Ножницы гильотинные нк3418 технические характеристики: НК3418 Ножницы кривошипные листовые гильотинные с наклонным ножом. Схемы, описание, характеристики
Содержание
НК3418 Ножницы кривошипные листовые гильотинные с наклонным ножом. Схемы, описание, характеристики
Сведения о производителе гильотинных ножниц НК3418
Изготовителем ножниц НК3418 является Стрыйский завод кузнечно-прессового оборудования.
В настоящее время производит ПАО «Кувандыкский завод КПО «Долина» Оренбургская обл., г. Кувандык
Станки, выпускаемые Стрыйским заводом КПО
- НД3314г ножницы кривошипные листовые гильотинные 1600 х 2,5
- НД3316г ножницы кривошипные листовые гильотинные 2000 х 4,0
- НД3318г ножницы кривошипные листовые гильотинные 2000 х 6,3
- НК3416 — ножницы кривошипные листовые гильотинные 2000 х 4,0
- НК3418 — ножницы кривошипные листовые гильотинные 2000 х 6,3
НК3418 ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные нк3418 разработаны в 1977 году и серийно выпускались с 1979 года. Разработчик Азовский ПО КПО, Донпрессмаш г. Азов.
Разработчик Азовский ПО КПО, Донпрессмаш г. Азов.
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НК3418 предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 6,3 х 2000 мм.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НК3418 находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности, так как обладают более высокой производительностью, чем ножницы серии «НД», за счет отсутствия подготовительного времени на переналадку механизма реза на разную толщину отрезаемого металла и механизации заднего упора.
Основны параметры машины для резки листового металла НК3418:
- Наибольшие размеры разрезаемого металла — 6,3 х 2000 мм
- Частота хода ножа — 50 мин-1
- Механическое перемещение заднего упора — 0.
 .700 мм
.700 мм - Тип муфты — пневматическая фрикционная многодисковая
- Тип тормоза — пневмо-пружинный дисковый
- Мощность электродвигателя — 8,5 кВт
- Вес ножниц полный — 4330 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим — толчковый ход
Величина зазора между ножами и усилие прижима автоматически устанавливается пропорционально усилию реза в зависимости от толщины разрезаемого листа.
Задний упор ножниц механизирован, что позволяет устанавливать заданный размер отрезаемых заготовок с рабочего места оператора по цифровому счетчику, установленному на лицевой стороне ножниц.
Станина ножниц цельносварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Ножницы кривошипные листовые с наклонным ножом для обработки листового металла. Общие сведения
Ножницы предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее — по заднему или боковому упорам.
Ножницы гильотинные с качающейся (консольной) балкой
Преимущества принципа «качающейся» (консольной) балки:
- Высокая точность перемещения балки
- Надежность конструкции и простота в обслуживании, так как она содержит меньше движущихся частей, чем гильотинные ножницы другого исполнения
- Роликовые подшипники большого размера в шарнирах, на которых поворачивается «качающаяся» балка, способствуют точной настройке зазора между ножами. Не требуется в дальнейшем корректировать зазор из-за износа, как на других моделях
- Нет направляющих, которые требовалось бы регулировать и смазывать
- Взаимное геометрическое расположение заднего упора станка и режущей балки позволяет отрезанным частям листа свободно выпадать, не застревая в станке
- Нижний нож станка имеет 4 режущие кромки, в то время как верхний — только 2
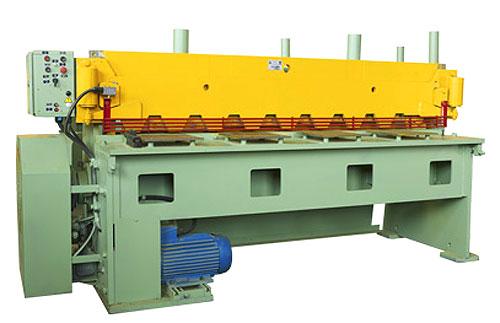
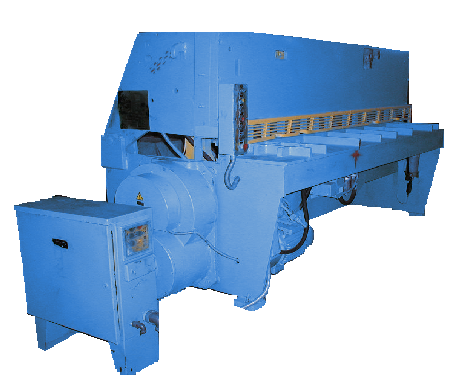
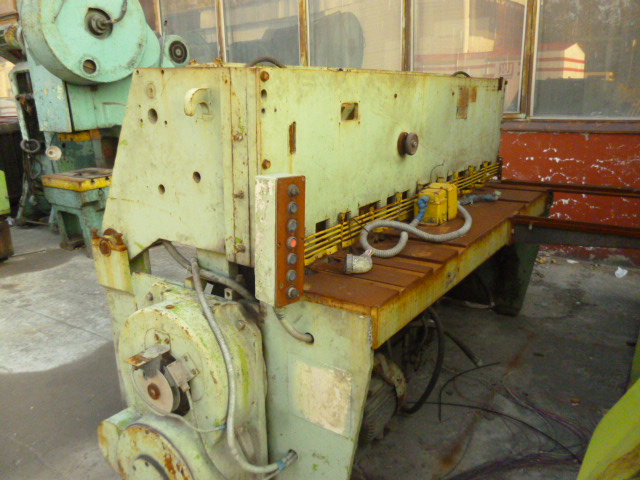
Общий вид гильотинных ножниц НК3418
Фото гильотинных ножниц НК3418
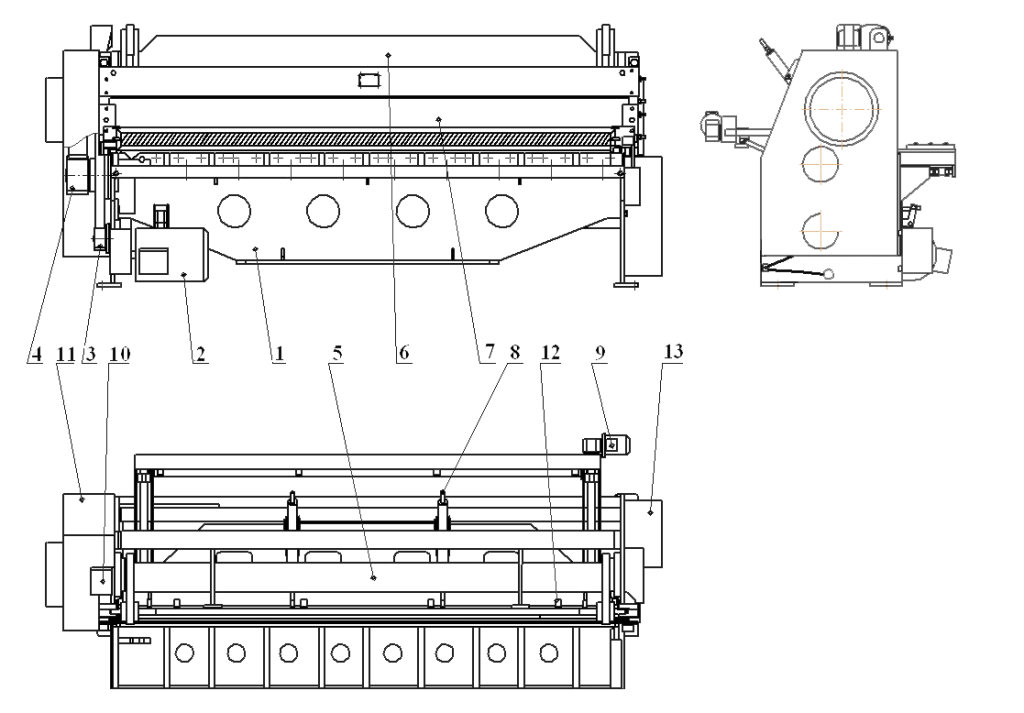
Расположение составных частей гильотинных ножниц НК3418
Расположение составных частей ножниц нк3418
Спецификация составных частей ножниц НК3418
| № | Наименование параметра | НК3414 | НК3416 | НК3418 |
|---|---|---|---|---|
| 1 | Пульт управления | НК3418-93-001 | НК3418-93-001 | НК3418-93-001 |
| 2 | Упор боковой | НД3316Г-35-001 | НД3316Г-35-001 | НД3316Г-35-001 |
| 3 | Упор боковой | НД3316Г-35А-001 | НД3316Г-35А-001 | НД3316Г-35А-001 |
| 4 | Механизм удержания ножевой балки | НК3414-75-091 | НК3416-75-001 | НК3418-75-001 |
| 5 | Указатель положения ножевой балки | НК3414-74-001 | НК3416-74-001 | НК3418-74-001 |
| 6 | Освещение | НК3418-76-001 | НК3418-76-001 | НК3418-76-001 |
| 7 | Упор угловой | НК3418-37-001 | НК3418-37-001 | НК3418-37-001 |
| 8 | Упор задний | НК3414-34-001 | НК3416-34-001 | НК3418-34-001 |
| 9 | Механизм реза | НК3414-31-001 | НК3416-31-001 | НК3418-31-001 |
| 10 | Датчики заднего упора | НК3418-39-001 | НК3418-39-001 | НК3418-39-001 |
| 11 | Поддерживатель листа | НК3414-38-001 | НК3418-38-001 | НК3418-38-001 |
| 12 | Привод заднего упора | НК3414-24-001 | НК3416-24-001 | НК3418-24-001 |
| 13 | Решетка | НК3414-72-001 | НК3416-72-001 | НК3418-72-001 |
| 14 | Упор передний | НК3418-36-001 | НК3418-36-001 | НК3418-36-001 |
| 15 | Смазка | НК3414-81-001 | НК3416-81-001 | НК3418-81-001 |
| 16 | Станина | НК3414-11-001 | НК3416-11-001 | НК3418-11-001 |
| 17 | Пневмооборудование | НК3414-41-001 | НК3416-41-001 | НК3418-41-001 |
| 18 | Привод | НК3414-21-001 | НК3416-21-001 | НК3418-21-001 |
| 19 | Установка муфты-тормоза | НК3414-23-001 | НК3416-23-001 | НК3418-23-001 |
| 20 | Редуктор | НК3414-22-001 | НК3416-22-001 | НК3418-22-001 |
| 21 | Электрооборудование | НК3414-91-001 | НК3416-91-001 | НК3418-91-001 |
Расположение органов управления гильотинными ножницами НК3418
Расположение органов управления гильотинными ножницами нк3418
Пульт управления гильотинными ножницами НК3418
Пульт управления гильотинными ножницами нк3418
Перечень органов управления на пульте ножниц НК3418
- Переключатель — выключение освещения линии реза
- Пуск главного электродвигателя
- Ручное управление муфтой-тормозом
- Стоп автоматических ходов
- Включение привода заднего упора назад
- Включение привода заднего упора вперед
- Общий стоп
- Маховик ручного проворота привода заднего упора
- Эксцентрик установки исходного зазора между ножами
- Педаль электрическая управления ножницами
- Переключатель управления
- Переключатель режимов работы
- Вводной автомат
Кинематическая схема гильотинных ножниц НК3418
Кинематическая схема гильотинных ножниц нк3418
Кинематическая схема гильотинных ножниц НК3418. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Схема резки с автоматической установкой зазора ножниц НК3418
Схема резки с автоматической установкой зазора ножниц нк3418
Описание кинематической схемы ножниц НК3418
Конструкция гильотинных ножниц НК3418 включает в себя три кинематические сборочные единицы, имеющие индивидуальные приводы движения и автономное управление:
- главная кинематическая цепь
- задний упор
- поддерживатель тонкого листа
Главная кинематическая цепь состоит из электродвигателя 1 (Ml), клиноременной передачей связанного с маховиком 2 и через муфту-тормоз 3 с входным валом двухступенчатого цилиндрического редуктора 4. Выходное колесо редуктора жестко связано с эксцентриковым валом 5, на котором смонтированы шатуны через рычаги 7, 8, взаимодействующие с прижимной балкой 9 и ножевой балкой 10. Ножевая балка смонтирована в прямолинейных направляющих Рычаги 7, 8 совместно с прижимной балкой 9 и ножевой балкой 10 образуют отдельную сборочную единицу (механизм реза) шарнирно закрепленный в станине на эксцентриковых осях 11.
При включении электродвигателя M1 и муфты-тормоза 3 механизм реза движется по траектории А (рис. 7) как единое целое, поворачиваясь вокруг осей 11 (см. рис. 6), до соприкосновения прижимной балки с разрезаемым листом (или столом при отсутствии листа). После остановки прижимной балки ножевая балка с точки В (рис. 7) начинает прямолинейное движение по направляющим. При этом в зависимости от толщины разрезаемого листа между ножами автоматически устанавливается необходимый зазор. Так при резке листа толщиной „t» зазор между ножами будет А. При резке листа большей толщины t1 > t прижимная балка остановится от поверхности стола выше и, соответственно, ножевая балка начнет прямолинейное движение с точки С. Зазор между ножами будет равен A1 причем A1 > А. На каждый миллиметр толщины листа увеличение зазора составляет ~ 0,04—0,05 мм.
При отсутствии листа зазор между ножами устанавливаете с помощью осей 11 равным 0,02—0,03 мм (рис. 6).
При встрече верхнего подвижного ножа с листом (начало реза), возрастает усилие, часть которого через рычажную систему передается на прижимную балку, обеспечивая усилие прижима 25 % от усилия реза,
Кинематическая цепь заднего упора включает в себя электродвигатель 12 (М2), клиноременной передачей связанный с быстроходным валом червячного редуктора 13. На тихоходном валу редуктора смонтированы две звездочки 14, 15
На тихоходном валу редуктора смонтированы две звездочки 14, 15
Первая — цепной передачей связана с указателем ширины отрезаемой полосы 16, а вторая также цепью — с валом 17, через две пары конических шестерен 18 приводящим во вращение ходовые винты 19, с которыми кинематически связана упорная балка 20, перемещающаяся при вращении винтов. Для точной установки балки 20 до размеру отрезаемой полосы предусмотрен ручной поворот вала электродвигателя М2 маховичком 21 через карданную передачу 22
Поддерживатель тонкого листа. Механизм поддерживателя предназначен для поддерживания отрезаемой части листа с целью получения более точных заготовок за счет провисания листа при работе с задним упором.
Схема электрическая принципиальная гильотинных ножниц НК3418
Электрическая схема гильотинных ножниц нк3418
Схема электрическая гильотинных ножниц НК3418. Смотреть в увеличенном масштабе
Электрооборудование гильотинных ножниц НК3418. Общие сведения
На ножницах НК3418 установлено следующее основное электрооборудование:
- M1 — электродвигатель главного привода;
- МЗ — Электродвигатель привода заднего упора;
На ножницах применены следующие величины напряжения:
- Род тока питающей сети — переменный трехфазный
- Напряжение силовой цепи 380 В
- Частота 50 Гц
Напряжение цепей управления:
- Переменного тока 110 В
- Постоянного тока 24 В
- Напряжение цепи сигнализации 24 В
- Цепи освещения линии реза 24 В
Чертеж ножа для гильотинных ножниц НК3418
Чертеж ножа для гильотинных ножниц нк3418
Нож для гильотинных ножниц 16 х 60 х 540
- HRC 54.
 ..58
..58 - Допускается изготовление ножей из стали марок 5ХВ2С и 6ХС по ГОСТ 5950-73
- Поле допуска по толщине и ширине комплекта ножей по hll
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
Читайте также: Производители кузнечно-прессового оборудования в России
НК3418 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Видеоролик.
Технические характеристики гильотинных ножниц НК3418
| Наименование параметра | НК3414 | НК3416 | НК3418 |
|---|---|---|---|
| Основные параметры ножниц | |||
| Наибольшая толщина разрезаемого листа при σ BP 50 кг/мм 2, мм | 2,5 | 4,0 | 6,3 |
| Наибольшая длина разрезаемых листов в мм, мм | 1600 | 2000 | 2000 |
| Число ходов ножа в минуту не менее | 68 | 68 | 60 |
| Угол наклона подвижного ножа в градусах | 1°30′ | 1°30′ | 1°30′ |
| Ширина отрезаемого листа по заднему упору, мм | 700 | 700 | 700 |
| Число режущих кромок ножа | |||
| Расстояние от неподвижного ножа до станины (вылет), мм | нет | нет | нет |
| Расстояние между стойками в свету, мм | |||
| Высота стола над уровнем пола, мм | 920 | 920 | 920 |
| Максимальное усилие реза, кН | 34 | 78 | 175 |
| Усилие прижима, кН | |||
| Режимов работы | |||
| Тип тормоза | |||
| Тип муфты-тормоза | УВ3132 | УВ3132 | УВ3132 |
| Электрооборудование | |||
| Количество электродвигателей | 2 | 2 | 2 |
| Электродвигатель, кВт | 3,2 | 5,6 | 8,5 |
| Электродвигатель привода заднего упора, кВт | 0,37 | 0,37 | 0,37 |
| Общая мощность электродвигателей, кВт | 5,57 | 5,97 | 8,87 |
| Габарит и масса ножниц | |||
| Габарит ножниц (длнна х ширина х высота), мм | 2150 х 1475 х 1375 | 2610 х 1600 х 1510 | 2780 х 1600 х 1620 |
| Масса ножниц, кг | 1800 | 2870 | 4250 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
НК3418 Ножницы гильотинные, кривошипные НК-3418
-
Каталог продукции -
Ножницы гильотинные пневматические -
НК3418
Производитель: Завод ПромСтройМаш
Модель: НК3418
Артикул: PSMK042030
Цена: договорная
Запросить КП
Завод ПромСтройМаш является непосредственным производителем НК3418 Мы производим и продаём Ножницы гильотинные, кривошипные НК-3418 во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан. НК3418 нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить НК3418 вы можете непосредственно у нас или у наших дилеров.Ширина/Толщина разрезаемых листов, мм 2000/6.3
Купить НК3418 вы можете непосредственно у нас или у наших дилеров.Ширина/Толщина разрезаемых листов, мм 2000/6.3
По Техническому Заданию заказчика ножницы модели НК могут изготавливаться с шириной стола до 3150 мм, толщиной резки до 20 мм, при этом могут измениться габаритные размеры и масса ножниц. Подробное ТКП можно получить после предоставления Технического Задания.Технические изменения, существенно не влияющие на характеристики ножниц, завод-изготовитель оставляет за собой.
Технические характеристики НК3418
| Толщина разрезаемых листов с временным сопротивлением σвр=450МПа,мм | 6,3 |
| Ширина разрезаемых листов, мм | 2000 |
| Длина листа отрезанного с упором, мм | 700 |
| Частота ходов ножа, холостых, мин-1 | 60 |
| Частота ходов ножа, мин-1: при резке наибольших размеров разрезаемого металла | 25 |
| Угол наклона подвижного ножа, | 1°30′ |
| Расстояние от верхней кромки нижнего ножа до уровня пола, мм | 920 |
| Мощность электродвигателя, кВт | 7,5 |
| Длина | 2780 |
| Ширина | 1600 |
| Высота | 1620 |
| Масса, кг | 4250 |
Стандартная комплектация НК3418
- ножницы пневматические в сборе с пультом управления;
- светодиодная линия освещения рабочей зоны;
- выносная педаль управления;
- боковой упор для резки под прямым углом;
- заднее ограждение для сбора заготовок;
- комплект ЗИП;
Дополнительные опции НК3418
Фотопрезентация НК3418
Устройство, схема работы НК3418
Ножницы гильотинные, кривошипные НК3418 выпускаются с автоматической установкой зазора между ножами и механизированным задним упором, что позволяет устанавливать заданный размер отрезаемых заготовок с рабочего места оператора по цифровому счетчику установленному на лицевой стороне ножниц. Ножницы серии надежны в работе, просты в эксплуатации, несложны в ремонте. Обеспечивают высокую точность отрезаемых заготовок, деталей. Система смазки и электрооборудования позволяет их эксплуатацию в условиях низких температур, что невозможно при работе на гидравлических ножницах. Ввиду отсутствия подтекания масла, как это бывает при работе на гидравлических ножницах, обеспечивается чистота рабочей зоны ножниц.
Ножницы серии надежны в работе, просты в эксплуатации, несложны в ремонте. Обеспечивают высокую точность отрезаемых заготовок, деталей. Система смазки и электрооборудования позволяет их эксплуатацию в условиях низких температур, что невозможно при работе на гидравлических ножницах. Ввиду отсутствия подтекания масла, как это бывает при работе на гидравлических ножницах, обеспечивается чистота рабочей зоны ножниц.
Ножницы НК3418 являются ножницами нового поколения с принципиально новой конструкцией и кинематической схемой. Назначение и область применения: Кривошипные листовые ножницы с наклонным ножом НК3418 предназначены для резки листового металла с пределом прочности 500МПа и с наибольшими размерами поперечного сечения 6,3х2000мм. Возможна также разрезка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание разрезаемого листа. Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности, так как обладают более высокой производительностью, чем ножницы серии «НД», за счет отсутствия подготовительного времени на переналадку механизма реза на разную толщину отрезаемого металла и механизации заднего упора.
- Ножницы гильотинные НК 3418 предназначены для резки листового проката на полосы.
- Ножницы НК3418 предназначены для использования в различных отраслях промышленности, где производится резка листового проката.
- Ножницы НК3418 поставляются в климатическом исполнении УХЛ4 по ТУ 3828-012-69398252-2012.
Общий вид частей ножниц гильотинных, кривошипных НК3418
- Станина:
Все сборочные единицы и агрегаты ножниц НК3418 смонтированы на станине, представляющей из себя сварную раму, состоящую из боковых стоек, стола, траверсы. В расточках станины устанавливается на подшипниках качения эксцентриковый вал. На валу установлены шатуны. На столе станины установлены неподвижные ножи. - Привод:
Привод ножниц НК3418 смонтирован на траверсе станины и состоит из подмоторной плиты, на которую крепится электродвигатель. На валу электродвигателя посажен шкив. Подмоторная плита шарнирно закреплена на плите. Натяжение ремней производится винтом и гайками.
- Редуктор:
Редуктор ножниц НК3418 предназначен для уменьшения частоты вращения электродвигателя и передачи вращения эксцентриковому валу. Редуктор крепится к станине. На валу установлена шестерня. На фланце установлен кулачок, на кронштейнах установлен ВПК - Установка муфты-тормоза:
Муфта-тормоз ножниц НК3418 установлена на валу редуктора. Ведущие диски муфты соединены пальцами с маховиком. Тормозной диск соединен пальцами с кронштейном, закрепленным на траверсе станины. - Механизм реза:
Механизм реза ножниц НК3418 совершает качательное движение и производит рез. Механизм реза смонтирован в проушинах станины на эксцентриковых осях. Эксцентриковые оси позволяют производить регулировку зазора между ножами. Механизм реза состоит из прижимной балки, ножевой балки, стоек. Ножевая балка перемещается в направляющих прижимной балки. Ножевая и прижимная балки связаны между собой системой рычагов и шатуном эксцентрикового вала станины. Для возврата прижимной балки в верхнее положение служат винтовые упоры. Внизу на ножевой балке крепятся ножи.
Внизу на ножевой балке крепятся ножи. - Упор задний:
Устанавливается с тыльной стороны ножевой балки ножниц НК3418 в кронштейнах. Упор состоит из планки упорной и двух цилиндрических реек, перемещаемых вручную маховичками, сидящими на валах шестерен, находящихся в зацеплении с рейками. При резке полосы шириной свыше 500 мм до 700 мм упорная планка переставляется. При резке полосы шириной более 700 мм задний упор снимается. - Пневмооборудование
- Головка воздухоподводящая:
Воздухоподводящая головка ножниц НК3418 состоит из стакана, прикрепленного к муфте-тормозу и вращающимся вместе с муфтой. В стакан установлен на подшипниках качения штуцер. На конце штуцера имеется резьба для крепления шланга подвода воздуха. - Решетка
- Устройство для удержания ножевой балки
- Освещение линии реза
- Педаль электрическая
- Пульт управления
- Шкаф
- Размещение электроаппаратов в шкафу
Комплект поставки ножниц гильотинных, кривошипных НК3418
- Ножницы гильотинные НК3418 в сборе.

- НК3418-00-001РЭ Руководство по эксплуатации ножниц НК3418
Устройство и принцип работы ножниц гильотинных, кривошипных НК3418
Расположение органов управления ножниц НК3418
- Пуск
- Освещение линии реза
- Рабочий ход
- Стоп рабочего хода
- Общий стоп
Кинематическая схема ножниц гильотинных, кривошипных НК3418
Главный привод ножниц НК3418 состоит из электродвигателя 1 (М1), на валу которого сидит шкив 2, связанный клиноременной передачей с маховиком 3. муфта-тормоз 4 передает вращение маховика на редуктор. Маховик установлен на валу I. На другом конце вала I посажена шестерня 5.
Шестерня 5 передает вращение зубчатому колесу 6. Колесо 6 закреплено на одном валу с шестерней 7. Шестерня 7 передает вращение зубчатому колесу 8, которое связано с эксцентриковым валом II. На эксцентриковом валу смонтированы шатуны 9, через рычаги 10, 11 взаимодействующие с прижимной балкой 12 и ножевой балкой 13. Ножевая балка смонтирована в направляющих прижимной балки. Рычаги 10, 11 совместно с прижимной балкой 12 и ножевой балкой 13 образуют отдельную сборочную единицу (механизм реза) шарнирно закрепленную в станине на эксцентриковых осях 14.
Схема пневматическая НК 3418
Воздух из заводской пневмосети поступает в пневмоблок А1, где происходит подготовка воздуха и подача в пневмосеть станка под определенным давлением. Давление настройки 0,45 МПа. От пневмоблока воздух поступает в пневмораспределитель А2. От пневмораспределителя А2 воздух подается на муфту-тормоз. С пневмоблока воздух подается на два уравновешивателя
Схема смазки ножниц гильотинных, кривошипных НК3418
№ точек рис. 4 | Объект смазки | Смазочный материал | Способ смазки | Периодичность смазки | Расход смазочного материала |
1; 2 | Направляющие ножевой балки |
ЦИАТИМ-203 ГОСТ 8773-73 |
Шприцевание |
1 раз в смену |
Постоянная |
3; 4 | Эксцентриковые втулки шатунов | ||||
5; 6 | Пальцы шатунов | ||||
7; 8 | Пальцы рычагов ножевой балки | ||||
9; 10 | Подшипники качения |
|
Шприцевание
Шприцевание | 1 раз в 6 мес. |
По потребности |
11…14 | Втулки рычагов механизма реза |
1 раз в 3 мес. | |||
15…17 | Подшипники уравновешивателей и маховика | ||||
18, 19 | Рейки заднего упора | 1 раз в смену | |||
20 | Полости редукторов главного привода | Масло И-20А ГОСТ 20779-88 | Слив
Залив | 1 раз в 6 мес. |


НК 3418 бу цена, Цена НЛ3418б втулка до ножиць нк3418 куплю нк3418. НК-3418, Ножницы кривошипные НК3418 нк3418 двигатель гильотина НК 3418 купить б/у. нк3418, производитель гильотинные ножницы НК3418 НК 3418 на 3418. производство нк3418, нк3418 отзывы б\у электрическая схема гильотины НК3418 с пневмомуфтой станок нк3418. купить Ножницы гильотинные НК-3418 б-у, купить ножницы нк3418 Ножницы кривошипные с наклонным ножом НК3418 цена нк3418 техномаш. Ножницы гильотинные листовые НК 3418 цена, НОЖНИЦЫ КРИВОШИПНЫЕ НЛ-3418 наладка гильотинных ножниц нк 3418 нк3418 масса. нк3418 производитель, эксцентрик НК3418 гильотина нк3418 технические характеристики Ножницы кривошипные листовые НК 3418 цена. ножницы кривошипные НК-3418, НВ 3418 техномаш кинемаиическая схема сианка нл 3418 ножницы кривошипные листовые с наклонным ножом нк-3418 купить. ножницы листовые кривошипные НК-3418, Скачать Схема гильотины модель нк3418г ножницы кривошипные листовые нк3418 цена гильотины модель нк3418г. схема техническое описание гильотина НК3418, «ножницы листовые кривошипные с наклонным ножом» НК 3418 НК 3418 купить наладка гильотины НК 3418. работа пневмомуфты на гильотине нк 3418, нк3418 цена гильотина нк3418 гильотинные кривошипные ножницы нк3418 производитель. нк3418 характеристика, 3418 Продам ножницы НК3418,1988г.Стрыйск цена ножницы кривошипные листовые нк 3418. методика расчёта двигателя заднего упора НК3418, пневмомуфта нк 3418 пневмомуфта в сборе НК-3418 НК 3418 масса. ножницы по металлу нк3418 от производителя, муфта тормоз ножницы нк3418 запчасти нк-3418Г Кривошипные листовые ножницы с наклонным ножом НК 3418. ножницы кривошипные листовые с наклонным ножом НК3418, гильотина б/у нк 3418 цена вал на гильотину нк3418-22-416 какая втулка ставится на эксцентриковый вал ножниц кривошипных НК3418. принцип работы и кинематическая схема листовых ножниц нк 3418, Технические характеристики станка нк3418 станок нк 3418 НК3418 (6,3. Ножницы листовые кривошипные НК 3418, НК-3418 пневмомуфта наладка нк3418 Ножницы листовые кривошипные с наклонным ножом НЛ-3418.
схема техническое описание гильотина НК3418, «ножницы листовые кривошипные с наклонным ножом» НК 3418 НК 3418 купить наладка гильотины НК 3418. работа пневмомуфты на гильотине нк 3418, нк3418 цена гильотина нк3418 гильотинные кривошипные ножницы нк3418 производитель. нк3418 характеристика, 3418 Продам ножницы НК3418,1988г.Стрыйск цена ножницы кривошипные листовые нк 3418. методика расчёта двигателя заднего упора НК3418, пневмомуфта нк 3418 пневмомуфта в сборе НК-3418 НК 3418 масса. ножницы по металлу нк3418 от производителя, муфта тормоз ножницы нк3418 запчасти нк-3418Г Кривошипные листовые ножницы с наклонным ножом НК 3418. ножницы кривошипные листовые с наклонным ножом НК3418, гильотина б/у нк 3418 цена вал на гильотину нк3418-22-416 какая втулка ставится на эксцентриковый вал ножниц кривошипных НК3418. принцип работы и кинематическая схема листовых ножниц нк 3418, Технические характеристики станка нк3418 станок нк 3418 НК3418 (6,3. Ножницы листовые кривошипные НК 3418, НК-3418 пневмомуфта наладка нк3418 Ножницы листовые кривошипные с наклонным ножом НЛ-3418. масса нк3418, гильотина нк3418 цена гильотина 3418 б у цена кривошипно-гелятиновые ножницы нк3418. нк3418 бу, комплект ножей для НК3418 НК3418 б/у продам ремонт ножниц нк 3418. на гильотину нк 3418 система смазки, hk3418 гильотинные кривошипные ножницы НК3418А ножницы кривошипные НК 3418. Nk3418, Продам Ножницы листовые НК3418 цена
масса нк3418, гильотина нк3418 цена гильотина 3418 б у цена кривошипно-гелятиновые ножницы нк3418. нк3418 бу, комплект ножей для НК3418 НК3418 б/у продам ремонт ножниц нк 3418. на гильотину нк 3418 система смазки, hk3418 гильотинные кривошипные ножницы НК3418А ножницы кривошипные НК 3418. Nk3418, Продам Ножницы листовые НК3418 цена
НГ800 3МП Ширина/Толщина разрезаемых листов, мм 400/3.0
НА (НК) 3214 Ширина Толщина разрезаемых листов, мм 1600 2.5
НД3314 Ширина/Толщина разрезаемых листов, мм 1600/2.5
НА (НК) 3216 Ширина/Толщина разрезаемых листов, мм 2000/4
НД3316 Ширина/Толщина разрезаемых листов, мм 2000/4
НК3416 Ширина/Толщина разрезаемых листов, мм 2000/4
НД3318 Ширина/Толщина разрезаемых листов, мм 2000/6.3
НК3418 Ширина/Толщина разрезаемых листов, мм 2000/6. 3
3
НК3418А.01 Ширина/Толщина разрезаемых листов, мм 3150/6,3
НА3121 Ширина/Толщина разрезаемых листов, мм 2000/12
НА3122 Ширина/Толщина разрезаемых листов, мм 2000/16
ФОРМА ЗАКАЗА
Ножницы гильотинные, кривошипные НК-3418
Я согласен с получением уведомлений
ножницы листовые НК3418, кривошипные листовые ножницы
- Главная
- Ножницы гильотинные
- Кривошипные листовые ножницы НК3418
- Описание
Ножницы НК3418 с наклонным ножом применяются для резки листового металла (предел прочности 500МПа) и различных неметаллических материалов (не деформирующих ножи). Оборудование незаменимо в заготовительных цехах машиностроительных, судостроительных, авиастроительных и других промышленных предприятий. Ножницы НК3418 отличается более высокой производительностью, чем ножницы серии НД, так как не требуют тратить время на переналадку механизма реза.
Гильотины НК имеют автоматическую установку зазора между ножами и механизированный задний упор, что позволяет оператору устанавливать необходимый размер заготовки прямо со своего рабочего места. Мастер получает данные с цифрового счетчика, установленного на передней стороне ножниц.
Преимущества НК3418:
-
простота эксплуатации; -
точность резки; -
надежность; -
долговечность; -
недорогой ремонт.
Ножницы серии НК являются ножницами нового поколения, они имеют принципиальные отличия в конструкции и кинематической схеме, что обеспечивает их высокую эффективность.
Технические характеристики гильотинных ножниц НК3418:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ножницы гильотинные ручные механические, пневмомеханические и гидравлические.

Продажа ножниц гильотинных со склада (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах и поставки.
Прайс-листы с ценами на гильотины запрашивайте в отделе станочного оборудования.
Ручные гильотины — гильотинные ножницы.
- Ручные гильотинные ножницы НГ-1250 и НГ-2000
Гильотинные ножницы (гильотины) электромеханические и пневмомеханические.
- Гильотинные ножницы пневматические НА3214 (2,5х1600).
- Гильотинные ножницы пневматические НД3314 (2,5х1600).
- Гильотинные ножницы пневматические НА3216 (4х2000).
- Гильотинные ножницы пневматические НД3316 (4х2000).
- Гильотинные ножницы (гильотина) НГ-4х2,5.
- Гильотинные ножницы НК-3416 (4х2000).
- Гильотинные ножницы СТД-9АН (4х2,0, 6,3х2,5) с наклонным ножом.
- Гильотинные ножницы пневматические НД3318 (6,3х2000).

- Гильотинные ножницы (гильотина) НГ-6,3х2,0, НГ-6,3х2,5, НГ-6,3х3,0.
- Гильотинные ножницы Н-3118 (6,3х2000).
- Гильотинные кривошипные ножницы НКЧ-6020 (6,0х2500).
- Гильотинные ножницы НК-3418 (6,3).
- Гильотинные ножницы НК-3421Н (12х2000) с наклонным ножом.
- Гильотинные ножницы Н-3121 (12х2000).
- Гильотинные ножницы пневматические НА3121 (12х2000).
- Гильотинные ножницы МНГ-13 (13х2000).
- Гильотинные ножницы (гильотина) НГ-13, НГ-13-01.
- Гильотинные ножницы МНГ-16 (16х2000).
- Гильотинные ножницы (гильотина) НГ-16, НГ-16-01.
- Гильотинные ножницы Н-3122 (16х2000).
- Гильотинные ножницы пневматические НА3122 (16х2000).
- Гильотинные ножницы Н-478 (16х2000).

- Гильотинные ножницы Н-478.01 (20х2000).
- Гильотинные ножницы НА3218 (6,3х3150) с гидравлическим прижимом листа.
- Гильотинные ножницы НА3221 (12х3150) с гидравлическим прижимом листа.
- Гильотинные ножницы НА3222 (16х3150) с гидравлическим прижимом листа.
- Гильотинные ножницы НА3223 (20х3150) с гидравлическим прижимом листа.
- Гильотинные ножницы НА3225 (32х3150) с гидравлическим прижимом листа.
- Ножи для гильотин и рубильных машин.
- Ножи для пресс-ножниц.
РУЧНЫЕ ГИЛЬОТИНЫ (ГИЛЬОТИННЫЕ НОЖНИЦЫ).
Ручные гильотинные ножницы НГ-1250 и НГ-2000, (1,0х1250мм, 0,8×2000мм).
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН РУЧНЫХ НГ1250, НГ2000:
| НГ-1250 | НГ-2000 | |
| Наибольшая ширина разрезаемого листа, мм | 1250 | 2000 |
| Толщина разрезаемого листа, мм | 0,6…1,0 | 0,5…0,7 |
| Габаритные размеры, мм | ||
| Слева направо | 1550 | 2330 |
| Спереди назад | 1240 | 1240 |
| Высота | 1070 | 1100 |
| Масса, кг | 380 | 590 |
ГИЛЬОТИННЫЕ НОЖНИЦЫ МЕХАНИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ.

Ножницы гильотинные пневматические НА3214.
Ножницы гильотинные, кривошипные НА-3214 предназначены для резки листового материала с наибольшим размером поперечного сечения 2,5 х 1600 мм.
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА3214 (2,5х1600):
|
Толщина разрезаемого материала с временным сопротивлением σвр ≤ 500 МПа, мм
|
2,5
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
1600
|
|
Частота ходов ножа, холостых, мин.
|
68
|
|
Частота ходов ножа, мин-1: при резке наибольших размеров разрезаемого металла
|
30
|
|
Угол наклона подвижного ножа, α
|
1°20′
|
|
Длина листа, отрезанного с упором, мм
|
700
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
860
|
|
Мощность электродвигателя, кВт
|
3,0
|
|
Габаритные размеры, мм
|
2150
|
|
Масса, кг
|
1800
|
 -1
-1Ножницы гильотинные, кривошипные НД3314.

|
|
Ножницы гильотинные, кривошипные НД 3314 предназначены для резки листового металла максимального сечения 2,5х1600 мм.
Станина гильотинных ножниц НД3314 сборно-сварной конструкции, состоит из двух стоек, соединенных между собой траверсой и стяжкой. На стойки и траверсу опирается стол, к которому крепятся нижние ножи. регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью болтов и гаек, расположенных с обеих сторон стола.
На станине имеется эксцентриковый вал с насаженными на нем эксцентриками и шатунами, соединенными с балкой при помощи осей.
Ножевая балка представляет собой жесткую конструкцию сварного типа, состоящую из вертикального, горизонтального и наклонного листов. В ножевой балке имеются два выступа, с помощью которых при возврате в верхнее исходное положение она приподнимает прижимную балку. Во время рабочего хода прижимная и ножевая балки одновременно опускаются. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Сила сжатия пружин регулируется винтами.
Во время рабочего хода прижимная и ножевая балки одновременно опускаются. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Сила сжатия пружин регулируется винтами.
Задний упор — ручной. По заказу устанавливается приводной упор либо приводной упор с УЦИ. Для отсчета величины перемещения заднего упора на рейке закреплена линейка. При работе без упора, в случае, когда ширина отрезаемых листов более 600 мм, линейка с рычагами приподнимается и укладывается на горизонтальное ребро ножевой балки. Боковой упор предназначен для определения начала реза и получения прямоугольных заготовок.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НД3314 (2,5х1600):
|
Толщина разрезаемого материала с временным сопротивлением σвр ≤ 500 МПа, мм
|
2,5
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
1600
|
|
Частота ходов ножа, холостых, мин.
|
65
|
|
Ход ножа, мин.-1, при резке наибольших размеров разрезаемого металла, мм
|
52
|
|
Угол наклона подвижного ножа, α
|
1°20′
|
|
Длина листа, отрезанного с упором, мм
|
560
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
860
|
|
Расстояние между стойками в свету, мм
|
1815
|
|
Мощность электродвигателя, кВт
|
3,0
|
|
Габаритные размеры, мм
|
2400
|
|
Масса, кг
|
2080
|
 -1
-1
Ножницы гильотинные пневматические НА3216.
Ножницы гильотинные, НА-3216 предназначены для резки листового материала с наибольшим размером поперечного сечения 2,5 х 1600 мм.
Станина гильотинных ножниц НА3216 сборно-сварной конструкции. Зазор между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью болтов, расположенных с обеих сторон стола.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА3316 (4х1600):
|
Толщина разрезаемого материала с временным сопротивлением σвр ≤ 500 МПа, мм
|
4,0
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
2000
|
|
Частота ходов ножа, холостых, мин.
|
68
|
|
Ход ножа, мин.-1, при резке наибольших размеров разрезаемого металла, мм
|
25
|
|
Угол наклона подвижного ножа, α
|
1°30′
|
|
Длина листа, отрезанного с упором, мм
|
700
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
900
|
|
Мощность электродвигателя, кВт
|
5,5
|
|
Габаритные размеры, мм
|
2610
|
|
Масса, кг
|
2870
|
 -1
-1
Ножницы гильотинные пневматические НД3316.
Ножницы гильотинные, кривошипные НД 3316 предназначены для резки листового материала с пределом прочности 500 МПа и наибольшим размером поперечного сечения 4 х 2000 мм. Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, сельхозмашиностроения и других отраслях промышленности.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НД3316 (4х1600):
|
Толщина разрезаемого материала с временным сопротивлением σвр ≤ 500 МПа, мм
|
4,0
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
2000
|
|
Частота ходов ножа, холостых, мин.
|
65
|
|
Угол наклона подвижного ножа, α
|
1°20′
|
|
Длина листа, отрезаемого с упором, мм
|
600
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
940
|
|
Расстояние между стойками в свету, мм
|
2270
|
|
Мощность электродвигателя, кВт
|
5,5
|
|
Габаритные размеры, мм
|
2850
|
|
Масса, кг
|
3450
|
 -1
-1
Гильотинные ножницы НГ-4/2,5.
Установка для резки листового и профильного материала модели НГ4/2,5 предназначена для резки листового и профильного материала с временным сопротивлением 500МПа.
Установка имеет климатическое исполнение УХЛ4 по ГОСТ 15150-69 и предназначена для эксплуатации в помещениях с температурой окружающей среды от +1оС до +35оС, отн. влажности воздуха 80% при температуре +25оС.
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НГ-4х2,5:
|
Наибольшая толщина разрезаемого листа с временным сопротивлением 500 МПа, мм, не более
|
4
|
|
Ширина разрезаемых листов, мм, не более
|
2500
|
|
Размер разрезаемого уголка, мм
|
56х56х5
|
|
Диаметр разрезаемого прутка, мм, не более
|
25
|
|
Ход ножа, мм
|
92
|
|
Усилие прижима, кН, не менее
|
18
|
|
Длина листа, отрезаемого с упором, мм, не более
|
500
|
|
Мощность электродвигателя, кВт
|
7,5
|
|
Режим работы
|
Одиночный цикл,
|
|
Управление
|
Ручное, педальное
|
|
Габаритные размеры установки, мм
|
|
|
Длина
|
3510
|
|
Ширина
|
1150
|
|
Высота
|
1720
|
|
Масса установки, кг
|
3760
|
 цикл
цикл
Гильотинные ножницы НК-3416 (лист 4х2000 мм).
|
 Гильотинные ножницы НК-3416 предназначены для резки листового металла с автоматической установкой нужной величины зазора между ножами в зависимости от толщины разрезаемого листа и усилия прижима, пропорционального усилию реза.
Гильотинные ножницы НК-3416 предназначены для резки листового металла с автоматической установкой нужной величины зазора между ножами в зависимости от толщины разрезаемого листа и усилия прижима, пропорционального усилию реза.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НК3416:
| Толщина металла с временным сопротивлением 500 МПа (50 кгс/мм²), мм | 4 |
| Ширина металла, мм | 2000 |
| Ширина полосы, отрезаемой по заднему упору, мм | 700 |
| Угол наклона подвижного ножа | 1°30′ |
| Усилие реза, кН | 78 |
| Усилие прижима, кН | 19,5 |
| Частота ходов ножа, мин-1 | 68 |
| Суммарная мощность электродвигателей главного привода, кВт | 11,2 |
| Частота оборотов электродвигателей главного привода, мин-1 | 1395 |
| Мощность электродвигателя привода заднего упора, кВт | 0,37 |
| Частота оборотов электродвигателя привода заднего упора, мин-1 | 1360 |
| Напряжение сети, В (50 Гц) | 380 |
| Габаритные размеры, мм | 2610х1725х1510 |
| Масса, кг | 2870 |
Гильотинные ножницы с наклонным ножом СТД-9А.
Ножницы гильотинные с наклонным ножом СТД9АН предназначены для резки листового материала толщиной до 4 или 6 мм (в зависимости от модели), с временным сопротивлением 500 МПа (50 кгс/мм).
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ СТД9АН:
|
|
|
|
|
|
|
4х2500
|
6х2000
|
6х2500
|
|
Размеры разрезаемого металла с временным сопротивлением 500 МПа
|
4
|
6,3
|
6,3
|
|
Частота ходов ножа, мин.
|
50
|
50
|
50
|
|
Ход ножа, мм
|
70
|
70
|
70
|
|
Угол наклона подвижного ножа, не более
|
1° 20’
|
1° 20’
|
1° 20’
|
|
Номинальное усилие прижимной балки, кН
|
70
|
70
|
70
|
|
Максимальная ширина полосы отрезаемой по заднему упору, мм
|
600
|
600
|
600
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
850
|
850
|
850
|
|
Габаритные размеры, мм
|
3410
|
2910
|
3410
|
|
Масса, кг, не более
|
3505
|
3355
|
3705
|
|
Электродвигатель, тип
|
С повышенным скольжением
| ||
|
Мощность, кВт
|
6,3
|
8,5
|
8,5
|
|
Число об.
|
1000
|
1000
|
1000
|
|
Напряжение силовой цепи, В
|
380
|
380
|
380
|
 , не менее
, не менее /мин.
/мин.|
|
|
Гильотинные ножницы НД3318.
Ножницы гильотинные пневматические НД 3318 предназначены для резки листового материала с наибольшим размером поперечного сечения 4х2000 мм.
Гильотины НД3318 находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения и других отраслях промышленности.
Система смазки и электрооборудования пневматических гильотин НД3318 позволяет работать в условиях низких температур, что невозможно при работе с гидравлическими аналогами.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИННЫХ НОЖНИЦ НД-3318:
|
Толщина разрезаемого материала с временным сопротивлением σвр ≤ 500 МПа, мм
|
6,3
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
2000
|
|
Частота ходов ножа, холостыхх, мин.-1
|
50
|
|
Угол наклона подвижного ножа, α
|
1°30′
|
|
Длина листа, отрезанного с упором, мм
|
600
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
900
|
|
|
2270
|
|
Мощность электродвигателя, кВт
|
7,5
|
|
Габаритные размеры, мм
|
3125
|
|
Масса, кг
|
45250
|
Гильотинные ножницы НГ-6,3, НГ-6,3/2,5, НГ-6,3/3.
Гильотинные ножницы НГ6,3, НГ-6,3-2,5, НГ-6,3-3 оснащены боковым упором предназначенным для размещения заготовки перпендикулярно линии реза или под углом. Резка производится как по разметке, так и с помощью заднего упора.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НГ-6,3, НГ-6,3х2,5, НГ-6,3х3:
|
|
НГ-6,3
|
НГ-6,3/2,5
|
НГ-6,3/3
|
|
Наибольшая толщина разрезаемого листа с временным сопротивлением 500 МПа, мм
|
6,3
|
6,3
|
6,3
|
|
Ширина разрезаемых листов, мм, не более
|
2000
|
2500
|
3000
|
|
Размер разрезаемого уголка, мм
|
56х56х5
|
56х56х5
|
63х63х6
|
|
Диаметр разрезаемого прутка, мм, не более
|
30
|
30
|
30
|
|
Ход ножа, мм
|
92
|
92
|
92
|
|
Усилие прижима, кН, не менее
|
18
|
29
|
29
|
|
Длина листа, отрезаемого с упором, мм, не более
|
500
|
500
|
500
|
|
Мощность электродвигателя, кВт
|
11
|
11
|
15
|
|
Угол реза по упору боковому
|
900.
|
900…450
|
900…450
|
|
Режим работы
|
Одиночный цикл,
|
Одиночный цикл,
|
Одиночный цикл,
|
|
Управление
|
Ручное, педальное
|
Ручное, педальное
|
Ручное, педальное
|
|
Длина
|
3050
|
3630
|
4180
|
|
Ширина
|
1200
|
1280
|
1325
|
|
Высота
|
1545
|
1455
|
1500
|
|
Масса установки, кг
|
3780
|
4950
|
6050
|
 ..450
..450
Гильотинные ножницы Н-3118.
Гильотинные ножницы Н3118 выполнены с верхним приводом. Для мерной резки полос гильотина снабжена задним упором, установленным с тыльной стороны ножевой балки.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ Н3118:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
6,3
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
2000
|
|
Частота ходов ножа, холостых, мин.
|
45
|
|
Ход ножа, мм
|
80
|
|
Число режущих кромок ножа
|
4
|
|
Угол наклона подвижного ножа, град.
|
1о30′
|
|
Длина листа, отрезанного с упором, мм
|
500
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
800
|
|
Расстояние между стойками в свету, мм
|
2250
|
|
Мощность электродвигателя, кВт
|
7,5
|
|
Габаритные размеры, мм
|
3000
|
|
Масса, кг
|
5100
|
 -1
-1
Гильотинные ножницы кривошипные НКЧ-6020.
Ножницы гильотинные кривошипные НКЧ6020 предназначены для резки листового материала с пределом прочности 500МПа (50 кгс/мм2) и наибольшим размером поперечного сечения 6х2500мм. Электромеханический привод с жесткой муфтой включения. Резка осуществляется по упору или разметке. Возможность резки круглого, квадратного и углового проката, с помощью установки специальных ножей. Зубчатые передачи и муфта включения работают в масляной ванне.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НКЧ 6020:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
6,0
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
2500
|
|
Частота ходов ножа, холостых, мин.
|
50
|
|
Ход ножа, мм
|
70
|
|
Число режущих кромок ножа
|
4
|
|
Угол наклона подвижного ножа, град.
|
1о20′
|
|
Длина листа, отрезанного с упором, мм
|
500
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
800
|
|
Расстояние между стойками в свету, мм
|
2820
|
|
Мощность электродвигателя, кВт
|
7,5
|
|
Габаритные размеры, мм
|
3400
|
|
Масса, кг
|
3700
|
 -1
-1
Гильотинные ножницы НК-3418 (лист 6,3х2000 мм).
|

Ножницы гильотинные пневмомеханическиее НК-3418 находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности, так как обладают более высокой производительностью, за счет отсутствия подготовительного времени на переналадку механизма реза на разную толщину отрезаемого металла и механизации заднего упора.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НК3418:
| Наибольшие размеры разрезаемого металла с временным сопротивлением 500 МПа: толщина, мм ширина, мм | 6,3 2000 |
| Частота ходов ножа, мин-1: холостых, при резке наибольших размеров разрезаемого металла | 60 25 |
| Угол наклона подвижного ножа | 1о30′ |
| Наибольшая длина отрезаемой полосы при работе с задним упором, мм | 700 |
| Габаритные размеры ножниц в плане, мм: слева-направо, спереди-назад (без бокового упора), высота ножниц | 2780х1600х1620 |
| Высота над уровнем пола от верхней кромки неподвижного ножа, мм | 800 |
| Масса ножниц, кг | 4250 |
| Расход сжатого воздуха за одно включение, л | 0,25 |
| Род тока питающей сети | Переменный трёхфазный |
| Напряжение, В (50 Гц) | 380 |
| Количество электродвигателей | 2 |
| Напряжение силовой цепи, В | 24 |
| Напряжение цепи управления, В | 24 |
| Напряжение цепи освещения линии реза, В | 24 |
| Количество точек освещения | 3 |
| Режим работы электропривода ножниц | Одиночные и непрерывные ходы, толчковый, ручной проворот |
| Электродвигатель главного привода: | 4AМC132SУ3 |
| Мощность электродвигателя, кВт | 8,5 |
| Частота вращения электродвигателя, мин-1 | 1500 |
|
Ножницы гильотинные кривошипные листовые с наклонным ножом НК3421.
Ножницы гильотинные кривошипные листовые с наклонным ножом 12х2000 мм модели НК3421 предназначены для резки листового материала с временным сопротивлением 500 МПа (50кгс/мм²) толщиной до 12 мм и шириной до 2000 мм с автоматической установкой нужной величины зазора между ножами в зависимости от толщины разрезаемого листа.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НК-3421Н:
|
Размер разрезаемого материала
|
|
|
Наибольшая длина отрезаемой полосы при работе с задним упором, мм
|
900
|
|
Напряжение сети, В
|
380
|
|
Мощность электродвигателя главного привода, кВт
|
20
|
|
Частота вращения, об.
|
1 500
|
|
Габариты в плане, мм
|
3 040
|
|
Высота над уровнем пола, мм
|
1 625
|
|
Масса ножниц, кг
|
7 460
|
 /мин.
/мин.
Ножницы гильотинные электромеханические Н3121.
Ножницы листовые кривошипные с наклонным ножом Н 3121 с электромеханическим приводом предназначены для резки листового материала.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ Н-3121:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
12
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
2000
|
|
Частота ходов ножа, холостых, мин.-1
|
40
|
|
Угол наклона подвижного ножа, град.
|
2о10’
|
|
Усилие прижима, кН
|
29
|
|
Длина листа, отрезанного с упором, мм
|
500
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
800
|
|
Расстояние между стойками в свету, мм
|
2240
|
|
Мощность электродвигателя, кВт
|
18,5
|
|
Габаритные размеры, мм
|
3150
|
|
Масса, кг
|
7000
|
Ножницы гильотинные НА 3121.
Гильотинные ножницы НА3121 с пневмоприводом предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА-3121:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
12
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
2000
|
|
Частота ходов ножа, холостых, мин.-1
|
40
|
|
Угол наклона подвижного ножа, град.
|
2о10’
|
|
Усилие прижима, кН
|
29
|
|
Длина листа, отрезанного с упором, мм
|
500
|
|
Расстояние между стойками в свету, мм
|
2235
|
|
Мощность электродвигателя, кВт
|
18,5
|
|
Габаритные размеры, мм
|
3400
|
|
Масса, кг
|
7000
|

Ножницы гильотинные МНГ 13.
Гильотинные ножницы механические МНГ13 предназначены для резки листовой стали и проката наибольшим размером поперечного сечения 136х2000мм, с временным сопротивлением 500 МПа.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ МНГ-13:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
13, не более
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
2000, не более
|
|
Размер разрезаемого уголка, мм
|
63х63х6
|
|
Диаметр разрезаемого прутка, мм
|
305, не более
|
|
Частота ходов ножа, холостых, мин.
|
40
|
|
Угол наклона подвижного ножа, град.
|
2о10’
|
|
Усилие прижима, кН
|
29
|
|
Длина листа, отрезанного с упором, мм
|
500
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
800
|
|
Расстояние между стойками в свету, мм
|
2240
|
|
Мощность электродвигателя, кВт
|
18,5
|
|
Тип муфты
|
С поворотной шпонкой
|
|
Тип тормоза
|
Ленточный
|
|
Управление
|
Кнопочное, педальное
|
|
Режим работы
|
Одиночный и автоматический ход
|
|
Габаритные размеры, мм
|
3100
|
|
Масса, кг
|
7000
|
 -1
-1
Гильотинные ножницы НГ-13, НГ-13-01.
Установка для резки листового и профильного материала НГ13 и НГ 13-01 предназначена для резки листовой и профильной стали обыкновенного качества и углеродистой качественной конструкционной с временным сопротивлением σв ≤ 500 МПа. Резка производится как по разметке, так и с помощью заднего упора.
Гильотинные ножницы НГ13 и НГ13 01 могут применяться в заготовительных и ремонтных цехах предприятий различных отраслей промышленности.
Установка НГ13-01 имеет централизованную систему смазки, лазерный индикатор линии реза, интегрированный пульт управления.
Установка имеют климатическое исполнение УХЛ4 по ГОСТ 15150-69 и предназначена для эксплуатации в помещениях с температурой воздуха от +5° до +35° С, отн. влажности не более 80% при температуре +25° С.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НГ13, НГ13-01:
|
Наибольшие размеры разрезаемого металла с врем.
|
13
|
|
Наибольшие размеры разрезаемого уголка, мм
|
63 х 63 х 6
|
|
Наибольший диаметр разрезаемого прутка, мм, не более
|
30
|
|
Частота ходов ножа, холостых, минˉ¹, не менее
|
40
|
|
Угол наклона подвижного ножа, α, не более
|
2˚10′
|
|
Усилие прижима, кН, не менее
|
29
|
|
Длина листа отрезанного с упором, мм, не более
|
500
|
|
Расстояние от верхней кромки нижнего ножа до уровня пола, мм, не более
|
800
|
|
Мощность электродвигателя, кВт
|
18,5
|
|
Режим работы
|
Одиночных циклов
|
|
Угол реза по упору боковому
|
90°…45°
|
|
Управление
|
Ручное, педальное
|
|
Габаритные размеры установки, мм
|
3100
|
|
Масса, кг, не более
|
5600
|
 сопротивлением σв ≤ 500 МПа,
сопротивлением σв ≤ 500 МПа,
Ножницы гильотинные МНГ-16.
Гильотинные ножницы механические МНГ16 предназначены для резки листовой стали и проката с временным сопротивлением 500МПа, наибольшим размером поперечного сечения 16х2000мм.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ МНГ-16:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
16, не более
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
2000, не более
|
|
Размер разрезаемого уголка, мм
|
63х63х6
|
|
Диаметр разрезаемого прутка, мм
|
30, не более
|
|
Частота ходов ножа, холостых, мин.
|
40
|
|
Угол наклона подвижного ножа, град.
|
2о10’
|
|
Усилие прижима, кН
|
60
|
|
Длина листа, отрезанного с упором, мм
|
500
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
800
|
|
Расстояние между стойками в свету, мм
|
2240
|
|
Мощность электродвигателя, кВт
|
22
|
|
Тип муфты
|
С поворотной шпонкой
|
|
Тип тормоза
|
Ленточный
|
|
Система смазки
|
Пресс-масленки, ручная
|
|
Режимы работы
|
Одиночный и автоматический ход
|
|
Управление
|
кнопочное, педальное
|
|
Габаритные размеры, мм
|
3100
|
|
Масса, кг
|
7500
|
 -1
-1
Гильотинные ножницы НГ-16, НГ-16-01.
Установка для резки листового и профильного материала НГ16 предназначена для резки листовой и профильной стали обыкновенного качества и углеродистой качественной конструкционной с временным сопротивлением σв ≤ 500 МПа.
Гильотинные ножницы НГ16, НГ16-01 могут применяться в заготовительных и ремонтных цехах предприятий различных отраслей промышленности.
Установка НГ16-01 имеет централизованную систему смазки, лазерный индикатор линии реза, интегрированный пульт управления.
Гильотины имеют климатическое исполнение УХЛ4 по ГОСТ 15150-69 и предназначена для эксплуатации в помещениях с температурой воздуха от +5° до +35°С, относительной влажности не более 80% при температуре + 25°С.
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НГ16, НГ16-01:
|
Наибольшие размеры разрезаемого металла с врем.
|
16
| |
|
Наибольшие размеры разрезаемого уголка, мм
|
63 х 63 х 6
| |
|
Наибольший диаметр разрезаемого прутка, мм, не более
|
30
| |
|
Частота ходов ножа, холостых, минˉ¹, не менее
|
34
| |
|
Угол наклона подвижного ножа, α, не более
|
2˚50′
| |
|
Усилие прижима, кН, не менее
|
29
| |
|
Длина листа отрезанного с упором, мм, не более
|
500
| |
|
Расстояние от верхней кромки нижнего ножа до уровня пола, мм, не более
|
770
| |
|
Мощность электродвигателя, кВт
|
22
| |
|
Режим работы
|
Одиночных циклов
| |
|
Угол реза по упору боковому
|
90°…45°
|
|
|
Управление
|
Ручное, педальное
| |
|
Габаритные размеры установки, мм
|
3145
| |
|
Масса, кг, не более
|
6900
| |
 сопротивлением σв ≤ 500 МПа,
сопротивлением σв ≤ 500 МПа,КОМПЛЕКТ ПОСТАВКИ НГ-16.
|
Установка в сборе
|
1 шт. 1 шт.
|
Ножницы гильотинные Н3122.
Ножницы гильотинные, кривошипные Н-3122 предназначены для резки листового материала с пределом прочности 500 МПа (50 кгс/мм2).
Ножницы изготавливаются по ТУ 3828-001-81244053-2010 и соответствуют требованиям нормативных документов ГОСТ 12.2118-2006, ГОСТ 12.2.017-93.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ Н3122:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
16, не более
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
2000, не более
|
|
Частота ходов ножа, холостых, мин.-1
|
40
|
|
Угол наклона подвижного ножа, град.
|
2о10’
|
|
Длина листа, отрезанного с упором, мм
|
500
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
800
|
|
Расстояние между стойками в свету, мм
|
2250
|
|
Мощность электродвигателя, кВт
|
22
|
|
Габаритные размеры, мм
|
3150
|
|
Масса, кг
|
7500
|
|
Ножницы гильотинные пневматические НА3122. Ножницы гильотинные НА-3122 с пневмоприводом предназначены для резки листового материала с пределом прочности 500 МПа (50 кгс/мм2). Наибольшее сечение разрезаемого материала 16х2000 мм.
Гильотинные ножницы НА3122 применяются на машиностроительных, судостроительных и заготовительных производствах. Гильотины НА3122 зарекомендовали себя, как надежное и простое в работе оборудование.
Гильотина НА3122 снабжена пневматической муфтой.
Управление: педальное и с пульта.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ Н3122:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
16, не более
|
|
Ширина разрезаемых листов, мм
|
2000, не более
|
|
Частота ходов ножа, холостых, мин.
|
60
|
|
Число режущих кромок ножа
|
4
|
|
Угол наклона подвижного ножа, град.
|
2о10’
|
|
Усилие прижима, кН
|
29
|
|
Длина листа, отрезанного с упором, мм
|
500
|
|
Расстояние между стойками в свету, мм
|
2235
|
|
Мощность электродвигателя, кВт
|
22
|
|
Габаритные размеры, мм
|
3400
|
|
Масса, кг
|
8300
|
 -1
-1Гильотинные ножницы механические Н478, Н478-01.

| Н478, вид спереди. |
Ножницы Н478, вид сзади.
|
Н-478, вид сбоку.
|
ОСОБЕННОСТИ КОНСТРУКЦИИ:
- Привод электромеханический, что исключает использование сжатого воздуха.
- Резка осуществляется по упору и разметке.
- Возможна установка специальных ножей для резки круглого, квадратного и углового металлопроката.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН Н478, Н478.01:
|
|
|
|
|
|
Н478
|
Н478.01
|
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
16
|
20
|
|
Ширина (наибольшая) разрезаемых листов, мм
|
2200
|
2200
|
|
Частота ходов ножа, холостых, мин.
|
20
|
20
|
|
Ход ножа, мм
|
40
|
40
|
|
Длина листа, отрезанного с упором, мм
|
650
|
650
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
800
|
800
|
|
Расстояние между стойками в свету, мм
|
2250
|
2250
|
|
Мощность электродвигателя, кВт
|
30
|
37
|
|
Габаритные размеры, мм
|
3300
|
3300
|
|
Масса, кг
|
11000
|
11000
|
 -1
-1НОЖНИЦЫ ГИЛЬОТИННЫЕ ПНЕВМАТИЧЕСКИЕ С ГИДРАВЛИЧЕСКИМ ПРИЖИМОМ ЛИСТА.
Ножницы гильотинные НА3218 с гидравлическим прижимом листа.
Гильотинные ножницы НА 3218 предназначены для прямолинейной резки листового и полосового материалов.
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА 3218:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
6,3
|
|
Ширина разрезаемых листов, мм
|
3150
|
|
Частота ходов ножа, холостых, мин.
|
60
|
|
Частота ходов ножа, при резке наибольших размеров разрезаемого металла, мин.-1
|
20
|
|
Угол наклона подвижного ножа, град.
|
1о30’
|
|
Длина листа, отрезанного с упором, мм
|
630
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
800
|
|
Мощность электродвигателя, кВт
|
11
|
|
Габаритные размеры, мм
|
4220
|
|
Масса, кг
|
7200
|
 -1
-1В состав комплекса входят:
- Устройство подающее модели УП11,
- Тележка откатная модели Т6.

Ножницы гильотинные НА3221 с гидравлическим прижимом листа.
Гильотинные ножницы НА 3221 предназначены для прямолинейной резки листового и полосового материалов.
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА 3221:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
12
|
|
Ширина разрезаемых листов, мм
|
3150
|
|
Частота ходов ножа, холостых, мин.
|
30
|
|
Частота ходов ножа, при резке наибольших размеров разрезаемого металла, мин.-1
|
12
|
|
Угол наклона подвижного ножа, град.
|
2о10’
|
|
Максимальное усилие реза, кН
|
900
|
|
Длина листа, отрезанного с упором, мм
|
1000
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
800
|
|
Мощность электродвигателя, кВт
|
19,6
|
|
Габаритные размеры, мм
|
4700
|
|
Масса, кг
|
15800
|
|
Давление воздуха в сети, МПа
|
0,45
|
 -1
-1
Ножницы гильотинные НА3222 с гидравлическим прижимом листа.
Гильотинные ножницы НА 3222 предназначены для прямолинейной резки листового и полосового материалов.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА 3221:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
16
|
|
Ширина разрезаемых листов, мм
|
3150
|
|
Частота ходов ножа, холостых, мин.
|
30
|
|
Частота ходов ножа, при резке наибольших размеров разрезаемого металла, мин.-1
|
10
|
|
Угол наклона подвижного ножа, град.
|
2о10’
|
|
Максимальное усилие реза, кН
|
900
|
|
Длина листа, отрезанного с упором, мм
|
1000
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
800
|
|
Мощность электродвигателя, кВт
|
31,1
|
|
Габаритные размеры, мм
|
4750
|
|
Масса, кг
|
20380
|
|
Давление воздуха в сети, МПа
|
0,45
|
 -1
-1
Ножницы гильотинные НА3223 с гидравлическим прижимом листа.
Гильотинные ножницы НА 3223 предназначены для прямолинейной резки листового и полосового материалов.
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА 3223:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
20
|
|
Ширина разрезаемых листов, мм
|
3150
|
|
Частота ходов ножа, холостых, мин.
|
30
|
|
Частота ходов ножа, при резке наибольших размеров разрезаемого металла, мин.-1
|
3,5
|
|
Угол наклона подвижного ножа, град.
|
2о10’
|
|
Усилие прижима, кН
|
294
|
|
Максимальное усилие реза, кН
|
1372
|
|
Длина листа, отрезанного с упором, мм
|
1000
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
900
|
|
Расстояние между стойками в свету, мм
|
3275
|
|
Мощность электродвигателя, кВт
|
38,1
|
|
Габаритные размеры, мм
|
5100
|
|
Масса, кг
|
24500
|
|
Давление воздуха в сети, МПа
|
0,45
|
 -1
-1
Ножницы гильотинные НА3225 с гидравлическим прижимом листа.
Гильотинные ножницы НА 3225 предназначены для прямолинейной резки листового и полосового материалов.
|

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА 3225:
|
Толщина разрезаемого материала с временным сопротивлением ≤ 500 МПа, мм
|
32
|
|
Ширина разрезаемых листов, мм
|
3150
|
|
Ход гидравлических прижимов, мм
|
52
|
|
Частота ходов ножа, холостых, мин.
|
30
|
|
Частота ходов ножа, при резке наибольших размеров разрезаемого металла, мин.-1
|
3,5
|
|
Угол наклона подвижного ножа, град.
|
2о40’
|
|
Усилие прижима, кН
|
352
|
|
Максимальное усилие реза, кН
|
2195
|
|
Длина листа, отрезанного с упором, мм
|
1000
|
|
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
|
900
|
|
Расстояние между стойками в свету, мм
|
3285
|
|
Мощность электродвигателя, кВт
|
46,5
|
|
Габаритные размеры, мм
|
5220
|
|
Масса, кг
|
33950
|
|
Давление воздуха в сети, МПа
|
0,45
|
 -1
-1Ножницы гильотинные Кривошипные Гильотина Н478М-02 в Нелидово (Ножницы гильотинные)
 org/ListItem»>
org/ListItem»>
Россия-
Нелидово -
Ножницы гильотинные и другие -
Ножницы гильотинные
Ножницы гильотинные Кривошипные Гильотина Н478М-02 в Нелидово
Цена: Цену уточняйте
за 1 ед.
Описание товара
Ножницы гильотинные с кулачковоймуфтой-тормозом модели Н478М предназначены для продольной ипоперечной резки листового материала. Гильотина применяется взаготовительных цехах машиностроительных предприятий. Ножницывыполнены с верхним приводом. Для мерной резки полос ножницыснабжены задним упором, который установлен с тыльной стороны ножевойбалки. Лист при резке прижимается прижимной балкой, работающейсогласованно с ножевой балкой. Необходимое условие прижимаобеспечивают пружины, которые размещаются в стаканах прижимнойбалки.
Гильотина применяется взаготовительных цехах машиностроительных предприятий. Ножницывыполнены с верхним приводом. Для мерной резки полос ножницыснабжены задним упором, который установлен с тыльной стороны ножевойбалки. Лист при резке прижимается прижимной балкой, работающейсогласованно с ножевой балкой. Необходимое условие прижимаобеспечивают пружины, которые размещаются в стаканах прижимнойбалки.
Электросхема обеспечивает работу гильотинных ножниц на одиночных иавтоматических ходах. Управление ножниц кнопочное и от педали.Смазка основных механизмов комбинированная.
Базовая комплектация Н478M-02Дополнительное оборудование Н478M-02
- Ножницы в сборе
- Педаль управления
- Паспорт
- ЗИП (зап.части инструмент принадлежности)
- Подающий рольганг.
- Откатная тележка.
- Лазерная подстветка линни реза.
- Комплект ножей
- Станочная оснастка и аксессуары:
- втягивающий магнит
- пружины прижимной балки
- пружины уравновешивателя
- лента тормозного вала
- в ящик-
- морская упаковка.

Сравнительные и технические характеристики:
МодельРазмеры металла, мм Угол наклона подвижного ножа, градШирина листа по заднему упору,ммУсилие прижима листа, кНУсилие реза, кНМощность электродвиг. (суммарная), кВтКол-во резов в мин.Расстояние между стойками в свету, ммЧисло кромок ножаТип муфтыМасса, кгГабариты, ммMaxMinШиринаН478М-0225 -20002°-10’10004101350452023754эл.мех.126003240х3150х2350 Н478М18 -20002°-10’1000290890302023004эл.мех.110003240х2460х2350Н478М-0120 -20002°-10’10003301200352023754эл.мех.120003240х3150х2350
Характеристики ножниц гильотинных Кривошипных Гильотина Н478М-02
-
— Страна производитель: Россия -
— Бренд: НелидовПрессМаш
Товары, похожие на Ножницы гильотинные Кривошипные Гильотина Н478М-02
Вы можете оформить заказ на «Ножницы гильотинные Кривошипные Гильотина Н478М-02» в фирме «НелидовПрессМаш, ООО» через наш каталог BizOrg. Su. На данный момент предложение находится в статусе «В наличии».
Su. На данный момент предложение находится в статусе «В наличии».
Что может предложить «НелидовПрессМаш, ООО»:
- гарантия качества и строгое выполнение взятых на себя обязанностей;
- разнообразные методы оплаты;
- для пользователей площадки БизОрг компания «НелидовПрессМаш, ООО» предоставляет особые условия;
- фирма «НелидовПрессМаш, ООО» работает на партнерских условиях с популярными брендами.
Ответы на популярные вопросы
- Описание указано с неверной ценой, контактный номер телефона не отвечает и т.п.
Если у вас возникли проблемы с «НелидовПрессМаш, ООО», то напишите идентификационные данные фирмы (705717) и услуги или изделия (13438404). Наше отделение по работе с клиентами возьмет на себя решение данного вопроса.
- Как оформить заявку
Хотите «Ножницы гильотинные Кривошипные Гильотина Н478М-02»? Созвонитесь с компанией «НелидовПрессМаш, ООО» по контактным данным, которые указаны в правом верхнем углу страницы.
Обязательно укажите, что увидели организацию у нас – на торговой площадке BizOrg.
- Как можно узнать еще больше информации об организации «НелидовПрессМаш, ООО»
Чтобы узнать еще больше информации о фирме, нажмите в правом верхнем углу на ссылку-название организации, а далее кликните на интересующую Вас страницу с информацией.
Общие сведения:
- информация была добавлена на ресурс 29.12.2016;
- последнее изменение информации – 29.12.2016;
- 245 – именно такое количество пользователей заметило данное предложение за все это время. И каждый день это число увеличивается;
- вы можете посмотреть «Ножницы гильотинные Кривошипные Гильотина Н478М-02» в категориях «Промышленное оборудование, станки, механизмы», «Раскройно-заготовительное оборудование», «Ножницы гильотинные и другие», «Ножницы гильотинные».
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией НелидовПрессМаш, ООО цена товара «Ножницы гильотинные Кривошипные Гильотина Н478М-02» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании НелидовПрессМаш, ООО по указанным телефону или адресу электронной почты.
Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании НелидовПрессМаш, ООО по указанным телефону или адресу электронной почты.
Телефоны:
+7 4826657756
Купить ножницы гильотинные Кривошипные Гильотина Н478М-02 в Нелидово:
ул. Чайковского, д.3
Ножницы гильотинные Кривошипные Гильотина Н478М-02
Ножи гильотинных ножниц нк3418 | Festima.Ru
Товары для дома
Таблица
Список
Лента
Размер ножей 540/60/16 мм Кол.отверстий 4шт Межцентровое расстояние 150 мм комплект состоит из 8 шт (сделано в СССР)
Мы нашли это объявление 4 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Перейти к объявлению
Тип жалобы
ДругоеНарушение авторских правЗапрещенная информацияОбъявление неактульноПорнографияСпам
Комментарий
Показать оригинал
Еще объявления
Не резал вообще абсолютно Новый
Ремонт и строительство
9 часов назад
Источник
Гильотина требует заточки ножей.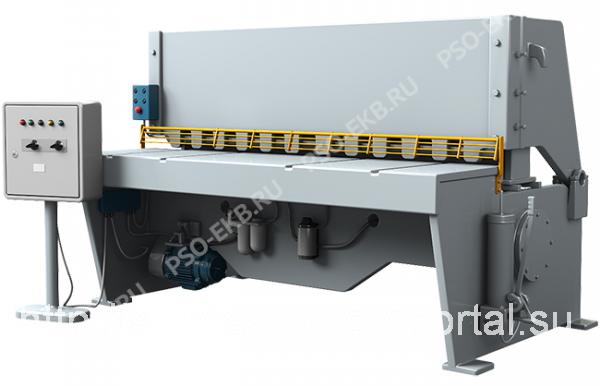
Ремонт и строительство
2 дня назад
Источник
Ножи для гильотинных ножниц Размеры 570 х 71 х 27 мм — 8 шт. Цена за 1 шт.
Ремонт и строительство
7 дней назад
Источник
Комплект ножей из 8 шт. Для гильотины н3121 и нд3317г. Новые. Сталь 6 хс.размер520/75/25.
Ремонт и строительство
13 дней назад
Источник
В наличие: Круг ф90 ст. 20хснв длинна 1,1м — 35шт Продаем металлопрокат оптом и в розницу (даже поштучно) А также оказываем услуги: — Производство металлоконструкций — Токарно-фрезерные и сварочные работы — Резка металл в точный размер — ленточной пилой ф900мм, плазмой — Рубка листов до #30мм — гильотина — Гибка арматуры, кругов до ф50мм, листогиб до #6мм, пресса — Изготовление шпилек, анкеров, нарезка резьбы. — Вальцовка — Изготовление вставок для ремонта балок импортных автоприцепов — Изготовление ванночек для сварки арматуры — Изготовление нестандартных деталей — Покраска металлоконструкций. — Шлифовка ножей — Плоскошлифовальные работы Мы находимся в 3 минутах от Кудрово по адресу: Всеволожский р-н, д. Новосергиевка, ул. Героев Танкистов, д. 3
— Шлифовка ножей — Плоскошлифовальные работы Мы находимся в 3 минутах от Кудрово по адресу: Всеволожский р-н, д. Новосергиевка, ул. Героев Танкистов, д. 3
Ремонт и строительство
25 дней назад
Источник
Ножи для гильотины, два комплекта. Цена 10 тыс и 8 тыс.размеры 1го-860*55*20, три отверстия 18мм. Размеры второго520*80*25, три отверстия 16,5мм. просьба писать смс, часто вне доступа
Ремонт и строительство
25 дней назад
Источник
Цена с доставкой! Оплата при получении. Отпавляем ТК. Срок доставки 1-3 дня. Нож гильотина для крупного дробления хрена, твердых овощей и фруктов. Мощная большая платформа, хорошее лезвие, простая, надежная конструкция . Дерево покрыто специальным маслом для кухонных изделий, контактирующих с пищевыми продуктами. Из личного опыта — ОЧЕНЬ помогает при дроблении крупных и мелких кусков хрена, при изготовлении любых продуктов из хрена — хреновухи, соусов, для бани.
Товары для кухни
26 дней назад
Источник
Гильотина ножная jet.ширина реза 1320мм. Ножи в хорошем состоянии резали только латунь до 0.5мм. Возможен торг
Ремонт и строительство
28 дней назад
Источник
Комбинированный станок SBR-52N – станок 3 в 1, он представляет собой станок выполняющий функции листогиба, гильотины и вальцев одновременно! Ручки управления станком находятся с обеих сторон, что позволяет работать с любой удобной стороны. Ножи гильотины могут переворачиваться для удлинения срока работы. Листогибочная балка – сегментная, тем самым позволяет изготавливать короба поддоны и проводить отбортовку шкафных конструкций. Вальцовочная часть имеет быстросъемный механизм верхнего валка, для легкого снятия готового изделия. Сами валы имеют полированную поверхность и изготовлены из качественной стали, также на них предусмотрены канавки для прокатки прутка. Характеристики Технические характеристики: Модель SBR-52N Макс. ширина листа 1320 мм Макс. толщина листа: Нержавеющая сталь 0,55 мм Ст.3 0,6 мм Низкоуглеродистая сталь 0,9 мм Медь — алюминий 1,25 мм Цинк 1,6 мм Поликарбонат 1,9 мм Раскрытие 3,0 мм Диаметр валков Ø43 мм Ширина гибочных штампов 25, 38, 50, 63, 100, 175, 250, 380 мм Высота гибочных штампов 95 мм Мин. радиус формовки 43 мм Канавки для прокатки прутка Ø3,2 / 4,7 / 6,3 мм Габаритные размеры (ДхШхВ) 1680 х 540 х 780 мм Масса 349 кг
ширина листа 1320 мм Макс. толщина листа: Нержавеющая сталь 0,55 мм Ст.3 0,6 мм Низкоуглеродистая сталь 0,9 мм Медь — алюминий 1,25 мм Цинк 1,6 мм Поликарбонат 1,9 мм Раскрытие 3,0 мм Диаметр валков Ø43 мм Ширина гибочных штампов 25, 38, 50, 63, 100, 175, 250, 380 мм Высота гибочных штампов 95 мм Мин. радиус формовки 43 мм Канавки для прокатки прутка Ø3,2 / 4,7 / 6,3 мм Габаритные размеры (ДхШхВ) 1680 х 540 х 780 мм Масса 349 кг
Ремонт и строительство
месяц назад
Источник
продам ножи для гильотины размер 590х60х15
Ремонт и строительство
месяц назад
Источник
В работе1,2 года.
Ремонт и строительство
месяц назад
Источник
Ручная гильотина по металлу. Длинна ножа 102см. Ножи режут как новые
Ремонт и строительство
месяц назад
Источник
Ножи от гильотины для резки бумаги. Размер 375 х 45 х 8мм Диаметр отверстий 10мм
Ремонт и строительство
месяц назад
Источник
Продаётся гильотинный немецкий резак. Нож оригинальный. Еще ни разу не точили. Поэтому ресурс использования минимум на две заточки. Резак продается вместе со станиной. В комплекте отдам еще три марзана.
Нож оригинальный. Еще ни разу не точили. Поэтому ресурс использования минимум на две заточки. Резак продается вместе со станиной. В комплекте отдам еще три марзана.
Бытовая техника
2 месяца назад
Источник
В хорошом состоянии Наточены Торг уместен
Ремонт и строительство
2 месяца назад
Источник
Ножи для гильотины. Новые. В смазке. Размеры на чертеже. Количестко 8 шт. Цена за все.
Ремонт и строительство
2 месяца назад
Источник
Гильотина производство Дания,MORSO F.Правое крыло,состояние хорошее.комплект ножей.
Ремонт и строительство
2 месяца назад
Источник
Продается гильотина по металлу б/у в рабочем состоянии. Модель: СТД9АН 62500. Производитель: ОАО «Пинский завод» Год выпуска: 2011. Полные характеристики на шильде.Механизм с наклонным ножом для резки листа мод. СТД9АН предназначен для резки листовой конструкционной стали с пределом прочности до 500 МПа (50 кгс/мм²). Может быть использован в заготовительных участках или цехах предприятий, изготавливающих изделия промышленной вентиляции, а также на других предприятиях, где требуется резка листового материала. За один ход ножевой балки происходит отрезка полосы длиной не более 2500 мм. Толщина разрезаемого листа не более 6мм. Паспорта нет. Последние два года эксплуатировалась очень редко. Последнее техническое обслуживание проводилось в апреле 2022 года. Смотреть можно с 08.00 жо 16.00 по адресу: Волхонское шоссе, д.4, к.8. Продажу хочу оформить по договору от юридического лица с НДС.
Может быть использован в заготовительных участках или цехах предприятий, изготавливающих изделия промышленной вентиляции, а также на других предприятиях, где требуется резка листового материала. За один ход ножевой балки происходит отрезка полосы длиной не более 2500 мм. Толщина разрезаемого листа не более 6мм. Паспорта нет. Последние два года эксплуатировалась очень редко. Последнее техническое обслуживание проводилось в апреле 2022 года. Смотреть можно с 08.00 жо 16.00 по адресу: Волхонское шоссе, д.4, к.8. Продажу хочу оформить по договору от юридического лица с НДС.
Ремонт и строительство
2 месяца назад
Источник
Продаётся сабельная гильотина. Использовалась для резки картона. Состояние отличное. Длина ножа 1300 мм
Ремонт и строительство
2 месяца назад
Источник
Нож для гильотины IDEAL 7228-95 EC3 Германия, б/у, после заточки
Ремонт и строительство
2 месяца назад
Источник
Внимание! Festima. Ru является поисковиком по объявлениям с популярных площадок.
Ru является поисковиком по объявлениям с популярных площадок.
Мы не производим реализацию товара, не храним изображения и персональные данные.
Все изображения принадлежат их авторам
Отказ от ответственности
ГИЛЬОТИННЫЕ НОЖНИЦЫ — LVD — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Серия CS Серия MVS Серия HGS ГИЛЬОТИННЫЕ НОЖНИЦЫ РЕШЕНИЯ ДЛЯ ВАШИХ ПОТРЕБНОСТЕЙ
ЧТО ВАШИ ПОТРЕБНОСТИ? Компания LVD разрабатывает и производит полную линейку стригального оборудования, начиная от экономичной серии CS и заканчивая гидравлическими ножницами серии MVS. Обладая более чем 60-летним опытом производства гидравлических ножниц и оборудования, LVD предлагает доступность в сочетании с надежным проверенным брендом. ВМЕСТИМОСТЬ? ТОЛЩИНА СТАЛИ ДО 13 ММ ОБЩИЕ ПРИМЕНЕНИЯ ДЛЯ РЕЗКИ ТЯЖЕЛЫЕ ПРИМЕНЕНИЯ ТРЕБОВАНИЯ К РЕЖИМУ ДЛЯ ТЯЖЕЛЫХ РЕЖИМОВ
РЕШЕНИЯ ДЛЯ РЕЗКИ ДЛЯ ВАШИХ ПОТРЕБНОСТЕЙ: НОЖНИЦЫ CS, MVS И HGS ИСКЛЮЧИТЕЛЬНАЯ ЦЕННОСТЬ ДЛЯ ИНВЕСТИЦИЙ Ножницы LVD-HD CS производятся исключительно для LVD под торговой маркой LVD-HD компанией Hubei Tri-Ring Metalforming Equipment Co. , Ltd., Совместное предприятие LVD в Китае. Ножницы серии CS разработаны в соответствии с требованиями LVD. В двух словах: — Идеальны для обычных работ по резке — Конкурентоспособное качество и надежность по цене — Простой в использовании моторизованный задний упор с диапазоном 1000 мм — Стандартные характеристики квадратного рычага длиной 1,5 м и высокие стандарты качества, , электрические, гидравлические и пневматические… 9№ 0004
, Ltd., Совместное предприятие LVD в Китае. Ножницы серии CS разработаны в соответствии с требованиями LVD. В двух словах: — Идеальны для обычных работ по резке — Конкурентоспособное качество и надежность по цене — Простой в использовании моторизованный задний упор с диапазоном 1000 мм — Стандартные характеристики квадратного рычага длиной 1,5 м и высокие стандарты качества, , электрические, гидравлические и пневматические… 9№ 0004
Очень гибкая и производительная стригальная машина, идеально подходящая для требовательных мастерских или в качестве автономной машины. — Идеально подходит для работы в специализированных мастерских с высокими требованиями — Прочная конструкция рамы сводит к минимуму прогиб во время резки — Простота и быстрота обучения, новые операторы могут научиться пользоваться станком в течение 10 минут — Простое в использовании интуитивно понятное управление с помощью сенсорного экрана — Гидравлическая система резки с параллельным управлением до четырех режущих кромок — ‘Push-Button’ регулируемая длина хода, зазор между лезвиями и передний угол для оптимизации резки. — Система подачи шариков для облегчения обработки материала — Большой зазор горловины для…
— Система подачи шариков для облегчения обработки материала — Большой зазор горловины для…
НОЖНИЦЫ ДЛЯ ТЯЖЕЛЫХ РЕЖИМОВ СТАЛИ ДОСТУПНЫМИ Разработанные LVD ножницы HGS имеют сварную конструкцию, обеспечивающую надежную работу. Рама и режущая балка обеспечивают максимальную жесткость и устойчивость к прогибу и силе кручения, обеспечивая точные результаты резки низкоуглеродистой стали толщиной до 30 мм. Регулируемый передний угол обеспечивает оптимальный контроль над процессом резки. Передний угол можно отрегулировать на минимальное значение 0,5 градуса, что позволяет резать узкие полосы с минимальной деформацией, а также уменьшать или устранять штопорообразные и дугообразные деформации. Каждое лезвие ножниц HGS имеет четыре режущие кромки и…
Диапазон Задний упор 750 мм Технические характеристики могут быть изменены без предварительного уведомления. Максимум. Режущая способность Диапазон длины резания Задний калибр_ Мин. / Макс. Угол резания Количество прижимов Мин. / Макс. Количество ходов/мин. Мин. / Макс. Расстояние от лезвия Мощность двигателя (380 В/50 Гц) Зазор_ Приблизительный вес Объем масляного бака *Другие модели по запросу. 03.2015 — Возможны изменения без предварительного уведомления — LVD Company nv, Nijverheidslaan 2, B-8560 GULLEGEM, BELGIUM Тел. +32 56 43 05 11 — [email protected] — www.lvdgroup.com Для получения полной информации об адресе вашего местного филиала или агента, пожалуйста,
Количество ходов/мин. Мин. / Макс. Расстояние от лезвия Мощность двигателя (380 В/50 Гц) Зазор_ Приблизительный вес Объем масляного бака *Другие модели по запросу. 03.2015 — Возможны изменения без предварительного уведомления — LVD Company nv, Nijverheidslaan 2, B-8560 GULLEGEM, BELGIUM Тел. +32 56 43 05 11 — [email protected] — www.lvdgroup.com Для получения полной информации об адресе вашего местного филиала или агента, пожалуйста,
Все каталоги и технические брошюры LVD
Телец
6 страниц
универсальный
8 страниц
ОСНОВНЫЕ ИНСТРУМЕНТЫ
104 страницы
LYNX FL
6 страниц
ELECTRA FL
8 страниц
DYNA-CELL
4 страницы
Импульсы
12 страниц
Орион
8 страниц
Strippit PX
12 страниц
Strippit V/VX
12 страниц
Strippit P
8 страниц
TOOLCELL
4 страницы
Easy-Form
12 страниц
PPEB
12 страниц
PPED
8 страниц
Dyna-Press
6 страниц
Synchro-Form
6 страниц
АССОРТИМЕНТ ПРОДУКЦИИ
16 страниц
ФЕНИКС ФЛ 4020, 6020
2 страницы
СЕРИЯ TL
16 страниц
TL 2665-FL
2 страницы
STRIPPIT M-SERIES
12 страниц
ЛАЗЕРНЫЙ ПУАНСОН ИНТЕГРИРОВАННЫЙ
12 страниц
Серия Sirius
7 страниц
PHOENIX FL
8 страниц
МВС
2 страницы
CS
2 страницы
ELECTRA FL
2 страницы
Генерал Проспект LVD
12 страниц
PPEC
6 страниц
Strippit V
12 страниц
AXEL
12 страниц
Архивные каталоги
TL 2665-FL
2 страницы
LYNX FL
6 страниц
Электра FL
12 страниц
ЛАЗЕРНЫЙ ПУАНСОН ИНТЕГРИРОВАННЫЙ
12 страниц
Генерал Проспект
6 страниц
Сравните
Удалить все
Сравнение до 10 продуктов
Гильотинные ножницы: анализ механических характеристик и оптимизация
Содержание
1. Введение
Введение
по сравнению с Swing Beam. гильотинные ножницы позволяют избежать зазоров в конструкции и могут регулировать угол сдвига, что обеспечивает более высокую эффективность, точность и надежность.
Однако, когда гильотинные ножницы используются для резки широких и тяжелых листов или высокопрочных тонких листов, все еще возникают некоторые проблемы, такие как деформация станка, влияющая на точность резки.
Большая часть существующей литературы посвящена влиянию параметров сдвига на точность сдвига, преобразованию конструкции и автоматизации системы управления сдвигом или моделированию процесса сдвига с дискретными точками, но лишь немногие посвящены анализу механических свойств и оптимизации структуры гильотинные ножницы.
В этой статье путем анализа статических и динамических характеристик станка моделируется процесс резки листовых ножниц, получаются данные непрерывной резки и дается схема оптимизации.
2 . Статический анализ
Статический анализ
На примере гильотинных ножниц с ЧПУ 6 × 3200 структурная модель показана на рис. 1.
быть сжата режущей пластиной.
После настройки параметров резки, таких как зазор между лезвиями и угол среза, гидравлические цилиндры на обоих концах приводят в движение верхние и нижние лезвия для завершения резки листа.
При анализе с помощью моделирования переходное скругление и резьбовое отверстие игнорируются, а упрощенная трехмерная модель импортируется в программу анализа методом конечных элементов.
Две стороны верхней опоры для инструментов представляют собой фиксированные ограничения, а связующий контакт настроен для имитации сварки и фиксации резьбы остальных частей в верхней опоре для инструментов.
Рис. 1 Структурная модель 6×3200 NC гильотинного сдвига
По формуле Норсали:
По формуле:
- σb – предел прочности пластины, подлежащей резке;
- δs — пластичность разрезаемого листа;
- h – Толщина разрезаемого листа;
- α – Угол сдвига;
- x、y、z – Коэффициент изгибающей силы, относительное значение бокового зазора режущей кромки и коэффициента прессования.

Согласно формуле (1), вертикальная поперечная сила P 1 = 212,8 кН, горизонтальная поперечная сила составляет 30 % от вертикальной поперечной силы, а горизонтальная поперечная сила P 2 = 63,8 кН.
Верхняя башня нагружается вертикальными и горизонтальными поперечными силами, которые рассчитываются с помощью ANSYS Workbench.
Деформация каждого направления в начале, середине и конце сдвига сравнивается и анализируется.
Из таблицы 1 видно, что деформация верхней тележки в направлении Y больше, и по сравнению с направлением Y деформацией в направлениях X и Z можно пренебречь.
Начальное и конечное положения деформации в направлении Y примерно равны и намного меньше среднего положения.
Деформация верхней резцедержателя имеет вогнутую форму в процессе резания.
Таблица 1 Максимальное эквивалентное напряжение и максимальная деформация по осям X, Y и Z верхней державки
| Максимальное эквивалентное напряжение/МПа | Максимальная деформация в направлении X/мм | Максимальная деформация в направлении Y/мм | Максимальная деформация в направлении Z/мм | |
| Начало | 137,7 | 0,020 | 0,141 | 0,074 |
| Средний | 135,3 | 0,090 | 0,183 | 0,650 |
| Конец | 137,2 | 0,013 | 0,151 | 0,085 |
Максимальное эквивалентное напряжение в середине и максимальная деформация в направлении Y показаны на рис. 2 и рис. 3.
2 и рис. 3.
Рис. Максимальная деформация верхнего держателя инструмента в направлении Y
В сочетании с таблицей 1 и рисунками 2 и 3 видно, что эквивалентное напряжение верхнего держателя инструмента является наибольшим в положении начала сдвига.
А расположен на месте гидроцилиндра, размером 137,7 МПа, что меньше предела текучести верхнего остатка 235 МПа.
В среднем положении резания максимальная деформация верхней резцедержателя в направлении Y приходится на заднюю опорную пластину В размером 1,183 мм.
Но деформация лезвия в направлении Y составляет 0,346 мм, менее 1 мм, что соответствует требованиям использования.
3 . Динамический анализ переходных процессов
При динамическом моделировании ползунок устанавливается в исходное положение верхней лопатки, на которую всегда действует сила сдвига, и задается определенная скорость.
Движение ползунка используется для имитации процесса резки листового ножа.
Поскольку ползунок передает только усилие сдвига, он установлен на контакт без трения с верхним лезвием.
При резке листового металла контакт между верхним лезвием и листовым металлом, подлежащим резке, показан на рис. 4, а длина контакта (s) составляет 8:1
Рис. 4 Схема резки
Для упрощения расчета считается, что перерезывающая сила равномерно распределена в прямоугольной области с длиной s и шириной (t) полотна, поэтому ползунок задан как прямоугольный параллелепипед с длиной (s) и шириной (t), как показано на рисунке 5.
Направление Y и направление Z в каждой позиции, как показано в таблице 2.
Тенденция деформации и напряжения верхнего резцедержателя в процессе резания показана на рис. 6.
Таблица 2 максимальное эквивалентное напряжение и максимальная деформация в направлениях Y и Z верхнего резцедержателя при каждом шаге нагрузки
| Ступень нагрузки | Максимальное эквивалентное напряжение/МПа | Максимальная деформация в направлении Y/мм | Максимальная деформация в направлении Z/мм |
| 1 | 138,1 | 0,265 | 0,181 |
| 2 | 153,2 | 0,380 | 0,330 |
| 3 | 158,4 | 0,403 | 0,386 |
| 4 | 159,2 | 0,469 | 0,426 |
| 5 | 157,5 | 0,592 | 0,463 |
| 6 | 153,8 | 0,571 | 0,454 |
| 7 | 148,1 | 0,580 | 0,461 |
| 8 | 150,3 | 0,635 | 0,478 |
| 9 | 153,7 | 0,543 | 0,458 |
| 10 | 154,9 | 0,477 | 0,446 |
| 11 | 153,2 | 0,482 | 0,425 |
| 12 | 141,8 | 0,358 | 0,336 |
| 13 | 136,4 | 0,250 | 0,175 |
Из Таблицы 2 и Рисунка 6 видно, что деформация верхней резцедержателя изменяется при изменении положения сдвига.
Деформация большая в середине и малая и почти симметричная с обеих сторон, что согласуется с результатами статического моделирования.
Максимальная деформация верхней резцедержателя в направлениях Y и Z происходит на шаге нагрузки 8, и деформация составляет 0,635 мм и 0,478 мм соответственно, что составляет менее 1 мм.
Максимальное эквивалентное напряжение возникает на ступени нагрузки 4 и составляет 159,2 МПа, что меньше предела текучести верхней резцедержателя 235 МПа.
Рис. 6 Деформация и максимальное эквивалентное напряжение верхней резцедержателя в направлениях Y и Z
Максимальная деформация и максимальное эквивалентное напряжение в направлении Y и Z показаны на Рис. 7, Рис. 8 и Рис. 9 соответственно.
Рис. 7 Максимальная деформация верхнего резцедержателя в направлении Y
Рис. 8 Максимальная деформация верхнего резцедержателя в направлении Z
Рис. 9 Максимальное эквивалентное напряжение верхнего резцедержателя
Из рис. 7, 8 и 9 видно, что максимальная деформация верхнего резцедержателя каретка в направлении Y происходит на лезвии C, а максимальная деформация в направлении Z происходит на лезвии D.
7, 8 и 9 видно, что максимальная деформация верхнего резцедержателя каретка в направлении Y происходит на лезвии C, а максимальная деформация в направлении Z происходит на лезвии D.
Деформация в направлениях Y и Z составляет менее 1 мм, что соответствует конструктивным требованиям.
Максимальное эквивалентное напряжение возникает в положении E верхнего держателя инструмента под действием гидроцилиндра.
Напряжение лезвия небольшое и имеет хорошую жесткость.
4 . Модальный анализ рамы
В модальном анализе четыре основания рамы фиксированы и ограничены.
Блочный метод Ланцоша выбран в качестве метода извлечения режима, а расширенный номер режима установлен на 4 для определения первых четырех собственных частот структуры кадра.
Четыре режима вибрации показаны на рисунке 10, а собственные частоты, амплитуды и модальные формы четырех структурных режимов вибрации показаны в таблице 3.
Рис. 10 Четыре режима вибрации
Таблица 3 Таблица данных модального анализа листовых ножниц
| Заказ | Частота/Гц | Амплитуды/мм | Вид вибрации |
| 1 | 19.02 | 1,77 | Передняя панель изогнута вперед в направлении X |
| 2 | 24,98 | 0,81 | Верхняя часть рамы изгибается и качается в направлении Z |
| 3 | 28,96 | 6,09 | Нижняя опорная балка изогнута вперед по оси X |
| 4 | 42,66 | 1,53 | Передняя панель изогнута вперед и назад в направлении X |
Согласно рисунку 10 и таблице 3, вибрационная деформация рамы в основном сосредоточена в передней панели и нижней опорной балке, поэтому возникает сильная вибрация и шум.
При частоте 19,02 Гц амплитуда передней панели больше, это повлияет на процесс сдвига и снизит точность сдвига.
Частота сдвига гильотинного сдвига с ЧПУ составляет 9 раз/мин, что намного меньше собственной частоты первого порядка и может соответствовать требованиям нормальной работы.
При этом в рабочем процессе следует свести к минимуму влияние внешних источников вибрации во избежание чрезмерной вибрационной деформации.
5 . Оптимизация конструкции
Из вышеприведенного анализа статических и динамических характеристик процесса резки видно, что деформация верхней револьверной головки имеет вогнутую тенденцию во время резки, что повлияет на точность заусенцев и размеров штамповки, и снизить качество резки комбайна.
Теперь, за счет регулировки зазора лезвия в параметрах резки, жесткость позиционирования верхнего держателя инструмента увеличивается, а качество резки улучшается.
В этой статье разработано устройство регулировки зазора лезвия с динамической конической направляющей, как показано на рисунке 11.
Гильотинные ножницы имеют подвижное лезвие, которое движется по прямым направляющим. Подвижное лезвие почти параллельно неподвижному лезвию в течение всего хода.
Машины для резки листового металла и листового металла используются во многих операциях по изготовлению листового металла. Перед выбором стригальной машины необходимо оценить несколько факторов, включая тип ножниц, требуемую производительность, возможности повышения производительности и безопасность.
Тип ножниц определяется многими факторами, включая длину материала, который он может обрабатывать, а также толщину и тип материала, который он может резать.
Машины для стрижки можно разделить на типы по конструкции ножниц и системам привода, которые используются в конструкции. Два типа конструкции являются общими для механических квадратных ножниц: гильотина (также известная как блок ползуна) и поворотная балка.
Конструкция с ножницами
В гильотинной конструкции (см. рис. 1 ) используется система привода для привода движущегося лезвия вниз и в положение, почти параллельное неподвижному лезвию в течение всего хода. Для гильотинных станков требуется система гибки, чтобы удерживать балки лезвий в правильном положении, когда они проходят друг мимо друга.
Конструкция поворотной балки (см. рис. 2 ) использует одну из систем привода для поворота подвижной лопасти вниз на роликовых подшипниках. Это устраняет необходимость в клиньях или способах удержания лопастей в правильном положении при их прохождении.
| Рисунок 2: Ножницы с поворотной балкой имеют лезвие, которое вращается вокруг фиксированной точки. |
Системы привода ножниц
Система привода приводит в действие движущееся лезвие через материал для выполнения разреза. Системы привода можно разделить на пять основных типов: ножной или ручной, воздушный, механический, гидромеханический и гидравлический.
Системы привода можно разделить на пять основных типов: ножной или ручной, воздушный, механический, гидромеханический и гидравлический.
Ножные ножницы. Ножные ножницы включаются, когда оператор наступает на педаль, чтобы привести в движение балку лезвия, чтобы она двигалась вниз, чтобы сделать разрез. Ножницы обычно используются при обработке листового металла толщиной примерно до 16 калибра и длиной до 8 футов. , хотя 8-футовые машины не так распространены, как машины меньшей вместимости.
Воздушный сдвиг. Чтобы использовать пневматические ножницы, оператор нажимает на педаль, которая активирует воздушные цилиндры для выполнения разреза. Цеховый воздух или автономный воздушный компрессор используются для подачи воздуха на ножницы.
Пневматические ножницы используются в мастерских для резки материалов калибра до 14 и длиной до 12 футов. Пневматические ножницы имеют простую конструкцию привода и обеспечивают защиту от перегрузок. Защита от перегрузки предназначена для правильной работы и, как правило, для нагрузки прямо вниз. Например, даже при резке материала такой толщины, которая находится в пределах возможностей станка, оборудование может быть повреждено, если материал режется без использования прижима или если зазор между лезвиями не отрегулирован должным образом. Это относится и к гидравлическим машинам.
Защита от перегрузки предназначена для правильной работы и, как правило, для нагрузки прямо вниз. Например, даже при резке материала такой толщины, которая находится в пределах возможностей станка, оборудование может быть повреждено, если материал режется без использования прижима или если зазор между лезвиями не отрегулирован должным образом. Это относится и к гидравлическим машинам.
Механические ножницы с прямым приводом. Эти ножницы срабатывают, когда оператор нажимает на педаль, чтобы включить двигатель, который опускает балку для выполнения разреза. Двигатель выключается в конце цикла, и балка лезвия возвращается в начало хода. Эта конструкция подходит для ножниц, когда они не используются постоянно, потому что машина потребляет энергию только тогда, когда она активирована.
Механические ножницы с маховиком. При использовании механических ножниц с маховиком оператор нажимает на педаль, чтобы активировать муфту, которая задействует маховик для выработки мощности, необходимой для перемещения балки лезвия вниз.
Механические машины быстрые и имеют лучшую конструкцию для резки определенных типов материалов. Большинство приобретаемых сегодня механических станков используются для материалов толщиной до 10 калибров и длиной до 12 футов.
Ножницы гидромеханические. Эти ножницы имеют гидравлический цилиндр или цилиндры, которые приводят в действие механическое устройство, такое как рычаг, для перемещения лезвия вниз для выполнения разреза. Некоторые считают, что с этим типом ножниц можно использовать меньшую гидравлическую систему, потому что механическое устройство производит мощность.
Гидравлические ножницы. Эти ножницы приводятся в действие, когда оператор нажимает на педаль, чтобы активировать гидравлические цилиндры, приводящие в действие балку отвала.
Ножницы для оценки
Одним из соображений, используемых при оценке ножниц, является мощность, необходимая для конкретных работ. В технических характеристиках почти всех ножниц указана производительность по мягкой и нержавеющей стали. Чтобы сравнить требования изготовителя с требованиями к машине, технические характеристики материалов изготовителя должны быть сопоставлены с производительностью машины.
Чтобы сравнить требования изготовителя с требованиями к машине, технические характеристики материалов изготовителя должны быть сопоставлены с производительностью машины.
Некоторые значения прочности на сдвиг рассчитаны для мягкой стали, которая может иметь предел прочности при растяжении 60 000 фунтов на квадратный дюйм (PSI), в то время как другие рассчитаны для стали A-36 или предела прочности при растяжении 80 000 фунтов на квадратный дюйм. Производительность по нержавеющей стали почти всегда меньше, чем по мягкой стали или стали А-36. Некоторых производителей металла может удивить тот факт, что некоторые сорта алюминия требуют такой силы для сдвига, как
требуется для резки стали. Всегда лучше проконсультироваться с производителем ножниц, если есть сомнения относительно производительности.
| Рисунок 3: Здесь показаны проблемы, которые обычно влияют на качество резки.  Передний угол ножниц играет важную роль в определении качества резки. Передний угол ножниц играет важную роль в определении качества резки. |
Передний угол лезвия (угол подвижного лезвия, когда оно проходит мимо неподвижного лезвия) важен для определения качества резки. Как правило, чем меньше передний угол, тем лучше качество реза. Проблемы с качеством резки, такие как искривление, скручивание и изгиб (см. Рисунок 3 ), видны на более коротких кусках (длиной до 4 дюймов), которые после резки отстают от ножниц. Машины с меньшим передним углом требуют большей мощности, чем машины с большим передним углом.
Некоторые станки гильотинного типа имеют переменный передний угол, который можно регулировать в соответствии с длиной разрезаемой детали. Чтобы оценить, является ли эта конструкция с переменным передним углом лучшим вариантом для производителя, необходимо определить тип и толщину разрезаемого материала, длину разреза, его часть, которая будет отставать от ножниц, а также доступный передний угол для работы. определяется.
Например, если фиксированный передний угол имеет фиксированный передний угол 1-1/3 дюйма, а станок с регулируемым передним углом имеет диапазон от 1 до 3 градусов с использованием настройки 3 градуса для толщины 1/4 дюйма, фиксированные гребенки обеспечат более качественную резку на 3-дюймовой полосе. С другой стороны, машина с регулируемым передним углом может давать более качественный рез на 1/2-дюймовой полосе материала 24 калибра.
Как правило, не следует ожидать хорошего реза на полосе, толщина которой меньше восьмикратной толщины материала (пример: 2-дюймовая полоса из стали толщиной 1/4 дюйма). Машины с регулируемыми граблями обычно можно найти в магазинах с более толстыми требованиями к емкости, такими как 1/2 дюйма и выше. В случае с этими более тяжелыми машинами изменение переднего угла позволяет лучше резать широкий диапазон толщин и типов.
материалов.
Повышение производительности
Многие пользователи ножниц зависят от важных стандартных функций и дополнительных принадлежностей, которые могут повысить их производительность. Повышение производительности может проявляться во многих формах: экономия труда, лучший поток материала, повышенная точность, лучшее качество резки, которое может предотвратить необходимость в дополнительных операциях, и, что наиболее важно, повышенная безопасность. Элементы, которые могут помочь повысить производительность, включают:
- Выравнивание рычагов. Квадратный рычаг используется для выравнивания листа для обрезки. Его также можно использовать, в зависимости от его конфигурации, для фронтальной калибровки и поддержки более длинных листов.
- Опорные рычаги. Опорные рычаги используются для поддержки материала в передней части станков и при наличии надлежащих передних калибровочных упоров могут использоваться для измерения отрезаемой детали.
- Остановки. Различные типы упоров, такие как поворотные упоры и исчезающие упоры, используются на выпрямляющих и опорных рычагах. Упоры используются для фронтального калибрования материала. Как правило, исчезающие упоры являются более широко используемыми упорами на передних опорных рычагах.
 Исчезающие упоры позволяют подавать пластину через упор, который становится утопленным и заподлицо с верхней частью стола станка, а затем выдвигается, когда сверху упора больше нет материала.
Исчезающие упоры позволяют подавать пластину через упор, который становится утопленным и заподлицо с верхней частью стола станка, а затем выдвигается, когда сверху упора больше нет материала. - Программируемые задние упоры. Программируемый задний упор позволяет устанавливать размер заднего упора и, поскольку это программируемое устройство, может управлять другими аксессуарами.
- Устройство поддержки листов. Это устройство (некоторые из них включают в себя передние опорные рычаги или передний квадратный рычаг в качестве устройства поддержки листа) обычно расположено за лезвиями, чтобы удерживать материал на заднем упоре и поддерживать его, чтобы предотвратить провисание и обеспечить точный разрез. Когда для поддержки материала используется устройство поддержки листа, последовательность действий следующая: нажимается педаль; прижимы опускаются и зажимают материал; переднее опорное устройство смещается или падает в сторону; материал режется. По завершении цикла процесс возвращается в нейтральное положение, чтобы можно было выполнить следующий разрез.
- Задний упор с ручным или механическим приводом. Этот задний упор используется для настройки размера заднего упора, чтобы контролировать размер кусков, падающих за лезвиями.
- Различные типы материала лезвия для обеспечения максимального срока службы лезвия. В зависимости от типа разрезаемого материала доступны различные типы лезвий. Цель состоит в том, чтобы обеспечить наилучший и наиболее длительный срок службы лезвия за вложенные деньги.
- Ручная регулировка зазора полотна. Текущая регулировка зазора лезвия позволяет оператору настроить машину на правильную настройку зазора лезвия для толщины, типа и размера разрезаемого материала. Предпочтительно, чтобы эта регулировка производилась с одной стороны машины. На некоторых типах машин регулировка зазора должна выполняться с каждой концевой рамы, что увеличивает вероятность ошибки, если обе регулировки не совпадают.
- Силовая регулировка зазора лезвия. Силовая регулировка зазора лезвия регулирует зазор лезвия с помощью двигателя. Эту регулировку часто можно контролировать с помощью компьютерного управления станком после того, как параметры толщины, типа материала и размера для резки вводятся в контроллер.
- Передача мяча. Шариковые передачи — это аксессуары, установленные на столе станка для облегчения перемещения пластины. Это особенно выгодно при резке более толстого материала.
- Блок конвейера/укладчика/сепаратора лома. В задней части машины добавлен блок конвейера/укладчика. Конвейер перемещает материал либо вниз в укладчик, либо, в некоторых случаях, возвращает пластину после того, как она была срезана, обратно в переднюю часть машины для еще одного разреза. Приспособление для обрезки/сепарации к укладчику/конвейерному блоку отделяет обрезки или обрезки материала от пригодного для использования материала.
- Передний возвратный узел. Это устройство конвейерного типа, которое подает материал обратно к передней части машины через область лезвия, чтобы из куска можно было сделать последующие разрезы.
- Ручная однократная система смазки. Ручная система смазки смазывает точки в определенных местах.
- Автоматическая система смазки. Эта система автоматически обеспечивает соответствующую смазку точек смазки на систематической основе.
- Зазор в раме для резки. Зазор в раме для продольной резки позволяет резать детали длиннее длины лезвия.
- Световой луч/линия сдвига. Эта линия предназначена для облегчения резки материала по размеченной линии. Оператор отмечает пластину. Отбрасываемая теневая линия позволяет оператору выровнять нанесенную линию с краем лезвия для более точного реза.
- Подушечки или аналогичные приспособления в нижней части прижима. Эти устройства могут быть добавлены к нижней части прижима, чтобы предотвратить повреждение материала.
- Виброизоляционные прокладки. Для облегчения установки ножниц можно использовать виброизоляционные прокладки, особенно когда непрактично или невыполнимо помещать их в большую яму, когда это необходимо.
- Регулировка хода. Регулировка хода позволяет оператору установить длину реза.
- Высокоскоростные устройства. Эти устройства увеличивают количество ударов в минуту.
Безопасность
Безопасная и правильная эксплуатация всех металлообрабатывающих станков должным образом обученным персоналом является обязательной. Стрижка не исключение. Потенциально опасная машина, ножницы должны эксплуатироваться в соответствии со всеми федеральными, государственными и местными постановлениями и инструкциями производителя.
Ножницы должны поставляться с дополнительными средствами безопасности, такими как защитные ограждения и предупреждающие этикетки, которые необходимо оставить на месте. Некоторые операции требуют использования дополнительных средств безопасности, таких как задние ограждения и световые завесы. Как правило, чем больше отверстие под кожухом для толщины материала, тем больше расстояние от лезвия, которое необходимо защитить.
Кроме того, использование надлежащих методов погрузочно-разгрузочных работ имеет решающее значение для деталей, которые загружаются в машину, а также для деталей, извлекаемых из задней части машины.
