Зенкерование и зенкование: Технология зенкования и зенкерования отверстий
Содержание
Назначение зенкерования и зенкования. Особенности инструментов
ЗЕНКЕРОВАНИЕ,
ЗЕНКОВАНИЕ, РАЗВЕРТЫВАНИЕ
• 1. Назначение
зенкерования и зенкования. Особенности инструментов. • 2. Назначение
развертывания. Развертки. • 3. Приемы развертывания. Контроль качества
отверстий •
1. НАЗНАЧЕНИЕ
ЗЕНКЕРОВДНИЯ И ЗЕНКОВАНИЯ. ОСОБЕННОСТИ ИНСТРУМЕНТОВ
1.1.
Назначение зенкерования
ЗЕНКЕРОВАНИЕ
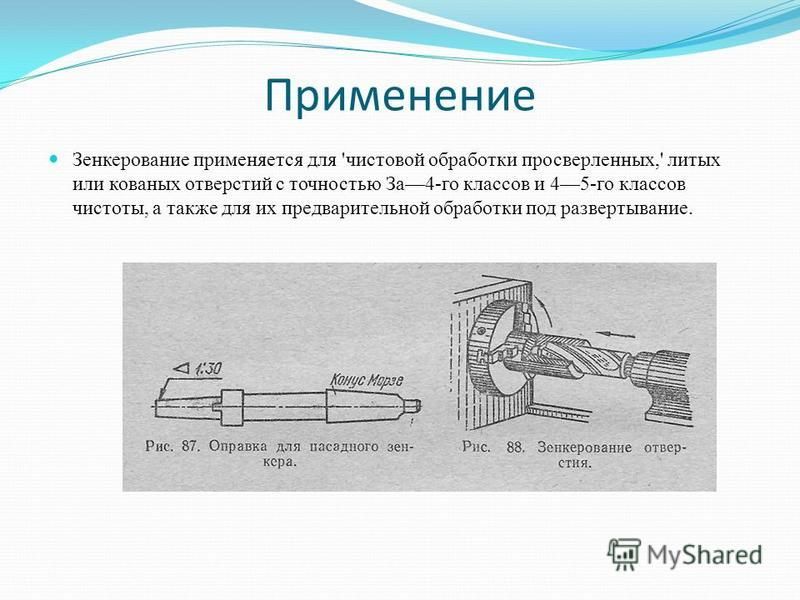
— это процесс обработки имеющихся цилиндрических и конических отверстий с
целью повышения их геометрической точности и качества поверхности. Зенкеровать
можно отверстия, полученные сверлением, штамповкой, литьем, ковкой. При этом несколько
увеличивается их диаметр. Зенкерование может быть окончательной обработкой
отверстия или промежуточной операцией перед развертыванием отверстия. Точность
обработки в пределах 8-13 квалитетов. Шероховатость поверхности Кг = 40 — 10
мкм. Операция выполняется на сверлильных станках.
Инструмент для
зенкерования — зенкер. Имеет те же составные части, что и сверло (рис.
Имеет те же составные части, что и сверло (рис.
116), и при обработке отверстия совершает вращательное и поступательное
движения. *
Зенкеры изготавливают из
быстрорежущей стали цельными или насадными (рис. 117). Цельные зенкеры имеют
три-четыре режущих кромки и диаметры от 10 до 40 мм. Насадные зенкеры — диаметром от 32 до 80 мм имеют 4—6 режущих кромок. Большее, чем у сверла,
число режущих кромок позволяет инструменту более точно обрабатывать отверстие.
Геометрия режущей части зенкера
приведена на рис. 116—117. Заточка инструментов выполняется на специальных
заточных станках. Насадные зенкеры могут иметь вставные ножи из твердого сплава
типа ВК или ТК, что позволяет повысить скорость резания с 15-25 м/мин для
быстрорежущей стали до 55-80 м/мин.
Зенкеры могут быть двух номеров:
№ 1 для обработки отверстий под
развертывание и № 2 для окончательной обработки отверстий.
Хвостовики зенкеров только
конические. Режущая часть зенкера имеет плоскую торцевую поверхность — сердцевину
и режущие кромки (по числу зубьев) на конической поверхности (рис.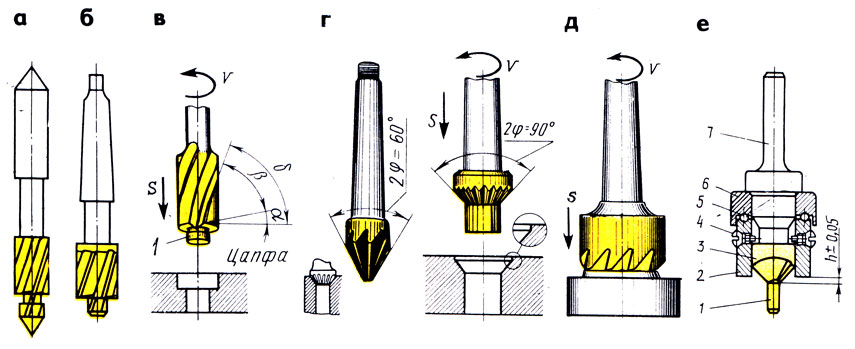 116, а,
116, а,
б). Поэтому инструмент
не может выполнять отверстия в
сплошном материале. Направляющая часть зенкера калибрует отверстие — зачищает
его стенки и исправляет форму отверстия.
Зенкерование более
производительная операция, чем сверление, так как при примерно одинаковой
скорости резания подача инструмента в 2,5-3 раза выше из-за большего числа
зубьев.
Для получения правильного
и чистого отверстия припуск под зенкерование должен составлять 0,05 от диаметра
отверстия.
При зенкеровании деталей
из стали, меди, латуни, дюралюминия для охлаждения инструмента применяют
мыльную эмульсию.
1.2.
Назначение зенкования
ЗЕНКОВАНИЕ — это получение
цилиндрических и конических углублений имеющихся отверстий под головки болтов,
винтов и заклепок.
Инструмент для зенкования
— зенковка. Она может иметь цилиндрическую, коническую или торцевую режущую
часть (рис. 118). Особенностью инструмента является, как правило, наличие
направляющей цапфы перед режущей частью инструмента. Цапфы могут изготавливаться
Цапфы могут изготавливаться
заодно с зенковкой или быть сменными.
Это позволяет зенковать отверстия
различных диаметров одним инструментом. Зенковка с торцевой режущей частью
называется цековкой. Зенковка обычно имеет 4-8 зубьев. Конические зенковки
выпускаются с углом при вершине конуса 30, 60, 90 и 120°.
Большинство зенковок имеет
конические хвостовики. Обработка отверстий ведется на сверлильных станках при
малых оборотах шпинделя (до 100-150 об/мин). Часто требуется выполнить
зенковку на точно заданную глубину. Для этого применяют настройку станка или
зенковки с вращающимся ограничителем.
Зенкерование отверстий в Москве и МО
Зенкерование — это технологический процесс механической обработки металла для получения точных и аккуратных отверстий в заготовках. В отличие от сверления этот способ позволяет делать отверстия с минимальной погрешностью. Он же применяется для увеличения диаметра и обработки краев отверстий, полученных методом отливки, штампования или другими способами.
Заказать зенкерование
Компания СЕМЬ ТРЕУГОЛЬНИКОВ предоставляет услуги по зенкерованию металла. Мы принимаем заказы на металлообработку мелких и крупных партий заготовок. Гарантируем минимальные сроки выполнения заказа и высокое качество обработки.
Особенности зенкерования
Зенкерование отверстий производится с помощью зенкера. Он отдаленно похож на сверло, но отличается от него формой и размером лезвий. В технологических процессах используются инструменты различного диаметра. Одно из отличий зенкерования от сверления состоит в том, что зенкер может обрабатывать только предварительно прорезанные отверстия.
Основные задачи описываемого технологического процесса:
- Создание в заготовках отверстий высокой точности;
- Развертывание существующих отверстий для увеличения их диаметра.
Зенкерование металла обладает рядом преимуществ:
- Края отверстия становятся более чистыми и ровными, а диаметр точным, что облегчает их дальнейшую обработку или использование детали по назначению;
- Отверстие доводится до нужного диаметра для более точного и аккуратного нарезания резьбы;
- Отверстие в металлической заготовке калибруется для точной установки шпильки или болта нужного диаметра
Процесс зенкерования напоминает сверление. Зенкер вставляется в металлообрабатывающий станок с вращающейся головкой на современном высокотехнологичном оборудовании, благодаря которому удается достичь высокой точности вращения зенкеров, при этом исключается отклонение от центральной оси.
Зенкер вставляется в металлообрабатывающий станок с вращающейся головкой на современном высокотехнологичном оборудовании, благодаря которому удается достичь высокой точности вращения зенкеров, при этом исключается отклонение от центральной оси.
Процедура зенкерования отверстий, при заказе в нашей компании имеет следующие особенности:
- Для обработки металла используются зенкеры определенного вида в зависимости от марки стали, ее толщины и других характеристик материала;
- Диаметр зенкера подбирается в зависимости от требований технической документации заказчика, благодаря чему все обработанные отверстия точно соответствуют проекту или чертежу.
Скидка для новых
клиентов 5% от цены
услуг!
Преимущества заказа зенкерования в компании СЕМЬ ТРЕУГОЛЬНИКОВ
Наше производственное предприятие специализируется на обработке металлопроката и металлических заготовок. В цехах установлено современное технологическое оборудование, что позволяет гарантировать качество выполняемых работ.
Дополнительные преимущества:
- Наша компания может выполнить заказ большого объема в минимальные сроки;
- Мы гарантируем высокую точность обработки и соблюдение действующих государственных стандартов;
- Мы обрабатываем металлы и сплавы различной твердости;
- Предприятие работает с мелко- и крупнооптовыми заказчиками;
- Предусмотрены индивидуальные условия оплаты для заказчиков;
- Услуги предоставляются на основе договора с оформлением необходимых документов для бухгалтерского учета;
- Возможны скидки к цене услуги в зависимости от объема заказа и других факторов.
Хотите заказать услуги зенкерования металла? Обратитесь за помощью к менеджерам по работе с клиентами нашей компании. Для подачи заявки заполните форму на сайте или свяжитесь со специалистом по указанному телефону. Они же смогут ответить на все интересующие вопросы относительно заказа.
Зенкеры — Зенковки винтов в металлообработке
Зенковки — Зенковки винтов в металлообработке
В этой статье мы покажем вам, как зенковать винты в металлообработке. Но сначала уточним, какие инструменты для зенкерования существуют на самом деле.
Но сначала уточним, какие инструменты для зенкерования существуют на самом деле.
Какие инструменты для зенкерования доступны?
Чтобы зенковать винты, вы должны сделать зенкер после сверления. Для винтов с потайной головкой нужна коническая зенковка, для винтов с внутренним шестигранником
запланированное сокращение. В зависимости от типа винта для этой цели используются зенкеры или плоские зенкеры, также известные как пилотные зенкеры.
Зенкеры: Зенковка
Зенковки обычно имеют три аксиально и радиально закругленных режущих кромки с углом зенковки 90 или 120 градусов и изготовлены из быстрорежущей стали. Для удаления заусенцев используются зенкеры с углом 60 градусов.
Зенкеры: Зенковки плоские
Зенковки с диаметром зенковки до пяти миллиметров имеют две основные режущие кромки, зенкеры диаметром более пяти миллиметров имеют три и более основных режущих кромки. Они имеют фиксированный направляющий штифт для направления инструмента в сквозное отверстие
Они имеют фиксированный направляющий штифт для направления инструмента в сквозное отверстие
или в отверстие в керне.
Процедура опускания
опускание зенковки
Процедура зенкования очень проста: при плоской зенковке сначала измеряется головка зенкера.
Определяет диаметр цековки. Затем выбирается соответствующий зенкер.
После выполнения сквозного отверстия используется зенковка. Для глубины зенковки сначала измеряется высота винта с внутренним шестигранником.
При выборе глубины зенкования также необходимо учитывать, используется ли шайба. Затем этот размер необходимо добавить к высоте головки болта. Кроме того, имеется допуск на глубину зенковки в соответствии с DIN 9.74/1. От 1,4 до 6 мм это 0,4 мм, от 6-20 мм 0,6 мм. Таким образом можно определить правильную глубину зенкования.
Процедура зенкерования для зенкеров
Процедура аналогична для зенкеров. Во-первых, подходящий зенкер выбирается в соответствии с углом зенковки винта с потайной головкой (90 градусов) или заклепок.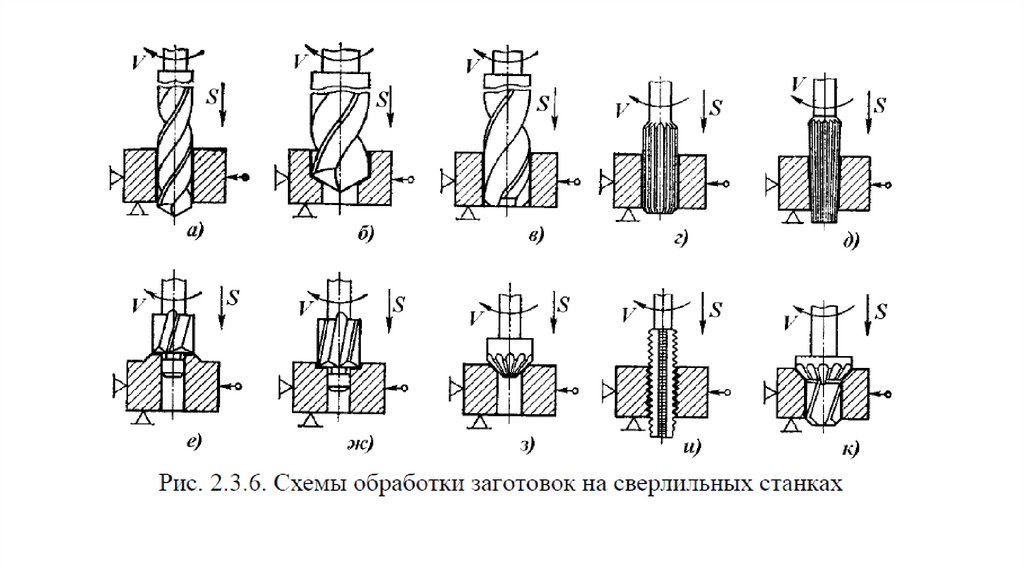 (120 градусов) и размер головки винта
(120 градусов) и размер головки винта
После сверления вставляется коническая зенковка и изготавливается зенкер соответствующего профиля.
После того, как эти две операции будут завершены, можно подключить другие операции (например, нарезание резьбы).
Зенковки и конические зенковки доступны в нашем магазине!
Видеоуроки с пошаговыми инструкциями:
Загружая видео, вы соглашаетесь с политикой конфиденциальности YouTube.
Узнать больше
Загрузить видео
Всегда разблокировать YouTube
Загружая видео, вы соглашаетесь с политикой конфиденциальности YouTube.
Узнать больше
Загрузить видео
Всегда разблокировать YouTube
Преимущества зенковки — SendCutSend
Недавно мы добавили зенковку в наш список доступных услуг, и мы подумали, что было бы полезно написать статью в блоге, посвященную зенкерование. Давайте приступим прямо к делу!
Что такое зенковка?
Зенковка , иногда называемая зенковкой , чтобы отличить ее от одноименного инструмента, используемого для ее резки, представляет собой не что иное, как отверстие конической формы. Термин «зенковка» также является названием инструмента, используемого для вырезания потайного отверстия. Чтобы добавить еще больше путаницы, зенковка также может быть глаголом, означающим вырезать потайное отверстие с помощью инструмента зенковки. Вы также можете увидеть зенковку, сокращенно CSK или C’SINK.
Термин «зенковка» также является названием инструмента, используемого для вырезания потайного отверстия. Чтобы добавить еще больше путаницы, зенковка также может быть глаголом, означающим вырезать потайное отверстие с помощью инструмента зенковки. Вы также можете увидеть зенковку, сокращенно CSK или C’SINK.
Технически потайные отверстия могут быть под любым углом, но есть несколько углов, которые встречаются гораздо чаще. Крепления дюймового размера чаще всего используют угол 82 градуса, в то время как метрические крепления обычно используют угол 90 градусов. Есть несколько других распространенных углов, но 82 и 90 градусов являются наиболее распространенными. Мы рассмотрим это более подробно в этой статье.
Потайные отверстия часто путают с расточенными. Там, где потайное отверстие имеет коническую форму, расточенное отверстие имеет цилиндрическую форму. Существует также немного менее распространенное отверстие со встречным сверлением, которое в основном представляет собой комбинацию зенковки и зенковки.
Анатомия потайного отверстия
Потайное отверстие определяется тремя параметрами: БОЛЬШИМ диаметром, МАЛЫМ диаметром и УГЛОМ.
Большой диаметр
Как показано выше, большой диаметр определяет диаметр в верхней части отверстия на поверхности детали. Это диаметр, который вам нужен, чтобы соответствовать головке крепежа, который будет использоваться в потайном отверстии. Если основной диаметр больше диаметра головки крепежного элемента, крепежный элемент будет находиться под поверхностью. Если основной диаметр меньше, чем головка крепежного элемента, крепежный элемент будет сидеть над поверхностью.
Второстепенный диаметр
Второстепенный диаметр определяет диаметр цилиндрического отверстия под коническим конусом. Обычно это сквозное отверстие для хвостовика или резьбового корпуса крепежной детали. Меньший вспомогательный диаметр увеличит высоту или глубину сужающейся части отверстия, в то время как больший вспомогательный диаметр уменьшит высоту или глубину сужающейся части.
Угол
Угол определяет конический конус. Вам нужно подобрать крепеж, который вы собираетесь использовать, в отверстии с потайной головкой. Обычные углы составляют 82 градуса для дюймовых крепежей и 9 градусов.0 градусов для метрических креплений. 100 градусов также является распространенным вариантом для метрической фурнитуры. В настоящее время SendCutSend предлагает 82-градусные и 90-градусные варианты.
Зачем использовать отверстие с потайной головкой?
Основная причина, по которой вы хотите раззенковать отверстие, заключается в том, что крепеж в этом отверстии может быть на одном уровне (или ниже) с поверхностью материала. Болты и винты с потайной головкой часто называют крепежными деталями с плоской головкой или заподлицо, поскольку их обычно можно устанавливать заподлицо с поверхностью материала. Это само по себе имеет множество преимуществ, включая дополнительный зазор для близлежащих компонентов, аэродинамику и даже эстетику. Отверстие с зенковкой допускает аналогичное положение крепежа, но зенковку можно сделать из гораздо более тонкого материала.
Отверстие с зенковкой допускает аналогичное положение крепежа, но зенковку можно сделать из гораздо более тонкого материала.
Еще одной особенностью зенкерования отверстия является то, что коническая форма делает его самоцентрирующимся. Это может быть как преимуществом, так и недостатком, в зависимости от того, как вы на это смотрите. Если ваши положения отверстий не очень точны, вам может понадобиться дополнительный зазор, который предоставляет вам стандартное отверстие. Если ваши отверстия вырезаны лазером или гидроабразивом, вы можете рассчитывать на очень точное размещение и воспользоваться преимуществами самоцентрирования зенкеров.
Болты и винты — не единственные крепежные детали, предназначенные для потайной установки. Заклепки также можно найти в потайных стилях. На самом деле, если вы посмотрите на множество самолетов, вы увидите, что обшивка, скорее всего, удерживается тысячами заклепок с потайной головкой, чтобы сделать поверхность гладкой. Это может не выглядеть как разительная разница, но есть аэродинамические преимущества заклепок, установленных заподлицо, а не небольших заклепок с куполообразной головкой, выступающих над поверхностью.
Мы рекомендуем соблюдать осторожность при использовании больших зенкеров в более тонких материалах. Использование глубины зенковки, превышающей примерно 60% толщины материала, может привести к ослаблению материала. По этой причине 60% — это то, что мы рекомендуем в наших рекомендациях по дизайну.
Чаще всего зенкер предназначен для крепежа, но зенкерование отверстия также может придать другой эстетический вид. Зенковки очень часто используются для удаления заусенцев в отверстии. В этом случае главный диаметр едва превышает диаметр самого отверстия, чего достаточно для устранения острой кромки. Нет никаких причин, по которым зенковка не может быть больше, чтобы изменить внешний вид вашей детали.
Как создать зенковку?
Мы обсудили, что такое зенкер и почему вы хотели бы его использовать, но как создается зенкер? Давайте рассмотрим это с двух разных точек зрения.
На техническом чертеже
Возможно, вы строите детали по существующему техническому чертежу ИЛИ создаете технический чертеж для детали, требующей зенковки. В любом случае важно знать, как правильно интерпретировать символ зенковки на чертеже. Вот пример того, как обозначать зенковки, зенковки и даже просверленные отверстия.
В любом случае важно знать, как правильно интерпретировать символ зенковки на чертеже. Вот пример того, как обозначать зенковки, зенковки и даже просверленные отверстия.
Вы также можете увидеть, что символ зенковки заменен аббревиатурой, похожей на CSINK или C’SINK. То же самое можно сказать и о зенковках, CBORE, C’BORE или некоторых подобных вариациях. Однако наиболее распространенным методом является использование символов, показанных выше.
На детали
Существует несколько способов физического вырезания зенковки в детали. Наиболее распространенным типом зенковки является вращающаяся насадка. В зависимости от материала его можно разрезать с помощью ручной дрели. Особенно это характерно для дерева. Чаще для получения более чистого результата вырезают зенковку с помощью сверлильного станка или даже фрезерного или токарного станка. Некоторые специальные инструменты предназначены для резки как второстепенной, так и основной части за одну операцию, чтобы сэкономить время.