Обозначения болтов: Условное обозначение крепежных изделий — болтов, гаек, винтов, шпилек, шайб
Содержание
Справочник крепежа, DIN/ГОСТ — АвтоМашКомплект
Справочник по крепежу
Каждое крепежное изделие, которое мы с Вами видим в повседневной жизни, используем для строительства, возведения металлоконструкций, можем найти в машиностроении (прицепы, автофургоны и т.д) имеют определенные геометрические размеры и механические свойства.
Все эти данные закладываются в стандарты: ГОСТ (ГОСТ Р ИСО и ГОСТ ISO), DIN, ISO. В СССР с 1989 года был введен в действие стандарт ГОСТ 1759.0-87, который описывал технические условия для болтов, винтов, шпилек и гаек. Помимо некоторых механических свойств, маркировок, методов контроля, транспортировки и хранения изделий, в этом стандарте, а именно таблице 1 были заключены виды и обозначения покрытия:
|
Таблица 1 | ||
|---|---|---|
|
Виды покрытия |
обозначение покрытия | |
|
по ГОСТ 9. |
цифровое | |
|
Цинковое, хроматированное |
Ц. хр |
01 |
|
Кадмиевое, хроматированное |
Кд. хр | 02 |
|
Многослойное: медь-никель |
М. Н | 03 |
|
Многослойное: медь-никель-хром |
М. Н. Х. б | 04 |
|
Окисное, пропитанное маслом |
Хим. Окс. прм | 05 |
|
Фосфатное, пропитанное маслом |
Хим. Фос. прм | 06 |
|
Оловянное |
О | 07 |
|
Медное |
М | 08 |
|
Цинковое, хроматированное |
Ц | 09 |
|
Окисное, наполненное хроматами |
Ан. | 10 |
|
Окисное из кислых растворов |
Хим. Пас | 11 |
|
Серебряное |
Ср | 12 |
|
Никелевое |
Н | 13 |
 306
306 Окс. нхр
Окс. нхр
Кроме того, стандарт ГОСТ 1759.0-89 в приложение 1 закладывал в себя условные обозначения изделий, что бы каждый мог с легкостью прочесть и понять, что от него требуется, когда приходит следующий шифр: Гайка М12х1,25-6Н.04.016 ГОСТ5916
Как же это расшифровать?
Возвращаемся к «шифру» Гайка М12х1,25-6Н.04.016 ГОСТ5916 , получаем – гайка низкая по ГОСТ5916, с диаметром резьбы 12мм, шаг резьбы 1,25, поле допуска резьбы 6Н, класса прочности 04, с цинковым покрытием 6 микрон.
Очень интересный факт, в том же стандарте ГОСТ 1759.0-89 заложено понятие класса прочности. Точнее, в нем есть ссылка на ГОСТ 1759.4-87, где для болтов, винтов и шпилек применяются следующие обозначения классов прочности 4.6 / 4.8 / 5.6 / 5.8 / 6.6 / 6.8 / 8.8 / 9.8 / 10.9 / 12.9
Точнее, в нем есть ссылка на ГОСТ 1759.4-87, где для болтов, винтов и шпилек применяются следующие обозначения классов прочности 4.6 / 4.8 / 5.6 / 5.8 / 6.6 / 6.8 / 8.8 / 9.8 / 10.9 / 12.9
А для гаек используются другие виды обозначений, которые делятся на два варианта, в зависимости от высоты гайки.
Первый вид: для гаек с высотой больше и равной 0,8*диаметр гайки, класс прочности имеет обозначение 4.0 / 5.0 / 6.0 / 8.0 / 9.0 / 10.0 /12.0 (для примера, гайки по ГОСТ5915 м12 имеет высоту равную 10,8мм, т.е 0,8 * 12 =9,6. 10,8 больше чем 9,6)
Второй вид: для гаек с высотой больше или равной 0,5*диметр гайки и меньше первого вида, класс прочности имеет обозначение 04 или 05 (для примера, к данной категории можно отнести все низкие гайки по ГОСТ5915)
Но все изменилось в 2011 году, когда в РФ начали вводить новые стандарты. Так на крепежные изделия был веден стандарт ГОСТ Р ИСО 4042-2009 Электролитические покрытия. Теперь покрытие будет обозначаться:
Ну и конечно сами таблицы:
|
Таблица Е. | ||
|---|---|---|
|
Металл/сплав покрытия |
Обозначения | |
|
Символ |
Элемент | |
|
Zn |
Цинк |
A |
|
Cd |
Кадмий |
B |
|
Cu |
Медь |
C |
|
CuZn |
Латунь |
D |
|
Nib |
Никель |
E |
|
Nib Cr |
Никель-хром |
F |
|
CuNib |
Медь-никель |
G |
|
CuNibCr |
Медь-никель-хром |
H |
|
Sn |
Олово |
J |
|
CuSn |
Медь-олово (бронза) |
K |
|
Ag |
Серебро |
L |
|
CuAg |
Медь-серебро |
N |
|
ZnNi |
Цинк-никель |
P |
|
ZnCo |
Цинк-кабальт |
Q |
|
ZnFe |
Цинк-железо |
R |
 1
1
|
Таблица Е. | |||
|---|---|---|---|
|
Толщина покрытия, мкм |
Обозначение | ||
|
Один металл покрытия |
Два металла покрытия | ||
| Не требуется покрытие |
— | 0 | |
| 3 |
— | 1 | |
| 5 |
2 + 3 | 2 | |
| 8 |
3 + 5 | 3 | |
| 10 |
4 + 6 | 9 | |
| 12 |
4 + 8 | 4 | |
| 15 |
5 + 10 | 5 | |
| 20 |
8 + 12 | 6 | |
| 25 |
10 + 15 | 7 | |
| 30 |
12 + 18 | 8 | |
 2
2
|
Таблица Е. | ||
|---|---|---|
| Чистовая обработка | Типичный цвет | Обозначение |
|
матовая | Без цвета | A |
| От голубоватого до голубовато-радужного | B | |
| Светло-желтый до желтовато-коричневого, радужный | C | |
| Нежно-оливковый оттенок желтого цвета | D | |
|
Полублестящая | Без цвета | E |
| От голубоватого до голубовато-радужного | F | |
| Светло-желтый до желтовато-коричневого, радужный | G | |
| Нежно-оливковый оттенок желтого цвета | H | |
|
Блестящая | Без цвета | J |
| От голубоватого до голубовато-радужного | K | |
| Светло-желтый до желтовато-коричневого, радужный | L | |
| Нежно-оливковый оттенок желтого цвета | M | |
| Очень блестящая | Без цвета | N |
| Произвольная | Как B, C или D | P |
| Матовая | От коричневато-черного до черного | R |
| Полублестящая | От коричневато-черного до черного | S |
| Блестящая | От коричневато-черного до черного | T |
| Все чистовые обработки | Без хроматирования | U |
 3
3Теперь если мы получаем следующее обозначение: Винт с шестигранной головкой ГОСТ Р ИСО 4017 — М10х60-8. 8-A2L мы получим болт с цинковым бесцветным блестящим покрытием с минимальной толщиной покрытия 5 микрон, хроматирован до желтовато-радужного цвета.
8-A2L мы получим болт с цинковым бесцветным блестящим покрытием с минимальной толщиной покрытия 5 микрон, хроматирован до желтовато-радужного цвета.
Также поменялись обозначения: в самом начале теперь идет название изделия, далее стандарт, через дефис диаметр резьбы через «х» длина, через дефис класс прочности и еще раз через дефис – вид покрытия. Символы и обозначения размеров теперь по ИСО 225.
Прочность болтов, гаек, винтов и шпилек
Периодически имея дело с крепежными изделиями, а именно, с резьбовыми соединениями (болт плюс гайка, шпилька плюс гайка и т.д) каждый из нас непременно сталкивается с понятием класса прочности. Прочность болтов, гаек, винтов и шпилек зависит не только от механических свойств исходного материала, но и от технологического процесса изготовления и термообработки. Вы наверняка слышали словосочетание «каленый болт», он никак не связан с обозначением класса прочности, но таким способом, человек пытается обозначить, тот факт, что крепежное изделие должно было подвергнуться термической обработке металла – Закалке. Закалка – термообработка, с последующим быстрым охлаждением, при правильном технологическом процессе и придает определенные механические свойства, которые будут в последствие задаваться цифрами и обозначать класс прочности.
Закалка – термообработка, с последующим быстрым охлаждением, при правильном технологическом процессе и придает определенные механические свойства, которые будут в последствие задаваться цифрами и обозначать класс прочности.
Но как узнать, какой технологический процесс и из какой марки стали можно получить тот или иной класс прочности изделия? Согласно ГОСТ 1759.0-87 (СТ СЭВ 4203-83) Были приведены рекомендуемые технологические процессы изготовления болтов , винтов шпилек из нелегированных и легированных сталей.
|
Класс прочности |
Технологический процесс |
Марка стали |
|---|---|---|
|
3.6 | Горячая штамповка |
10, 10 кп |
| Холодная штамповка с последующей смягчающей термообработкой | ||
|
4.6 | Горячая штамповка |
20 |
| Холодная штамповка с последующей смягчающей термообработкой | ||
4. 8 8 | Холодная штамповка | 10, 10 кп |
|
5.6 | Горячая штамповка |
30, 35 |
| Холодная штамповка с последующей смягчающей термообработкой | ||
| 5.8 | Холодная штамповка | 10, 10 кп, 20, 20 кп |
|
6.6 | Горячая штамповка с последующими закалкой и отпуском |
35 |
| Холодная штамповка с последующей закалкой и отпуском | ||
| Горячая штамповка | 45, 40 Г | |
| 6.8 | Холодная штамповка | 20, 20 кп |
|
8.8 — 12.9 | Горячая штамповка с последующими закалкой и отпуском |
35, 35 Х, 38ХА, 45Г, 40Г2, 40Х, 30ХГСА, 35ХГСА, 20Г2Р |
| Холодная штамповка с последующей закалкой и отпуском | ||
| Холодная штамповка из термоупрочненного металла |
И рекомендуемые технологические процессы изготовления гаек из нелегированных и легированных сталей.
|
Класс прочности |
Технологический процесс |
Марка стали |
|---|---|---|
| 4.0 | Горячая штамповка | 20, Ст3кп3, Ст3сп3 |
|
5.0 | Холодная штамповка | 10, 10 кп |
| Горячая штамповка | 20 | |
| 6.0 и 04 | Холодная штамповка | 10, 10 кп, 15, 15 кп |
|
8.0 и 9.0 | Горячая штамповка | 35 |
| Холодная штамповка | 20, 20 кп | |
|
10.0; 12.0 и 05 | Горячая штамповка | 35Х, 38ХА |
| Холодная штамповка | 20Г2Р |
Надо отметить, что эти данные носят больше справочный характер, чем является правилом. И, конечно же, с введением новых стандартов в РФ все изменилось. По ГОСТ ISO 898-1-2014 были приведены новые химические составы и нормы температур минимального отпуска болтов, винтов и шпилек различных классов прочности.
И, конечно же, с введением новых стандартов в РФ все изменилось. По ГОСТ ISO 898-1-2014 были приведены новые химические составы и нормы температур минимального отпуска болтов, винтов и шпилек различных классов прочности.
|
Класс прочности |
Материал и термическая обработка |
Температура отпуска, °С, не менее |
|---|---|---|
| 4,6 |
Углеродистая сталь или углеродистая сталь с добавками |
— |
| 4,8 | ||
| 5,6 | ||
| 5,8 | ||
| 6,8 | ||
|
8,8 | Углеродистая сталь с добавками (например, В или Мn, или Сr), закаленная и отпущенная |
425 |
| Углеродистая сталь, закаленная и отпущенная | ||
| Легированная сталь, закаленная и отпущенная | ||
|
9,8 | Углеродистая сталь с добавками (например, В или Мn, или Сr), закаленная и отпущенная |
425 |
| Углеродистая сталь, закаленная и отпущенная | ||
| Легированная сталь, закаленная и отпущенная | ||
|
10,9 | Углеродистая сталь с добавками (например, В или Мn, или Сr), закаленная и отпущенная |
425 |
| Углеродистая сталь, закаленная и отпущенная | ||
| Легированная сталь, закаленная и отпущенная | ||
| 12,9 | Легированная сталь, закаленная и отпущенная | 425 |
| 12,9 | Углеродистая сталь с добавками (например, В или Мn, или Сr, или Мо), закаленная и отпущенная | 380 |
А для гаек:
| Резьба | Класс прочности | Материал и термическая обработка гаек | ||
|---|---|---|---|---|
| Крупная резьба | 4 | Углеродистая сталь | ||
| 5 | Углеродистая сталь, закаленные и отпущенные | |||
| 6 | Углеродистая сталь | |||
| 8 | Высокая гайка (тип 2) | Углеродистая сталь | ||
| Нормальная гайка (тип 1) Д меньше М16 | Углеродистая сталь | |||
| Нормальная гайка (тип 1) Д больше м16 | Углеродистая сталь, закаленные и отпущенные | |||
| 9 | Углеродистая сталь | |||
| 10 | Углеродистая стальзакаленные и отпущенные | |||
| 12 | Углеродистая сталь закаленные и отпущенные | |||
| Резьба с мелким шагом | 4 | Углеродистая сталь | ||
| 5 | Углеродистая сталь, закаленные и отпущенные | |||
| Углеродистая сталь | ||||
| 6 | Д меньше М16 | Углеродистая сталь | ||
| Д больше м16 | Углеродистая сталь, закаленные и отпущенные | |||
| 8 | Высокая гайка (тип 2) | Углеродистая сталь | ||
| Нормальная гайка (тип 1) | Углеродистая сталь закаленные и отпущенные | |||
| 10 | Углеродистая сталь | |||
| 12 | Углеродистая сталь, закаленные и отпущенные | |||
Вот что осталось неизменным для резьбового соединения, так это сочетание классов прочности с болтами, винтами и шпильками:
| Класс прочности гайки | Максимальный класс прочности болта, винта и шпильки |
| 5 | 5. 8 8 |
| 6 | 6.8 |
| 8 | 8.8 |
| 9 | 9.8 |
| 10 | 10.9 |
| 12 | 12.9 |
Остается лишь добавить, что низкие гайки с классом прочности 04 и 05 имеют пониженную нагрузочную способность по сравнению с нормальными или высокими гайками и не предназначены для высоких нагрузок. Низкие гайки должны быть использованы в резьбовом соединении вместе с нормальными или высокими гайками.
В этот раз обсудим различия между стандартами DIN и ГОСТ, да и вообще, разберём несколько дополнительных моментов касательно обозначения крепежных изделий.
А начнем со стопорных колец. Компания ООО «АвтоМашКомплект» предлагает своим клиентам два вида стопорных колец. Но прежде чем перейти к самому обсуждению, давайте разберём понятие «номинальный диаметр кольца» или «условный диаметр кольца». В данном случае эти параметры обозначают реальный диаметр Вала или реальный диаметр отверстия. Сами же геометрические размеры колец, в случае если это кольцо на вал – внутренний диаметр меньше, и если это кольцо в отверстие – внешний диаметр больше.
Сами же геометрические размеры колец, в случае если это кольцо на вал – внутренний диаметр меньше, и если это кольцо в отверстие – внешний диаметр больше.
ДИН471 данное стопорное кольцо используется для установки на вал, также данное стопорное кольцо имеет другое название – наружное. Стопорные кольца ДИН471 имеет схожие геометрические размеры со стопорными кольцами по ГОСТ13942, но не по всем размерам.
|
Усл. D кольца |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
Внут. D кольца |
2,7 |
3,7 |
4,7 |
5,6 |
6,5 |
7,4 |
8,4 |
9,3 |
10,2 |
11 |
11,9 |
|
Толщина ДИН 471 |
0,4 |
0,4 |
0,6 |
0,7 |
0,8 |
0,8 |
1 |
1 |
1 |
1 |
1 |
|
Толщина ГОСТ 13942 |
— |
0,4 |
0,6 |
0,7 |
0,8 |
1 |
1 |
1 |
1 |
1 |
1 |
|
Усл. |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
|
Внут. D кольца |
12,9 |
13,8 |
14,7 |
15,7 |
16,5 |
17,5 |
18,5 |
19,5 |
20,5 |
21,1 |
22,2 |
|
Толщина ДИН 471 |
1 |
1 |
1 |
1 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
|
Толщина ГОСТ 13942 |
1 |
1 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
— |
1,2 |
1,2 |
1,2 |
|
Усл. |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
32 |
33 |
34 |
35 |
|
Внут. D кольца |
23,2 |
24,2 |
24,9 |
25,9 |
26,9 |
27,9 |
28,6 |
29,6 |
30,5 |
31,5 |
32,2 |
|
Толщина ДИН 471 |
1,2 |
1,2 |
1,2 |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
|
Толщина ГОСТ 13942 |
1,2 |
1,2 |
— |
1,2 |
1,2 |
1,2 |
— |
1,7 |
— |
1,7 |
1,7 |
|
Усл. |
36 |
37 |
38 |
39 |
40 |
41 |
42 |
44 |
45 |
46 |
47 |
|
Внут. D кольца |
33,2 |
34 |
35,2 |
36 |
36,5 |
37,5 |
38,5 |
40,5 |
41,5 |
42,5 |
43,5 |
|
Толщина ДИН 471 |
1,75 |
1,75 |
1,75 |
1,75 |
1,75 |
1,75 |
1,75 |
1,75 |
1,75 |
1,75 |
1,75 |
|
Толщина ГОСТ 13942 |
1,7 |
1,7 |
1,7 |
— |
1,7 |
— |
1,7 |
— |
1,7 |
1,7 |
— |
|
Усл. |
48 |
50 |
52 |
54 |
55 |
56 |
57 |
58 |
60 |
62 |
63 |
|
Внут. D кольца |
44,5 |
45,8 |
47,8 |
49,8 |
50,8 |
51,8 |
53,8 |
53,8 |
55,8 |
57,8 |
58,8 |
|
Толщина ДИН 471 |
1,75 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|
Толщина ГОСТ 13942 |
1,7 |
2 |
2 |
2 |
2 |
2 |
— |
2 |
2 |
2 |
— |
|
Усл. |
65 |
67 |
68 |
70 |
72 |
75 |
77 |
78 |
80 |
82 |
85 |
|
Внут. D кольца |
60,8 |
62,5 |
63,5 |
65,5 |
67,5 |
70,5 |
72,5 |
73,5 |
74,5 |
76,5 |
79,5 |
|
Толщина ДИН 471 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
3 |
|
Толщина ГОСТ 13942 |
2,5 |
— |
2,5 |
2,5 |
2,5 |
2,5 |
— |
2,5 |
2,5 |
2,5 |
2,5 |
|
Усл. |
87 |
88 |
90 |
92 |
95 |
97 |
98 |
100 |
102 |
105 |
107 |
|
Внут. D кольца |
81,5 |
82,5 |
84,5 |
86,5 |
89,5 |
91,5 |
91,5 |
94,5 |
95 |
98 |
100 |
|
Толщина ДИН 471 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
4 |
4 |
4 |
|
Толщина ГОСТ 13942 |
— |
3 |
3 |
3 |
3 |
— |
3 |
3 |
3 |
3 |
— |
|
Усл. |
108 |
110 |
112 |
115 |
117 |
120 |
122 |
125 |
127 |
128 |
130 |
|
Внут. D кольца |
100 |
103 |
105 |
108 |
110 |
113 |
115 |
118 |
120 |
120 |
123 |
|
Толщина ДИН 471 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
|
Толщина ГОСТ 13942 |
3 |
3 |
3 |
3 |
— |
3 |
— |
3 |
— |
— |
3 |
|
Усл. |
132 |
135 |
137 |
140 |
142 |
145 |
147 |
148 |
150 |
155 |
160 |
|
Внут. D кольца |
128 |
128 |
130 |
133 |
135 |
138 |
140 |
140 |
142 |
146 |
151 |
|
Толщина ДИН 471 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
|
Толщина ГОСТ 13942 |
— |
3 |
— |
3 |
— |
3 |
— |
— |
3 |
3 |
3 |
|
Усл. |
165 |
170 |
175 |
180 |
185 |
190 |
195 |
200 |
210 |
215 |
220 |
|
Внут. D кольца |
155,5 |
160,5 |
165,5 |
170,5 |
175,5 |
180,5 |
185,5 |
190,5 |
198 |
203 |
208 |
|
Толщина ДИН 471 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
5 |
5 |
5 |
|
Толщина ГОСТ 13942 |
3 |
3 |
3 |
3 |
3 |
3 |
— |
3 |
— |
— |
— |
|
Усл. |
230 |
240 |
260 |
270 |
280 |
290 |
300 | ||||
|
Внут. D кольца |
218 |
228 |
245 |
255 |
265 |
275 |
285 | ||||
|
Толщина ДИН 471 |
5 |
5 |
5 |
5 |
5 |
5 |
5 | ||||
|
Толщина ГОСТ 13942 |
— |
— |
— |
— |
— |
— |
— | ||||
 D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольцаКак Вы можете заметить из таблицы, условное обозначение кольца и реальный внутренний диаметр кольца не совпадают. Больше того, при установке кольца на вал, с помощью специального инструмента (съемника для внешних стопорных колец), сами наружные стопорные кольца могут менять внутренний диаметр за счет растяжения. Для этого и ввели параметр условный диаметр кольца, который в большинстве случаев совпадает с диаметром вала, на который его и устанавливают.
Больше того, при установке кольца на вал, с помощью специального инструмента (съемника для внешних стопорных колец), сами наружные стопорные кольца могут менять внутренний диаметр за счет растяжения. Для этого и ввели параметр условный диаметр кольца, который в большинстве случаев совпадает с диаметром вала, на который его и устанавливают.
ДИН472 данное стопорное кольцо используется для установки в отверстие, также данное стопорное кольцо имеет другое название – внутреннее. Стопорные кольца ДИН472 имеет схожие геометрические размеры со стопорными кольцами по ГОСТ13943, но не по всем размерам.
|
Усл. D кольца |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
19 |
|
Внеш. |
8,7 |
9,8 |
10,8 |
11,8 |
13 |
14,1 |
15,1 |
16,2 |
17,3 |
18,3 |
19,5 |
|
Толщина ДИН 472 |
0,8 |
0,8 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
Толщина ГОСТ 13943 |
0,8 |
0,8 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
Усл. |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
|
Внеш. D кольца |
20,5 |
21,2 |
22,2 |
23,5 |
24,6 |
25,9 |
26,9 |
27,9 |
29,1 |
30,1 |
31,1 |
|
Толщина ДИН 472 |
1 |
1 |
1 |
1 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
|
Толщина ГОСТ 13943 |
1 |
1 |
1 |
1 |
1,2 |
1,2 |
1,2 |
1,2 |
— |
1,2 |
1,2 |
|
Усл. |
30 |
31 |
32 |
33 |
34 |
35 |
36 |
37 |
38 |
39 |
40 |
|
Внеш. D кольца |
32,1 |
33,4 |
34,4 |
35,5 |
36,5 |
37,8 |
38,8 |
39,8 |
40,8 |
42 |
43,5 |
|
Толщина ДИН 472 |
1,2 |
1,2 |
1,2 |
1,2 |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
1,5 |
1,75 |
|
Толщина ГОСТ 13943 |
1,2 |
— |
1,2 |
— |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
— |
1,7 |
|
Усл. |
41 |
42 |
44 |
45 |
46 |
47 |
48 |
50 |
51 |
52 |
53 |
|
Внеш. D кольца |
44,5 |
45,5 |
47,5 |
48,5 |
49,5 |
50,5 |
51,5 |
54,2 |
55,2 |
56,2 |
57,2 |
|
Толщина ДИН 472 |
1,75 |
1,75 |
1,75 |
1,75 |
1,75 |
1,75 |
1,75 |
2 |
2 |
2 |
2 |
|
Толщина ГОСТ 13943 |
— |
1,7 |
— |
1,7 |
1,7 |
1,7 |
1,7 |
1,7 |
— |
1,7 |
— |
|
Усл. |
54 |
55 |
56 |
57 |
58 |
60 |
62 |
63 |
64 |
65 |
67 |
|
Внеш. D кольца |
58,2 |
59,2 |
60,2 |
61,2 |
62,2 |
64,2 |
66,2 |
67,2 |
68,2 |
69,2 |
71,5 |
|
Толщина ДИН 472 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2,5 |
2,5 |
|
Толщина ГОСТ 13943 |
1,7 |
1,7 |
1,7 |
— |
1,7 |
1,7 |
1,7 |
— |
— |
1,7 |
— |
|
Усл. |
68 |
70 |
72 |
75 |
77 |
78 |
80 |
82 |
85 |
88 |
90 |
|
Внеш. D кольца |
72,5 |
74,5 |
76,5 |
79,5 |
82,5 |
82,5 |
85,5 |
87,5 |
90,5 |
93,5 |
95,5 |
|
Толщина ДИН 472 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
3 |
3 |
3 |
|
Толщина ГОСТ 13943 |
1,7 |
1,7 |
1,7 |
1,7 |
— |
2 |
2 |
2 |
2 |
2 |
2 |
|
Усл. |
92 |
95 |
97 |
98 |
100 |
102 |
105 |
108 |
110 |
112 |
115 |
|
Внеш. D кольца |
97,2 |
100,5 |
103,5 |
103,5 |
105,5 |
108 |
112 |
115 |
117 |
119 |
122 |
|
Толщина ДИН 472 |
3 |
3 |
3 |
3 |
3 |
4 |
4 |
4 |
4 |
4 |
4 |
|
Толщина ГОСТ 13943 |
2 |
2 |
— |
2 |
2 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
|
Усл. |
118 |
120 |
122 |
125 |
128 |
130 |
132 |
135 |
138 |
140 |
142 |
|
Внеш. D кольца |
125 |
127 |
129 |
132 |
135 |
137 |
139 |
142 |
145 |
147 |
149 |
|
Толщина ДИН 472 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
|
Толщина ГОСТ 13943 |
— |
2,5 |
— |
2,5 |
— |
2,5 |
— |
2,5 |
— |
2,5 |
— |
|
Усл. |
145 |
148 |
150 |
152 |
155 |
160 |
165 |
168 |
170 |
175 |
180 |
|
Внеш. D кольца |
152 |
155 |
158 |
161 |
164 |
169 |
174,5 |
177,5 |
179,5 |
184,5 |
189,5 |
|
Толщина ДИН 472 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
|
Толщина ГОСТ 13943 |
2,5 |
— |
3 |
— |
3 |
3 |
3 |
— |
3 |
3 |
3 |
|
Усл. |
185 |
190 |
195 |
200 |
205 |
210 |
215 |
220 |
225 |
230 |
235 |
|
Внеш. D кольца |
194,5 |
199,5 |
204,5 |
209,5 |
217 |
222 |
227 |
232 |
237 |
242 |
247 |
|
Толщина ДИН 472 |
4 |
4 |
4 |
4 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
Толщина ГОСТ 13943 |
3 |
3 |
3 |
3 |
— |
3 |
3 |
3 |
3 |
3 |
— |
|
Усл. |
240 |
245 |
250 |
255 |
260 |
265 |
270 |
275 |
280 |
285 |
290 |
|
Внеш. D кольца |
252 |
257 |
262 |
270 |
275 |
280 |
285 |
290 |
295 |
300 |
305 |
|
Толщина ДИН 472 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
Толщина ГОСТ 13943 |
3 |
— |
3 |
— |
3 |
— |
3 |
— |
3 |
— |
3 |
|
Усл. |
295 |
300 |
310 |
320 |
340 |
360 | |||||
|
Внеш. D кольца |
310 |
315 |
327 |
337 |
357 |
377 | |||||
|
Толщина ДИН 472 |
5 |
5 |
6 |
6 |
6 |
6 | |||||
|
Толщина ГОСТ 13943 |
— |
3 |
3 |
3 |
— |
— | |||||
 D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольца D кольца
D кольца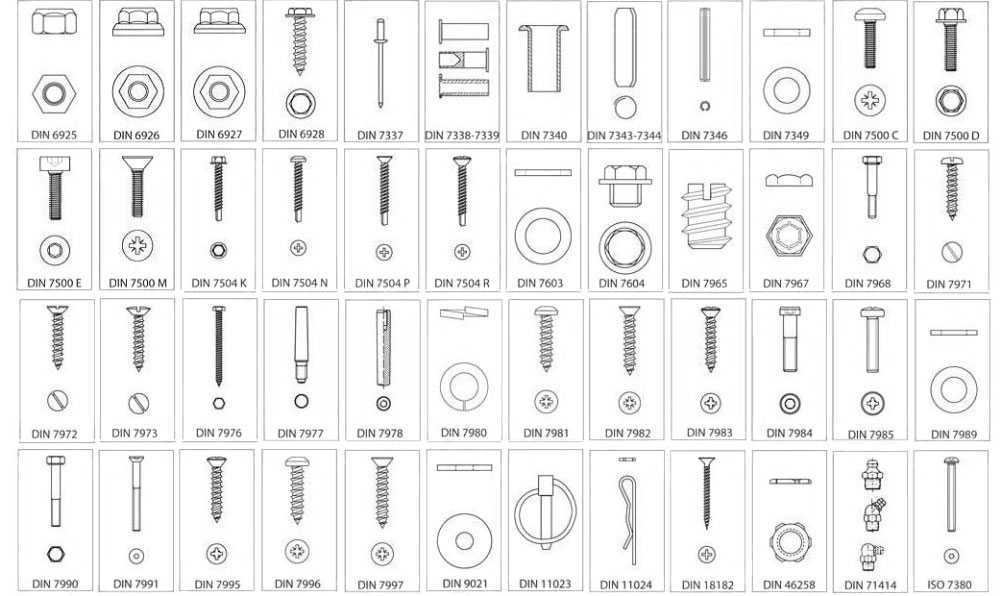 D кольца
D кольцаТут ситуация повторяется, с помощью специального инструмента (съемник стопорных колец), их устанавливают внутри отверстия, для этого сами стопорные кольца имеют большой внешний диаметр. Из-за сжатия кольца, оно также может немного менять свой внешний диаметр, для этого по аналогии взяли за условное обозначение кольца – диаметр отверстия.
Из-за сжатия кольца, оно также может немного менять свой внешний диаметр, для этого по аналогии взяли за условное обозначение кольца – диаметр отверстия.
С условным обозначением Вы также можете столкнуться, используя разводные шплинты по ДИН 94 или ГОСТ 397. Для примера, Шплинт 3,2х 32.016 ГОСТ397 – означает, что нужен шплинт под отверстие 3,2 (условное обозначение), длиной 32 , с покрытием цинк толщиной 6 микрон. Т.е. 3,2 не является реальной толщиной шплинта (диаметр 2х лапок). Эти параметры могут изменяться в определённом диапазоне (допуске). а самое интересно 32 – это не вся длина шплинта, а длина короткой лапки шплинта до того момента, пока не начнется изгиб на «ушко» шплинта.
|
Усл. D шплинта |
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,2 |
4,0 |
5,0 |
6,3 |
8,0 |
10,0 |
13,0 | |
|
Реальный диапазон D шплинта |
наиб. |
0,9 |
1,0 |
1,4 |
1,8 |
2,3 |
2,9 |
3,7 |
4,6 |
5,9 |
7,5 |
9,5 |
12,4 |
|
наим. |
0,8 |
0,9 |
1,3 |
1,7 |
2,1 |
2,7 |
3,5 |
4,4 |
5,7 |
7,3 |
9,3 |
12,1 | |

Шплинты для быстрого монтажа ДИН11024 D, аналогично имеют условный диаметр шплинта, равный отверстию для которого он предназначен. Реальный диаметр прутка самого шплинта будет меньше.
Реальный диаметр прутка самого шплинта будет меньше.
Условные обозначения встречаются и у плоских шайб ДИН125, шайб увеличенных ДИН9021, пружинных шайб (гровер) ДИН7980 и ДИН127. У всех них берется за размер – диаметр резьбы, на которую будут подходить шайбы, для этого их внутренний реальный диаметр больше.
В данном варианте очень интересно посмотреть, как отличаются геометрические размеры пружинных шайб, т.к. гровер по ГОСТ 6402, ДИН7980 и ДИН127 – это разные крепежные изделия.
|
Номинальный диаметр резьбы |
ГОСТ 6402 |
ДИН 127 |
ГОСТ 6402 |
ДИН 7980 «АМК» |
ГОСТ 6402 |
ДИН 7980 «АМК» |
ГОСТ 6402 |
ДИН 7980 «АМК» |
|
Л (Легкий) |
Н (нормальный) |
Т (Тяжёлый) |
ОТ (Особо тяжёлый) | |||||
|
2 |
0,8х0,5 |
0,9х0,5 |
0,5х0,5 |
— |
0,6х0,6 |
— |
— |
— |
|
2,5 |
0,8х0,6 |
1,0х0,6 |
0,6х0,6 |
0,6х0,6 |
0,8х0,8 |
— |
— |
— |
|
3 |
1,0х0,8 |
1,3х0,8 |
0,8х0,8 |
0,8х0,8 |
1,0х1,0 |
— |
— |
— |
|
4 |
1,2х0,8 |
1,5х0,9 |
1,0х1,0 |
1,0х1,0 |
1,4х1,4 |
— |
— |
— |
|
5 |
1,5х1,0 |
1,8х1,2 |
1,2х1,2 |
1,2х1,2 |
1,6х1,6 |
1,6х1,6 |
— |
— |
|
6 |
1,6х1,2 |
2,5х1,6 |
1,4х1,4 |
1,4х1,4 |
2,0х2,0 |
2,0х2,0 |
— |
— |
|
8 |
2,0х1,6 |
3,0х2,0 |
2,0х2,0 |
2,0х2,0 |
2,5х2,5 |
2,5х2,5 |
— |
— |
|
10 |
2,5х2,0 |
3,5х2,2 |
2,5х2,5 |
2,5х2,5 |
3,0х3,0 |
3,0х3,0 |
3,5х3,5 |
3,5х3,5 |
|
12 |
3,5х2,5 |
4,0х2,5 |
3,0х3,0 |
3,0х3,0 |
3,5х3,5 |
3,5х3,5 |
4,0х4,0 |
4,0х4,0 |
|
14 |
4,0х3,0 |
4,5х3,0 |
3,2х3,2 |
3,2х3,2 |
4,0х4,0 |
— |
4,5х4,5 |
4,5х4,5 |
|
16 |
4,5х3,2 |
5,0х3,5 |
3,5х3,5 |
3,5х3,5 |
4,5х4,5 |
4,5х4,5 |
5,0х5,0 |
5,0х5,0 |
|
18 |
5,0х3,5 |
5,5х3,5 |
4,0х4,0 |
4,0х4,0 |
5,0х5,0 |
— |
5,5х5,5 |
5,5х5,5 |
|
20 |
5,5х3,5 |
6,0х4,0 |
4,5х4,5 |
4,5х4,5 |
5,5х5,5 |
5,5х5,5 |
6,0х6,0 |
6,0х6,0 |
|
22 |
6,0х4,5 |
6,5х4,0 |
5,0х5,0 |
5,0х5,0 |
6,0х6,0 |
— |
7,0х7,0 |
7,0х7,0 |
|
24 |
6,5х4,8 |
7,0х5,0 |
5,5х5,5 |
5,5х5,5 |
7,0х7,0 |
7,0х7,0 |
8,0х8,0 |
8,0х8,0 |
|
27 |
7,0х5,5 |
7,5х5,0 |
6,0х6,0 |
6,0х6,0 |
8,0х8,0 |
— |
9,0х9,0 |
9,0х9,0 |
|
30 |
8,0х6,0 |
8,0х6,0 |
6,5х6,5 |
6,5х6,5 |
9,0х9,0 |
— |
10,0х10,0 |
10,0х10,0 |
|
36 |
10,0х6,0 |
10,0х6,0 |
8,0х8,0 |
8,0х8,0 |
10,0х10,0 |
— |
12,0х12,0 |
— |
|
42 |
12,0х7,0 |
12,0х7,0 |
9,0х9,0 |
9,0х9,0 |
12,0х12,0 |
— |
— |
— |
Обозначение крепежа МАЗ — болтов, гаек, винтов и шпилек
Обозначение крепежа МАЗ, как система, была принята еще в начале XX века в СССР. С большего, позаимствованная из Европы, система была модернизирована и уникализирована для советского рынка. В чертежах крепеж в виде болтов, гаек, винтов и шпилек необходимо строго придерживаться утвержденным обозначениям во всех случаях.
С большего, позаимствованная из Европы, система была модернизирована и уникализирована для советского рынка. В чертежах крепеж в виде болтов, гаек, винтов и шпилек необходимо строго придерживаться утвержденным обозначениям во всех случаях.
Виды обозначений крепежа:
- упрощенные обозначения — в наименовании крепежного элемента указываются только главные параметры и требования: Гайка М16 ГОСТ, Болт 15х45 ГОСТ, Винт 8х55 ГОСТ и т.д.
- сокращенные — производное от полного обозначения исключающие из себя параметры несущественные для применения: Гайка М16-6Н.032 ГОСТ, Винт М16-8gx80.029 ГОСТ и т.д.
- полный — Болт ВЗМ12х1.25х50.58С.019 ГОСТ, Шайба А30.01.08кп.019 ГОСТ и т.д.
ГОСТ, ОСТ и ТУ — обязательны к указанию и определяют форму геометрии крепежа, точность изготовления, конструкцию. Так же, ГОСТ, ОСТ и ТУ могут указывать на марку стали, прочность крепежа и другие параметры.
Полное обозначение крепежа:
Не трудно догадаться, что все виды обозначения крепежа пошли от полного.
ГОСТ 1759.0-87 применяется для крепежа с резьбой до 48мм, а для крепежа с резьбой свыше 48мм предназначен ГОСТ 18126-94.
Для обозначения крепежа ГОСТ 1759.0-87 и ГОСТ 18126-94 принята схема следующего типа:
Схема обозначения крепежных элементов 1759.0-87 и 18126-94
Бытует мнение, что сокращенные и упрощенные обозначения крепежа существуют не зря, в связи с присутствием не критичных параметров в полном, однако никаких данных по этому поводу в документации не предусмотрено.
Примеры обозначения крепежа МАЗ
Болт 3М12х1.25LH -6gx50.58.С019 ГОСТ 7798-70
- Болт — название и тип крепежного элемента;
- В — класс точности болта (существует 3 класса точности, где самый точный обозначается буквой А). В данном примере класс не указан, но присутствует в информации ГОСТ 7798-70 (болты данного стандарта не могут быть другого класса, кроме как В)
- 3 — исполнение болта.
 Может быть от 1-го и до 4-х исполнений, по умолчанию, если нет обозначение, применяется исполнение 1 и цифра 1 не указывается.
Может быть от 1-го и до 4-х исполнений, по умолчанию, если нет обозначение, применяется исполнение 1 и цифра 1 не указывается. - М — вид резьбы. Зависит от стандарта. Существуют след. виды резьбы: М-метрическая, К-коническая, Тр — трапецеидальная.
- 12 — диаметр резьбы болта в мм.
- 1.25 — шаг резьбы болта (крупный шаг резьбы не указывается). Например: для резьбы М12 шаг 1.25 является мелким, а крупным — 1.75мм
- LH — направление нарезки резьбы (L = left = левая). Для правой резьбы, направление не указывается.
- 6g — поле допуска резьбы, определяющее класс точности изготовления. Существуют точный, средний и грубый класс. Обозначаются от 4 до 8 цифрами.
- 50 — длина болта в мм.
- 58 — класс прочности болта.
 Прочностной ряд для болтов углеродистых сталей имеет 11 классов: 36; 46; 48; 56; 58; 66; 68; 88; 98; 109; 129.
Прочностной ряд для болтов углеродистых сталей имеет 11 классов: 36; 46; 48; 56; 58; 66; 68; 88; 98; 109; 129. - С — указывается примененная сталь. С = спокойная и А = автоматная.
- 01 — вид покрытия (от 01 до 13).
- 9 — толщина покрытия в микронах, мкм
- ГОСТ 7798-70 — тип и номер стандарта на геометрические параметры и конструкцию болта.
Винт ВМ16-6gx45.45Н.40Х.05 ГОСТ 1482-84
- Винт ― название крепёжной детали;
- В ― класс точности винта;
- 1 ― исполнение винта;
- М ― вид резьбы;
- 16 ― номинальный диаметр резьбы винта в миллиметрах, мм;
- 2 ― шаг резьбы винта;
- 6g ― поле допуска резьбы;
- 45 ― длина винта в миллиметрах, мм;
- 45Н ― класс прочности винта установочного;
Параметр | Значение параметра для винтов класс прочности | |||
14H | 22H | 33H | 45H | |
Твердость по: |
| |||
Викерсу HV | От 140 до 290 | От 220 до 300 | От 330 до 440 | От 450 до 560 |
Бринеллю НВ | От 133 до 276 | От 209 до 285 | От 314 до 418 | — |
Роквеллу: |
| |||
HRB | От 75 до 105 | Не менее 95 | — | — |
HRC3 | — | Не более 30 | От 33 до 44 | От 45 до 53 |
Марка стали | 10, 20, 30, 35, 45 | 35, 45, 35Х, 38ХА | 35, 45, 40ХН2МА | 45, 40Х, 45Х, 35Х, 38ХА, 40ХН, 40ХН2МА |
- 40Х ― указание марки стали винта;
- 05 ― цифровое обозначение вида покрытия;
- ГОСТ 1482-84 ― тип и номер стандарта на конструкцию и геометрические параметры винта.
Гайка 2М10х1LH-6Н.32.079 ГОСТ 5927-70
- Гайка ― название крепёжной детали;
- А ― класс точности гайки. В ГОСТ 5927-70 гайки не могут быть другого класса точности, кроме А;
- 2 ― исполнение гайки;
- М ― вид резьбы;
- 10 ― номинальный диаметр резьбы гайки в миллиметрах, мм;
- 1 ― шаг резьбы гайки;
- LH ― обозначение направления нарезки резьбы;
- 6Н ― поле допуска резьбы;
- 32 ― указание группы материала гайки ― в данном случае латунь Л63 ― группа 32;
- 07 ― цифровое обозначение вида покрытия;
- 9 ― толщина покрытия в микронах, мкм;
- ГОСТ 5927-70 ― тип и номер стандарта на конструкцию и геометрические параметры гайки.
Шпилька 2М24х1,5LH-6gx220.
 109.45.029 ГОСТ 22032-76
109.45.029 ГОСТ 22032-76
Шпилька ― название крепёжной детали;
- В ― класс точности шпильки. ГОСТ 22032-76 подразумевает, что шпильки данного стандарта не могут быть другого класса точности, кроме В;
- 2 ― исполнение шпильки;
- М ― вид резьбы;
- 24 ― номинальный диаметр резьбы шпильки в миллиметрах, мм;
- 1,5 ― шаг резьбы шпильки;
- LH ― обозначение направления нарезки резьбы;
- 6g ― поле допуска резьбы;
- 220 ― длина шпильки в миллиметрах, мм;
- 109 ― класс прочности шпильки;
- 45 ― указание марки стали шпильки;
- 02 ― цифровое обозначение вида покрытия;
- 9 ― толщина покрытия в микронах, мкм;
- ГОСТ 22032-76 ― тип и номер стандарта на конструкцию и геометрические параметры шпильки.

Надеемся, что сейчас вам стало значительно легче подобрать крепеж для вашего автомобиля МАЗ.
Заказать крепеж МАЗ — болты, гайки, шпильки, винты вы можете у нас на сайте. Пишите нам в чат, звоните по телефонам по телефонам: 8 (017) 300-94-00, 8 (017) 300-95-00, отправляйте письма на [email protected].
Приятных покупок!
ПГУ 8250.16.09.200 — усилитель пневмогидравлический »« Балансир МАЗ
Условные обозначения крепежных изделий по ГОСТ 1759.0 (СТ СЭВ 4203)
Главная › Конструкции деталей машин онлайн › Соединения деталей машин › Резьбовые соединения › Условные обозначения крепежных изделий по ГОСТ 1759.0 (СТ СЭВ 4203)
Опубликовано Автор: Cutter
—
Нет комментариев ↓
Содержание
- 1 Покрытия крепежных изделий по ГОСТ 9.306
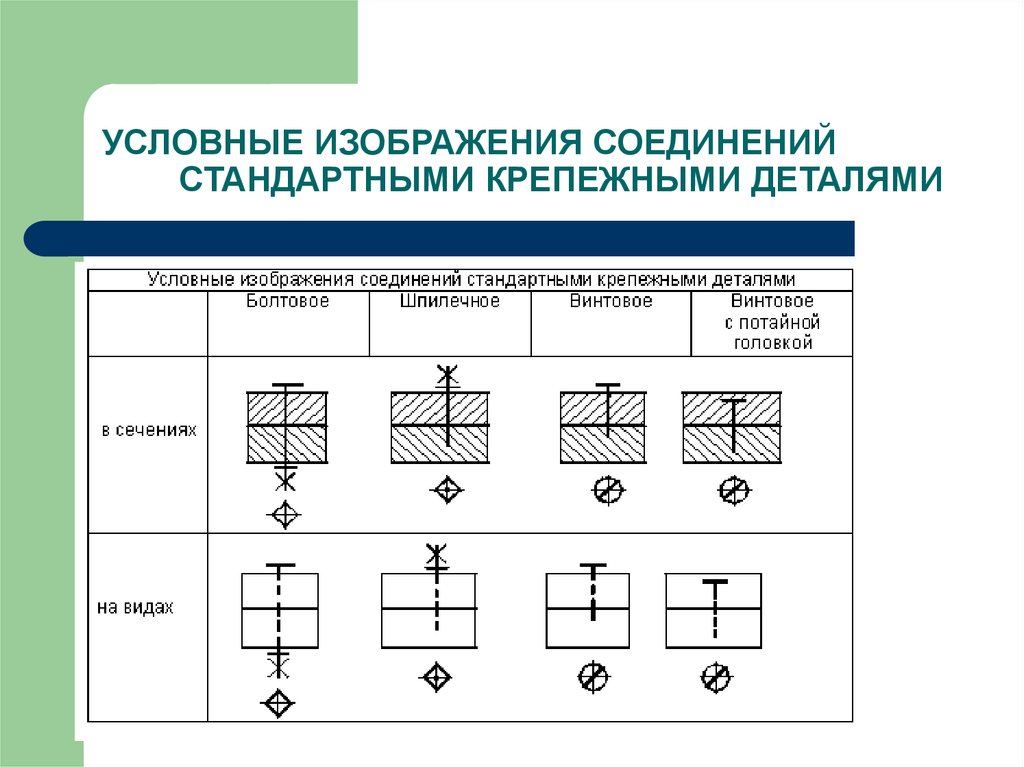
- 2 Маркировка болтов с шестигранной головкой и винтов с цилиндрической головкой и шестигранным углублением под ключ, шестигранных гаек
- 3 Маркировка болтов, шпилек и гаек с левой резьбой
- 4 Схема условного обозначения болтов, винтов, шпилек и гаек
- 4.
 1 Примеры условных обозначений крепежных изделий
1 Примеры условных обозначений крепежных изделий
- 4.
Покрытия крепежных изделий по ГОСТ 9.306
Для обеспечения коррозионной стойкости резьбовых изделий и придания им товарного вида применяют покрытия, приведенные в таблице.
Вид покрытия | Обозначение покрытия | |
По ГОСТ 9.306 | цифровое | |
Цинковое, хроматированное | Ц.хр | 01 |
Кадмиевое, хроматированное | Кд.хр | 02 |
Многослойное: медь-никель | М.Н | 03 |
Многослойное: медь-никель-хром | М. | 04 |
Окисное, пропитанное маслом | Хим.Окс.прм | 05 |
Фосфатное, пропитанное маслом | Хим.Фос.прм | 06 |
Оловянное | О | 07 |
Медное | М | 08 |
Цинковое | Ц | 09 |
Окисное, наполненное хроматами | Ан.Окс.нхр | 10 |
Окисное из кислых растворов | Хим.пас | 11 |
Серебряное | Ср | 12 |
Никелевое | Н | 13 |
 Н.Х.б
Н.Х.бМаркировка болтов с шестигранной головкой и винтов с цилиндрической головкой и шестигранным углублением под ключ, шестигранных гаек
Болты с шестигранной головкой, винты с цилиндрической головкой и шестигранным углублением под ключ, шпильки и гайки шестигранные маркируют знаком класса прочности или условным обозначением группы материала и клеймом завода-изготовителя; изделия с левой резьбой знаком левой резьбы.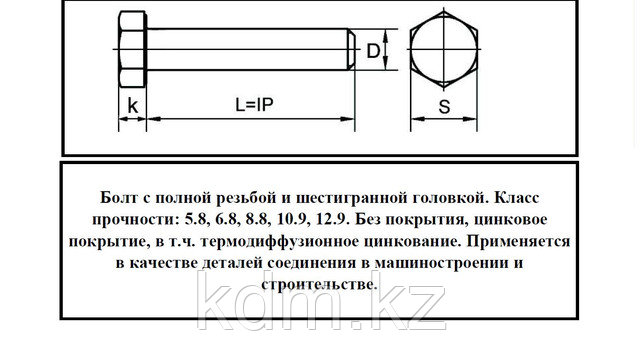 Маркировке подлежат изделия с диаметром резьбы d≥6 мм. Условное обозначение крепежных изделий должно соответствовать ГОСТ 1759.0-87 (СТ СЭВ 4203-83).
Маркировке подлежат изделия с диаметром резьбы d≥6 мм. Условное обозначение крепежных изделий должно соответствовать ГОСТ 1759.0-87 (СТ СЭВ 4203-83).
Маркировка болтов, шпилек и гаек с левой резьбой
Схема условного обозначения болтов, винтов, шпилек и гаек
Примеры условных обозначений крепежных изделий
Винт — по ГОСТ 17473-80 класса точности А, исполнения 2, диаметром резьбы d=12 мм с мелким шагом резьбы, с полем допуска резьбы 6e, длиной l=60 мм, класса точности 5.8, из спокойной стали с цинковым покрытием толщиной 9 мкм, хроматированным
Винт А2М12×1,25-6e×60.58.С.019 ГОСТ 17473-80
Гайка — по ГОСТ 5916-70 исполнения 2, диаметром резьбы d=12 мм, с мелким шагом резьбы, с левой резьбой, с полем допуска 6Н, класса прочности 05, из стали марки 40Х, с инковым покрытием толщиной 6 мкм, хроматированным
Гайка 2М12×1,25-Л-6Н.05.40Х.016 ГОСТ 5916-70
Примечания:
- В условном обозначении не указывают: исполнение 1, крупный шаг резьбы, правую резьбы, отсутствие покрытия, а также параметры, однозначно определяемые стандартами на продукцию; класс точности В, если стандартом на конкретное крепежное изделие предусматривают два класса точности (А и В).

- Если применяется покрытие, не предусмотренное настоящим стандартом, его обозначение указывается по ГОСТ 9.306-85.
Соседние страницы
- Резьбы цилиндрические
- Резьбы конические
- Резьба метрическая
- Сбеги, недорезы, проточки и фаски по ГОСТ 10549
- Резьба упорная
- Резьба трапецеидальная
- Механические свойства болтов, винтов, шпилек, гаек.
- Болты общего назначения с шестигранными головками
- Винты общего назначения
- Винты невыпадающие
- Винты установочные
- Болты и винты специального назначения
- Винты самонарезающие для металла и пластмасс
- Стопорение гайки относительно болта дополнительными элементами
- Стопорение гаек относительно корпуса
- Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
- Стопорение болтов. Предохранение винтов и гаек от потери
- Стопорение винтов
- Фланцевые соединения деталей
- Фланцевые соединения труб и крышек цилиндров
- Фланцевые соединения труб металлоконструкций
- Примеры применения установочных винтов
- Клеммовые соединения
- Фрикционно-винтовые зажимы
- Стяжки и упоры
- Крепление машин к основаниям
особенности, требования, ГОСТ и расшифровка
Болт представляет собой металлическую деталь в виде цилиндра с наружной резьбой.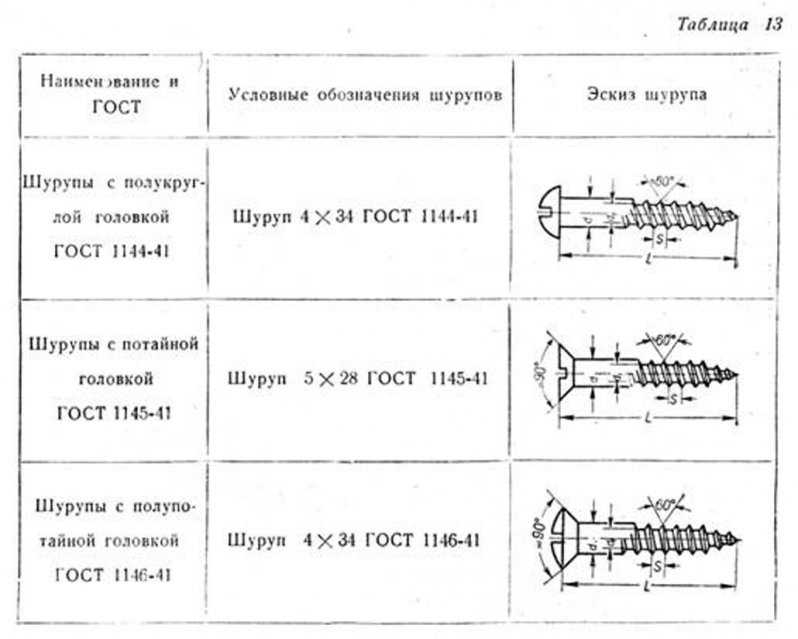 На конце размещается головка, необходимая для закрепления детали на поверхности. Форма головки зависит от требований к конкретному соединению и условиям монтажа. Чаще всего болт монтируется с помощью ключа. Поэтому шестигранные головки более популярны.
На конце размещается головка, необходимая для закрепления детали на поверхности. Форма головки зависит от требований к конкретному соединению и условиям монтажа. Чаще всего болт монтируется с помощью ключа. Поэтому шестигранные головки более популярны.
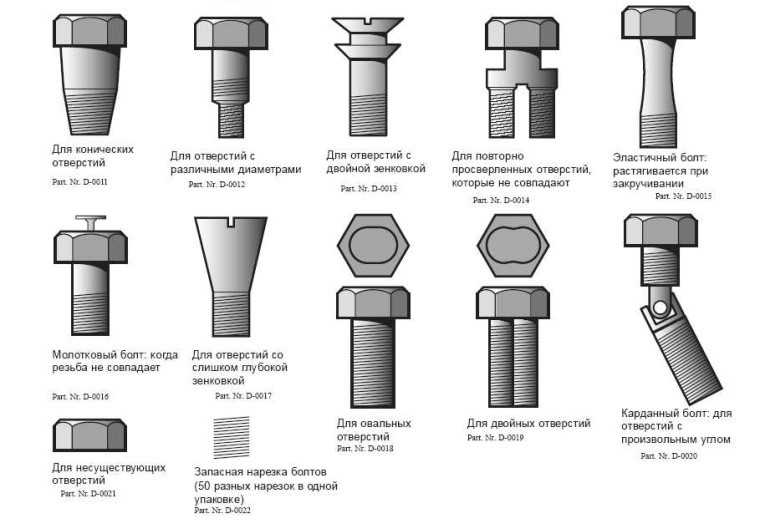
Формы головок
- Шестигранная.
- Квадратная.
- Круглая.
- Цилиндрическая.
- Коническая.
Обозначение болтов
Долгое время конкурирующие производители использовали собственные стандарты. Эта система претерпела ряд серьезных изменений, после которых все детали стали соответствовать определенным параметрам и маркироваться согласно ним. Данное положение было необходимо в условиях стремительно развивающейся промышленности, при которых отсутствие стандартов усложняло производственный процесс.
На данный момент существует три унифицированных стандарта, согласно которым на болты наносятся маркировки для удобства использования:
- ГОСТ;
- ISO;
- DIN.
Рекомендуемая схема обозначения болтов и винтов по ГОСТу используется в странах СНГ. Требования стандартов качества относятся к продуктам питания, производственным товарам, одежде и т. д. ISO является международной метрической системой, принятой в 1964 году. На данный момент этот стандарт используется во многих странах мира. DIN принята и используется в Германии. Данная система имеет несколько стандартов.
Требования стандартов качества относятся к продуктам питания, производственным товарам, одежде и т. д. ISO является международной метрической системой, принятой в 1964 году. На данный момент этот стандарт используется во многих странах мира. DIN принята и используется в Германии. Данная система имеет несколько стандартов.
Маркировки на головках болтов
Основную информацию о болте можно прочитать на его головке, там указываются важные параметры детали. Обозначения необходимы для выбора подходящего болта для проведения различных видов работ. Особое значение имеет прочность болта, характеризующая эксплуатационные характеристики соединения. В случае использования болтов при производстве мебели к ним выдвигаются минимальные требования прочности, что связано с небольшой нагрузкой на деталь. В случае необходимости использования резьбового соединения на сложных промышленных объектах к болту выдвигаются более высокие требования.
Также на болт наносят клеймо производства, на котором изготовлена деталь. Дополнительно указывают направление и характер резьбы. Еще одним важным этапом маркировки является нанесение информации о составе сплава, из которого изготовлен болт: материал, марка стали и устойчивость к химическим компонентам.
Дополнительно указывают направление и характер резьбы. Еще одним важным этапом маркировки является нанесение информации о составе сплава, из которого изготовлен болт: материал, марка стали и устойчивость к химическим компонентам.
Обозначение болтов, наносимое при маркировке
На все болты, кроме цилиндрических с отверстием для шестигранного ключа, маркировку наносят сверху на головке. Цилиндрические изделия маркируются на торцевой стороне. Обозначение болтов наносится в виде углубленных в головку символов или выпуклых знаков. Выпуклая маркировка на торцевой части головки наносится редко, чаще всего знаки углубляют. В противном случае высота обозначений четко регламентируется в зависимости от диаметра детали.
- Две цифры на головке болта обозначают класс прочности изделия. Данная величина имеет огромное значение. От нее зависит, сможет ли соединение выдержать ту нагрузку, которая необходима в данном случае. Существует 11 классов прочности, их обозначают двумя символами с точкой между ними.
 Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен. На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте. Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9.
Первое обозначение характеризует прочность болта, а второе — текучесть материала, из которого он произведен. На крупных промышленных объектах, в авто- и авиамоделировании данному показателю уделяется особое внимание. Несоответствие символам маркировки может стать причиной поломок и создания аварийных ситуаций на объекте. Обозначение высокопрочного болта начинается от маркировки 8.8 до 12.9.
- Маркировка производителя — клеймо с условным обозначением производителя, которое обозначает, что перед выходом с производства деталь прошла все обязательные проверки качества и отвечает параметрам, нанесенным на деталь. Отсутствие клейма производителя возможно, но может быть признаком того, что деталь не соответствует стандартам качества.
- Обозначение резьбы. Обязательным является нанесение информации на головку болта с левой резьбой. Оно обозначается в виде стрелки. Соединения с правой резьбой отдельно не маркируются.
- Буквы на головке. Данные символы могут обозначать металл, из которого был изготовлен болт, и класс стали.
 Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.
Обозначение А2 и А4 наносятся на болты, произведенные из устойчивых к химическим веществам и воздуху материалов. Подчеркивание обозначает то, что деталь была произведена из марсианской стали с низким содержанием углерода.
Соответствие ГОСТу
Давайте рассмотрим, каково обозначение болтов по ГОСТу. Все изделия должны соответствовать государственным стандартам качества. Требования к болтам в России и странах СНГ прописываются в ГОСТах. Эти стандарты перешли к нам со времен Советского Союза практически без изменений.
Существует несколько ГОСТов, относящихся к различным типам болтов. В них указываются не только требования к качеству, прочности, соответствие размерам и универсальным параметрам, но и схема обозначения деталей при маркировке и указания определенного типа болта на чертежах.
Что указано в стандартах?
Для таких изделий существует целый ряд требований и обозначений. Болты по ГОСТу должны соответствовать всем прописанным стандартам качества. Кроме того, в документации имеются макеты, которым должен соответствовать данный тип изделия.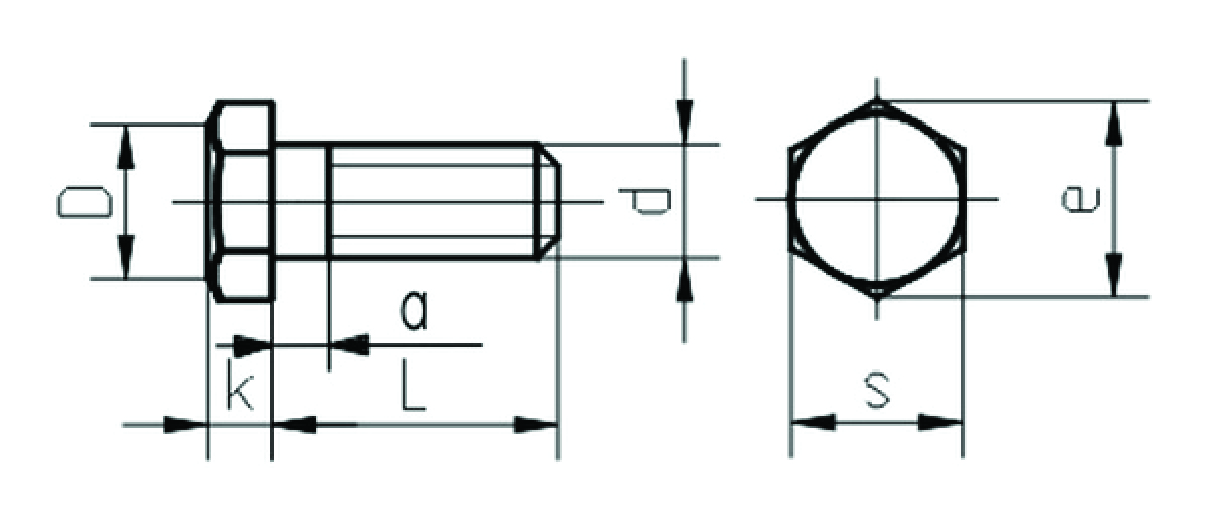 В чертежах, приложенных к государственным стандартам качества, указываются особенности конструкции болта, условные обозначения и схема расположения символов для маркировки.
В чертежах, приложенных к государственным стандартам качества, указываются особенности конструкции болта, условные обозначения и схема расположения символов для маркировки.
Основные требования по ГОСТу
- На детали должны полностью отсутствовать следы коррозии металла, крупные дефекты и трещины. Присутствие последних означает, что изделие не соответствует стандарту качества.
- Допускаются штамповочные трещины на поверхности детали при условии, что длина трещины меньше диаметра болта, а ширина и глубина не больше 4 % диаметра болта. В противном случае изделие не может соответствовать государственному стандарту качества, и его следует выбраковывать.
- По ГОСТу на болте могут быть раскатные пузыри, но их размер не может быть больше 3 % от диаметра изделия.
- Болт, имеющий рваные повреждения, которые заходят на резьбу или опорную часть, тоже выбраковывается.
- Согласно стандарту качества, изделия, имеющие дефекты на торце головки, могут быть пригодными при условии, что дефект не превышает размера окружности выше предельного значения.
- Допускается незначительное точечное изменение цвета сплава в виде рябизны.
Контроль качества
Все изделия контролируются по двум параметрам: визуальное соответствие стандарту и металлографическое исследование. При визуальном контроле качества изделие осматривается на предмет отклонения от государственного стандарта по размеру и диаметру, наличию механических повреждений и дефектов, а также наличию коррозийных изменений. Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
Схема расшифровки условных обозначений болтов
Условное обозначение болта представлено в виде длинного списка цифр и букв, каждая из которых обозначает определенный параметр изделия. Эта информация указывается на фабричной упаковке производителя и позволяет получить всеобъемлющую информацию о детали.
Эта информация указывается на фабричной упаковке производителя и позволяет получить всеобъемлющую информацию о детали.
С первого взгляда может показаться, что расшифровать то, что указано на упаковке, очень сложно, но это не так. Все обозначения идут в определенном порядке и характеризуют отдельный параметр изделия. Одним из наиболее часто используемых стандартов качества является ГОСТ 7798-70, он описывает основные параметры болтов с шестигранной головкой. Рассмотрим расшифровку записи на примере.
Изделие 2М12х1,50LH-5gx50.66.А.047 ГОСТ 7798-70
- Изделие. В этом месте пишут название детали: болт, винт, шпилька и т. д.
- Класс качества диктуется ГОСТом, поэтому может быть не указан. Существует три класса — А, В и С, где обозначение А говорит о самой высокой точности выполнения детали.
- Цифра 2 обозначает исполнение. Существует всего четыре вида исполнения. Исполнение 1 не указывается по умолчанию.
- М — это обозначение типа резьбы. Указывается первая буква ее названия: метрическая, коническая или трапецеидальная.

- 12 — диаметр болта в миллиметрах.
- 1,5 — шаг резьбы, может не быть указан в случае, если он основной для резьбы данного диаметра.
- LH — обозначение того, что на данном болте левая резьба. Если изделие выполнено с основной (правой) резьбой, то это указано не будет.
- 5g обозначает, по какому классу точности была нарезана резьба. Классы могут быть обозначены цифрами от 4 до 8, где 4 означает самый точный класс.
- 50 — длина болта (обозначение в миллиметрах).
- 66 — класс прочности изделия. На головке болта эти показатели ставятся с точкой между цифрами. В условном обозначении точку не ставят.
- А — характеристика применяемой для изготовления стали. В данном случае указано, что болт был вылит из автоматной стали. Буква С говорит, что деталь сделали из спокойной стали. Этот параметр характеризует класс прочности болта. Это значит, что класс выше 8.8.
- 047 обозначает вид покрытия и его толщину на изделии. Существует несколько типов покрытия — от 01 до 13.
 В данном случае вид покрытия 04, а его толщина — 07 мкм.
В данном случае вид покрытия 04, а его толщина — 07 мкм.
Условное обозначение крепежа болтов позволяет максимально точно выполнить требования к определенному изделию и конструкции. Соответствие стандартам качества является залогом успешного воспроизведения требований проекта. Пометка, что изделие соответствует ГОСТу, позволяет изучить свойства детали по данным документам и означает его полное соответствие стандартам. Стандарты по ГОСТу соответствуют другим унифицированным системам. Для перевода из одной системы в другую достаточно воспользоваться метрической таблицей перевода.
Описание болтов по ГОСТ 7798, ГОСТ 7805, DIN 931, DIN 933. Характеристики, конструкция, применение
Под прочностью болтов понимается их свойство в плане сопротивления к воздействию, оказываемому внешними факторами. Стандартное обозначение класса прочности состоит из двух разделенных точкой цифр, либо из двузначного числа, за которым тоже через точку следует цифра. Всего установлено 11 классов. Наименьшая прочность обозначается так: 3.6, а самая высокая – 12.9. Между ними по мере ухудшения прочностных характеристик располагаются следующие классы: 10.9, 9.8 и 8.8 (вместе с болтами 12.9 – это высокопрочные изделия), 6.8, 6.6, 5.8 и 5.6 (крепежные элементы средней прочности), 4.8, 4.6 (вместе с болтами прочности 3.6 их использование допускается для создания малонагруженных соединений)
Наименьшая прочность обозначается так: 3.6, а самая высокая – 12.9. Между ними по мере ухудшения прочностных характеристик располагаются следующие классы: 10.9, 9.8 и 8.8 (вместе с болтами 12.9 – это высокопрочные изделия), 6.8, 6.6, 5.8 и 5.6 (крепежные элементы средней прочности), 4.8, 4.6 (вместе с болтами прочности 3.6 их использование допускается для создания малонагруженных соединений)
Конструкция и применение
Болт, характеризующийся прочностью класса 6.8, произведенный в соответствии с требованиями ГОСТов 7805, 7798 и стандартов DІN 933, 931, представляет собой цилиндрический стержень. Состоит он из отрезка с резьбой и сегмента с гладкой. Далее может следовать небольшой подголовок, а всю эту конструкцию завершает шестигранная головка.
Сфера применения болтов с прочностью класса 6.8 – те объекты, в качестве важного фактора для которых выступает целостность сформированного соединения даже при значительных воздействиях вибрационного типа и когда скрепляемые детали существенно деформируются. В частности, это судо- и вагоностроение, машиностроительная отрасль, а также атомная промышленность.
В частности, это судо- и вагоностроение, машиностроительная отрасль, а также атомная промышленность.
Исполнение
Основное отличие положений ГОСТ 7805 и ГОСТ 7798 кроется в разных классах точности производимых по их нормам болтов
Другое отличие – это диаметры резьбы. В ГОСТе 7798 диапазон изменений данного показателя от M6 до M24. В стандарт 7805 дополнительно внесены размерные характеристики болтов с диаметром резьбы 5,0, 4,0, 3,5, 3,0, 2,5, 2,0 и 1,6
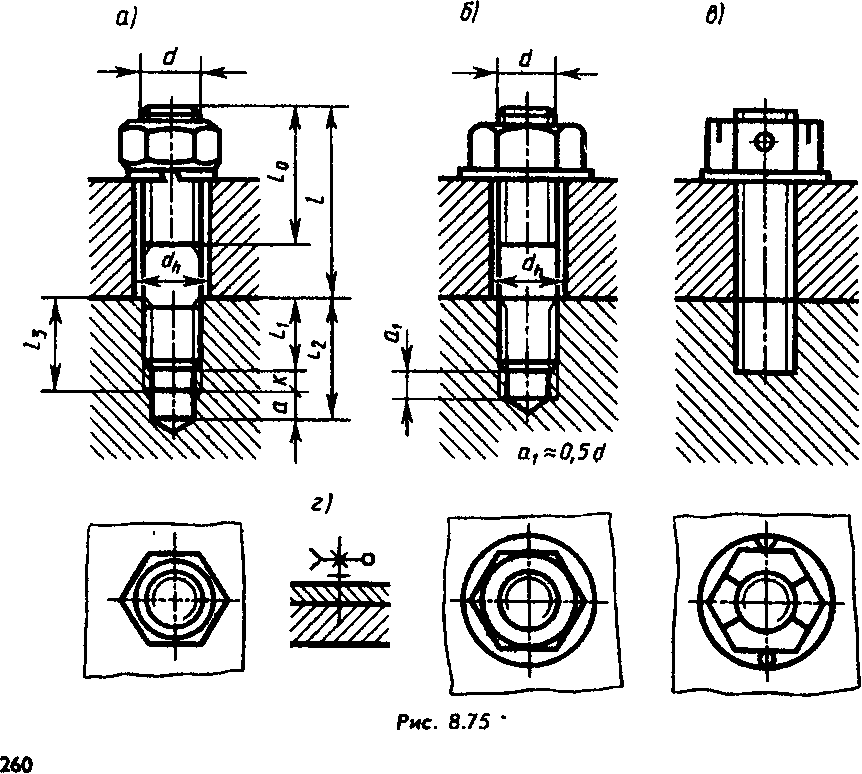
Что же касается возможных исполнений болтов класса прочности 6.8, то они в обоих стандартах совпадают. Всего существует 4 варианта.
В этом исполнении величина номинального диаметра равна значению диаметра гладкого отрезка стержня. Под головкой допускается формирование небольшого по размерам выступа. Данный вариант нашел самое широкое распространение.
Размеры головки аналогичны первому исполнению. В нижней части стержня высверлено отверстие. При использовании корончатых гаек совместно со шплинтами, такое конструктивное решение исключает возможность ослабления соединения из-за самораскручивания болта при воздействии нагрузок вибрационного характера.
В смежных гранях головки проделаны два отверстия, оси, которых расположенных под острым углом относительно друг друга. Возможны два варианта их использования – это все то же шплинтование либо пломбировка соединения.
На внешней плоскости головки создается лунка, предназначенная для нанесения маркировки болта. С учетом требования не уменьшения прочности крепежа, глубина этой лунки не должна быть больше 0,4k, где k – сумма высот головки и расположенного под ней выступа.
Материал изготовления
Технология производства болтов, характеризующихся прочностью класса 6.8 – это т.н. объемная штамповка с применением высадочных прессов. В качестве сырья используется
качественная углеродистая конструкционная сталь, преимущественно, марок Cт.35 и Cт.45. Такому выбору способствуют следующие свойства этого материала:
- значение показателя НВ (твердость по Бринеллю) колеблется в диапазоне от 181 до 238 единиц.
 ;
; - предел текучести составляет 480 МПа;
- предельная прочность – 600 МПа.
Допускается использование сталей других марок. Вместо
- Cт.35 – Cт.30, Cт.40 и Cт.35г;
- Cт.45 – Cт.50Г2, Cт.40X.
Технические характеристики
Производители болтов с прочностью, соответствующей классу 6.8, должны соблюдать размеры, установленные отечественными стандартами. Поскольку ГОСТ 7805 с точки зрения размерных характеристик – расширенный вариант ГОСТа 7798, приведем их значения, прописанные именно в первом из этих нормативных документов.
|
Параметр
|
Шаг резьбы
|
S
|
k
|
e, не меньше
|
dw
|
hw
|
d3
|
d4
|
L2
| ||
|
Мелк.
|
Крупн.
|
Не меньше
|
Не больше
| ||||||||
|
М48
|
3
|
5
|
75
|
30
|
83,9
|
70,5
|
0,25
|
0,8
|
8
|
5
|
15
|
|
М42
|
4,5
|
65
|
26
|
72,6
|
61
|
13
| |||||
|
М36
|
4
|
55
|
22,5
|
61,3
|
51,1
|
0,2
|
6,3
|
11
| |||
|
М30
|
2
|
3,5
|
46
|
18,7
|
51,3
|
42,7
|
4
|
9,5
| |||
|
М27
|
3
|
41
|
17
|
45,6
|
38
|
5
|
8,5
| ||||
|
М24
|
36
|
15
|
40
|
33,6
|
8
| ||||||
|
М22
|
1,5
|
2,5
|
34
|
14
|
37,7
|
31,7
|
7,5
| ||||
|
М20
|
30
|
12,5
|
33,5
|
28,2
|
4
|
7,
| |||||
|
М18
|
27
|
12
|
30,1
|
25,3
|
6,5
| ||||||
|
М16
|
2
|
24
|
10
|
26,8
|
22,5
|
6
| |||||
|
М14
|
21
|
8,8
|
23,4
|
19,6
|
0,15
|
0,6
|
3,2
|
3,2
|
4,5
| ||
|
М12
|
1,25
|
1,75
|
18
|
7,5
|
20
|
16,6
|
4
| ||||
|
М10
|
1,5
|
16
|
6,4
|
17,8
|
14,6
|
2,5
|
2,5
|
3,5
| |||
|
М8
|
1
|
1,25
|
13
|
5,3
|
14,4
|
11,6
|
2
|
2,8
| |||
|
М6
|
|
1
|
10
|
4
|
11,1
|
8,9
|
0,5
|
1,6
|
2
|
2
| |
|
М5
|
0,8
|
8
|
3,5
|
8,8
|
6,9
|
1,2
|
1,2
|
1,8
| |||
|
М4
|
0,7
|
7
|
2,8
|
7,7
|
5,9
|
0,4
|
1
|
1
|
1,4
| ||
|
М3,5
|
0,6
|
6
|
2,4
|
6,6
|
5,1
|
—
|
—
|
—
| |||
|
М3
|
0,5
|
5,5
|
2,0
|
6
|
4,6
| ||||||
|
М2,5
|
0,45
|
5
|
1,7
|
5,5
|
4,1
|
——
|
——
| ||||
|
М2
|
0,4
|
4
|
1,4
|
4,3
|
3,1
| ||||||
|
М1,6
|
0,35
|
3,2
|
1,1
|
3,4
|
2,3
| ||||||

Обозначения взяты из чертежей вариантов исполнения болтов.
Сходства и отличия стандартов DІN 931 и DІN933
Стандарты DІN 931 и DІN 933 являются ближайшими аналогами ГОСТа 7805 и ГОСТа 7798 соответственно. Однако здесь имеется один важный аспект. Как известно, каждый отечественный стандарт нормирует производство болтов только одного касса точности. Так, первый из вышеуказанных действителен для крепежа класса «A», а второй — для крепежных деталей, выполненных с точностью, соответствующей классу «B». В немецких нормативных документах ситуация в этом плане несколько иная.
- Требование производить болты с классом точности «A» распространяется на изделия с резьбой до M24 и длиной, не превышающей 150 мм.
- Размерные характеристики такого крепежа должны соответствовать требованиям класса «B», если их диаметр резьбы больше M24, а длина превышает 150 мм.
Также имеются отличия по предельным значениям диаметра резьбы. Выше было сказано, что в ГОСТе 7805 больше номенклатурных позиций по сравнению с ГОСТом 7798 за счет добавления семи диаметров, размер которых меньше 6 мм (минимальный –1,6 мм).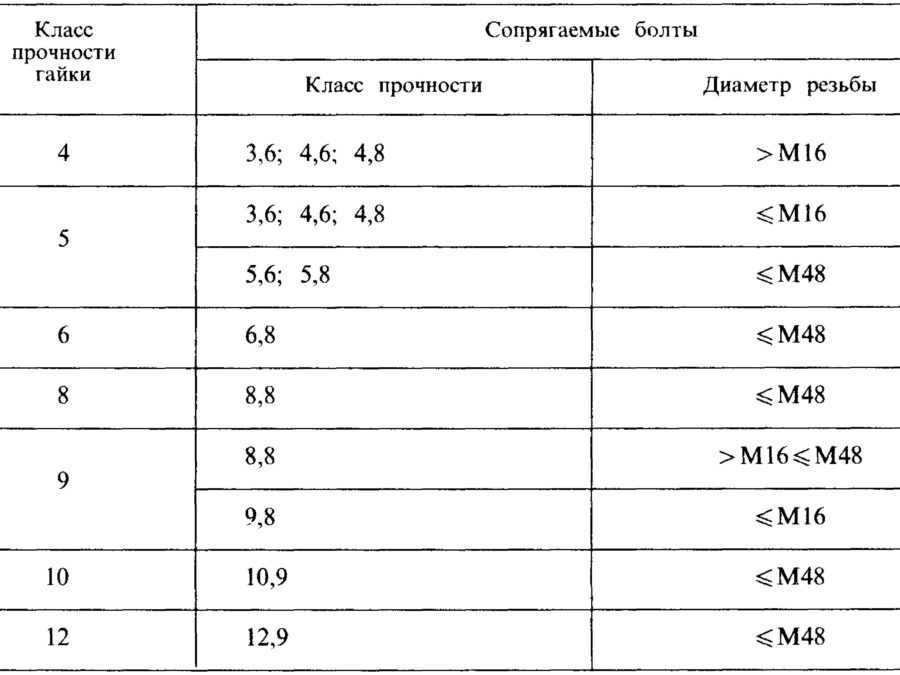 А верхние значения этого показателя идентичны – M48.
А верхние значения этого показателя идентичны – M48.
В немецких стандартах все выглядит с точностью до наоборот. То есть минимальная резьба там одинакова – M1,6, а вот максимальная отличается. В DІN 931 – это M39, а в DІN 933 – M52. Соответственно, разнятся и все максимальные значения остальных параметров, начиная от высоты головки и заканчивая отверстиями в стержне.
Заключение
В заключение стоит отметить, что в зависимости от применяемой технологии производства можно получить болты разного класса прочности из одной и той же марки стали. В частности, повысить прочность крепежных изделий с класса 6.8, полученных методом объемной штамповки, до класса 8.8 можно, подвергнув их процедуре закалки.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Изделия из металла, крепежи, болты, штуцеры в Екатеринбурге. Тел. 8 (343) 288-79-72 (2)
Доставка по всей России
Изготавливаем и реализуем более 10 000 изделий из металлов и сплавов: крепежи, закладные детали, штуцеры, фундаментные болты и металлические элементы фундаментов(ростверки, наголовники), фермы для промышленных и гражданских зданий, металлические лестницы, площадки, ограждения, шарниры, другие метизы любых размеров и форм.
Выпускаем как стандартные модели, так и индивидуальные изделия, выполненные по эскизам заказчика (ст. 3, 09Г2С, 20, 35, 40Х и др.).
Каталог металлоизделий
Болты — от М6 до М56 ГОСТ 7798-70, 7805-70, 7796-70, 7817-80, 22353-77
| Болты БСР ГОСТ 28788-90
|
|
|
Болты фундаментные анкерные (анкера) от М12 до М140 ГОСТ 24379.
| Блоки фундаментные М12 до М140 ГОСТ 24379.1-80
|
|
|
Гайки — от М6 до М48 ГОСТ 5915-70, 5916-70, 22354-77
| Закладные изделия МН, ЗД. Серия 1.400-15 v1. Серия 3.407.9-146
|
|
|
Хомуты U-образные
| Сетка рабица
|
|
|
Шпильки ГОСТ 9066-75, 22032-76, 22042-76 ГОСТ 24379.
| Оси ГОСТ 9650-80
|
|
|
Петли гаражные, (шарниры)
| Болты футеровочные М30, М36, М42, М48 по чертежам заказчика
|
|
|
Анкерные плиты, шайбы ГОСТ 24379.
| Штуцера, бобышки, пробки (стальные, латунные, нержавеющие)
|
|
|
Крепеж — высокопрочный, оцинкованный и нержавеющий
| Шайбы — от Ø6 до Ø56 (плоская ГОСТ 11371-78, пружинная ГОСТ 6402-70) М12 до М140 ГОСТ 24379.
|
|
|
Стопорные кольца — ГОСТ 13942-86, 13943-86
| Саморезы, шурупы, гвозди, строительные — ГОСТ 4028-63
|
| |
| Сетка арматурная (Кладочная) ГОСТ 23279-85 | Скобы строительные, штыри Ø6, Ø8, Ø10, Ø12 |
 1-80
1-80
 1-80
1-80 1-80
1-80 1-80
1-80
Оформить заказ сейчас
или
Напишите на почту:
«>Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
У вас должен быть включен JavaScript для просмотра.
Мы свяжемся с вами в ближайшее время
Также оказываем следующие услуги:
| • Резка и гибка металла от 50 руб/кг | • Нанесение защитного покрытия от 30 руб/кг |
| • Термообработка металла от 60 руб/кг | • Все виды цинкования от 25-30 руб/кг |
Почему выгодно сотрудничать именно с нами?
| Предоставляем необходимую документацию К каждому изделию прилагается сертификат соответствия и паспорт изделия. | Широкий ассортимент продукции По ГОСТ, ТУ, ОСТ, ISO, DIN из любых металлов и сплавов по чертежам и образцам заказчика | Короткие сроки изготовления Стандартный срок изготовления металлоконструкции – от 2 дней |
| Скидки и отсрочка платежа Для постоянных клиентов действует отсрочка платежа сроком до 1 месяца, скидки до 10% | Быстрая доставка Производим отгрузку в день оплаты заказа, доставка до транспортной компании – бесплатно | Персональный подход К вам прикрепляется персональный менеджер, который следит за доставкой и отгрузкой товара, отвечает на ваши вопросы |
Нашими клиентами уже стали: Комбинат Магнезит, Северский Трубный завод, Уральский Машиностроительный завод.
Только факты:
| • Работаем с 2012 года | • Изготовили более 200 тонн изделий из металла | • Размер производственного цеха –500 м² | • Более 40 работников |
Остались вопросы? Звоните:
8 (343) 288-79-72
Самовывоз со склада: Екатеринбург, переулок Саранинский, д. 9, оф. 315.
Знакомство с размерами болтов в метрических единицах
Другие статьи в блоге
Гайки и болты являются важными креплениями, необходимыми для безопасной сборки машин, оборудования, мебели и многого другого. В большинстве случаев абсолютно необходимо использовать правильный размер крепления. В этом кратком руководстве мы даем введение в стандартные метрические размеры ISO для гаек и болтов, которые, мы надеемся, помогут развеять любую путаницу.
BS3643, части 1 и 2
BS3643 определяет пределы и допуски для резьбовых калибров ISO. Стандарт разделен на две части. Часть 1 основана на ISO 965/1 и ISO 965/3, содержащие принципы и основные данные для спецификаций метрической резьбы ISO.
Стандарт разделен на две части. Часть 1 основана на ISO 965/1 и ISO 965/3, содержащие принципы и основные данные для спецификаций метрической резьбы ISO.
И часть 2 стандарта BS3643 содержит таблицы диаметров и допусков для резьб с крупным и мелким шагом на основе ISO 965/2.
Размеры метрических болтов
Метрические гайки и болты обычно обозначаются размерами «M», например: M3, M8, M12. Но размер метрического крепежа более точно указывается с помощью размеров диаметра, шага и длины в миллиметрах. Для гаек используются простые размеры диаметра и шага.
Вот пример спецификации болта с метрической резьбой: M8-1,0 x 20
Спецификация болта разбита следующим образом:
- Буква «M» указывает на то, что в этом болте используется метрическая резьба.
- Число «8» относится к номинальному диаметру стержня болта в миллиметрах.
- Число 1,0 — это шаг резьбы болта, то есть расстояние между витками резьбы в миллиметрах.

- И последняя цифра, 20, это длина в миллиметрах.
Но очень часто можно увидеть метрические болты, указанные следующим образом: M12-50 .
В этом сокращенном формате отсутствует определение шага, что означает, что болт имеет крупную резьбу. Всякий раз, когда размер шага не указан в спецификации метрического болта, болт всегда имеет крупную резьбу. Этот пример (M12-50) имеет диаметр 12 мм и длину 50 мм.
Шаг метрической резьбы
Как уже отмечалось, спецификация болтов с метрической резьбой включает определение шага резьбы, но если это не указано, предполагается крупный шаг. Метрические крепежные детали доступны как с крупным, так и с мелким шагом резьбы, а некоторые метрические размеры болтов предлагают дополнительные варианты с мелким шагом резьбы. Стоит отметить, что метрические болты с крупным шагом резьбы имеют больше витков резьбы на дюйм (они расположены ближе друг к другу), чем сопоставимые дюймовые болты.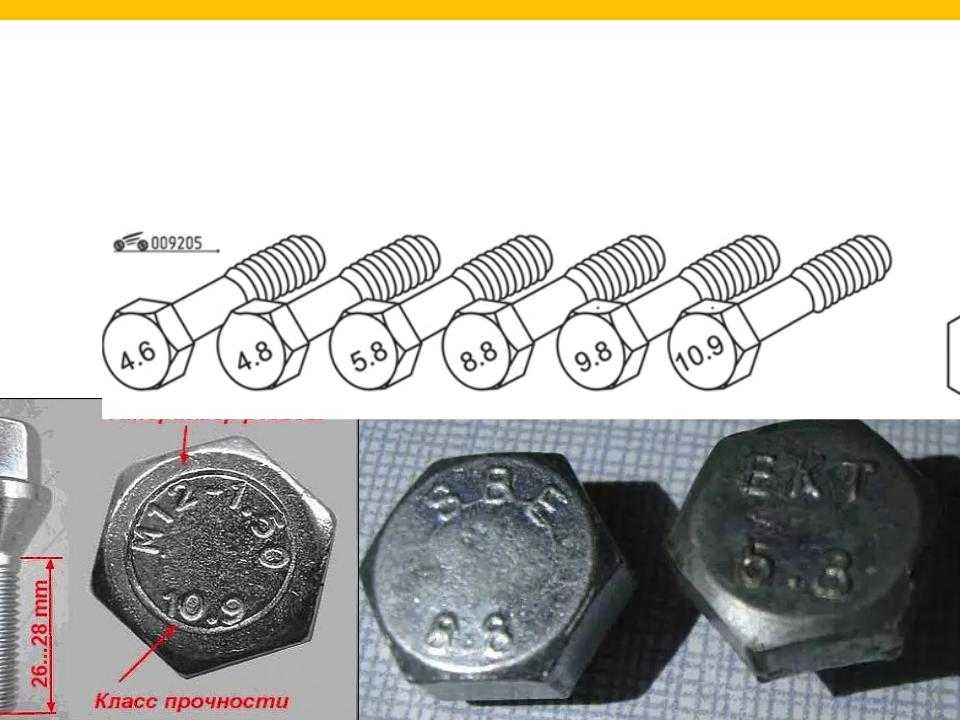
| Метрическая грубая | Метрическая точность | Метрическая сверхтонкая |
|---|---|---|
| М1,4-0,3 | ||
| М2-0,4 | ||
| M2,5-0,45 | ||
| М3-0,5 | ||
| M3,5-0,6 | ||
| М4-0,7 | ||
| М5-0,8 | ||
| М6-1.0 | ||
| М7-1.0 | ||
| М8-1,25 | М8-1.0 | |
| М10-1,5 | М10-1,25 | М10-1.0 |
| М12-1,75 | М12-1,5 | М12-1,25 |
М14-2. 0 0 | М14-1,5 | |
| М16-2.0 | М16-1,5 | |
| М18-2,5 | М18-1,5 | |
| М20-2,5 | М20-1,5 | |
| М22-2,5 | ||
| М24-3.0 | М24-2.0 | |
| М30-3,5 | ||
| М36-4.0 |
Длина метрических болтов
Длина метрических болтов измеряется и определяется точно так же, как дюймовые болты и крепежные детали. Болты с головкой под торцевой ключ, плоской головкой, полукруглой головкой и шестигранной головкой измеряются от нижней стороны головки болта до конца вала. Для болтов с плоской головкой длина включает высоту головки болта, а для болтов с куполообразной головкой длина измеряется от самой толстой и самой высокой точки на изогнутой головке.
Метрические болты и крепежные детали производятся в соответствии со стандартами, установленными Международной организацией по стандартизации (ISO) и Немецким институтом стандартизации (DIN). Вот список наиболее распространенных номеров DIN и ISO и то, что они описывают.
Вот список наиболее распространенных номеров DIN и ISO и то, что они описывают.
| Стандарт № | Описание |
|---|---|
| DIN 84 | Крепежный винт с головкой для сыра со шлицем |
| DIN 85 | Крепежный винт с полукруглой головкой со шлицем |
| DIN 94 | Шплинт |
| DIN 125A | Плоская шайба (без фаски) |
| DIN 125B | Плоская шайба (с фаской) |
| DIN 127B | Разрезная стопорная шайба |
| DIN 137B | Шайба с пружинной волной |
| DIN 315 | Крыльчатая гайка |
| ДИН 439В | Крепежный винт с шестигранной гайкой, готовая шестигранная контргайка |
| DIN 911 | Шестигранный ключ с длинным стержнем |
| DIN 912 | Винт с шестигранной головкой под торцевой ключ |
| DIN 916 | Установочный винт с внутренним шестигранником |
| DIN 931 | Винт с шестигранной головкой, частичная резьба |
| DIN 933 | Винт с шестигранной головкой, полная резьба |
| DIN 934 | Готовая шестигранная гайка |
| DIN 939 | Двусторонняя шпилька |
| DIN 960 | Винт с шестигранной головкой, частичная резьба |
| DIN 961 | Винт с шестигранной головкой, полная резьба |
| DIN 963 | Крепежный винт с плоской головкой со шлицем |
| DIN 964 | Крепежный винт с овальной головкой со шлицем |
| DIN 965 | Крепежный винт с плоской головкой Phillips |
| DIN 966 | Крепежный винт с полукруглой головкой Phillips |
| DIN 975 | Резьбовой стержень |
| DIN 980В | Шестигранная стальная стопорная гайка с преобладающим моментом затяжки |
| DIN 985 | Шестигранная стопорная гайка с нейлоновой вставкой |
| DIN 6334 | Гайка соединительной тяги |
| DIN 6797A | Стопорная шайба с внешним зубом |
| DIN 6797J | Стопорная шайба с внутренним зубом |
| DIN 6912 | Винт с шестигранной головкой под торцевой ключ |
| DIN 6921 | Винт с шестигранной головкой и фланцем |
| DIN 6923 | Шестигранная гайка с фланцем |
| ИСО 7379 | Винт с буртиком и шестигранной головкой |
| ИСО 7380 | Винт с шестигранной головкой под торцевой ключ |
| DIN 7985 | Крепежный винт с полукруглой головкой и крестообразным шлицем |
| DIN 7991 | Винт с шестигранной головкой под торцевой ключ |
Размеры отверстий для метрических болтов
Заданный диаметр метрических болтов фактически немного больше фактического диаметра стержня болта. Таким образом, болт M8 будет иметь диаметр стержня чуть меньше 8 мм, что означает, что болт должен пройти через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором, которые немного больше, чтобы учесть несоосность.
Таким образом, болт M8 будет иметь диаметр стержня чуть меньше 8 мм, что означает, что болт должен пройти через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором, которые немного больше, чтобы учесть несоосность.
Когда необходимо нарезать резьбу, размер отверстия должен быть меньшего диаметра, чтобы можно было нарезать резьбу. Необходимый размер резьбового отверстия можно легко рассчитать, вычитая шаг резьбы из метрического диаметра болта. Например, для болта M8 со стандартным крупным шагом резьбы 1,25 мм потребуется нарезать резьбу диаметром 6,75 мм. Но если бы болт М8 имел мелкий шаг резьбы 1 мм, то диаметр отверстия, необходимого для нарезания резьбы, был бы 7 мм.
В следующей таблице приведены примеры размеров отверстий с зазором, стандартных или крупных шагов резьбы, а также мелких шагов резьбы и соответствующих размеров резьбовых отверстий.
| Размер | Отверстие с просветом мм | Шаг резьбы (стандартный) | Сверло для нарезания резьбы (стандартный шаг) | Шаг резьбы (мелкий) | Сверло для нарезания резьбы (мелкий шаг) |
|---|---|---|---|---|---|
| М5 | 5,5 | 0,8 | 4,2 мм | ||
| М6 | 6,5 | 1,0 | 5,0 мм | 0,75 | 5,25 мм |
| М8 | 9 | 1,25 | 6,75 мм | 1,0 | 7 мм |
| М10 | 11 | 1,5 | 8,5 мм | 1,0 или 1,25 | 9,0 или 8,75 мм |
| M12 | 14 | 1,75 | 10,25 мм | 1,5 | 10,5 мм |
| М16 | 18 | 2,0 | 14 мм | 1,5 | 16,5 мм |
| М20 | 22 | 2,5 | 17,5 мм | 1,5 | 20,5 мм |
| M24 | 26 | 3,0 | 21 мм | 2,0 | 22 мм |
| М30 | 32 | 3,5 | 26,5 мм | 2,0 | 28 мм |

Стандартный гаечный ключ и шестигранный ключ, размеры
Всегда важно использовать правильный инструмент для работы.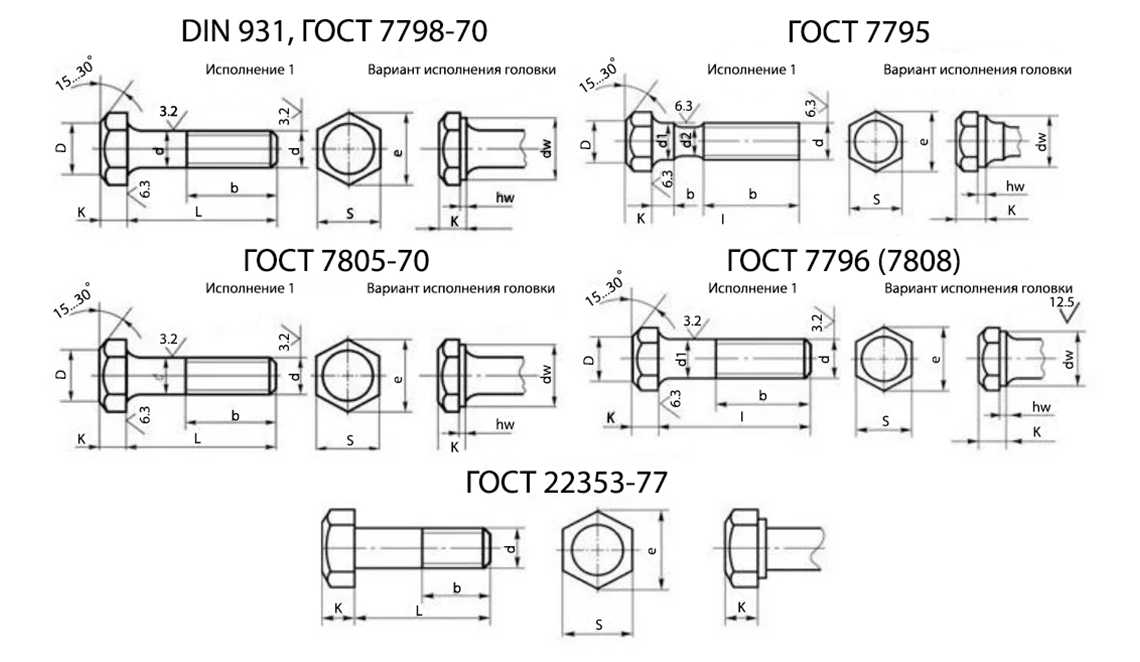 Важно использовать гаечный ключ или шестигранный ключ подходящего размера, чтобы избежать соскальзывания и потенциального повреждения гайки или болта из-за закругления краев.
Важно использовать гаечный ключ или шестигранный ключ подходящего размера, чтобы избежать соскальзывания и потенциального повреждения гайки или болта из-за закругления краев.
Вот краткий список размеров стандартных гаечных и шестигранных ключей, которые применяются к наиболее часто используемым метрическим гайкам и болтам.
| Размер | Гаечный ключ | Шестигранный ключ |
|---|---|---|
| М5 | 8 мм | 4 мм |
| М6 | 10 мм | 5 мм |
| М8 | 13 мм | 6 мм |
| М10 | 17 мм | 8 мм |
| M12 | 19 мм | 10 мм |
| М16 | 24 мм | 14 мм |
| М20 | 30 мм | 17 мм |
| M24 | 36 мм | 19 мм |
| М30 | 46 мм |
Если у вас есть какие-либо вопросы или сомнения относительно крепежа, который вам нужен, помните, что мы здесь, чтобы помочь.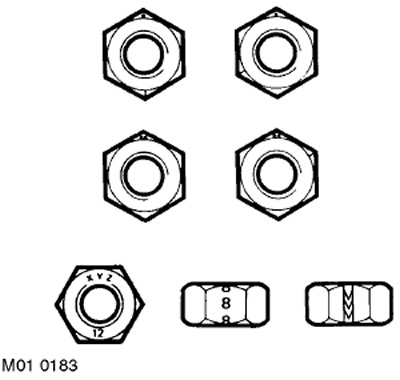 Позвоните нам по телефону 01273 475500, и мы предоставим вам бесплатную квалифицированную консультацию и рекомендации.
Позвоните нам по телефону 01273 475500, и мы предоставим вам бесплатную квалифицированную консультацию и рекомендации.
Это сообщение было добавлено в пятницу, 19 июня 2020 г.
Не вижу, что вам нужно, или вам нужна помощь? Позвоните нам по телефону 01273 475 500
Customer First
Регистрационный номер компании: 2649410
Номер НДС: GB 587 6549 73
О Insight Security
ПОЧЕМУ ПОКУПАТЬ В INSIGHT SECURITY?
- У нас легко заказать и с нами легко связаться…
нужна ли вам помощь или совет до или после покупки - Наша проверенная и испытанная продукция делает то, что мы говорим…
поэтому мы можем предложить вам «БЕЗ ПРИПРИНИКОВ» - Быстрое и надежное обслуживание… Ваш товар обычно будет доставлен в течение 1-3 рабочих дней — позвоните нам, если он вам нужен срочно!
- Все наши продукты имеют очень конкурентоспособные цены.
 .. но, что более важно, мы считаем, что они предлагают вам самое лучшее соотношение цены и качества!
.. но, что более важно, мы считаем, что они предлагают вам самое лучшее соотношение цены и качества!
…это лишь некоторые из причин, по которым большинство наших клиентов регулярно покупают у нас и рекомендуют нас друзьям и коллегам. Так что покупайте сейчас с уверенностью — и присоединяйтесь к тысячам счастливых клиентов, которым мы помогли за последние 20 лет… и помните, если вы не уверены, что вам нужно или какое решение лучше для вас, наши специалисты-консультанты помогут вам. рад помочь. Просто позвоните нам по номеру 01273 475500 .
Вверх
Как определить размер резьбы болта — прочность и конструкция резьбы болта
О резьбе болта
Может показаться необычным считать болты и гайки передовой технологией, но эти крепежные детали существуют по меньшей мере 1800 лет. были не меньше. До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.
Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.
Их можно использовать для линейного перемещения объектов или для перекачивания жидкостей, как в знаменитом винтовом насосе Архимеда. Винты были эффективны в качестве редукторов в червячных передачах. Самое главное, они могли собирать материалы надежно и умело.
Легко утверждать, что болты и гайки сегодня так же высокотехнологичны. В конце концов, большинство сложных машин представляют собой гибриды простых машин. Теперь, после многовековой практики металлообработки, резьбовые соединения изготавливаются с прецизионными допусками и должны соответствовать строгим требованиям современного высокоэффективного и высокопроизводительного рынка. Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
Различия между современными болтами и гайками не ограничиваются размерами. Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет занятий по подгонке резьбы? Метрическая резьба или унифицированный стандарт резьбы? Или грубая или тонкая нить?
Что еще более важно, знает ли ваш поставщик разницу и может ли он разработать аппаратное обеспечение для ваших конкретных приложений? Мы делаем это в Bayou City Bolt и позвольте нам помочь вам и вашей компании с любыми вашими потребностями в болтах.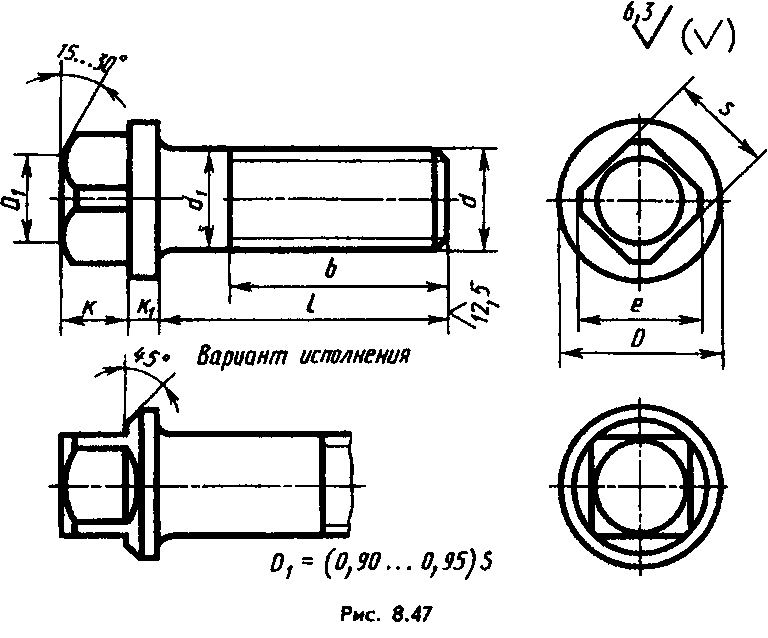 От, винты с головкой под торцевой ключ, болты с шестигранной головкой и тяжелые болты с шестигранной головкой и многое другое.
От, винты с головкой под торцевой ключ, болты с шестигранной головкой и тяжелые болты с шестигранной головкой и многое другое.
Производство резьбы
Даже с технической точки зрения часто не проводится различия между винтами и болтами. Правда в том, что эти термины использовались до появления механически обработанных резьбовых соединений, поэтому они часто используются взаимозаменяемо. Органы по стандартизации пришли к выводу, что эти крепежные детали различаются не спецификациями или методом производства; скорее это то, как они используются. Как указано в Справочнике по машинному оборудованию и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут вкручиваться в материалы для сборки компонентов. Для установки или удаления винта к головке крепежного элемента прикладывается крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте, пока к гайке прикладывается крутящий момент. Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.
Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.
Невооруженным глазом может показаться, что все резьбы застежек созданы одинаковыми. На самом деле существует два метода изготовления резьбы — накатка и нарезка, — которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а лишний материал срезается с заготовки для создания резьбы. Это приводит к увеличению диаметра перед началом резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены методом нарезки. Как правило, болты и винты с нарезанной резьбой обладают большей прочностью на сдвиг, но они также сложнее в производстве и дороже.
Для изготовления накатанной резьбы используется заготовка диаметром несколько меньше диаметра назначенного конца. Заготовка деформируется штампами для создания спиральных пиков и впадин, которые огибают стержень болта. Это создает крепеж с более гладкой резьбой, который также весит меньше, чем нарезанные болты того же размера. Эти застежки проходят холодную обработку, что упрочняет резьбу. В целом накатывание является быстрым, эффективным и менее затратным методом нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком тверды для холодной обработки штампами. Два типа структурных болтов, A325 и A490, не может быть свернут из-за этих ограничений.
Эти застежки проходят холодную обработку, что упрочняет резьбу. В целом накатывание является быстрым, эффективным и менее затратным методом нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком тверды для холодной обработки штампами. Два типа структурных болтов, A325 и A490, не может быть свернут из-за этих ограничений.
Эти условия означают, что накатанная резьба подходит для большинства применений, поскольку она дешевле и в среднем на 7% прочнее, чем нарезанная резьба. В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Как правило, единственным случаем, когда явно требуется нарезание резьбы, является случай, когда указанные материалы слишком тверды для прокатки.
Стандартизация крепежных изделий
В 19 ом веке индустриализация и достижения в области механической обработки привели к массовому производству и распространению крепежных изделий.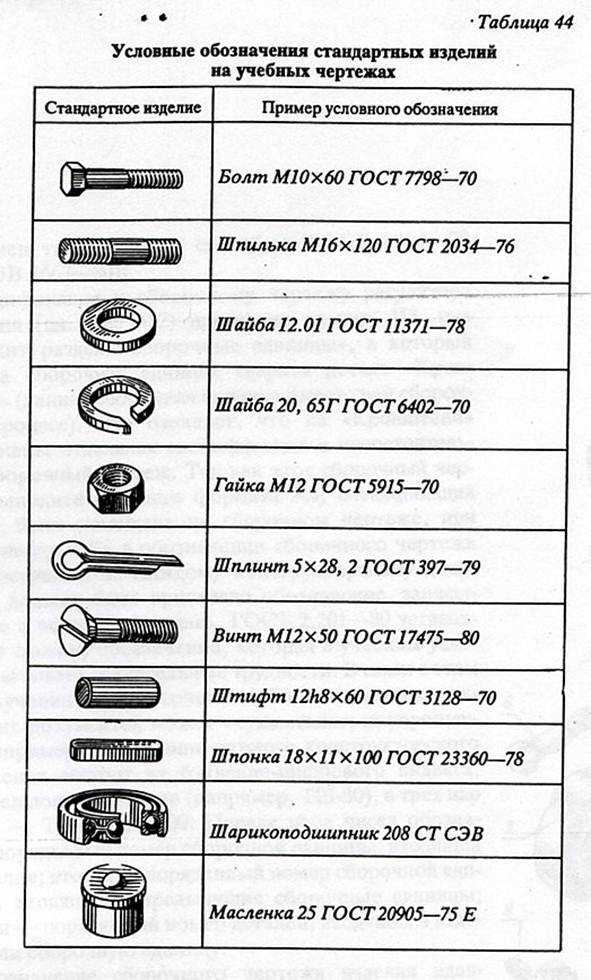 Конкурирующие болты одного размера с несовместимой резьбой привели к проблемам совместимости, особенно с импортным оборудованием. Потребовалось глобальное событие эпических масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Великобритания не смогли починить танки и машины друг друга во время войны, поэтому в 1949 они приняли Унифицированный стандарт резьбы (UTS), в котором изложен критерий резьбы с использованием дюймовых измерений. Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.
Конкурирующие болты одного размера с несовместимой резьбой привели к проблемам совместимости, особенно с импортным оборудованием. Потребовалось глобальное событие эпических масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Великобритания не смогли починить танки и машины друг друга во время войны, поэтому в 1949 они приняли Унифицированный стандарт резьбы (UTS), в котором изложен критерий резьбы с использованием дюймовых измерений. Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.
Имея наибольшую долю рынка, метрические болты легче всего идентифицировать. Номиналы начинаются с буквы М, а цифра сразу после указывает на диаметр болта в миллиметрах. Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, то есть расстоянием между соседними витками, опять же в миллиметрах. Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт диаметром 10 мм и расстоянием между витками 1,5 мм.
Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, то есть расстоянием между соседними витками, опять же в миллиметрах. Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт диаметром 10 мм и расстоянием между витками 1,5 мм.
Таблица размеров резьбы
Посадка резьбы классифицирует допуски между вершинами и впадинами (гребнями и впадинами) сопрягаемых резьбовых деталей. В метрических описаниях посадка резьбы классифицируется по числовой и буквенной системе; более низкие числа обозначают резьбу с более высокой точностью, а буквы обозначают позицию допуска. В некоторых случаях фурнитура может быть помечена двумя наборами размеров посадки резьбы. Первая метка представляет диаметр делителя (воображаемый диаметр, который пересекает резьбу наполовину — расстояние равно большому и меньшему диаметрам), а вторая — диаметр вершины, который является меньшим диаметром на внутренней резьбе и большим диаметром на резьбе. внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.
внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.
Тип диаметра | Внутренняя резьба | Внешняя резьба |
Шаг | Пять типов: класс 4, класс 5, класс 6, класс 7, класс 8 | Семь типов: 3 класс, 4 класс, 5 класс, 6 класс, 7 класс, 8 класс, 9 класс |
Герб | Пять типов: класс 4, класс 5, класс 6, класс 7, класс 8 | Три типа: 4 класс, 6 класс, 8 класс |
Кроме того, положения допуска могут быть следующих типов.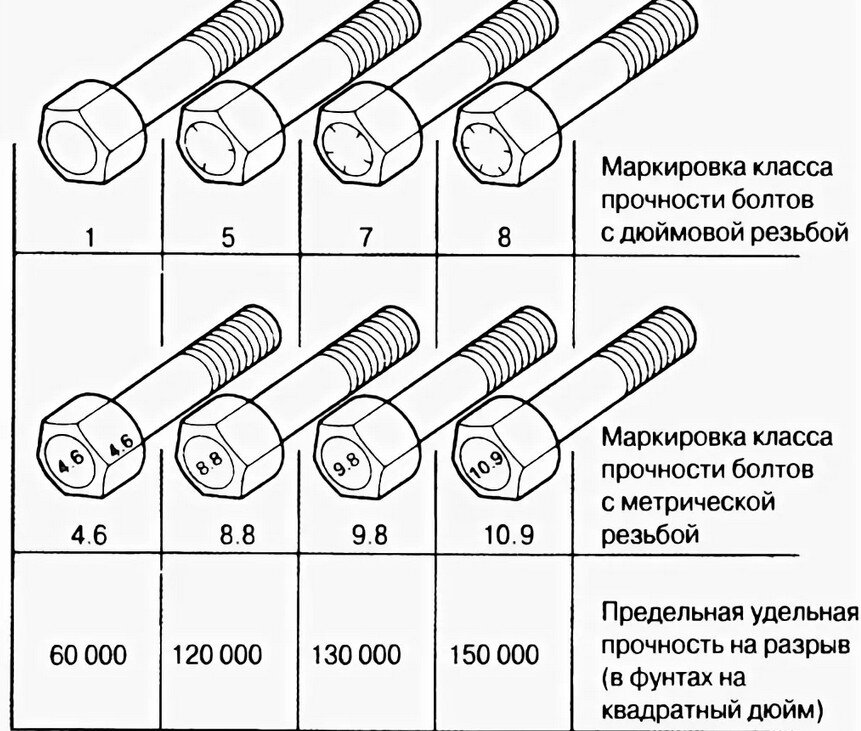 Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
Резьба | Классы положения допуска |
Внутренний | г, ч |
Внешний | Э,Ф,Г,Ч |
По сравнению с UTS метрическая резьба 6g будет очень похожа на болт 2A UTS с точки зрения посадки резьбы.
Болты UTS диаметром менее 1/4 дюйма имеют номер калибра, но размеры в дюймах используются для размеров от 1/4 до 1 дюйма. Второе число болта UTS обозначает количество витков резьбы на дюйм (TPI). Болты UTS размером от № 0 до № 10 имеют две возможные конфигурации TPI (грубая и тонкая), а диаметры № 12 и выше могут иметь две или три конфигурации TPI (грубая, тонкая и сверхтонкая). Например, болт UTS с номером 3-48 представляет собой болт или винт калибра 3 с 48 витками на дюйм, а винт 1/4-20 имеет диаметр 1/4 дюйма и 20 витков на дюйм.
Посадка резьбы также является проблемой для винтов и болтов UTS. Свободная посадка лучше подходит для приложений, требующих быстрой сборки и разборки, но точная посадка (класс 3) лучше всего подходит для высокоточных, высокопрочных соединений и жестких условий, таких как болты с головкой под торцевой ключ в двигателе. Резьбы класса А используются для наружной резьбы, а резьбы класса В — для внутренней резьбы.
Класс резьбы | Допуск | Приложение |
1А | Делительный диаметр 1,50 % | Только для быстрой и легкой сборки и разборки; редко используемый. |
1Б | Делительный диаметр 1,50 % | Только для быстрой и легкой сборки и разборки; редко используемый. |
2А | 1,10% делительного диаметра | Приемлем для большинства применений: самый распространенный класс болтов UTS |
2Б | 1,10% делительного диаметра | Приемлем для большинства применений: самый распространенный класс болтов UTS |
3А | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
3Б | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |

Органы по стандартизации приложили огромные усилия для классификации шага резьбы, поскольку он определяет площадь напряжения растяжения резьбы, которую можно определить с помощью этого уравнения. Напряжение коррелирует с TPI болта.
AS = π/4 x (D — (.
4 x P)) ²
Где:
As: Область растяжения
D: диаметр болта
P: 1/нить на дюйм (TPI)
Например, давайте сравним площадь растягивающего напряжения двух винтов. Первый винт 3/4-10 UNC.
.3382=π/4 X (.75-(
4 x (1/10)))²
Второй винт имеет такой же диаметр, но другой TPI; это винт 3/4-16 UNF.
0,3754 = π/4 x (0,75 — (0,9)38794 x (1/16)))²
Как видно из уравнения, винт с большим TPI имеет большую площадь растягивающего напряжения.
Как определить толщину резьбы
Наконец, резьба метрических и UTS-креплений также подразделяется на крупную, мелкую и сверхтонкую. Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены
Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены
Крупная резьба толще и долговечнее, чем фурнитура с мелкой резьбой. Крепеж с крупной резьбой также можно установить быстрее. Например, для 3/4-10 UNC требуется 10 оборотов, чтобы установить 1 дюйм вала болта, а для 3/4-16 UNF потребуется 16 оборотов. Крупная резьба обеспечивает зазор для покрытия резьбы и менее подвержена истиранию. Эта резьба также вряд ли сорвется, если болт изготовлен из мягкого материала.
Мелкие и сверхтонкие нити можно исследовать вместе. Их меньший шаг и больший TPI приравниваются к лучшей прочности на растяжение, а больший внутренний диаметр обеспечивает лучшую прочность на сдвиг. Меньший угол спирали резьбы также обеспечивает превосходную устойчивость к вибрации в крепежных изделиях с мелкой резьбой, что является очень важным фактором. Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
На основании этих подробных стандартов 91% резьбовых соединений относятся к одному из этих обозначений.
Метрическая система | ||
Диаметр (мм) | Крупный шаг | Мелкий шаг (и сверхмелкий, если применимо) |
1 | .25 | .2 |
1,2 | .25 | .2 |
1,4 | .3 | .2 |
1,6 | .35 | .2 |
1,8 | .35 | .2 |
2 | . | .25 |
2,5 | .45 | .35 |
3 | .5 | .35 |
3,5 | .6 | .35 |
4 | .7 | .5 |
5 | .8 | .5 |
6 | 1 | .75 |
7 | 1 | .75 |
8 | 1,25 | 1(0,75) |
10 | 1,5 | 1,25(1) |
12 | 1,75 | 1,5(1,25) |
14 | 2 | 1,5 |
16 | 2 | 1,5 |
18 | 2,5 | 2(1,5) |
20 | 2,5 | 2(1,5) |
22 | 2,5 | 2(1,5) |
24 | 3 | 2 |
27 | 3 | 2 |
30 | 3,5 | 2 |
33 | 3,5 | 2 |
36 | 4 | 3 |
39 | 4 | 3 |
42 | 4,5 | 3 |
45 | 4,5 | 3 |
48 | 5 | 3 |
52 | 5 | 4 |
56 | 5,5 | 4 |
60 | 5,5 | 4 |
64 | 6 | 4 |
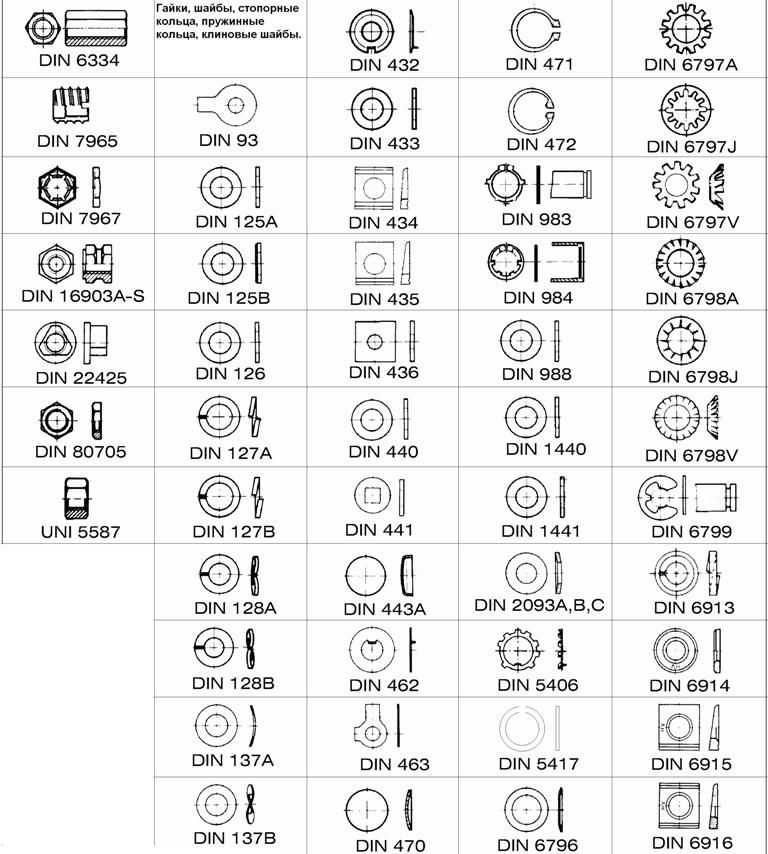 4
4
УТС | |||
Диаметр (номер датчика или дюймы) | Грубый | Мелкий TPI | Сверхтонкий TPI |
#0 | н/д | 80 | н/д |
#1 | 64 | 72 | н/д |
#2 | 56 | 64 | н/д |
#3 | 48 | 56 | н/д |
#4 | 40 | 48 | н/д |
#5 | 40 | 44 | н/д |
#6 | 32 | 40 | н/д |
#8 | 32 | 36 | н/д |
#10 | 24 | 32 | н/д |
#12 | 24 | 28 | 32 |
1/4 | 20 | 28 | 32 |
5/16 | 18 | 24 | 32 |
3/8 | 16 | 24 | 32 |
7/16 | 14 | 20 | 28 |
1/2 | 13 | 20 | 28 |
16 сентября | 12 | 18 | 24 |
5/8 | 11 | 18 | 24 |
3/4 | 10 | 16 | 20 |
7/8 | 9 | 14 | 20 |
1 | 8 | 12 | 20 |
Этот документ может быть бесценным ориентиром при выборе крепежа, но нет необходимости запоминать его.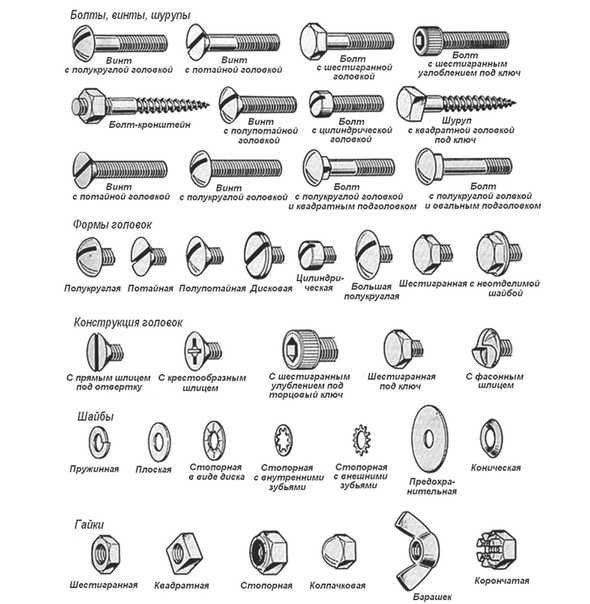 Вся эта информация основана на опыте знающих инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать исчерпывающие варианты резьбовых винтов, болтов и гаек.
Вся эта информация основана на опыте знающих инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать исчерпывающие варианты резьбовых винтов, болтов и гаек.
В течение почти двух тысячелетий резьбовое оборудование поддерживало некоторые из самых важных инноваций в истории человечества. Теперь у вашей компании есть возможность использовать высокотехнологичные преимущества новейших аппаратных решений.
Загрузить PDF
Свойства, марки и прочность метрических болтов
Свойства, марки и прочность метрических болтов
| Источники: | (1) США BLM, Справочник метрических единиц, H-9102, разд. 2.E.8.  http://www.blm.gov/nhp/efoia/wo/handbook/  (1999-12-29). | |
| (2) ИСО 898-1, 1999 г., Разделы 3–7 и Приложение. А. | ||
| (3) ИСО 965-1, 1998 г., Разделы 5.  2, 7, 12. 2, 7, 12. | ||
| 29 декабря 1999 г., ред. 22 января 2003 г. © 2003 Гарретт Д. Эйлер | ||
6. Общие крепежные детали .
Промышленность США в настоящее время широко использует метрические крепежные детали.
остальной мир использует почти исключительно метрические крепежные детали ISO из-за
их превосходство в пропорциях, усталостной прочности, шаге, размере и
обозначения спецификаций и международная доступность.В Реестре Томаса перечислены сотни фирм с метрическими застежками,
Метрические винты и метрические болты. Институт промышленных крепежных изделий (IFI)
имеет направляющие для типов и производителей крепежа.Метрические крепежные детали для всех аэрокосмических применений легко изготавливаются и
легко доступны по минимальной цене для всех сотрудников НАСА и подрядчиков через
Крепеж НАСА GSFC
Инвентарь.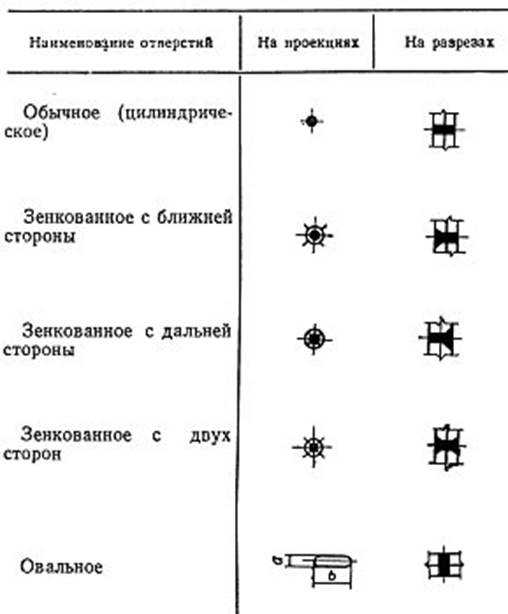
Метрическое обозначение размера крепежа.
Метрическое обозначение размера крепежа
номенклатура . Как подробно разъяснено в ISO 965-1, разд. 5,
Обозначения метрических размеров крепежа всегда начинаются с заглавной буквы M или MJ, за которыми следует
номинальный диаметр крепежа и шаг резьбы, оба в миллиметрах (мм),
разделенные символом «x», следующим образом. M10 x 1,5-6g-S означает метрическую систему
профиль резьбы крепежа М, номинальный размер крепежа (номинальный наружный диаметр)
10 мм, шаг резьбы 1,5 мм, наружная резьба , класс точности 6g,
и группа длины зацепления резьбы S («короткая»). Если ссылаться на
9Допуск внутренней резьбы 2000 , буква «g» будет писаться с большой буквы. Соответствие между
детали с резьбой обозначаются классом допуска внутренней резьбы, за которым следует
класс допуска наружной резьбы через косую черту;
например, M10 x 1,5-6H/6g.Стандартный метрический шаг резьбы крепежа и зацепление
длина .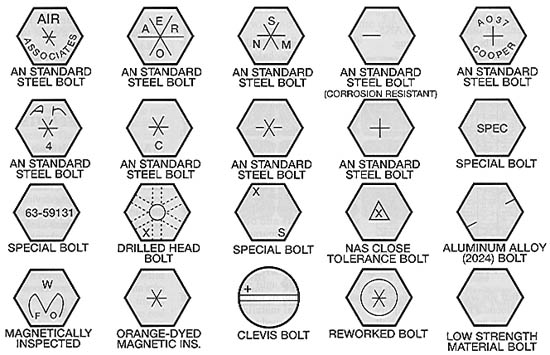 Если обозначение шага метрической резьбы (например, «x 1,5»)
Если обозначение шага метрической резьбы (например, «x 1,5»)
опущен, он определяет резьбу с крупным шагом. Например, М10 или М10-6г, по
по умолчанию указывает M10 x 1,5. Серия стандартной метрической резьбы крепежа
для резьбовых компонентов общего назначения используется профиль резьбы M и грубая резьба.
шаг резьбы серии. Если обозначение группы длины зацепления резьбы (например,
«-S») опущен, он указывает группу длин резьбового зацепления N, что означает
«обычный.»Допуск на метрическую резьбу крепежа по умолчанию
класс . Если обозначение класса точности резьбы (например, «-6g»)
опущен (например, M10 x 1,5), он указывает «средний» допуск резьбы, т. е.
6ч/6г. Посадка 6H/6g является стандартным классом допуска ISO для общих
использовать.Эквивалентный допуск на дюймовую резьбу
классы . Имперский класс допуска внутренней и наружной резьбы
2B/2A практически эквивалентны классу допуска резьбы ISO и посадке.
6ч/6г. Имперский класс точности 3A примерно эквивалентен ISO
класс допуска 4g6g, хотя класс посадки 3B/3A приблизительно эквивалентен ISO
класс подходит 4х5х/4х6х. Полную информацию см. в ISO 9.65-1, разд. 5.2, 7,
Полную информацию см. в ISO 9.65-1, разд. 5.2, 7,
и 12.Профиль резьбы метрического крепежа
совместимость . Метрический профиль резьбы крепежа М – нормальный,
имеющийся в продаже профиль резьбы. Профиль резьбы MJ обозначает
наружная резьба имеет увеличенный радиус впадины (более мелкий впадина относительно
наружный профиль резьбы М), благодаря чему имеет более высокую усталостную прочность (за счет
снижение концентрации напряжений), но требует высоты усеченного гребня
Внутренняя резьба MJ для предотвращения помех в основании внешней резьбы MJ (просто
поскольку профиль внешней резьбы UNJ требует внутренней резьбы UNJ).
Однако внешние резьбы M совместимы с M 9.Внутренняя резьба 2000 и МДж
(так же, как внешние резьбы UN и UNR совместимы с UN и UNJ
внутренняя резьба).
ISO метрический крепежный материал
классы прочности (марки) . Как указано в ИСО 898-1, ИСО
Должны использоваться метрические классы свойств (марки) материалов крепежных изделий. За
За
например, материал крепежа класса прочности ISO 5.8 означает номинальный (минимальный)
предел прочности при растяжении 500 МПа и номинальный (минимальный) предел текучести при растяжении
0,8-кратный предел прочности при растяжении или 0,8(500) = 400 МПа. (В нескольких
случаях фактический предел прочности при растяжении может быть примерно на 20 МПа выше
чем номинальный предел прочности при растяжении, указанный через номинальный класс прочности
код. Точные значения см. в Таблице 10 ниже.) Много анкерных болтов
(болты L, J и U и резьбовой стержень) изготовлены из низкоуглеродистых марок стали,
например, классы ISO 4.6, 4.8 и 5.8.Предпочтительные диаметры . Предпочтительный
номинальные диаметры болтов и резьбовых стержней указаны ниже.
четвертая серия, указанная ниже, должна быть ограничена необычными требованиями, если нет
можно использовать из предыдущей серии. Ссылка на отдельные стандарты перед
к спецификации. Размеры от M5 до M45 обычно используются в строительстве.
Первый выбор: М2 2,5 3 4 5 6 8 10 12 16 20 24 30 36 42 Второй вариант: M3,5 14 18 22 27 33 39 45 Третий вариант: M15 17 25 40 Избегать: M7 9 11 26 28 32 35 38 Болт против винта
определение . Правильное определение болта и винта выглядит следующим образом:
следует. Болты — это крепежные детали с головкой, имеющие наружную резьбу, которая соответствует строгим единым требованиям к резьбе болта (например, M, MJ, UN, UNR и UNJ).
так, чтобы они могли принять неконическую гайку. Винты с головкой,
крепежные изделия с наружной резьбой, которые не соответствуют приведенному выше определению
болты. Для полного обсуждения неправильных определений и соответствующей путаницы
относительно этих двух слов см. подробности. 93).
подробности. 93).Метрическая система
(СИ) . Аббревиатура метрической системы – СИ, т.
Международная система единиц (от франц. Systeme International
д’Юнитес ). Она возникла из оригинальной французской метрической системы и
в настоящее время используется практически во всем мире. Длинный язык универсально
используемая в науке и среди технически подкованных людей, SI также стала
доминирующий язык международной торговли и торговли. Все новые США
стандарты (ASTM, ANSI, SAE, IEEE, ASME и т. д.) теперь записываются в метрических единицах, поскольку
ведущие инженеры в этих организациях признают важность попыток получить
США идут в ногу с технически развитыми странами, стремясь восстановить
потеряли конкурентоспособность США в мировой экономике, так как по сути нет глобального
рынок архаичных, чудаковатых, несовместимых размеров товара США произвольно
придумывает, в то время как они теряют промышленность и рабочие места в странах третьего мира
у которых нет проблем с пониманием чего-то столь простого и удовлетворением потребности
эффективно. IEEE был достаточно умен, чтобы признать эти десятилетия
IEEE был достаточно умен, чтобы признать эти десятилетия
назад. Япония также была достаточно умна, чтобы распознавать такие простые вещи, как
это давно. Эта маленькая страна, всего 60 лет назад потерпевшая поражение во Второй мировой войне,
так как захватили большую часть мировой экономики благодаря своим умным
прогресс, и, следовательно, стал крупным мировым финансистом, в то время как США
стать должником мирового уровня на сумму триллионов из-за неэффективного бизнеса
практики, низкий образовательный уровень, разгильдяйство, неумение решать или
понять даже простые проблемы, такие как метрическое преобразование.
8. Данные крепежа . Таблицы 9 и 10 содержат большую часть
данные доступны для различных метрических крепежных изделий. Таблица 9 приведена дословно
из ссылки 1, включая несколько опечаток, помеченных как «[так в оригинале]».
ниже. Таблица 10, с другой стороны, была проверена на точность
ISO 898-1 и ASTM F 568M.
| Таблица 9 | ||||
| Основной продукт | Тип изделия и тип головки | Доступный диапазон размеров | Информацию о резьбе и размерах см. в: в: | Информацию о механических свойствах см. в Таблице 10 или: |
| Метрические болты | шестнадцатеричный | М5-М100 | АНСИ/АСМЭ Б18.2.3.5М | ASTM F568M ASTM F486M ASTM F738M |
| тяжелый шестигранник | М12-М36 | АНСИ/АСМЭ Б18.2.3.6М | ||
| круглая головка, короткая квадратная шейка (каретка) | М8-М20 | АНСИ/АСМЭ Б18.5.2.1М | ||
| круглая головка квадратная шейка (каретка) | М5-М24 | АНСИ/АСМЭ Б18.5.2.2М | ||
| изогнутый | M5 и больше | МФИ 528 [так в оригинале] | ||
| тяжелая шестигранная конструкция | М12-М36 | АНСИ/АСМЭ Б18. 2.3.7М 2.3.7М | АСТМ А325М АСТМ А490М | |
| шестигранная передающая опора | М16-М24 | МФИ 541 [так в оригинале] | МФИ 541 [так в оригинале] | |
| Метрические винты | шестигранный колпачок | М5-М100 | АНСИ/АСМЭ Б18.2.3.1М | ASTM F568M ASTM F468M ASTM F738M |
| шестигранник | М5-М24 | АНСИ/АСМЭ Б18.2.3.2М | ||
| тяжелый шестигранник | М12-М36 | АНСИ/АСМЭ Б18.2.3.3М | ||
| шестигранный фланец | М5-М16 | АНСИ/АСМЭ Б18.2.3.4М | ||
| тяжелый шестигранный фланец | М10-М20 | АНСИ/АСМЭ Б18.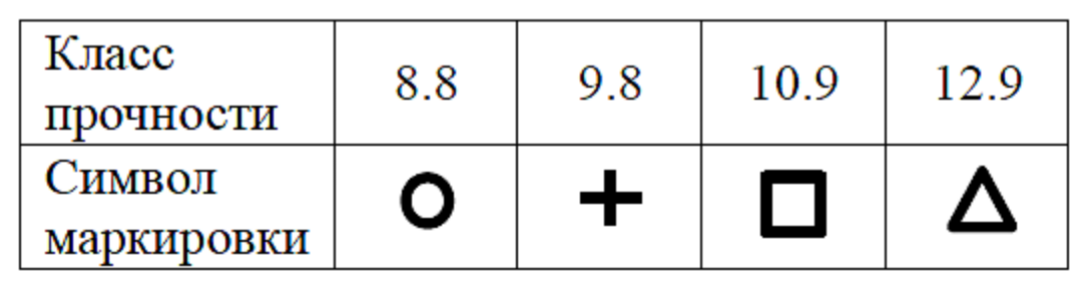 2.3.9М 2.3.9М | ||
| шестигранник | М5-М24 | АНСИ/АСМЭ Б18.2.3.8М | см. примечание 3 [так в оригинале] | |
| Метрические шпильки | двойной конец | М5-М100 | МФИ 528 [так в оригинале] | ASTM F568M ASTM F468M ASTM F736M |
| сплошная резьба | М5-М100 | |||
| Метрические стопорные винты | преобладающий крутящий момент, неметаллическая вставка | М1.6-М36 | см. примечание 3 [так в оригинале] | ИФИ 524 |
| с химическим покрытием | М6-М20 | см. примечание 3 [так в оригинале] | ИФИ 525 | |
| Винты с внутренним шестигранником | крышка торцевой головки | М1. 6-М48 6-М48 | АНСИ/АСМЭ Б18.3.1М | ASTM A574M ASTM F837M |
| буртик с головкой под торцевой ключ | М6.5-М25 | АНСИ/АСМЭ Б18.3.3М | ASTM F835M ASTM A574M ASTM F879M | |
| Крышка с торцевой головкой | М3-М16 | АНСИ/АСМЭ Б18.3.4М | ||
| заглушка с потайной головкой | М3-М20 | АНСИ/АСМЭ Б18.3.5М | ||
| Набор головок | М1.6-М24 | АНСИ/АСМЭ Б18.3.6М | ANSI/ASME B18.3.6M ASTM F912M ASTM F880M | |
| Метрические гайки | шестигранник, тип 1 | М1.6-М36 | АНСИ/АСМЭ Б18.2.4.1М | ASTM A563M ASTM F467M ASTM F836M ASTM A194M |
| шестигранник, тип 2 | М3-М36 | АНСИ/АСМЭ Б18.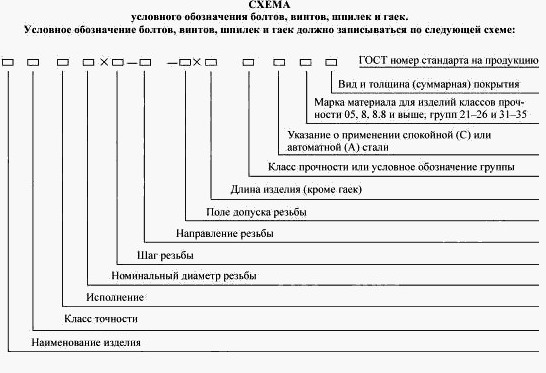 2.4.2М 2.4.2М | ||
| шестигранник | М5-М36 | АНСИ/АСМЭ Б18.2.4.3М | ||
| шестигранный фланец | М5-М20 | АНСИ/АСМЭ Б18.2.4.4М | ||
| шестигранник | М5-М36 | АНСИ/АСМЭ Б18.2.4.5М | ||
| тяжелый шестигранник | М12-М100 | АНСИ/АСМЭ Б18.2.4.6М | ||
| Преобладающие метрические — Моментные гайки | шестигранник, сталь | М3-М36 | АНСИ/АСМЭ Б18.16.3М | АНСИ/АСМЭ Б18.16.1М АНСИ/АСМЭ Б18.16.2М |
| шестигранный фланец, сталь | М6-М20 | |||
Примечания к таблице 10.
Если в Таблице 10 ниже показан только номер класса свойства ISO,
класс является стандартным как в документах ISO 898-1, так и в документах ASTM. Характеристики
Характеристики
указанные в каждом из них идентичны, за исключением незначительных исключений. Где
существуют различия, приведены значения ASTM F 568M. 92) из
резьба изделия согласно таблице 9 или стандарту
Метрические размеры хвостовика болта, затем разделите полученный результат на 1000.Как правило, идентификационные метки располагаются на верхней части головы
и желательно повышены.Изделия класса 5.8 доступны длиной 150 мм и менее.
Следует соблюдать осторожность при рассмотрении вопроса об использовании класса прочности 12.9.
товары. Возможности производителя крепежа, а также
предполагаемая среда обслуживания, должны быть тщательно рассмотрены. Немного
Окружающая среда может вызвать коррозионное растрескивание под напряжением без покрытия, а также
гальваника, изделия.
| Таблица 10 МЕТРИЧЕСКАЯ РЕЗЬБА С НАРУЖНОЙ РЕЗЬБОЙ | |||||||||
| Обозначение класса свойств | Номинальный размер продукта | Материал и обработка | Механические требования | Идентификатор класса свойства. Маркировка Маркировка | |||||
| Расчетная нагрузка Напряжение, МПа | Предел текучести при растяжении, МПа, не менее | Предел прочности при растяжении, МПа, не менее | Товар. Твердость по Роквеллу | ||||||
| Поверхность, макс. | Ядро | ||||||||
| Мин. | Макс. | ||||||||
| 4,6 | М5-М100 | сталь с низким или средним содержанием углерода | 225 | 240 | 400 | — | В67 | В95 | 4,6 |
| 4,8 | М1.6-М16 | низко- или среднеуглеродистая сталь, полностью или частично отожженная | 310 | 340 | 420 | — | В71 | В95 | 4,8 |
| 5,8 | М5-М24 | сталь с низким или средним содержанием углерода, холоднодеформированная | 380 | 420 | 520 | — | В82 | В95 | 5,8 |
| 8,8 | М16-М72 | среднеуглеродистая сталь, закаленная и отпущенная | 600 | 660 | 830 | 30Н56 | С23 | С34 | 8,8 |
| A325M Тип 1 | М16-М36 | A325M  8S | |||||||
| 8,8 | М16-М36 | низкоуглеродистая бористая сталь, закаленная и отпущенная | 600 | 660 | 830 | 30Н56 | С23 | С34 | 8,8 |
| А325М тип 2 | A325M  8S | ||||||||
| А325М тип 3 | М16-М36 | Сталь, устойчивая к атмосферной коррозии, закаленная и отпущенная | 600 | 660 | 830 | 30Н56 | С23 | С34 | А325М  8С3 |
| 9,8 | М1. 6-М16 6-М16 | среднеуглеродистая сталь, закаленная и отпущенная | 650 | 720 | 900 | 30Н58 | С27 | С36 | 9,8 |
| 9,8 | М1.6-М16 | низкоуглеродистая бористая сталь, закаленная и отпущенная | 650 | 720 | 900 | 30Н58 | С27 | С36 | 9,8 |
| 10,9 | М5-М20 | среднеуглеродистая сталь, закаленная и отпущенная | 830 | 940 | 1040 | 30Н59 | С33 | С39 | 10,9 |
| 10,9 | М5-М100 | легированная сталь со средним содержанием углерода, закалка и отпуск | 830 | 940 | 1040 | 30Н59 | С33 | С39 | 10,9 |
| A490M Тип 1 | М12-М36 | A490M  10S | |||||||
| 10,9 | М5-М36 | низкоуглеродистая бористая сталь, закаленная и отпущенная | 830 | 940 | 1040 | 30Н59 | С33 | С39 | 10,9 |
| A490M Тип 2 | М12-М36 | A490M  10S | |||||||
| A490M Тип 3 | М12-М36 | Сталь, устойчивая к атмосферной коррозии, закаленная и отпущенная | 830 | 940 | 1040 | 30Н59 | С33 | С39 | А490М  10С3 |
| 12,9 | М1. 6-М100 6-М100 | , закаленная и отпущенная | 970 | 1100 | 1220 | 30Н63 | С38 | С44 | 12,9 |
| Вернуться к Справочная библиотека структурного анализа. | © 2003 Гарретт Д. Эйлер |
Руководство по размеру болтовой резьбы | Таблица преобразования UNC и UNF
Главная   >  Ресурсы   >  Размеры болтов
Чтобы больше узнать о размерах болтов UNC и UNF, мы должны сначала разобраться в различиях между TPI и шагом резьбы. TPI, или резьба на дюйм, — это то, как болты и другие крепежные детали измеряются в британской системе измерения (которая основана на длине и количестве резьбы). Метрические болты, с другой стороны, измеряются по их длине и шагу, что составляет расстояние между нитями измеряется в миллиметрах.
Начинаете новый проект по нарезке болтов? Обратитесь к приведенной ниже таблице для преобразования размеров UNC и UNF или просмотрите наш выбор станков для нарезания резьбы.
Единый стандарт резьбы
Единый стандарт резьбы был установлен в 1949 году США, Канадой и Великобританией для определения стандартов резьбы крепежных изделий на основе формы резьбы, допусков, допусков и конкретных обозначений. Обозначения, представленные в этой серии, учитывают как TPI, так и шаг резьбы, причем UNC и UNF являются двумя наиболее распространенными используемыми обозначениями.
UNC VS UNF
UNC обозначает резьбу с унифицированным шагом, тогда как UNF обозначает резьбу с унифицированным мелким шагом. Резьбы UNF отличаются меньшим количеством витков на расстояние, чем резьбы UNC. Хотя для крепления используются как болты UNC, так и UNF, они часто применяются в разных областях благодаря своим уникальным преимуществам.
Например, крупная резьба на болтах UNC невероятно универсальна и устойчива к повреждениям, что делает их стандартным выбором для большинства применений общего назначения с более низкими допусками. С другой стороны, мелкая резьба на болтах UNF придает им более высокую прочность на растяжение, что делает их пригодными для сборки деталей машин и других высокоточных применений.
С другой стороны, мелкая резьба на болтах UNF придает им более высокую прочность на растяжение, что делает их пригодными для сборки деталей машин и других высокоточных применений.
Размер болта определяется диаметром стержня болта (отдельно от головки болта). Диаметр болта обычно делится на три категории:
- Основной диаметр: самый большой и самый внешний диаметр стержня болта.
- Делительный диаметр: диаметр, при котором толщина резьбы равна расстоянию между витками.
- Внутренний диаметр: наименьший и самый внутренний диаметр стержня болта.
Размеры наиболее часто используемых болтов см. в таблице. Размеры в верхнем ряду соответствуют резьбе UNC, а размеры в нижнем ряду соответствуют резьбе UNF. Класс 2A приемлем для большинства применений и классов болтов унифицированного стандарта резьбы (UTS).
Размер | Количество витков на дюйм | Класс Резьба | Большой диаметр Мин. Максимум | Делительный диаметр Мин. Максимум | Малый диаметр | ||
1/4 | 20 | 2А | 0,2489 | 0,2408 | 0,2164 | 0,2127 | 0,1876 |
28 | 2А | 0,2490 | 0,2425 | 0,2258 | 0,2225 | 0,2052 | |
5/16 | 18 | 2А | 0,3113 | 0,3026 | 0,2752 | 0,2712 | 0,2431 |
24 | 2А | 0,3114 | 0,3042 | 0,2843 | 0,2806 | 0,2603 | |
3/8 | 16 | 2А | 0,3737 | 0,3643 | 0,3331 | 0,3287 | 0,2970 |
24 | 2А | 0,3739 | 0,3667 | 0,3468 | 0,3430 | 0,3228 | |
7/16 | 14 | 2А | 0,4361 | 0,4258 | 0,3897 | 0,3850 | 0,3485 |
20 | 2А | 0,4362 | 0,4281 | 0,4237 | 0,3995 | 0,3749 | |
1/2 | 13 | 2А | 0,4985 | 0,4876 | 0,4485 | 0,4435 | 0,4041 |
20 | 2А | 0,4987 | 0,4906 | 0,4662 | 0,4619 | 0,4374 | |
16 сентября | 12 | 2А | 0,5609 | 0,5495 | 0,5068 | 0,5016 | 0,4587 |
18 | 2А | 0,5611 | 0,5524 | 0,5250 | 0,5205 | 0,4929 | |
5/8 | 11 | 2А | 0,6234 | 0,6113 | 0,5644 | 0,5589 | 0,5119 |
18 | 2А | 0,6236 | 0,6149 | 0,5875 | 0,5828 | 0,5449 | |
3/4 | 10 | 2А | 0,7482 | 0,7353 | 0,6832 | 0,6773 | 0,6255 |
16 | 2А | 0,7485 | 0,7391 | 0,7079 | 0,7029 | 0,6718 | |
7/8 | 9 | 2А | 0,8731 | 0,8592 | 0,8009 | 0,7946 | 0,7368 |
14 | 2А | 0,8734 | 0,8631 | 0,8270 | 0,8216 | 0,7858 | |
1 | 8 | 2А | 0,9980 | 0,9830 | 0,9168 | 0,9100 | 0,8446 |
12 | 2А | 0,9982 | 0,9868 | 0,9441 | 0,9382 | 0,8960 | |

Профили резьбы NC
Унифицированные
Американский национальный
Темное масло для нарезания резьбы
- Увеличивает срок службы матрицы
- Обеспечивает идеальную резьбу
- Предотвращает износ инструмента
См. сведения о продукте
сведения о продукте
- Руководство по нарезанию резьбы
- Указания по технике безопасности
- Определения
- Общие операции
- Теория работы Chaser
- Жидкости для нарезания резьбы
- Давление запуска
- Переточка штампа
- Забивание камнями
- Общие проблемы с машиной
- Руководство по поиску и устранению неисправностей
- Размеры труб
- Размеры болтов
- загрузок
- Поиск серийного номера
Возможности Oster для нарезания резьбы
Независимо от ваших требований к нарезке резьбы, у нас есть широкий выбор станков для нарезки резьбы на трубах и болтах промышленного класса, отвечающих требованиям любой отрасли, включая строительство, военную и оборонную промышленность, производство и сборку. Наш надежный 79Станок для нарезки болтов 2ALX может нарезать резьбу класса 2A в диапазоне от ¼ до 2 дюймов — для этого не требуется квалифицированный оператор.
Мы также производим высокоэффективное темное масло для нарезания резьбы, чтобы обеспечить эффективную и результативную работу вашего резьбонарезного станка. Просмотрите наш выбор высококачественных, простых в использовании станков для нарезки болтов и дополнительных приспособлений для нарезки резьбы. Подробнее о применении и преимуществах нарезания резьбы на болтах читайте здесь.
Обсудите с нами ваши потребности в нарезании резьбы
Как производитель, ориентированный на клиента, Oster стремится предоставить вам исключительно разработанные и надежные станки для нарезания резьбы на трубах и болтах. Обсудите с нами свой проект или запросите предложение и закажите резьбонарезной станок сегодня.
ISO 225:1983 Крепежные изделия. Болты, винты, шпильки и гайки. Символы и обозначения размеров | 95,99 | ИСО/ТК 2/ПК 7 |
ISO 225:2010 Крепежные изделия. | 90,93 | ИСО/ТК 2/ПК 7 |
ИСО/Р 861:1968 Отзыв ИСО/Р 861-1968 | 95,99 | ИСО/ТК 2 |
ISO 885:1976 Болты и винты общего назначения — Метрическая серия — Радиусы под головкой | 95,99 | ИСО/ТК 2/ПК 7 |
ISO 885:2000 Болты и винты общего назначения — Метрическая серия — Радиусы под головкой | 90,92 | ИСО/ТК 2/ПК 7 |
ISO 888:1976 Болты, винты и шпильки. | 95,99 | ИСО/ТК 2/ПК 7 |
ISO 888:2012 Крепеж. Болты, винты и шпильки. Номинальная длина и длина резьбы | 90,92 | ИСО/ТК 2/ПК 7 |
ISO 898-1:1978 Механические свойства крепежных изделий. Часть 1. Болты, винты и шпильки | 95,99 | ИСО/ТК 2 |
ISO 898-1:1988 Механические свойства крепежных изделий. | 95,99 | ИСО/ТК 2 |
ISO 898-1:1999 Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 1. Болты, винты и шпильки | 95,99 | ИСО/ТК 2 |
ISO 898-1:2009 Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 1. Болты, винты и шпильки с заданными классами прочности. Резьба с крупным и мелким шагом | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 898-1:2013 Механические свойства крепежных изделий из углеродистой и легированной стали. | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 898-1:2013/Cor 1:2013 Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 1. Болты, винты и шпильки с заданными классами прочности. Резьба с крупным и мелким шагом. Техническое исправление 1 | 60,60 | ИСО/ТК 2/ПК 11 |
ISO 898-5:1980 Механические свойства крепежных изделий. | 95,99 | ИСО/ТК 2 |
ISO 898-5:1998 Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 5. Установочные винты и аналогичные резьбовые крепежные изделия, не подвергающиеся растягивающим напряжениям | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 898-5:2012 Механические свойства крепежных изделий из углеродистой и легированной стали. | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 898-7:1992 Механические свойства крепежных изделий. Часть 7. Испытание на кручение и минимальные крутящие моменты для болтов и винтов номинальным диаметром от 1 мм до 10 мм | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 1207:1983 Винты с цилиндрической головкой со шлицем — Класс продукта A | 95,99 | ИСО/ТК 2 |
ISO 1207:1992 Винты с цилиндрической головкой со шлицем — Класс продукта A | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 1207:2011 Винты с цилиндрической головкой со шлицем — класс продукта A | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 1479:1983 Саморезы с шестигранной головкой | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 1479:2011 Саморезы с шестигранной головкой | 90,93 | ИСО/ТК 2/ПК 13 |
ISO/R 1480:1970 Самонарезающие винты с шестигранной головкой — дюймовая серия | 95,99 | ИСО/ТК 2 |
ISO 1481:1983 Саморезы с полукруглой головкой со шлицем | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 1481:2011 Саморезы с полукруглой головкой со шлицем | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 1482:1983 Саморезы с потайной (плоской) головкой со шлицем (обычная головка) | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 1482:2011 Саморезы с потайной головкой со шлицем | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 1483:1983 Саморезы с потайной (овальной) головкой со шлицем (обычная головка) | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 1483:2011 Саморезы с полупотайной (овальной) головкой со шлицем | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 1580:1983 Винты с полукруглой головкой со шлицем — Класс продукта A | 95,99 | ИСО/ТК 2 |
ISO 1580:1994 Винты с полукруглой головкой со шлицем — Класс продукта A | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 1580:2011 Винты с полукруглой головкой со шлицем — класс продукта A | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 2009:1983 Винты с плоской головкой и потайной головкой со шлицем (стандартная головка) — Класс продукта A | 95,99 | ИСО/ТК 2 |
ISO 2009:1994 Винты с плоской головкой и потайной головкой со шлицем (стандартная головка) — Класс продукта A | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 2009:2011 Винты с потайной головкой со шлицем — Класс продукта A | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 2010:1983 Винты с полупотайной головкой со шлицем (стандартная головка) — Класс продукта A | 95,99 | ИСО/ТК 2 |
ISO 2010:1994 Винты с потайной головкой и плоской головкой (стандартная головка) — Класс продукта A | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 2010:2011 Винты с полупотайной головкой со шлицем — Класс продукта A | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 2342:1972 Винты со шлицем — метрическая серия | 95,99 | ИСО/ТК 2 |
ISO 2342:2003 Винты без головки со шлицем и хвостовиком | 90,93 | ИСО/ТК 2/ПК 11 |
ИСО 2359:1972 Стальные шестигранные контргайки с преобладающим моментом затяжки — Размеры — Дюймовая серия | 95,99 | ИСО/ТК 2 |
ISO 2702:1974 Саморезы из термообработанной стали. | 95,99 | ИСО/ТК 2 |
ISO 2702:1992 Саморезы из термообработанной стали. Механические свойства | 95,99 | ИСО/ТК 2/ПК 13 |
ИСО 2702:2011 Саморезы из термообработанной стали. Механические свойства | 90,92 | ИСО/ТК 2/ПК 13 |
ISO/FDIS 2702 Крепеж — термообработанные саморезы — механические и физические свойства | 50. 20 20 | ИСО/ТК 2/ПК 13 |
ISO 2770:1974 Саморезы в соответствии с ISO/R 1478–1483 — Минимальная и максимальная длина | 95,99 | ИСО/ТК 2 |
ISO 3506-1:1997 Механические свойства крепежных изделий из коррозионностойкой нержавеющей стали. Часть 1. Болты, винты и шпильки | 95,99 | ИСО/ТК 2 |
ISO 3506-1:2009 Механические свойства крепежных изделий из коррозионностойкой нержавеющей стали. | 95,99 | ИСО/ТК 2 |
ISO 3506-1:2020 Крепежные изделия. Механические свойства крепежных изделий из коррозионностойкой нержавеющей стали. Часть 1. Болты, винты и шпильки с указанными марками и классами прочности | 60,60 | ИСО/ТК 2 |
ISO 3506-3:1997 Механические свойства крепежных изделий из коррозионностойкой нержавеющей стали. | 95,99 | ИСО/ТК 2 |
ISO 3506-3:2009 Механические свойства крепежных изделий из коррозионностойкой нержавеющей стали. Часть 3. Установочные винты и аналогичные крепежные изделия, не находящиеся под растягивающим напряжением | 90,92 | ИСО/ТК 2 |
ISO/CD 3506-3 Механические свойства крепежных изделий из коррозионностойкой нержавеющей стали. | 30,99 | ИСО/ТК 2 |
ISO 3506-4:2003 Механические свойства крепежных изделий из коррозионностойкой нержавеющей стали. Часть 4. Саморезы | 95,99 | ИСО/ТК 2 |
ISO 3506-4:2009 Механические свойства крепежных изделий из коррозионностойкой нержавеющей стали. | 90,92 | ИСО/ТК 2 |
ISO/CD 3506-4 Механические свойства крепежных изделий из коррозионностойкой нержавеющей стали. Часть 4. Саморезы | 30,99 | ИСО/ТК 2 |
ISO 4014:1979 Болты с шестигранной головкой — классы продукции A и B | 95,99 | ИСО/ТК 2 |
ISO 4014:1988 Болты с шестигранной головкой — классы продукции A и B | 95,99 | ИСО/ТК 2 |
ISO 4014:1999 Болты с шестигранной головкой — классы продукции A и B | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 4014:2011 Болты с шестигранной головкой — классы продукции A и B | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 4014:2022 Крепеж. | 60,60 | ИСО/ТК 2/ПК 11 |
ISO 4015:1979 Болты с шестигранной головкой — Класс продукта B — Уменьшенный хвостовик (диаметр хвостовика приблизительно равен делительному диаметру) | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 4015:2022 Крепеж — Болты с шестигранной головкой с уменьшенным хвостовиком (диаметр хвостовика ≈ делительный диаметр) — Класс продукта B | 60,60 | ИСО/ТК 2/ПК 11 |
ISO 4016:1979 Болты с шестигранной головкой — Класс продукта C | 95,99 | ИСО/ТК 2 |
ISO 4016:1988 Болты с шестигранной головкой — Класс продукта C | 95,99 | ИСО/ТК 2 |
ISO 4016:1999 Болты с шестигранной головкой — Класс продукта C | 95,99 | ИСО/ТК 2/ПК 11 |
ИСО 4016:2011 Болты с шестигранной головкой — класс продукта C | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 4016:2022 Крепеж — Болты с шестигранной головкой — Класс продукта C | 60,60 | ИСО/ТК 2/ПК 11 |
ISO 4017:1979 Винты с шестигранной головкой — классы продукции A и B | 95,99 | ИСО/ТК 2 |
ISO 4017:1988 Винты с шестигранной головкой — классы продукции A и B | 95,99 | ИСО/ТК 2 |
ISO 4017:1999 Винты с шестигранной головкой — классы продукции A и B | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 4017:2011 Винты с шестигранной головкой. | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 4017:2014 Крепежные изделия. Винты с шестигранной головкой. Классы продукции A и B | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 4017:2022 Крепежные изделия. Винты с шестигранной головкой. Классы продукции A и B | 60,60 | ИСО/ТК 2/ПК 11 |
ISO 4018:1979 Винты с шестигранной головкой — Класс продукта C | 95,99 | ИСО/ТК 2 |
ISO 4018:1988 Винты с шестигранной головкой — Класс продукта C | 95,99 | ИСО/ТК 2 |
ISO 4018:1999 Винты с шестигранной головкой — Класс продукта C | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 4018:2011 Винты с шестигранной головкой — Класс продукта C | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 4018:2022 Крепеж — Винты с шестигранной головкой — Класс продукта C | 60,60 | ИСО/ТК 2/ПК 11 |
ISO 4026:1977 Установочные винты с внутренним шестигранником и плоской вершиной | 95,99 | ИСО/ТК 2 |
ISO 4026:1993 Установочные винты с внутренним шестигранником и плоской вершиной | 95,99 | ИСО/ТК 2 |
ISO 4026:2003 Установочные винты с внутренним шестигранником и плоской вершиной | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 4027:1977 Установочные винты с внутренним шестигранником и конусом | 95,99 | ИСО/ТК 2 |
ISO 4027:1993 Установочные винты с внутренним шестигранником и конусом | 95,99 | ИСО/ТК 2 |
ISO 4027:2003 Установочные винты с внутренним шестигранником и конусом | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 4028:1977 Установочные винты с внутренним шестигранником с собачкой | 95,99 | ИСО/ТК 2 |
ISO 4028:1993 Установочные винты с внутренним шестигранником и собачкой | 95,99 | ИСО/ТК 2 |
ISO 4028:2003 Установочные винты с внутренним шестигранником и собачкой | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 4029:1977 Установочные винты с внутренним шестигранником и чашечкой | 95,99 | ИСО/ТК 2 |
ISO 4029:1993 Установочные винты с внутренним шестигранником и чашечкой | 95,99 | ИСО/ТК 2 |
ИСО 4029:2003 Установочные винты с внутренним шестигранником и чашечкой | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 4162:1990 Болты с фланцем с шестигранной головкой — малая серия | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 4162:2012 Болты с шестигранной головкой с фланцем — Малая серия — Класс продукта A с забивной характеристикой класса продукта B | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 4757:1983 Крестообразные выемки для винтов | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 4759-1:1978 Допуски для крепежных изделий. | 95,99 | ИСО/ТК 2/ПК 7 |
ISO 4759-1:2000 Допуски для крепежных изделий. Часть 1. Болты, винты, шпильки и гайки. Классы продукции A, B и C | 90,93 | ИСО/ТК 2/ПК 7 |
ISO 4759-2:1979 Допуски для крепежных изделий. Часть 2. | 95,99 | ИСО/ТК 2/ПК 7 |
ISO 4762:1977 Винты с внутренним шестигранником — Класс продукта A | 95,99 | ИСО/ТК 2 |
ISO 4762:1977/Amd 1:1984 Винты с внутренним шестигранником — Класс продукта A — Поправка 1 | 95,99 | ИСО/ТК 2 |
ISO 4762:1989 Винты с внутренним шестигранником — Класс продукта A | 95,99 | ИСО/ТК 2 |
ISO 4762:1997 Винты с внутренним шестигранником | 95,99 | ИСО/ТК 2 |
ISO 4762:2004 Винты с внутренним шестигранником | 90,93 | ИСО/ТК 2/ПК 11 |
ИСО 4766:1983 Установочные винты со шлицем и плоской вершиной | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 4766:2011 Установочные винты со шлицем и плоской вершиной | 90,92 | ИСО/ТК 2/ПК 11 |
ISO/CD 4766 Установочные винты со шлицем и плоской вершиной | 30,60 | ИСО/ТК 2/ПК 11 |
ISO 6157-1:1988 Крепеж. | 90,93 | ИСО/ТК 2/ПК 7 |
ISO 6157-3:1988 Крепеж. Неровности поверхности. Часть 3. Болты, винты и шпильки для особых требований | 90,93 | ИСО/ТК 2/ПК 7 |
ISO 7045:1983 Винты с полукруглой головкой и крестообразным шлицем — Класс продукта A | 95,99 | ИСО/ТК 2 |
ISO 7045:1994 Винты с полукруглой головкой и крестообразным шлицем типа H или типа Z — Класс продукта A | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 7045:2011 Винты с полукруглой головкой и крестообразным шлицем типа H или типа Z — Класс продукта A | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 7046-1:1994 Винты с потайной головкой (стандартная головка) с крестообразным шлицем типа H или типа Z — Класс продукции A — Часть 1: Сталь класса прочности 4. | 95,99 | ИСО/ТК 2/ПК 11 |
ИСО 7046-1:2011 Винты с потайной головкой и плоской головкой (обычная головка) с крестообразным шлицем типа H или типа Z. Класс продукта A. Часть 1. Стальные винты класса прочности 4.8 | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 7046-2:1990 Винты с потайной головкой и крестообразным шлицем (общая головка) — Класс A — Часть 2: Сталь класса прочности 8. | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 7046-2:2011 Винты с плоской потайной головкой (стандартная головка) с поперечным шлицем типа H или типа Z. Класс продукта A. Часть 2. Стальные винты класса прочности 8.8, винты из нержавеющей стали и цветные металлы. винты | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 7046:1983 Винты с потайной головкой и крестообразным шлицем (общая головка) — только класс продукта A и класс прочности 4. | 95,99 | ИСО/ТК 2 |
ISO 7047:1983 Винты с полупотайной головкой и крестообразным шлицем (общая головка) — Класс продукта A | 95,99 | ИСО/ТК 2 |
ISO 7047:1994 Винты с потайной головкой (стандартная головка) с крестообразным шлицем типа H или типа Z — Класс продукта A | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 7047:2011 Винты с полупотайной головкой (обычная головка) с крестообразным шлицем типа H или типа Z — Класс продукта A | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 7048:1998 Винты с полукруглой головкой и крестообразным шлицем | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 7048:2011 Винты с цилиндрической головкой и крестообразным шлицем | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 7049:1983 Саморезы с полукруглой головкой и крестообразным шлицем | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 7049:2011 Саморезы с полукруглой головкой и крестообразным шлицем | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 7050:1983 Саморезы с потайной (плоской) головкой и крестообразным шлицем (общая головка) | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 7050:2011 Саморезы с потайной головкой и крестообразным шлицем | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 7051:1983 Саморезы с потайной (овальной) головкой с крестообразным шлицем | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 7051:2011 Саморезы с полупотайной (овальной) головкой с крестообразным шлицем | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 7053:1992 Самонарезающие винты с шестигранной головкой | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 7053:2011 Самонарезающие винты с шестигранной головкой | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 7053:2019 Крепеж — Саморезы с шестигранной головкой под шайбу | 60,60 | ИСО/ТК 2/ПК 13 |
ISO 7085:1999 Механические и эксплуатационные требования к накатывающимся винтам с метрической резьбой, подвергнутым цементации и отпуску | 95,99 | ИСО/ТК 2 |
ISO 7378:1983 Крепежные изделия. | 90,93 | ИСО/ТК 2/ПК 7 |
ISO 7379:1983 Винты с буртиком с внутренним шестигранником | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 7380-1:2011 Винты с полукруглой головкой. Часть 1: Винты с полукруглой головкой под шестигранник | 90,92 | ИСО/ТК 2/ПК 11 |
ISO/FDIS 7380-1 Крепеж. | 50.20 | ИСО/ТК 2/ПК 11 |
ISO 7380-2:2011 Винты с полукруглой головкой. Часть 2: Винты с полукруглой головкой и буртиком с внутренним шестигранником | 90,92 | ИСО/ТК 2/ПК 11 |
ISO/FDIS 7380-2 Крепеж. | 50.20 | ИСО/ТК 2/ПК 11 |
ISO 7380:1983 Винты с полукруглой головкой под шестигранник — метрическая серия | 95,99 | ИСО/ТК 2 |
ISO 7380:1997 Винты с полукруглой головкой под шестигранник | 95,99 | ИСО/ТК 2 |
ISO 7380:2004 Винты с полукруглой головкой под шестигранник | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 7411:1984 Болты с шестигранной головкой для высокопрочных конструкционных болтовых соединений с большой шириной ключа (длина резьбы согласно ISO 888) — Класс прочности C — Классы прочности 8. | 95,99 | ИСО/ТК 2 |
ИСО 7412:1984 Болты с шестигранной головкой для высокопрочных конструкционных болтовых соединений с большой шириной ключа (короткая длина резьбы) — Класс прочности C — Классы прочности 8.8 и 10.9 | 95,99 | ИСО/ТК 2 |
ISO 7434:1983 Установочные винты со шлицем и конусом | 90,92 | ИСО/ТК 2/ПК 11 |
ISO/CD 7434 Установочные винты со шлицем и конусом | 30,60 | ИСО/ТК 2/ПК 11 |
ISO 7435:1983 Установочные винты со шлицем и длинной собачкой | 90,92 | ИСО/ТК 2/ПК 11 |
ISO/CD 7435 Установочные винты со шлицем и длинной собачкой | 30,60 | ИСО/ТК 2/ПК 11 |
ISO 7436:1983 Установочные винты со шлицем и чашечкой | 90,92 | ИСО/ТК 2/ПК 11 |
ISO/CD 7436 Установочные винты со шлицем и головкой | 30,60 | ИСО/ТК 2/ПК 11 |
ISO 7721-2:1990 Винты с потайной головкой. | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 7721:1983 Винты с потайной головкой. Конфигурация головки и калибр | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 8676:1988 Винты с шестигранной головкой и метрической резьбой с мелким шагом — классы продукции A и B | 95,99 | ИСО/ТК 2 |
ISO 8676:1999 Винты с шестигранной головкой и метрической резьбой с мелким шагом — классы продукции A и B | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 8676:2011 Винты с шестигранной головкой и метрической резьбой с мелким шагом — классы продукции A и B | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 8676:2022 Крепеж — Винты с шестигранной головкой, с мелким шагом резьбы — Классы продукции A и B | 60,60 | ИСО/ТК 2/ПК 11 |
ISO 8677:1986 Болты с полукруглой головкой и квадратным подголовком с большой головкой — Класс продукта C | 95,99 | ИСО/ТК 2 |
ISO 8678:1988 Болты с полукруглой головкой и квадратным подголовком с маленькой головкой и короткой шейкой — класс продукта B | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 8765:1988 Болты с шестигранной головкой и метрической мелкой резьбой — классы продукции A и B | 95,99 | ИСО/ТК 2 |
ISO 8765:1999 Болты с шестигранной головкой и метрической мелкой резьбой — классы продукции A и B | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 8765:2011 Болты с шестигранной головкой и метрической мелкой резьбой — классы продукции A и B | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 8765:2022 Крепежные изделия. | 60,60 | ИСО/ТК 2/ПК 11 |
ISO 8839:1986 Механические свойства крепежных изделий. Болты, винты, шпильки и гайки из цветных металлов | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 8992:1986 Крепежные изделия. Общие требования к болтам, винтам, шпилькам и гайкам | 95,99 | ИСО/ТК 2/ПК 7 |
ISO 8992:2005 Крепежные изделия. | 90,93 | ИСО/ТК 2/ПК 7 |
ISO 10509:1992 Самонарезающие винты с шестигранной головкой | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 10509:2012 Самонарезающие винты с шестигранной головкой | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 10510:1999 Самонарезающие винты и шайбы в сборе с плоскими шайбами | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 10510:2011 Самонарезающие винты и шайбы в сборе с плоскими шайбами | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 10642:1997 Винты с потайной головкой под шестигранник | 95,99 | ИСО/ТК 2 |
ISO 10642:2004 Винты с потайной головкой под шестигранник | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 10642:2004/Изм. Винты с потайной головкой под шестигранник — Изменение 1 | 95,99 | ИСО/ТК 2/ПК 11 |
ИСО 10642:2019 Крепеж — винты с потайной головкой с внутренним шестигранником с пониженной нагрузочной способностью | 60,60 | ИСО/ТК 2/ПК 11 |
ISO 10664:1999 Внутренний шестигранник для болтов и винтов | 95,99 | ИСО/ТК 2 |
ISO 10664:2005 Шестигранный внутренний привод для болтов и винтов | 95,99 | ИСО/ТК 2/ПК 11 |
ИСО 10664:2014 Внутренний шестигранник для болтов и винтов | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 10666:1999 Сверлильные винты с нарезной резьбой. | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 12474:2010 Винты с внутренним шестигранником и метрической мелкой резьбой | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 13918:1998 Сварка. Шпильки и керамические наконечники для дуговой приварки шпилек | 95,99 | ИСО/ТК 44/ПК 10 |
ISO 13918:2008 Сварка. | 95,99 | ИСО/ТК 44/ПК 10 |
ISO 13918:2017 Сварка. Шпильки и керамические наконечники для дуговой приварки шпилек | 60,60 | ИСО/ТК 44/ПК 10 |
ISO 13918:2017/Amd 1:2021 Сварка. Шпильки и керамические наконечники для дуговой приварки шпилек. Поправка 1 | 60,60 | ИСО/ТК 44/ПК 10 |
ISO 14579:2001 Винты с шестигранной головкой под ключ | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 14579:2011 Винты с шестигранной головкой под ключ | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 14580:2001 Винты с цилиндрической головкой с шестигранной головкой | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 14580:2001/Cor 1:2004 Винты с цилиндрической головкой с шестигранным углублением — Техническое исправление 1 | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 14580:2011 Винты с цилиндрической головкой и шестигранным углублением | 90,93 | ИСО/ТК 2/ПК 11 |
ИСО 14581:2013 Крепеж — винты с потайной головкой с шестигранным углублением под ключ | 90,92 | ИСО/ТК 2/ПК 11 |
ISO/FDIS 14581 Крепеж — винты с потайной головкой и плоской головкой с шестигранным углублением (стандартная головка) с пониженной несущей способностью | 50. 20 20 | ИСО/ТК 2/ПК 11 |
ISO 14582:2013 Крепеж — винты с потайной головкой с шестигранным углублением, высокая головка | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 14583:2001 Винты с полукруглой головкой с внутренним шестигранником | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 14583:2001/Cor 1:2004 Винты с шестигранной головкой и цилиндрической головкой — техническое исправление 1 | 95,99 | ИСО/ТК 2 |
ISO 14583:2011 Винты с полукруглой головкой под шестигранник | 90,93 | ИСО/ТК 2/ПК 11 |
ИСО 14584:2001 Винты с потайной головкой с шестигранной головкой | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 14584:2011 Винты с шестигранной головкой и потайной головкой | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 14585:2001 Саморезы с полукруглой головкой и шестигранным углублением | 95,99 | ИСО/ТК 2/ПК 13 |
ИСО 14585:2001/Кор 1:2004 Саморезы с полукруглой головкой с шестигранным углублением — Техническое исправление 1 | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 14585:2011 Саморезы с полукруглой головкой с шестигранным углублением | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 14586:2001 Саморезы с шестигранной головкой и потайной головкой | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 14586:2011 Саморезы с шестигранной головкой и потайной головкой | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 14587:2001 Саморезы с шестигранной головкой и потайной (овальной) головкой | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 14587:2011 Саморезы с шестигранной головкой и потайной (овальной) головкой | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 15065:2005 Зенковки для винтов с потайной головкой с конфигурацией головки в соответствии с ISO 7721 | 90,93 | ИСО/ТК 2/ПК 7 |
ISO 15071:1999 Болты с шестигранной головкой с фланцем — Малая серия — Класс продукта A | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 15071:1999/Cor 1:2006 Болты с шестигранной головкой с фланцем — Малая серия — Класс продукта A — Техническое исправление 1 | 95,99 | ИСО/ТК 2 |
ISO 15071:2011 Болты с шестигранной головкой с фланцем — Малая серия — Класс продукта A | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 15072:1999 Болты с шестигранной головкой и метрической мелкой резьбой — Малая серия — Класс продукции A | 95,99 | ИСО/ТК 2/ПК 11 |
ISO 15072:1999/Cor 1:2006 Болты с шестигранной головкой и метрической мелкой резьбой — Малая серия — Класс продукции A — Техническое исправление 1 | 95,99 | ИСО/ТК 2/ПК 11 |
ИСО 15072:2012 Болты с шестигранной головкой и метрической резьбой с мелким шагом — Малая серия — Класс продукта A | 90,93 | ИСО/ТК 2/ПК 11 |
ISO 15480:1999 Шурупы с шестигранной головкой и резьбой для саморезов | 95,99 | ИСО/ТК 2/ПК 13 |
ISO 15480:2019 Крепеж — винты с шестигранной головкой и резьбой для саморезов | 60,60 | ИСО/ТК 2/ПК 13 |
ISO 15481:1999 Шурупы с полукруглой головкой и крестообразным шлицем с резьбой | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 15482:1999 Шурупы с потайной головкой и крестообразным шлицем с резьбой | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 15483:1999 Шурупы с крестообразным шлицем и полупотайной головкой с резьбой для самонарезающих винтов | 90,93 | ИСО/ТК 2/ПК 13 |
ISO 21269:2004 Винты с внутренним шестигранником и метрической мелкой резьбой | 95,99 | ИСО/ТК 2 |
ISO 23429:2004 Калибровка шестигранных головок | 90,93 | ИСО/ТК 2/ПК 11 |
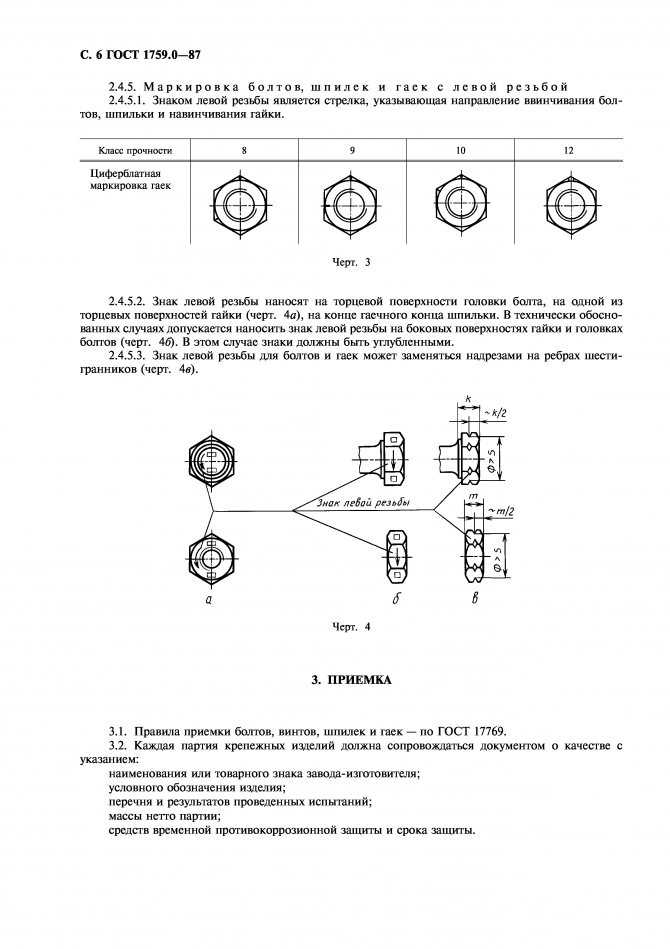 Болты, винты, шпильки и гайки. Обозначения и описания размеров
Болты, винты, шпильки и гайки. Обозначения и описания размеров Номинальная длина и длина резьбы для болтов общего назначения
Номинальная длина и длина резьбы для болтов общего назначения Часть 1. Болты, винты и шпильки
Часть 1. Болты, винты и шпильки Часть 1. Болты, винты и шпильки с заданными классами прочности. Резьба с крупным и мелким шагом
Часть 1. Болты, винты и шпильки с заданными классами прочности. Резьба с крупным и мелким шагом Часть 5. Установочные винты и аналогичные резьбовые крепежные изделия, не подвергающиеся растягивающим напряжениям
Часть 5. Установочные винты и аналогичные резьбовые крепежные изделия, не подвергающиеся растягивающим напряжениям Часть 5. Установочные винты и аналогичные резьбовые крепежные изделия с установленными классами твердости. Резьба с крупным и мелким шагом
Часть 5. Установочные винты и аналогичные резьбовые крепежные изделия с установленными классами твердости. Резьба с крупным и мелким шагом Механические свойства
Механические свойства Часть 1. Болты, винты и шпильки
Часть 1. Болты, винты и шпильки Часть 3. Установочные винты и аналогичные крепежные изделия, не находящиеся под растягивающим напряжением
Часть 3. Установочные винты и аналогичные крепежные изделия, не находящиеся под растягивающим напряжением Часть 3. Установочные винты и аналогичные крепежные изделия, не находящиеся под растягивающим напряжением
Часть 3. Установочные винты и аналогичные крепежные изделия, не находящиеся под растягивающим напряжением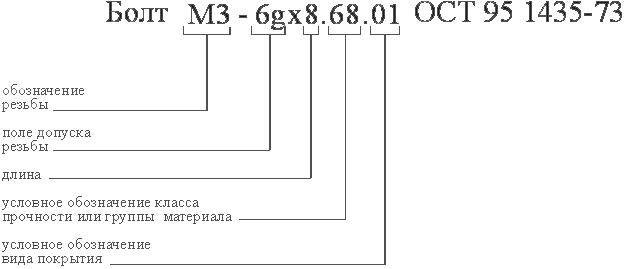 Часть 4. Саморезы
Часть 4. Саморезы Болты с шестигранной головкой. Классы продукции A и B
Болты с шестигранной головкой. Классы продукции A и B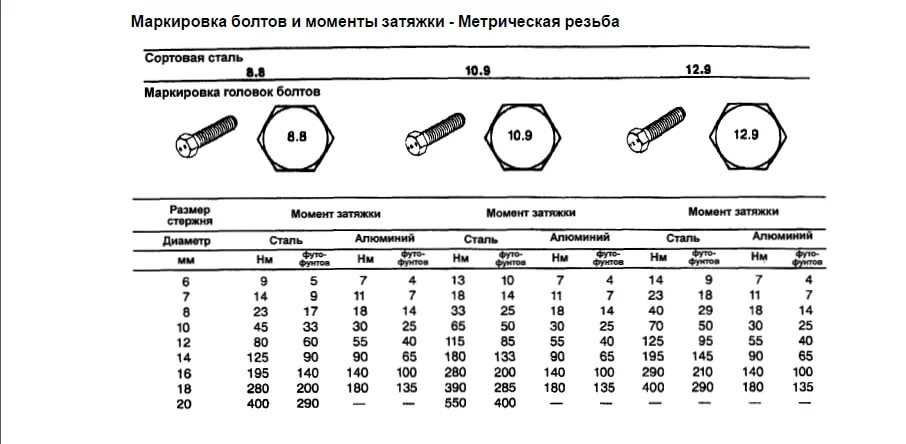 Классы продукции A и B
Классы продукции A и B Часть 1: Болты, винты и гайки с диаметром резьбы от 1,6 (включительно) до 150 мм (включительно) и сортами продукции A, B и C
Часть 1: Болты, винты и гайки с диаметром резьбы от 1,6 (включительно) до 150 мм (включительно) и сортами продукции A, B и C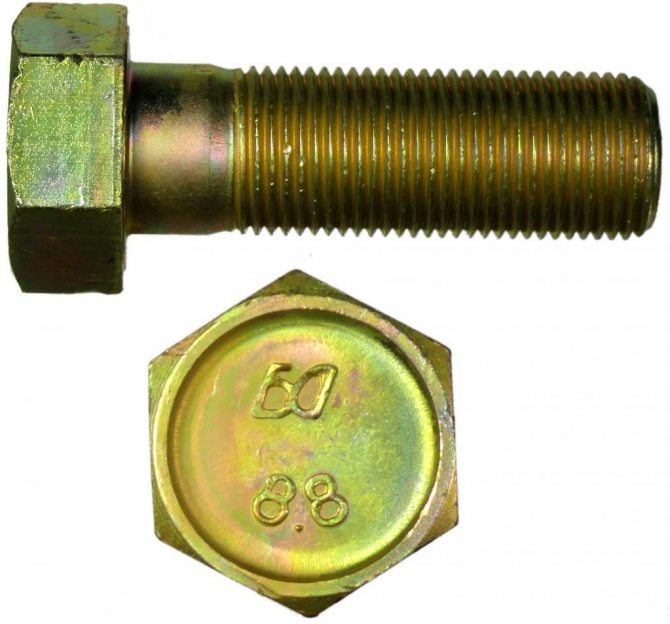 Болты, винты и гайки с диаметром резьбы от 1 до 3 мм и маркой F для точной механики
Болты, винты и гайки с диаметром резьбы от 1 до 3 мм и маркой F для точной механики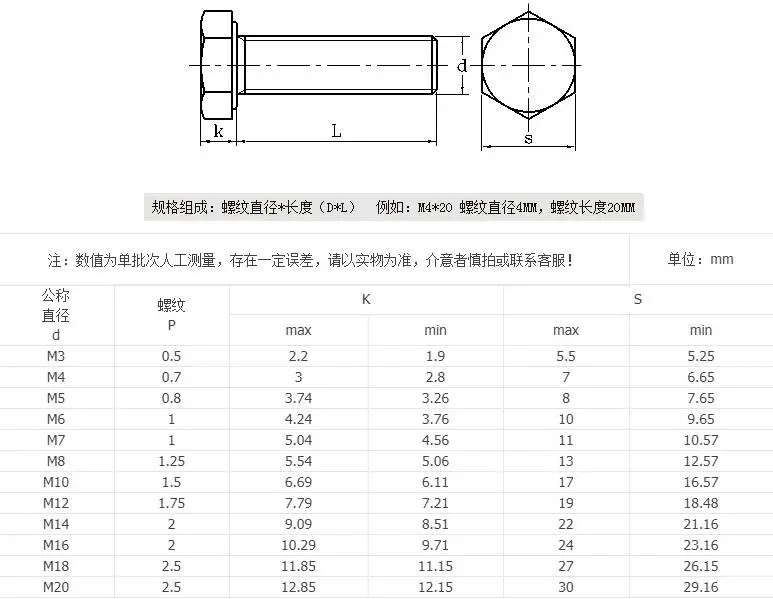 Неровности поверхности. Часть 1. Болты, винты и шпильки для общих требований
Неровности поверхности. Часть 1. Болты, винты и шпильки для общих требований 8
8 8, нержавеющая сталь и цветные металлы
8, нержавеющая сталь и цветные металлы 8
8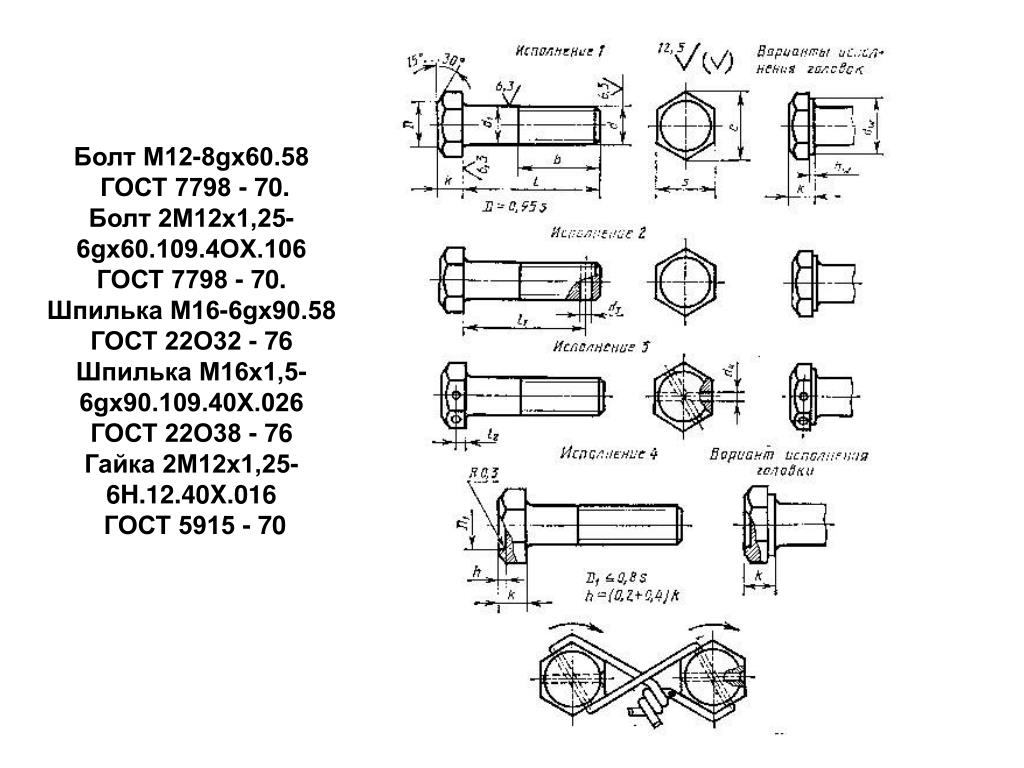 Болты, винты и шпильки. Отверстия для шпилек и отверстий для проводов
Болты, винты и шпильки. Отверстия для шпилек и отверстий для проводов Винты с полукруглой головкой с пониженной несущей способностью. Часть 1. Винты с полукруглой головкой под шестигранник
Винты с полукруглой головкой с пониженной несущей способностью. Часть 1. Винты с полукруглой головкой под шестигранник Винты с полукруглой головкой с пониженной нагрузочной способностью. Часть 2. Винты с полукруглой головкой и буртиком с шестигранной головкой
Винты с полукруглой головкой с пониженной нагрузочной способностью. Часть 2. Винты с полукруглой головкой и буртиком с шестигранной головкой 8 и 10.9
8 и 10.9 Часть 2. Глубина проникновения крестообразных пазов
Часть 2. Глубина проникновения крестообразных пазов Болты с шестигранной головкой, с мелким шагом резьбы. Классы продукции A и B
Болты с шестигранной головкой, с мелким шагом резьбы. Классы продукции A и B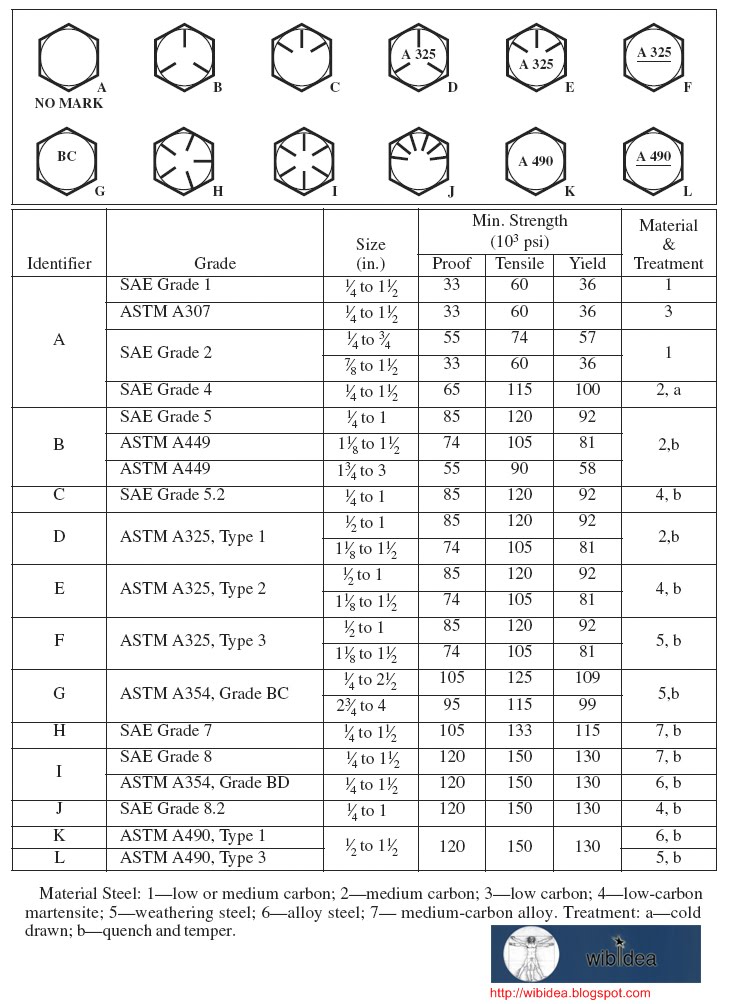 Общие требования к болтам, винтам, шпилькам и гайкам
Общие требования к болтам, винтам, шпилькам и гайкам 1:2012
1:2012 Механические и функциональные свойства
Механические и функциональные свойства Шпильки и керамические втулки для дуговой приварки шпилек
Шпильки и керамические втулки для дуговой приварки шпилекДопуск резьбы
Информация
по резьбе
Допуски резьбы
Ранее было сказано, что основным принципом является то, что
фактические профили резьбы как гайки, так и болта никогда не должны
пересекать или нарушать теоретический профиль.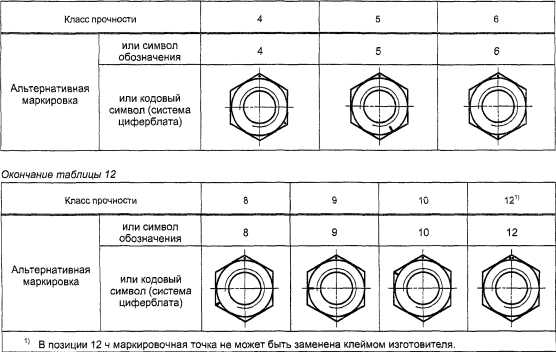 Практически, чтобы
Практически, чтобы
сделать резьбу, должны быть применены допуски, чтобы гарантировать, что это
существенный принцип всегда применяется. Допуск резьбы
осложняется сложной геометрической природой винта
форма резьбы. Зазоры должны применяться к базовому профилю
резьбы для того, чтобы резьба болта могла быть ввинчена в
резьба под гайку. Чтобы резьба была практически сделана, необходимо
быть допусками, применяемыми к основным элементам резьбы.
Обычно резьба гайки имеет допуск, применяемый к основному
профиль так, чтобы теоретически можно было нарезать гайку
профиль должен быть равен теоретическому профилю. Резьба болтов
обычно имеют зазор между базовым и фактическим профилями резьбы.
Этот зазор называется припуском с дюймовой резьбой и
основное отклонение с метрической резьбой. Толерантность
Толерантность
впоследствии наносится на нить. Так как для резьбы с покрытием
допуски относятся к резьбе г. до г.
покрытия (если не указано иное), зазор заполняется
толщина покрытия. После покрытия фактический профиль резьбы
не должны нарушать основной профиль резьбы.
Полное обозначение метрической резьбы включает информацию
не только по диаметру и шагу резьбы, но и по обозначению
для класса точности резьбы. Например, обозначенная нить
так как М12 х 1 — 5г6г указывает на то, что резьба имеет номинал
диаметром 12 мм и шагом 1 мм. 5g указывает на
класс точности для диаметра шага и 6g является допуском
класс по основному диаметру.
Посадка между резьбовыми частями определяется по резьбе гайки
обозначение допуска, за которым следует допуск резьбы болта
обозначение, разделенное косой чертой. Например: M12 x 1 — 6H/5g6g
Например: M12 x 1 — 6H/5g6g
указывает класс точности 6H для гаечной (внутренней) резьбы
и класс допуска 5g для диаметра шага с 6g
класс точности по основному диаметру.
Класс допуска состоит из двух частей: класса допуска
и позицию толерантности.
Для
диаметры шага и гребня (диаметр гребня является второстепенным
диаметр в случае резьбы гайки и наружный диаметр
в случае болтовой резьбы. Представлены классы допуска
по номерам, чем меньше число, тем меньше допуск.
Оценка 6 используется для качества среднего допуска и нормального качества.
длина зацепления резьбы. Оценки ниже 6 предназначены
для точных допусков и/или коротких отрезков резьбы
помолвка. Оценки выше 6 предназначены для грубых допусков.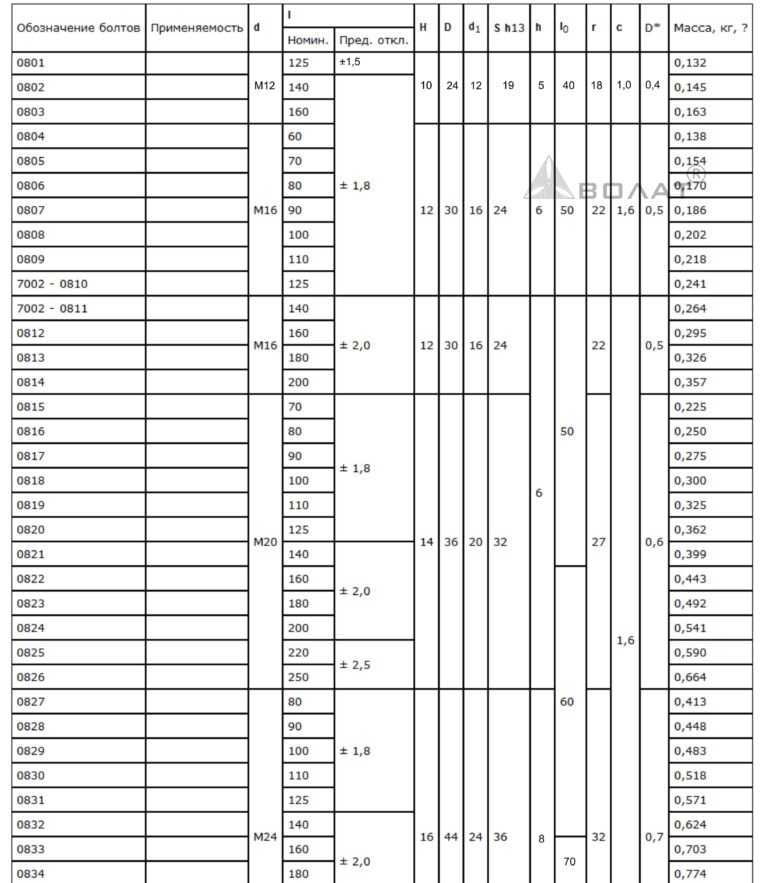
качество и/или большая длина зацепления резьбы.
Доступны:
5 степеней допуска (от 4 до 8) для несовершеннолетних
диаметр резьбы гайки.
3 класса точности (классы 4, 6 и 8) для основного диаметра
резьбы болта.
5 классов допуска (классы от 4 до 8) для делительного диаметра
допуск резьбы гайки.
7 степеней точности (от 3 до 9) для среднего диаметра
допуск на резьбу болта.
Положения допусков обозначаются буквами, заглавными буквами
для резьбы гаек и строчными буквами для резьбы болтов.
Положение допуска — это расстояние допуска от
основной размер профиля резьбы.
Для резьбы гаек есть два положения допуска, H с
нулевое основное отклонение (расстояние положения допуска
от основного размера) и G с положительным основным отклонением.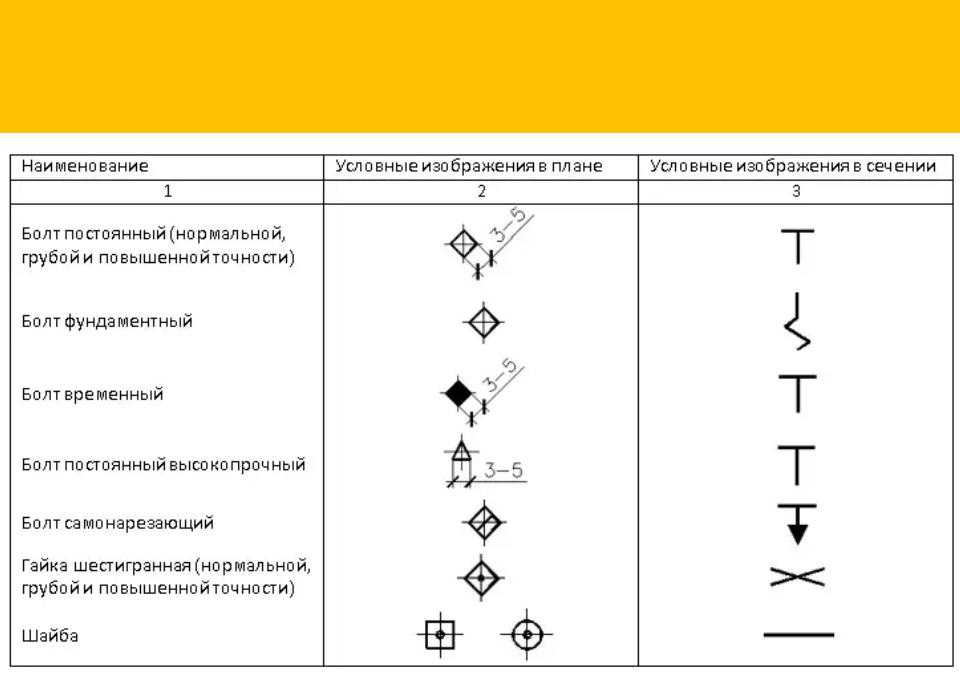
Для резьбы болтов существует четыре положения допуска, h имеет
нулевое фундаментальное отклонение и e, f и g отрицательные фундаментальные
отклонения. (Положительное основное отклонение указывает на то, что
размер элемента резьбы будет больше основного
размер. Отрицательное основное отклонение указывает на то, что
размер элемента резьбы будет меньше основного
размер.
Одна из часто встречающихся практических проблем заключается в том, какой поток
допуск для применения к резьбовому отверстию. Стандартный допуск
классы 6g для резьбы болта и 6H для резьбы гайки
обычно включаются в чертеж по умолчанию. Проблема
что иногда происходит, так это то, что при длинных зацеплениях резьбы (что
часто используются для резьбовых отверстий в мягких материалах) там
может быть помехой между резьбой гайки и винтом
резьбу по мере вращения винта в резьбовом отверстии.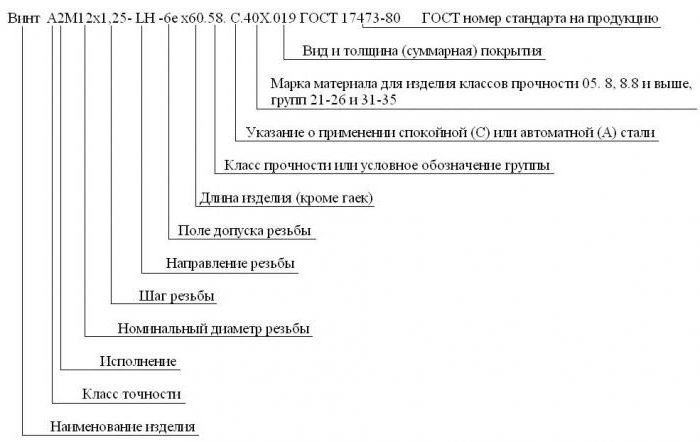 Там
Там
может быть небольшое несоответствие шага резьбы между
внутренняя резьба и внешняя резьба, требующая гаечного ключа
повернуть застежку к нижней части резьбы, т.е.
нельзя свободно вращать. Применяются стандартные классы допуска.
строго только при относительно короткой продолжительности помолвки
используется (например, с гайкой, которая обычно составляет 0,8d, где
d — размер резьбы). Допуск на диаметр делителя должен быть
способный компенсировать ошибки по тангажу и углу фланга, которые могут
иногда это можно сделать только путем изменения положения допуска
скажем, от H до G для внутренней резьбы (поскольку стандарт
желательно использовать винты — 6g). Неспособность изменить
положение с допуском может привести к заклиниванию и повреждению резьбы
особенно если для затяжки используются высокоскоростные инструменты
процесс.