Нортон 1к62: Конус Нортона 1К62 | ИП Юлдашева Т.А.
Содержание
Конус — нортон — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Конус Нортона применяется преимущественно в токарно-винто-резных станках.
[1]
Конус Нортона становится ведомым. Такое включение используется при нарезании дюймовых или питчевых резьб.
[2]
Конус Нортона становится ведущим.
[3]
Конус Нортона становится ведомым.
[4]
Конус Нортона становится ведомым. Такое включение используется при нарезании дюймовых или питчевых резьб.
[5]
Конус Нортона становится ведущим.
[6]
Конус Нортона становится ведомым.
[7]
Нортона, конус шестерен, конус Нортона; j generating с.
[8]
Коробка подач станка 1К62 ( рис. 41) имеет конус Нортона и в качестве множительных механизмов в ней применяются передвижные блоки зубчатых колес. Коробка принадлежит к закрытому типу, и в связи с этим управление накидным колесом вызывает значительное усложнение конструкции. Для управления коробкой имеются две рукоятки. От одной рукоятки получают вращение валик с рядом кулачков, от которых перемещаются рычаги, передвигающие соответствующие блоки зубчатых колес. Накидное колесо ( рис. 42) перемещается с корпусной деталью 2, которая поворачивается при скольжении ролика / по наклонному пазу.
Для управления коробкой имеются две рукоятки. От одной рукоятки получают вращение валик с рядом кулачков, от которых перемещаются рычаги, передвигающие соответствующие блоки зубчатых колес. Накидное колесо ( рис. 42) перемещается с корпусной деталью 2, которая поворачивается при скольжении ролика / по наклонному пазу.
[9]
Основной ряд в коробках подач получается с помощью передвижных зубчатых колес или же с помощью конуса Нортона и накидного колеса. Работа последнего механизма связана с продольным перемещением накидного зубчатого — колеса, для чего необходима прорезь в корпусе коробки для рычага, на котором размещено накидное зубчатое колесо.
[10]
Первое направление — к валу X через зубчатые колеса 35 — 37 — 35 и далее через колеса 28 — 25 и колесо 36 накидной обоймы на одно из семи колес конуса Нортона. XIV получает 7X4 28 различных чисел оборотов.
[11]
К 2) зубчатых колес, в то время как в механизме с выдвижной шпонкой для этой цели было бы нужно 2 / колес. Обычно в станках конус Нортона делается ведущим при нарезании метрических резьб и ведомым — при нарезании дюймовых резьб.
Обычно в станках конус Нортона делается ведущим при нарезании метрических резьб и ведомым — при нарезании дюймовых резьб.
[12]
| Управление коробкой подач станка 1К62.
[13] |
Использование множительного механизма осуществляется путем перемещения зубчатого колеса вдоль блоков типа Меандра. В другом токарном станке ( рис. 45) конус Нортона используется без накидного колеса. С каждым зубчатым колесом конуса сцепляется паразитное колесо. При перемещении зубчатого колеса / вдоль оси оно поочередно сцепляется с каждым паразитным колесом.
[14]
В большинстве моделей современных токарных станков коробка Нортона заменена коробкой с подвижными блоками шестерен. В ряде моделей усовершенствована система переключения накидной шестерни конуса Нортона.
[15]
Страницы:
1
2
Привод подачи токарного станка, на примере 1К62
Главная / ЧПУ станок / Токарный станок / Привод подачи токарного станка, на примере 1К62
Привод подачи токарного станка предназначен для обеспечения относительных перемещений заготовки и инструмента в режиме токарной обработки детали либо в режиме установочных перемещений. Назначение цепи подач токарно-винторезного станка — обеспечить автоматическое перемещение резца, закрепленного на суппорте, относительно вращающейся заготовки при токарной обработке и нарезании резьб. Источником движения (исходным звеном) цепи подач является шпиндель, поэтому скорость подачи в токарно-винторезных станках измеряется и указывается в миллиметрах на один оборот шпинделя (мм/об). Механизм привода подачи токарного станка должен допускать: включение и выключение подачи без остановки вращения шпинделя; реверсирование подачи при неизменном направлении вращения шпинделя; реверсирование подачи одновре менно с реверсированием шпинделя; регулирование величины подачи; перемещение резца относительно заготовки вручную.
Назначение цепи подач токарно-винторезного станка — обеспечить автоматическое перемещение резца, закрепленного на суппорте, относительно вращающейся заготовки при токарной обработке и нарезании резьб. Источником движения (исходным звеном) цепи подач является шпиндель, поэтому скорость подачи в токарно-винторезных станках измеряется и указывается в миллиметрах на один оборот шпинделя (мм/об). Механизм привода подачи токарного станка должен допускать: включение и выключение подачи без остановки вращения шпинделя; реверсирование подачи при неизменном направлении вращения шпинделя; реверсирование подачи одновре менно с реверсированием шпинделя; регулирование величины подачи; перемещение резца относительно заготовки вручную.
В токарном станке 1К62 (см. Привод главного движения станка токарного типа, рис. 1) цепь подач (вал VII) получает движение либо непосредственно от шпинделя (блок Б6, сдвинут влево), либо через перебор цепи главного движения (блок Б6 сдвинут вправо и его колесо z = 45 сцеплено с шестерней z = 45 на валу III). В последнем случае вал III в зависимости от положений блоков Б4 и Б5 перебора может вращаться с числом оборотов, в 2, 8 или 32 раза большим числа оборотов шпинделя. Зубчатый перебор (блоки) Б4 и Б5, привода главного движения и блок Б6 используются в этом случае в цепи подач как звено увеличения шага нарезаемых резьб или величин подач.
В последнем случае вал III в зависимости от положений блоков Б4 и Б5 перебора может вращаться с числом оборотов, в 2, 8 или 32 раза большим числа оборотов шпинделя. Зубчатый перебор (блоки) Б4 и Б5, привода главного движения и блок Б6 используются в этом случае в цепи подач как звено увеличения шага нарезаемых резьб или величин подач.
Тройной скользящий блок Б7, на валу VIII представляет собой трензель, который образует две прямые и одну обратную передачи. Управление им осуществляется рукояткой 3 (см. Токарный станок по металлу: назначение, компоновка, параметры, рис. 2).
При переключении блоков Б3, Б4, Б5, Б6 и Б вал VІІІ может вращаться с числом оборотов, равным числу оборотов шпинделя, превышать ero в 2, 4, 8, 16 и 32 раза, быть меньше в 1,51, 2 или 3,02 раза.
Коробке привода подач токарного станка движение передается через сменные шестерни С1 и С2, (см. Привод главного движения станка токарного типа, рис. 1) гитары настройки. В общем случае гитара (рис. 1) состоит из четырех сменных колес А, Б, В, Г и рычага 2, имеющего два паза — радиальный 4 и круговой 1.
1) состоит из четырех сменных колес А, Б, В, Г и рычага 2, имеющего два паза — радиальный 4 и круговой 1.
Паз 1 дает возможность поворачивать рычаг 2 вокруг оси 5 вала и жестко закреплять его гайкой 3. В радиальном пазу можно перемещать палец 6 гитары, на котором свободно вращается блок сменных шестерен Б и В. Палец 6 также закрепляется гайкой. Поворот рычага и радиальное перемещение пальца гитары дают возможность сцепить попарно четыре сменных колеса с различными числами зубьев. В токарном станке 1К62 для получения продольной подачи и для нарезания метрической и дюймовой резьб ставят С1 = 42 и C2 = 50, а при нарезании модульной и питчевой резьб С1 = 64 и С2 = 97. В обоих случаях на палец гитары устанавливают одну паразитную шестерню z = 95.
В коробке подач токарного станка имеется ряд зубчатых муфт, скользящих блоков и шестерен, а также конус Нортона — устройство, состоящее из ступенчатого конуса зубчатых колес, закрепленных на валу X, с которыми может сцепляться скользящий вдоль вала XI блок (ка ретка) шестерен Б9. При нарезании резьб коробка подач передает вращение ходовому винту XV; при токарной обработке и нарезании торцовых (плоских) резьб вращается ходовой валик XVI. Использование ходового валика для осуществления подачи при токарной обработке позволяет дольше сохранить точность ходового винта, необходимую при нарезании резьб.
При нарезании резьб коробка подач передает вращение ходовому винту XV; при токарной обработке и нарезании торцовых (плоских) резьб вращается ходовой валик XVI. Использование ходового валика для осуществления подачи при токарной обработке позволяет дольше сохранить точность ходового винта, необходимую при нарезании резьб.
Перестановка скользящего блока Б9, по конусу Нортона дает последовательный ряд величин подач или шагов резьб, а за счет переключений блоков Б11 и Б12, можно увеличить их в 2, 4 и 8 раз. Управление блоками Б9, Б11 и Б12 производится одной рукояткой 10 (см. Токарный станок по металлу: назначение, компоновка, параметры, рис. 2). Включение цепи подач токарного станка на нарезание резьб различных видов — метрической, дюймовой, модульной или питчевой — и на подачу по ходовому валику производится переключением муфт М2, М3, M4, M5, и блоков Б8 и Б10 с помощью одной рукоятки 11.
Рис. 1. Гитара сменных колес токарного станка
Суппорт токарного станка как звено подач
Суппорт токарного станка (рис. 2) является конечным звеном цепи подач. Он служит для закрепления резца и сообщения ему движения подачи токарного станка относительно вращающейся заготовки. Суппорт состоит из четырех основных частей:
2) является конечным звеном цепи подач. Он служит для закрепления резца и сообщения ему движения подачи токарного станка относительно вращающейся заготовки. Суппорт состоит из четырех основных частей:
- каретки (нижних салазок) 1, которая перемещается по направляющим станины вдоль оси заготовки;
- поперечных салазок 2, скользящих по направляющим каретки 1 в поперечном, к оси заготовки, направлении;
- поворотной части 4 с направляющими, по которым перемещается резцовая каретка (верхняя каретка) 3.
Каретку и поперечные салазки можно перемещать как автоматически, так и вручную. Поворотную часть суппорта 4 можно устанавливать под углом к линии центров станка и закреплять с помощью болтов, головки которых входят в круговые пазы на поперечных салазках; эта возможность используется главным образом при обтачивании конусов.
Резцовая каретка 3 перемещается по направляющим поворотной части только вручную. По лимбам, установ ленным на подающих винтах, можно производить отсчет перемещений резца с достаточно высокой точностью. Несколько суппортов токарного станка имее тяжелое оборудование токарной группы.
Несколько суппортов токарного станка имее тяжелое оборудование токарной группы.
Рис. 2. Суппорт токарно-винторезного станка 1К62.
Фартук как часть привода подач токарного станка
Фартук токарного станка (рис. 3) преобразует вращательное движение ходового винта или ходового валика в поступательное перемещение суппорта, с кареткой которого он жестко связан, вдоль направляющих станины. Движение от ходового валика используется также для автоматического перемещения поперечных салазок.
Рис. 3. Фартук токарного станка.
Включение подачи токарного станка по ходовому винту осуществляется замыканием маточной гайки (рис. 4). Она состоит из двух полугаек 1 и 2, которые могут перемещаться по направляющим, выполненным в фартуке. С помощью рукоятки 4 на лицевой стороне фартука полугайки можно сближать, замыкая их на ходовом винте, или освобождать его; перемещение их осуществляется диском 5 с фасонными пазами, в которые входят штифты 3, запрессованные в полугайки.
Рис. 4. Маточная гайка.
Движение от ходового валика передается через скользящую по нему вместе с фартуком шестерню z = 27 (см. Привод главного движения станка токарного типа, рис. 1) на червячную передачу фартука. С вала червячного колеса вращение передается в зависимости от того, какая из зубчатых муфт М6, М7, M8, или М9 включена — либо на реечную шестерню z = 10 — для получения продольной подачи токарного станка, либо на шестерню z = 20, сидящую на подающем винте XXI поперечных салазок, — для получения механической поперечной подачи. Включение всех этих муфт на токарном станке 1К62 производится одной рукояткой (рис. 5), причем направление включения совпадает с направлением подачи резца. Продольное перемещение суппорта вручную производится, при помощи маховичка на валу XXII, когда рукоятка включения механической подачи установлена в среднее положение. В фартуке имеется устройство, исключающее включение подачи одновременно по ходовому винту и ходовому валику (блокировка), так как такое включение привело бы к поломке.
Рис. 5. Рукоятка включения подач токарного станка 1К62.
Для предохранения цепи подач от перегрузок, а также для работы по упорам, на оси червяка установлена предохранительная зубчатая муфта Мn (см. Привод главного движения станка токарного типа, рис. 1), пружина которой отрегулирована на передачу определенного крутящего момента. Если момент превысит допустимый, муфта начнет прощелкивать.
Сокращение времени на выполнение вспомогательных движений является важным резервом повышения производительности станков, поэтому у большинства современных станков предусмотрены механизмы, обеспечивающие быстрые («ускоренные») холостые перемещения инструмента. В токарном станке 1К62 для этой цели на правом торце станины установлен отдельный электродвигатель (рис. 6) мощностью 1 квт, соединенный клиноременной передачей с ходовым валиком. Односторонняя муфта обгона М0, в коробке подач токарного станка позволяет сообщать вращение ходовому валику как от коробки подач, так и от вспомогательного двигателя.
Рис. 6. Привод быстрых перемещений токарного станка 1К62.
Обгонная муфта как часть привода подачи токарного станка
Обгонная муфта токарного станка (рис. 7) имеет наружное кольцо 2, фасонный диск 1, ролики 3 и пружи ны 4, поджимающие ролики. Такая муфта может передавать крутящий момент при заклинивании роликов только в одном направлении.
В коробке подач наружное кольцо обгонной муфты токарного станка жестко связано с блоком шестерен z = 56 (см. Привод главного движения станка токарного типа, рис. 1), а внутренний диск — с ходовым валиком XVI. Когда вспомогательный электродвигатель не включен, сообщается движение ходовому валику от коробки подач; когда этот двигатель включен, диск муфты вращается в том же направлении, что и наружное кольцо, но с большей скоростью, и это приводит к пробуксовке обгонной муфты станка.
После остановки двигателя цепь рабочих подач автоматически восстанавливается. Двигатель быстрых перемещений включается кнопкой К (см. рис. 5) на рукоятке включения автоматических подач. Механизм быстрых перемещений обеспечивает скорость продольного перемещения суппорта 3,4 м/мин и поперечного 1,7 м/мин. В тяжелых токарно-винторезных станках, имеющих несколько суппортов, быстрые продольные и поперечные перемещения осуществляются от отдельных приводов подач токарного станка, установленных на каждом суппорте.
рис. 5) на рукоятке включения автоматических подач. Механизм быстрых перемещений обеспечивает скорость продольного перемещения суппорта 3,4 м/мин и поперечного 1,7 м/мин. В тяжелых токарно-винторезных станках, имеющих несколько суппортов, быстрые продольные и поперечные перемещения осуществляются от отдельных приводов подач токарного станка, установленных на каждом суппорте.
Рис. 7. Схема обгонной муфты.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Мини-угловая шлифовальная машина Norton | Нортон Абразивы
Удобный доступ к труднодоступным местам с помощью 2-дюймовых и 3-дюймовых мини-угловых шлифовальных машинок Norton. Эти компактные пневматические шлифовальные машины облегчают выполнение задач, поскольку вы легко переключаетесь между быстросменными дисками и мини-лепестковыми дисками. Используйте регулятор скорости в соответствии с потребностями вашего приложения, независимо от того, требуется ли точность или мощность. И вы будете чувствовать себя комфортно дольше с этим эргономичным инструментом с нескользящей ручкой и ограниченной вибрацией для более тонкой обработки. Доступны как отдельные шлифовальные машины или как часть набора.
Используйте регулятор скорости в соответствии с потребностями вашего приложения, независимо от того, требуется ли точность или мощность. И вы будете чувствовать себя комфортно дольше с этим эргономичным инструментом с нескользящей ручкой и ограниченной вибрацией для более тонкой обработки. Доступны как отдельные шлифовальные машины или как часть набора.
Загрузить промышленную брошюру Загрузить листовку по послепродажному обслуживанию автомобилей
- Работайте дольше и избегайте усталости благодаря эргономичному дизайну и обтекаемой нескользящей рукоятке
- Добейтесь более тонкой обработки с уменьшенной вибрацией благодаря превосходной концентричности шпинделя с двумя подшипниками
- Адаптируется как к прецизионным, так и к силовым приложениям с регулятором скорости
- Доступен как отдельный инструмент 2 или 3 дюйма или как часть набора и совместим с быстросменными дисками Norton и мини-лепестковыми дисками
Рынки
| Приложения
|
Приобретите новую мини-угловую шлифовальную машину с набором быстросменных дисков Norton:
Набор для шлифования 2”
| Набор для шлифовки 3 дюйма
|
Запросить демонстрацию
 youtube.com/embed/5wcxlkQn76g?rel=0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/5wcxlkQn76g?rel=0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
Technical Specifications / Conformance
| Specifications for: | 2″ Norton Mini Angle Air Sander | 3″ Norton Mini Angle Air Sander |
| Weight of tool: | 1,6 фунта. (0,742 кг) | 1,8 фунта. (0,816 кг) |
| Сжатый воздух: | 6.2 bar (90psi) | 6.2 bar (90psi) |
| Maximum permissible operating pressure: | 6.2 bar (90psi) | 6.2 bar (90psi) |
| Horsepower: | .45 | . 9 9 |
| БЕСПЛАТНАЯ СКОРОСТЬ: | 22 000 об / мин | 20 000 об / мин |
| Потребление воздуха @90PSI: | .0033 85 liters/min (3 CFM) | 116 liters/min (4.1 CFM) |
| Noise characteristic value in accordance with EN ISO 15744 (ISO 15744): | ||
| 87,3 дБ | 83,2 дБ |
| ||
| <130 dB | <130 dB |
| Measurement uncertainty (Standard): | 3. 00 м/с² 00 м/с² | 5,92 м/с² |
| Уровень вибрации согласно EN ISO 28927-3: | 0,84 м/с² | 1,09 м/с² |
| Рекомендуемые смазы » (6 мм) | Размер колодки 3″ Цанга Цанговый патрон 1/4″ (6 мм) |
Рекомендуемые товары
GIÁO TRÌNH THIẾT KẾ MÁY CẮT KIM LOẠI MÁY TIỆN REN VÍT「954_4493」
Thong báo
Tất cả ồ á ều đ đ qua kiểm duyệt kỹ của chính thầy/ cô chuyên ngành kỹ thuật ể xứng đ đ đ đ đ đ đ đ đ đ đ đ đ đ đ đ đ đ đ đ đ đ đ đ đ ấ ấ ấ ấ ấ ấ ấ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ồ ể ể ể ể ể ể ể ể ể ể ể thầ ng
Đảm bảo hoàn tiền 100% và huỷ đồ án Khỏi hệ thống với nhong đồ an kém chất lượng.
| май тай лю | 300600300073 |
| нгуэн | huongdandoan. com com |
| Данхия | 5,0 |
| мо то | 50 МБ Bao gồm tất cả файл DOC (DOCX), thuyết minh và nhiều tài liệu liên quan. файл CAD sơ đồ động của tất cả cac máy cắt kim loại…. |
| 989 000 донгов | |
скачать đồ án |
МАЙ ТЬЕН РЕН ВИТ
∑ Mục đích:
— Giới thiệu loại máy chủ yếu dùng gia cong bề mặt tròn xoay và gia cong ren.
∑ Ю Ку:
— Nắm được cong dụng, nguyên tắc lam việc của máy tiện
— Giải thích được sơ đồ động may 1K62
— Năm vững phương pháp điều chỉnh máy tiện ren và tiện côn.
∑ Ной навоз:
1- giới thiệu chung:
May tiện là loại may cong cụ phổ thong chiem 40-50% số lượng máy cong cụ trong cac nhà máy, phân xưởng cơ khí.
May có thể gia công các mặt tròn xoay ngoài và trong (mặt trụ, mặt con, mặt định hình, mặt ren) xén mặt đầu, cắt đứt. Có thể khoan khoet doa trên может tiện.
May tiện cũng gia công được cac mặt không tròn xoay như: mặt elip, cam, hình nhiuu cạnh vv… bằng cac đồ gá chuyển dung.
Người ta có thể mở rộng khả năng làm việc của máy bằng cách thiết kế, chế tạo thêm các xích truyềnộng, ồ gá chuyên dùng ể nha, тогда gan ghn ghn ghn ghn ghngng.
Chi tiet gia cong tiện может trên có thể đạt độ chính xac cấp 7 và độ nhẳn cấp 6,7.
Máy tiện có thể phân làm nhiều loại như máy tiện vạn năng, tự ộng, nửa tự ộng, máy chuyên môn hóa, chuyên dùng, máy tiện revônve…
2/ май 1k62:
May tiện 1K62 là kiểu may có cac cong dụng chung, cơ bản của nhom máy tiện ren vít. Nó có tính vạn năng, có thể gia công kim loại ở tốc ộ cao và bước tiến lớn, có the tiến hành nhiều nguyên công cùng 1 lúc nếu chéo sửung ồ gá gá gá gá gồ ghồ ghồ gồng.
2.1- Tính năng kỹ thuật của máy 1k62
— Đường kính gia công lớn nhất 400 мм
— Đường kinh gia công lớn nhất khi chống tâm 220 мм
— Khoảng các giữa 2 tâm: có 3 loại
— 700 мм, 1000 мм, 1400 мм (đây chính la cấu tạo của 3 loại thân máy có chiều dài khac nhau: ngăn, tiêu chuẩn, dài)
— Đường kinh của lỗ trục chính: 38 мм
— Lỗ con trục chính: con morse số 5
— Số cấp tốc độ trục chính 23 cấp
— Giới hạn vong quay trục chính 12,5 – 2000 v/p
— Lượng chạy dao dọc: 0,07 ∏ 4,16 мм
— Lượng chạy dao ngang: 0,035 ∏ 2,08 мм
— Cắt được cac loại ren
+ Ren hệ met : 1∏192 мм
+ Рен Ань : 2 ∏ 24 ранг/дюйм
+ Рен Модун : m = (0,5∏14) II
+ ren Pit : (96 ∏ 1) модуль/дюйм
— Công suất động cơ: 10 кВт
2. 2- Sơ đồ động май 1K62
2- Sơ đồ động май 1K62
2.2.1- Xích tốc độ : (Xich chuyển động chính)
Xích nối từ động cơ điện N = 10KW, n = 1450v/p qua bộ truyền đai thang vào hộp tốc độ lam quay trục chính VI.
Lượng di động tính toán ở hai đầu xích là:
nđc vòng / phút -à ntc vòng / phút trục chính
Từ sơ đồ động ta vẽ được cac đường truyền động từ động cơ qua cac trục gian tới trục chính.
….
Xích tốc độ có đường truyền quay thuận và đường truyền quay nghịch được điều chỉnh bằng ly hợp M1. Mỗi đường truyền khi đến trục III lại tách ra thành 2 đường:
+ Đường truyền trực tiep đến trục chính cho ta cac tốc độ cao
+ Đường truyền gián tiep vong qua cac trục IV, V, đến trục chính, cho ta cac tốc độ thấp
Ta có phương trình xích tốc độ.
…
Ту пхонг трэн трен та тай
— ường truyền tốc ộ ộ Cao Quay thuận có 2 ¥ 3 = 6 tốc (điểm hai trục ii, iii có 2 khối di trượt 2 bậc và 3 bậc, Có năng tạo ra 6 tỉ s số truyền)
— ường tryền tốc ộ ộp Quay thuận có 2 ¥ 3 ¥ 2 ¥ 2 = 24 tốc ộ ộ (lần lượt thay ổi 4 khối đi trượt trên ường truyền ta có 24 tỉ số truyền).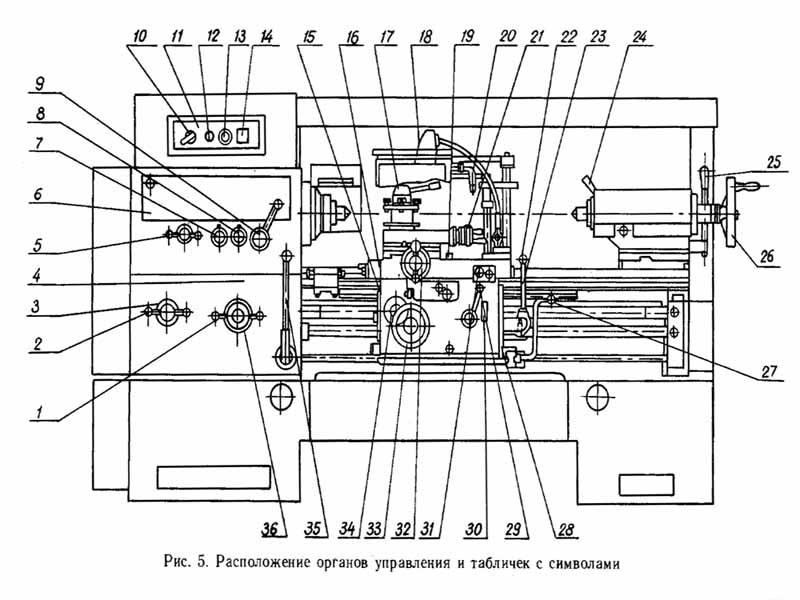
— thực tế ường truyền này chỉ cou 18 tốc ộ vì trên trục iv có 2 khối di trượt 2 bật nhưng chỉ cun năng cho 3 tỉ sốn như sau:
………………….
Ba tỉ số truyền nếu ảo ngược xích truyền ta có các tỉ số gọi là nhóm khuếch ại dùng ểt ren rêc n n n n n ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ộ ế ế ế ế ế ế ế ế ế ế ế ế ế ế ế ế ế ế ế ế ế ế ế ế ế ế nhuế ạ 18 và n19 nên thực tế máy chỉ còn 23 tốc độ quay thuận của trục chính.
Đường truyền quay nghịch có tác dụng đo chiều quay của trục chính mà không cần đào chiều động cơ điện.
Theo Phương trình xích truyền động ta tính được 12 tốc độ quay nghịch
2.2.2- Сич чой дао: ( сич чуен нг тьен )
Cơu bước tiến của máy có thể h hiện các chuyển ộng tiến dọc, tiến ngang khi tiện trơn vàng ược Sử dụng ể cắt các ren ren renắ renhun.
∑ Xích tiện trơn
Xích nối từ trục chính vi qua cặp bánh răng 60-60 xuống trục vii, qua 28-56 xuống trục viii, sau đ qua nhóm bánh răng thế đ nhrụ nhrụ nhrụ nhrụ nhrụ nhrụ nhrụ nhrụ nhng nhrụ nhr nhr nhr nhag. igấp bội liên tục XIV, qua cặp bánh răng; ly hợp siêu việt M 0 làm chạy trục trơn XVI .Chuyển động từ trục trơn qua các bộ truyền 27/20, 20/28, ly hợp an toàn Mn đến bộ truyền trục vít 4 đầu mối, bánh vít 20 răng làm набережная Трек XVIII. Trên trục XVIII có lắp cố định 2 bánh răng Z40. Bánh răng Z40 phía dưới làm 2 bánh răng z37 Quay trơn trên trục, còn bánh răng z40 phía trên làm Quay bánh răng ệm z45, sau đ chúng ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră răm ră răm ră răm Z40 Tất cả 4 bánh răng Z37 liên kết với trục bằng 4 ly hợp M6, M7, M8, M9được điều khiển từ bên ngòai hộp bàn dao. Hai ly hợp M6, M7 đóng chuyển dong tiến dọc thuận và nghịch, chuyển dong truyền qua cặp bánh răng 14/66 lam quay trục XXII. Bánh răng Z10 ăn Khớp với thanh răng kéo ban xa dao tiến dọc.
igấp bội liên tục XIV, qua cặp bánh răng; ly hợp siêu việt M 0 làm chạy trục trơn XVI .Chuyển động từ trục trơn qua các bộ truyền 27/20, 20/28, ly hợp an toàn Mn đến bộ truyền trục vít 4 đầu mối, bánh vít 20 răng làm набережная Трек XVIII. Trên trục XVIII có lắp cố định 2 bánh răng Z40. Bánh răng Z40 phía dưới làm 2 bánh răng z37 Quay trơn trên trục, còn bánh răng z40 phía trên làm Quay bánh răng ệm z45, sau đ chúng ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră ră răm ră răm ră răm Z40 Tất cả 4 bánh răng Z37 liên kết với trục bằng 4 ly hợp M6, M7, M8, M9được điều khiển từ bên ngòai hộp bàn dao. Hai ly hợp M6, M7 đóng chuyển dong tiến dọc thuận và nghịch, chuyển dong truyền qua cặp bánh răng 14/66 lam quay trục XXII. Bánh răng Z10 ăn Khớp với thanh răng kéo ban xa dao tiến dọc.
Hai ly hợp M8, M9 đóng, thực hiện chuyển động tiến ngang thuận và nghịch. Chuyển động truyền qua cac bánh răng 40/61/20 lam quay trục vít x = 5mm lam bàn dao ngang tịnh tiến.
Phương trình xích tiện trơn:
∑ Шич чой дао нхань
Chuyển động tiến nhanh của bàn dao nham giảm thời gian phụ khi gia cong. Chuyển động nhận được động cơ phụ N = 1,8KW, n = 1410/p qua bộ truyền đại thang lam quay nhanh trục trơn. Chuyển động từ trục trơn truyền qua hộp bàn dao lam bàn dao tiến nhanh theo cac hướng yêu cầu.
Trong khi trục trơn nhận được chuyển động nhanh, vẫn có thể nó đang nhận chuyển đng quay chậm. Ly hợp siêu việt m0 là ly hợp 1 chiều, nó sẽ tách rời trục trơn khỏi bánh răng 56 (vô ly hợp siêu việt), làm trục trơngng nhận ượngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngngng nhrừn.
Ly hợp siêu việt có cấu tạo như sau:
Chuyển động từ động cơ chính lam quay ly hợp theo chiều n 1 . Lò xo luôn đẩy viên bi ép sát vào mặt chêm giữa vỏ và lõi, truyền chuyển động từ vừ vào lõi đến trục tròn.
Trong khi trục trơn đang quay chậm với tốc độ n1, lại nhận thêm chuyển động quay nhanh n2, do n2 > n1 nên các viên bi có huynh hướng lọt vào không gian rỗng của rãnh, vỏ và lõi ly hợp tách rời nhau, trục trơn không còn nhận chuyển động từ động cơ chính nữa.
3/ Điều chỉnh май 1K62:
3.1- Điều chỉnh may để cắt ren:
May 1K62 có khả năng cắt được 4 loại ren: ren hệ Mét, ren Anh, ren Modun, ren Pit. Ngòai ra, còn có thể cắt ren có bước khuyếch đại, ren chính xac và ren mặt đầu.
Xích truyền nối từ trục vi xuống ngay trục vii (hoặc lên qua nhóm ikhuếch ại rồi lại xuống trục vii) qua trục viii tới các bánh ră răc rah răc răc răc răc
Lượng di động tính toán ở 2 đầu xích
1 набережная вонг трук чинь à дао тунь тьен Tp мм
Vì cắt 4 loại ren nên xích có 4 khả năng điều chỉnh:
— Nhóm bánh răng thay thế giữa 2 trục VIII và IX có 2 khả năng điều chỉnh do có 2 tỉ số truyền
+ : Dùng khi tiện ren Mét, ren Anh
+ : Dùng khi tiện ren mođun, ren Pít
— Nhóm bánh răng cơ sở (cơ cấu Norton) giữa trục IX, X, XI có hai Khả năng điều chỉnh.
+ ường truyền 1 : cơ cấu norton chủ ộng: chuyển ộng truyền từ trục ix qua ly hợp m2 tớc xi quay меня, đường truyền này sử dụng khi cắt ren hệ Mét, ren Modun.
+ ường truyền 2: cơ cấu norton bị ộng: chuyển ộng truyền từ trục ix qua bánh răng 35-37-35 xuống trục qua 28/25-ếng kối báng-hrụ răng. XII лен трц XIII, XIV набережная лама вит меня
Đường truyền này sử dụng khi cắt ren Anh và ren Pít.
Khối bánh răng hình tháp ược gọi là nhóm cơ sở vì nó có 7 bánh răng với số răng từ 26∏48 Cho phép cắt ược 7 bước ren cơ sở
Ngòai ra, hai khối bánh răng di trượt hai bậc truyền giữa 3 trục xii, xiii, xiv có 4 tỉ số truyền khác nhau gọi là 4 tỷ số truyền gấp bội, ta sẽ nha gọi 4 = 28 bướ ren cn ren cù ren cn ren cn ren cn ren cn ren cn ren cn ren cn ren cn ren cn ren cầ ren cầ ren cầ ren cầ ren cầ ren cầ ren cầ ren cầ ren cầ ren cầ ren cầ ren crướ ren .
Khi cần cắt ren trai, ta giữ nguyên chiều quay trục chính nhưng đổi chiu tiến bàn xa dao. Trong xích truyền động có bộ đảo chiều i dc là khối bánh răng di trựợt 3 bậc trên trục VIII ăn Khớp với 3 bánh răng trên trục VIII
Ta có 3 tỉ số truyền:
нанг кат рен фой
дунг кхи тин трун
помет рен трэй
Sau đây la phương trình xích cắt ren cho từng loại ren
3. 1.1- Xích cắt ren hệ Мет:
1.1- Xích cắt ren hệ Мет:
1 вонг трук чин:
Trong đó Zn là một bánh răng bất kỳ trong bộ bánh răng hình tháp
Суй Ра Конг Тхок Джиу Чон
Тп = К1 . Зн. ИГБ
K1 là hệ số rút gọn của phương trình. Qua công thức điều chỉnh trên ta thấy bước ren Tp tỉ lệ thuận với Zn và igb.
3.1.2- Xích cắt ren Mô đun:
Loại ren này dùng trong cac mối ghép động, đơn vị đo la m tính theo cong thức.
Phương trình xích động:
1 вонг трук чин
Suy ra: m = K2 ¥ Zn ¥ lgb
Vậy m tỉ lệ thuận với Zn và lgb
3.1.3- Xích cắt ren Anh:
Ren Anh có công dụng tương tự như ren hệ Mét. Ta không đo ren Anh theo chiều dài bước ren mà tính theo np là số vong ren trong 1 дюйм:
K: số đầu mới ren
Phương trình xích động:
1 vong trục chính ¥ lgb
M5 ¥ lx = Tp . р
Тай
Vậy np tỉ lệ thuận với Zn và tỉ lệ nghịch với igb
3. 1.4- Xích cắt ren Pít
1.4- Xích cắt ren Pít
Ren Pít có công dụng tương tự như ren môđun, nhưng nó thuộc hệ Anh. Đơn vị đo lường của ren là Dp. Dp là giá trị nghịch đảo của m đo theo đơn vị Anh (Đơn giản ta có thể gọi Dp là số môđun trong 1 Inch).
Vì nên hay
Phương trình xích động:
1 vong trục chính ¥ igb ¥ M5 ¥ tx =
фи
Ta thấy Dp tỉ lệ thuận với Zn và tỉ lệ nghịc với igb.
3.1.5- Xích cắt ren khuếch đại:
Ren khuếch ạ ại là loại ren có bước lớn như ren nhiều ầu mối, ren trục vít tải, rãnh dầu trong bạc, trục…, xích cắt ren renhếch ại chuế ạ ạ ạ ạ ren renế renế renế ren renhh lần cộng với bộ đao chiều có ithuận2 thêm cac loại ren khuếch đại 4, 16 lần
Phương trình xích động:
1 vòng trục chính ¥ i cđ ¥ iH ¥ iis ¥ igb ¥ tx = T pKhuếchđại i
3.1.6- Xích tiện ren chính xac:
Muốn cắt ren chính xac đường truyền phai ngắn nhất để tránh sai số tích lũy của cac cơ cấu truyền động trung gian.
Xích này còn dùng để cắt cac ren có bước không tiêu chuẩn.
Phương trình xích động
1 vong trục chính itt M2 . М3 . М5 . t x = Tp
фи
Vậy muốn có cac bước ren chính xac và cac bước ren không tiêu chuẩn. Ta phải tính bánh răng thay thế.
3.1.7- Xích cắt ren mặt đầu:
Cắt ren mặt đầu để tạo ra đường xoắn Archimede (như trên mâm cặp 3 chấu). Dao cắt ren tiến ngang vào tâm chi tiết — xích truyền ộng không nối qua trục vít me mà nối từ xiv qu zi nhe rơng rơng rơng rơng rơng rơng rơng rơng rơng tới trục vít me ngang tx = 5 мм.
3.1.8- Cắt ren nhiễu đầu mối:
Muốn cắt ren 1 chiều đầu mối, ta lần lượt cắt xong từng mối rồi mới chuyển sang cắt đầu mối khác, theo bướ000 xoắn TP cắn
Khi chuyển đầu mối ta có thể sử dụng một trong cac phương pháp sau, tùy theo điều kiện cho phép
— Phương pháp 1:
Do các đầu mối ren phân bố cách đều trên mặt cắt vuong góc tâm trục, nên khi cần chuyển đầu mối ta xoay chi tiet đi 1 góc. (К: số đầu mối)
(К: số đầu mối)
Ta có thể xoay chi tiet đi bằng cách.
+ Xoay mặt số trên mâm cặp
Sử dụng loại mâm cặp tốc có nhiều rãnh, số rãnh trên mâm là bội số của số đầu mối, mỗi lần cần chuyển đầu mối, ta đổi tốc cặp sang vị trí tương ứng trên mâm đẩy tốc.
+ Tách rời trục chính khỏi xích truyền ộng, xoay trục chính, đi vòng với điều kiện, bánh răng lắp trên trục chính phải có số răng thỏn = vòng nrug nrug nrug ngunh ngunh ngunh ngunh nrug ngunh nrug ngunh nrug ngunh ngunh ngunh nrug ngunh ngunh ngunh ngunh ngunh chính kiện.
— Phương pháp 2: Di chuyển dao tiến dọc 1 khoảng t p = T p / K bằng con trượt trên
— Phương pháp 3: Lợi dụng cac vạch chia sẳn trên mặt số cắt ren để chuyển đầu mối với điều kiện Tp, chia hớt 900 900 K.
Ngòai ra, ta con có thể dùng 2 hay nhiều dao đặt cách nhau 1 khoảng t p để cắt ng thời 2 hay nhiều đầu mối.
3.1.9- Cắt ren chẳn và ren lẻ:
3. 1.9.1- Cắt ren chẳn
1.9.1- Cắt ren chẳn
Ren chẳn là ren có tỉ số số nguyên
t x : bước của vít me
T p : Bước xoắn của ren cần cắt
Cách gia công ren chẳn ơn giản và nhanh chóng: sau khi cắt xong 1 lát cắt ta mở đ ốc 2 nữa, наберега
3.1.9.2- Cắt ren lẻ:
Ren lẻ là loại ren có tỉ số số nguyên
Ví dụ :
KHI GIA CONG LOạI REN Này, Sau mỗi lát cắt nếu ta nhả đc 2 nữa ra ể lùi dao về vị trí khởi điểm thì khi đ đ đ ố ố ố ren ă ă ă ă ă ă ă ă ă ă ă ă ă ă ă ă ă ren ren ren ren ren ren ren ren ren ren ren reng ă ren ren reng ren rengang ren ren ren ren reng ren rengan ren ren rengan s nếu nha đ nhả đ v nha ườ ren
Vấn ề ặt ra là làm thế nào ể ể cách cắt ren lẻ giống như cắt ren chẳn, nghĩa là howng cho bàn dao chạy tự ộ ộng ngược về vị vừ vừ wờ wờ wờ nhi -hrò – Чай Ок)
Ở một số máy, nhà thiết kế lắp đặt thiet bị mặt số cắt ren lẻ:
Cấu tạo mặt số cắt ren lẻ:
-Phía trên là mặt số có chia 4,8,12 hoặc 24 vạch đều nhau.
-Phía dưới có Bánh Răng ăn Khớp với trục vítme của máy tiện.
-Phần vỏ hộp được gắn trên xa dao. Mặt trên của vỏ hộp có khắc1 vạch chuẩn. Vỏ hộp có thể lắc được để đưa bánh răng vào ăn khớpvới visme hoặc tách nó ra khỏi vít me.
Nhận xét :
Khi trục vít me quay nhưng bàn dao đứng yên, thì mặt số sẽ quay quanh trục của nó.
Khi đóng đai ốc 2 nửa cho bàn dao chạy, thì mặt số đứng yên.
Cách sử dụng măt số:
+ Cắt lat đầu tiên, lưu ý để cho 1 vạch trên mặt số trùng với vạch chuẩn khi đóng đai ốc 2 nửa.
+ Nhả đai ốc 2 nửa, lùi dao.
+ Khi vạch cũ của mặt số trùng với vạch chuẩn, ta đóng đai ốc 2 nửa để cắt lat thứ 2. Chắc chắn nó sẽ trùng với ng.
3.2 – Điều chỉnh máy để tiện con:
Muốn tạo ra bề mặt con có góc 2a, quỉ đạo của dao phai hợp với tâm chi tiết 1 góc a. Ta có thể thực hiện tiện con bằng cac phương pháp sau:
3.2.1- Phương pháp1: Xoay con trượt trên:
Ta xoay con trượt trên 1 góc a khi cần tiện côn có góc 2a. Khi gia công, ta tiến dao bằng tay.
Khi gia công, ta tiến dao bằng tay.
Phương pháp này chỉ có thể gia cong được mặt con có chiều dài tương đối ngắn do bị giới hạn bởi chiều dài vít me con trưt. Độ nhẳn bề măt thap, độ chính xac thp, năng suất thap.
Ta có thể tính góc con theo cong thức: tga =
Trong đó : D : Đường kính đầu lớn của mặt con
d Đường kính đầu nhỏ của mặt con
л: chiều dài mặt con.
3.2.2 — Phương pháp 2 :
Đánh lệch ụ ng:
Ta di chuyển ụ động một khoảng h khi cần tiện con chi tiết dài, chống tâm 2 đầu. Dùng phương pháp này có thể tiến dao tự động năng suất cao, độ nhãn cao, nhưng góc côn không lớn lắm vì hạn chế bở khả năng dịch chuyển ngang của ụ động và độ chính xác định tâm của mũi chống tâm
Trị số độ dịch chuyển ngang h của ụ động được xac định như sau
Ta có: tga =
vì a nhỏ nên sina = tga
h = L sina = L tga = L
3.2.3 / Phương pháp 3:
Tien con bằng thước con mẫu :
— Một số может được trang bị thước con mẫu.