях углерод (до 0. 12%), кремний (до 0.8%), фосфор (до 0.035%) и другие химические соединения в минимальных количествах. Основу составляют всего два элемента – железо (около 81%) и хром (16-18%), благодаря которым формируются ключевые эксплуатационные качества и свойства материала.
12%), кремний (до 0.8%), фосфор (до 0.035%) и другие химические соединения в минимальных количествах. Основу составляют всего два элемента – железо (около 81%) и хром (16-18%), благодаря которым формируются ключевые эксплуатационные качества и свойства материала.
Среди основных технических характеристик стали AISI 430 стоит отметить следующие:
- Допускаемое напряжение стали AISI 430 на разрыв составляет 450-600 МПа, а на сжатие – около 240 Мпа.
- Предел текучести AISI 430 составляет 360 Мпа.
- Твердость AISI 430 по Бринеллю (HB) соответствует 160 единицам.
- Плотность AISI 430 соответствует 7800 кг/м3. Это типичное значение, соответствующее большинству типов нержавеющих марок стали.
Сбалансированный химический состав AISI 430 и высокие эксплуатационные показатели стали одним из ключевых преимуществ этой марки. Благодаря отсутствию дорогостоящих компонентов, стоимость сплава невысокая, что делает ее максимально востребованной.
Области применения нержавеющей стали AISI 430 и ее аналоги в разных странах
Нержавеющая сталь AISI 430 получила широкое распространение в различных отраслях промышленности благодаря своей стойкости к коррозии, механическим повреждениям и воздействию химически активных соединений. Наличие большого процентного содержания хрома позволяет использовать эту марку не только в технических сферах, но и в пищевой промышленности. Это одна из немногих разновидностей пищевой нержавейки, которая может одновременно выдерживать высокие механические и температурные нагрузки.
Наличие большого процентного содержания хрома позволяет использовать эту марку не только в технических сферах, но и в пищевой промышленности. Это одна из немногих разновидностей пищевой нержавейки, которая может одновременно выдерживать высокие механические и температурные нагрузки.
Применение материала в разных сферах:
- Нефтедобывающая промышленность – магистральные трубопроводы, установки для перекачки и транспортировки природного газа и нефтепродуктов.
- Пищевая промышленность – посуда и аксессуары, рабочие поверхности и столы для профессиональных кухонь, дистилляторы, перегонные кубы.
- Строительство – фасадные панели для декоративной облицовки зданий, элементы декора.
- Химическая промышленность – емкости для транспортировки и хранения разбавленных кислот (азотная, лимонная, уксусная), лабораторное оборудование.
- Машиностроение – валики, втулки, соединительные элементы различных конструкций, детали механизмов, работающих в условиях повышенной влажности или в агрессивных средах.

AISI 430 – это универсальная марка стали с оптимальными техническими и эксплуатационными показателями.
Несмотря на то, что эта марка разработана в США, существует российский аналог AISI 430 – нержавеющая сталь 12Х17, которая обладает аналогичным составом и такими же техническими характеристиками.
Аналоги AISI 430 в других странах мира:
- X6CM7, X6Cr17 – Германия.
- 17Cr, 430S17 – Великобритания.
- h27 – Польша.
- Z8C17, 430F00 – Франция.
В Японии аналог AISI 430 – это марки стали SUS430, SUS 430TK, а в Китае существуют свои стандарты – 1Cr15 и 1Cr17.
Мы предлагаем купить нержавеющую сталь марки AISI 430 или ее аналог согласно ГОСТ с гарантией качества и по самым выгодным ценам. Также мы оказываем услуги по обработке металлов и изготовлению деталей любого уровня сложности из всех марок нержавеющих сталей и других сплавов.
Марки нержавеющей стали и их характеристики
30.09.2022
Нержавеющая сталь – это разновидность легированной стали, устойчивая к коррозии за счет содержания хрома – 12% и более. В присутствии кислорода образуется оксид хрома, который создает на поверхности стали инертную пленку, защищающую все изделие от неблагоприятных воздействий. Современный рынок может предложить различные марки нержавеющей стали для применения в самых разных отраслях промышленности. Не каждая марка нержавеющей стали демонстрирует устойчивость хромоксидной пленки к механическим и химическим повреждениям. Хотя пленка восстанавливается под воздействием кислорода, были разработаны специальные марки нержавейки для применения в агрессивных средах.
В присутствии кислорода образуется оксид хрома, который создает на поверхности стали инертную пленку, защищающую все изделие от неблагоприятных воздействий. Современный рынок может предложить различные марки нержавеющей стали для применения в самых разных отраслях промышленности. Не каждая марка нержавеющей стали демонстрирует устойчивость хромоксидной пленки к механическим и химическим повреждениям. Хотя пленка восстанавливается под воздействием кислорода, были разработаны специальные марки нержавейки для применения в агрессивных средах.
Не каждая марка нержавеющей стали демонстрирует устойчивость хромоксидной пленки к механическим и химическим повреждениям. Хотя пленка восстанавливается под воздействием кислорода, были разработаны специальные марки нержавейки для применения в агрессивных средах.
Популярные марки стали
В России развита сталелитейная промышленность и существуют собственные обозначения для марок стали, однако самые популярные марки имеют зарубежные аналоги. Это стали так называемых 300-й и 400-й серий, которые отличаются высокими характеристиками коррозионной стойкости, устойчивости к агрессивным средам, пластичности и прочности. Они практически универсальны и применяются для производства самой разнообразной продукции – от медицинских инструментов до крупных строительных конструкций. 200-я серия постепенно догоняет их по популярности за счет выгодного соотношения цена-качество.
Это стали так называемых 300-й и 400-й серий, которые отличаются высокими характеристиками коррозионной стойкости, устойчивости к агрессивным средам, пластичности и прочности. Они практически универсальны и применяются для производства самой разнообразной продукции – от медицинских инструментов до крупных строительных конструкций. 200-я серия постепенно догоняет их по популярности за счет выгодного соотношения цена-качество.
Виды стали 300-й серии
Хромникелевая нержавейка этой группы по своему химическому составу бывает аустенитная, аустенитно-ферритная и аустенитно-мартенситная, в зависимости от процентного содержания углерода, никеля, хрома и титана. Это самая универсальная нержавейка, свойства которой обеспечивают ей неизменно высокий спрос на рынке.
AISI 304 (08Х18Н10)
Востребованная во всех отраслях промышленности, эта нержавейка, однако, снискала славу «пищевой». Ее химический состав и свойства делают ее наиболее подходящей для применения в пищепроме. Она легко поддается сварке, показывает высокие характеристики коррозийной стойкости в агрессивных средах. Ее также часто выбирают для химической, фармацевтической, нефтяной и текстильной промышленности.
Она легко поддается сварке, показывает высокие характеристики коррозийной стойкости в агрессивных средах. Ее также часто выбирают для химической, фармацевтической, нефтяной и текстильной промышленности.
AISI 316 (10Х17Н13М2)
Нержавейка 316 получается, если добавить в 304-ю нержавейку молибден, что еще больше повышает коррозионную устойчивость и способность к сохранению свойств в агрессивных кислотных средах, а также при высоких температурах. Эта нержавеющая сталь дороже, чем 304, она используется в химической, нефтегазовой и судостроительной промышленности.
AISI 316T(10Х17Н13М2Т)
Эта марка стали нержавейки содержит небольшое количество титана, повышающего прочность материала, делающего его устойчивым к высоким температурам, а также к ионам хлора. Используется в сварных конструкциях, для изготовления лопастей газовых турбин, в пищевой и химической промышленности. Доступная цена и высокие технические характеристики делают эту нержавеющую сталь очень популярной.
AISI 321 (12-08Х18Н10Т)
Нержавеющая сталь, характеристики которой обусловлены повышенным содержанием титана. Легко поддается сварочной обработке, устойчива к температуре до 800 o С. Широко востребована для изготовления бесшовных труб, а также трубопроводных фитингов — фланцев, тройников, отводов и переходов.
Виды стали 400-й серии
Эта серия имеет более узкий диапазон, чем 300-я. К ней относится нержавейка с высоким содержанием хрома, – других легирующих элементов в ней почти не содержится, что положительно сказывается на ее стоимости. Низкое содержание углерода делает эти нержавейки пластичными и хорошо свариваемыми.
AISI 430 (12Х17)
Это нержавейка с высоким процентом хрома и низким – углерода. Такое соотношение способствует высокой прочности и одновременно пластичности. AISI 430 хорошо гнется, сваривается, штампуется. Сохраняет свои свойства в коррозионно опасных и серосодержащих средах, устойчива к резким перепадам температуры. Используется в нефтегазовой промышленности, а также в качестве декоративного материала для отделки зданий и помещений.
Используется в нефтегазовой промышленности, а также в качестве декоративного материала для отделки зданий и помещений.
Виды стали 200-й серии
Пока можно говорить только об одной марке стали в этой серии, но она успешно догоняет своих конкуренток в сериях 300 и 400.
AISI 201 (12Х15Г9НД)
Сталь нержавеющая марки AISI 201 значительно дешевле аналогичной по свойствам нержавейки других серий. В ней дорогой никель частично заменен марганцем и азотом. Выгодно сбалансированный химический состав делает характеристики нержавейки AISI 201 не уступающими AISI 304 и AISI 321. Она нашла свое применение в медицинской и пищевой промышленности. Используется также при изготовлении круглых и профильных труб, которые требуются для создания перил, поручней и ограждений.
Cоответствие нержавеющих сталей по ГОСТ, AISI, EN, DIN, JIS
| Европа (EN) | Германия (DIN) | США (AISI) | Япония (JIS) | СНГ (ГОСТ) |
|---|---|---|---|---|
| 1,4000 | X6Cr13 | 410S | SUS 410 S | 08Х13 |
| 1,4002 | X6CrAl13 | 405 | SUS 405 | |
| 1,4003 | X2CrNi12 | |||
| 1,4006 | X12CrN13 | 410 | SUS 410 | 12Х13 |
| 1,4016 | X6Cr17 | 430 | SUS 430 | 12Х17 |
| 1,4021 | X20Cr13 | S42010 | SUS 420 J1 | 20Х13 |
| 1,4024 | X15Cr13 | (410) | SUS 410 J1 | |
| 1,4028 | X30Cr13 | (420) | SUS 420 J2 | 30Х13 |
| 1,4031 | X39Cr13 | SUS 420 J2 | 40Х13 | |
| 1,4034 | X46Cr13 | (420) | 40Х13 | |
| 1,4113 | X6CrMo17-1 | 434 | SUS 434 | |
| 1,4300 | 302 | 1Х17Н9 | ||
| 1,4301 | X5CrNI18-10 | 304 | SUS 304 | 08Х18Н10 |
| 1,4301 | 304 (304H) | 12Х18Н9 | ||
| 1,4301 | 304 (304L) | 04Х18Н10 | ||
| 1,4303 | X4CrNi18-12 | (305) | SUS 305 | 12Х18Н12 |
| 1,4306 | X2CrNi19-11 | 304 L | SUS 304 L | 03Х18Н11 |
| 1,4310 | X10CrNi18-8 | (301) | SUS 301 | Х17Н8 |
| 1,4318 | X2CrNiN18-7 | 301 LN | SUS 301 LN | |
| 1,4401 | X5CrNiMo17-12-2 | 316 | SUS 316 | 03Х17Н14М2 |
| 1,4404 | X2CrNiMo17-12-2 | 316 L | SUS 316 L | |
| 1,4435 | X2CrNiMo18-14-3 | 316 L | SUS 316 L | 03Х17Н14М2 |
| 1,4435 | 316L | 03Х17Н14М3 | ||
| 1,4435 | 316S | 03Х17Н14М3 | ||
| 1,4439 | X2CrNiMoN17-13-5 | S 31726 | SUS 317 | |
| 1,4462 | X2CrNiMoN22-5-3 | S 31803 | SUS 329 J3L | |
| 1,4509 | X2CrTiNb18 | 441 | ||
| 1,4510 | X3CrTi17 | 439 (430Ti) | SUS 430 LX | 08Х17Т |
| 1,4512 | X2CrTi12 | 409 | SUH 409 | |
| 1,4520 | X2CrTi17 | |||
| 1,4521 | X2CrMoTi18-2 | 444 | SUS 444 | |
| 1,4539 | X1NiCrMoCu25-20-5 | N 08904 | ||
| 1,4541 | X6CrNiTi18-10 | 321 | SUS 321 | 08Х18Н10Т |
| 1,4541 | 321 | 08Х18Н10Г | ||
| 1,4541 | 321 | 12Х18Н9Т | ||
| 1,4550 | X6CrNiNb18-10 | 347 | SUS 347 | 08Х18Н12В |
| 1,4561 | X1CrNiMoTi18-13-2 | |||
| 1,4565 | X3CrNiMnMoNbN 23-17-5-3 | S 34565 | ||
| 1,4568 | AM 35017-7 РН | 09Х17Н7Ю1 | ||
| 1,4571 | X6CrNiMoTi17-12-2 | 316 Ti | SUS 316 Ti | 10Х17Н13М2Т |
| 1,4571 | 316Ti | 08Х17Н13М2Т | ||
| 1,4583 | 318 | 10Х16Н13М2В | ||
| 1,4589 | X5CrNiMoTi15-2 | |||
| 1,4713 | X10CrAl7 | 10Х17СЮ | ||
| 1,4724 | X10CrAl13 | 405 | 10Х13СЮ | |
| 1,4828 | 309 | 20Х20Н14С2 | ||
| 1,4841 | X15CrNiSi25-20 | 314 | 20Х25Н20С2 | |
| 1,4742 | X10CrAl18 | 442 | ||
| 1,4845 | X12CrNi25-21 | 310 S | 20Х23Н18 | |
| 1,4762 | X10CrAl24 | 446 | ||
| 1,4878 | X12CrNiTi18-9 | 321 (321Н) | 12Х18Н10Т | |
| 1,4828 | X15CrNiSi20-12 | 309 | 20Х20Н14С2 | |
| 1,4948 | 304 (304H) | 08Х18Н10 |
Немагнитная нержавейка марка стали
Главная » Разное » Немагнитная нержавейка марка стали
Нержавейка магнитится или нет: как определить нержавеющую сталь
Учитывая тот факт, что нержавейка сегодня выпускается в большом разнообразии марок, нельзя однозначно ответить на вопрос о том, магнитится она или нет. Магнитные свойства нержавеющих сталей зависят от химического состава и, соответственно, от внутренней структуры сплавов.
Магнитные свойства нержавеющих сталей зависят от химического состава и, соответственно, от внутренней структуры сплавов.
Портативный анализатор металлов позволяет быстро определить содержание химических элементов и сделать заключение о качестве нержавеющей стали
От чего зависят магнитные свойства материалов
Магнитное поле с определенным уровнем своей напряженности (Н) действует на помещенные в него тела таким образом, что намагничивает их. При этом интенсивность такого намагничивания, которая обозначается буквой J, прямо пропорциональна напряженности поля. В формуле, по которой вычисляется интенсивность намагничивания определенного вещества (J = ϞH), также учитывается коэффициент пропорциональности Ϟ – магнитная восприимчивость вещества.
В зависимости от значения данного коэффициента все материалы могут входить в одну из трех категорий:
- парамагнетики – коэффициент Ϟ больше нуля;
- диамагнетики – Ϟ равен нулю;
- ферромагнетики – вещества, магнитная восприимчивость которых отличается значительной величиной (такие вещества, к которым, в частности, относятся железо, кобальт, никель и кадмий, способны активно намагничиваться, даже будучи помещенными в слабые магнитные поля).

Направления действия магнитных моментов соседних атомов в веществах различной магнитной природы
Магнитные свойства, которыми обладает нержавейка, связаны еще и с ее внутренней структурой, которая может включать в себя аустенит, феррит и мартенсит, а также их комбинации. При этом на магнитные свойства нержавейки оказывают влияние как сами фазовые составляющие, так и то, в каком соотношении они находятся во внутренней структуре.
Нержавеющие стали с хорошими магнитными свойствами
Хорошими магнитными свойствами отличается нержавейка, в которой преобладают следующие фазовые составляющие:
- Мартенсит – является ферромагнетиком в чистом виде.
- Феррит – данная фазовая составляющая внутренней структуры нержавейки в зависимости от температуры нагрева может принимать две формы. Ферромагнетиком такая структурная форма становится в том случае, если сталь нагревают до температуры, находящейся ниже точки Кюри. Если же температура нагрева нержавейки находится выше этой точки, то в сплаве начинает преобладать высокотемпературный дельта-феррит, который является выраженным парамагнетиком.

Из всего вышесказанного можно сделать вывод о том, что магнитится та нержавейка, во внутренней структуре которой преобладает мартенсит. Как и обычные углеродистые стали, такие сплавы реагируют на магнит. По данному признаку их и можно отличить от немагнитных.
Способность нержавейки магнитится не влияет на её коррозионную стойкость
Нержавеющие стали, в которых преобладает феррит или его смесь с мартенситом, чаще всего также относятся к ферромагнетикам, но их свойства могут различаться в зависимости от соотношения фазовых составляющих их внутренней структуры.
Нержавейка, магнитные свойства которой могут изменяться, – это преимущественно хромистые и хромоникелевые сплавы, которые могут относиться к одной из нижеприведенных групп.
Мартенситные
Стали с мартенситной внутренней структурой, которые, как и обычные углеродистые, могут упрочняться при помощи закалки и отпуска. Такая нержавейка, кроме предприятий общего машиностроения, активно используются в быту (в частности, именно из нее производят столовые приборы и режущие инструменты).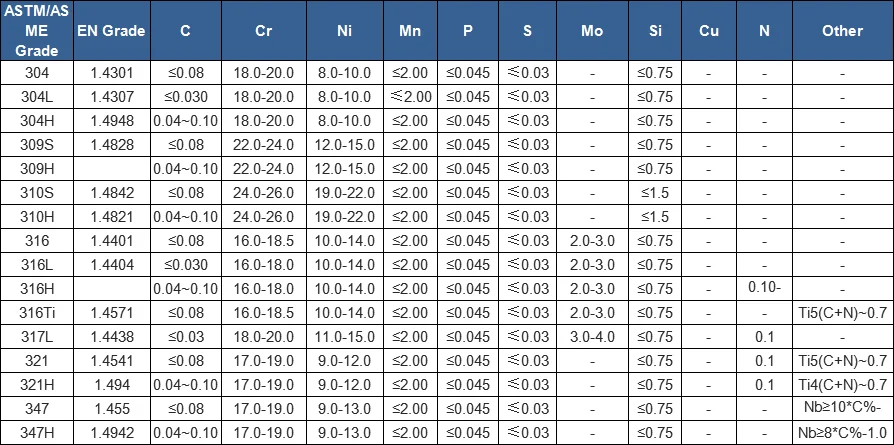 К наиболее распространенным маркам таких магнитных сталей, изделия из которых производятся с термообработкой и могут подвергаться финишной шлифовке и полировке, относятся 20Х13, 30Х13, 40Х13.
К наиболее распространенным маркам таких магнитных сталей, изделия из которых производятся с термообработкой и могут подвергаться финишной шлифовке и полировке, относятся 20Х13, 30Х13, 40Х13.
Сталь марки 30Х13 менее пластична, чем сплав 20Х13, несмотря на сходный состав (нажмите для увеличения)
В данную категорию также входит сплав марки 20Х17Н2, который отличается повышенным содержанием хрома в своем химическом составе, что значительно усиливает его коррозионную устойчивость. Почему такая нержавейка популярна? Дело в том, что, кроме высокой устойчивости к коррозии, она характеризуется отличной обрабатываемостью при помощи холодной и горячей штамповки, методов резания. Кроме того, изделия из такого материала хорошо свариваются.
Ферритные
Распространенной магнитной сталью ферритного типа, которая из-за невысокого содержания углерода в своем химическом составе отличается более высокой мягкостью, чем мартенситные сплавы, является 08Х13, активно используемая в пищевом производстве. Из такой нержавейки изготавливают изделия и оборудование, предназначенные для мойки, сортировки, измельчения, сортировки, а также транспортировки пищевого сырья.
Из такой нержавейки изготавливают изделия и оборудование, предназначенные для мойки, сортировки, измельчения, сортировки, а также транспортировки пищевого сырья.
Механические свойства стали 08Х13
Мартенситно-ферритные
Популярной маркой магнитной нержавейки, внутренняя структура которой состоит из мартенсита и свободного феррита, является 12Х13.
Коррозионная стойкость стали марки 12Х13 (другое название 1Х13)
Нержавеющие стали, не обладающие магнитными свойствами
К нержавеющим сталям, которые не магнитятся, относятся хромоникелевые и хромомарганцевоникелевые. Их принято разделять на несколько групп.
Аустенитные
Наиболее популярной маркой таких нержавеющих сталей, которые занимают ведущее место среди немагнитных стальных сплавов, является 08Х18Н10 (международный аналог по классификации AISI 304). Стали данного типа, к которым также относятся 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, активно используются в производстве оборудования для пищевой промышленности; кухонной посуды и столовых приборов; сантехнического оснащения; емкостей для пищевых жидкостей; элементов холодильного оборудования; емкостей для пищевых продуктов; предметов медицинского назначения и др.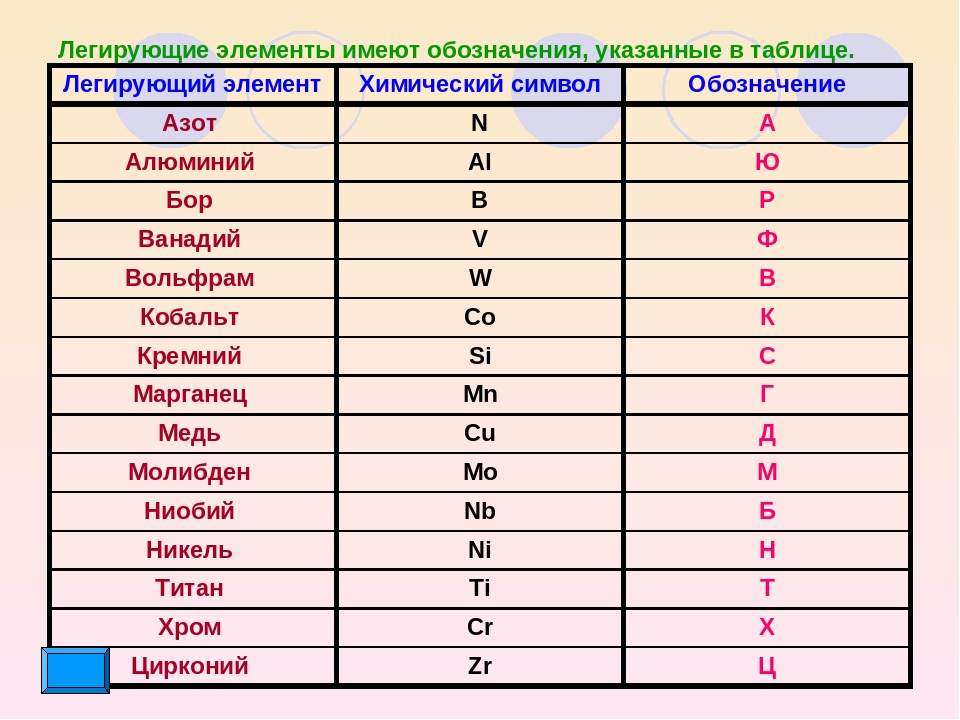
Состав и применение аустенитных сталей
Большие преимущества такой нержавейки, не обладающей магнитными свойствами, – это ее высокая коррозионная устойчивость, демонстрируемая во многих агрессивных средах, и технологичность.
Аустенитно-ферритные
Стали данной группы, наиболее популярными марками которых являются 08Х22Н6Т, 08Х21Н6М2Т и 12Х21Н5Т, отличаются высоким содержанием хрома, а также пониженным содержанием никеля. Для придания такой нержавейке требуемых характеристик (оптимального сочетания высокой прочности и хорошей пластичности, устойчивости к межкристаллитной коррозии и коррозионному растрескиванию) в ее химический состав вводят такие элементы, как медь, молибден, титан или ниобий.
Химический состав некоторых промышленных марок аустенитно-ферритных сталей (нажмите для увеличения)
Кроме вышеперечисленных, к нержавеющим сталям, которые не магнитятся, относятся сплавы с аустенитно-мартенситной и аустенитно-карбидной структурой.
Как определить, является ли магнитная или немагнитная сталь нержавеющей
Учитывая все вышесказанное, можно сделать следующий вывод: даже если сталь обладает магнитными свойствами, это совершенно не значит, что ее нельзя отнести к сплавам нержавеющего типа. Существует достаточно простой способ, позволяющий проверить, является ли магнитная сталь нержавейкой. Для того чтобы это определить, необходимо зачистить участок поверхности проверяемого изделия до металлического блеска, а затем нанести на этот участок несколько капель концентрированного медного купороса.
На то, что перед вами именно нержавейка, укажет налет красной меди, которым покроется зачищенный участок. Такой несложный способ позволяет очень точно определить, является ли магнитная сталь нержавеющей. А вот проверить (а особенно определить в домашних условиях), относится ли нержавейка к категории пищевых, практически невозможно.
Если вы решили проверить, относится магнитная сталь к нержавеющим или нет, имейте в виду, что такие ее свойства, как способность намагничиваться, нисколько не ухудшают ее коррозионной устойчивости.
Магнитится ли «нержавейка»? | ОЧАГ
Март 25, 2019
В нашей стране бытует мнение, что «нержавейка» – это сталь, которая не магнитится. Соответственно, главным тестом на «нержавеечность» является прикладывание к ней магнита. Однако, это на самом деле не так, поскольку есть очень сортов нержавеющей стали, которые магнитятся. Поэтому если к вашим дымоходам прилипает магнит, не спешите возвращать товар поставщику.
Нержавеющая сталь или «нержавейка» — это сложнолегированная сталь, которая является стойкой против коррозии в агрессивных средах. Основным легирующим элементом является хром (доля в сплаве 12-20%). Чтобы усилить коррозионную стойкость, в сплав также добавляют никель (Ni), титан (Ti), молибден (Mo), ниобий (Nb) в различных количествах в зависимости от требуемых свойств к сплаву.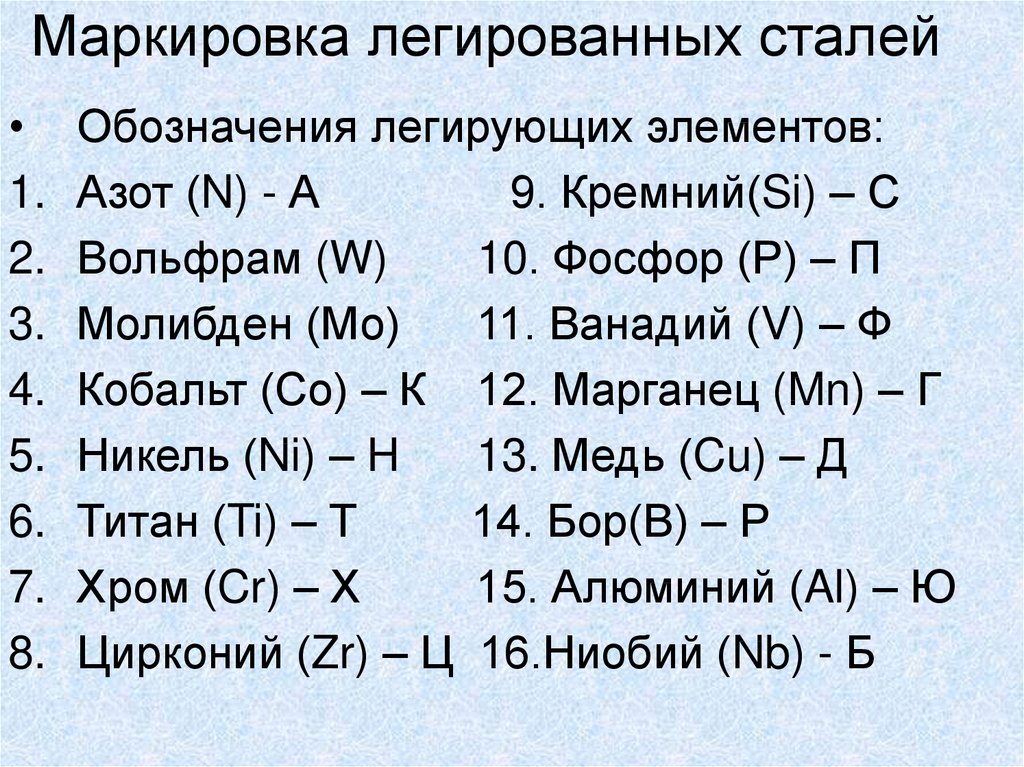
Степень коррозионной стойкости сплава можно определить по содержанию основных элементов сплава — хрома и никеля. Если содержание хрома в сплаве больше 12% — это уже нержавеющий металл в обычных условиях и в слабоагрессивных средах. При содержании хрома более 17% в сплаве, это коррозионностойкий сплав в агрессивных средах (например, в 50% концентрированной азотной кислоте). В зоне контакта хромсодержащего сплава с агрессивной средой образуется защитная оксидная плёнка, которая защищает сплав от воздействия окружающей среды. Коррозионная стойкость нержавеющей стали проявляется именно из-за наличия защитной пленки. Кроме того, большое значение имеют такие характеристики: однородность металла, состояние поверхности, отсутствие склонности к межкристаллической коррозии.
Виды и классификация нержавеющей стали
Нержавеющая сталь бывает магнитной (ферритный класс) или немагнитной (аустенитный класс). Магнитные свойства не влияют на эксплуатационные характеристики нержавеющей стали, в частности на коррозионную стойкость.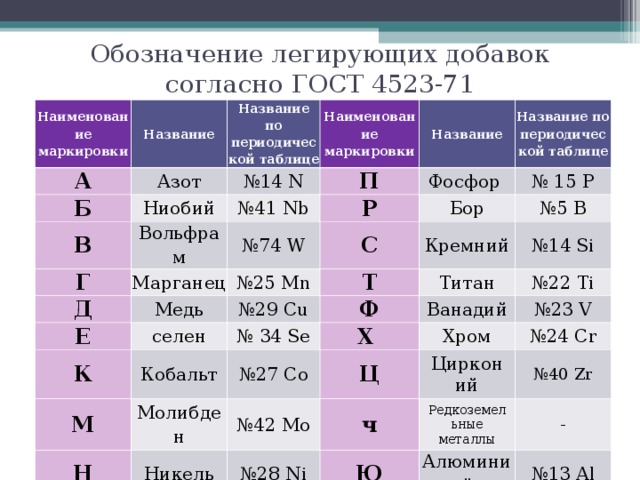 Различие магнитных свойств — это следствие различия внутренней структуры сталей, которая напрямую зависит от химического состава нержавейки.
Различие магнитных свойств — это следствие различия внутренней структуры сталей, которая напрямую зависит от химического состава нержавейки.
Всю производимую нержавеющую сталь разделяют на три типа:
Хромистые с подгруппами:
— Полуферритные (мартенисто-ферритные)
— Ферритные
— Мартенситные
Хромоникелевые с подгруппами:
— Аустенитные
— Аустенитно-мартенситные
— Аустенитно-карбидные
— Аустенитно-ферритные
Хромомарганцевоникелевые с подгруппами:
— Аустенитные
— Аустенитно-мартенситные
— Аустенитно-карбидные
— Аустенитно-ферритные
При этом, первая группа является магнитной, вторая и третья – немагнитными.
В сегодняшнее время одними из самых потребляемых марок стали для изготовления дымоходов являются AISI 304/316 (аналог 08Х18Н10) и AISI 430 (улучшеный аналог стали 08Х17)
Сталь AISI 304/316 является немагнитной (аустенитный класс), AISI 430 – магнитной (ферритный класс).
Таким образом, проверять дымоход из 430 стали магнитом совершенно бесполезно. Если же подозрение в том, что дымоход не из «нержавейки» остается — можете пролить на металл агрессивный раствор (например, соль, разведенную в теплой воде). Если через пару часов на металле не появится следов ржавчины — будьте спокойны, у вас «нержавейка»!
Если же подозрение в том, что дымоход не из «нержавейки» остается — можете пролить на металл агрессивный раствор (например, соль, разведенную в теплой воде). Если через пару часов на металле не появится следов ржавчины — будьте спокойны, у вас «нержавейка»!
Материалы, используемые для производства вентиляционного и нейтрального оборудования
Нержавеющая сталь AISI 430
Наиболее востребованная при производстве нейтрального и вентиляционного оборудования марка нержавеющей стали. Применяется для производства воздуховодов, дымоходов, стандартных и нестандартных фасонных изделий, вытяжных и приточно-вытяжных зонтов, жироулавливающих и искрогасящих фильтров и других изделий.
Сталь AISI 430 соответствует санитарно-эпидемиологическим правилам и нормативам и является наиболее подходящей для применения в производстве оборудования для различных отраслей пищевой и перерабатывающей промышленности: мясной, масложировой, хлебопекарной, спиртовой, пивобезалкогольной, ликеро-водочной, кондитерской, и многих других. Эта сталь является идеальным материалом для производства технологического оборудования, используемого в пищевой промышленности на разных этапах пищевого производства (мойка или гигиеническая обработка сырья, продуктов и оборудования, измельчение, разделение и сортировка продукции, смешивание, тепловая обработка, расфасовка и упаковка, транспортировка и т.д.).
Эта сталь является идеальным материалом для производства технологического оборудования, используемого в пищевой промышленности на разных этапах пищевого производства (мойка или гигиеническая обработка сырья, продуктов и оборудования, измельчение, разделение и сортировка продукции, смешивание, тепловая обработка, расфасовка и упаковка, транспортировка и т.д.).
Нержавеющую сталь марки AISI 430 разрешено применять в непосредственном контакте с вином, суслом, коньячным спиртом, продуктами переработки отходов виноделия и прочее. Разрешено применять эти стали для изготовления оборудования, используемого в молочной и мясной промышленности при температуре +30…140 ⁰С и т.п.
Для изготовления нашей продукции мы используем шлифованную или зеркальную нержавеющую сталь марки AISI 430 толщиной от 0,6 до 2,5 мм.
AISI 430 – коррозионностойкая ферритная хромистая сталь общего применения (в соответствии со стандартом ASTM A240), в которой сочетаются:
- Высокие прочность и механические свойства.

- Высокая коррозионная стойкость, в том числе атмосферная, которая обеспечивается высоким содержанием хрома и низким содержанием углерода.
- Великолепная обрабатываемость.
Благодаря низкому коэффициенту термического расширения, сталь оптимально подходит для изделий, испытывающих значительные перепады температур, а высокая теплопроводность определяет преимущества при использовании этой стали в системах теплообмена. Также сварные конструкции и трубопроводы из хромистых сталей существенно меньше изменяют размеры при колебаниях температуры, что предопределяет снижение разрушающих усталостных нагрузок при перепадах температуры и позволяет предотвратить возможные утечки из гидравлических соединений.
Сталь AISI 430 великолепно зарекомендовала себя как материал весьма устойчивый в газовых средах, образующихся при сжигании различных видов топлива. Эти среды могут содержать как продукты полного (двуокись углерода, водяной пар, азот и т.п.), так и неполного (оксид углерода, углеводороды, окислы азота, двуокись серы, сероводород и т.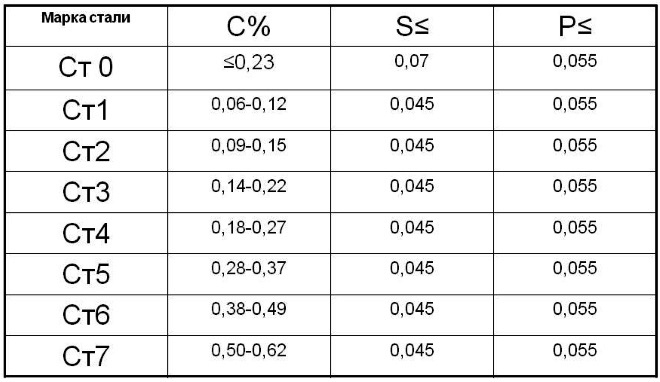 д.) сгорания. Сталь марки AISI 430 классифицируется как жаростойкая при эксплуатации до температуры 850 °C. Реальные эксплуатационные температуры зависят от условий окружающей среды.
д.) сгорания. Сталь марки AISI 430 классифицируется как жаростойкая при эксплуатации до температуры 850 °C. Реальные эксплуатационные температуры зависят от условий окружающей среды.
Зонт-переход из шлифованной нержавеющей стали
Зонт-переход из зеркальной нержавеющей стали
Нержавеющая сталь марки AISI 304
Низкоуглеродистая немагнитная сталь (российский аналог 08Х18Н10 и 12Х18Н9) содержит 8% никеля и 18% хрома. Такой химический состав обеспечивает высокую устойчивость материала к внешним воздействиям: атмосфере, влаге и разнообразным химическим средам.
Нержавеющая сталь этой марки используется в случае воздействия на оборудование различных неблагоприятных факторов: для изготовления тары и оборудования для пищевой, молочной, химической, фармацевтической, горнодобывающей промышленности, а также в строительстве для ответственных конструкций и в качестве отделочного материала.
Нержавеющая сталь марки AISI 316
Кислотостойкая нержавеющая сталь с повышенным содержанием никеля и добавлением молибдена. Сталь устойчива к коррозии в различных средах и сохраняет свойства при повышенных температурах, отличается хорошей свариваемостью и способностью к формообразованию.
Сталь устойчива к коррозии в различных средах и сохраняет свойства при повышенных температурах, отличается хорошей свариваемостью и способностью к формообразованию.
Благодаря высокой коррозионной стойкости металл служит основой для изделий, используемых в сильноагрессивных средах: серной, фосфорной, борной, муравьиной, уксусной, щавелевой, молочной и других кислотах, морской воде. Сталь не оказывает негативного воздействия на качество воды.
Мягкая медь М1
Медь превосходит по устойчивости к воздействию внешней среды все другие металлы. Медный лист не теряет своего внешнего вида со временем, огнеупорен, превосходно подходит для декоративных целей. Мягкая медь М1 производится по ГОСТ 859 – 2001 и содержит в себе 99.9% меди. Преимуществом этого материала является высокая электро- и теплопроводность, при этом она обладает довольно низким электросопротивлением. Медь востребована в местах, где присутствует высокая (до +250 ⁰С) или очень низкая температура, при этом ее прочность, вязкость и пластичность остается прежней.
Сплав М1 имеет высокую прочность при сжатии и обладает превосходной пластичностью. Медные листы хорошо поддаются гибке, формовке, сварке и подходят для покрытия поверхностей любой формы. Мы используем мягкую листовую медь М1 для изготовления воздуховодов и фасонных изделий, вытяжных и приточно-вытяжных зонтов, дымосборников для мангалов и каминов, кровли, элементов водостока.
Черная сталь
Листовой прокат углеродистой стали обыкновенного качества (черной стали) широко применяется в строительстве, ряд марок предназначена для изготовления деталей машиностроения. Мы используем черную сталь для изготовления дымосборников и дымоходов для мангалов и каминов, узлов прохода через кровлю и другого вентиляционного оборудования. Используется черная сталь толщиной от 0,8 до 1,5 мм
Нержавейка магнитится или нет: как определить нержавеющую сталь
Учитывая тот факт, что нержавейка сегодня выпускается в большом разнообразии марок, нельзя однозначно ответить на вопрос о том, магнитится она или нет. Магнитные свойства нержавеющих сталей зависят от химического состава и, соответственно, от внутренней структуры сплавов.
Магнитные свойства нержавеющих сталей зависят от химического состава и, соответственно, от внутренней структуры сплавов.
Портативный анализатор металлов позволяет быстро определить содержание химических элементов и сделать заключение о качестве нержавеющей стали
От чего зависят магнитные свойства материалов
Магнитное поле с определенным уровнем своей напряженности (Н) действует на помещенные в него тела таким образом, что намагничивает их. При этом интенсивность такого намагничивания, которая обозначается буквой J, прямо пропорциональна напряженности поля. В формуле, по которой вычисляется интенсивность намагничивания определенного вещества (J = ϞH), также учитывается коэффициент пропорциональности Ϟ – магнитная восприимчивость вещества.
В зависимости от значения данного коэффициента все материалы могут входить в одну из трех категорий:
- парамагнетики – коэффициент Ϟ больше нуля;
- диамагнетики – Ϟ равен нулю;
- ферромагнетики – вещества, магнитная восприимчивость которых отличается значительной величиной (такие вещества, к которым, в частности, относятся железо, кобальт, никель и кадмий, способны активно намагничиваться, даже будучи помещенными в слабые магнитные поля).

Направления действия магнитных моментов соседних атомов в веществах различной магнитной природы
Магнитные свойства, которыми обладает нержавейка, связаны еще и с ее внутренней структурой, которая может включать в себя аустенит, феррит и мартенсит, а также их комбинации. При этом на магнитные свойства нержавейки оказывают влияние как сами фазовые составляющие, так и то, в каком соотношении они находятся во внутренней структуре.
Нержавеющие стали с хорошими магнитными свойствами
Хорошими магнитными свойствами отличается нержавейка, в которой преобладают следующие фазовые составляющие:
- Мартенсит – является ферромагнетиком в чистом виде.
- Феррит – данная фазовая составляющая внутренней структуры нержавейки в зависимости от температуры нагрева может принимать две формы. Ферромагнетиком такая структурная форма становится в том случае, если сталь нагревают до температуры, находящейся ниже точки Кюри. Если же температура нагрева нержавейки находится выше этой точки, то в сплаве начинает преобладать высокотемпературный дельта-феррит, который является выраженным парамагнетиком.

Из всего вышесказанного можно сделать вывод о том, что магнитится та нержавейка, во внутренней структуре которой преобладает мартенсит. Как и обычные углеродистые стали, такие сплавы реагируют на магнит. По данному признаку их и можно отличить от немагнитных.
Способность нержавейки магнитится не влияет на её коррозионную стойкость
Нержавеющие стали, в которых преобладает феррит или его смесь с мартенситом, чаще всего также относятся к ферромагнетикам, но их свойства могут различаться в зависимости от соотношения фазовых составляющих их внутренней структуры.
Нержавейка, магнитные свойства которой могут изменяться, – это преимущественно хромистые и хромоникелевые сплавы, которые могут относиться к одной из нижеприведенных групп.
Мартенситные
Стали с мартенситной внутренней структурой, которые, как и обычные углеродистые, могут упрочняться при помощи закалки и отпуска. Такая нержавейка, кроме предприятий общего машиностроения, активно используются в быту (в частности, именно из нее производят столовые приборы и режущие инструменты). К наиболее распространенным маркам таких магнитных сталей, изделия из которых производятся с термообработкой и могут подвергаться финишной шлифовке и полировке, относятся 20Х13, 30Х13, 40Х13.
Такая нержавейка, кроме предприятий общего машиностроения, активно используются в быту (в частности, именно из нее производят столовые приборы и режущие инструменты). К наиболее распространенным маркам таких магнитных сталей, изделия из которых производятся с термообработкой и могут подвергаться финишной шлифовке и полировке, относятся 20Х13, 30Х13, 40Х13.
Сталь марки 30Х13 менее пластична, чем сплав 20Х13, несмотря на сходный состав (нажмите для увеличения)
В данную категорию также входит сплав марки 20Х17Н2, который отличается повышенным содержанием хрома в своем химическом составе, что значительно усиливает его коррозионную устойчивость. Почему такая нержавейка популярна? Дело в том, что, кроме высокой устойчивости к коррозии, она характеризуется отличной обрабатываемостью при помощи холодной и горячей штамповки, методов резания. Кроме того, изделия из такого материала хорошо свариваются.
Ферритные
Распространенной магнитной сталью ферритного типа, которая из-за невысокого содержания углерода в своем химическом составе отличается более высокой мягкостью, чем мартенситные сплавы, является 08Х13, активно используемая в пищевом производстве. Из такой нержавейки изготавливают изделия и оборудование, предназначенные для мойки, сортировки, измельчения, сортировки, а также транспортировки пищевого сырья.
Из такой нержавейки изготавливают изделия и оборудование, предназначенные для мойки, сортировки, измельчения, сортировки, а также транспортировки пищевого сырья.
Механические свойства стали 08Х13
Мартенситно-ферритные
Популярной маркой магнитной нержавейки, внутренняя структура которой состоит из мартенсита и свободного феррита, является 12Х13.
Коррозионная стойкость стали марки 12Х13 (другое название 1Х13)
Нержавеющие стали, не обладающие магнитными свойствами
К нержавеющим сталям, которые не магнитятся, относятся хромоникелевые и хромомарганцевоникелевые. Их принято разделять на несколько групп.
Аустенитные
Наиболее популярной маркой таких нержавеющих сталей, которые занимают ведущее место среди немагнитных стальных сплавов, является 08Х18Н10 (международный аналог по классификации AISI 304). Стали данного типа, к которым также относятся 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, активно используются в производстве оборудования для пищевой промышленности; кухонной посуды и столовых приборов; сантехнического оснащения; емкостей для пищевых жидкостей; элементов холодильного оборудования; емкостей для пищевых продуктов; предметов медицинского назначения и др.
Состав и применение аустенитных сталей
Большие преимущества такой нержавейки, не обладающей магнитными свойствами, – это ее высокая коррозионная устойчивость, демонстрируемая во многих агрессивных средах, и технологичность.
Аустенитно-ферритные
Стали данной группы, наиболее популярными марками которых являются 08Х22Н6Т, 08Х21Н6М2Т и 12Х21Н5Т, отличаются высоким содержанием хрома, а также пониженным содержанием никеля. Для придания такой нержавейке требуемых характеристик (оптимального сочетания высокой прочности и хорошей пластичности, устойчивости к межкристаллитной коррозии и коррозионному растрескиванию) в ее химический состав вводят такие элементы, как медь, молибден, титан или ниобий.
Химический состав некоторых промышленных марок аустенитно-ферритных сталей (нажмите для увеличения)
Кроме вышеперечисленных, к нержавеющим сталям, которые не магнитятся, относятся сплавы с аустенитно-мартенситной и аустенитно-карбидной структурой.
Как определить, является ли магнитная или немагнитная сталь нержавеющей
Учитывая все вышесказанное, можно сделать следующий вывод: даже если сталь обладает магнитными свойствами, это совершенно не значит, что ее нельзя отнести к сплавам нержавеющего типа. Существует достаточно простой способ, позволяющий проверить, является ли магнитная сталь нержавейкой. Для того чтобы это определить, необходимо зачистить участок поверхности проверяемого изделия до металлического блеска, а затем нанести на этот участок несколько капель концентрированного медного купороса.
На то, что перед вами именно нержавейка, укажет налет красной меди, которым покроется зачищенный участок. Такой несложный способ позволяет очень точно определить, является ли магнитная сталь нержавеющей. А вот проверить (а особенно определить в домашних условиях), относится ли нержавейка к категории пищевых, практически невозможно.
Если вы решили проверить, относится магнитная сталь к нержавеющим или нет, имейте в виду, что такие ее свойства, как способность намагничиваться, нисколько не ухудшают ее коррозионной устойчивости.
Оценка статьи:
Загрузка…
Поделиться с друзьями:
Нержавеющая сталь AISI 321: характеристики, состав, аналог — Сетка нержавеющая AISI 321
Нержавеющая сталь AISI 321 – аналог 08Х18Н10Т
Марка стали AISI 321 – представитель семейства высоколегированных коррозиестойких сплавов, которые изготавливаются по нормативам The American Iron and Steel Institute (стандарта, принятого в США). В российской классификации нержавеющая сталь AISI 321 соответствует марке 08Х18Н10Т.
Компоненты в составе сплава AISI 321
Особый химический состав стального сплава определяет эксплуатационные свойства материала, благодаря чему марка AISI 321 пользуется стабильным спросом на рынке металлопроката. Кроме базового компонента – железа – в сплаве этой марки присутствует углерод – до 0,08%: его пониженное содержание придает структуре упругость и пластичность. За счет 10% никеля и 18% хрома металл получается прочным и коррозиестойким.
Кроме базового компонента – железа – в сплаве этой марки присутствует углерод – до 0,08%: его пониженное содержание придает структуре упругость и пластичность. За счет 10% никеля и 18% хрома металл получается прочным и коррозиестойким.
Наличие титана повышает антикоррозионные свойства нержавейки. Марганец в концентрации до 2% нужен, чтобы уменьшить вредное воздействие серы и кислорода на сталь. Благодаря легирующим элементам улучшается нержавеющая сталь AISI 321, цена на материал при этом повышается.
Сталь марки AISI 321: рабочие характеристики
Нержавеющий сплав AISI 321 востребован в разных отраслях промышленности. Спрос на сталь стабильно высокий за счет эксплуатационных свойств металла.
Нержавеющая сталь AISI 321 – характеристики:
- устойчивость к коррозии: это главная ценность нержавеющих сталей, материал сохраняет прочность в кислотных растворах под воздействием низких и высоких температур. Нержавейка устойчива к атмосферной коррозии.
 Исключение – серосодержащие среды, в которых структура стали деформируется;
Исключение – серосодержащие среды, в которых структура стали деформируется; - жаростойкость и жаропрочность: сталь AISI 321 не разрушается при нагревании. Эксплуатируется при 600°С, выдерживает нагревание до 800°С, температура плавления металла – 1400°С;
- свариваемость: высокая степень за счет сниженного содержания углерода. Сплав обрабатывается различными видами сварки, предварительный нагрев стальных заготовок перед свариванием не требуется;
- обработка металла: пластичный материал легко режется, заготовки из стали AISI 321 можно шлифовать, сверлить, фрезеровать и т. п.;
- магнитные свойства: сталь слабомагнитна, а после термической обработки становится немагнитной.
Благодаря прочности и долговечности – свойствам, которыми в дополнение к перечисленным характеристикам обладает нержавеющая сталь AISI 321, – купить этот сплав хотят многие.
Применение стали AISI 321: жар и холод не страшны
Эксплуатационные свойства стали марки AISI 321 позволяют использовать металл и изделия из него в условиях высоких температур.
Сферы применения нержавеющего сплава:
- изготовление металлопрокатной продукции: листов, лент, труб, проволоки, прутков;
- медицина и фармацевтика: инструменты, оборудование;
- оборудование для сварки: муфты, трубы, реторты и т. п.;
- тепловое оборудование: коллекторы сброса, газовые котлы, печная арматура и другая жаропрочная аппаратура;
- конструкции для использования на открытом воздухе: ограждения, заборы, обшивка ангаров, складов;
- химическая промышленность и нефтепереработка: кольцевые коллекторы, котлы, специальное оборудование, которое устойчиво к нагреву;
- машиностроение и авиационная промышленность: жаропрочные и коррозиестойкие детали механизмов, коллекторы сброса для авиадвигателей.
Купить нержавеющая сталь AISI 321
Материал несложно найти и купить: нержавеющая сталь AISI 321 продается на мировом рынке. В России представлен аналог сплава – марка 08Х18Н10Т. Если интересует металлопрокатная продукция из стали марки 08Х18Н10Т, выбирайте нержавеющую проволоку или цвпс сетки в ТОРГОВОМ ДОМЕ СЕТОК. Все изделия сертифицированы, изготовлены в соответствии с ГОСТ.
Все изделия сертифицированы, изготовлены в соответствии с ГОСТ.
|
|
 4301 занимает ок. 33 % рынка нержавеющей стали и является наиболее часто используемым материалом для деталей средней прочности
4301 занимает ок. 33 % рынка нержавеющей стали и является наиболее часто используемым материалом для деталей средней прочностиНержавеющие стали и стандарты на них. Статьи компании «ООО «ТАНТАЛ»»
Стали углеродистые и нержавеющие
Сталью называется сплав железа с углеродом.
В зависимости от процентного содержания углерода «С» в таком сплаве стали имеют различные свойства и характеристики. Добавляя в состав сплава различные химические элементы при выплавке (называют «легирующие элементы») можно получать стали с самыми различными свойствами. Стали со сходными характеристиками собрали в группы.
Стали со сходными характеристиками собрали в группы.
Далее в таблице приведена классификация железо-углеродных сплавов в зависимости от количества углерода и других химических элементов содержащихся в составе сплава:
| Чугун | железо Fe + углерод C > 2% |
| Углеродистые стали | железо Fe + углерод C < 2% |
| Специальные стали | железо Fe + углерод C < 2% + легирующие элементы (Cr, Ni, Mo, и т.д.) > 5% |
| Нержавеющие стали | железо Fe + углерод C < 1.2% + хром Cr > 10.5% + легирующие элементы (могут отсутствовать) |
Для того, чтобы сталь можно было назвать нержавеющей, содержание хрома в составе такой стали должно быть более 10.5 % и при этом содержание углерода низкое (не более 1,2%). Наличие хрома придаёт стали коррозионную стойкость — отсюда и название «нержавеющая». Кроме хрома, как «обязательного нержавеющего компонента», в составе нержавеющей стали могут присутствовать также легирующие элементы: никель (Ni), молибден (Mo), Титан (Ti), Ниобий (Nb), Сера (S), Фосфор (P) и другие элементы комбинация которых определяет свойства стали.
Наличие хрома придаёт стали коррозионную стойкость — отсюда и название «нержавеющая». Кроме хрома, как «обязательного нержавеющего компонента», в составе нержавеющей стали могут присутствовать также легирующие элементы: никель (Ni), молибден (Mo), Титан (Ti), Ниобий (Nb), Сера (S), Фосфор (P) и другие элементы комбинация которых определяет свойства стали.
Основные марки нержавеющих сталей для крепежа
Исторически сложилось так, что разработка и выплавка новых нержавеющих сталей и сплавов тесно связаны с передовыми технологическими отраслями: самолётостроение и ракетостроение. Ведущими государствами в мире в этих отраслях машиностроения были СССР и США, они длительное время находились в состоянии «холодной войны» и каждый шёл своим путём. В Европе технологическим лидером в ХХ веке была и есть Германия. Каждый из них разрабатывал свою классификацию нержавеющих сталей: в США — система AISI, в Германии — DIN, в СССР — ГОСТ.
Очень долго ни о какой кооперации между этими тремя лидерами не было и речи — отсюда и большое количество сегодняшних стандартов на нержавеющие стали, и очень затруднённая, а порой отсутствующая их взаимозаменяемость.
США и Германии как-то проще: всё-таки между этими странами на протяжении десятилетий происходила взаимная торговля техническими средствами и технологиями, что неизбежно привело к взаимному приспосабливанию, и в области стандартов на нержавеющие стали тоже. Труднее всего странам бывшего СССР, где стандарты развивались в изоляции от остального мира, и, сегодня, на многие марки импортных нержавеющих сталей просто отсутствуют аналоги — или наоборот: отсутствуют импортные аналоги советских нержавеющих сталей.
Вся эта ситуация крайне тормозит и затрудняет развитие отечественного машиностроения, которое и так «стоит на коленях».
В результате, имеем следующие мировые стандарты на нержавеющие стали:
- DIN — Deutsche Industrie Norm
- EN — Cтандарт Евронормы EN 10027
- DIN EN — Немецкое издание Европейского Cтандарта
- ASTM — American Society for Testing and Materials
- AISI — American Iron and Steel Institute
- AFNOR — Association Francaise de Normalisation
- ГОСТ — Государственный Стандарт
Массовые или серийные производители нержавеющего крепежа отсутствуют на Украине, поэтому все мы вынуждены изучать и приспосабливаться к иностранной классификации и маркировке нержавеющих сталей и крепежа.
В последние годы утверждаются Российские стандарты на нержавеющий крепёж, перенимающие терминологию и маркировку из европейских стандартов (например, ГОСТ Р ИСО 3506-2-2009). В Украине, скорее всего, никаких изменений и нововведений в ближайшем будущем не предвидится…
И всё-таки наиболее применяемые для производства крепежа нержавеющие стали имеют приближённые аналоги в различных системах классификаций — основные приведены в следующей таблице соответствий марок нержавеющих сталей для крепежа:
| Стандарты нержавеющих сталей | Содержание легирующих элементов, % | |||||||||
| * | DIN | AISI | ГОСТ | C | Mn | Si | Cr | Ni | Mo | Ti |
| С1 | 1. 4021 4021 | 420 | 20Х13 | 0,20 | 1,5 | 1,0 | 12-14 | |||
| F1 | 1.4016 | 430 | 12Х17 | 0,08 | 1,0 | 1,0 | 16-18 | |||
| А1 | 1.4305 | 303 | 12Х18Н10Е | 0,12 | 6,5 | 1,0 | 16-19 | 5-10 | 0,7 | |
| A2 | 1.4301 | 304 | 12Х18Н10 | 0,07 | 2,0 | 0,75 | 18-19 | 8-10 | ||
| 1.4948 | 304H | 08Х18Н10 | 0,08 | 2,0 | 0,75 | 18-20 | 8-10,5 | |||
| 1.4306 | 304L | 03Х18Н11 | 0,03 | 2,0 | 1,0 | 18-20 | 10-12 | |||
| A3 | 1.4541 | 321 | 08Х18Н10Т | 0,08 | 2,0 | 1,0 | 17-19 | 9-12 | 5хС-0,7 | |
| A4 | 1. 4401 4401 | 316 | 03Х17Н14М2 | 0,08 | 2,0 | 1,0 | 16-18 | 10-14 | 2-2,5 | |
| 1.4435 | 316S | 03Х17Н14М3 | 0,08 | 2,0 | 1,0 | 16-18 | 12-14 | 2,5-3 | ||
| 1.4404 | 316L | 03Х17Н14М3 | 0,03 | 2,0 | 1,0 | 17-19 | 10-14 | 2-3 | ||
| A5 | 1.4571 | 316Ti | 08Х17Н13М2Т | 0,08 | 2,0 | 0,75 | 16-18 | 11-12,5 | 2-3 | 5хС-0,8 |
В свою очередь, в зависимости от состава и свойств, нержавеющие стали делятся на несколько подгрупп, обозначенных в первом столбце:
* — обозначения подгрупп нержавеющих сталей:
- A1, A2, A3, A4, A5 — Аустенитные нержавеющие стали — в общем случае, немагнитные или слабомагнитные стали с основными составляющими 15-20% хрома и 5-15% никеля, который увеличивает сопротивление коррозии.
 Они хорошо подвергаются холодной обработке давлением, тепловой обработке и сварке. Обозначаются начальной буквой «A«. Именно аустенитная группа нержавеющих сталей наиболее широко используется в промышленности и в производстве крепежа;
Они хорошо подвергаются холодной обработке давлением, тепловой обработке и сварке. Обозначаются начальной буквой «A«. Именно аустенитная группа нержавеющих сталей наиболее широко используется в промышленности и в производстве крепежа; - С1 — Мартенситные нержавеющие стали — значительно более твердые чем аустетнитные стали и обладают магнитными свойствами. Они упрочняются закалкой и отпуском, подобно простым углеродистым сталям, и находят применение главным образом в изготовлении деталей насосов, турбин, для столовых приборов, режущих инструментов и в общем машиностроении. Больше подвержены коррозии. Обозначаются начальной буквой «С«. Стали марки C3 имеют ограниченную коррозионную стойкость, хотя и лучшую, чем стали марки C1. Они в основном применяются в клапанах насосов. Стали марки C4 схожи со сталями марки C1, но имеют ограниченную коррозионную стойкость. Применяются в общем машиностроении;
- F1 — Ферритные нержавеющие стали — намного мягче, чем мартенситные по причине малого содержания углерода.
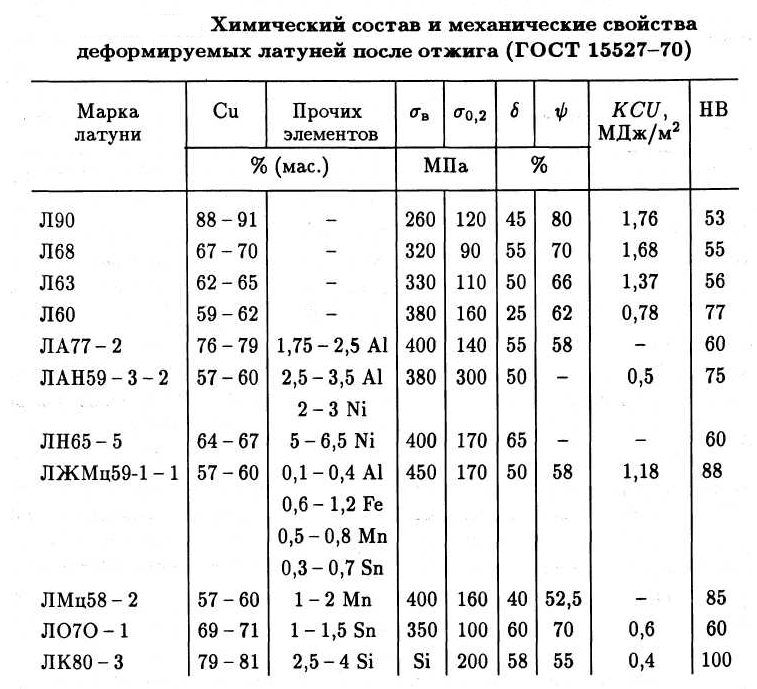 Они также обладают магнитными свойствами. Обозначаются начальной буквой «F«
Они также обладают магнитными свойствами. Обозначаются начальной буквой «F«
Аустенитные нержавеющие стали подгрупп А2, А4 и другие
Система маркировки аустенитных нержавеющих сталей с буквой «А» разработана в Германии для упрощённой маркировки крепежа. Разберём более подробно аустенитные стали по подгруппам:
Подгруппа А1
Стали марки A1 разработаны специально для применения в машиностроении. Они характеризуются высоким содержанием серы и, поэтому, более всего подвержены коррозии. Стали А1 имеют высокую твёрдость и износостойкость.
Применяются при изготовлении пружинных шайб, штифтов, некоторых видов шплинтов, а также для деталей подвижных соединений.
Подгруппа А2
Наиболее распространена при производстве крепежа подгруппа нержавеющих сталей A2. Это нетоксичные, немагнитные, незакаливаемые, устойчивые к коррозии стали. Легко поддаются сварке и не становятся при этом хрупкими. Изначально стали этой подгруппы являются немагнитными, но могут проявлять магнитные свойства в результате холодной механической обработки — объёмной штамповки, высадки. Имеют хорошую стойкость к коррозии в атмосфере и в чистой воде.
Это нетоксичные, немагнитные, незакаливаемые, устойчивые к коррозии стали. Легко поддаются сварке и не становятся при этом хрупкими. Изначально стали этой подгруппы являются немагнитными, но могут проявлять магнитные свойства в результате холодной механической обработки — объёмной штамповки, высадки. Имеют хорошую стойкость к коррозии в атмосфере и в чистой воде.
Крепеж и изделия из сталей A2 не рекомендуются для использования в кислотах и в хлорсодержащих средах (например, в бассейнах и в солёной воде).
Крепёж из сталей А2 сохраняет работоспособность вплоть до температур — 200˚C.
В немецкой классификации DIN, исходя из таблицы, такая сталь А2 может соответствовать одной из трёх нержавеющих сталей:
- DIN 1.4301 (американский аналог AISI 304, советский ближайший аналог 12Х18Н10),
- DIN 1.4948 (американский аналог AISI 304Н, советский ближайший аналог 08Х18Н10),
- DIN 1.
 4306 (американский аналог AISI 304L, советский ближайший аналог 03Х18Н11).
4306 (американский аналог AISI 304L, советский ближайший аналог 03Х18Н11).
Поэтому, если Вы видите на болте, винте или гайке маркировку А2, то, наиболее вероятно, что этот крепёж изготовлен из одной из этих трёх сталей. Точнее определить, как правило, затруднительно по причине того, что производитель указывает только маркировку А2.
Все три стали, входящие в подгруппу А2 не содержат в своём составе Титан (Ti) — это связано с тем, что из сталей А2, в основном, производят изделия методом штамповки, а добавление в состав нержавеющей стали титана значительно снижает пластичность такой стали, и, следовательно, такая сталь с титаном очень плохо поддаётся штамповке.
Обращают на себя внимание цифры 18 и 10 в советском обозначении 12Х18Н10 аналога стали DIN 1.4301. На нержавеющей посуде импортного производства часто встречается обозначение 18/10 — это, ни что иное, как сокращенное обозначение нержавейки с процентным содержанием хрома 18% и никеля 10% — т. е. DIN 1.4301.
е. DIN 1.4301.
Стали А2 часто применяют для изготовления посуды и элементов пищевого оборудования — поэтому народное название таких сталей тесно связано с областью применения сталей А2 — «пищевая нержавейка». Тут возникла некоторая смысловая путаница. Название «пищевая нержавейка» связано с областью применения, а не со свойствами стали А2, и это не совсем правильное название, так как антибактериальными свойствами обладает именно титан сам по себе — и только нержавеющая сталь содержащая в своём составе титан может по праву называться «пищевой».
Крепёж из нержавеющих сталей подгруппы А2 может обладать некоторыми магнитными свойствами в сильных магнитных полях. Сами по себе стали подгруппы А2 немагнитны, некоторая магнитность появляется в болтах, винтах, шайбах и гайках как результат напряжений, возникающих при холодном деформировании — штамповке.
Завод-производитель, как посуды, так и крепежа, может использовать вышеуказанные нержавеющие стали дополнительно легированные в очень малых количествах ещё какими-то элементами, например Молибденом, для придания своей продукции особых потребительских свойств.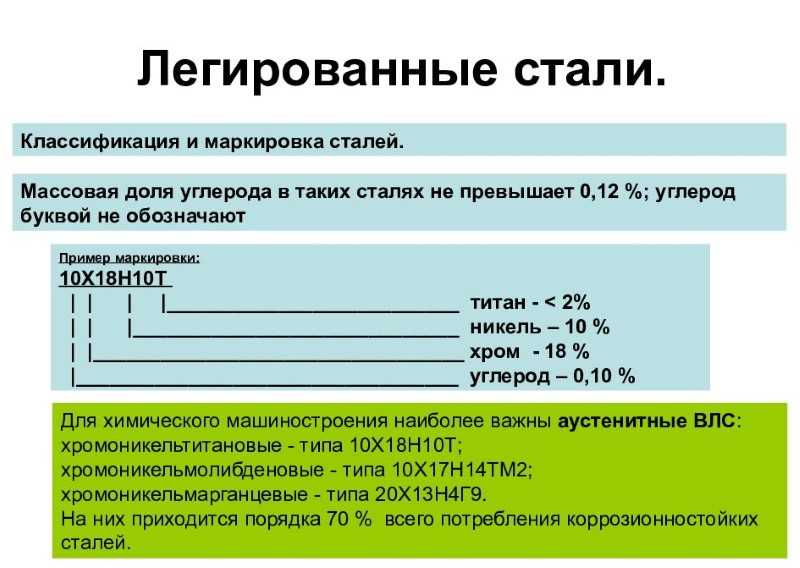 Об этом можно узнать только с помощью спектрального анализа в лаборатории — сам производитель может считать состав стали «коммерческой тайной» и указывает, например, только А2.
Об этом можно узнать только с помощью спектрального анализа в лаборатории — сам производитель может считать состав стали «коммерческой тайной» и указывает, например, только А2.
Подгруппа А3
Стали подгруппы А3 имеют схожие свойства со сталями A2, но при этом дополнительно легированы титаном, ниобием или танталом. Их называют стабилизированными. Это повышает коррозионную стойкость сталей при высоких температурах и придаёт пружинные свойства.
Используются при изготовлении деталей с высокой жёсткостью и пружинными свойствами (шайбы, кольца и др.)
Подгруппа А4
Вторая по распространенности подгруппа нержавеющих сталей для крепежа — подгруппа A4. Стали А4 по своим свойствам тоже схожи со сталями A2, но дополнительно легированы добавлением 2-3% Молибдена. Молибден придаёт сталям А4 в значительной степени более высокую коррозионную стойкость в агрессивных средах и в кислотах.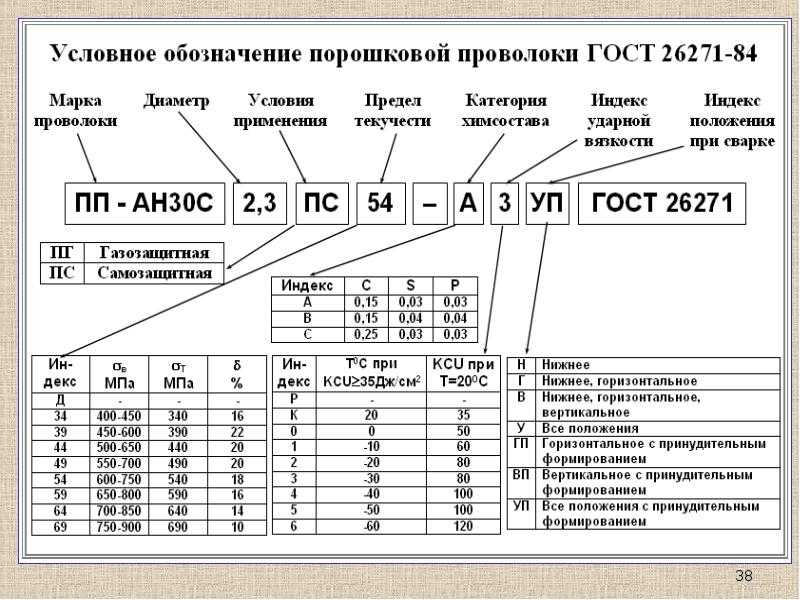
Крепеж и такелажные изделия из сталей A4 хорошо сопротивляются воздействию хлорсодержащих сред и солёной воды, и поэтому рекомендуются для использования в судостроении. Стали марки A4 широко применимы в химической бумажной промышленности, так как эта марка разработана для работы с серной кислотой (отсюда и её название «кислотоустойчивая»). Стали марки A4 также часто применяют в пищевой и кораблестроительной промышленности.
Крепёж из сталей А4 сохраняет работоспособность вплоть до температур — 60˚C.
В немецкой классификации DIN, исходя из таблицы, такая сталь А4 может соответствовать одной из трёх нержавеющих сталей:
- DIN 1.4401 (американский аналог AISI 316, советский ближайший аналог 03Х17Н14М2)
- DIN 1.4404 (американский аналог AISI 316L, советский ближайший аналог 03Х17Н14М3)
- DIN 1.
 4435 (американский аналог AISI 316S, советский ближайший аналог 03Х17Н14М3)
4435 (американский аналог AISI 316S, советский ближайший аналог 03Х17Н14М3)
Так как подгруппа А4 обладает повышенной коррозионной стойкостью не только в атмосфере или воде, но и в агрессивных средах — поэтому народное название стали А4 «кислотостойкая» или ещё называют «молибденка» из-за содержания Молибдена в составе стали.
Нержавеющие стали подгруппы А4 практически не обладают магнитными свойствами.
Устойчивость к воздействию внешних условий различных сред на нержавеющий крепёж приведена в статье «Химическая стойкость крепежа из нержавеющих сталей А2 и А4 «
Подгруппа А5
Сталь подгруппы А5 имеет свойства сходные одновременно со сталями A4 и со сталями А3, так как тоже дополнительно легирована титаном, ниобием или танталом, но с другим процентным содержанием легирующих добавок. Эти особенности придают стали А5 повышенную сопротивляемость высоким температурам.
Эти особенности придают стали А5 повышенную сопротивляемость высоким температурам.
Сталь А5 также, как А3, имеет пружинные свойства и применяется для изготовления различного крепежа с высокой жёсткостью и пружинными свойствами. При этом работоспособность крепежа из стали А5 сохраняется при высоких температурах и в агрессивной среде.
Применяемость нержавеющих сталей для изготовления крепежа
Приведём краткую таблицу наиболее распространённых видов крепежа и соответствующих этим видам нержавеющих сталей:
| Наименование крепежа | Подгруппа сталей | DIN | AISI |
| Болт DIN 931 | A2, А4 | 1.4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 | 304, 304Н, 304L, 316, 316L, 316S |
| Гайка DIN 934 | А2, А4 | 1.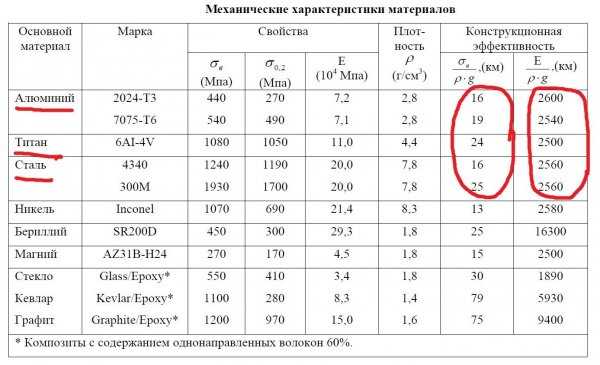 4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 | 304, 304Н, 304L, 316, 316L, 316S |
| Винт DIN 912 | А2, А4 | 1.4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 | 304, 304Н, 304L, 316, 316L, 316S |
| Кольцо стопорное DIN 471, DIN 472 | 1.4122, 1.4310 | 440A, 301 | |
| Шайба быстросъёмная DIN 6799 | 1.4122, 1.4310 | 440A, 301 | |
| Пружина тарельчатая DIN 2093 | 1.4122, 1.4310 | 440A, 301 | |
| Шплинт разводной DIN 94 | А2, А4 | 1.4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 | 304, 304Н, 304L, 316, 316L, 316S |
| Шайба плоская DIN 125A | А2, А4 | 1.4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 | 304, 304Н, 304L, 316, 316L, 316S |
| Шайба пружинная DIN 7980 | А1, A5 | 1.4305, 1.4570, 1.4845 | 303, 316Ti, 310S |
| Шайба зубчатая DIN 6798A | 1. 4122, 1.4310 4122, 1.4310 | 440A, 301 | |
| Штифт с резьбой DIN 7979D | А1, А2 | 1.4301, 1.4306, 1.4948 | 303, 304, 304Н, 304L |
Также приведенные виды крепежа могут быть изготовлены производителями из других, отличных от приведенных в таблице, марок нержавеющих сталей с незначительными дополнительными «секретными» легирующими добавками для придания специфических свойств стали. Для повышения износостойкости в стали марок от A1 до A5 производителем может быть добавлена медь. Например, кольца стопорные могут быть изготовлены из такой «специальной» нержавеющей стали подгруппы А2, которая является коммерческой тайной производителя.
Наиболее распространённые нержавеющие стали
Ниже указана более полная таблица наиболее распространенных видов нержавеющих сталей и их соответствие различным классификациям стандартов.
Обозначения химических элементов в таблице: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 4301
4301 4401
4401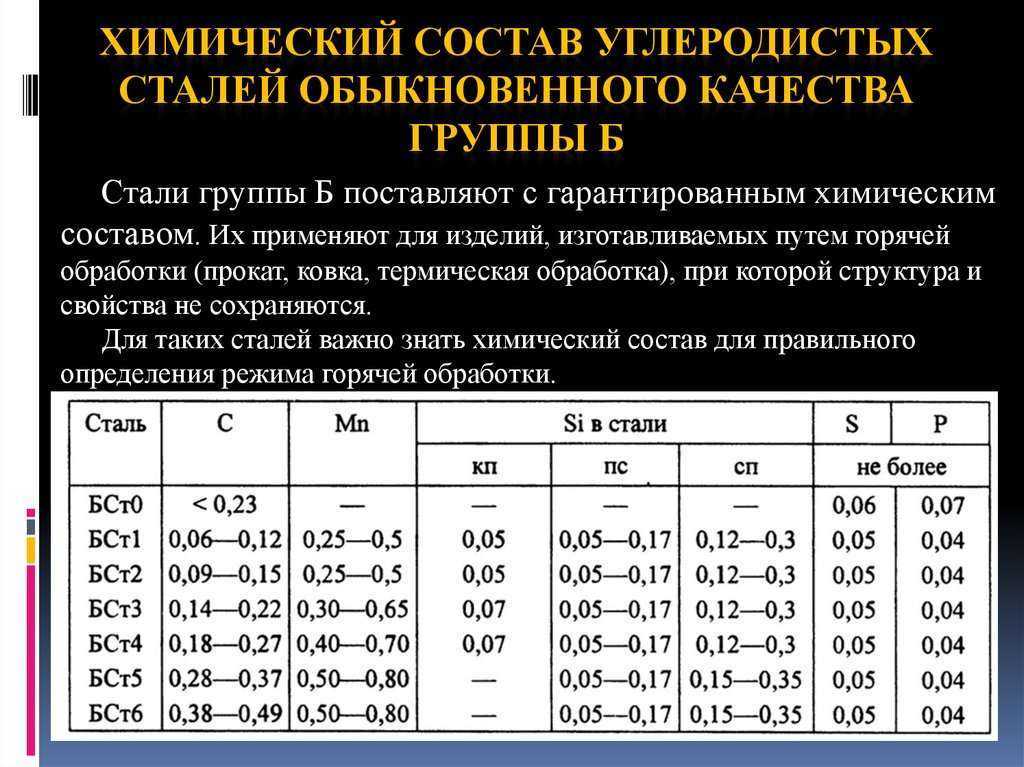 4465
4465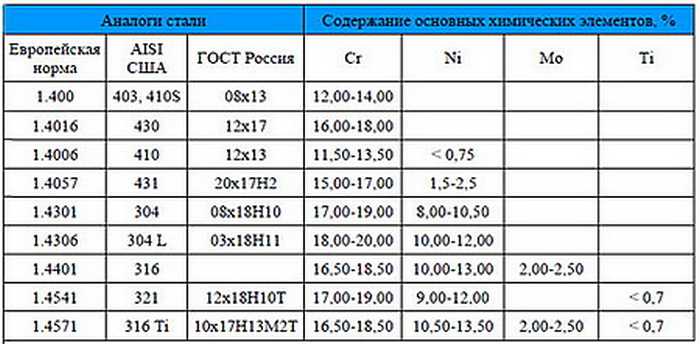 4582
4582 4713
4713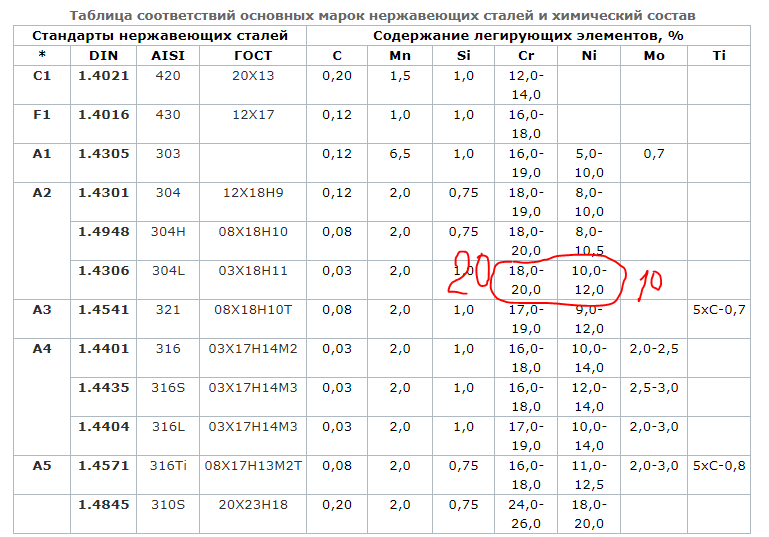 4864
4864 4005
4005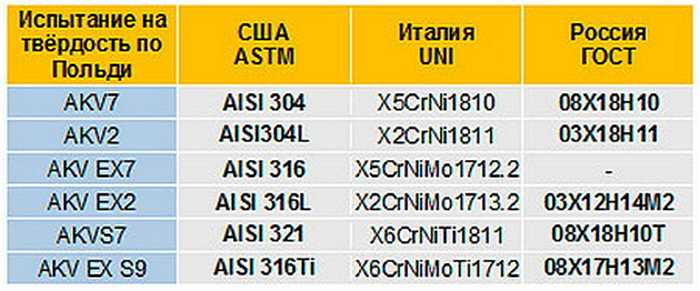 4125
4125Нержавеющая сталь AISI 304/1.4301 — полезная информация
Нержавеющая сталь
AISI 304 является наиболее универсальной и наиболее широко используемой из всех нержавеющих сталей. Его химический состав, механические свойства, свариваемость и стойкость к коррозии/окислению обеспечивают лучшую универсальную нержавеющую сталь при относительно низкой стоимости. Он также обладает отличными низкотемпературными свойствами и хорошо поддается закалке при холодной обработке давлением.
Он также обладает отличными низкотемпературными свойствами и хорошо поддается закалке при холодной обработке давлением.
Марка 304 (18-8) представляет собой аустенитную сталь с минимальным содержанием 18% хрома и 8% никеля в сочетании с максимальным содержанием углерода 0,08%. Это немагнитная сталь, которую нельзя упрочнить термической обработкой, ее необходимо подвергнуть холодной обработке, чтобы получить более высокую прочность на растяжение. Минимальное содержание хрома 18% обеспечивает устойчивость к коррозии и окислению. Металлургические характеристики сплава в первую очередь обусловлены содержанием никеля (8% мм.), который также повышает коррозионную стойкость, вызванную восстановлением химикатами Низкое содержание углерода (макс.), что означает меньшее выделение карбида в зоне термического влияния при сварке и меньшую подверженность межкристаллитной коррозии.
Чаще всего используется AISI 304
Марка 304 устойчива к большинству окисляющих кислот и может выдерживать нормальную ржавчину. Он устойчив к пищевым продуктам, стерилизующим растворам, большинству органических химикатов и красителей, а также широкому спектру неорганических химикатов.
Он устойчив к пищевым продуктам, стерилизующим растворам, большинству органических химикатов и красителей, а также широкому спектру неорганических химикатов.
Из-за устойчивости к коррозионному действию различных кислот, содержащихся во фруктах, мясе, молоке и овощах, тип 304 используется для:
- Раковины
- столешницы
- чашек кофе,
- холодильники
духовок
90 015 дозаторов молока и сливок, а также паровых столов.
Он также используется во многих других приборах, таких как кухонная техника, кастрюли, сковородки и столовые приборы.
Тип 304 особенно подходит для всех типов Молочные заводы :
- доильные аппараты
- гомогенизаторы
- стерилизаторы
90 015 контейнеров
90 015 резервуаров для хранения и транспортировки (трубопроводов, арматуры, молоковозов и железнодорожных вагонов)
Этот сплав 18-8 также подходит для пивоваренной промышленности , где он используется в:
- трубопроводы
- чаши для дрожжей
- бродильные чаны
- склады
Производство цитрусовых и фруктовых соков также использует тип 304 для всего оборудования для обработки, дробления, подготовки и хранения.
В предприятиях пищевой промышленности , таких как мельницы, пекарни, скотобойни и упаковочные заводы, все металлическое оборудование, подвергающееся воздействию животных и растительных масел и жиров, изготавливается из стали типа 304.
Тип 304 также используется в резервуарах для красителей, трубопроводных ведрах, чашах и т. д., которые контактируют с лористой, уксусной и другими органическими кислотами, используемыми в лакокрасочной промышленности .
В морской среде , благодаря несколько большей прочности и износостойкости, чем тип 316, также используется для гаек, болтов, болтов и других крепежных изделий.Он также используется для пружин, зубчатых колес и других компонентов, где требуется износостойкость и коррозионная стойкость.
Химический состав
С | Кр | Никель | Fe | Мн | Р | С | Си |
Макс. | 18-20 | 8-10,5 | 66.35-74 | Макс. 2 | Макс. 0,045 | Макс. 0,03 | Макс. 1 |
 0.08
0.08Свойства стали марки 304
Свойства | Значение в метрических единицах | |
Плотность | 7,9*10³ | кг/м³ |
Модуль упругости | 193 | ГПа |
Тепловое расширение (20 ºC) | 17,2 * 10 90 231 -6 90 232 | ºCˉ¹ |
Удельная теплоемкость | 502 | Дж/(кг*К) |
Теплопроводность | 16. | Вт/(м*К) |
Удельное электрическое сопротивление | 7,2 * 10 90 231 -7 90 232 | Ом*м |
Прочность на растяжение | 520 | МПа |
Предел текучести | 210 | МПа |
Удлинение | 45 | % |
Твердость | 92 | РБ |
Температура плавления | 1400-1450 | °С |
 2
2 Нержавеющая сталь марки 304 обладает хорошей стойкостью к прерывистому окислению до 870°C и длительной эксплуатации до 925°C.Не рекомендуется постоянное использование 304 в диапазоне температур 425-860°C, если важна последующая стойкость к водной коррозии. «
«
Как указано в техпаспорте AK Steel из нержавеющей стали 304, сплав имеет температуру плавления в диапазоне 1400°С — 1450°С). Естественно, чем ближе температура плавления к стали, тем выше ее предел прочности.
См. наш ассортимент сеток из нержавеющей стали:
Сетки марки AISI 304/1.4301 — МАГАЗИН
Сетки AISI 316L / 1.4404 — МАГАЗИН
.
Марки стали — E-NIERDZEWNE.PL
Марки стали — E-NIERDZEWNE.PL
Веб-сайт использует файлы cookie для предоставления услуг в соответствии с Политикой использования файлов cookie. Вы можете определить условия для хранения или доступа к файлам cookie в своем браузере.
продажа Марки стали
Сталь коррозионностойкая марки
А — сталь аустенитная (А1, А2, А3, А4, А5)
- Существует 5 основных типов аустенитных сталей, обозначаемых от А1 до А5,
- Они не могут быть закалены и обычно немагнитны.

| НОРМ PN-EN ISO 3506 | СТАНДАРТ AISI / ASTM | СТАЛЬНОЙ СИМВОЛ | СТАЛЬНОЙ СТАНДАРТ |
| A2 (нержавеющая сталь) | 304 | Х5CrNi18-10 | 1.4301 |
| A4 (нержавеющая сталь) | 316 | X5CrNiMo17-12-2 | 1.4401 |
Наиболее популярной коррозионностойкой сталью является нержавеющая сталь А2 — , т.н.« нержавеющая сталь » — применяется «на улице» (там, где нет высокого риска кислотного воздействия). Хорошо справляется с погодными условиями, хорошо «сваривается» и не вступает в реакцию с пищевыми продуктами (используется в пищевой промышленности). Сталь А4 — т.н. « acidówka » — это нержавеющая сталь с повышенной коррозионной стойкостью за счет добавок (молибден). Применяется в агрессивной среде (бассейн, канализация, химическая промышленность) и может применяться при повышенных температурах.
С — мартенситная сталь (С1, С3, С4)
- Стандарт ISO 3506 перечисляет 3 типа мартенситных нержавеющих сталей (C1, C3, C4)
- Может быть закаленным и магнитным.
| НОРМ PN-EN ISO 3506 | СТАНДАРТ AISI / ASTM | СТАЛЬНОЙ СИМВОЛ | СТАЛЬНОЙ СТАНДАРТ |
| С1 | 410 | X12Cr13 | 1.4006 |
| С3 | 431 | X17CrNi16-2 | 1.4057 |
| С4 | 430Ф | X14CrMoS17 | 1.4104 |
Мартенситная сталь – это сталь, полученная в процессе закалки и охлаждения аустенитной стали. Такая сталь отличается большей твердостью и прочностью (например, используется как быстрорежущая сталь).
Механические свойства
| Класс | R м [Н/мм 2 ] для болтов | S [Н/мм 2 ] для гаек |
| 50 | 500 | |
| 70 | 700 | |
| 80 | 800 |
Сравнение срока службы
| Сталь/покрытие | Промышленная атмосфера | Морская атмосфера |
| электрооцинкованный | ~ 2 года | ~ 4 года |
| горячее цинкование | ~ 15 лет | ~ 30 лет |
| А2 | 25 лет | 50 лет |
| А4 | 50 лет | 100 лет |
Магазин находится в режиме предварительного просмотра
Посмотреть полную версию сайта
Мы заботимся о вашей конфиденциальности
Файлы cookie и связанные с ними технологии обеспечивают правильную работу веб-сайта и помогают нам адаптировать предложение к вашим потребностям. Вы можете принять наше использование всех этих файлов и перейти в магазин или настроить использование файлов в соответствии со своими предпочтениями, выбрав «Настроить согласие».
Вы можете узнать больше о файлах cookie в нашей Политике конфиденциальности.
Идти в магазин Настроить согласие
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
Отмена Сохраните настройки
.
Нержавеющие стали и их магнитные свойства. О чем это?
Каждый из нас почти каждый день соприкасается с изделиями из нержавеющей стали. Неудивительно — это материал со множеством достоинств и свойств, от которых может закружиться голова. Одним из «умений» нержавеющей стали являются ее магнитные свойства. Как они выглядят на практике, из-за чего возникают и должны ли вообще возникать? INOX Polska отвечает на эти вопросы.
Магнитные свойства нержавеющих сталей
Намагничиваемость нержавеющей стали определяется ее кристаллической структурой.Сталь Inox с ферритной, феррито-аустенитной дуплексной и мартенситной структурой может считаться магнитной. Аустенитная структура, в свою очередь, немагнитна. Мы делим его на две группы:
- Аустенит — в эту группу входят, например, AISI 304 используется в пищевой промышленности.
- Аустенит-феррит — в этой стали основными элементами являются хром и никель, дополнительно также могут использоваться титан, молибден и медь. Такая сталь отличается высокой прочностью.
Однако при некоторых обстоятельствах аустенитная сталь может начать проявлять магнитные свойства. Какие именно это ситуации?
Причины магнитных свойств аустенитных нержавеющих сталей
Аустенитные нержавеющие стали могут приобретать магнитные свойства несколькими способами. Одним из них является нагартование, при котором в структуре стали может образовываться магнитный мартенсит, что приводит к повышению магнитных свойств. Такая обработка включает формование растяжением, глубокой вытяжкой, гибкой труб или механической обработкой прутков. Еще одной причиной магнитной природы стали является форма изделия. Бывает, что увеличение магнитной силы происходит в результате сильного упрочнения материала деформацией, происходящей, в том числе, в при выдавливании стержней или волочении проволоки.
Для магнитного поля также важна сама технология производства и процесс сварки, отвечающие за повышение магнитных свойств в зоне сварки.
.
Нержавеющая сталь (Сборник знаний 2021 г.)
Что такое нержавеющая сталь? Как это делается? Какой сорт нержавеющей стали лучше всего подходит для моего проекта? Вот пример того, что вам нужно знать, когда дело доходит до выбора правильной нержавеющей стали — , но только если вам нужно расширить свои знания.
Если вам нужны детали из нержавеющей стали, изготовленные на заказ, вы обратились по адресу. Производственный и сервисный портал LaserTrade — это место, где нержавеющая сталь является одним из основных материалов, используемых для лазерной обработки.
Мы знаем об этом почти все и сегодня поделимся этими знаниями с вами. 😉
Почти каждый слышал или использовал нержавеющую сталь в той или иной мере в течение своей жизни, но не все знают, что это такое, как она производится, как она используется и в чем преимущества ее выбора перед другими типами материалов.
Существует множество уникальных преимуществ использования нержавеющей стали в самых разных конструкциях и областях применения. К сожалению, многие подрядчики и проектировщики упускают из виду эти преимущества из-за более высокой стоимости нержавеющей стали по сравнению с другими материалами.Однако, если вы ищете материал, который продлит срок службы вашего проекта, нержавеющая сталь в конечном итоге станет вашим лучшим выбором в долгосрочной перспективе.
Что такое нержавеющая сталь?
Нержавеющая сталь
представляет собой сплав железа с содержанием хрома не менее 10,5%. Хром создает тонкий слой оксида, известный как «пассивный слой», на поверхности стали. Это предотвратит дальнейшую коррозию поверхности. Увеличение количества хрома дает повышенную коррозионную стойкость.
Нержавеющая сталь
также содержит различное количество углерода, кремния и марганца.Другие элементы, такие как никель и молибден, могут быть добавлены для придания других полезных свойств, таких как повышенная формуемость и повышенная коррозионная стойкость.
Одной из самых уникальных способностей нержавеющей стали является ее способность к самовосстановлению. Содержание хрома позволяет сформировать невидимый слой оксида хрома на поверхности стали. Если поврежденная нержавеющая сталь подвергнется воздействию кислорода, даже в небольших количествах, она заживет сама, даже в случае механического или химического повреждения.
Когда в процессе производства добавляются другие элементы, такие как никель, азот и молибден, эти антикоррозионные свойства улучшаются. Хотя в настоящее время на выбор предлагается более 60 различных марок нержавеющей стали, все они делятся на пять различных марок, которые идентифицируются элементами сплава, добавленными для улучшения или улучшения их свойств.
Когда была открыта нержавеющая сталь?
Широко распространено мнение, что нержавеющая сталь была открыта в 1913 году металлургом из Шеффилда Гарри Брирли.Он экспериментировал с различными типами оружейных сталей и обнаружил, что 13% хромистых сталей не подвергались коррозии через несколько месяцев.
Преимущества выбора материалов из нержавеющей стали
Различные марки нержавеющей стали обладают различными антикоррозионными свойствами. Благодаря невидимому слою оксида хрома, который защищает материалы из нержавеющей стали, делая их устойчивыми к пятнам и коррозии, нержавеющая сталь также является идеальным выбором для больниц и других гигиенических условий.
Еще одним значительным преимуществом использования материалов из нержавеющей стали является значительное преимущество в весе и прочности по сравнению с другими вариантами материалов. Благодаря исключительной стойкости нержавеющей стали к коррозии, термическим и химическим повреждениям, высокопрочные дуплексные марки обеспечивают дополнительную прочность, позволяя уменьшить толщину материала, в то же время обеспечивая преимущество по стоимости по сравнению с обычными марками нержавеющей стали.
Нержавеющая сталь на 100 % пригодна для вторичной переработки.В современном экологически сознательном мире эти преимущества делают нержавеющую сталь желательным выбором для экологически чистых строительных проектов.
Коммерческое использование материалов из нержавеющей стали
Нержавеющая сталь
отличается низкими эксплуатационными расходами, коррозионной стойкостью и привлекательным внешним видом материала, который предпочтителен для многих коммерческих применений. Сплав может быть изготовлен из пластин, стержней, проволоки, листов и труб из нержавеющей стали, что делает его идеальным для использования в производстве хирургических инструментов, приборов, оборудования, посуды и столовых приборов, строительных материалов для больших зданий и высотных зданий, промышленных оборудование и многое другое.
Кухни, предприятия пищевой промышленности, больницы, медицинские кабинеты, хирургические центры и другие отрасли в значительной степени зависят от нержавеющей стали для легкой очистки и стерилизации. Различные марки нержавеющей стали также используются в аэрокосмической промышленности из-за их способности повышать прочность без увеличения веса, как в случае с другими материалами.
- Бытовые — столовые приборы, раковины, кастрюли, барабаны стиральных машин, вставки для микроволновых печей, бритвенные лезвия;
- Архитектура/строительные технологии — облицовка, поручни, дверная и оконная фурнитура, уличная мебель, конструкционные секции, арматура, столбы освещения, перемычки, кирпичные опоры;
- Транспорт — выхлопные системы, автомобильные перегородки/ткацкие станки, автоцистерны, корабельные контейнеры, химовозы, мусоровозы;
- Химическая и фармацевтическая промышленность — сосуды под давлением, технологические трубопроводы;
- Нефть и природный газ — платформенные помещения, кабельные лотки, подводные трубопроводы;
- Медицинские — хирургические инструменты, хирургические имплантаты, томографы МРТ;
- Продукты питания и напитки — гастрономическое оборудование, пивоварение, дистилляция, пищевая промышленность;
- Водоснабжение — водоподготовка и очистка сточных вод, водопроводы, баки для горячей воды;
- Общие — Пружины, крепежные детали (болты, гайки и шайбы), провода.
Различные типы материалов из нержавеющей стали
Виды с более низкими сплавами будут устойчивы к коррозии в чистой воде или в атмосфере. Марки с более высоким содержанием сплава обладают коррозионной стойкостью в щелочных или кислотных растворах, а также в средах, содержащих хлор, таких как перерабатывающие заводы и другие промышленные объекты.
Материалы из нержавеющей стали с очень высоким содержанием хрома, а также марки нержавеющей стали, содержащие никель, обладают способностью противостоять образованию накипи.Этот сплав с высоким содержанием никеля также может сохранять свою прочность даже при очень высоких температурах. Марганец также может быть добавлен в значительных количествах в состав нержавеющей стали для достижения результатов, аналогичных никелевым сплавам, но при гораздо меньших затратах.
Углерод добавляется в некоторые типы материалов из нержавеющей стали для повышения твердости и прочности. Когда эти материалы подвергаются термообработке, сталь можно укрепить и отшлифовать для использования в производстве инструментов, столовых приборов и бритвенных лезвий.
Мартенситная нержавеющая сталь была первой нержавеющей сталью, разработанной в промышленных масштабах (в качестве столовых приборов), и имеет относительно высокое содержание углерода (0,1–1,2%) по сравнению с другими нержавеющими сталями. Это обычные хромистые стали, содержащие от 12 до 18% хрома.
Основные свойства:
- средняя коррозионная стойкость,
- может быть упрочнена термической обработкой, так что может быть достигнут высокий уровень прочности и твердости,
- плохая свариваемость,
- магнитная.
Обычное использование:
- лезвия ножей,
- хирургические инструменты,
- стержни,
- шпиндели,
- штифты.
Существуют также распространенные хромистые нержавеющие стали с разным содержанием хрома — от 12 до 18% — но с низким содержанием углерода.
Основные свойства:
- коррозионная стойкость от умеренной (до хорошей), повышается с содержанием хрома,
- не упрочняется термической обработкой и всегда используется в отожженном состоянии,
- магнитный,
- свариваемость плохая,
- формуемость не такая хорошая, как у других разновидность.
Обычное использование:
- детали отделки автомобилей,
- выхлопные системы автомобилей,
- колючее оборудование,
- баки для горячей воды.
Нержавеющие стали с относительно высоким содержанием хрома (от 18 до 28%) и умеренным содержанием никеля (от 4,5 до 8%)
Содержание никеля недостаточно для получения полностью аустенитной структуры, и полученная комбинация ферритной и аустенитной структур называется дуплексом.Большинство дуплексных сталей содержат молибден в диапазоне от 2,5 до 4%.
Основные свойства:
- высокая стойкость к коррозионному растрескиванию под напряжением,
- повышенная стойкость к воздействию ионов хлорида,
- более высокая прочность на растяжение и предел текучести, чем у аустенитных или ферритных сталей,
- хорошая свариваемость и формуемость.
Обычное использование:
- морские установки, в частности при слегка повышенных температурах,
- теплообменники,
- нефтехимические продукты.
При добавлении никеля в нержавеющую сталь в достаточном количестве кристаллическая структура изменяется на «аустенитную». Основной состав аустенитных нержавеющих сталей состоит из 18% хрома и 8% никеля.
Аустенитные марки являются наиболее часто используемыми марками нержавеющей стали, на которые приходится более 70% производства (марка 304, безусловно, является наиболее распространенной).
Основные свойства:
- отличная коррозионная стойкость,
- отличная свариваемость (все процессы),
- отличная формуемость, обрабатываемость и пластичность,
- отличные моющие и гигиенические свойства,
- высокие и отличные низкотемпературные свойства,
- немагнитный (при отжиге) ,
- закаливается только в холодном состоянии.
Обычное использование:
- пружины для компьютерных клавиатур,
- кухонные раковины,
- оборудование для пищевой промышленности,
- архитектурные приложения,
- химические установки и оборудование.
Почему нержавеющая сталь не ржавеет?
Нержавеющая сталь остается нержавеющей или не ржавеет благодаря взаимодействию легирующих элементов и окружающей среды.Нержавеющая сталь содержит железо, хром, марганец, кремний, углерод и во многих случаях значительное количество никеля и молибдена. Эти элементы вступают в реакцию с кислородом воды и воздуха, образуя очень тонкий устойчивый слой, состоящий из продуктов коррозии, таких как оксиды и гидроксиды металлов. Хром играет доминирующую роль в реакции с кислородом с образованием этого слоя продукта коррозии. Фактически, все нержавеющие стали по определению содержат не менее 10 процентов хрома.
Наличие стабильного слоя предотвращает дополнительную коррозию, выступая в качестве барьера, ограничивающего доступ кислорода и воды к поверхности металла.Поскольку пленка образуется очень легко и плотно, даже несколько атомарных слоев снижают скорость коррозии до очень низкого уровня. Тот факт, что фольга намного тоньше длины волны света, затрудняет ее наблюдение без помощи современных инструментов. Таким образом, хотя сталь подвергается коррозии на атомарном уровне, она выглядит нержавеющей. И наоборот, обычная недорогая сталь вступает в реакцию с кислородом в воде с образованием относительно нестабильного слоя оксида/гидроксида железа, который продолжает расти с течением времени и под воздействием воды и воздуха.Эта фольга, также известная как ржавчина, достаточно толстая, чтобы ее можно было легко увидеть вскоре после воздействия воды и воздуха.
Таким образом, нержавеющая сталь не будет ржаветь, потому что она достаточно реактивна, чтобы защитить себя от дальнейшего воздействия, создавая пассивный слой продуктов коррозии. (Другие важные металлы, такие как титан и алюминий, также зависят от пассивного формирования антикоррозионного покрытия.) Благодаря своей долговечности и эстетической привлекательности нержавеющая сталь используется в самых разных продуктах.
Какие формы коррозии могут возникать в нержавеющих сталях?
Наиболее распространенные формы коррозии нержавеющей стали:
Пассивный слой на нержавеющей стали может подвергаться воздействию некоторых химических веществ. Ион хлора Cl- является наиболее распространенным из них и содержится в повседневных материалах, таких как соль и отбеливатель. Питтинговой коррозии можно избежать, обеспечив защиту нержавеющей стали от длительного контакта с вредными химическими веществами или выбрав марку стали, более устойчивую к воздействию агрессивных сред.Стойкость к точечной коррозии можно оценить по количеству эквивалентной стойкости к точечной коррозии, рассчитанному исходя из содержания сплава.
Нержавеющей стали
требуется подача кислорода, чтобы на поверхности образовался пассивный слой. В очень узких зазорах кислород не всегда может получить доступ к поверхности нержавеющей стали, что делает ее уязвимой для атаки. Щелевой коррозии можно избежать, герметизируя зазоры гибким герметиком или используя более коррозионностойкую марку.
Обычно нержавеющая сталь не подвергается коррозии равномерно, как обычная углеродистая и легированная сталь. Однако для некоторых химикатов, особенно кислот, пассивный слой может подвергаться равномерному воздействию в зависимости от концентрации и температуры, а потери металла распределяются по всей поверхности стали. Соляная кислота и серная кислота в определенных концентрациях особенно агрессивны по отношению к нержавеющей стали.
- Коррозионное растрескивание под напряжением (SCC)
Это относительно редкая форма коррозии, которая требует очень специфического сочетания растягивающего напряжения, температуры и коррозионных веществ, часто ионов хлорида.Типичными областями применения, в которых может возникнуть SCC, являются резервуары с горячей водой и плавательные бассейны. Другая форма, известная как сульфидное коррозионное растрескивание под напряжением (SSCC) , связана с сероводородом при разведке и добыче нефти и газа.
- Межкристаллитная коррозия
Это сейчас достаточно редкая форма коррозии. Если уровень углерода в стали слишком высок, хром может соединиться с углеродом с образованием карбида хрома. Это происходит при температуре около 450-850 градусов по Цельсию.Этот процесс также называется сенсибилизацией и обычно происходит во время сварки. Хром, доступный для формирования пассивного слоя, эффективно восстанавливается, и может возникнуть коррозия. Этого можно избежать, выбирая низкоуглеродистую марку (так называемая марка «L») или применяя сталь с добавками титана или ниобия, которые предпочтительно сочетаются с углеродом.
Если два разных металла находятся в контакте друг с другом и с электролитом, например, водой или другим раствором, можно сформировать гальванический элемент.Скорее это аккумулятор и может ускорить коррозию менее «благородного» металла. Этого можно избежать, разделив металлы неметаллическим изолятором, таким как резина.
Сколько существует видов нержавеющей стали?
Нержавеющая сталь обычно делится на 5 типов:
Эти стали основаны на хроме с небольшим содержанием углерода (обычно менее 0,10%). Эти стали имеют сходную микроструктуру с углеродистыми и низколегированными сталями. Обычно их использование ограничено относительно тонкими профилями из-за недостаточной прочности уплотнения. Однако там, где сварка не требуется, они предлагают широкий спектр применения. Они не могут быть закалены термической обработкой. Стали с высоким содержанием хрома с добавлением молибдена можно использовать в достаточно агрессивных условиях, например, в морской воде. Ферритные стали также выбирают из-за их стойкости к коррозионному растрескиванию под напряжением. Они не так формуемы, как аустенитные нержавеющие стали. Они магнитные.
Эти стали являются наиболее распространенными. Их микроструктура возникает из-за добавления никеля, марганца и азота.Это та же структура, что и в обычных сталях при гораздо более высоких температурах. Эта структура придает этим сталям характерное сочетание свариваемости и формуемости. Коррозионную стойкость можно повысить добавлением хрома, молибдена и азота. Они не могут быть упрочнены термической обработкой, но обладают полезным свойством, заключающимся в том, что они могут упрочняться до высокого уровня прочности при сохранении полезного уровня пластичности и прочности. Стандартные аустенитные стали подвержены коррозионному растрескиванию под напряжением.Более высокие марки аустенитных никелевых сталей обладают повышенной стойкостью к коррозионному растрескиванию под напряжением. Они номинально немагнитны, но обычно проявляют некоторый магнитный отклик в зависимости от состава и отпуска стали.
Эти стали аналогичны ферритным сталям на основе хрома, но имеют более высокий уровень углерода — до 1%. Это позволяет проводить их закалку и отпуск по аналогии с углеродистыми и низколегированными сталями. Они используются там, где требуется высокая прочность и умеренная коррозионная стойкость.Они чаще встречаются в сортовом прокате, чем в листовом и пластинчатом. В целом, они имеют плохую свариваемость и формуемость. Они магнитные.
Эти стали имеют микроструктуру, состоящую примерно на 50% из феррита и на 50% из аустенита. Это придает им большую прочность, чем ферритным или аустенитным сталям. Они устойчивы к коррозионному растрескиванию под напряжением. Так называемые «тощие дуплексные» стали имеют коррозионную стойкость, сравнимую со стандартными аустенитными сталями, но с повышенной прочностью и стойкостью к коррозионному растрескиванию под напряжением.Супердуплексные стали обладают повышенной прочностью и устойчивостью ко всем формам коррозии по сравнению со стандартными аустенитными сталями. Они подходят для сварки, но требуют тщательного выбора сварочных материалов и энергии линии. Имеют умеренную формуемость. Они магнитны, но не так сильно, как ферритные, мартенситные и марки PH из-за 50% аустенитной фазы.
- Дисперсионная закалка (PH)
Эти стали могут достигать очень высокой прочности за счет добавления в сталь таких элементов, как медь, ниобий и алюминий.Благодаря соответствующей термообработке «старения» в стальной матрице образуются очень мелкие частицы, придающие ей прочность. Этим сталям можно придать довольно сложную форму, требующую хороших допусков перед окончательной обработкой старением, поскольку при окончательной обработке деформации минимальны. Это отличается от обычной закалки и отпуска мартенситных сталей, где деформация представляет большую проблему. Коррозионная стойкость сравнима со стандартными аустенитными сталями, такими как 1.4301 (304).
В чем разница между нержавеющей сталью 304 и 316?
Этот вопрос часто возникает при выборе марки нержавеющей стали. Среди наиболее часто используемых нержавеющих сталей эти два сорта похожи, но имеют небольшие различия.
304 — Эта нержавеющая сталь является наиболее широко используемой маркой, наиболее часто используемой в промышленности и производстве кухонной техники. Это нержавеющая сталь с высокой термостойкостью, обладающая хорошей коррозионной стойкостью ко многим агрессивным химическим веществам, а также к промышленным средам.Обладая хорошей формуемостью, нержавеющая сталь марки 304 легко сваривается всеми распространенными методами.
Нержавеющая сталь 304L — это разновидность стали с очень низким содержанием углерода, которая предотвращает вредные осадки при сварке. Этот сорт обладает той же коррозионной стойкостью, что и 304, но с несколько более низкими механическими свойствами.
Что касается 316 из нержавеющей стали , вы можете ожидать лучшую коррозионную стойкость и стойкость к точечной коррозии, чем марка 304, и более высокий уровень прочности при повышенных температурах.Отчасти это связано с добавлением молибдена.
Это то, что делает его идеальной маркой нержавеющей стали для таких применений, как насосы, клапаны, текстильное и химическое оборудование, целлюлозно-бумажная и морская промышленность.
Нержавеющая сталь 316L представляет собой версию нержавеющей стали 316 с очень низким содержанием углерода, которая помогает избежать образования осадков при сварке.
Теперь вопрос: 304 против 316?
В то время как обе марки обладают хорошей коррозионной стойкостью, прочностью, свариваемостью и жаростойкостью, нержавеющая сталь марки 316 имеет несколько более высокие баллы в этих категориях из-за разнообразия легирующих элементов.
Помимо нержавеющей стали 304 и 316, наиболее часто используемые марки включают:
- Тип 410 представляет собой термообработанную нержавеющую сталь, идеально подходящую для использования в средах, где коррозия незначительна. К ним относятся: воздух, пресная вода, а также некоторые химические вещества и пищевые кислоты.
Закаленный и дважды закаленный сорт используется для деталей при работе с сероводородом.
- Тип 409 демонстрирует хорошую стойкость к окислению и коррозии и дает возможность экономичного улучшения характеристик широкого спектра деталей, где внешний вид поверхности не имеет значения. Высокая формуемость и свариваемость позволяют использовать его во многих областях, таких как, например, выхлопные системы автомобилей.
- Тип 17-4 / 630 — это марка нержавеющей стали, которая широко используется на борту вертолетов, платформ, в бумажной промышленности, лопатках турбин и контейнерах для ядерных отходов. Нержавеющая сталь 17-4 относится к закалке и сочетает в себе высокую прочность и твердость с коррозионной стойкостью. Низкотемпературная термообработка устраняет образование накипи и предотвращает чрезмерную деформацию.
- Тип 17-4 представляет собой нержавеющую сталь двойного старения h3150 , которая характеризуется высокой прочностью и отличной коррозионной стойкостью, что делает этот сплав чрезвычайно универсальным. Чаще всего встречается в: пневматическом оружии, головках клюшек для гольфа, карданных валах и глушителях.
- Тип 201 — это нержавеющая сталь, которая изначально была разработана для применения при отрицательных температурах. С годами он также стал подходящим для многих структурных применений при температуре окружающей среды. К ним относятся: автомобильные прицепы, железнодорожные грузовые вагоны, оборудование для обработки угля и другое транспортное оборудование, где требуется хорошая коррозионная стойкость, прочность и устойчивость. Лист из нержавеющей стали 201 имеет более низкую и более стабильную стоимость благодаря замене более дешевых марганца и азота частью никеля, присутствующей в сплавах серии 300.Этот сорт имеет желаемое сочетание экономичности и хороших механических и коррозионных свойств.
- Тип 430 представляет собой нержавеющую сталь марки , которая является частью семейства ферритных нержавеющих сталей и используется в промышленных и потребительских товарах, таких как пластины для холодильников, облицовка дымоходов, облицовка для посудомоечных машин и отделка автомобилей. Этот сорт сочетает в себе хорошую коррозионную и термостойкость с хорошими механическими свойствами.Он также обладает отличной устойчивостью к коррозии под напряжением, а также устойчивостью к органическим кислотам и азотной кислоте.
Является ли нержавеющая сталь немагнитной?
Обычно говорят, что «нержавеющая сталь немагнитна». Это не совсем так, и реальная ситуация несколько сложнее. Степень магнитной реакции или магнитной проницаемости обусловлена микроструктурой стали. Полностью немагнитный материал имеет относительную магнитную проницаемость 1.Аустенитные структуры полностью немагнитны, поэтому 100% аустенитная нержавеющая сталь будет иметь проницаемость 1. На практике это не достигается. В стали всегда присутствует небольшое количество феррита и/или мартенсита, поэтому значения проницаемости всегда выше 1. Типичные значения для стандартных аустенитных нержавеющих сталей могут быть порядка 1,05 – 1,1.
Возможно изменение магнитной проницаемости аустенитных сталей при механической обработке. Например, холодная обработка и сварка могут увеличить количество мартенсита и феррита в стали соответственно.Известным примером является мойка из нержавеющей стали, в которой плоское сливное устройство имеет слабую магнитную реакцию, в то время как экструдированная камера имеет большую реакцию из-за образования мартенсита, особенно в углах.
На практике аустенитные нержавеющие стали используются для «немагнитных» применений, таких как магнитно-резонансная томография (МРТ). В этих случаях часто необходимо согласовывать максимальную магнитную проницаемость между заказчиком и поставщиком.Это может быть всего 1,004.
Магнитные стали мартенситные, ферритные, дуплексные и дисперсионно-твердеющие.
Можно ли использовать нержавеющую сталь при низких температурах?
Аустенитные нержавеющие стали
широко используются для работы при таких низких температурах, как жидкий гелий (-269 градусов по Цельсию). Во многом это связано с отсутствием четко выраженного перехода от пластичного стали к хрупкому разрушению при испытаниях на удар.
Твердость измеряется ударом молотка по небольшому образцу.Расстояние, которое проходит молоток при ударе, является мерой ударной вязкости. Чем меньше расстояние, тем тверже сталь, поскольку энергия удара поглощается образцом. Ударная вязкость измеряется в джоулях (Дж). Минимальные значения ударной вязкости указаны для различных применений. Значение 40 Дж считается приемлемым для большинства условий эксплуатации.
Стали с ферритной или мартенситной структурой показывают резкий переход от пластичного (безопасного) к хрупкому (опасному) — трещины при небольшом перепаде температур.Даже лучшие из этих сталей проявляют такое поведение при температурах выше -100°С, а во многих случаях лишь немного ниже нуля.
Напротив, аустенитные стали показывают лишь постепенное снижение ударной вязкости и все еще значительно превышают 100 Дж при -196°C.
Еще одним фактором, влияющим на выбор стали при низких температурах, является способность сопротивляться превращению аустенита в мартенсит.
Можно ли использовать нержавеющую сталь при высоких температурах?
Различные марки нержавеющей стали используются во всем диапазоне температур от комнатной до 1100 градусов С.Выбор сорта зависит от нескольких факторов:
- максимальная рабочая температура,
- время при температуре, цикличность процесса,
- тип атмосферы (окислительная, восстановительная, сульфатирующая, науглероживающая),
- требования к прочности.
Европейские стандарты различают нержавеющие и жаропрочные стали, однако это различие часто размыто и стоит рассматривать их как одну группу сталей.
Увеличение количества хрома и кремния делает его более устойчивым к окислению.Увеличение количества никеля повышает устойчивость к науглероживанию.
Как выбрать используемую нержавеющую сталь?
Большинство решений о том, какую сталь использовать, основаны на сочетании следующих факторов:
- Что такое агрессивная среда?
Атмосфера, вода, концентрация отдельных химических веществ, содержание хлоридов, наличие кислот.
- Какая рабочая температура?
Высокие температуры обычно ускоряют скорость коррозии и поэтому указывают на более высокий класс.Низкие температуры требуют прочной аустенитной стали.
- Какая прочность требуется?
Более высокая прочность может быть получена при использовании аустенитных, дуплексных, мартенситных и PH сталей. Другие процессы, такие как сварка и формовка, часто определяют, какой из них является наиболее подходящим. Например, высокопрочные аустенитные стали, полученные в процессе закалки, не подходят там, где необходима сварка, поскольку этот процесс приведет к размягчению стали.
- Какая сварка будет проводиться?
Аустенитные стали обычно лучше свариваются, чем другие типы. Ферритные стали подходят для сварки тонких профилей. Дуплексные стали требуют большего ухода, чем аустенитные стали, но в настоящее время считаются полностью свариваемыми. Мартенситные и PH марки менее свариваемы.
- Какая степень формовки требуется для компонента?
Аустенитные стали являются наиболее формуемыми из всех типов, которые можно подвергать глубокой вытяжке или волочению.Как правило, ферритные стали не так хорошо формуются, но все же могут изготавливать довольно сложные формы. Дуплексные, мартенситные и PH марки плохо поддаются формованию.
- Какая форма продукта требуется?
Не все марки доступны во всех формах и размерах изделий, например листы, прутки, трубы. В целом, аустенитные стали доступны во всех формах продукции в широком диапазоне размеров.Ферриты чаще бывают в виде листов, чем стержней. В случае мартенситных сталей все наоборот.
- Каковы ожидания заказчика относительно свойств материала?
Это важный момент, который часто упускается из виду в процессе выбора. В частности: каковы эстетические требования по сравнению с требованиями дизайна? Иногда оговаривается долговечность конструкции, но гарантировать ее очень сложно.
Также могут быть особые требования, такие как немагнитные свойства, которые необходимо учитывать.
Следует также помнить, что тип стали не является единственным фактором в процессе выбора материала. Отделка поверхности не менее важна во многих областях применения, особенно там, где присутствует сильный эстетический компонент.
Может быть совершенно правильный технический выбор материала, который не может быть реализован из-за отсутствия в срок.
Иногда правильный технический вариант в конечном итоге не выбирается просто из соображений стоимости.Тем не менее, важно правильно оценить стоимость. Многие области применения нержавеющей стали оказались выгодными с точки зрения стоимости жизненного цикла, а не первоначальных затрат.
Окончательный выбор почти наверняка будет за специалистом, но задачу можно облегчить, собрав как можно больше информации о вышеперечисленных факторах. Отсутствие информации иногда является разницей между успешным приложением и неудачным приложением.
Что такое «множественная сертификация»?
Это ситуация, когда партия стали соответствует более чем одной спецификации или марке.Это способ более эффективно производить нержавеющую сталь за счет сокращения количества различных типов стали на заводах. Химический состав и механические свойства стали могут соответствовать более чем одной марке в рамках одного стандарта или нескольким стандартам. Это также позволяет акционерам минимизировать уровень своих запасов.
Например, 1.4401 и 1.4404 (316 и 316L) нередко проходят двойную сертификацию, то есть содержание углерода составляет менее 0,030%. Также распространено использование стали, сертифицированной в соответствии с европейскими и американскими стандартами.
.
Нержавеющая сталь — Википедия, свободная энциклопедия
| Эта статья от 2013-01 требует от вас проверки предоставленной информации. Должны быть предоставлены надежные источники, предпочтительно в виде библиографических сносок. Некоторая или вся информация в этой статье может быть неверной. Будучи лишенными источников, они могут быть оспорены и удалены. Дополнительные сведения о том, что необходимо улучшить, см. в обсуждении в этой статье. После устранения недостатков удалите шаблон {{Полировка}} из этой статьи. |
Нержавеющая сталь , INOX (фр. inox ydable — «неокисляющая») — группа сталей с особыми физико-химическими свойствами, стойкие к коррозии, например, под действием атмосферных факторов (газовая коррозия) , разбавленные кислоты, растворы щелочей (коррозия в жидкостях).
Сковорода из нержавеющей стали Нержавеющая сталь
получается путем введения в сталь соответствующих легирующих добавок.В случае с хромированной нержавеющей сталью это хром, и американский стандарт AISI указывает его минимальное содержание на уровне 11%.
Во второй половине 19 века во Франции было обнаружено, что смесь железа и хрома защищает сталь от кислотных веществ. Нержавеющая сталь была запатентована в 1912 году немецкими инженерами Krupp. Патент касался аустенитной стали. Название «нержавеющая сталь» впервые было использовано английским инженером Гарри Брирли. Он работал в военной промышленности в лабораториях Браун-Ферт в Шеффилде.В 1913 году он использовал название «нержавеющая сталь» для своего изобретения смеси железа, углерода и хрома. Брирли подверг свое изобретение уксусу и лимонному соку и обнаружил, что его сталь не ржавеет. Англичанину удалось убедить производителя ножей Р. Ф. Мосли в новом изобретении. Первоначально нержавеющая сталь использовалась только для изготовления столовых приборов. В 1924 году Великобритания запатентовала сталь по стандарту AISI 304, содержащую 18% хрома и 8% никеля.
Причины использованияПравить
Основные причины использования нержавеющей стали:
- коррозионная стойкость
- можно использовать в агрессивных средах
- устойчивость к высоким температурам (это связано с высоким содержанием Cr)
- глянцевый глянец
Нержавеющие стали применяются для резервуаров для нефтепродуктов, молочных резервуаров и цистерн, бассейнов плавательных бассейнов, ректификационных колонн, установок в коксохимической промышленности, лопаток паровых турбин, промышленной и бытовой арматуры, хирургических инструментов, столовых приборов, посуды и кастрюли, установки в пищевой промышленности, такелаж и морская арматура, прочные металлоконструкции, декоративные фасады, детали двигателей самолетов и ракет, лифты, холодильные камеры, кондиционеры, термостойкие печи, декоративные перила и т. д.Стандарты HACCP требуют использования нержавеющей стали в контакте с пищевыми продуктами.
Нержавеющая сталь
в Польше маркируется в соответствии с 5 наиболее важными стандартами:
- Польский стандарт PN
- Европейский стандарт EN 10088
- Американский стандарт AISI
- Русский стандарт ГОСТ
- Немецкий стандарт DIN.
Существует 4 основных типа нержавеющих сталей: аустенитная сталь, ферритная сталь, мартенситная сталь, дуплексная ферритно-аустенитная сталь.Каждый тип состоит из нескольких марок стали. Однако около 70 % производства нержавеющей стали приходится на аустенитную сталь, в основном сталь с обозначением 1.4301 по EN 10088 (18 % хрома, 10 % никеля), т. н. сталь 18-10 или 18/10 — этот тип маркировки можно найти на многих изделиях из нержавеющей стали, например, на столовых приборах, кастрюлях.
Согласно стандарту EN 10088 Аустенитная сталь подразделяется на марки: 1. 4301, 1.4305, 1.4306, 1.4307, 1,4310, 1,4401, 1,4435, 1,4436, 1,4438, 1,4439, 1,4529, 1,4539, 1,4541, 1,4547, 1,4550, 1,4571. Ферритная сталь подразделяется на марки: 1.4000, 1.4003, 1.4016, 1.4510. Мартенситная сталь подразделяется на марки: 1.4006, 1.4021, 1.4028, 1.4031, 1.4034, 1.4057, 1.4122. Феррито-аустенитная сталь подразделяется на марки: 1.4362, 1.4410, 1.4460, 1.4462.
.
Как узнать, какие марки нержавеющей стали у вас есть? — Знание
0010010 NBSP;
Вам трудно идентифицировать нержавеющую сталь?
Если вы не знаете марку стали, мы можем с помощью простых инструментов определить по физическим и химическим свойствам стали, является ли она нержавеющей сталью и какого типа нержавеющая сталь. Вот несколько простых способов идентификации:
0010010 nbsp;
1,00 1 00 1 0 нбсп; Наблюдение за цветом объекта после травления
В целом цвет нержавеющей стали после травления изменится на поверхности:
Марка стали | Цвет после травления 34 Перед выбором | |||
CR-Ni нержавеющая сталь | Brown-White | CR-нержавеющая сталь | серый белый, глянцевый | Темно-коричневый |
Нержавеющая сталь Cr-Mn-N | Серебристо-белый | черный | 3 2 2 7 |
Характеристика коррозии и высвобождения металла в зонах сварки из нержавеющей стали 316L в растворе сывороточного белка безопасности и улучшенного питания
1 , которые являются целями устойчивого развития Организации Объединенных Наций. Производство продуктов питания увеличивается вследствие роста населения мира 1 . Продукты питания и напитки, а тем более их производство, могут вызывать коррозию из-за высокого содержания солей, белков, кислот или оснований, высоких температур, износа и частой очистки 2,3,4 . В дополнение к повреждению материала выпуск продуктов коррозии, таких как ионы металлов, белки, связывающие металлы, а также частицы металлов или оксидов металлов, представляет большую проблему для качества пищевых продуктов 2,3,4 .
Нержавеющие стали часто используются в пищевой промышленности из-за их коррозионной стойкости, механических свойств и соответствующего срока службы 2 . Среди всех марок нержавеющей стали AISI 316 L является популярной маркой в молочной промышленности 4,5 . Это аустенитная (гранецентрированная кубическая, неферромагнитная) марка с содержанием хрома (Cr) около 16–18 мас. %, что отвечает за образование тонкого (1–3 нм) пассивного поверхностного оксида 6 . Он также содержит около 10 мас.% никеля (Ni), который не присутствует в его поверхностном оксиде, но обогащен под оксидом 6,7,8 . Он содержит около 2,5 мас. % молибдена (Mo), что обуславливает его высокую устойчивость к локальной коррозии (точечная или щелевая коррозия) 9 . Низкое содержание углерода в стали марки 316 L обеспечивает минимизацию образования карбидов хрома 10 .
Молоко и продукты его переработки являются важными источниками белка 11 . Коровье молоко содержит два типа белков: казеин и сывороточный белок (СП). Первый составляет около 80%, а второй около 20% общего белка 12,13 . WP обладает большей функциональной, биологической и пищевой ценностью, быстрее усваивается организмом человека, чем казеин 14,15 . WP представляет собой смесь α-лактальбумина, β-лактоглобулина, лактоферрина, иммуноглобулинов, сывороточного альбумина, гликомакропептидов и ферментов 12,13 . Во всем мире наблюдается повышенный спрос на белок и WP, среди прочего, на белковые пищевые добавки, хлебобулочные изделия, закуски, кондитерские изделия и напитки 1,16 .
Белки молока и их адсорбция на поверхностях материалов, контактирующих с пищевыми продуктами, могут влиять на скорость коррозии и выделения металлов 17,18,19 . Было показано, что высвобождение металла из нержавеющей стали 316 L сильно увеличивается в условиях перемешивания (износа) в присутствии WP синергетическим образом из-за комплексообразующей способности WP в условиях нейтрального pH 18 . Кроме того, наличие белков важно для образования бактериальных биопленок на этих поверхностях 4,20,21,22 . В целях безопасности пищевых продуктов бактериальные биопленки необходимо удалять с помощью регулярных и частых процедур очистки в потенциально агрессивных условиях, таких как окислительная или щелочная химическая среда, высокое давление и повышенная температура 4,23 .
Материалы, контактирующие с пищевыми продуктами, требуют сварки для сборки оборудования 24 , строительство трансмиссионных резервуаров 25 или ремонт оборудования. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) является распространенным методом сварки нержавеющей стали 26,27 . С точки зрения коррозии, сварка представляет риск из-за сочетания эффектов микроструктуры и остаточного напряжения, вызванных температурным градиентом и различной скоростью охлаждения, представляющих собой неравновесное затвердевание 28 , влияющих на различные возможные типы коррозии, включая межкристаллитную коррозию из-за осаждения карбида и разность потенциалов (гальванические эффекты) между металлом шва (WM) и основным металлом (BM) или вдоль околошовной зоны (ЗТВ) 29,30,31 .
Насколько нам известно, исследования коррозионного поведения и выделения металла из сварных деталей из нержавеющей стали в растворах, содержащих WP, не проводились. Это исследование направлено на (i) определение любого комбинированного воздействия присутствия WP и слабостей, вызванных сваркой, на коррозию и выделение металла, и (ii) определение соответствующей процедуры сварки и присадочного металла, которые следует использовать для соединения и ремонта технологического и транспортного оборудования, изготовленного 316 литров в молочной промышленности.
Результаты
Микроструктурный анализ и микротвердость
Микроструктура BM 316 L состояла из равноосных аустенитных зерен с некоторыми двойниками отжига, как и ожидалось 18,32 , рис. доля ферритных фаз найдена и для РМ, рис. 1б–г. Это также было подтверждено рентгеновской дифракцией (XRD), дополнительный рисунок 1, только с аустенитом (γ) для BM 316 L и с γ и дельта-ферритом (δ) для WM. Обратите внимание, что используемый XRD не может обнаружить менее 5% объемной доли фазы, а это означает, что небольшое количество δ все еще может присутствовать в образце BM. Измерения как LOM, так и XRD ясно показывают, что объемная доля γ- и δ-фаз и их морфология варьируются среди разных WM. Анализ методом энергодисперсионной рентгеновской спектроскопии (EDS) выявил повышенное содержание Ni и повышенное содержание Cr/молибдена (Mo) в γ (междендритной) и δ (дендритной) фазах WM соответственно, рис. 2 и дополнительная таблица 1. , Различные отношения δ к γ в WM можно понять из режимов затвердевания, на которые влияет их Cr 9Отношение 0071 экв. ∕ Ni экв. , см. дополнительные уравнения 1–6 в дополнительных методах. 316L-WM и 309L-WM затвердевают по феррито-аустенитному (FA) режиму, что означает, что δ-дендриты сначала затвердевают из расплава в зоне плавления, а затем образование γ-фазы в междендритных областях после перитектические и эвтектические реакции между первичной ферритовой фазой и расплавом 28 . Морфология феррита в режиме FA может быть скелетным ферритом и реечным ферритом (см. рис. 1б, в) 28 . Различия в скорости охлаждения на ранних и поздних стадиях затвердевания вызывают эти различные морфологии 33 . 312-WM, напротив, демонстрирует игольчатую ферритную, видманштеттовую и межкристаллитную аустенитную микроструктуру. Это вызвано более высоким соотношением Cr eq ∕ Ni eq (2,5 по сравнению с <1,7, дополнительная таблица 2) и режимом затвердевания в ферритовом режиме (F), рис. 1г и 2д, е 32 . В режиме феррита (F) ферритовая фаза является единственной фазой, которая затвердевает из расплава и существует как единая фаза до температуры солидуса (дополнительное уравнение 4). Сначала образуется γ-фаза, затем в результате неполного превращения в твердом состоянии 34 . Отсутствие сигма (σ) фазы в микроструктуре всех трех РМ свидетельствует о соответствующих параметрах сварки. Доля δ-феррита в WM была количественно определена с помощью ферритового микроскопа и составила 6,7%, 8,4% и 19,3% (объемная доля) для 316L-WM, 309L-WM и 312-WM соответственно. На рис. 3 показана микроструктура на границе BM/WM для всех трех WM, а также линейные сканы ЭДС. Хорошо видно, что ферритная доля увеличивается по всей ЗТВ по направлению к зоне РО во всех случаях. Существенной разницы в составе 316L-WM и 309 не было.Образцы L-WM в разных зонах, однако 312-WM демонстрирует более высокое содержание Cr в зоне сварки по сравнению с зоной BM. 316L-WM и 309L-WM показали эпитаксиальный рост в переходной области, однако, 312-WM не выявили эпитаксиального роста, рис. 3. Эпитаксиальная структура не позволяет зоне соединения ЗТВ и РМ стать напряженной. зона фокусировки.
Рис. 1: Микроструктура.
Микрофотография LOM электротравлением ( a ) AISI 316-BM. б 316L-WM. с 309L-WM. д 312-ВМ.
Изображение в полный размер
Рис. 2: Микроструктура и состав.
СЭМ-микрофотография и соответствующее изображение J для ( a , b ) 316L-WM, ( c , d ) 309L-WM и ( e , WM 10093 f ). Справа: относительный состав в мас. % Fe, Cr, Ni и Mo в отмеченных областях 1 (δ) и 2 (γ) для каждого из РМ. Соответствующие данные о составе приведены в дополнительной таблице 1.
Изображение в полный размер
Рис. 3: Переходная зона.
Микрофотография LOM и анализ линии EDS на границе основного металла и сварных швов, выполненных ( a , b ) 316 L, ( c , d ) 309 L, и ( f 39091 e ) ) 312 присадочный металл.
Изображение в натуральную величину
Профили микротвердости для РС показали непрерывные тенденции увеличения твердости от ОМ через ЗТВ и к РМ, рис. 4. Увеличение твердости к зоне сварки объясняется выделением ферритной фазы в границы аустенитных зерен и их роль в ограничении роста зерен 35,36 . 312-WM с игольчатым ферритом, видманштеттеном и межкристаллитным аустенитом имел явно более высокую твердость в зоне сварки, чем 309L-WM и 316L-WM с каркасным/пластинчатым ферритом и межкристаллитным аустенитом, рис. 4.
Рис. 4: Микротвердость.
Профиль микротвердости, показывающий твердость для BM, HAZ и WM различных сварных соединений. Соединительные линии являются лишь ориентиром для глаза. Вертикальными пунктирными линиями обозначены края ЗТВ.
Полноразмерное изображение
Коррозионное поведение
Измерения электрохимической импедансной спектроскопии (ЭИС) были проведены для сравнения характеристик барьерного слоя оксидного слоя БМ и сварных швов в обоих растворах (фосфатно-солевой буфер, PBS и PBS + 10 г л −1 WP ). Перед измерениями в течение одного часа регистрировали потенциал холостого хода (OCP). В PBS не было статистически значимой разницы между образцами с точки зрения OCP, которая была либо относительно стабильной, либо увеличивалась со временем, дополнительный рисунок 2. 312-WM изменил ранг с самого высокого OCP среди образцов в PBS на самый низкий OCP. в PBS + WP, в котором он имел значительно более низкий OCP, чем 316L-WM. 316L-WM, с другой стороны, показал самый низкий OCP в PBS и самый высокий в PBS + WP, дополнительный рис. 2. Значения OCP через 1 ч варьировались от -0,3 до -0,15 В Ag/AgCl . На рис. 5 представлены репрезентативные графики Найквиста и Боде для различных материалов. Емкостная дуга показана на графиках Найквиста для всех образцов (рис. 5, а, г). Чем больше емкостная полуокружность, тем выше коррозионная стойкость в условиях эксперимента. Графики Боде, измеренные в высокочастотном диапазоне (от 10 4 до 10 5 Гц на рис. 5б, д), в основном связаны с сопротивлением электролита, а на средних частотах (10 9от 0005 2 до 10 −2 Гц), между 60 и 80 градусами, указывают на емкостной поверхностный слой. Единичная постоянная времени, соответствующая оксидному слою, может быть определена из измерений EIS. Поэтому спектры EIS были подобраны с использованием эквивалентной модели ячейки Рэндлса (рис. 5c). Эта модель эквивалентной электрической цепи (EEC) подходит для графиков EIS из нержавеющей стали, записанных в решениях, имеющих отношение к данному исследованию 18,37 . В дополнительной таблице 3 показаны средние значения и значения стандартного отклонения сопротивления раствора ( R s ), элемент постоянной фазы (CPE), сопротивление переноса заряда (R ct ), показатель степени n и индикатор ошибки подбора χ 2 . Последнее (<0,0053 во всех случаях) указывает на хорошее соответствие между измеренными данными и теоретическими значениями, с лучшим совпадением в растворе без белков (<0,0017). Различия между различными материалами были незначительными в PBS. Единственным значительным ( p < 0,05) различием в PBS было примерно 1,6-кратное снижение CPE и примерно 2,7-кратное увеличение R ct из 312-WM по сравнению с 316L-WM, в соответствии с более высоким OCP (указывающим на более пассивные условия) 312-WM в PBS, дополнительный рисунок 2. Между различными материалами не было существенных различий. в PBS + WP, за исключением значительно более высокого (в 2-3 раза) CPE для BM по сравнению с металлами шва, но нет разницы в R ct . При сравнении различных растворов был отмечен более низкий КПД для БМ и более высокий КПД для 316L-WM в присутствии по сравнению с отсутствием ВП, однако разница была менее чем в 2,6 раза. Единственная существенная разница в R ct в присутствии WP по сравнению с одним PBS наблюдался для 312-WM с увеличением (в 3,1 раза) R ct в присутствии WP. Показатель степени n указывал на пассивные условия во всех случаях (0,81-0,91) с небольшими различиями между материалами и растворами. Только два (из двенадцати) сравнения привели к статистически значимым ( p < 0,05) различиям при сравнении n для разных материалов в двух растворах. В PBS показатель степени n был больше для 312-WM (0,89) по сравнению с БМ (0,81). В присутствии WP показатель степени n был больше для 316L-WM (0,91), чем для BM (0,83). За исключением 316L-WM (увеличение n в присутствии WP), не было существенной разницы в показателе степени n в разных растворах. В целом, разница между различными растворами и исследуемыми материалами относительно мала или незначительна при потенциале холостого хода после 1-часового предварительного воздействия в статических условиях (без перемешивания).
Рис. 5: ЭИС.
Репрезентативные графики Найквиста ( a , d ) и Боде ( b , e ) БМ и сварных соединений после 1-часового погружения при 25°C в PBS ( a , 9009+) 10 g L -1 WP ( d , e ). c Данные снабжены одной эквивалентной электрической цепью постоянного тока (Randles).
Изображение в полный размер
Сравнение восприимчивости к точечной коррозии между БМ и сварными образцами после 1 часа погружения в оба раствора с использованием потенциодинамической поляризации показано на рис. 6 и в дополнительной таблице 4. На рис. 6 показаны репрезентативные потенциодинамические кривые вместе с постполяризационные оптические изображения (подтверждающие отсутствие или наличие ямок). Низкая плотность пассивного тока (<5,2 мкА см −2 ) измеряется во всех случаях. Не было существенной разницы в плотности пассивного тока между материалами или в разных жидкостях, за исключением немного более высокой плотности пассивного тока BM по сравнению с 309L-WM в PBS ( p < 0,05). Не было существенной разницы ( p > 0,05) в коррозионном потенциале ( E корр. ) между различными материалами в PBS. В присутствии WP коррозионный потенциал был значительно ( p < 0,05) ниже как для BM, так и для 312-WM по сравнению с 316L-WM. Кроме того, E corr 312-WM был значительно ниже в PBS + WP по сравнению с одним PBS. Все металлы сварного шва имели точечную коррозию, а BM — нет. Потенциал транспассивного пробоя BM в обоих растворах был значительно ( p < 0,05) выше потенциала питтинговой коррозии всех металлов шва. В PBS 309L-WM имел значительно ( p < 0,05) более низкий потенциал точечной коррозии (более высокая восприимчивость к точечной коррозии) по сравнению с двумя другими металлами сварного шва, но такой разницы не было в PBS + WP. 309L-WM значительно увеличивает свой потенциал питтинга в присутствии WP. В целом, сварка привела к более высокой восприимчивости к точечной коррозии, но с незначительными различиями или без существенных различий в пассивных условиях. Присутствие белков скорее подавляло восприимчивость к точечной коррозии.
Рис. 6: Потенциодинамическая поляризация.
a Репрезентативные потенциодинамические поляризационные кривые для BM и сварных соединений в PBS. b PBS + 10 g L −1 WP соответствующие постполяризационные изображения LOM.
Изображение в натуральную величину
Высвобождение металла и видимые изменения поверхности
На рис. 7 представлены нормированные по геометрической площади количества Fe, Cr и Ni в PBS и PBS + 10 г л −1 WP после 24 лет. ч и 72 ч погружения в условиях перемешивания для различных исследованных материалов. Любые статистически значимые различия между растворами и между различными материалами в PBS + WP также указаны на рис. 7, а данные о выбросах отдельных элементов показаны на дополнительном рис. 3. Все три исследованных элемента были обнаружены во всех образцах раствора. В среднем 67% по массе от общего выброса приходилось на Fe, 16% по массе от общего выброса составлял Cr и 8,4% по массе от общего выброса составлял Ni. Это близко к номинальному составу (дополнительная таблица 2). Присутствие WP значительно увеличило выделение металла для двух из четырех материалов через 24 часа и для всех материалов через 72 часа. Скорость высвобождения увеличивалась между 24 и 72 часами воздействия в присутствии WP, но не в его отсутствие. Количество высвобождаемых металлов увеличилось примерно в 7 раз при трехкратном увеличении времени, что означает, что скорость высвобождения увеличилась более чем в 2 раза в PBS + WP. Вместо этого в PBS оно уменьшилось до 2 раз, несмотря на условия перемешивания. Модель 312-WM постоянно выделяла наибольшее количество металлов. Статистически значимой разницы между тремя другими материалами не было.
Рис. 7: Высвобождение металла при перемешивании.
Средние количества Fe, Cr и Ni, высвобожденные из тройных образцов BM, 316L-WM, 309L-WM и 312-WM в PBS (доведенный до pH 6,8) и PBS с 10 г л -1 WP ( PBS + WP) через 24 часа ( a ) и 72 часа ( b ) в условиях перемешивания магнитной мешалкой при комнатной температуре. Любая существенная разница между растворами и между различными материалами в PBS + WP отмечена звездочками: * р < 0,05; ** р < 0,01; *** p < 0,001, для соответствующих элементов. Для получения подробной информации об элементном высвобождении см. дополнительный рисунок 3.
Полноразмерное изображение
При исследовании LOM после воздействия некоторые ямки на поверхности металла были обнаружены для всех сварных образцов после 72 часов воздействия в обоих растворах (дополнительный рисунок). 4). Кроме того, «полированные» области наблюдались после перемешивания с PBS + 10 g L -1 WP, но не только с PBS (дополнительная рис. 4).
Обсуждение
Стойкость сварных соединений из аустенитной нержавеющей стали к точечной коррозии, вызванная сегрегацией и разделением легирующих элементов при затвердевании, часто ниже, чем у BM даже с соответствующим составом 37 . Микроструктура каждого ВМ в данной работе содержала двухфазную (γ+δ). Неоднородность химического состава на границе γ/δ может усугубить локальную коррозию из-за обеднения Cr и Mo в аустенитной фазе (см. рис. 2) 38 . В отсутствие WP 309L-WM продемонстрировал самую низкую стойкость к точечной коррозии, что, по нашему предположению, связано с самым низким содержанием Мо 39 . Не было существенной разницы между 316L-WM и 312-WM с точки зрения стойкости к точечной коррозии в обоих растворах, несмотря на разное содержание δ-феррита и молибдена.
В присутствии WP мы ранее выдвинули гипотезу о синергическом эффекте истирания (в условиях перемешивания) и комплексообразования, на что указывают полированные области на дополнительном рис. 4 и в нашем предыдущем исследовании 9.0005 18 на прокатанном 316 л, в котором аналогичный механизм был обнаружен для WP и для цитрата (еще один комплексообразующий агент без смазывающих свойств белков). Этот ранее гипотетический механизм был дополнительно подтвержден в этом исследовании, и, что интересно, было обнаружено ускорение скорости высвобождения металла со временем между 24 и 72 часами.
Подобно нашему предыдущему исследованию, мы обнаружили, что механизм истирания поверхности в PBS представляет собой абразивный износ (дополнительный рис. 4) с абразивным износом как с двумя, так и с тремя частями, вызывающим образование мусора и царапин на поверхности. Шероховатость образцов, перемешанных в растворе PBS, увеличивалась со временем, что приводило к уменьшению площади контакта между магнитной мешалкой и поверхностью образцов. Напротив, механизм изнашивания в PBS + 10 g L -1 WP, по-видимому, является преимущественно усталостным износом, наряду с некоторым двухчастным и трехчастным износом, аналогично нашим предыдущим выводам в 80 g L -1 WP 18 . Более высокая твердость 312-WM не привела к уменьшению выделения металла или уменьшению износа в условиях перемешивания в присутствии WP. Скорее всего, другие механизмы деградации (комплексообразование и питтинговая коррозия) усилились из-за повышенного содержания феррита и низкого содержания Мо в 312-WM.
Несмотря на наличие видимых ямок на РВ по сравнению с БМ после выдержки до 3-х суток с перемешиванием, выявить их статус не представляется возможным (активные, метастабильные, репассивированные ямки и/или ямки, образовавшиеся в результате истирания ) только по оптическим изображениям. Однако ускоренное высвобождение металла между 1 и 3 днями в PBS + WP, а также более высокая восприимчивость WM к точечной коррозии по сравнению с BM указывают на то, что локальная коррозия может быть вовлечена в этот процесс ускоренного высвобождения металла. Кроме того, выделение металла примерно пропорционально объемному составу является еще одним признаком активных/локальных процессов коррозии 3 .
Компоненты WP сходны с компонентами других белков, особенно белков альбумина и глобулина, которые могут увеличивать высвобождение металлов за счет механизма комплексообразования 18,40 . В настоящей работе WP присутствовал в PBS, содержащем соль. Это также приводило к точечной коррозии даже при потенциале разомкнутой цепи при длительном перемешивании. Однако точечная коррозия и выделение металла при перемешивании в течение 24 и 72 часов не коррелировали с исследованиями потенциодинамической поляризации в статических условиях и через 1 час при потенциале холостого хода. В исследованиях выброса металлов 312-WM явно выделял больше металлов, за ним следует BM, и все купоны показали некоторые ямки. В потенциодинамических поляризационных испытаниях все РВ показали повышенную восприимчивость к питтингу, а БМ — нет. Это указывает на то, что микроструктура имеет меньшее значение для высвобождения металла в условиях перемешивания при потенциале холостого хода по сравнению с точечной коррозией в испытании на ускоренную коррозию. Одно из объяснений состоит в том, что потенциал питтинга в статических условиях (без трения) в первую очередь определяется объемными факторами, такими как легирующие элементы и микроструктура 9.0005 41 , в то время как высвобождение металла при потенциале разомкнутой цепи при перемешивании в присутствии WP регулируется многими различными возможными факторами, такими как комплексообразование, метастабильная точечная коррозия и трибологические факторы 3 . Другим возможным объяснением меньшего или аналогичного выхода металла из стали 309L-WM и 316L-WM по сравнению с BM является большая твердость сварных швов, что могло локально повысить их износостойкость.
Это исследование не может ответить на конкретные вопросы механики, такие как преобладающий механизм высвобождения металла и влияние на него параметров сварки. Тем не менее, он дает представление о комбинированных механизмах и указывает на WP как сильно ускоряющий фактор для некоторых механизмов высвобождения. Как видно из ямок и ускоренного высвобождения металла после трехдневного воздействия потенциала разомкнутой цепи при перемешивании, эти механизмы высвобождения имеют важное значение для защиты от коррозии и безопасности пищевых продуктов. Будущие исследования должны выяснить, нужно ли скорректировать стандартные испытания сварных материалов, контактирующих с пищевыми продуктами, в молочной промышленности, чтобы учесть влияние белков. Например, ни Европейское руководство по тестированию выделения металлов из материалов, контактирующих с пищевыми продуктами 42 , ни стандартный тест ISO 4531:2018 43 предполагают наличие белков или трения. В то время как лимонная кислота, которая предлагается в этих протоколах испытаний (наряду с уксусной кислотой), теоретически может быть хорошим имитатором белков с точки зрения способности к комплексообразованию, pH (2,4) пищевого имитатора не позволяет образовывать комплексы с лимонной кислотой из-за до его полного протонирования при данном значении рН 44 .
Таким образом, микроструктура BM 316 L была аустенитной, в то время как микроструктура WM содержала увеличение (316L-WM < 309L-WM < 312-WM) количество δ-феррита. 312-WM был тверже, чем 309L-WM и 316L-WM. В статических условиях после 1 ч предварительной выдержки под потенциалом разомкнутой цепи с последующей потенциодинамической поляризацией все РМ показали более высокую восприимчивость к питтинговой коррозии по сравнению с БМ. Эта восприимчивость к точечной коррозии была немного подавлена в присутствии WP. При индуцированном трении от магнитной мешалки и потенциале холостого хода присутствие WP значительно увеличивает выделение металла из всех материалов. Белки дополнительно индуцировали ускоренное высвобождение металла между 1 и 3 днями воздействия по сравнению со сниженной скоростью высвобождения металла в эталонном растворе без WP. Пост-визуализация показала ямы. Высвобождение было пропорционально объемному составу, что указывает на активную/локальную коррозию. 312-WM выделяло значительно большее количество металлов по сравнению с BM и другими WM. Это исследование показывает, что присутствие белков молочной сыворотки, трение и склонность к коррозии, вызванная сваркой, могут синергетически вызывать большее выделение металла и коррозию материалов, контактирующих с пищевыми продуктами.
Методы
Материал
Номинальные составы BM и трех различных присадочных металлов, предоставленные поставщиками, показаны в дополнительной таблице 2. BM, лист толщиной 2 мм, был поставлен через Международный форум нержавеющей стали. и ранее исследованные/охарактеризованные 18,45 . Присадочные металлы были поставлены ESAB, Гетеборг, Швеция, и имели диаметр 2,15 мм. BM (листовой прокат, толщина 2 мм, 200 мм × 100 мм) был разрезан с использованием электроэрозионной обработки с проволочной резкой (WEDM). Изолят WP (Lacprodan DI-9224) имел общее содержание белка не менее 92% и был получен от Arla Food Ingredient, Дания, и аналогичен тому, который мы исследовали в предыдущих исследованиях 17,18 .
Процедура сварки
Два образца сварного шва были изготовлены из BM (ASTM 316 L) и каждого из трех присадочных металлов с использованием процесса GTAW, обозначенного как 316L-WM, 309L-WM и 312-WM соответственно. Перед сваркой поверхностные загрязнения были удалены механическим и химическим путем, соответственно, проволочной щеткой и протиркой ацетоном. Предварительная/послетермическая обработка не применялась. Визуальный и ультразвуковой контроль во время и после сварки подтвердили отсутствие геометрических, поверхностных и подповерхностных дефектов. Защитный газ (100 % аргон) продувался спереди и сзади для предотвращения проникновения газов из атмосферы в зону сварки. Все образцы были сварены в одинаковых условиях, включая погонную энергию 0,456 кДж мм −1 . Более подробная информация приведена в дополнительной информации (дополнительная таблица 5 и дополнительное уравнение 7).
Характеристика микроструктуры
Образцы для исследования микроструктуры были вырезаны с использованием WEDM и механически обработаны наждачной бумагой SiC (80–1200 меш), а затем отполированы порошковой суспензией Al 2 O 3 с размером частиц 1 мкм и 0,3 мкм. Затем их подвергали электротравлению в течение 60–90 с в 100 г л –1 щавелевой кислоты при напряжении 6 В при комнатной температуре. Различные зоны образцов (зона сварки: WM, зона термического влияния: HAZ, основной металл: BM) исследовали с помощью LOM и сканирующей электронной микроскопии (SEM) с использованием прибора Philips-XL30 с EDS. Для качественного фазового анализа был выполнен рентгеноструктурный анализ сварного соединения и BM с использованием системы X Prt-MPD с Cu-K 9. 0071 α мишень при 40 кВ и 30 мА и программное обеспечение X-pert. Как только мы идентифицировали все намагничиваемые фазы с помощью XRD (присутствовал только δ-феррит), мы использовали ферритовый эндоскоп Aka Scan (MQ51h5) для количественного (предел обнаружения около 0,1 об.%) измерения содержания δ-феррита, сообщая о среднем значении по пяти показаниям. . Твердость сварных соединений определяли микротвердомером, оснащенным алмазным индентором Виккерса, при нагрузке 100 г и времени выдержки 10 с. Это испытание проводили в поперечном направлении, параллельном поверхности, которая включает различные зоны (BM, HAZ и WM) с обеих сторон сварного шва.
Коррозия и высвобождение металлов
Растворы
Растворителем в этом исследовании была бидистиллированная вода (удельное сопротивление 18,2 МОм·см, прибор Heidolph). Были приготовлены два раствора из реактивов ч.д.а. с 10 г л -1 WP и без них. Химический состав PBS составлял 1,36 г L -1 KH 2 PO 4 , 1,28 г L -1 NA 2 HPO 4 и 8,77 г L — 1 NACL, Регулировано, чтобы pH 6,8 с NaOH. Этот показатель pH актуален для растворов искусственного молока и сывороточного белка, и ранее было установлено, что PBS при pH 6,8 (без WP) является оптимальным некомплексообразующим эталонным раствором 9.0005 18 . PBS + 10 г л −1 WP готовили за сутки (24 ± 1 ч) до каждой экспозиции и хранили в холодильнике при температуре 4 °C.
Испытания на отделение металла
Купоны (10 мм × 10 мм × 2 мм) были вырезаны с использованием WEDM и отшлифованы наждачной бумагой SiC зернистостью 1200 с обеих сторон. Края и задняя сторона были заклеены, а общая площадь поверхности, подверженной воздействию раствора, составляла 1 см 2 . После шлифовки образцы были обезжирены ультразвуком в ацетоне в течение 15 мин и высушены газообразным азотом при комнатной температуре с последующим выдерживанием в эксикаторе (<10% относительной влажности) при комнатной температуре в течение 24 ±1 ч перед выдержкой в растворе. Такая подготовка поверхности обеспечивает образование сопоставимого поверхностного оксида 46 .
Все контейнеры и материалы, контактировавшие с раствором, были промыты кислотой (10% HNO 3 в течение не менее 24 часов с последующим четырехкратным ополаскиванием бидистиллированной водой) для десорбции и растворения любых частиц металлов со стенок. , чтобы их можно было смыть, а фоновое загрязнение было минимальным 47 .
Независимые образцы из трех экземпляров купонов и один пустой образец (без купона) подвергались параллельному воздействию в условиях перемешивания (магнитной мешалкой) 5 мл PBS и PBS + 10 г л −1 WP при комнатной температуре в течение 24 ч и 72 ч. Магнитную мешалку доводили до 300 об/мин при комнатной температуре. Магнитные стержни были меньше диаметра цилиндров и легко перемешивались, не касаясь контейнера во время тестового прогона. Они располагались поверх купонов, обеспечивая трение. После экспонирования все купоны промывали 1 мл бидистиллированной воды (промывочная вода использовалась впустую) и сушили газообразным азотом при комнатной температуре. Купоны были дополнительно исследованы с помощью LOM, и образцы раствора были подготовлены для анализа раствора.
Оптическая эмиссионная спектроскопия с индуктивно-связанной плазмой (ICP-OES) с использованием Perkin Elmer Optima 7300DV измеряла концентрации растворов Fe, Cr и Ni, выделяемых из купонов в оба раствора в условиях перемешивания. Перед анализом образцы растворов готовили путем подкисления (образцы PBS) и выщелачивания (PBS + 10 г л -1 WP). Для переваривания 0,25 мл 65% HNO 3 добавляли к 5 мл образца раствора, а затем смесь осторожно кипятили на водяной бане (90°С) в течение 1–2 ч или до получения прозрачного раствора. Позже добавляли 0,125 мл 65 % HNO 3 с последующим нагреванием до полного переваривания. Стандарты контроля качества PerkinElmer NIST ® для ICP, номер детали N9300281, использовались в качестве исходных стандартов для подготовки рабочих стандартов 48 . Концентрации металлов в мкг л -1 определяли на основе трех повторных показаний для каждого образца. Пределы обнаружения (в обоих растворах) составили 11,5 мкг Fe L -1 , 1,77 мкг Cr L -1 , 2,46 мкг Ni L -1 . Все концентрации образцов превышали пределы обнаружения в этом исследовании. Соответствующие холостые концентрации, если их можно было обнаружить, вычитали из трехкратного среднего значения концентраций образцов. Высвобождаемые количества металлов (мкг см -2 ) рассчитывали путем умножения контрольной концентрации и концентрации с поправкой на коэффициент разбавления (DF) (мкг л -1 ) на объем воздействия V (0,005 л), деленное на подвергшееся воздействию купонная зона 9{{{\mathrm{n}}}} (c_{{{\mathrm{i}}}} — c_{{{{\mathrm{blank}}}}})}}{n} \times {{{ \mathrm{DF}}}} \times V}}{A}$$
(1)
Электрохимические измерения
Купоны (7 мм × 6 мм × 2 мм) механически шлифовали наждачной бумагой SiC зернистостью 1200 на обоих стороны, залитые эпоксидной смолой, очищенные ультразвуком в течение 15 мин в ацетоне, высушенные газообразным азотом при комнатной температуре и выдержанные в эксикаторе в течение 24 ±1 ч. Электрохимические измерения проводились с помощью потенциостатической системы Ivium и трехэлектродной ячейки с Ag/AgCl насыщ. KCl в качестве электрода сравнения, платиновая проволока в качестве противоэлектрода и купон в качестве рабочего электрода. Сначала измеряли OCP в течение 60 мин. Затем проводилась ЭИС с амплитудой 10 мВ среднеквадратичное значение и диапазон частот 10 000–0,01 Гц. Наконец, были проведены потенциодинамические тесты анодной поляризации от -0,250 В по сравнению с OCP до 1,6 В или 0,02 А.
Для определения сопротивления и емкости оксидного (пассивного) слоя экспериментальные данные EIS были проанализированы с помощью программного обеспечения Z-View. Графики измерений были снабжены моделью электрической эквивалентной схемы, как указано в разделе результатов. R s – сопротивление раствора между эталонным и рабочим электродами. R p — сопротивление поляризации, а CPE — элемент постоянной фазы, относящийся к пассивному слою. Более подробная информация представлена в дополнительных методах и дополнительном уравнении 8.
Статистическая оценка
Для определения любых статистически значимых различий между двумя наборами данных с неравной дисперсией (KaleidaGraph v. не менее трех независимых экземпляров в каждом наборе. Различия считали статистически значимыми для вероятностей ( р ) менее 0,05 при равенстве.
Ссылки
Henchion, M., Hayes, M., Mullen, A.M., Fenelon, M. & Tiwari, B. Предложение и спрос на белок в будущем: стратегии и факторы, влияющие на устойчивое равновесие. Продукты питания 6 , 53 (2017).
Артикул
Google ученый
Сантамария, М., Транчида, Г. и Ди Франко, Ф. Коррозионная стойкость пассивных пленок на различных марках нержавеющей стали в пищевой промышленности и производстве напитков.
Коррос. науч. 173 , 108778 (2020).КАС
СтатьяGoogle ученый
Хедберг Ю. С. и Одневалл Валлиндер И. Выделение металла из нержавеющей стали в биологической среде: обзор. Биоинтерфазы. 11 , 018901-1 — 018901-17 (2016).
Йеллесен, М.С., Расмуссен, А.А. и Гилберт, Л.Р. Обзор выбросов металлов в пищевой промышленности. Матер. Коррос. 57 , 387–393 (2006).
КАС
СтатьяGoogle ученый
Jullien, C., Bénézech, T., Carpentier, B., Lebret, V. & Faille, C. Идентификация характеристик поверхности, имеющих отношение к гигиеническому статусу нержавеющей стали для пищевой промышленности. Дж. Фуд Инж. 56 , 77–87 (2003).
Артикул
Google ученый
Олефьорд И. и Вегрелиус Л. Поверхностный анализ пассивного состояния. Коррос. науч. 31 , 89–98 (1990).
КАС
СтатьяGoogle ученый
Ханава, Т., Хиромото, С., Ямамото, А., Курода, Д. и Асами, К. XPS-характеристика поверхностной оксидной пленки образцов из нержавеющей стали 316L, которые находились в квазибиологической среде. Матер. Т. ДЖИМ. 43 , 3088–3092 (2002).
КАС
СтатьяGoogle ученый
Амир М., Фекри А. М. и Хеакал Ф. Э.-Т. Электрохимическое поведение пассивных пленок на молибденсодержащих аустенитных нержавеющих сталях в водных растворах.
Электрохим. Акта. 50 , 43–49 (2004).КАС
СтатьяGoogle ученый
Лунарска Э., Шклярска-Смяловска З. и Яник-Чахор М. Подверженность Cr-Ni-Mn нержавеющих сталей питтингу в растворах хлоридов. Коррозия. 31 , 231–234 (2013).
Артикул
Google ученый
Дельгадо, К., Роузгрант, М., Стейнфельд, Х., Эхуи, С. и Курбуа, К. Животноводство до 2020 года: следующая пищевая революция. Перспективы Агр. 30 , 27–29 (2001).
Артикул
Google ученый
Райс, Б. Х., Чифелли, С. Дж., Пикоски, М. А. и Миллер, Г. Д. Молочные компоненты и факторы риска кардиометаболического синдрома: последние данные и возможности для будущих исследований. Доп. Нутр. 2 , 396–407 (2011).
КАС
СтатьяGoogle ученый
Boirie, Y. et al. Медленные и быстрые пищевые белки по-разному модулируют накопление белка после приема пищи. Проц. Натл. акад. науч. 94 , 14930–14935 (1997).
КАС
СтатьяGoogle ученый
Pennings, B. et al. Сывороточный протеин стимулирует прирост мышечного белка после приема пищи более эффективно, чем казеин и гидролизат казеина у пожилых мужчин. утра. Дж. Клин. Нутр. 93 , 997–1005 (2011).
КАС
СтатьяGoogle ученый
Kuntz, L. A. Концентрация внимания на изоляте сывороточного протеина.
Белки 20 , https://college.agrilife.org/talcottlab/wp-content/uploads/sites/108/2019/01/FPD-Whey-Protein-Isolates.pdf (2010).Атапур, М., Одневалл Валлиндер, И. и Хедберг, Ю. Нержавеющая сталь в растворах искусственного молока и сывороточного белка – Влияние сорта на коррозию и выделение металла. Электрохим. Акта. 331 , 135428 (2020).
КАС
СтатьяGoogle ученый
Атапур, М. и др. Выделение металла из нержавеющей стали 316L в растворах сывороточного белка и имитации молока в статических условиях и при перемешивании. Пищевой контроль. 101 , 163–172 (2019).
КАС
СтатьяGoogle ученый
Rabizadeh, T. & Asl, S.K. Казеин в качестве природного белка для замедления коррозии мягкой стали в растворе HCl. Дж. Мол. жидкость 276 , 694–704 (2019).
КАС
СтатьяGoogle ученый
Marques, S.C. et al. Формирование биопленок золотистым стафилококком на поверхностях из нержавеющей стали и стекла и его устойчивость к некоторым выбранным химическим дезинфицирующим средствам. Браз. Дж. Микробиол. 38 , 538–543 (2007).
Артикул
Google ученый
Гупта С. и Ананд С. Индукция точечной коррозии нержавеющей стали (марки 304 и 316), используемой в молочной промышленности, биопленками обычных спорообразователей. Междунар. Дж. Молочная технология. 71 , 519–531 (2018).
КАС
СтатьяGoogle ученый
Gao, C. et al. Влияние условий приготовления на вторичную структуру белка и образование биопленки кафирина. Дж. Агр. Пищевая хим. 53 , 306–312 (2005).
КАС
СтатьяGoogle ученый
Мемиси Н., Мораканин С.В., Милияшевич М., Бабич Дж. и Джукич Д. Процессы безразборной мойки в молочной промышленности. Проц. Пищевая наука. 5 , 184–186 (2015).
Артикул
Google ученый
Unnikrishnan, R. et al. Влияние подводимого тепла на микроструктуру, остаточные напряжения и коррозионную стойкость сварных соединений из аустенитной нержавеющей стали 304L. Матер. Персонаж 93 , 10–23 (2014).
КАС
СтатьяGoogle ученый
Вардана Р. В. и Варинсирирук Э. Data Envelopment Analysis (DEA) и TOPSIS для выбора процесса сварки в резервуаре для хранения продуктов питания и напитков , в 2018 г. 3-я Международная конференция по управлению технологическими инновациями и инженерным наукам 1–5 (IEEE: 2018).
Norrish, J., Усовершенствованные сварочные процессы (Elsevier: Bristol, Philadelphia, 2006).
Кутелу Б.Дж., Сейду С.О., Эгабор Г.И. и Ибитойе А.И. Обзор параметров сварки GTAW. Дж. Мин. Матер. Чар Инж. 6 , 541 (2018).
КАС
Google ученый
Липпольд, Дж. К. Металлургия сварки и свариваемость (John Wiley & Sons: Hoboken, New Jersey, 2014).
Кумар М., Шарма А. и Шахи А. Сенсибилизационные исследования металлургических и коррозионных свойств сварных швов из нержавеющей стали AISI 304. В Advances in Manufacturing Processes 257–265 (Springer: 2019).
Билмес, П., Льоренте, К., Мендес, К. и Жерваси, К. Микроструктура, термообработка и точечная коррозия листового металла 13CrNiMo и металла сварного шва. Коррос. науч.
51 , 876–881 (2009).КАС
СтатьяGoogle ученый
Дэвис, Дж. Р., Коррозия сварных конструкций (ASM International: Materials Park, OH, 2006).
Chuaiphan, W. & Srijaroenpramong, L. Микроструктура, механические свойства и точечная коррозия сварных соединений TIG альтернативной недорогой аустенитной нержавеющей стали марки 216. Дж. Доп. Присоединиться. проц. 2 , 100027 (2020).
Google ученый
Коу С. Металлургия сварки . 2-е изд. (John Wiley & Sons, Inc.: Нью-Джерси, США, 2003 г.).
Иноуэ, Х. и Косеки, Т. Механизм затвердевания аустенитных нержавеющих сталей, затвердевших с первичным ферритом. Acta Mater. 124 , 430–436 (2017).
КАС
СтатьяGoogle ученый
Вессман, С. Оценка диаграммы WRC 1992 с использованием вычислительной термодинамики. Сварка. Мир 57 , 305–313 (2013).
Google ученый
Раджани, Х. З., Торкамани, Х., Шарбати, М. и Райган, С. Повышение коррозионной стойкости соединений из нержавеющей стали 316L, сваренных дуговой вольфрамовой сваркой, посредством контролируемой предварительной термообработки. Матер. Дес. 34 , 51–57 (2012).
Артикул
Google ученый
Marshall, P. & Gooch, T. Влияние состава на коррозионную стойкость металлов шва из высоколегированной аустенитной нержавеющей стали.
Коррозия 49 , 514–526 (1993).КАС
СтатьяGoogle ученый
Токита С., Кадои К., Аоки С. и Иноуэ Х. Взаимосвязь между микроструктурой и свойствами локальной коррозии металла шва аустенитных нержавеющих сталей. Коррос. науч. 175 , 108867 (2020).
КАС
СтатьяGoogle ученый
Хедберг Ю. С. Роль белков в деградации относительно инертных сплавов в организме человека. npj Матер. град. 2 , 26 (2018).
Артикул
Google ученый
Ли, Т., Ву, Дж. и Франкель, Г. С. Локальная коррозия: разрушение пассивной пленки в сравнении со стабильностью роста питтинга, часть VI: кинетика растворения питтинга различных сплавов и модель потенциала точечной коррозии и репассивации. Коррос. науч. 182 , 109277 (2021).
КАС
СтатьяGoogle ученый
Кейтель, С., Металлы и сплавы, используемые в материалах и изделиях, контактирующих с пищевыми продуктами, практическое руководство для производителей и регулирующих органов. ISBN: 978-92-871-7703-2 (Совет Европы: Страсбург, Франция, 2013 г.).
ISO 4531:2018 Эмали стекловидные и фарфоровые. Высвобождение из эмалированных изделий, контактирующих с пищевыми продуктами. Методы испытаний и пределы. Международная организация по стандартизации (2018).
Мазинанян Н. и Хедберг Ю. С. Механизмы высвобождения металла из пассивной нержавеющей стали в лимонной кислоте при слабокислом рН. Дж. Электрохим. соц. 163 , C686–C693 (2016).
КАС
СтатьяGoogle ученый
Мазинанян Н., Хертинг Г., Одневалл Валлиндер И.
и Хедберг Ю. Высвобождение металла и коррозионная стойкость различных марок нержавеющей стали при имитации контакта с пищевыми продуктами. Коррозия 72 , 775–790 (2016).КАС
СтатьяGoogle ученый
Herting, G., Odnevall Wallinder, I. & Leygraf, C. Скорость выделения металла из нержавеющей стали AISI 316L и чистых Fe, Cr и Ni в синтетическую биологическую среду – сравнение. Дж. Окружающая среда. Монит. 10 , 1092–1098 (2008).
КАС
СтатьяGoogle ученый
Намиесник, Й. Трассовый анализ — вызовы и проблемы. Крит. Преподобный Анал. хим. 32 , 271–300 (2002).
Артикул
Google ученый
Сароджам, П. Анализ следовых количеств металлов в поверхностной и бутилированной воде с помощью ИСП-ОЭС Optima 7300 DV, 1–7 (2010).
Олссон, К.-О. А. и Ландольт, Д. Пассивные пленки на нержавеющих сталях — химия, структура и рост. Электрохим. Акта. 48 , 1093–1104 (2003).
КАС
Статья
Google ученый
Минорова А., Романчук И., Жукова Ю., Крушельницкая Н., Вежливцева С. Белковый состав и технологические свойства концентратов молочной сыворотки. Сельскохозяйственные науки. Пр. 4 , 52–58 (2017).
Артикул
Google ученый
Миршекари, Г., Таваколи, Э., Атапур, М. и Садегян, Б. Микроструктура и коррозионное поведение нержавеющей стали 304L, сваренной многопроходной вольфрамовой дугой. Матер. Дес. 55 , 905–911 (2014).
КАС
Статья
Google ученый
Ссылки для скачивания
Функционализация поверхности нержавеющей стали для иммобилизации фрагментов антител для сердечно-сосудистых применений
. 2016 Апрель; 104 (4): 821-32.
doi: 10.1002/jbm.a.35616.
Epub 2015 15 декабря.
Ферстер
1
, I Головач
1
, ГБ Сунил Кумар
2
, С Анандакумар
2
, Стена JG
2
, М. Вавжинская
3
, М. Папроцка
4
, Кантор
4
, Х. Краскевич
5
, С Ольштынска-Янус
1
, С. Дж. Хиндер
6
, Д Бялы
7
, Подбельская Г,
1
, М Копачинская
1
Принадлежности
- 1 Кафедра биомедицинской инженерии, Факультет фундаментальных проблем технологии, Вроцлавский технологический университет, Польша.
- 2 Центр микробиологии и исследований медицинских устройств (CÚRAM), NUI Galway, Голуэй, Ирландия.
- 3 Отделение неотложной медицинской помощи, Вроцлавский медицинский университет, Вроцлав, Польша.
- 4 Институт иммунологии и экспериментальной терапии Польской академии наук, Вроцлав, Польша.
- 5 Balton Ltd, Варшава, Польша.
- 6 Факультет машиностроения, Университет Суррея, Англия.
- 7 Клиника кардиологии Вроцлавского медицинского университета, Вроцлав, Польша.
PMID:
26566715
DOI:
10.1002/jbm.a.35616
А Фоерстер и соавт.
J Biomed Mater Res A.
2016 Апрель
. 2016 Апрель; 104 (4): 821-32.
doi: 10. 1002/jbm.a.35616.
Epub 2015 15 декабря.
Авторы
Ферстер
1
, I Головач
1
, ГБ Сунил Кумар
2
, С Анандакумар
2
, Стена JG
2
, М. Вавжиньска
3
, М. Папроцка
4
, Кантор
4
, Х Краскевич
5
, С Ольштынска-Янус
1
, С. Дж. Хиндер
6
, Д Бялы
7
, Подбельская Г,
1
, M Копачинская
1
Принадлежности
- 1 Кафедра биомедицинской инженерии, Факультет фундаментальных проблем технологии, Вроцлавский технологический университет, Польша.
- 2 Центр микробиологии и исследований медицинских устройств (CÚRAM), NUI Galway, Голуэй, Ирландия.
- 3 Отделение неотложной медицинской помощи, Вроцлавский медицинский университет, Вроцлав, Польша.
- 4 Институт иммунологии и экспериментальной терапии Польской академии наук, Вроцлав, Польша.
- 5 Balton Ltd, Варшава, Польша.
- 6 Факультет машиностроения, Университет Суррея, Англия.
- 7 Клиника кардиологии Вроцлавского медицинского университета, Вроцлав, Польша.
PMID:
26566715
DOI:
10.
1002/jbm.a.35616
Абстрактный
Материал из нержавеющей стали 316 L обычно используется для производства стентов коронарных и периферических сосудов. Эффективная биофункционализация является ключом к улучшению характеристик и безопасности стентов после имплантации. В этой статье сообщается о методе иммобилизации фрагментов рекомбинантных антител (scFv) на нержавеющей стали 316 L для облегчения роста эндотелиальных клеток-предшественников (EPC) человека и, таким образом, повышения жизнеспособности клеток имплантированных стентов для сердечно-сосудистых применений. Модификацию поверхности стента проводили в три этапа. Сначала поверхность стента была покрыта покрытием на основе диоксида титана для увеличения плотности гидроксильных групп для успешной силанизации. Затем проводили силанизацию 3-аминопропилтриэтоксисиланом (АПТС) для придания поверхности аминогрупп, наличие которых подтверждали с помощью FTIR, XPS и флуоресцентной микроскопии. Максимальная плотность аминогрупп (4,8*10(-5) моль/см(2)) на поверхности достигается после проведения реакции в этаноле в течение 1 ч при 60 °С и 0,04 М АПТС. На такой подготовленной поверхности впоследствии были успешно иммобилизованы гликозилированные scFv. Было исследовано влияние окисления гликановых фрагментов scFv и температуры на покрытие scFv. Исследование с помощью флуоресценции и конфокальной микроскопии показало, что наиболее плотная и наиболее равномерно покрытая scFv поверхность была получена при 37 °C после окисления гликановой цепи. Результаты демонстрируют, что scFv не может быть эффективно иммобилизован без предварительной аминосиланизации поверхности. Было установлено влияние химической модификации на жизнеспособность клеток линии ЭПК 55.1 (HucPEC-55.1), что указывает на то, что модификации нержавеющей стали 316 L нетоксичны для ЭПК.
Ключевые слова:
аминосиланизация; фрагменты антител; иммобилизация; клетки-предшественники; модификация поверхности.
© 2015 Wiley Periodicals, Inc.
Похожие статьи
Селективная адгезия и рост эндотелиальных клеток сосудов на поверхности нержавеющей стали, функционализированной биоактивными пептидными нановолокнами.
Ceylan H, Tekinay AB, Guler MO.
Джейлан Х. и др.
Биоматериалы. 2011 Декабрь; 32 (34): 8797-805. doi: 10.1016/j.biomaterials.2011.08.018. Epub 2011 31 августа.
Биоматериалы. 2011.PMID: 21885121
Функционализация фрагментом антитела, связывающим VEGFR2, приводит к усиленной эндотелизации сердечно-сосудистого стента in vitro и in vivo.
Вавжинская М., Краскевич Х., Папроцка М., Кравченко А., Белявска-Поль А., Бялы Д., Роледер Т., Вояковский В., О’Коннор И.Б., Дуда М., Михал Р., Василюк Л.
, Плещ Г., Подбельская Х., Копачинская М. , Стена Дж.Г.
Вавжинская М. и соавт.
J Biomed Mater Res B Appl Biomater. 2020 Январь; 108 (1): 213-224. doi: 10.1002/jbm.b.34380. Эпаб 20199 апр.
J Biomed Mater Res B Appl Biomater. 2020.PMID: 30964600
Опосредованная Adlayer иммобилизация антител к нержавеющей стали для потенциального применения для захвата эндотелиальных клеток-предшественников.
Бенвенуто П., Невес М.А., Блашиковски С., Ромашин А., Чанг Т., Ким С.Р., Томпсон М.
Бенвенуто П. и соавт.
Ленгмюр. 2015 19 мая; 31 (19): 5423-31. doi: 10.1021/acs.langmuir.5b00812. Эпаб 2015 8 мая.
Ленгмюр. 2015.PMID: 25955536
Модификация поверхности нержавеющей стали для биомедицинских применений: новый взгляд на материал вековой давности.
Бекмурзаева А., Дункансон В.Дж., Азеведо Х.С., Канаева Д.
Бекмурзаева А. и соавт.
Mater Sci Eng C Mater Biol Appl. 2018 1 декабря; 93: 1073-1089. doi: 10.1016/j.msec.2018.08.049. Epub 2018 24 августа.
Mater Sci Eng C Mater Biol Appl. 2018.PMID: 30274039
Обзор.
Влияние конструкции стента и состава материала на результат процедуры.
Палмаз Дж. К., Бейли С., Мартон Д., Спраг Э.
Палмаз Дж. К. и соавт.
J Vasc Surg. 2002 г., ноябрь; 36 (5): 1031-9. doi: 10.1067/mva.2002.129113.
J Vasc Surg. 2002.PMID: 12422115
Обзор.
Посмотреть все похожие статьи
Цитируется
Антитело CD133 Биофункционализация покрытия сосудистых имплантатов на основе сополимера акрилоилдиметилтаурата аммония и винилпирролидона.
Сарело П., Дуда М., Гонсиор-Глоговска М., Высокинская Э., Калас В., Подбельская Х., Вавжинская М., Копачинская М.
Сарело П. и др.
Материалы (Базель). 2020 10 декабря; 13 (24): 5634. дои: 10.3390/ma13245634.
Материалы (Базель). 2020.PMID: 33321837
Бесплатная статья ЧВК.Активность иммортализованной эндотелиальной линии клеток-предшественников HEPC-CB.1, поддерживающая ангиогенез in vitro.
Кантор А., Кравченко А., Белавска-Поль А., Дусь Д., Гриллон С., Киеда С., Харкевич К., Папроцка М.
Кантор А. и др.
Mol Biol Rep. 2020 Aug;47(8):5911-5925. doi: 10.1007/s11033-020-05662-6. Epub 2020 23 июля.
Мол Биол Респ. 2020.PMID: 32705508
Бесплатная статья ЧВК.Биоинженерные решения для производственных задач в CAR T-клетках.
Пископо Н.Дж., Мюллер К.П., Дас А., Хематти П., Мерфи В.Л., Палечек С.П., Капитини К.М., Саха К.
Пископо, штат Нью-Джерси, и соавт.
Biotechnol J. 2018 Feb;13(2):10.1002/biot.201700095. doi: 10.1002/биот.201700095. Epub 2017 18 сентября.
Биотехнолог Ж. 2018.PMID: 28840981
Бесплатная статья ЧВК.Обзор.
Перспективный биоразлагаемый магниевый сплав, пригодный для клинического применения в сосудистых стентах.
Мао Л., Шэнь Л., Чен Дж., Чжан С., Квак М., У И, Фан Р., Чжан Л., Пей Дж., Юань Г., Сонг С., Гэ Дж., Дин В.
Мао Л. и др.
Научный представитель 2017 г. 11 апреля; 7: 46343. дои: 10.1038/srep46343.
Научный представитель 2017.PMID: 28397881
Бесплатная статья ЧВК.
Типы публикаций
термины MeSH
вещества
Нержавеющая сталь типа 304-304L – Металлопрокат
Описание
Тип 304/304L представляет собой современную версию нержавеющей стали «18-8», содержащую приблизительно 18 % хрома и 8 % никеля, и является наиболее часто используемой нержавеющей сталью. стали, используемой во всем мире. Тип 304/304L представляет собой универсальную нержавеющую сталь общего назначения с хорошей стойкостью к атмосферной коррозии, а также ко многим химическим веществам, продуктам питания и напиткам. Эти марки могут быть указаны в отожженном состоянии, где они обладают очень хорошей формуемостью. Версии с более высоким содержанием никеля могут быть указаны для улучшения характеристик многоступенчатой глубокой вытяжки. Для типов 304/304L для пружинного типа также могут быть указаны условия более высокой прочности в холодном состоянии. Тип 304/304L немагнитен в отожженном состоянии, но может стать слегка магнитным в результате холодной обработки.
Тип 304L может быть дважды сертифицирован как 304, если его состав соответствует нижнему пределу содержания углерода 304L и немного более высокому уровню прочности 304. Тип 304L следует указывать для сварных применений, поскольку версия с низким содержанием углерода устраняет осаждение карбида хрома и усиливает коррозию. сопротивление в состоянии после сварки.
Химический состав
Химический состав (вес. %), пределы согласно ASTM A240 и ASME SA240*
| Элемент | 304 | 304Л |
| Углерод | 0,07 | 0,03 макс. |
| Хром | 17,5-19,5 | 17,5-19,5 |
| Никель | 8,0-10,5 | 8,0-12,0 |
| Марганец | 2,00 | 2,00 |
| Силикон | 0,75 | 0,75 |
| Азот | 0,10 | 0,10 |
| Фосфор | 0,045 | 0,045 |
| Сера | 0,030 | 0,030 |
* Максимум, если не указан диапазон
Механические свойства
Требования к механическим свойствам отожженного продукта согласно ASTM A240 и ASME SA240
| Свойство | 304 | 304Л |
| Предел текучести, мин. (фунтов на квадратный дюйм) | 30 | 25 |
| Прочность на растяжение, мин. (фунтов на квадратный дюйм) | 75 | 70 |
| Удлинение, мин. (%) | 40 | 40 |
| Твердость, макс. (Рб) | 92 | 92 |
Физические свойства
Физические свойства для нержавеющей стали типа 304/304L
| Свойство | 304/304LДанные |
| Плотность, фунт/дюйм3 | 0,285 |
| Модуль упругости, psi | 28 x 10 6 |
| Коэффициент теплового расширения, 68-212°F, /°F | 9,2 x 10 -6 |
| Теплопроводность, БТЕ/фут·ч ˚F | 9,4 |
| Удельная теплоемкость, БТЕ/фунт ˚F | 0,12 |
| Удельное электрическое сопротивление, мкОм-in | 28,3 |
Стандарты
Типовые стандарты для нержавеющей стали типа 304/304L
| 304 | 304Л |
| ASTM A240 | АСТМ А240 |
| ASTM A666 | АСТМ А666 |
| АСМЭ СА240 | АСМЭ СА240 |
| АМС 5513 | АМС 5511 |
Данные являются типичными, предоставлены в информационных целях и не должны толковаться как максимальные или минимальные значения для спецификации или окончательного проекта, или для конкретного использования или применения. Данные могут быть изменены в любое время без предварительного уведомления. Мы не даем никаких заверений или гарантий относительно ее точности и не берем на себя никаких обязательств по ее обновлению. Фактические данные по любому конкретному продукту или материалу могут отличаться от показанных здесь. © 2014 RMP Inc. Все права защищены.
Нержавеющая сталь типа 304-304L – закаленные и специальные металлы
Тип 304 (S30400), тип 304L (S30403)
Описание примерно 18% хрома и 8% никеля, и это наиболее часто используемая нержавеющая сталь, используемая во всем мире. Тип 304/304L представляет собой универсальную нержавеющую сталь общего назначения с хорошей стойкостью к атмосферной коррозии, а также ко многим химическим веществам, продуктам питания и напиткам. Эти марки могут быть указаны в отожженном состоянии, где они обладают очень хорошей формуемостью. Версии с более высоким содержанием никеля могут быть указаны для улучшения характеристик многоступенчатой глубокой вытяжки. Для типов 304/304L для пружинного типа также могут быть указаны условия более высокой прочности в холодном состоянии. Тип 304/304L немагнитен в отожженном состоянии, но может стать слегка магнитным в результате холодной обработки.
Тип 304L может быть дважды сертифицирован как 304, если его состав соответствует нижнему пределу содержания углерода 304L и немного более высокому уровню прочности 304. Тип 304L следует указывать для сварных применений, поскольку версия с низким содержанием углерода устраняет осаждение карбида хрома и усиливает коррозию. сопротивление в состоянии после сварки.
Химический состав
Химический состав (вес. %), пределы согласно ASTM A240 и ASME SA240*
| Элемент | 304 | 304Л |
| Углерод | 0,07 | 0,03 макс. |
| Хром | 17,5-19,5 | 17,5-19,5 |
| Никель | 8,0-10,5 | 8,0-12,0 |
| Марганец | 2,00 | 2,00 |
| Силикон | 0,75 | 0,75 |
| Азот | 0,10 | 0,10 |
| Фосфор | 0,045 | 0,045 |
| Сера | 0,030 | 0,030 |
* Максимум, если не указан диапазон
Есть вопросы? Свяжитесь с нами!
Механические свойства
Требования к механическим свойствам отожженного продукта согласно ASTM A240 и ASME SA240
| Свойство | 304 | 304Л |
| Предел текучести, мин. (фунтов на квадратный дюйм) | 30 | 25 |
| Прочность на растяжение, мин. (фунтов на квадратный дюйм) | 75 | 70 |
| Удлинение, мин. (%) | 40 | 40 |
| Твердость, макс. (Рб) | 92 | 92 |
Физические свойства
Физические свойства для нержавеющей стали типа 304/304L
| Свойство | 304/304LДанные |
| Плотность, фунт/дюйм3 | 0,285 |
| Модуль упругости, psi | 28 x 10 6 |
| Коэффициент теплового расширения, 68-212°F, /°F | 9,2 x 10 -6 |
| Теплопроводность, БТЕ/фут·ч ˚F | 9,4 |
| Удельная теплоемкость, БТЕ/фунт ˚F | 0,12 |
| Удельное электрическое сопротивление, микроом-вход | 28,3 |
Стандарты
Типовые стандарты для нержавеющей стали типа 304/304L
| 304 | 304Л |
| ASTM A240 | АСТМ А240 |
| ASTM A666 | АСТМ А666 |
| АСМЭ СА240 | АСМЭ СА240 |
| АМС 5513 | АМС 5511 |
Данные являются типичными, предоставлены в информационных целях и не должны толковаться как максимальные или минимальные значения для спецификации или окончательного проекта, или для конкретного использования или применения. Данные могут быть изменены в любое время без предварительного уведомления. Мы не даем никаких заверений или гарантий относительно ее точности и не берем на себя никаких обязательств по ее обновлению. Фактические данные по любому конкретному продукту или материалу могут отличаться от показанных здесь.
Каким бы ни было ваше применение нержавеющей стали, компания Tempered and Special Metals может помочь вам выбрать правильный материал для работы. Свяжитесь с нами сегодня, чтобы проконсультироваться с одним из наших дружелюбных и знающих специалистов по обслуживанию.
Свяжитесь с нами
Коррозия нержавеющей стали и окрашивание чаем
Узнайте об отличиях Exakt Glass.
- Изготовлено на заказ
- Прямой импорт
- Только торговля и оптовая торговля
- Сертифицировано по международным стандартам
- Заводские цены
Нержавеющая сталь обеспечивает структурную целостность и эстетическую привлекательность при использовании в строительстве, хотя ее склонность к потускнению и коричневому цвету со временем, особенно в прибрежных районах, была определена как серьезная проблема при использовании продукта в строительстве.
Исследовательские и отраслевые организации по всему миру провели множество исследований по коричневому обесцвечиванию нержавеющей стали, известному как окрашивание от чая.
Хотя изначально это была просто косметическая проблема, не влияющая на структурную целостность материала, чайное пятно указывает на коррозию и чаще всего происходит в районах в радиусе пяти километров от океана.
Исследования, однако, показали, что пятна чая могут возникать на конструкциях из нержавеющей стали на расстоянии более двадцати километров от океана, если также действуют такие факторы, как ветер, укрытие, высокие температуры и загрязнение.
Окрашивание чая происходит, когда атмосферные условия слишком суровы для используемой марки нержавеющей стали, причем эффект становится более очевидным, чем ближе материал находится к соленой воде.
Каждый из перечисленных ниже факторов играет большую роль в стимулировании появления пятен от чая, и их следует учитывать при попытке избежать повреждения.
- Разъедающие вещества. Одной из основных причин появления пятен на чае является присутствие морской соли на материале, так как он способен оставаться влажным при очень низких уровнях относительной влажности. Это означает, что сталь остается влажной и начинает корродировать. Коррозия усугубляется присутствием промышленных загрязнителей, которые могут существовать в окружающей среде.
- Атмосферные условия. Высокая влажность и температура, характерные для прибрежных районов, создают идеальные условия для окрашивания чая. Тонкий слой влаги, образующийся из-за высокой влажности, позволяет соли диффундировать, оставляя после себя коррозионно-активное соединение.
- Проект – если дренажные системы в конструкции не спроектированы должным образом, напр. поверхность почти горизонтальна или сталь улавливает загрязняющие вещества, вероятно, станет очевидным появление пятен от чая. Сильная коррозия, помимо пятен от чая, возникает в конструкциях с углами и щелями, включая прерывистые сварные швы, поскольку они имеют тенденцию легко улавливать воду и другие загрязняющие вещества.
- Шероховатость поверхности — поверхности с бороздками или складками с большей вероятностью будут окрашиваться чаем из-за их склонности улавливать соли и хлориды. По мере высыхания поверхности соль становится более концентрированной, что усугубляет коррозию и увеличивает скорость появления пятен на чае. Шероховатость поверхности следует измерять при Ra не более 0,5 мкм, так как более гладкие отрезанные и отшлифованные поверхности гораздо менее подвержены коррозии.
- Характеристики поверхности – нержавеющая сталь должна быть чистой и свободной от загрязняющих веществ, чтобы избежать коррозии, что может быть достигнуто путем проведения кислотного травления, кислотной пассивации и электрополировки в течение достаточного времени. Если была сварена нержавеющая сталь, подвод тепла разрушит пассивный слой материала. Подробности о том, как это можно восстановить, объясняются позже.
- Соответствующий класс – сотни доступных марок нержавеющей стали обязаны своей коррозионной стойкостью пленке оксида хрома на поверхности. Коррозионная стойкость материала измеряется с использованием эквивалента сопротивления точечной коррозии (PRE), составленного путем проверки уровня хрома, молибдена и азота. Повышение PRE марки обеспечит ее большую коррозионную стойкость.
- Техническое обслуживание — хотя нержавеющая сталь является материалом с относительно низким уровнем обслуживания, она не требует обслуживания и требует регулярной мойки. Можно наносить масла и воски, чтобы уменьшить накопление коррозионно-активных веществ, хотя их необходимо часто обновлять, поскольку они имеют тенденцию притягивать мусор.
Чтобы наилучшим образом упредить и впоследствии избежать окрашивания чая, во время изготовления можно предпринять несколько шагов.
- Проектирование и изготовление – с поверхностей должен быть обеспечен свободный сток, сток не должен быть направлен в канал, а поверхность должна подвергаться воздействию дождя. Шлифованные поверхности должны иметь вертикальную зернистость и не более 0,5 мкм Ra, обработанные пассивацией азотной кислотой для достижения наилучшей коррозионной стойкости.
- Выбор марки – нержавеющая сталь классифицируется по предельному содержанию солей, которое она может выдержать до появления коррозии. Минимальная марка 316 должна быть выбрана для районов в пределах пяти километров от прибоя, так как более низкие марки, т. е. 304 и 430, скорее всего, вызовут появление пятен от чая и более высокую скорость коррозии в прибрежной среде, марка 2205 Duplex предлагает наиболее экономичную защиту. против поверхностной коррозии, заложенной в изделие с завода.
- Обработка сварных швов и огневые работы – травление после сварки удаляет с поверхности сварочный оксид и обедненный хромом слой, восстанавливая пассивный слой, то есть сталь сохраняет свою коррозионную стойкость.
- Установка и проверка — завершенная конструкция должна быть осмотрена на наличие повреждений и загрязнений, при этом любые предполагаемые загрязнители должны быть обработаны повторными циклами испытаний на запотевание и сушку с использованием водопроводной воды.
- Избегайте соляной кислоты — хотя она часто используется для очистки цемента и строительных растворов, соляная кислота окрашивает поверхность и вызывает серьезную коррозию, если использовать ее вокруг нержавеющей стали.
При изготовлении из нержавеющей стали необходимо учитывать следующие рекомендации по проектированию.
- Планирование – необходимо предварительное планирование для определения требований к конструкции посредством программы обслуживания. Если поддерживать техническое обслуживание и противостоять коррозии, конструкции, вероятно, останутся прочными в течение многих лет.
- Окружающая среда. В то время как районы в пределах пяти километров от прибоя наиболее подвержены окрашиванию от чая, реального правила нет, так как ветер и погодные условия могут привести к тому, что строения в двадцати километрах от прибоя окажутся окрашенными от чая.
- Гладкая и чистая поверхность — когда речь идет о снижении уровня коррозии, чем глаже поверхность, тем лучше. Рекомендуется использовать шероховатость поверхности менее 0,5 мкм Ra. Для удаления загрязнений с поверхностей можно использовать такие методы, как пассивация, электрополировка и травление, хотя известно, что эти процессы снижают эстетическую привлекательность поверхности. Зеркальная полировка компонентов обеспечивает наилучшую защиту.
- Выберите правильную марку – в морской и тропической среде следует использовать как минимум нержавеющую сталь с классом коррозионной стойкости 316. Можно использовать сталь с более высокой коррозионной стойкостью, если конструкция требует более эстетичного внешнего вида с использованием таких марок, как Duplex 2205.
- Обработка сварных швов – как правило, в строительстве сварной шов должен соответствовать AS/NZS 1554.6, уровень 2, класс B, как поясняется в соответствующих международных стандартах. Однако это не гарантирует отсутствие мелких дефектов. Выступающий сварной шов должен быть плоско отшлифован и отполирован до зернистости 320, чтобы обеспечить настоящую коррозионную стойкость. Следует помнить, что пассивация происходит во влажном воздухе в течение 24 часов, хотя можно использовать химическую пассивацию с использованием раствора азотной кислоты, чтобы сократить время пассивации, создать пленку, предотвращающую коррозию, удалить загрязнения железом и очистить поверхность. обнаженного сульфида марганца. Если условия окружающей среды особенно суровые, процесс химической пассивации необходимо завершить после истирания. В качестве альтернативы может быть проведена абразивно-струйная обработка II степени, при которой с поверхности удаляются термический оттенок и слой, обедненный хромом, при этом шероховатость поверхности никогда не превышает Ra 0,55 мкм. Следует также отметить, что это не будет контролировать окрашивание чая. При условии отсутствия щелей или дефектов на поверхности протравка класса II защитит от коррозии в виде пятен чая без полировки сварного шва. Травление должно выполняться в качестве заключительного процесса сварки, чтобы полностью удалить любые загрязнения и заменить пассивный слой, который восстанавливает коррозионно-стойкое покрытие.
- Регулярное техническое обслуживание – регулярное техническое обслуживание абсолютно необходимо, чтобы предотвратить окрашивание чая. Отложения загрязняющих веществ, вызывающие коррозию, например, соли, можно смыть дождем, однако необходимо, чтобы поверхность имела хороший дренаж. Мыло или мягкое моющее средство в сочетании с теплой водой обеспечит наилучшую отделку поверхностей из нержавеющей стали, и важно, чтобы жесткие чистящие средства, содержащие хлориды или отбеливатели, никогда не использовались для очистки поверхностей из нержавеющей стали.
В случае появления пятен от чая на поверхности можно рассмотреть семь пунктов, упомянутых в первую очередь, чтобы правильно определить, где возникла проблема, приведшая к коррозии поверхности.
Используя дуплексную нержавеющую сталь 2205 для литья по выплавляемым моделям и обработки изделий из стекла на станках с ЧПУ, мы можем почти полностью устранить риск коррозии, вызывающей появление пятен от чая, если соблюдаются рекомендации по использованию.
На фото (слева) показан пример сильного окрашивания поверхности чаем из-за НЕТ обслуживания.
Ключевые пункты:
- Выберите правильную марку нержавеющей стали, подходящую для вашей среды
- Никогда не используйте соляную кислоту на нержавеющей стали или рядом с ней
- Зеркальная полировка обеспечивает превосходную защиту от коррозии по сравнению с матовой и матовой отделкой
- Все сварные швы и огневые работы на металле должны быть обработаны для восстановления защитного хромового покрытия
- обладают превосходной коррозионной стойкостью по сравнению с 304, 316 и 316L
- Ухаживайте за металлом, промывая его теплой мыльной водой и ополаскивая для удаления поверхностных загрязнений.
Дуплексные нержавеющие стали
Как вы обучаете своих клиентов чистке изделий из нержавеющей стали?
Фитинги из нержавеющей стали ASTM A403 WP304 и WP316
Фитинги из нержавеющей стали ASTM A403 относятся к материалу кованых и прокатных фитингов из аустенитной нержавеющей стали для напорных труб. Распространенными сортами являются WP304/L, WP316/L. Их можно использовать во многих областях, таких как машиностроение, установки по преобразованию энергии и т. д.
Область применения стандарта ASTM A403
Стандарт включает несколько марок аустенитных сплавов нержавеющей стали и использует префикс WP или CR для обозначения марки стали, в зависимости от применяемых стандартов размера ASTM или MSS и номинального давления.
ASTM A403 предназначен для фитингов из кованой стали, фитинги для литых труб не подходят. (В этот стандарт включены отливки из аустенитной нержавеющей стали, A351/A351M, A743/A743M и A744/A744M.)
Трубные фитинги из нержавеющей стали марки WP
Материал в соответствии с этим стандартом называется WP Grade, и для каждой нержавеющей стали класса WP включены несколько категорий трубных фитингов, чтобы указать, что используется бесшовная или сварная конструкция. Обозначения классов также используются для обозначения методов неразрушающего контроля и степени неразрушающего контроля (NDE).
Единицы описания
Этот стандарт и применимые стандарты на материалы описываются как в единицах дюйм-фунт, так и в единицах СИ. Однако, если в заказе не указан номер стандарта «M» (единица СИ), материал поставляется в единицах дюйм-фунт.
Значения, выраженные либо в дюймах-фунтах, либо в единицах СИ, следует считать стандартными значениями. В тексте единицы СИ указаны в скобках. Поскольку значения в двух системах единиц вряд ли будут точно равными, необходимо независимо принять две системы единиц. Если смешать, это приведет к несоответствию с этим стандартом.
Ссылочные стандарты ASTM A403 Трубные фитинги из нержавеющей стали
• ASTM A351/A351M: Аустенитное литье для деталей, работающих под давлением. Технические характеристики
• ASTM A743/A743M: Спецификации литья, инрон-хром, железо-хром-никель, коррозионно-стойкого для общего применения
• ASTM A744/A744M: Для серверных служб, кроме A743M (для того же материала)
• ASTM A751: Методы испытаний, практика и терминология для химического анализа стальных изделий.
• ASTM A960/A960M: Спецификации общих требований к фитингам для труб из кованой стали.
• E112: Методы испытаний для определения среднего размера зерна
• E165: Практика капиллярной дефектоскопии для промышленности общего назначения
• ASME B16.9: Фабричные фитинги для сварки встык из кованой стали
• ASME B16.11: Фитинги из кованой стали, приварные внахлест и с резьбой
• MSS SP-25: Стандартная система маркировки для клапанов, фитингов, фланцев и Соединения
• MSS SP-43: Стандартная практика для легких фитингов под сварку встык из нержавеющей стали
• MSS SP-79: Переходные вставки под приварку внахлест
• MSS SP-95: Обжатые ниппели и заглушки
• MSS SP-97 Цельноармированные кованые Отводные фитинги для приварки внахлест, резьба
• Стандарт AWS A 5.4, A 5.9, A 5.11, A 5.14.
Наш ассортимент
Спецификация: ASTM A403
Марки: WP304, WP304L, WP310S, WP316, WP316L и т. д.
Типы: бесшовные или сварные
Диапазон размеров: от 1/2″ NB до 48″ NB
Диапазон толщины стенки: Список 10s, Schedule 40s, Schedule 80s
Типы фитингов, указанные в стандарте A403
Колено
Тройник
Крышка
0364 Reducer
Coupling
Nipple
Bend
Olets
Material
The material used for the pipe fittings shall be the forgings, bars, plates, seamless or welded tubular products specified в таблице химического состава.
Плавка
Сталь должна быть выплавлена одним из следующих методов:
a. Электропечь (с раздельным и рафинировочным опционально)
b. Вакуумная печь
г. Один из первых с последующим вакуумным переплавом или электрошлаковым переплавом плавящимся электродом
d. Если используется вторичная плавка, номер печи относится ко всем стальным слиткам, переплавленным с одним номером плавильной печи.
Производство
Формование
Операция ковки или формовки может выполняться ковкой на молоте, штамповкой, перфорацией, экструзией, осадкой, прокаткой, гибкой, сваркой или механической обработкой, или двумя или более методами одновременно. Процесс формовки должен обеспечивать отсутствие вредных дефектов на фитингах труб.
Термическая обработка
Для стали марки H требуется отдельная термообработка на твердый раствор для отжига на твердый раствор. Все фитинги должны поставляться в термически обработанном состоянии. Все сварочные работы должны быть выполнены до термической обработки. Фитинги, изготовленные непосредственно из отожженных на твердый раствор поковок и прутковых заготовок, не требуют повторного отжига.
Химический состав
Должен быть определен химический состав каждой литейной или печной стали, который должен соответствовать требованиям к химическому составу для каждой марки материала, перечисленным в таблице химического состава.
Свойства при растяжении
Свойства при растяжении материалов трубной арматуры должны соответствовать требованиям к свойствам при растяжении. Испытания и отчеты должны проводиться в соответствии с методами и определениями A370.
Для испытаний на растяжение допускается продольный или поперечный разрез образцов. Хотя в таблице свойств при растяжении указаны требования к удлинению для продольных и поперечных образцов, она не предназначена для одновременного применения. Вместо этого, Это намерение, что только соответствующие требования к удлинению для образцов, которые применимы в направлении, являются подходящими.
В отчете об испытании исходного материала на растяжение должны быть отмечены:
• В отчете об исходном материале должно быть продемонстрировано, что свойства материала трубной арматуры соответствуют требованиям настоящего стандарта при условии, что термическая обработка исходного материала такая же, как и Материал трубной арматуры.
• Если исходный материал не подвергался испытаниям или если термообработка исходного материала отличается от термообработки фитингов, изготовитель фитингов должен провести по крайней мере одно испытание на растяжение для каждой стали печи на материале, представляющем готовую трубу. фитингов, а условия термообработки должны быть такими же, как и у представленных фитингов.
Поверхностная обработка
Фитинги, поставляемые в соответствии с настоящим стандартом, должны подвергаться визуальному осмотру. Должна быть измерена глубина типичной поверхностной несплошности.
• Поверхностная трещина (рыбья чешуя) глубиной более 1/64 дюйма (0,4 мм) должна быть удалена.
