Нормы расхода электродов: ВСН 452-84 Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка / 452 84
Содержание
Норма — расход — электрод
Cтраница 1
Нормы расхода электродов, кроме монтажа оборудования, учитывают также расход на изготовление трубопроводов в пределах химводоочистки.
[1]
Нормы расхода электродов рассчитываются по группам в зависимости от электродов, применяемых для сварки стали различных классов. К первой группе относятся электроды для сварки низко — и среднеуглеродистых и низколегированных сталей; ко-второй — электроды для сварки теплоустойчивых сталей перлитного класса, работающих при повышенных температурах; к третьей — электроды для сварки и наплавки нержавеющих жаропрочных и окалиностойких сталей.
[2]
Нормы расхода электродов, электродной проволоки и флюса чаще всего устанавливаются на единицу веса наплавленного металла. При полуавтоматической сварке электрозаклепками нормы расхода проволоки и флюса определяются на одну заклепку.
[3]
I. Приведенный расход электродов на монтаж оборудования. Приведенный расход электродов на монтаж оборудования.
[4] |
При определении в нормах расхода электродов принята в основном электродуговая ручная сварка; газовая сварка принята для мелких труб поверхностей нагрева и станционных трубопроводов наружным диаметром менее 32 мм. Полуавтоматическая электросварка коробов газовоздухопроводов и обшивки котлов принята в размере 20 % общего количества сварных стыков.
[5]
Кроме норм рабочего времени, сварщику необходимо дать норму расхода электродов, которая устанавливается следующим образом.
[6]
Кроме норм рабочего времени, сварщику необходимо дать норму расхода электродов, которая устанавливается следующим образом. Известно, что не весь электрод переходит в шов в виде наплавленного металла.
[7]
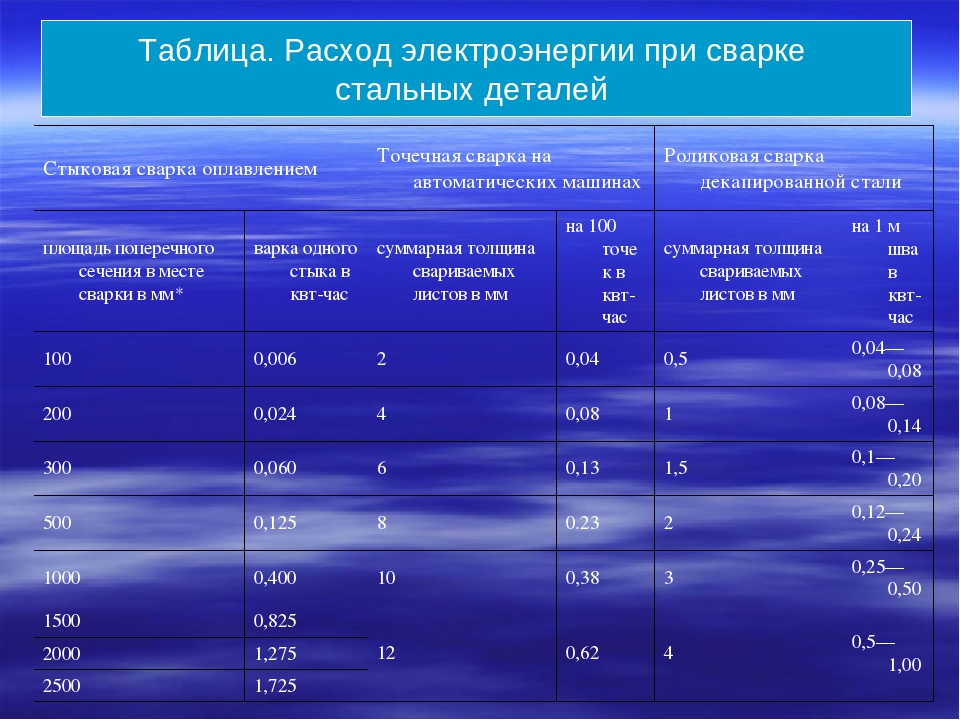
Нормированием сварочных работ определяются нормы времени, нормы выработки, нормы расхода электродов и электроэнергии.
[8]
При монтаже станционных трубопроводов и трубных элементов котла часто пользуются нормами расхода электродов на каждый свариваемый стык.
[9]
При подсчете расхода электродов для монтажа котельных или турбинных установок отдельно друг от друга к нормам расхода электродов, отнесенных к паровой мощности, следует применять поправочные коэффициенты: KQ f для котельных установок; к-0 4 для турбинных установок.
[10]
Норма — это максимально допустимая величина абсолютного расхода материалов, топлива, энергии, а также затрат живого труда на изготовление единицы продукции заданного качества. Например, норма расхода электродов, электроэнергии, защитных газов или флюсов на изготовление одного изделия в соответствии с техническими условиями или же на сварку 1 м шва заданных размеров.
[11]
По степени дифференциации продукции или выполняемой работы различают пооперационные, подетальные, узловые и поиздельные нормы. Пооперационными являются нормы, установленные относительно осуществляемой технологической операции, например норма расхода электродов при сварке. Подетальными называются нормы, определяющие расход материалов или затраты труда для изготовления определенной детали. Узловые и поиздельные нормы устанавливают расход материалов и затраты труда на каждый узел и изделие в целом. При разработке поиздельных норм используются соответствующие узловые нормы. В свою очередь, узловые нормы основываются на подетальных ( пооперационных) нормах.
Пооперационными являются нормы, установленные относительно осуществляемой технологической операции, например норма расхода электродов при сварке. Подетальными называются нормы, определяющие расход материалов или затраты труда для изготовления определенной детали. Узловые и поиздельные нормы устанавливают расход материалов и затраты труда на каждый узел и изделие в целом. При разработке поиздельных норм используются соответствующие узловые нормы. В свою очередь, узловые нормы основываются на подетальных ( пооперационных) нормах.
[12]
При разработке проекта производства работ определяют объем сварочных работ, расход электродов и сварочной проволоки, количество сварщиков, а также количество сварочного оборудования. Однако при разработке проектов производства работ не всегда имеется в наличии вся необходимая техническая документация, поэтому точно определить объемы сварочных работ не представляется возможным. В этих случаях рекомендуется использовать нормы расхода электродов и присадочной проволоки на монтаж тепломеханического оборудования, разработанные институтом Оргэнергострой на основании подсчетов количества сварных швов ( в пог.
[13]
Страницы:
1
Факторы, влияющие на расход электрода
Екатерина@qfcarbon.com
Элла Чжао
Элла Чжао
Продажи — Hebei Yukuang New Materials Co., Ltd
Опубликовано 22 февраля 2023 г.
+ Подписаться
1. Качество электродной пасты
Требования к качеству электродной пасты: хорошие характеристики обжига, отсутствие мягкого и твердого разрыва, хорошая теплопроводность; обожженный электрод должен иметь достаточную прочность, отличную стойкость к тепловому удару, стойкость к электрическому удару, низкую пористость, низкое удельное сопротивление и хорошую стойкость к окислению.
Такие самообжигающиеся электроды имеют малый расход при той же печи из карбида кальция.
2. Сырье и качество продукции, используемой в электропечи
Чем меньше размер частиц углеродного материала, тем больше сопротивление, чем глубже электрод вставлен в шихту, чем выше температура печи, тем быстрее протекает реакция , и тем лучше производственный эффект. Чем медленнее окисляется электрод, тем медленнее расходуется электродная паста; чем выше содержание углерода в углеродном материале, тем выше коэффициент заряда Выше, чем меньше углерод электрода участвует в реакции, тем медленнее расход электродной пасты; чем выше эффективное содержание оксида кальция в извести, тем медленнее расход электрода. Быстрее; чем больше размер частиц извести, тем медленнее расход электрода; чем выше газообразование карбида кальция, тем медленнее расход электрода.
3. Регулировка технологических факторов, таких как ток и напряжение. Низкое напряжение, работа с высоким током, медленное потребление электродной пасты; малый коэффициент мощности электродов, медленный расход электродной пасты.
4. Уровень управления работой электрода При частом добавлении вспомогательной извести во время работы расход электродной пасты будет ускорен; частые резкие и мягкие разрывы электродов увеличивают расход электродной пасты; высота электродной пасты влияет на расход электродной пасты. Если высота электродной пасты слишком низкая, плотность спекания электрода уменьшится, что ускорит расход электродной пасты; частое сухое горение открытой дуги увеличит расход электродной пасты; если с электродной пастой не обращаться должным образом, пыль будет падать на электродную пасту, в результате чего увеличение золы также увеличит расход электродов.
Чем длиннее электрод, тем медленнее потребление, а чем короче электрод, тем быстрее потребление. Чем длиннее электрод, тем лучше степень графитизации электрода в высокотемпературной зоне заряда, выше прочность и медленнее расход; наоборот, чем короче электрод, тем быстрее расход. Сохранение длины рабочего конца электрода приведет к тому, что потребление электрода войдет в хороший цикл. Короткий рабочий конец электрода разорвет этот благотворный цикл. Если его сдвинуть, легко вызвать проскальзывание электрода, вытягивание сердечника, утечку пасты, мягкую поломку и другие явления. Опыт производственной практики показывает, что чем хуже производственный эффект, малая нагрузка и малая производительность, тем больше расход электродной пасты; чем лучше производственный эффект, тем меньше расход электродной пасты. Таким образом, повышение технического уровня операторов карбида кальция и управление использованием электродной пасты является фундаментальной мерой по сокращению несчастных случаев с электродами и потребления электродной пасты, а также основным навыком, которым операторы карбида кальция должны овладеть в своей работе.
Короткий рабочий конец электрода разорвет этот благотворный цикл. Если его сдвинуть, легко вызвать проскальзывание электрода, вытягивание сердечника, утечку пасты, мягкую поломку и другие явления. Опыт производственной практики показывает, что чем хуже производственный эффект, малая нагрузка и малая производительность, тем больше расход электродной пасты; чем лучше производственный эффект, тем меньше расход электродной пасты. Таким образом, повышение технического уровня операторов карбида кальция и управление использованием электродной пасты является фундаментальной мерой по сокращению несчастных случаев с электродами и потребления электродной пасты, а также основным навыком, которым операторы карбида кальция должны овладеть в своей работе.
Углеродный рынок после Дня труда
5 мая 2023 г.

Перерабатывающие предприятия активно покупают, цена на нефтяной кокс начала расти
17 апр. 2023 г.
Обзор типов чугуна
29 марта 2023 г.
Анализ ситуации с импортом игольчатого кокса в январе-феврале 2023 г.
28 марта 2023 г.
Анализ увеличения объема экспорта игольчатого кокса из Китая в 2022 году
20 марта 2023 г.
Анализ данных по импорту и экспорту игольчатого кокса в 2022 г.
2 марта 2023 г.
Динамика спроса на графитированные электроды
17 февраля 2023 г.
Меры предосторожности при использовании графитированных электродов на сталелитейных заводах с электропечами
15 февраля 2023 г.
Молитесь за людей бедствия
8 февраля 2023 г.
Тенденции развития индустрии игольчатого кокса
7 февраля 2023 г.
Увидеть все
SCIRP Открытый доступ
Издательство научных исследований
Журналы от A до Z
Журналы по тематике
- Биомедицинские и медико-биологические науки.

- Бизнес и экономика
- Химия и материаловедение.
- Информатика. и общ.
- Науки о Земле и окружающей среде.
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные науки. и гуманитарные науки
Журналы по тематике
- Биомедицина и науки о жизни
- Бизнес и экономика
- Химия и материаловедение
- Информатика и связь
- Науки о Земле и окружающей среде
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные и гуманитарные науки
Публикация у нас
- Представление статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Публикуйте у нас
- Представление статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp. org org | |
| +86 18163351462 (WhatsApp) | |
| 1655362766 | |
| Публикация бумаги WeChat |
| Недавно опубликованные статьи |
| Недавно опубликованные статьи |
Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp.  |