Инструкция к токарному станку 1м61: 1М61 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
1В61 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 1В61
Изготовителем токарно-винторезных станков модели 1В61 является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция — универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
- 1Б61 станок токарно-винторезный универсальный, Ø 320
- 1В61 станок токарно-винторезный универсальный, Ø 320
- 1Л61 станок токарно-винторезный универсальный, Ø 320
- 1М61 — станок токарно-винторезный универсальный, Ø 320
- 1М61П — станок токарно-винторезный повышенной точности универсальный, Ø 320
- 2Г106П — станок сверлильный настольный повышенной точности, Ø 6
- 16Е16КП — станок токарно-винторезный повышенной точности с АКП, Ø 320
- 16Л20 — станок токарно-винторезный облегченный, Ø 400
1В61 станок токарно-винторезный универсальный.
 Назначение, область применения
Назначение, область применения
Универсальный токарно-винторезный станок 1В61 производился в семидесятые годы прошлого века и является переходной моделью между моделями станков 1Б61 (начало производства 1958 год) и 1М61.
Токарный станок 1В61 предназначен для токарной обработки наружных (диаметром до 320 мм) и внутренних поверхностей деталей (длиной 510 или 710 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Станок 1В61 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
1В61
Пуск, отключение, изменение направления главного движения производится посредством реверсивного магнитного пускателя.
Быстрое реверсирование электродвигателя при нарезании резьб — поворотом рукоятки от верхнего крайнего положения в нижнее крайнее положение и наоборот.
Торможение двигателя главного привода осуществляется посредством электромагнитной муфты на конце первичного вала в коробке скоростей.
Передний конец шпинделя резьбовой.
Класс точности станка Н.
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
В – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Габарит рабочего пространства станка 1В61.
 Суппорт
Суппорт
Габарит рабочего пространства токарного станка 1В61
Посадочные и присоединительные базы станка 1В61. Шпиндель
Посадочные и присоединительные базы станка 1В61
Общий вид универсального токарно-винторезного станка 1В61
Фото универсального токарно-винторезного станка 1В61
Фото универсального токарно-винторезного станка 1В61
Фото универсального токарно-винторезного станка 1В61
Таблица настройки резьб и подач токарно-винторезного станка 1В61
Схема кинематическая токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Расположение основных узлов токарно-винторезного станка 1В61
Расположение основных узлов токарно-винторезного станка 1В61
Спецификация органов управления токарно-винторезным станком 1В61
- Станина
- Коробка
- Коробка передач
- Коробка подач
- Фартук
- Суппорт
- Задняя бабка
- Электрооборудование
- Защитный экран
- Система охлаждения
Расположение органов управления токарно-винторезным станком 1В61
Расположение органов управления токарно-винторезным станком 1В61
Перечень органов управления токарно-винторезным станком 1В61
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Кинематическая схема токарно-винторезного станка 1В61
Кинематическая схема токарно-винторезного станка 1В61
Схема кинематическая токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
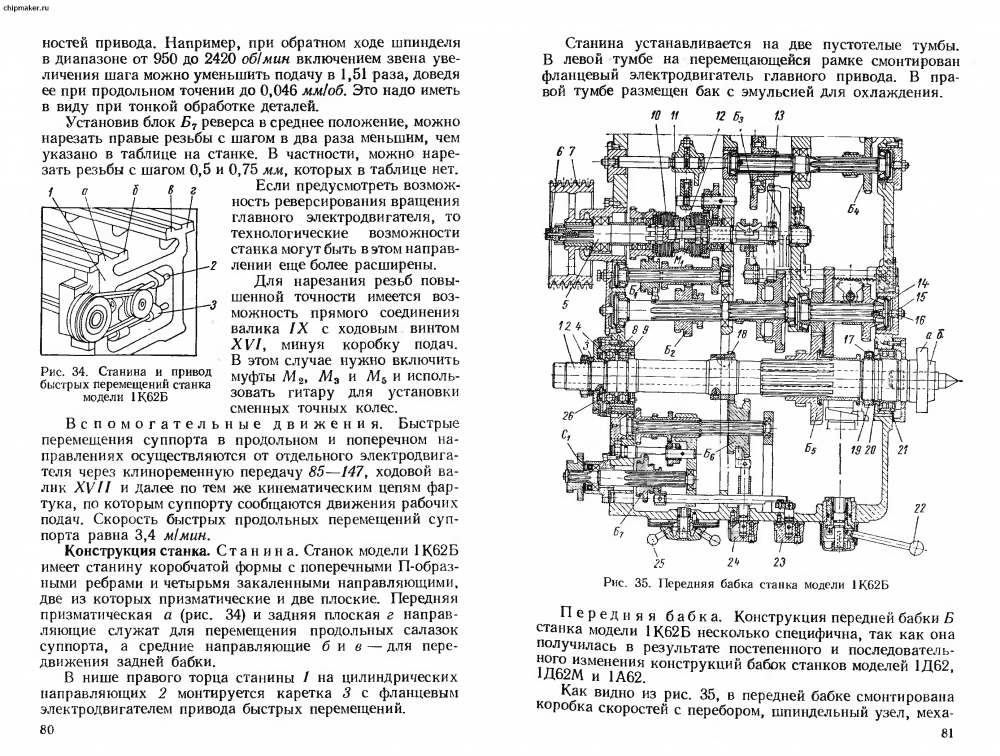
Передняя бабка токарно-винторезного станка 1В61
Фото коробки скоростей токарного станка 1В61 (без шпинделя)
Фото коробки скоростей токарно-винторезного станка 1В61
Фото коробки скоростей токарного станка 1В61 (без приводного вала)
Конструкция токарно-винторезного станка 1В61
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей обеспечивает 8 скоростей вращения шпинделя (32—1200 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку.
Коробка подач токарно-винторезного станка 1В61 (три рукоятки)
Чертеж коробки подач токарно-винторезного станка 1В61
Коробка подач токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1В61
Чертеж суппорта токарно-винторезного станка 1В61
Суппорт токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1В61
Чертеж фартука токарно-винторезного станка 1В61
Фартук токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото фартука токарно-винторезного станка 1В61
Фартук передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Задняя бабка токарно-винторезного станка 1В61
Чертеж задней бабки токарно-винторезного станка 1В61
Задняя бабка токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Электрооборудование. Электрическая схема станка 1В61
Электрическая схема токарно-винторезного станка 1В61
Электрооборудование токарно-винторезного станка 1В61. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
Установочный чертеж станка 1В61
Установочный чертеж токарно-винторезного станка 1В61
Возможности токарно-винторезных станков
Стальной шар, полностью изготовленный на токарном станке 1В61
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок 1В61.
 Видеоролик.
Видеоролик.
Технические характеристики станка 1В61
| Наименование параметра | 1Л61 | 1Б61 | 1В61 | 1М61 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 320 | 320 | 320 | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 160 | 160 | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 710, 1000 | 500, 710 | 710, 1000 |
| Наибольшая длина обтачивания (Наибольшее продольное перемещение суппорта), мм | 430 | 640, 930 | 430, 640 | 640 |
| Высота центров, мм | 170 | 170 | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 190 | 190 | 180 | 180 |
| Высота от опорной поверхности резца до оси шпинделя, мм | 25 | 25 | 25 | 25 |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 22 х 35 | 22 х 35 | 22 х 35 | 22 х 25 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 24 | 8 | 24 |
| Частота прямого и обратного вращения шпинделя, об/мин | 10. .1250 .1250 | 16..2000 | 32..1200 | 12,5..1600 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | М75 х 5 | М75 х 5 | 6К | 6К |
| Торможение шпинделя | есть | есть | есть | есть |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 430 | 640, 930 | 600 | 640 |
| Наибольшее поперечное перемещение суппорта, мм | 250 | 250 | 200 | 200 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,5 | 0,5 | 0,5 | 0,5 |
| Продольное перемещение суппорта на один оборот лимба, мм | 100 | 100 | 100 | 100 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 5 | 5 | 5 | 5 |
| Число ступеней продольных и поперечных подач | 17 | |||
| Пределы скорости продольных подач, мм/об | 0,08. .1,2 .1,2 | 0,08..1,2 0,12..1,9 | ||
| Пределы скорости поперечных подач, мм/об | 0,04..0,6 | 0,04..0,6 0,06..0,95 | ||
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 13 | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..96 | 0,5..96 | 0,5..96 | 0,5..6 |
| Количество нарезаемых резьб дюймовых | 16 | |||
| Пределы шагов нарезаемых резьб дюймовых | 0,25…48 | 0,25…48 | 0,25…48 | 3,5…48 |
| Количество нарезаемых резьб модульных | 10 | |||
| Пределы шагов нарезаемых резьб модульных | 0,25…48 | 0,25…48 | 0,25.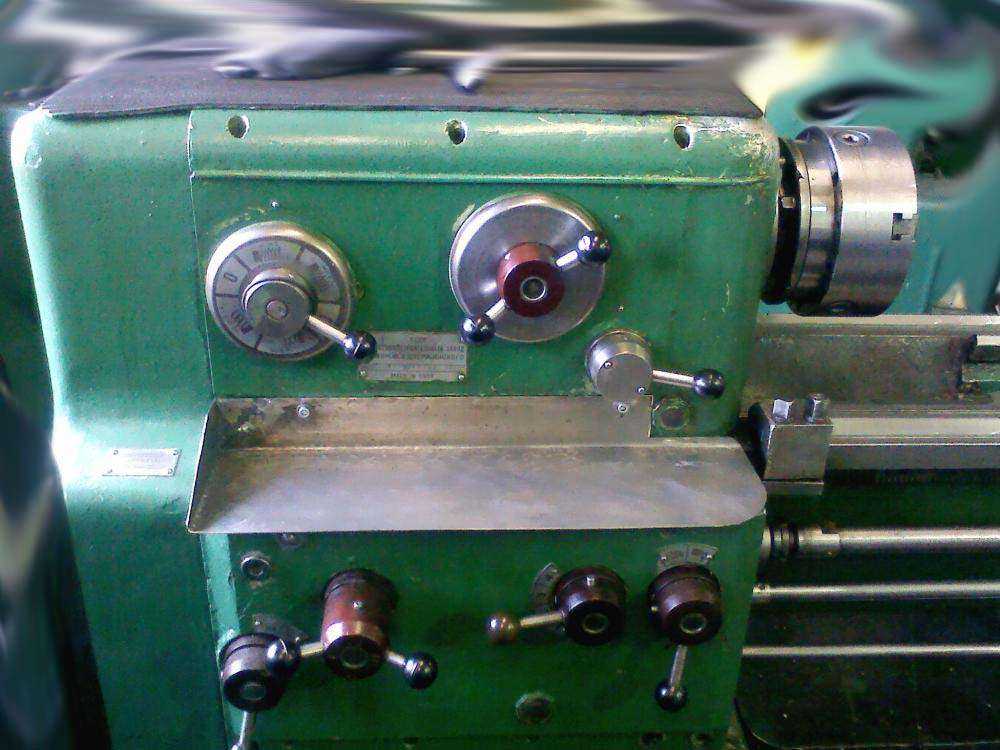 ..48 ..48 | 0,25…3 |
| Количество нарезаемых резьб питчевых | 16 | |||
| Пределы шагов нарезаемых резьб питчевых | 0,5..96 | 0,5..96 | 0,5..96 | 7…96 |
| Предохранитель от перегрузки | ||||
| Блокировка продольных и поперечных подач | ||||
| Выключающие продольные упоры | ||||
| Резцовые салазки (Верхний суппорт) | ||||
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 125 | 125 | 125 | 120 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,03 | 0,03 | 0,05 | 0,05 |
| Перемещение на один оборот лимба, мм | 3 | 3 | ||
| Наибольший угол поворота, град | ±60° | ±60° | ±60° | -60°, +45° |
| Задняя бабка | ||||
| Наибольшее перемещение пиноли задней бабки, мм | 120 | 120 | 120 | 100 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 2 | 2 | 2 | 2 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 4,5 (1440) | 2,2 (1430) | 4,0 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Патрон 3-х кулачковый самоцентрирующий | ||||
| Диаметр патрона, мм | Ø 200 | Ø 200 | Ø 200 | Ø 200, 7100-0007 |
| Диаметр переходного фланца, мм | Ø 200 | Ø 200 | ||
| Вес, кг | 16,2 | 16,2 | ||
| Диаметр зажима | 6. .45 .45 | 6..45 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1880 х 850 х 1450 | 2380 х 850 х 1450 | 1880 х 800 х 1450 | 2055 х 1095 х 1450 |
| Масса станка, кг | 1100 | 1600 (РМЦ=1000) | 1200 | 1260 |
- Токарно-винторезный станок 1В61. Руководство по эксплуатации, 1969
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.
 А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973 - Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973Связанные ссылки. Дополнительная информация
цена, характеристики, инструкция, паспорт, фото
Производитель:
OPTIMUM
, производство:
Китай
- Компактный токарный станок для получистовой и чистовой обработки заготовок из стали, чугуна и цветных сплавов. Отлично подходит для мастерских и обучения.
- Большие возможности: проходное отверстие шпинделя Ø52 мм, нарезание четырех типов резьб от метрической до питчевой масса обрабатываемой детали до 150 кг
- Закаленный шпиндель из высокопрочной легированной стали, установленный на регулируемые прецизионные роликоподшипники.
- Высокая жесткость и прочность станины сложной формы с многочисленными ребрами жесткости.
- Закаленные призматические направляющие станины (не ниже HRC 47-56, толщина закаленного слоя не менее 1,5 мм).
- Обработка коротких деталей большого диаметра в выемке станины.
- Принудительная циркуляционная система смазки передней бабки с собственным независимым насосом, емкость масляного бака 5 литров.
- Шпиндель станка прошел динамическую балансировку на специальном испытательном стенде.
- Двухскоростной электродвигатель имеет мощность 3,3 кВт при скорости вращения 1440 об/мин и 2,2 кВт при скорости вращения 720 об/мин.
- Дисковая электромагнитная муфта передает вращение на шпиндель и осуществляет реверс.
- Мощная задняя бабка с пинолью диметром 50 мм и ходом 125 мм дает широкие возможности по обработке заготовок осевым инструментом (сверла, развертки).
- Быстродействующий электромагнитный тормоз шпинделя.
- Перегрузочная муфта ходового винта.
- Система подачи СОЖ в зону резания.
- Современный аналог советских станков 1А616, 16В16, 1М61, ИЖ250.


Технические характеристики
|
Электропитание | |
|---|---|
|
Мощность двигателя шпинделя |
2,2 / 3,3 кВт (двухскоростной) |
|
Станочные данные | |
|
Диаметр обработки над станиной |
360 мм |
|
Диаметр обработки над суппортом |
220 мм |
|
Диаметр обработки в выемке станины |
560 мм |
|
Длина выемки станины |
200 мм |
|
Межцентровое расстояние |
500 / 750 / 1000 мм |
|
Ширина станины |
280 мм |
|
Максимальный вес обрабатываемой заготовки |
150 кг |
|
Шпиндель | |
|
Число оборотов шпинделя |
59 — 2100 об/мин |
|
Количество скоростей шпинделя |
12 |
|
Проходное отверстие шпинделя |
52 мм |
|
Фланец шпинделя |
Camlock D6 (DIN 55029, ISO 702/II) |
|
Внутренний конус шпинделя |
Морзе 6 |
|
Подачи и резьбы | |
|
Продольная подача |
0,025 — 0,84 мм/об |
|
Поперечная подача |
0,006 — 0,21 мм/об |
|
Пределы шага нарезаемых метрических резьб (40 шагов) |
0,4 — 14 мм |
|
Пределы шага нарезаемых дюймовых резьб (52 шага) |
2 — 56 ниток/дюйм |
|
Пределы шага нарезаемых модульных резьб (46 шагов) |
модуль 0,2 — 3,5 |
|
Пределы шага нарезаемых питчевых резьб (33 шага) |
питч 6 — 112 |
|
Диаметр / шаг продольного ходового винта |
28,5 / 6 мм |
|
Резцедержатель | |
|
Размер державки резца |
20 х 16 мм |
|
Угол поворота верхней каретки суппорта |
± 45° |
|
Ход верхней каретки суппорта |
115 мм |
|
Ход поперечной каретки суппорта |
180 мм |
|
Задняя бабка | |
|
Конус пиноли задней бабки |
МК4 |
|
Диаметр пиноли задней бабки |
50 мм |
|
Ход пиноли задней бабки |
125 мм |
|
Габаритные размеры | |
|
Габаритные размеры (Д х Ш х В) |
1610 / 1860 / 2110 x 910 x 1170 мм |
|
Масса станка |
1250 / 1330 / 1400 кг |
Комплект поставки:
- 3-кулачковый токарный патрон Ø200 мм
- 4-кулачковый токарный патрон Ø250 мм
- Планшайба Ø480 мм
- Поводковый патрон Ø220 мм
- Люнет подвижный Ø8-55 мм (кроме РМЦ 500 мм)
- Люнет неподвижный Ø8-90 мм (кроме РМЦ 500 мм)
- Резьбоуказатель.