Ножницы гильотинные гидравлические: купить гидравлическую гильотину для металла в Москве, Санкт-Петербурге, Казани и других городах России по низкой цене
Содержание
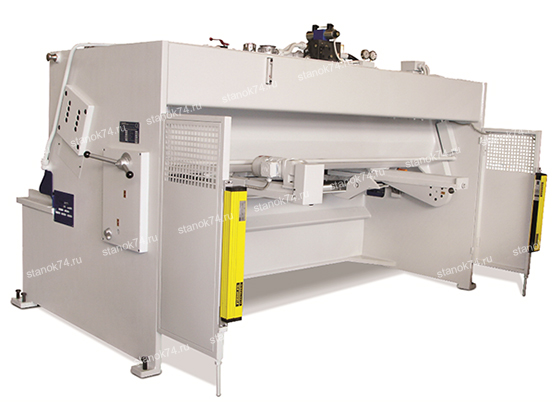
НГ3321.25 Ножницы гидравлические гильотинные
Завод ПромСтройМаш является непосредственным производителем НГ3321.25 Мы производим и продаём Ножницы гидравлические гильотинные НГ3321.25 во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан. НГ3321.25 нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить НГ3321.25 вы можете непосредственно у нас или у наших дилеров.Толщина листа до 12мм;
Длина реза 2500
Технические характеристики НГ3321.25
| Толщина листа, мм | 12 |
| Длина реза, мм | 2500 |
| Длина ножа, мм | 2600 |
| Частота ходов ножа, мин | 8-12 |
Угол наклона подвижного ножа, град. | 30′ -2° |
| Наибольший ход заднего упора, мм | 800 |
| Мощность, кВт | 18,5 |
- Ножницы гидравлические гильотинные НГ3321.25 предназначены для резки листового металла. Процесс резки гильотинными ножницами является наиболее производительным процессом по сравнению с другими разделительными операциями резкой газом, пильными полотнами или дисками, при условии прямолинейной резки или под углами при помощи боковых упоров.
- Гидравлический привод ножниц НГ3321.25 и ножи изготовленные из специальных сталей и прошедшие термообработку обеспечивают ровный качественный рез. Современный дизайн оборудования, удобство в работе, низкий шум и вибрация, позволяет использовать ножницы во многих производствах в России с высокими требованиями к надежности оборудования но и к особым требованиям к помещениям и условиям работы. Предлагаемый перечень ножниц НГ3321.
 25 позволяет выбрать станок с широким спектром производственных характеристик, в комплектации ножниц можно приобрести и использовать различные виды опций для потребностей различных типов производств.
25 позволяет выбрать станок с широким спектром производственных характеристик, в комплектации ножниц можно приобрести и использовать различные виды опций для потребностей различных типов производств. - Гидравлические ножницы это новая продукция для Машиностроительного Предприятия ПромСтройМаш, впервые используется опыт изготовления ножниц из импортных комплектующих с последующей сборкой на производственных площадях завода.
- Самым существенным преимуществом при покупке ножниц НГ3321.25 у нас, является прежде всего покупка оборудования собранного в России, персоналом с опытом работы более 15 лет, имеющим хорошую компетенцию в области кузнечно-прессового оборудования. На ножницы выдается расширенная гарантия 18 месяцев, заводской сервис и заводские условия сборки позволяют предлагать нашим клиентам отличное и конкурентное по цене оборудование.
По Техническому Заданию заказчика ножницы модели НГ3321.25 могут изготавливаться с шириной стола до 6000 мм, толщиной резки до 30 мм, при этом могут измениться габаритные размеры и масса ножниц. Подробное ТКП можно получить после предоставления Технического Задания.Технические изменения, существенно не влияющие на характеристики ножниц, завод-изготовитель оставляет за собой.
Подробное ТКП можно получить после предоставления Технического Задания.Технические изменения, существенно не влияющие на характеристики ножниц, завод-изготовитель оставляет за собой.
Устройство и принцип работы гидравлических гильотинных ножниц НГ3321.25
- Крепления станины к фундаменту
- Станина
- Гидравлические прижимы
- Привод регулировки зазора между ножами
- Трубопровод гидравлической системы
- Упор задний
- *Механизм регулироки зазора между ножами
- Ограждение зоны реза
- Электрооборудование
- Станция гидропривода
- Правый гидроцилиндр
- Левый гидроцилиндр
Станина гидравлических гильотинных ножниц НГ3321.25
Станина является основным узлом гильотинных ножниц НГ3321.25, на котором крепятся остальные части гильотины. Станина сборно-сварочная состоит из следующих элементов:
- стйка левая
- стйка левая
- стол (на нём крепятся три ножа)
- прижимная балка
- направляющие
- воздухоспускной клапан ( для выпуска воздуха из балки прижимной 4)
Гидравлический прижим гильотинных гидравлических ножниц НГ3321.
 25
25
- Корпус
- Пружина
- Пята
- Полиуретановый демпфер
- Шток
- Манжета
- Уплотнительное кольцо
Гидравлический служит для фиксации листа на столе ножниц во время операции реза. Состоит из корпуса 1 с установленным уплотнительным коль-цом 7, штока 5 с установленной манжетой 6, который толкает пяту 3. Пружина 2 возвращает шток вверх при обратном ходе ножевой балки. Полиуретановый демп-фер 4 служит для бережного прижима заготовки, не оставляя следов.
Ножевая балка гильотинных гидравлических ножниц НГ3321.25
Установка ножей гильотинных ножниц НГ3321.25
- Верхние ножи
- Нижние ножи
- Компенсатор верхних ножей
- Компенсатор нижних ножей
- Винты крепления нижних ножей
- Винты крепления верхних ножей
- Футорки
- Контрогайки
Балка ножева представляет собой жесткую сварную конструкцию . К ней винтами 6 крепятся верхние ножи 1 Футорки 7 с контрогайками 8 служат для наиболее точной установки верхних ножей по все опорной плоскости ножевой балки
Задний упор гильотинных ножниц НГ3321.
 25
25
- Упорная балка
- Кронштейны
- Каретки
- Соеденительные оси
- Ходовые винты
- Электродвигатель
- Корпуса
- Ременая передача
- Подмоторная плита
- Тарельчатые пружины
- Упорная полоса
- Винты
Упор задний служит для установки длины разрезаемого листа. Состоит из упорной балки 1, которая через кронштейны 2 крепится на каретках 3. Кронштейны соединены с каретками с помощью осей 4. Каретки перемещаются на ходовых винтах 5, установленных в корпусах 7. Корпуса болтами закреплены на ножевой балке. Натяжение ременной передачи между эл.двигателем 6 и ходовым винтом осу-ществляется регулировкой подмоторной плиты 9. Плоскостность упорной поверхности балки обеспечивается винтами 12 и точ-ной регулировкой упорной полосы 11 с помощью потайных винтов. Тарельчатые пружины 10 служат демпфером для смягчения ударной нагрузки от подаваемой заготовки относительно механизма заднего упора.
Механизм регулировки зазора гильотинных ножниц НГ3321.
 25
25
- Боковые стенки станины 2шт
- Ножевая балка 1шт
- Подшипник 2шт
- Крышка подшипника 2шт
- Болт 16шт
- Эксцентрик 2шт
- Заглушка 2шт
- Болт 12шт
- Ось 2шт
- Зубчатый сегмент 2шт
- Болт 8шт
- Вал 1
- Ведущая шестерня 2шт
- Стопорная втулка 2шт
- Масляный канал 2шт
- Мотор-редуктор 1шт
- Подшипник 2шт
- Эксцентриковая втулка 2шт
- Гужон 2шт
Механизм регулировки зазора между ножами осуществляется путем смемещения опорных подшипников 3 ножевой балки 2 с помощью проворота эксцентриков 6. К эксцентрикам закреплены зубчатые сегменты 10, которые приводятся в движение ведущими шестернями 13, установленными на валу 12 мотор-редуктора 16.
Гидравлика ножниц гильотинных НГ3321.25
Гидроцилиндр гильотинных ножниц НГ3321.25
- Корпус цилиндра
- Гайка цилиндра
- Уплотнение штока
- Манжета
- Грязесъемник
- Защитное фторопластовое кольцо
- Кольцо уплотнительное
- Шток
- Поршень цилиндра
- Защитное фторопластовое кольцо
- Проушина цилиндра
- Проушина штока
- Подшипник
- Стопорное кольцо
- Тавотница
- Винт
Гидравлическая схема гильотинных ножниц НГ3321.
 25
25
1 | Корпус гидроблока | |
1.2 | Двухходовой клапан | LC16A10D7 |
1.3 | Корпус клапана | |
1.4 | Гидрораспределитель | 0810091225 |
1.5 | Предохранительный клапан | DBDH 6K1X/315 |
1.6 | Золотниковый распределитель | 4WEH 16 L7X |
1.7 | Гидрораспределитель | 0810091212 |
1.8 | Клапан последовательный | |
1.9 | Двухходовой клапан | LC32 A40D7X |
1.10 | Корпус клапана | |
1.11 | Предохранительный клапан | DBDH 10 K1X/315 |
1. | Обратный клапан | M-SR 20 KE05-1X |
1.13 | Клапан | |
1.14 | Катушка | 24В |
1.15 | Винт |
|
1.16 | Отверстие |
|
1.17 | Отверстие |
|
1.18 | Отверстие |
|
1.19 | Отверстие |
|
1.20 | Отверстие |
|
 12
12Транспортирование и устновка гидравлических гильотинных ножниц НГ3321.25
Транспортирование ножниц НГ3321.25 следует производить только за цапфы согласно приведенной схемы
- При захвате тросом необходимо следить за тем, чтобы не повредить лакокра-сочные покрытия ножниц.

- После установки на фундаменте цапфы и предохрани-тельные накладки снять.
- Перед установкой станок необходимо тщательно очистить от антикоррозионных по-крытий. Наружные поверхности станка покрыты антикоррозионной ингибированной смаз-кой НГ-203А. Для удаления смазки нужно воспользоваться деревянной лопаточкой и салфетками, смоченными бензином или уайт-спиритом.
- Во избежание коррозии очищенные поверхности нужно покрыть тонким слоем мас-ла ИЗОА ГОСТ 20799—75 или масла, заменяющего его.
Установка гильотинных гидравлических ножниц НГ3321.25
- Ножницы гильотинные НГ3321.25 устанавливаются на фундамент, показанный на рис
- При этом глубина заложения фундамента определяется в зависимости от состояния грунта, но не менее 800 мм.
- Точность установки ножниц НГ3321.25 в поперечном и продольном направлениях должна быть выдержана в пределах до 0,2 мм на длине 1000 мм.
- Горизонтальность стола ножниц необходимо периодически проверять (но не реже одного раза в шесть месяцев
Подготовка гильотинных гидравлических ножниц НГ3321.
 25 к первоначальному пуску
25 к первоначальному пуску
- Очистите ножницы гильотинные гидравлические НГ3321.25 от антикоррозийной смазки
- Убедиться в правильности монтажа и надежности крепления всех соединений
- Выполнить требования, изложенные разделе «Система смазки»
- Заземлить ножницы НГ3321.25 подключением к общей цеховой системе заземления.
- Подключить ножницы к электросети, проверив соответствие напряжения сети и электрооборудования ножниц.
- Ознакомиться с обозначением и назначением кнопок и переключателей на пульте управления.
- Установить переключатель режимов работы в положение «НАЛАДКА» и с помощью кнопок на пульте управления убедиться в правильности работы машины и выполнении всех команд, четкости срабатывания путевых выключателей и блокировок.
- Установить переключатель режимов работы в положение «Одиночный ход».
- С помощью педали произвести обкатку ножниц гидравлических гильотинных НГ3321.25 в течение одного часа.
- На всех режимах необходимо проверить четкость работы и герметичность гидросистемы, взаимодействие частей и деталей, отсутствие интенсивного нагрева трущихся пар и рабочей жидкости.

Система смазки ножниц гидравлических гильотинных НГ3321.25
Точки смазки ножниц гильотинных гидравлических НГ3321.25:
- Подшипники гидроцилиндров
- Подшипники ножевой балки
- Шестерни регулировки зазора между ножами
- Винты заднего упора и направляющие
Смазка ножниц обеспечивается жидкой смазкой, осуществляемой вручную с периодичностью раз в месяц
Техническое обслуживание ножниц гидравлических гильотинных НГ3321.25
- Техническое обслуживание гидравлических гильотинных ножниц НГ3321.25 состоит из проверки их технического состояния внешним осмотром и в процессе работы, цель которых – предупредить возникнове-ние неисправностей (повысить надежность) и уменьшить изнашивание деталей (по-высить долговечность) и, следовательно, длительное время поддерживать ножниц в состоянии постоянной технической исправности и готовности к работе. Правильная эксплуатация и уход гарантируют безотказную работу ножниц, увели-чивает их межремонтные сроки и производительность.
 Для этого нужно соблюдать следующие правила:
Для этого нужно соблюдать следующие правила: - содержать ножницы гильотинные гидравлические НГ3321.25 в чистоте;
- приступая к работе, проверить в наличие масла в баке гидропривода, редукторе, при необходимости долить;
- первичную замену масла производить через три месяца после пуска ножниц в эксплуатацию, а затем регулярно осуществлять контроль за качеством масла и, при необходимости заменять его, но не реже одного раза в шесть месяцев работы;
- перед пуском удалить воздух из гидросистемы;
- периодически проверять паспортные данные ножниц, при наличии отклонений ножницы остановить и настроить;
- следить за состоянием трубопроводов на отсутствия течи масла;
- ежедневно проверять исправность заземляющих устройств;
- при длительной интенсивной работе ножниц периодически проверить нагрев узлов, следить за состоянием подшипниковых узлов, они должны быть постоянно смазаны;
- следить за состоянием электрических блокировок рабочих органов;
- по окончании работы очистить ножницы гильотинные гидравлические НГ3321.
 25 от грязи и пыли, смазку производить согласно требованием раздела «Смазочная система» настоящего РЭ;
25 от грязи и пыли, смазку производить согласно требованием раздела «Смазочная система» настоящего РЭ; - периодически, не реже одного раза в шесть месяцев проверять положение ножниц на фундаменте.
- ножницы гильотинные гидравлические НГ3321.25 обслуживаются одним оператором III разряда.
Электрооборудование гидравлических гильотинных ножниц НГ3321.25
- Питание электрооборудования гидравлических ножниц НГ3321.25 осуществляется через вводной автоматический выключатель QF1 от цеховой сети.
- Род тока – переменный, 3-х фазный.
- Напряжение – 380В; 50 Гц.
- Напряжение цепей управления постоянного тока 24В.
- Напряжение цепей сигнализации постоянного тока 24В.
- Напряжение цепей освещения реза постоянного тока 24В.
- Мощность главного привода 30кВт.
- Насос гидросистемы ножниц приводится во вращение асинхронным трехфазным двигателем с короткозамкнутым ротором.
- Двигатель маслостанции включается магнитным пускателем КМ1 через автоматический выключатель QF2.

- Управление гидроаппаратами осуществляется электромагнитными клапанами. Рабочее напряжение катушек электромагнитов – 24В постоянного тока. Ограничение движения суппорта ножа осуществляется конечными выключателями.
- Система управления построена на базе ПЛК Omron CP1L и панели оператора Omron NB7W.
- Управление прессом осуществляется с пульта управления. На панели пульта располагаются панель оператора, кнопки управления, переключатели, индикация .
- На боковой стенке электрошкафа установлен вводной автомат QF1. Расположение пускорегулирующей и управляющей аппаратуры приведено на рисунке 2.
- Через отверстия в днище электрошкафа подводится питание ~380В трехфазного переменного тока 4х16мм2.
Панель пульта управления ножниц гидравлических гильотинных НГ3321.25
Первоначальное включение гидравлических ножниц НГ3321.25 после монтажа должно осуществляться опытным и достаточно квалифицированным персоналом, имею-щим допуск к производству пуско-наладочных работ и предварительно ознаком-ленным с принципиальной электросхемой гидравлических ножниц и данным руко-водством.
Установка зазора между ножами идравлических ножниц НГ3321.25;
после ввода авторизации в системе управления откроется окно «Системные настройки»
- Ввыставить «Значение в точке» =0,1
- «Поправочный коэффициент» =0,00068
- Важать кнопку «SET»
- Первоначальная установка «Нуля» зазора завершена.
Автоматическая установка зазора между ножами
Для автоматической установки зазора необходимо из режима «Наладка» перейти в режим «Одиночный ход». На панели оператора на главном экране необходимо выбрать толщину металла, зазор выставляется в соответствии с данными:
Толщина листа, мм | 2 | 4 | 6 | 8 | 10 | 13 | 16 |
Зазор, мм | 0.1–0.15 | 0.35 | 0.55 | 0.75 | 0. | 1.25 | 1.55 |
 95
95При нажатии на кнопку «Установка механизмов» зазор выставится автоматически.
Установка заднего упора ножниц гидравлических гильотинных НГ3321.25
В окне «Системные настройки»:
- Выставить «Значение в точке 0»= 0
- Выставить «Поправочный коэффициент» = 765
- Важать кнопку «SET»
- Первоначальная установка «Нуля» заднего упора завершена.
Статья: Гидравлические гильотинные ножницы AMG
Каждый удар — копейка
Гильотинные ножницы применяются для раскроя металла в листах и рулонах. Их используют в самых разных отраслях промышленности как в мелкосерийном, так и массовом производстве. Столь широкий диапазон применения гильотин обусловлен особенностями и задачами, отличающимися в первую очередь разными материалами, толщинами и длиной реза. При этом, во всех случаях нужно получить точный и качественный рез — будь это тонкий лист с декоративным покрытием, которое ни в коем случае не должно быть повреждено, или элемент металлоконструкций из толстой легированной стали, когда себестоимость реза имеет важнейшее значение.
Прежде чем приобретать гильотинные ножницы, следует для себя ответить на следующие вопросы:
- Цель использования ножниц.
- Толщина и тип материала (конструкционная сталь, нержавеющая сталь, алюминий и т.д.)
- Размеры обрабатываемого листа (максимальная длина реза и ширина отрезаемой полосы).
- Наличие косых резов (деталь имеет форму, отличную от прямоугольника).
- Объемы производства.
- Как часто будет меняться материал и толщины.
- Какая производительность оборудования необходима.
- Возможность выполнения сторонних заказов при недостаточной загруженности оборудования.
Производитель
Изготовителем гидравлических гильотинных ножницы AMG является одно из самых передовых предприятий, как с точки зрения оснащения оборудованием, так и организации производства. Это один из ведущих специализированных машиностроительных заводов КНР — Jiangsu Jinfangyuan CNC Machine Company Ltd. (JFY), на котором в настоящее время по заказам нашей фирмы и под нашим личным контролем изготавливается оборудование торговой марки Abamet.
Появившееся без малого 10 лет назад на рынках РФ и РБ оборудование Abamet успело завоевать признание большого количества компаний, занятых в производстве стройматериалов и изделий машиностроения. При изготовлении своих станков фирма использует только качественные комплектующие, изготавливаемые в Германии, Японии, Швейцарии, Нидерландах и Китае, технологии самых известных фирм, таких как Trumpf (Германия), RASKIN (Швейцария) и BEYLER (Германия). Оборудование проходит жесточайший контроль с использованием самых современных средств наблюдения за качеством продукции, что дает право руководителям компании с гордостью говорить, что их оборудование одно из самых лучших.
Быть уверенным в послезавтрашнем дне иногда важнее, чем в завтрашнем…
Применение
Данное оборудование успешно применимо в условиях серийного и мелкосерийного производства, а также единичного (вплоть до услуг по раскрою металла). Такие станки, как гильотины AMG, обеспечивают высокое качество изготовления деталей с минимальной себестоимостью в сжатые сроки. Обладают возможностью быстрой переналадки для выпуска самых разных изделий, что весьма важно в условиях современного рынка, требующего гибкой и своевременной перенастройки под постоянно меняющиеся запросы заказчика.
Обладают возможностью быстрой переналадки для выпуска самых разных изделий, что весьма важно в условиях современного рынка, требующего гибкой и своевременной перенастройки под постоянно меняющиеся запросы заказчика.
Технические характеристики
Толщина разрезаемого стального листа на AMG варьируется в диапазоне от 0,5 до 16 мм, в зависимости от модели, при этом максимальная длина реза составляет от 2500 до 6000 мм. Программно-изменяемый угол резания от 0,5 до 2,5°.
Эти параметры с запасом перекрывают диапазон толщин и конфигураций заготовок, используемых как при изготовлении стройматериалов, так и изделий машиностроительного производства.
Гидравлические прижимы листа
Количество ходов в минуту ножа гильотины может достигать 48, что обеспечивает высокую производительность, позволяющую не только выполнять свои работы, но и оказывать услуги по раскрою материала для других организаций. Резка металла осуществляется с гидравлическими прижимами, оснащенными съемными уретановыми колпачками. Базирование заготовки может осуществляться несколькими способами. Основные — с помощью заднего упора, управляемого системой ЧПУ (точность перемещения составляет ±0,1 мм), или по разметке с использованием красного лазерного луча.
Базирование заготовки может осуществляться несколькими способами. Основные — с помощью заднего упора, управляемого системой ЧПУ (точность перемещения составляет ±0,1 мм), или по разметке с использованием красного лазерного луча.
Большое влияние на точность и качество реза оказывает жесткость цельнометаллической сварной станины.
Автоматическая регулировка зазора между ножами, угла наклона верхнего ножа, а также корректировка заднего упора при изменении зазора ножниц в значительной степени облегчают и ускоряют переналадку оборудования. Для резки материалов различного типа предусмотрены уровни рабочего давления, позволяющие менять усилие, развиваемое ножом.
В комплекте станка идут цельные сменные ножи с четырьмя режущими кромками. Нож при износе одной стороны можно поворачивать (по нашим подсчетам его хватит на 2 года работы при полной загрузке).
Станки укомплектованы сменными ножами с четырьмя режущими кромками. Нож при износе одной стороны можно поворачивать (по нашим подсчетам его хватит на 2 года работы при полной загрузке).
Для большего удобства выставления и размещения заготовки предусмотрены передние поддержки, измерительная линейка вдоль передней угловой направляющей и откидные стопы для резки «на себя». Пневматическим подъемным устройством поддержки листа, управляемым системой ЧПУ, оснащены все гильотины AMG с максимальной толщиной реза до 10 мм и длиной до 4 м. Предусмотрены 3 режима работы гидравлических ножниц: наладочный, ручной и автоматический.
Техника безопасности
Безопасность оператора станка продумана до мелочей. Резка ведется с помощью педали управления, соединенной с оборудованием гибким армированным кабелем, пульт управления оснащен кнопкой аварийной остановки. Также предусмотрена система защиты рук оператора (ограждение).
Система защиты рук оператора
Система ЧПУ DELEM DA360
Станок оснащен высокотехнологичной системой ЧПУ DELEM DA360 с ярким жидкокристаллическим монохромным дисплеем.
ЧПУ контролирует положение заднего упора, угол наклона ножа, зазор между ножами, усилие. Дополнительно предусмотрена автоматическая функция отвода заднего упора при отрезке во избежание заклинивания заготовки между ножом и задним упором. С пульта ЧПУ ведется управление углом наклона ножа для снижения деформации при отрезке узких заготовок.
Дополнительно предусмотрена автоматическая функция отвода заднего упора при отрезке во избежание заклинивания заготовки между ножом и задним упором. С пульта ЧПУ ведется управление углом наклона ножа для снижения деформации при отрезке узких заготовок.
Предусмотрена установка зазора между ножами для резки материалов различных типов и толщин. В память ЧПУ также можно вносить карту раскроя, что позволяет быстро получать заготовку с требуемыми параметрами, без дополнительной переналадки.
Наличие ЧПУ в значительной степени упрощает переналадку ножниц при изменении раскроя листа, способствуя тем самым увеличению производительности станков AMG.
Подготовка к работе и переналадка
Несмотря на высокую технологичность оборудования, процесс работы на нем достаточно прост. Приступая к выполнению операции достаточно ввести с пульта ЧПУ ширину отрезаемой заготовки, толщину и длину. Другие параметры резки (положение задних упоров, величины зазоров между ножами и хода подвижного ножа) устанавливаются автоматически. Электроприводы способствуют быстрому и точному перемещению задних упоров на заданную величину с пульта оператором.
Электроприводы способствуют быстрому и точному перемещению задних упоров на заданную величину с пульта оператором.
Несмотря на относительную сложность оборудования, процесс работы на нем достаточно прост. Приступая к выполнению операции достаточно ввести с пульта ЧПУ ширину отрезаемой заготовки, толщину и длину. Другие параметры резки — положение задних упоров, величины зазоров между ножами, угол наклона верхнего ножа и его ход устанавливаются автоматически. Электроприводы способствуют быстрому и точному перемещению задних упоров на заданную величину с пульта оператора. Таким образом переналадка ножниц практически для всех операций занимает считанные минуты. Для еще большей производительности и снижения человеческого фактора мы можем предложить станки с автоматической подачей и позиционированием листа.
Наши станки Abamet прекрасно себя зарекомендовали у многих заказчиков. Поэтому мы с уверенностью можем сказать, что выбор гидравлических гильотинных ножниц AMG — это выбор делового человека, стоящего во главе успешной компании, ценящего превыше всего качество выпускаемой продукции, репутацию на рынке и прибыль.
Высокое качество оборудования, высочайший уровень обслуживания, справедливая цена — это оборудование Abamet от компании «АБАМЕТ».
МС-25-10 Ножницы гидравлические гильотинные | Preci-Shear
- Сравнение разрезов
- Цилиндры
- Большие губки
- Боковые рамки
- Баран и скоба барана
- Дизайн рамы
- Лезвия
- Прочее
Резка стали под углом 86°
При использовании других моделей ползун и лезвие опускаются под фиксированным задним углом, что приводит к смещению реза, равному заднему углу.
Резка стали под углом 90°
Precishear Ползунок и диск опускаются под углом 90°, обеспечивая прямой рез под углом 90°. Наше верхнее лезвие имеет 5-гранную кромку для обеспечения чистого среза.
Наше верхнее лезвие имеет 5-гранную кромку для обеспечения чистого среза.
- Цилиндры большого диаметра работают при низком рабочем давлении, обеспечивая длительный срок службы всех гидравлических компонентов
- Поршень и два цилиндра соединены друг с другом с помощью двух закаленных штифтов с микрообработкой
- Равное давление и одинаковый передний угол поддерживаются на протяжении всего хода ползуна
- Безотказные прижимы никогда не пропускают масло и, вероятно, никогда не потребуют обслуживания
- В двух точках поворота используются необслуживаемые подшипники, не требующие смазки
- Два прижима с левой стороны установлены ближе друг к другу для резки небольших пластин
- Прижимы имеют большие нажимные подушечки для защиты чувствительных деталей
- Позволяет штоку проходить под нижним ножом
- Все клинья имеют полноразмерные линии крови для смазки
- Задние клинья исключают боковое смещение
- Дает возможность прецизионной резки штока
- 4 большие планки, расположенные спереди и сзади
- Фрезеруем раму снаружи и внутри, затем фрезеруем контур рамы
- Все основные компоненты наших стригальных станков прецизионно фрезерованы
- Прочность рамы превышает прочность на растяжение разрезаемых материалов
- Наши боковые рамы вырезаны из стального листа толщиной 2250 дюймов
- Наши боковые рамы фрезерованы со всех шести сторон
- Низкий уровень шума благодаря усиленной конструкции
- Распорка подъемника крепится болтами к задней части подъемника, что обеспечивает дополнительную поддержку
- Раскосы и косынки приварены к поршню, что обеспечивает по-настоящему прочную конструкцию
- Усиленный цилиндр обеспечивает максимальную жесткость и амортизацию
- Поршень и скоба фрезерованы до толщины 2,75 дюйма
- Конструкция исключает прогиб
- Все 6 сторон обработаны
- Легко режут материалы разных размеров без регулировочных ножниц
- Массивные рамки исключают ошибки и необходимость регулировки
- На основе проверенных традиционных конструкций стригальных машин
- Полностью фиксированные настройки зазора между ножами и переднего угла
- Прочная конструкция устраняет проблемы
- Легко режется 1/4 дюйма и ниже материалов
- Регулировка переднего угла не требуется
- Нет необходимости в регулировке зазора между ножами
- Верхние и нижние ножи являются секционными (30,5″), что облегчает ремонт
- Секционные ножи легко ремонтируются в любой местной мастерской
- Наши стандартные лезвия изготовлены из высокоуглеродистой инструментальной стали D2 9.
 0004
0004 - Качество проверено, чтобы доказать высокую производительность
- Менее затратный ремонт или замена
- Прижимы никогда не пропускают масло, имеют прижимные прокладки и, как правило, не требуют обслуживания
- Поршень и цилиндры соединены 2 закаленными соединительными штифтами с микрообработкой
- В поворотных точках используются необслуживаемые подшипники (смазка не требуется)
- Равное давление и передний угол поддерживаются на протяжении всего хода
- Прозрачные защитные кожухи обеспечивают точную резку
Гидравлические гильотинные ножницы (железо) | Алан Росс Машинери
Перейти к навигации
RSN:
33017
Просмотр видео
Качество листинга:
3 из 3
Проверка этого списка оборудования с помощью искусственного интеллекта на предмет полноты в бета-тестировании в Alan Ross Machinery
.
RSN:
30797
Качество листинга:
1 из 3
Полнота этого списка оборудования проверяется с помощью искусственного интеллекта, бета-тестирование в Alan Ross Machinery
зарегистрируйтесь для просмотра
RSN:
36819
Качество листинга:
3 из 3
Проверка этого списка оборудования с помощью ИИ на предмет полноты бета-тестирования в Alan Ross Machinery 9.0025
RSN:
21248
Качество листинга:
1 из 3
Полнота этого списка оборудования проверяется с помощью искусственного интеллекта, бета-тестирование в Alan Ross Machinery
зарегистрируйтесь для просмотра
РСН:
32289
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
29263
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
28375
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
26077
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
32330
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
30086
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
29631
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
29509
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
29466
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
28225
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
26658
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
26136
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
24885
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
22597
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
21774
ПРОДАНО
Данное оборудование больше не продается. Позвоните нам по телефону +1.847.480.8900 для аналогичного оборудования.
РСН:
21691
ПРОДАНО
Данное оборудование больше не продается.
