Ножницы гильотинные гидравлические: купить гидравлическую гильотину для металла в Москве, Санкт-Петербурге, Казани и других городах России по низкой цене
Содержание
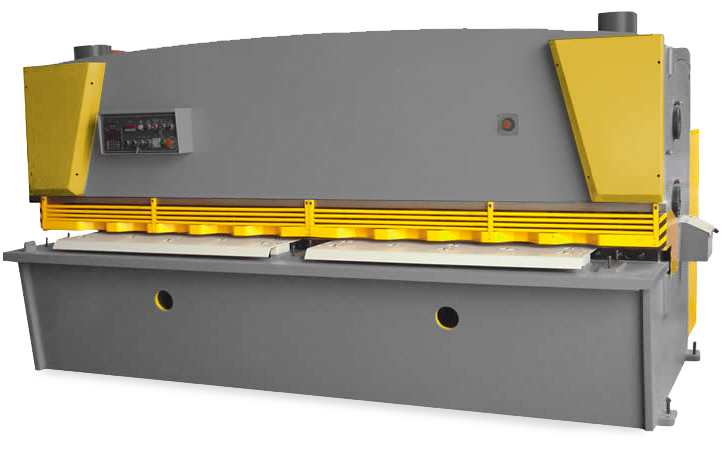
Ножницы гильотинные гидравлические НГ6Г.01 — цена, отзывы, характеристики с фото, инструкция, видео
Ножницы моделей НГ6Г– это современное оборудование, отвечающее всем требованиям производства, имеют преимущества перед кривошипными ножницами в эксплуатации и обслуживании, хорошее базовое оснащение и различные варианты комплектации.
Ножницы гильотинные гидравлические с наклонным ножом предназначены для прямой продольной и поперечной резки листового материала с σ
вр
≤ 45 кгс/мм
2
. Резка металла производится за один ход ножа по разметке или упору.
Ножницы эксплуатируются в закрытых помещениях или на открытом воздухе, при температуре окружающей среды от -25 °С (с опцией подогрева) до +40 °С. Удобство в работе, пониженная шумность, высокое качество реза и надежность позволяют эксплуатировать данное оборудование в производствах с высокими требованиями к качеству оборудования.
Настройка работы ножниц осуществляется с пульта (контроллера), установленного на станине (базовое исполнение) или поворотной стойке (с ЧПУ), рабочий ход с педали. Электрическая схема обеспечивает работу ножниц на одиночных и автоматических ходах.
Электрическая схема обеспечивает работу ножниц на одиночных и автоматических ходах.
Гидравлические гильотинные ножницы мод. НГ имеют современный дизайн и изготовлены с применением новейших технологий. Ножницы режут материалы с различным сопротивлением и пределом текучести. Имеют ровную и точную линию реза, в результате этого, заготовка получается высокого качества.
Станина ножниц является цельносварной конструкцией, прошедшая операцию снятия напряжения после сварки, что обеспечивает ее жесткость и долговечность. Стол является сварной конструкцией, усиленный ребрами жесткости для сопротивления станины к деформации и действию торсионных сил.
Гидравлическая система расположена с задней стороны оборудования. Легкосъемный гидроагрегат находится в верхней части ножниц, что удобно не только при работе на ножницах, но и при проведении ремонтных работ. В ее конструкции минимизирована возможность протечек. Цилиндры, прижимы листа и насосы соединены гибкими трубопроводами. Защита станка во время цикла резки и прижимов листа от перегрузки осуществляется двумя клапанами понижения давления. Большой резервуар для масла обеспечивает бесперебойную работу станка при массовом производстве.
Защита станка во время цикла резки и прижимов листа от перегрузки осуществляется двумя клапанами понижения давления. Большой резервуар для масла обеспечивает бесперебойную работу станка при массовом производстве.
По желанию заказчика устанавливается любая гидравлическая импортная (европейская) система (в том числе комплектующие: гидроаппаратура, гидроаккумулятор, насос и т.д.) за дополнительную плату.
Все элементы управления удобно расположены с левой стороны станка и легко доступны для оператора (на фото справа).
Прижимные гидравлические цилиндры с возможностью наклона, давление на которых независимо от основного давления станка, для правильного закрепления заготовки любой толщины. С левой и правой стороны ножниц прижимы установлены более тесно для закрепления и резки небольших по длине заготовок. Оснащены защитной решеткой и позволяют выполнять резы без риска возникновения несчастных случаев.
Механизированная регулировка зазора между ножами при помощи мотор-редуктора позволяет непосредственно самому оператору без дополнительной посторонней помощи, за минимальное время (в течение одной минуты), переходить от реза материала минимальной толщины к резу материала максимальной толщины, не прилагая никаких дополнительных усилий для этого с помощью кнопок на панели управления. Вся информация для определения необходимого зазора между ножами находится непосредственно перед оператором. Вывод информации по установленному зазору осуществляется на градуированную шкалу. (При заказе комплектации ножниц системой ЧПУ эта опция устанавливается на сенсорном ж/к экране ЧПУ).
Вся информация для определения необходимого зазора между ножами находится непосредственно перед оператором. Вывод информации по установленному зазору осуществляется на градуированную шкалу. (При заказе комплектации ножниц системой ЧПУ эта опция устанавливается на сенсорном ж/к экране ЧПУ).
Тип подачи ножевой балки: прямая, вертикальная, когда ножевая балка ходит по направляющим. На гидравлических гильотинных ножницах с прямой подачей ножевой балки имеется возможность регулировки угла резания. Для оптимальной резки толстых листов этот угол составляет 2,5-4 градуса, тогда как для резки тонких листов этот угол составляет 0,5-1,44 градуса, что уменьшает деформацию отрезаемой заготовки. Гидравлическая регулировка угла наклона верхнего ножа устанавливает минимальное допустимое значение угла реза в зависимости от толщины и свойств материала, обеспечивая качественный рез узких полос, уменьшая или исключая погрешности скручивания. Определение значения и изменения установки угла наклона верхнего ножа осуществляется с пульта управления. (При заказе комплектации ножниц системой ЧПУ эта опция устанавливается на сенсорном экране ЧПУ).
(При заказе комплектации ножниц системой ЧПУ эта опция устанавливается на сенсорном экране ЧПУ).
Задний упор состоит из двух прочных балок (плюс направляющие и ходовой винт) и параллельного столу регулируемого бруса. Эта конструкция обеспечивает точное позиционирование листа. В базовой комплектации установлен механический задний упор без функции подъема над листом (МОТ). За дополнительную плату возможна установка заднего упора типа SUB (на фото слева) с функцией подъема над листом при резке длинных заготовок (собственной конструкции). Отходя назад, упор механически поднимается для резки длинных листов.
За дополнительную плату возможна установка механизированного заднего упора длиной до 1400 мм, который управляется с пульта управления, данные о положении отображаются на дисплее. При установке ЧПУ возможно устанавливать длину хода ножей и отход упора от листа в процессе резки. Точность позиционирования заднего упора при установке ЧПУ составляет 0,1 мм.
Защитные ограждения рабочей зоны (на фото справа) и блокировки обеспечивают высокую степень безопасности при работе на ножницах. Возможна установка фотобарьеров в зоне заднего упора для исключения случаев травмирования персонала во время работы ножниц. Включение ножниц возможно только с помощью ключа, что соответствует европейским и последним российским требованиям промышленной безопасности, предъявляемым к данному оборудованию.
Возможна установка фотобарьеров в зоне заднего упора для исключения случаев травмирования персонала во время работы ножниц. Включение ножниц возможно только с помощью ключа, что соответствует европейским и последним российским требованиям промышленной безопасности, предъявляемым к данному оборудованию.
Удлинители рабочего стола (на фото слева) служат для поддержки и перемещения разрезаемого листа на входе в зону реза.
Боковая направляющая 1000 мм (на фото справа) с убираемым упором и мм-линейкой с метрической шкалой, установленные на крайнем удлинителе служат для базирования заготовки при резе без использования заднего упора – по разметке или когда невозможно базирование по заднему упору.
В базовой комплектации на рабочем столе установлены шариковые направляющие (на фото слева) для обеспечения легкой манипуляции с листами металла на входе в рабочую зону реза.
Лазерный указатель линии реза (на фото справа) позволяет произвести точную установку листа под линию реза при работе с резом по разметке.
Двух- или трехсекционные четырехсторонние ножи высокого качества позволяют резать как углеродистую так и легированную сталь, четыре режущих кромки могут быть перевернуты четыре раза до переточки. Нижний нож установлен при помощи подвижного бруса, обеспечивающего минимальный зазор по всей длине и позволяет выполнять корректировку линии реза при резке тонколистового металла без заусенцев. После перешлифовки ножей есть возможность корректировки минимального зазора между ножами. На оборудовании установлены ножи из стали 6ХВ2С. Ножи одинаковые по твердости, как основные, так и запасные (при заказе). Ножи, устанавливаемые на наших ножницах и запасные способны резать сталь с пределом кратковременной прочности до 800 МПа.
По требованию Заказчика возможна установка системы подогрева рабочей жидкости для работы при отрицательных температурах окружающего воздуха (до -25 °С) предоставляет возможность эксплуатации ножниц в не отапливаемых помещениях в холодное время года без риска повышенного износа и выхода из строя узлов и механизмов ножниц.
Для того, чтобы тонкий лист металла не прогибался, нарушая при этом точность реза на ножницы может устанавливаться (за дополнительную плату) пневматическая поддержка листа (на фото справа).
Электрический шкаф собственного производства изготовлен из современных и высоконадежных комплектующих фирмы Siemens (По требованию Заказчика возможна установка другой фирмы). Электрическая схема обеспечивает работу ножниц на одиночных и автоматических ходах. Имеется система аварийной остановки цикла при падении напряжения. Переносная педаль управления. Смазка основных механизмов комбинированная.
Системы числового программного управления ножницами с ПЛК фирм OVEN, Siemens, OMRON и других позволяет выбрать с пульта касанием на экране и установить:
- Марку металла;
- Толщину металла;
- Длину реза;
- Количество требуемых резов;
- Зазор между ножами;
- Угол наклона ножей;
- Позицию заднего упора с возможностью отхода упора во время резки.

Кроме ручного ввода имеется автоматический режим, когда система программирования, исходя из марки материала и толщины металла, автоматически обеспечивает расчет и установку угла наклона ножей и зазора между ножами.
Сенсорный дисплей позволяет ввести необходимые параметры резов в таблицу. Для безопасности работы каждый ход совершается от нажатия педали. Совершив нужное количество ходов, станок начинает выставлять зазор и задний упор для второй позиции. Задний упор на точной шариково-винтовой паре. После прохождения всех позиций станок переходит в ручной режим, оставляя параметры последней позиции. Кнопки «изменения зазора», «заднего упора» и «угла между ножами» на сенсорном дисплее продублированы и выведены на пульт отдельными кнопками. Так же в меню сенсорной панели имеются кнопки включения освещения, включения маслостанции, подменю – для настройки зазора между ножами и заднего упора (выставления крайних точек режущих ножей и заднего упора). Регулировка хода верхней (режущей) балки.
| Характеристика | Значение |
|---|---|
| Максимальная толщина листа при σ вр ≤ 45 кгс/мм 2 , мм | 6 |
| Минимальная толщина листа при σ вр ≤ 45 кгс/мм 2 , мм | 0,3 |
| Максимальная ширина листа, мм | 2500 |
| Угол наклона подвижного ножа, град | 0.3°-2°45’ |
| Максимальное перемещение заднего упора, мм | 800 |
| Максимальная длина отрезаемой полосы, мм | 800 |
| Частота ходов ножа, мин -1 | 12-14* |
| Подсветка линии реза | Лазерный индикатор/Теневая подсветка |
| Расстояние между стойками в свету, мм | 2730 |
Кол-во режущих кромок ножа, шт. | 4 |
| Количество гидроприжимов | 10 |
| Эл.двигатель главного привода — мощность, кВт — кол-во оборотов, мин -1 | 7.5 1440 |
| Эл.двигатель заднего упора — мощность, кВт — кол-во оборотов, мин -1 | 0.37 1400 |
| Количество режимов работы | 2 |
| Управление рабочим ходом | ножная педаль |
| Габаритные размеры, мм | 3100 х 1550** х 2050 |
| Вес НГ6Г.01 , кг | 4700 |
* при резе коротких заготовок возможно до 18 – с функцией управления длиной реза управляется с педали
** без удлинителей стола и бокового упора
Комплектация
В базовую комплектацию гидравлических ножниц входит:
- Ножницы в сборе, пульт управления (контроллер с УЦИ) на станине, передвижная педаль управления с функцией управления длиной реза
- Рабочий стол с шариковыми опорами для облегчения передвижения разрезаемого материала;
- Удлинители рабочего стола
- Быстросъемный боковой упор с линейкой 1000 мм
- Задний электромеханический упор с ходом 10-800 мм (точность позиционирования 0,1 мм) – управление кнопочное, с контроллера, информация о положении на экране контроллера
- Решетчатое ограждение зоны реза;
- Электронный счетчик ходов с выводом информации на экран контроллера
- Регулируемый угол продольного наклона ножевой балки для минимизации эффекта скручивания отрезаемой заготовки — управление кнопочное, с контроллера
- Регулируемый зазор между ножами для качественного реза металла различной толщины – управление кнопочное, с отдельного пульта, с выводом информации на спец.
 шкалу
шкалу - Освещение рабочей зоны с лазерным указателем линии реза для возможности точной отрезки по разметке без применения упора
- Верхний и нижний ножи с 4-х сторонней заточкой;
- Гидроприжимы листа с полиуретановыми наконечниками – не повреждают металл
Доп. комплектация
Для ножниц модели НГ6Г предусмотрены следующие опции (за дополнительную плату):
- ЧПУ – оснащение включает в себя следующие изменения: контроллер на поворотной консоли с сенсорным цветным дисплеем управления, задний упор с точностью позиционирования ±0.3 мм, автоматические настройки заднего упора, зазора между ножами, наклона ножевой балки в зависимости от толщины и марки металла, программирование работы и т.д.
- Секция для рубки сортового проката (уголок, круг) только для моделей без ЧПУ
- Боковой упор для резки под углом, передние съемные упоры
- Задний упор с функцией подъема над листом при резе длинных заготовок
- Задний упор с увеличенным ходом — до 1000 мм
- Задний упор ШВП с точностью позиционирования ±0,1 мм (без установки ЧПУ)
- Подогрев рабочей жидкости для работы при отрицательных температурах (до -25 °С)
- Универсальный рольганг для облегчения подачи разрезаемого материала в зону реза (приводной / неприводной)
- Универсальная откатная тележка (приводная / неприводная)
- Окраска в цвет Заказчика
- Световые защитные барьеры в рабочей зоне и зоне заднего упора с электроблокировками
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
НГ3322.25 Ножницы гидравлические гильотинные
Устройство и принцип работы гидравлических гильотинных ножниц НГ3322.25
- Крепления станины к фундаменту
- Станина
- Гидравлические прижимы
- Привод регулировки зазора между ножами
- Трубопровод гидравлической системы
- Упор задний
- *Механизм регулироки зазора между ножами
- Ограждение зоны реза
- Электрооборудование
- Станция гидропривода
- Правый гидроцилиндр
- Левый гидроцилиндр
Станина гидравлических гильотинных ножниц НГ3322.25
Станина является основным узлом гильотинных ножниц НГ3322.25, на котором крепятся остальные части гильотины. Станина сборно-сварочная состоит из следующих элементов:
- стйка левая
- стйка левая
- стол (на нём крепятся три ножа)
- прижимная балка
- направляющие
- воздухоспускной клапан ( для выпуска воздуха из балки прижимной 4)
Гидравлический прижим гильотинных гидравлических ножниц НГ3322.
 25
25
- Корпус
- Пружина
- Пята
- Полиуретановый демпфер
- Шток
- Манжета
- Уплотнительное кольцо
Гидравлический служит для фиксации листа на столе ножниц во время операции реза. Состоит из корпуса 1 с установленным уплотнительным коль-цом 7, штока 5 с установленной манжетой 6, который толкает пяту 3. Пружина 2 возвращает шток вверх при обратном ходе ножевой балки. Полиуретановый демп-фер 4 служит для бережного прижима заготовки, не оставляя следов.
Ножевая балка гильотинных гидравлических ножниц НГ3322.25
Установка ножей гильотинных ножниц НГ3322.25
- Верхние ножи
- Нижние ножи
- Компенсатор верхних ножей
- Компенсатор нижних ножей
- Винты крепления нижних ножей
- Винты крепления верхних ножей
- Футорки
- Контрогайки
Балка ножева представляет собой жесткую сварную конструкцию . К ней винтами 6 крепятся верхние ножи 1 Футорки 7 с контрогайками 8 служат для наиболее точной установки верхних ножей по все опорной плоскости ножевой балки
Задний упор гильотинных ножниц НГ3322.
 25
25
- Упорная балка
- Кронштейны
- Каретки
- Соеденительные оси
- Ходовые винты
- Электродвигатель
- Корпуса
- Ременая передача
- Подмоторная плита
- Тарельчатые пружины
- Упорная полоса
- Винты
Упор задний служит для установки длины разрезаемого листа. Состоит из упорной балки 1, которая через кронштейны 2 крепится на каретках 3. Кронштейны соединены с каретками с помощью осей 4. Каретки перемещаются на ходовых винтах 5, установленных в корпусах 7. Корпуса болтами закреплены на ножевой балке. Натяжение ременной передачи между эл.двигателем 6 и ходовым винтом осу-ществляется регулировкой подмоторной плиты 9. Плоскостность упорной поверхности балки обеспечивается винтами 12 и точ-ной регулировкой упорной полосы 11 с помощью потайных винтов. Тарельчатые пружины 10 служат демпфером для смягчения ударной нагрузки от подаваемой заготовки относительно механизма заднего упора.
Механизм регулировки зазора гильотинных ножниц НГ3322.
 25
25
- Боковые стенки станины 2шт
- Ножевая балка 1шт
- Подшипник 2шт
- Крышка подшипника 2шт
- Болт 16шт
- Эксцентрик 2шт
- Заглушка 2шт
- Болт 12шт
- Ось 2шт
- Зубчатый сегмент 2шт
- Болт 8шт
- Вал 1
- Ведущая шестерня 2шт
- Стопорная втулка 2шт
- Масляный канал 2шт
- Мотор-редуктор 1шт
- Подшипник 2шт
- Эксцентриковая втулка 2шт
- Гужон 2шт
Механизм регулировки зазора между ножами осуществляется путем смемещения опорных подшипников 3 ножевой балки 2 с помощью проворота эксцентриков 6. К эксцентрикам закреплены зубчатые сегменты 10, которые приводятся в движение ведущими шестернями 13, установленными на валу 12 мотор-редуктора 16.
Гидравлика ножниц гильотинных НГ3322.25
Гидроцилиндр гильотинных ножниц НГ3322.25
- Корпус цилиндра
- Гайка цилиндра
- Уплотнение штока
- Манжета
- Грязесъемник
- Защитное фторопластовое кольцо
- Кольцо уплотнительное
- Шток
- Поршень цилиндра
- Защитное фторопластовое кольцо
- Проушина цилиндра
- Проушина штока
- Подшипник
- Стопорное кольцо
- Тавотница
- Винт
Гидравлическая схема гильотинных ножниц НГ3322.
 25
25
1 | Корпус гидроблока | |
1.2 | Двухходовой клапан | LC16A10D7 |
1.3 | Корпус клапана | |
1.4 | Гидрораспределитель | 0810091225 |
1.5 | Предохранительный клапан | DBDH 6K1X/315 |
1.6 | Золотниковый распределитель | 4WEH 16 L7X |
1.7 | Гидрораспределитель | 0810091212 |
1.8 | Клапан последовательный | |
1.9 | Двухходовой клапан | LC32 A40D7X |
1.10 | Корпус клапана | |
1.11 | Предохранительный клапан | DBDH 10 K1X/315 |
1. | Обратный клапан | M-SR 20 KE05-1X |
1.13 | Клапан | |
1.14 | Катушка | 24В |
1.15 | Винт |
|
1.16 | Отверстие |
|
1.17 | Отверстие |
|
1.18 | Отверстие |
|
1.19 | Отверстие |
|
1.20 | Отверстие |
|
 12
12Транспортирование и устновка гидравлических гильотинных ножниц НГ3322.25
Транспортирование ножниц НГ3322.25 следует производить только за цапфы согласно приведенной схемы
- При захвате тросом необходимо следить за тем, чтобы не повредить лакокра-сочные покрытия ножниц.

- После установки на фундаменте цапфы и предохрани-тельные накладки снять.
- Перед установкой станок необходимо тщательно очистить от антикоррозионных по-крытий. Наружные поверхности станка покрыты антикоррозионной ингибированной смаз-кой НГ-203А. Для удаления смазки нужно воспользоваться деревянной лопаточкой и салфетками, смоченными бензином или уайт-спиритом.
- Во избежание коррозии очищенные поверхности нужно покрыть тонким слоем мас-ла ИЗОА ГОСТ 20799—75 или масла, заменяющего его.
Установка гильотинных гидравлических ножниц НГ3322.25
- Ножницы гильотинные НГ3322.25 устанавливаются на фундамент, показанный на рис
- При этом глубина заложения фундамента определяется в зависимости от состояния грунта, но не менее 800 мм.
- Точность установки ножниц НГ3322.25 в поперечном и продольном направлениях должна быть выдержана в пределах до 0,2 мм на длине 1000 мм.
- Горизонтальность стола ножниц необходимо периодически проверять (но не реже одного раза в шесть месяцев
Подготовка гильотинных гидравлических ножниц НГ3322.
 25 к первоначальному пуску
25 к первоначальному пуску
- Очистите ножницы гильотинные гидравлические НГ3322.25 от антикоррозийной смазки
- Убедиться в правильности монтажа и надежности крепления всех соединений
- Выполнить требования, изложенные разделе «Система смазки»
- Заземлить ножницы НГ3322.25 подключением к общей цеховой системе заземления.
- Подключить ножницы к электросети, проверив соответствие напряжения сети и электрооборудования ножниц.
- Ознакомиться с обозначением и назначением кнопок и переключателей на пульте управления.
- Установить переключатель режимов работы в положение «НАЛАДКА» и с помощью кнопок на пульте управления убедиться в правильности работы машины и выполнении всех команд, четкости срабатывания путевых выключателей и блокировок.
- Установить переключатель режимов работы в положение «Одиночный ход».
- С помощью педали произвести обкатку ножниц гидравлических гильотинных НГ3322.25 в течение одного часа.
- На всех режимах необходимо проверить четкость работы и герметичность гидросистемы, взаимодействие частей и деталей, отсутствие интенсивного нагрева трущихся пар и рабочей жидкости.

Система смазки ножниц гидравлических гильотинных НГ3322.25
Точки смазки ножниц гильотинных гидравлических НГ3322.25:
- Подшипники гидроцилиндров
- Подшипники ножевой балки
- Шестерни регулировки зазора между ножами
- Винты заднего упора и направляющие
Смазка ножниц обеспечивается жидкой смазкой, осуществляемой вручную с периодичностью раз в месяц
Техническое обслуживание ножниц гидравлических гильотинных НГ3322.25
- Техническое обслуживание гидравлических гильотинных ножниц НГ3322.25 состоит из проверки их технического состояния внешним осмотром и в процессе работы, цель которых – предупредить возникнове-ние неисправностей (повысить надежность) и уменьшить изнашивание деталей (по-высить долговечность) и, следовательно, длительное время поддерживать ножниц в состоянии постоянной технической исправности и готовности к работе. Правильная эксплуатация и уход гарантируют безотказную работу ножниц, увели-чивает их межремонтные сроки и производительность.
 Для этого нужно соблюдать следующие правила:
Для этого нужно соблюдать следующие правила: - содержать ножницы гильотинные гидравлические НГ3322.25 в чистоте;
- приступая к работе, проверить в наличие масла в баке гидропривода, редукторе, при необходимости долить;
- первичную замену масла производить через три месяца после пуска ножниц в эксплуатацию, а затем регулярно осуществлять контроль за качеством масла и, при необходимости заменять его, но не реже одного раза в шесть месяцев работы;
- перед пуском удалить воздух из гидросистемы;
- периодически проверять паспортные данные ножниц, при наличии отклонений ножницы остановить и настроить;
- следить за состоянием трубопроводов на отсутствия течи масла;
- ежедневно проверять исправность заземляющих устройств;
- при длительной интенсивной работе ножниц периодически проверить нагрев узлов, следить за состоянием подшипниковых узлов, они должны быть постоянно смазаны;
- следить за состоянием электрических блокировок рабочих органов;
- по окончании работы очистить ножницы гильотинные гидравлические НГ3322.
 25 от грязи и пыли, смазку производить согласно требованием раздела «Смазочная система» настоящего РЭ;
25 от грязи и пыли, смазку производить согласно требованием раздела «Смазочная система» настоящего РЭ; - периодически, не реже одного раза в шесть месяцев проверять положение ножниц на фундаменте.
- ножницы гильотинные гидравлические НГ3322.25 обслуживаются одним оператором III разряда.
Электрооборудование гидравлических гильотинных ножниц НГ3322.25
- Питание электрооборудования гидравлических ножниц НГ3322.25 осуществляется через вводной автоматический выключатель QF1 от цеховой сети.
- Род тока – переменный, 3-х фазный.
- Напряжение – 380В; 50 Гц.
- Напряжение цепей управления постоянного тока 24В.
- Напряжение цепей сигнализации постоянного тока 24В.
- Напряжение цепей освещения реза постоянного тока 24В.
- Мощность главного привода 30кВт.
- Насос гидросистемы ножниц приводится во вращение асинхронным трехфазным двигателем с короткозамкнутым ротором.
- Двигатель маслостанции включается магнитным пускателем КМ1 через автоматический выключатель QF2.

- Управление гидроаппаратами осуществляется электромагнитными клапанами. Рабочее напряжение катушек электромагнитов – 24В постоянного тока. Ограничение движения суппорта ножа осуществляется конечными выключателями.
- Система управления построена на базе ПЛК Omron CP1L и панели оператора Omron NB7W.
- Управление прессом осуществляется с пульта управления. На панели пульта располагаются панель оператора, кнопки управления, переключатели, индикация .
- На боковой стенке электрошкафа установлен вводной автомат QF1. Расположение пускорегулирующей и управляющей аппаратуры приведено на рисунке 2.
- Через отверстия в днище электрошкафа подводится питание ~380В трехфазного переменного тока 4х16мм2.
Панель пульта управления ножниц гидравлических гильотинных НГ3322.25
Первоначальное включение гидравлических ножниц НГ3322.25 после монтажа должно осуществляться опытным и достаточно квалифицированным персоналом, имею-щим допуск к производству пуско-наладочных работ и предварительно ознаком-ленным с принципиальной электросхемой гидравлических ножниц и данным руко-водством.
Установка зазора между ножами идравлических ножниц НГ3322.25;
после ввода авторизации в системе управления откроется окно «Системные настройки»
- Ввыставить «Значение в точке» =0,1
- «Поправочный коэффициент» =0,00068
- Важать кнопку «SET»
- Первоначальная установка «Нуля» зазора завершена.
Автоматическая установка зазора между ножами
Для автоматической установки зазора необходимо из режима «Наладка» перейти в режим «Одиночный ход». На панели оператора на главном экране необходимо выбрать толщину металла, зазор выставляется в соответствии с данными:
Толщина листа, мм | 2 | 4 | 6 | 8 | 10 | 13 | 16 |
Зазор, мм | 0.1–0.15 | 0.35 | 0.55 | 0.75 | 0. | 1.25 | 1.55 |
 95
95При нажатии на кнопку «Установка механизмов» зазор выставится автоматически.
Установка заднего упора ножниц гидравлических гильотинных НГ3322.25
В окне «Системные настройки»:
- Выставить «Значение в точке 0»= 0
- Выставить «Поправочный коэффициент» = 765
- Важать кнопку «SET»
- Первоначальная установка «Нуля» заднего упора завершена.
Главная » Продукция » Гидравлические гильотинные ножницы
- Являясь профессиональным поставщиком станков для гибки листового металла в Китае, мы предоставляем клиентам станок для резки и гибки с ЧПУ…
Станок для резки и гибки с ЧПУ серии
- Гидравлические гильотинные ножницы серии HGS(K)Гильотинные ножницы серии HGS(K) имеют современный дизайн, а их рама разработана с помощью программного обеспечения UG…
- Гидравлические гильотинные ножницы серии HGN(K)Гильотинные ножницы серии HGN (K) оснащены оптимизированной рамой, разработанной UG-software.
 ..
..
- Гидравлические гильотинные ножницы серии HGO(K)Гидравлические гильотинные ножницы по металлу серии HGO(K) могут использоваться для резки низкоуглеродистой стали толщиной до 6,35 мм и…
- HGA(K)Гидравлические ножницы представляют собой разновидность металлообрабатывающей машины, которая в основном используется для…
Гидравлические гильотинные ножницы серии
Введение
Гильотина также известна как квадратные ножницы или механические ножницы. Эти стригальные машины всегда оснащены гидравлической системой в качестве системы питания. Когда движущееся лезвие проходит через неподвижное лезвие, материал можно резать. Гидравлические гильотинные ножницы прикладывают усилие сдвига к металлическим пластинам различной толщины, после чего металлические пластины изготавливаются в требуемых размерах. Чтобы получить желаемые продукты, зазор между подвижным верхним лезвием и неподвижным нижним лезвием должен быть разумным.
Рабочий процесс гидравлических ножниц: выглядит следующим образом:
Гильотинные ножницы обычно состоят из набора оборудования, включающего стол для резки, удерживающее устройство, верхние и нижние ножи и калибровочное устройство. При резке пластина материала устанавливается на стол для резки. Рабочее удерживающее устройство плотно удерживает пластину, чтобы она оставалась на месте и практически не двигалась и не деформировалась под нагрузкой. Верхние и нижние лезвия — это часть механизма, который фактически выполняет резку. Калибровочное устройство используется для того, чтобы убедиться, что заготовка разрезается там, где она должна быть. Для более крупных гильотинных ножниц подвижное лезвие может быть установлено под углом или «качаться» (известное как угол сдвига), чтобы постепенно разрезать материал с одной стороны на другую. Таким образом, необходимое усилие уменьшается, а ход увеличивается. При том же количестве используемой энергии угол сдвига в 5 градусов уменьшает силу примерно на 20%. Подвижное лезвие также может быть наклонено от 0,5 до 2,5 градусов, и этот угол называется передним углом. Угол наклона позволяет добиться компромисса с прямоугольностью кромки, чтобы предотвратить заклинивание пластин между лезвиями.
Подвижное лезвие также может быть наклонено от 0,5 до 2,5 градусов, и этот угол называется передним углом. Угол наклона позволяет добиться компромисса с прямоугольностью кромки, чтобы предотвратить заклинивание пластин между лезвиями.
Мы являемся ведущим поставщиком гидравлических ножниц в Китае. Мы сотрудничаем с LVD, Бельгия в течение 30 лет, и наша продукция отмечена нашим правительством как КИТАЙСКИЙ ТОП-БРЕНД.
1. Серия центров резки с ЧПУ: серия центров резки с ЧПУ отличается тяжелым станком и коробчатой конструкцией револьверной головки с высокой стабильностью и точностью
2. Гидравлические гильотинные ножницы серии HGS (K): Этот тип гидравлических гильотинных ножниц использует современный дизайн, оптимальный дизайн, достигнутый с помощью компьютера. Общая сварная конструкция обеспечивает хорошую прочность и жесткость
3. Гидравлические гильотинные ножницы серии HGN (K): Наши гидравлические гильотинные ножницы оснащены стабильной и надежной встроенной гидравлической системой.
Гидравлические гильотинные ножницы серии HGN (K): Наши гидравлические гильотинные ножницы оснащены стабильной и надежной встроенной гидравлической системой.
4. Гидравлические гильотинные ножницы серии HGO (K): эти ножницы имеют великолепный внешний вид и изящные очертания.
5. Гидравлические гильотинные ножницы серии HGA (K): Гидравлические гильотинные ножницы серии HGA (K) характеризуются простотой в обращении, обслуживании и регулировке.
Основные диспозиции:
| № | Товар | Марка | Происхождение |
| 1 | Насос | НАЧИ | Япония |
| 2 | Гидравлический клапан | РЕКСРОТ | Германия |
| 3 | Уплотнения | Япония | |
| 4 | Основные электрические детали | ТЕЛЕМЕХАНИКА | Франция |
| 5 | Энкодер | ЭЛЬТРА | Италия |
| 6 | Фильтр | КОМПАС | Тайвань, Китай |
| 7 | Главный двигатель | АББ | Китай |
| 8 | Электрический дисплей | КУБЛЕР | Германия |
Компоненты и преимущества
1.
 Рама гидравлических ножниц
Рама гидравлических ножниц
Наши гильотинные ножницы имеют раму, разработанную программным обеспечением UG. Вся сварная стальная конструкция демонстрирует идеальную жесткость и минимальную деформацию в условиях нагрузки.
2. Прижимы
Мы поставляем гидравлические ножницы с прижимами. Перед работой ножниц гидравлическая система заставляет прижимы выковать заготовку. Эта сила изменяется с изменением толщины и предела прочности разрезаемой стальной пластины. С левой стороны прижимы расположены ближе, чтобы получить более узкую стальную полосу.
3. Гидравлическая система YSD для гильотинных ножниц:
Гидравлический силовой блок и некоторые соединения производятся компанией YSD. В регулирующем контуре используются надежные и точные клапаны REXROTH, VICKERS и BOSCH. На масляном фильтре имеется насос с низким уровнем шума и большой бак с указателем уровня масла и температуры. Цилиндры двустороннего действия обеспечивают безопасность и надежность.
4. Электрическая система:
Все электрические элементы гидравлических стригальных машин соответствуют стандартам DIN. Многие телемеханические компоненты внутри гильотинных ножниц имеют механизм самозащиты от перегрузок и широко доступны.
5. Направляющая балки отвала
Три пары роликов обеспечивают оптимальное направление балки отвала. Их функции описаны ниже: ① пара нижних роликов (A) обеспечивает максимальное сопротивление горизонтальным силам; ② пара верхних роликов (B) создает обратный крутящий момент для балансировки режущей балки; ③Балка постоянно прижимается к роликам третьей парой предварительно напряженных роликов (C). В процессе резки угол наклона луча регулируется, что позволяет получить точную, прямую и вертикальную режущую кромку. Таким образом также можно уменьшить заусенцы и трение между верхним и нижним лезвиями.
6. Задний упор для гильотинных ножниц:
Гидравлические ножницы YSD оснащены моторизованным задним упором. Легко работать с передней панелью управления и цифровым считыванием. Гильотинные ножницы могут легко перемещаться вперед или назад с функцией сброса. Некоторые другие типы также предлагают полный откидной задний упор, что позволяет резать полосы шире, чем задний упор. Одной из доступных опций является гидравлический задний упор, позволяющий резать лист, выходящий за пределы максимального диапазона заднего упора.
Легко работать с передней панелью управления и цифровым считыванием. Гильотинные ножницы могут легко перемещаться вперед или назад с функцией сброса. Некоторые другие типы также предлагают полный откидной задний упор, что позволяет резать полосы шире, чем задний упор. Одной из доступных опций является гидравлический задний упор, позволяющий резать лист, выходящий за пределы максимального диапазона заднего упора.
7. Длина реза/ходы:
Длину резки можно легко отрегулировать с помощью потенциометра на панели управления. Короткие ходы можно использовать для материала короче длины лезвия, чтобы сэкономить время и повысить эффективность.
8. Лезвие высокого качества:
Наши гильотинные ножницы оснащены высококачественными лезвиями. Каждое лезвие изготовлено из высокоуглеродистой шарнирной хромистой стали и имеет четыре режущие кромки. Подходит для большинства материалов, включая нержавеющую сталь. Их можно трижды перевернуть перед повторной шлифовкой.
Их можно трижды перевернуть перед повторной шлифовкой.
9. Освещение теневой линии гидравлических ножниц:
Освещение теневой линии используется для близкого и точного обзора линии реза.
10. Зазор между лезвиями:
Удовлетворительные продукты резки могут быть получены только путем правильной регулировки переднего угла и зазора между лезвиями в соответствии с различными материалами и толщиной стальных листов.
11. Угол резания:
Помимо зазора между лезвиями, угол резания является еще одним важным фактором, который необходимо учитывать для получения оптимального продукта. Наши гильотинные ножницы поддерживают независимый контроль зазора между лезвиями и углом резки.
12. Панель управления:
Панель управления оснащена переключателем для одиночных или непрерывных ходов и подвижным ножным переключателем. прост в эксплуатации.
13. Передняя опора гидравлических ножниц:
Наши гильотинные ножницы оснащены передней опорой, которая разработана с Т-образными пазами для защиты пальцев.
14. Шейка рамы гидравлических ножниц:
Шейка рамы обычно составляет от 0 до 100 мм со стороны рамы. Доступна глубокая горловина, чтобы удовлетворить потребности клиентов в большей длине лезвия и ширине реза.
Опорное устройство для голени Передний опорный стол
CE Защитное ограждение Система фронтальной загрузки
Контроллер ЧПУ:
(YSD2000s — ось x) (ELGO P8721 — ось x)
9 0002 (DAC350 и DAC360) — Задний упор , угол резания, диапазон хода, зазор лезвия.
Управляется маховиком и вводом данных.
Память: 1000 строк программы
Дисплей: ЖК-экран 240X64
Повтор шага: 9999 макс.; Количество на складе: 9999 макс.
Уведомления:
1. Убедитесь, что пользователи знакомы с производительностью. Включите гильотинные ножницы несколько раз, чтобы убедиться, что машина может нормально резать различные листы от тонких до толстых.
2. Отрегулируйте зазор лезвия. Отрегулируйте зазор между лезвиями перед стрижкой, иначе это укоротит двойные лезвия.
Отрегулируйте зазор лезвия. Отрегулируйте зазор между лезвиями перед стрижкой, иначе это укоротит двойные лезвия.
3. Обратите внимание на звуковой баланс. Если присутствует какой-либо шум, остановитесь, чтобы проверить гидравлические ножницы.
4. Обратите особое внимание на температуру масляного бака. Выключите гильотинные ножницы, когда температура превысит 60 ℃.
Гидравлические гильотинные ножницы с регулируемыми граблями
×
Ошибка
Better Preview ne peut pas fonctionner. Плагин Regular Labs Library не устанавливается.
Advanced Module Manager не имеет дополнительных функций. Плагин Regular Labs Library не устанавливается.
Modules Anywhere не используется. Плагин Regular Labs Library не устанавливается.
Protection Courriel ne peut pas fonctionner. Плагин для Framework Regular Labs
Cache Cleaner не имеет функции. Плагин Regular Labs Library не устанавливается.
ЖАН ПЕРРО проектирует, производит и поставляет стандартные или нестандартные станки и системы «под ключ», предназначенные для обработки листового металла: листогибочные прессы, роботизированные гибочные модули, ножницы, трубогибочные станки, ролики, штамповочные и вырубные станки …
Среди нашего ассортимента стригальных машин обратите внимание на HNC, гидравлические гильотинные ножницы с регулируемым передним углом , обеспечивающие высокую точность и высочайшее качество резки.
Конструкция этих стригальных машин и прочная стальная сварная рама обеспечивают высокую надежность и превосходное качество резки. Благодаря интуитивно понятному устройству числового управления ножницы HNC просты в использовании для операторов. Устройство ЧПУ позволяет автоматически регулировать угол резания, зазор между лезвиями и положение заднего упора.
Ножницы HNC не только эффективны при резке, но и обеспечивают безопасность оператора .
Характеристики гидравлических гильотинных ножниц HNC:
От 3 метров для резки листового металла толщиной от 6 до 25 мм до 6 метров для резки листового металла толщиной от 6 до 20 мм.
Стандартное оборудование
- Удобный в использовании ЧПУ Cybelec CybTouch 8
- Шариковый передаточный стол
- Освещение линии тени
- Система зажима листового металла со специальной защитой для тонкого листового металла
- Задний упор с шарико-винтовой передачей 1000 мм
- Централизованная ручная система смазки
- Квадратный рычаг 1000 мм с задним упором
- Опора переднего рычага 1000 мм
- Сертификация CE
Опции
- Устройство защиты пальцев от светового луча защита (Категория безопасности 4)
- Квадратные кронштейны 2 / 2,5 / 3 / 3,5 и 4 м
- Передние опоры 1,5 или 2 м
- Задние пневматические опоры для листов с конвейером, системами разгрузки и штабелирования
- Удобный в использовании ЧПУ Cybelec CybTouch 12
- Автоматическое втягивание заднего упора выше 1 метра
- Лазерное освещение линии реза
- Угломер угла сдвига (регулируемая направляющая)
- Панель управления на подвижном рычаге