Обработка алюминия на токарном станке: Токарная обработка алюминия в интернет-магазине ООО «Фурниту»
Содержание
Как обрабатывать алюминий: Все, что вам нужно знать! [часть 2 из 2]
Алюминий – один из самых популярных металлов, из которого изготавливают множество разнообразных деталей. Он легкий, прочный, не поддается коррозии, к тому же, легко обрабатывается. К механической обработке обычно относят все процессы обработки резанием: токарную обработку, фрезерование, строгание, сверление, пиление и т. д. Поскольку различных алюминиевых сплавов довольно много, то они могут иметь различные характеристики механической обрабатываемости. Разобраться во всём этом вам поможет данная статью.
Первую часть данной статьи вы можете найти в нашем блоге по ссылке.
Примечание: данная статья является переводом.
Подачи и скорости:
Многие операторы просто используют 1000 SFM для расчета оборотов. Если вы так сделаете, то на самом деле вы не будете работать быстрее, чем все остальные.
Честно говоря, это обычно то, что рекомендуется для большинства фрез. 1000-1500 SFM — это совершенно нормальная скорость для работы шпинделя. Однако при слаженном тестировании вы можете достичь скорости в 3 раза выше. Подробнее об этом позже.
Однако при слаженном тестировании вы можете достичь скорости в 3 раза выше. Подробнее об этом позже.
Скорость подачи — вот где многие трусят. Если вы подаете концевую фрезу диаметром 1/2″ со скоростью всего 0,003″ на зуб, вы просто теряете время. Для производства нужно подавать не менее 1% от диаметра фрезы на зуб. Это означает, что торцевую фрезу 1/2″ нужно подавать не менее 0,005″ на зуб. При стабильной настройке и коротком инструменте можно даже удвоить этот показатель.
Единственное исключение из этого правила-когда вы работаете с небольшими инструментами, такими как 1/8″ или меньше. Очистка от стружки может стать проблемой, а это означает, что вам придется снизить скорость для более тонкой стружки.
Даже при токарной обработке вам нужно очень сильно подавать материал, чтобы раздробить ее стружку. В противном случае конвейер для стружки будет постоянно заклинивать.
В конце концов, мощность шпинделя и обороты в минуту должны быть основным фактором, замедляющим черновую обработку алюминия на большинстве станков для деталей среднего размера.
Балансировка и гармония:
Это действительно то, что отделяет новичков от мастеров на арене фрезерования алюминия. Алюминий можно резать на очень высоких скоростях, но ваши инструменты должны быть в состоянии справиться с этим.
Вообще говоря, все, что превышает 10 000 об/мин, должно быть хорошо сбалансировано. На инструментах указаны номиналы балансировки, поэтому подбирайте их соответствующим образом.
Это само собой разумеется, но если вы ударите инструмент в станке, он больше не будет сбалансирован. Также не забывайте, что балансировать нужно весь инструмент в сборе. Если у вас есть цанговый патрон ER, рассчитанный на 20 тыс. об/мин, но вы установили расточную головку, то номинал цанги ничего не значит.
Это также верно, когда речь идет об определении точности фрезы. Многие рабочие совершенно не обращают на это внимания, но твердосплавные концевые фрезы на самом деле имеют рейтинг посадки хвостовика. Это может иметь большое значение при использовании некоторых видов резцедержателей, например, гидравлических. Более плотная и точная посадка означает лучшую балансировку, лучший срок службы инструмента и более долговечный шпиндель.
Более плотная и точная посадка означает лучшую балансировку, лучший срок службы инструмента и более долговечный шпиндель.
Помимо балансировки инструментов, которые не разрушат ваш шпиндель на высоких оборотах, проверка колебаний — это действительно потрясающее преимущество при обработке алюминия. Поскольку алюминий такой маслянистый, вы можете резать его на очень высоких скоростях.
Гармонические испытания помогут вам найти резонансные частоты инструментов и определить оптимальные скорости и подачи. Если частота резания нарушена, инструмент начнет вибрировать, как скрипичная струна, и у вас будут все основания уйти домой раньше времени.
Найти оптимальное соотношение частоты инструмента и числа оборотов — очень важно. Это может увеличить число оборотов с 7 000 об/мин до 22 000 об/мин с соответствующими скоростями подачи.
Если вы попытаетесь сделать это без системы тестирования, вы гарантированно разнесете свои инструменты на миллион острых кусочков от безумных колебаний, которые получаются, когда вы немного отклоняетесь.
В одной мастерской, где я работал, тестирование метчиков позволяло нам работать концевыми фрезами 3/4″ с длиной калибра 10″ на скорости около 22 тыс. об/мин и 700 IPM. Иногда мы могли работать быстрее.
Эти системы не дешевы, и вам, очевидно, нужен фрезер, способный работать с такой высокой производительностью. Однако, когда у вас будет такая возможность в цехе, вы будете далеко впереди конкурентов из общего машиностроительного цеха.
Стратегии обработки алюминия:
Для большинства задач при фрезеровании алюминия я добился наибольшего успеха с помощью старомодной агрессии для получения хороших показателей материала. Такие вещи, как чистовое фрезерование, в большинстве случаев являются пустой тратой времени, за исключением тех случаев, когда вы работаете очень маленькими фрезами в стесненных геометрических условиях.
Основная причина этого заключается в том, что станки часто не могут поддерживать очень высокие ускорения и замедления, необходимые для того, чтобы действительно использовать преимущества утончения стружки при торцевом фрезеровании.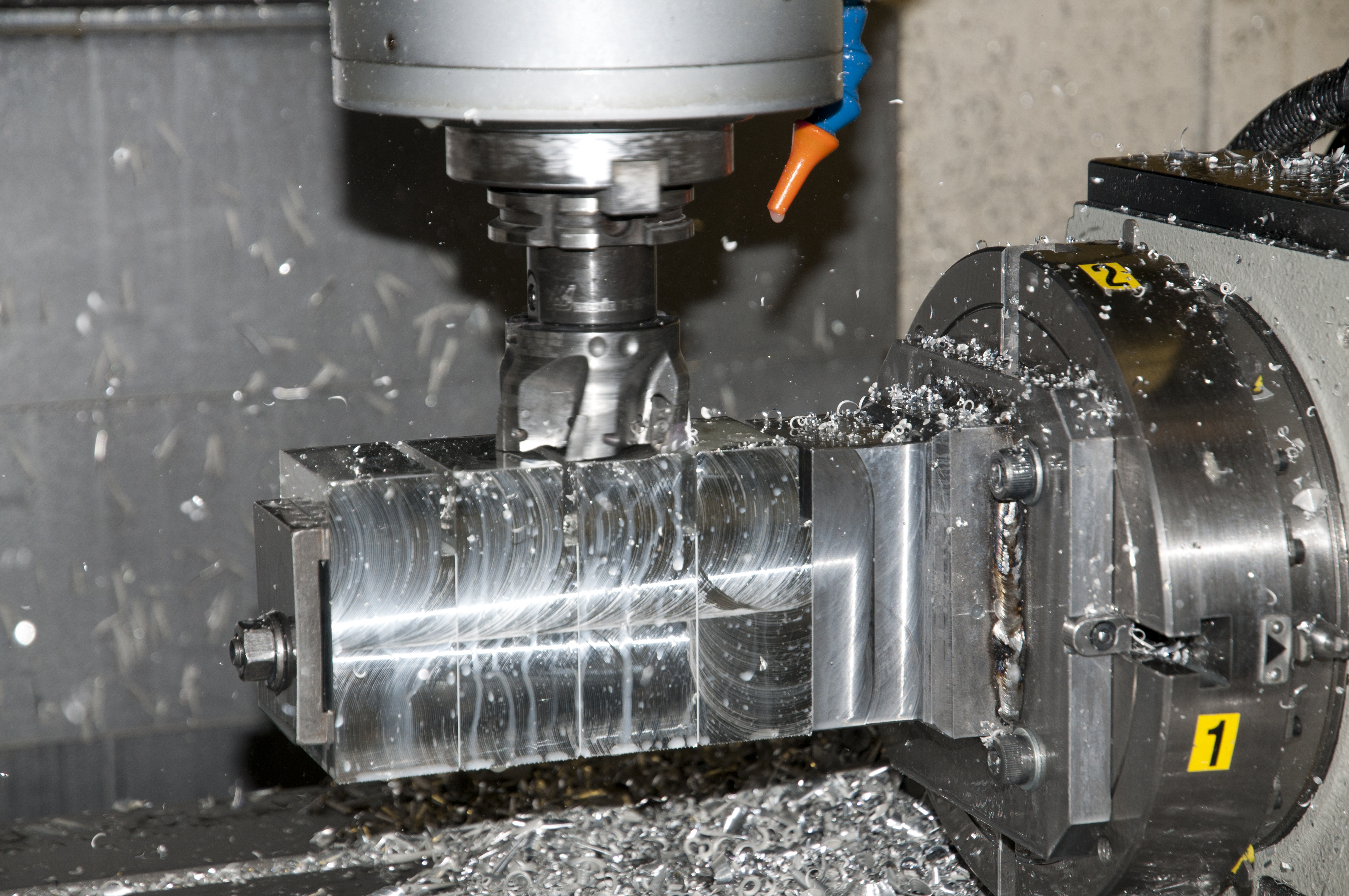 Вы не можете заставить 1000-фунтовый стол вращаться с быстротой 1200 IPM.
Вы не можете заставить 1000-фунтовый стол вращаться с быстротой 1200 IPM.
Использование традиционных параметров, таких как полная ширина и глубина реза 1/2xD, обычно лучше работает в реальной жизни при обработке алюминия.
Общие операции для обработки алюминия:
Вот список общих операций, которые вам придется выполнять при обработке алюминия, а также несколько советов, которые помогут вам в этом.
Облицовка:
Если вы собираетесь использовать фрезу с гильзой, обязательно выбирайте очень агрессивный угол наклона и полированные пластины. Ваша обработка будет потрясающей, и вы сможете действительно увеличить число оборотов.
Выемки:
Это то, что многие делают неправильно. Если вы переступаете через половину диаметра фрезы и половину вниз, вы совершаете ошибку по двум причинам:
- Резак может выдержать больше. Идите почти на всю ширину. Я использую 95% плоской поверхности фрезы. Причина в том, что в углах фреза все равно будет утоплена.
 Это означает, что вам придется замедлить подачу, чтобы инструмент не разорвался в угловых участках. Если вы выйдете на все 100%, вы можете получить бумажные пластины между траекториями инструмента из-за отклонения фрезы и материала.
Это означает, что вам придется замедлить подачу, чтобы инструмент не разорвался в угловых участках. Если вы выйдете на все 100%, вы можете получить бумажные пластины между траекториями инструмента из-за отклонения фрезы и материала. - Шаг 50% ужасен для гармоник при черновой обработке с приличной скоростью. Удар инструмента о заготовку происходит в самом неблагоприятном месте, врезаясь в каждый зуб. Даже переход к инструменту с шагом более 65% приведет к заметному уменьшению дребезжания.
Еще один совет — использовать фрезу диаметром чуть меньше внутреннего радиуса выемки. Если вы используете концевую фрезу диаметром 1/2″ для вырезания выемок радиусом 1/4″, вы будете иметь тенденцию строгать углы с колебаниями, когда инструмент меняет направление. На высоких скоростях инструмент не меняет направление мгновенно, что означает, что инструмент разгружает давление резания. Это и вызывает эти стрекочущие звуки.
Обычно я спрашиваю, могу ли я изменить размер этих радиусов до 0,265″ для получения чистых углов.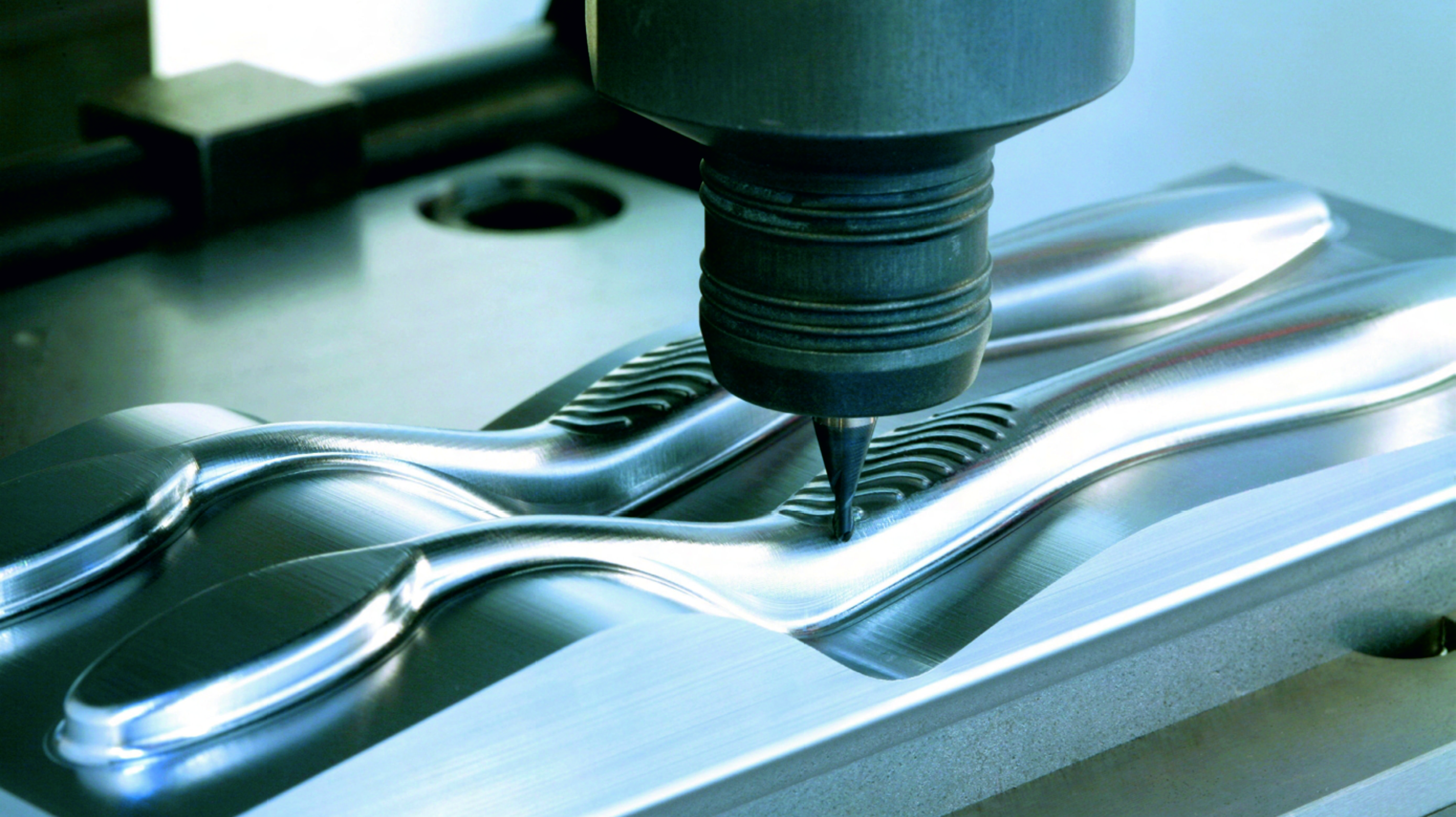 Это уменьшает контакт инструмента с геометрией детали. Станок также способен обрабатывать закругленный поворот на более высоких скоростях. Вспомните автомобиль на гоночной трассе. Если поворот острый, машина замедляется. Если радиус поворота больше, машине не нужно снижать скорость.
Это уменьшает контакт инструмента с геометрией детали. Станок также способен обрабатывать закругленный поворот на более высоких скоростях. Вспомните автомобиль на гоночной трассе. Если поворот острый, машина замедляется. Если радиус поворота больше, машине не нужно снижать скорость.
Это позволит устранить дребезжание в углах, которое делает ваши детали хуже, чем они могли быть.
Пазовое фрезерование:
Для выполнения очень глубоких пазов есть два варианта, которые хорошо работают: либо использовать трохоидальное фрезерование для уменьшения отклонения фрезы и колебаний, либо использовать концевую фрезу с коническим хвостиком.
Лично я предпочитаю торцевые фрезы с коническими хвостовиками, так как инструмент значительно прочнее, и вы не получаете никаких потерь при движении инструмента вперед-назад. Глубокое пазовое фрезерование — это один из тех случаев, когда часто имеет смысл использовать специализированный инструмент.
Для мелких пазов (4xD и менее) не нужно ничего особенного.
Сверление:
Самое главное использовать острые сверла.
Твердосплавные сверла — не всегда выход; на самом деле нет смысла использовать дорогое твердосплавное сверло, если у вас нет оборотов шпинделя или объема производства, чтобы это оправдать.
В общем, просто используйте сверло с углом 135 градусов, и все будет в порядке. Если на кончике сверла есть паутинка, то в процессе резания будет выделяться много ненужного тепла.
Метчики:
Метчики общего назначения технически работают, но метчики, предназначенные специально для алюминия, значительно надежнее. Они имеют более агрессивный угол наклона, что означает более чистые срезы и меньший нагрев.
Кроме того, не бойтесь иногда увеличивать число оборотов. Если вы никогда не превышаете 200 об/мин на своих станках, вы просто теряете время.
Конечно, некоторые станки просто старые и давно обходились без тех. обслуживания, у них может быть слишком большой люфт, чтобы резать быстрее. Однако на таких станках вы все равно не сможете конкурировать с предприятиями в которых установлены новые станки.
Суть в том, что резать алюминий легко, не тратьте на это время.
Как получить великолепную отделку поверхности алюминия:
В этом нет особого секрета, главное высокие обороты. Использование чистового инструмента с бритвенной остротой, высокой спиралью и очень агрессивным углом наклона также поможет вам получить супер блестящую поверхность.
Однако стоит отметить одну вещь: не стоит тратить время на то, чтобы сделать деталь красивее, чем она должна быть. Иногда вы просто хотите сделать клиента счастливым и произвести на него впечатление, но помните, что есть разница между блеском и высоким Ra.
Действительно стоит сделать расчеты чистоты поверхности, чтобы определить максимальную скорость подачи для чистовых резов. Я обычно делаю расчеты, а затем отступаю примерно 10% от этой величины, чтобы перестраховаться. Если вы перейдете эту грань, вы будете ошибаться в половине случаев.
Жидкость для резки:
Никогда не режьте алюминий без смазочно-охлаждающей жидкости.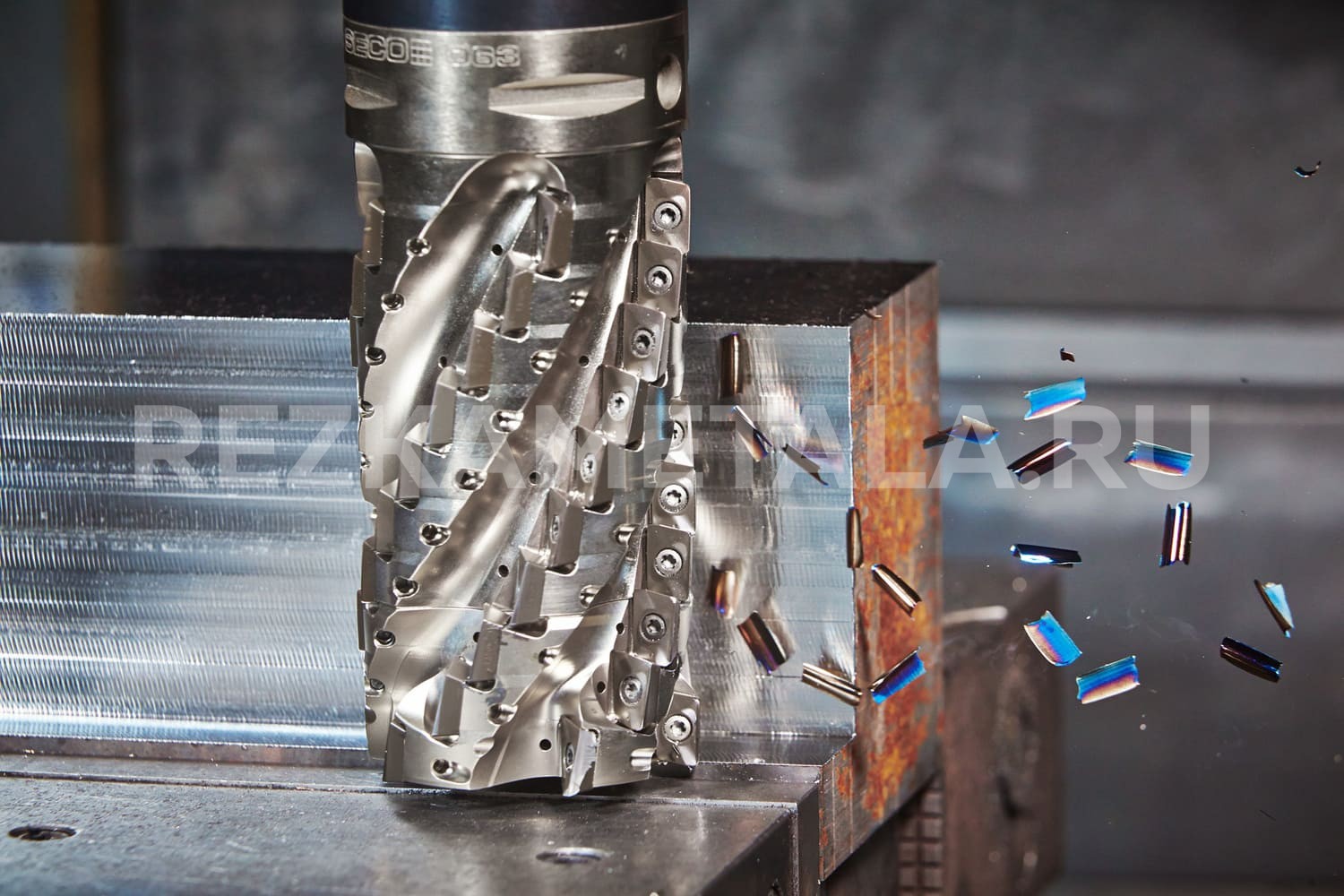 Парни, которые делают это на YouTube, делают это так, только для того, чтобы вы могли видеть, что происходит. В реальной жизни (и за кулисами) фрезы взрываются, когда они закупориваются из-за расплавленного алюминия, скапливающегося на кромке.
Парни, которые делают это на YouTube, делают это так, только для того, чтобы вы могли видеть, что происходит. В реальной жизни (и за кулисами) фрезы взрываются, когда они закупориваются из-за расплавленного алюминия, скапливающегося на кромке.
Многие компании скажут вам, что тип СОЖ имеет огромное значение для таких вещей, как срок службы инструмента и качество обработки поверхности. Так ли это?
Отчасти, на самом деле, единственный раз, когда я действительно видел заметную разницу, это когда все остальные факторы были подобраны идеально.
Вот важные параметры, на которые надо учесть для улучшению процесса обработки:
- Параметры резания — шаг вперед / шаг вниз, скорость подачи, число оборотов в минуту, траектория инструмента.
- Геометрия режущего инструмента — подходящая для алюминия и типа операции (черновая обработка, чистовая обработка и т.д.) — угол спирали, марка твердого сплава, количество канавок и т.д.
- Покрытие/финишная обработка фрез.

- Охлаждающая жидкость.
Ну вот, в общем-то, и все. Конечно, можно узнать еще много интересного о резке алюминия, что позволит вам обойти конкурентов, но это статья, а не электронная книга. В конечном итоге, если вы действительно хотите преуспеть в работе с алюминием, вам нужно будет провести несколько собственных экспериментов.
Токарная обработка алюминия | tokarnaja-obrabotka.ru
Skip to content
ООО «Токарная обработка» занимается токарной обработкой алюминия из сплавов Д16, АМГ, В95 и других на станках ЧПУ, срок изготовления от 5 дней, расчет за 1 день
Обрабатываем алюминий всех марок на наших токарных станках, основные сплавы — Д16, АМГ и В95 (есть на складе). Изготавливаем серийные детали из алюминиевых сплавов в больших количествах.
Для расчета стоимости токарной обработки алюминия пошлите запрос с чертежами на электронную почту [email protected]. Ответим на любые вопросы 8 3439 38 00 81, 8 3439 38 98 01, доставка по всей России.
Токарные работы – механическая обработка заготовок, изготавливаемых из металла методом резания, посредством использования специального инструмента для резки. Для работы на токарных станках используют разные инструменты:
- резец,
- сверло,
- развертка,
- и прочие.
Все металлы характеризуются специфическими свойствами, поэтому их обработка и токарная обработка деталей требует определенных знаний и умений.
Алюминий — наиболее популярный и востребованный из многочисленных металлов, используемых в производстве современной техники. Главной причиной его широкого использования является подходящая плотность (это достаточно легкий материал). Алюминий не поддается коррозии, при этом пластичность материала сохраняется длительное время. Токарная обработка алюминия в чистом виде – трудоемкий процесс. Поэтому достаточно часто для работы на токарном оборудовании используются разнообразные сплавы с алюминием.
Наша компания изготавливает детали в больших количествах на токарных автоматах (пример ниже) из алюминия и сплавов на его основе.
Алюминиевые сплавы делят на два типа:
- Деформируемые — служат для изготовления листов, труб, плит, профилей и др.
- Литейные — используются для фасонного типа литья (в основном хорошо поддаются резке). Они классифицируются на такие группы, как:
- сплав с кремнием (силумин),
- сплав с медью (механические характеристики повышаются после термической обработки),
- сплав с магнием (применяются в авиастроении и токарной обработке деталей из-за высоких антикоррозийных свойств).
С позиции легкости осуществления процесса токарной обработке алюминия, сплавы можно классифицировать на два вида:
- Мягкие сплавы, которые вызывают проблемы при резке.
- Относительно твердые и прочные сплавы, легко поддающиеся обработке на токарном станке (часто они могут быть обработаны стандартным инструментом общего использования, но для повышения скорости и качества, обработку можно производить с помощью определенных инструментов).

На сегодняшний день широко используются такие виды резки алюминия, как:
- Лазерная резка, которая зачастую используется для обрезания периметра изделия, раскройки листового алюминия.
- Плазменная резка, которая используется для того, чтобы раскроить детали изделия.
- Гидроабразивная резка, которая подходит для шлифовки металла и высокоточной обработки.
- Механическая обработка (распил, сверление, обработка алюминия на токарном станке, фрезерная резка и т.д.)
- Токарная обработка алюминия – это самый распространенный сегодня вид механической обработки металла. Принцип токарных работ – снять лишний слой и довести заготовку до нужной формы и размера. Выделяют несколько видов токарной обработки, исходя из поставленных перед специалистом задач:
- автоматная,
- лоботокарная,
- резьботокарная,
- токарная с ЧПУ,
- винторезная,
- карусельная,
- револьверная,
- токарная обработка деталей.
Наша электронная почта [email protected] ждем ваши чертежи и эскизы. Звоните 8 3439 38 00 81, 8 3439 38 98 01, доставка по всей России.
Звоните 8 3439 38 00 81, 8 3439 38 98 01, доставка по всей России.
Самым применяемым видом резки является обработка алюминия на токарном станке ЧПУ, когда для работы с данным материалом используют определенные режимы резки и типы фрез. По сравнению с многими другими металлами, алюминий более мягкий, что требует специального подхода при работе с ним. Алюминий может забить фрезу длинной стружкой, имеющей вязкую тягучую структуру, которая при этом может обмотать устройство.
Поэтому при токарной обработке алюминия на станке ЧПУ рекомендуется использовать специализированную концевую фрезу, защищенную от прилипания металлической стружки. Ручная обработка без специально предназначенных для этого материалов нуждается в особом внимании. Необходимо вовремя очищать фрезу, чтобы избежать повреждения механизма. От типа сплава зависит подача смазки и охлаждающего раствора. Обработка алюминия на токарном станке характеризуется как способностью вязкой стружки забивать инструмент, так и количеством полученного материала. Поэтому при токарной обработке алюминия следует продумать систему удаления лишней стружки с механизма. При работе на станке ЧПУ необходимо кроме технического еще и программное разрешение задачи. Оно подразумевает настройку конкретного подходящего режима, применение специальной фрезы (двухзаходной или трехзаходной). Нужно предусмотреть и использование широких углублений для отходов. Капризный алюминий требует особенного подхода. Поэтому использование специальной фрезы поможет избежать повреждений и заломов.
Поэтому при токарной обработке алюминия следует продумать систему удаления лишней стружки с механизма. При работе на станке ЧПУ необходимо кроме технического еще и программное разрешение задачи. Оно подразумевает настройку конкретного подходящего режима, применение специальной фрезы (двухзаходной или трехзаходной). Нужно предусмотреть и использование широких углублений для отходов. Капризный алюминий требует особенного подхода. Поэтому использование специальной фрезы поможет избежать повреждений и заломов.
You must be logged in to post a comment
[Новичок] — Токарный станок для токарной обработки алюминия
MLDJR
Зарегистрировано
#1
Привет, ребята,
Я прятался здесь несколько дней и решил присоединиться к группе. Рад, что сделал! здесь много информации.
Рад, что сделал! здесь много информации.
Вот мой вопрос новичка. Используя формулу 4 x скорость резания / диаметр. Я придумываю скорость 3000 об/мин, чтобы вращать свой алюминиевый стержень диаметром 0,30 дюйма, из которого я буду делать проставки для хобби. Единственная проблема — мои 1944 LeBlond Regal 13″ разгоняется только до 750 об/мин!!!
Ребята, что бы вы сделали?
TOOLMASTER
Гость форума
#2
что ты сделал 4х?
MLDJR
Зарегистрировано
#3
250 х 4 = 1000
.30″
3333,333 об/мин верно???
Кобра
Активный пользователь
#4
С большинством нашего хобби-оборудования вы можете запускать такие небольшие алюминиевые детали с максимальной скоростью.
TOOLMASTER
Гость форума
#5
…много токарного станка для стержня .30
беги быстрее
MLDJR
Зарегистрировано
#6
Все они обрабатываются со скоростью 750 об/мин и не получают хорошего качества поверхности с помощью инструмента из быстрорежущей стали. Пробовал с Aluma Tap и смазкой WD40. Возможно, проблема в моем инструменте. Я делаю боковой рельеф 12 градусов, торцевой рельеф 8 градусов. и боковой наклон 15 град.
MLDJR
Зарегистрировано
#7
ТУЛМАСТЕР сказал:
…это много токарного станка для стержня .30
беги быстрее
Нажмите, чтобы развернуть…
Да, это все, что у меня есть! лол
Кобра
Активный пользователь
#8
Некоторые алюминиевые сплавы очень липкие к машине. Убедитесь, что инструмент имеет радиус не менее 1/32, а кромка заточена до бритвенной остроты.
Франко
Активный пользователь
#9
Уменьшите скорость подачи и запустите токарный станок так быстро, как только возможно. Поверните инструмент так, чтобы он почти ровно прилегал к детали, отрезая стороной острия. Делайте неглубокие проходы, так как инструмент может врезаться под этим углом.
Это то, чем я занимался много лет, прежде чем узнал, что алюминий нужно резать на высокой скорости.
ch3co
Сварливый старик
#10
От чуть менее новичка:
Во-первых, добро пожаловать на форум. Ребята здесь замечательные и помогли мне во многих подобных ситуациях.
Какой режущий инструмент/инструменты вы используете? Кобальт, быстрорежущая сталь, карбид? Какой формы режущая кромка? Острый конец, плоский, закругленный?
Если у вас есть другие резаки, попробуйте их, если вы еще этого не сделали. Убедитесь, что какой бы резак вы ни использовали, он ОСТРЫЙ!
Отточите его по мере необходимости, чтобы он порезал вас, если вы не будете осторожны.
Я все еще очень новичок в этом, но пробы и ошибки и этот форум привели меня к тому, что я делаю то, о чем даже не мечтал.
Удачи
Чак, сварливый старик
Все, что вам нужно знать – изготовление из металла
Алюминий является основным продуктом практически в любой механической мастерской. Это один из самых поддающихся механической обработке металлов, поэтому его можно обрабатывать быстро и эффективно.
Это один из самых поддающихся механической обработке металлов, поэтому его можно обрабатывать быстро и эффективно.
Вот почему это тяжело. Поскольку все его режут, обработка алюминия является действительно конкурентной областью. Особенно это касается производственной обработки.
В этой статье я поделюсь всем, что вам нужно знать, чтобы сразу взяться за дело, найти хорошую работу и справиться с ней как профессионал.
Содержание
Почему алюминий может быть сложным?
Для начала давайте рассмотрим, с чем вы столкнулись.
Если вы делаете скобу для фермера Джо, на самом деле не имеет значения, насколько эффективно вы удаляете материал. Но если вы делаете 10 000 брекетов в неделю для Hustler Joe, вам нужно хорошо потрудиться.
Основной проблемой эффективной обработки алюминия является получение максимальной производительности съема материала без его взрыва.
Алюминий может расплавиться и прилипнуть к инструменту при слишком высокой температуре. Поэтому, несмотря на то, что он режет как масло, это ненадолго, если алюминий прилипнет к инструменту, и вы в конечном итоге будете выполнять сварку трением с перемешиванием вместо механической обработки.
Поэтому, несмотря на то, что он режет как масло, это ненадолго, если алюминий прилипнет к инструменту, и вы в конечном итоге будете выполнять сварку трением с перемешиванием вместо механической обработки.
Помимо сведения к минимуму трения, вибрация может быть чудовищной, когда вы толкаете машину. Это особенно проблематично, когда вы пытаетесь обработать выглядящие чистыми карманы.
Ладно, хватит ныть. Давайте рассмотрим, как вы можете убить его на полу.
Различные виды алюминия
Не все марки алюминия имеют одинаковую обрабатываемость. Некоторые режут как сон, другие настолько липкие, что забитые сломанные инструменты становятся кошмаром. Здесь важно понимать, с чем вы работаете.
Вот список некоторых распространенных типов алюминия и некоторые примечания по обрабатываемости:
| 2011 | Самое маслянистое из масел. Это наиболее хорошо поддающийся механической обработке из всех марок алюминия. Коррозионная стойкость ужасная, поэтому обычно приходится анодировать, а если серьезно, более легкого материала для работы не найти. |
| 2024 | Он имеет отличное соотношение прочности и веса, поэтому вы увидите его в приложениях, где он находится под напряжением. Он отлично обрабатывается, но есть одна вещь, на которую вы должны обратить внимание: он может сколоться в конце тяжелых резов, когда инструмент выходит из строя. Примером возможной проблемной области является прорезание пазов полного диаметра. Возможно, вам придется настроить траектории инструмента, чтобы смягчить выходы, чтобы предотвратить это. Чипсы в целом получаются неплохие, не слишком тягучие (но все относительно). Еще одна вещь, на которую следует обратить внимание, — это коррозия. Коррозия 2024 года на самом деле очень плохая, поэтому будьте осторожны, не оставляйте ее в разбавленной охлаждающей жидкости или в стаканах деталей. Нет смысла делать отличную отделку, если она вся в коррозии. В целом, тем не менее, это отличный материал для работы. Лучше всего резать в состоянии T351 или отжигать. |
| 5052 | Это действительно мягкий материал, и его обычно используют для формовки аппликаций. Обычно вы получите это в виде листа. Вы также можете найти его в морских приложениях, так как он обладает отличной коррозионной стойкостью. Это не страшно, но вам нужно остерегаться липкости. Он может быстро засорить инструмент. Обычно вы получите это в виде листа. Вы также можете найти его в морских приложениях, так как он обладает отличной коррозионной стойкостью. Это не страшно, но вам нужно остерегаться липкости. Он может быстро засорить инструмент. Убедитесь, что ваши инструменты острые как бритва для этого материала, и у вас есть хорошая смазка, иначе ваша поверхность будет исцарапана, и вы рискуете взорвать свой инструмент. Держите инструмент острым, и у вас не будет проблем с получением яркого зеркального блеска. |
| 6061 | Это универсальный скоб для обработки. Это отличный материал для вырезания. Это, вероятно, самые распространенные вещи, которые вы найдете в механическом магазине. Вы по-прежнему должны быть осторожны с выходом из материала на очень тяжелых стыках; есть небольшой риск сколов. Чем тверже этот материал, тем легче его обрабатывать. T4 идеально подходит для механической обработки, но T6 занимает второе место. По сравнению с алюминием 2011 года показатели обрабатываемости этих отпусков составляют 90% и 80% соответственно. 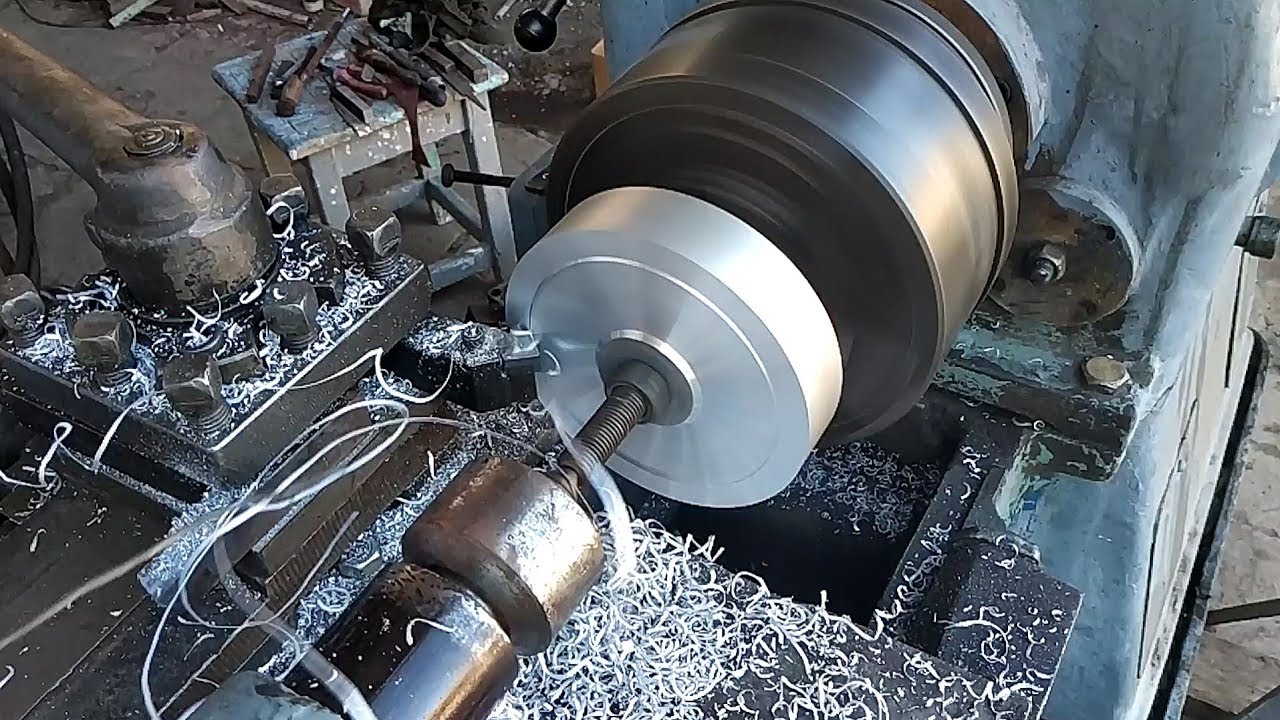 |
| 6063 | Это действительно похоже по функциям на 6061, но чаще встречается в экструзиях. Тем не менее, это не так жестко. Это делает 6063 немного сложнее в обработке; он мягче и гуще. При резке алюминиевых профилей используйте очень острые инструменты, хорошую смазку и следите за удалением стружки. |
| 7075 | Этот материал чрезвычайно популярен в конструктивных элементах, таких как лонжероны крыльев самолетов и велосипедные рамы. Это действительно жесткий алюминий. Это машины довольно хорошо; не так хорошо, как 6061, но и не так плохо, как 5052. Однако добиться яркой отделки этого материала непросто; вы, скорее всего, получите что-то вроде гладкого, но тускло-серого. |
Здесь следует помнить, что все марки алюминия хорошо поддаются механической обработке. Единственный раз, когда вы заметите разницу между этими классами, это когда вы действительно толкаете свою машину. Если вы занимаетесь мелкосерийным производством, маловероятно, что вы что-то заметите.
Стоит отметить, что между литым и кованым алюминием есть заметная разница. Отливка 90 322 всегда 90 323 гумми, поэтому держите свои инструменты острыми как бритва и действуйте осторожно.
Основные проблемы, с которыми вы столкнетесь, связаны с трением и нагревом. В следующем разделе мы рассмотрим, как справляться с этими проблемами, чтобы вы могли точно настроить свой процесс.
Режущие инструменты для алюминия
Ни при каких обстоятельствах не используйте универсальный резак для алюминия. Технически это сработает, но алюминий полностью отличается от стали.
Чертовски нет. Чертовски да.
Вот несколько аспектов выбора инструмента, которые помогут вам получить максимальную отдачу от вашей машины.
Материал режущего инструмента
Карбид.
Надеюсь, это не составит вам труда. Даже в неэффективных применениях карбид превосходит быстрорежущую сталь как по стоимости инструмента в течение срока службы, так и по чистоте поверхности.
Тем не менее, есть несколько полезных фактов о твердом сплаве, которые помогут вам подобрать идеальный инструмент для работы.
По сути, нам просто нужно понять, чего мы хотим от инструмента. Алюминий является мягким резаком, что означает, что инструмент не подвергается сильным ударным нагрузкам во время резки.
Критическое значение имеет поддержание бритвенно-острой кромки. По этой причине для характеристик материала мы предпочли бы твердость, а не ударную вязкость.
На это свойство влияют два основных фактора: размер зерна карбида и соотношение связующего.
Изображение фрезерованного алюминия для визуального облегчения
Что касается размера зерна, то более крупное зерно дает более твердый материал, тогда как меньшее зерно дает более ударопрочный и прочный материал. Для алюминия мы хотим сохранить эту остроту кромки, поэтому нам нужен небольшой размер зерна для максимального удержания кромки.
Другим фактором является соотношение связующего вещества. Для твердосплавных режущих инструментов связующим является кобальт. Он может содержать от 2% до 20% кобальта. Поскольку кобальт мягче карбидных зерен, большее количество кобальта означает более прочный инструмент, меньшее количество кобальта означает более твердый инструмент.
Для твердосплавных режущих инструментов связующим является кобальт. Он может содержать от 2% до 20% кобальта. Поскольку кобальт мягче карбидных зерен, большее количество кобальта означает более прочный инструмент, меньшее количество кобальта означает более твердый инструмент.
Итак, мы просто ищем твердосплавную фрезу с большим размером зерна и низким содержанием кобальта.
Зубья
3 зуба — лучший выбор для твердосплавных концевых фрез в 98% случаев. Стружкоотвод — это главное в алюминии, а 3 канавки обеспечивают идеальный баланс между прочностью инструмента и стружкодроблением.
2 канавки могут быть жизнеспособным вариантом, когда силы резания ниже, а удаление стружки имеет большее значение. Это также может быть способом уменьшить силы резания для легких, сомнительных разрезов. Одна из областей, где это имеет смысл, — это когда у вас есть очень длинный инструмент, подверженный вибрации. 2 канавки слегка режут, так что это может помочь вам справиться с вибрацией.
В конце концов, 3 флейты являются отраслевым стандартом. Для более крупных инструментов, таких как насадные фрезы, это количество канавок будет варьироваться в зависимости от диаметра. Ключевым моментом здесь является наличие большого зазора для стружки, чтобы ничего не засорялось. Никому не нужен запорный инструмент со скоростью 700 дюймов в минуту.
Угол наклона спирали
Вот баланс, который мы пытаемся соблюсти: меньший угол наклона спирали уменьшит нагрев, поскольку резка занимает меньше времени. Более высокая спираль обеспечивает более гладкую резку, обеспечивает отличное качество поверхности, но выделяет больше тепла.
Если ваш инструмент нагреется, алюминий приварится к нему, и игра окончена. Это происходит менее чем за секунду; все, что вы слышите, это стремительный рост нагрузки на шпиндель и щелчок !
Итак, вот надежное эмпирическое правило, которое работало для меня годами:
Для черновой обработки отлично подходит нижний угол наклона спирали около 35 градусов. Это сохраняет инструмент холодным, и никто не заботится о чистоте поверхности при черновой обработке.
Это сохраняет инструмент холодным, и никто не заботится о чистоте поверхности при черновой обработке.
Для чистовой обработки более высокий угол спирали в 45 градусов — настоящая рок-звезда. Конечно, он выделяет больше тепла, но кого это волнует при чистовой обработке с высокой подачей? Гладкая резка оставляет красивую и точную поверхность.
Для чего-то, что достаточно хорошо справляется как с черновой, так и с чистовой обработкой, используйте угол подъема спирали 40 градусов.
Черновая обработка: угол подъёма 35 градусов
Чистовая обработка: угол подъёма 45 градусов
Многоцелевой: угол подъёма 40 градусов
Полезные функции
Помимо этих основ, есть еще несколько вещей, которые могут дать вам это дополнительное преимущество.
Одна вещь, с которой я добился большого успеха, — это полированные инструменты. Когда режущие канавки отполированы до гладкости, алюминий плавно скользит по ним.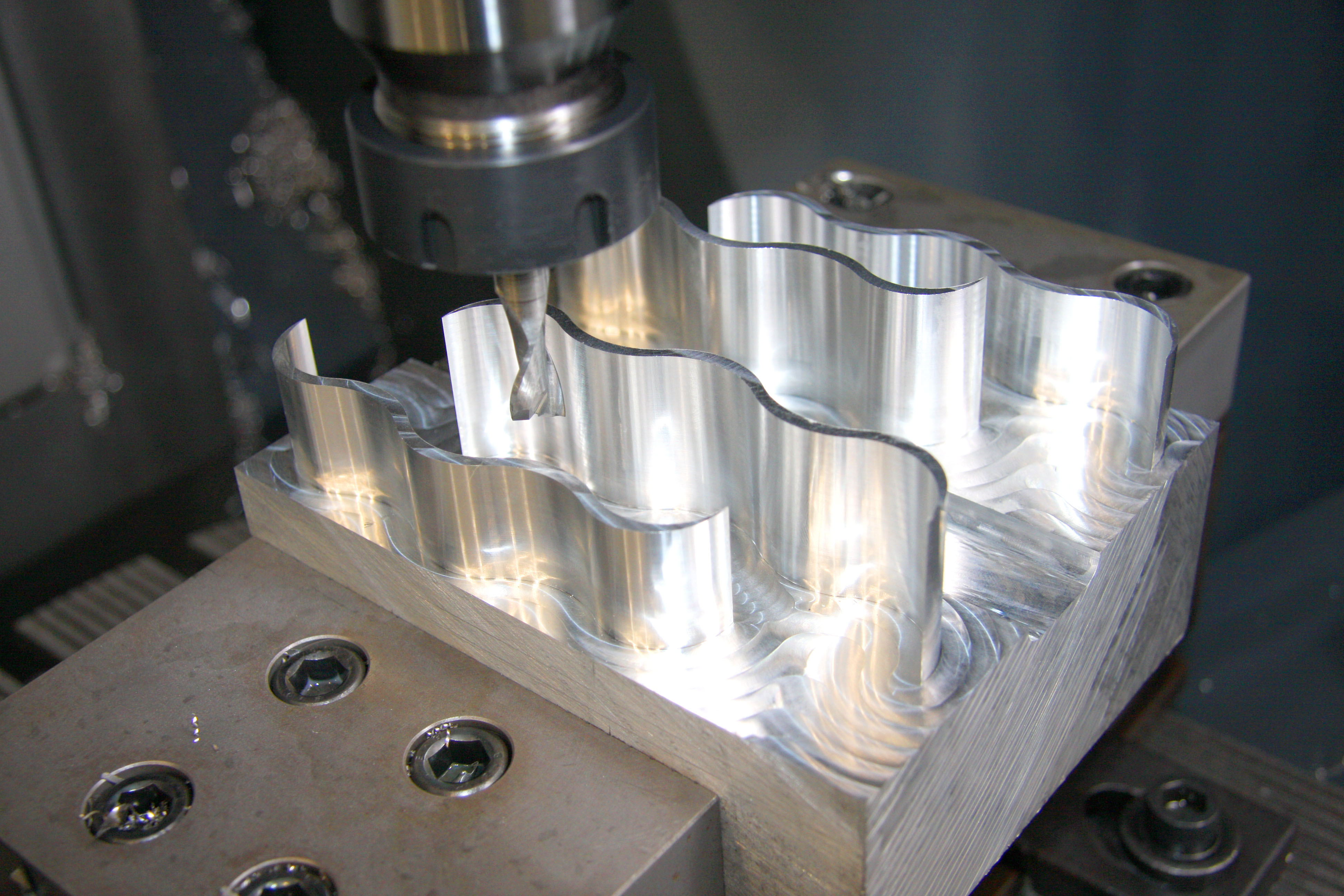 Поскольку трение очень мало, срок службы инструмента зашкаливает, и вы можете толкать его быстрее.
Поскольку трение очень мало, срок службы инструмента зашкаливает, и вы можете толкать его быстрее.
Это действительно полезно, если вы выполняете высокопроизводительную фрезеровку алюминия.
Еще стоит упомянуть покрытия для инструментов. В общем, лучше всего использовать инструменты без покрытия. Вы не получите большой производительности от специальных покрытий, а более «стандартные» покрытия инструментов принесут больше вреда, чем пользы.
Вот краткий список некоторых хороших и плохих покрытий для резки алюминия:
| AlTiN | Ужасная идея №1. Это покрытие для стали, а не для алюминия. Поверхность инструмента с таким покрытием не особо гладкая, а алюминий в ней есть! Это означает, что материал, который вы режете, будет иметь тенденцию привариваться к покрытию, что приведет к ужасной чистоте поверхности и, вероятно, к взрыву вашего инструмента. Не хорошо. |
| TiN | Ужасная идея №2. Не так плохо, как AlTiN, но и не намного лучше. |
| ZrN | Хорошая идея №1. У него сверхнизкий коэффициент трения, поэтому он может помочь со стружкоотводом и сохранять все в прохладном месте. |
| TiB2 | Хорошая идея №2. Многие парни предпочитают его ZrN. Он имеет низкое сродство к алюминию, что означает, что он сразу соскальзывает. |
Хорошо, если быть полностью честным с вами, я не обнаружил, что покрытия имеют слишком большое значение для алюминия. По крайней мере, не так, как со сталью. Я предпочитаю просто полированную концевую фрезу или вставку. Я больше поиграю с покрытиями, когда продавец предложит мне бесплатные инструменты для экспериментов. Вставьте сюда хитрый смешок.
Подачи и скорости
Многие ребята просто используют 1000 SFM для расчета своих оборотов в минуту. Если вы сделаете это, вы действительно не будете двигаться быстрее, чем все остальные.
Честно говоря, это то, что обычно рекомендуется для большинства резаков. 1000-1500 SFM — это абсолютно нормальная скорость для вашего шпинделя. Однако с гармоническим тестированием вы можете увеличить скорость в 3 раза. Подробнее об этом позже.
1000-1500 SFM — это абсолютно нормальная скорость для вашего шпинделя. Однако с гармоническим тестированием вы можете увеличить скорость в 3 раза. Подробнее об этом позже.
Скорость подачи — это то, от чего многие ребята трусят. Если вы подаете на концевую фрезу 1/2″ только 0,003″ на зуб, вы просто теряете время. Для производства вы хотите увеличить его как минимум на 1% от диаметра фрезы на зуб. Это означает, что на концевую фрезу 1/2″ необходимо подавать не менее 0,005″ на зуб. Со стабильной настройкой и коротким инструментом вы можете даже удвоить это.
Единственным исключением являются случаи, когда вы работаете с небольшими инструментами, такими как 1/8″ или меньше. Удаление стружки может стать проблемой, а это означает, что вам придется снизить скорость для более тонкой стружки.
Даже при токарной обработке требуется очень большая подача, чтобы измельчить стружку. В противном случае ваш конвейер для стружки всегда будет забит.
В конце концов, мощность шпинделя и число оборотов в минуту должны быть главным фактором, замедляющим черновую обработку алюминия на большинстве станков для деталей среднего размера.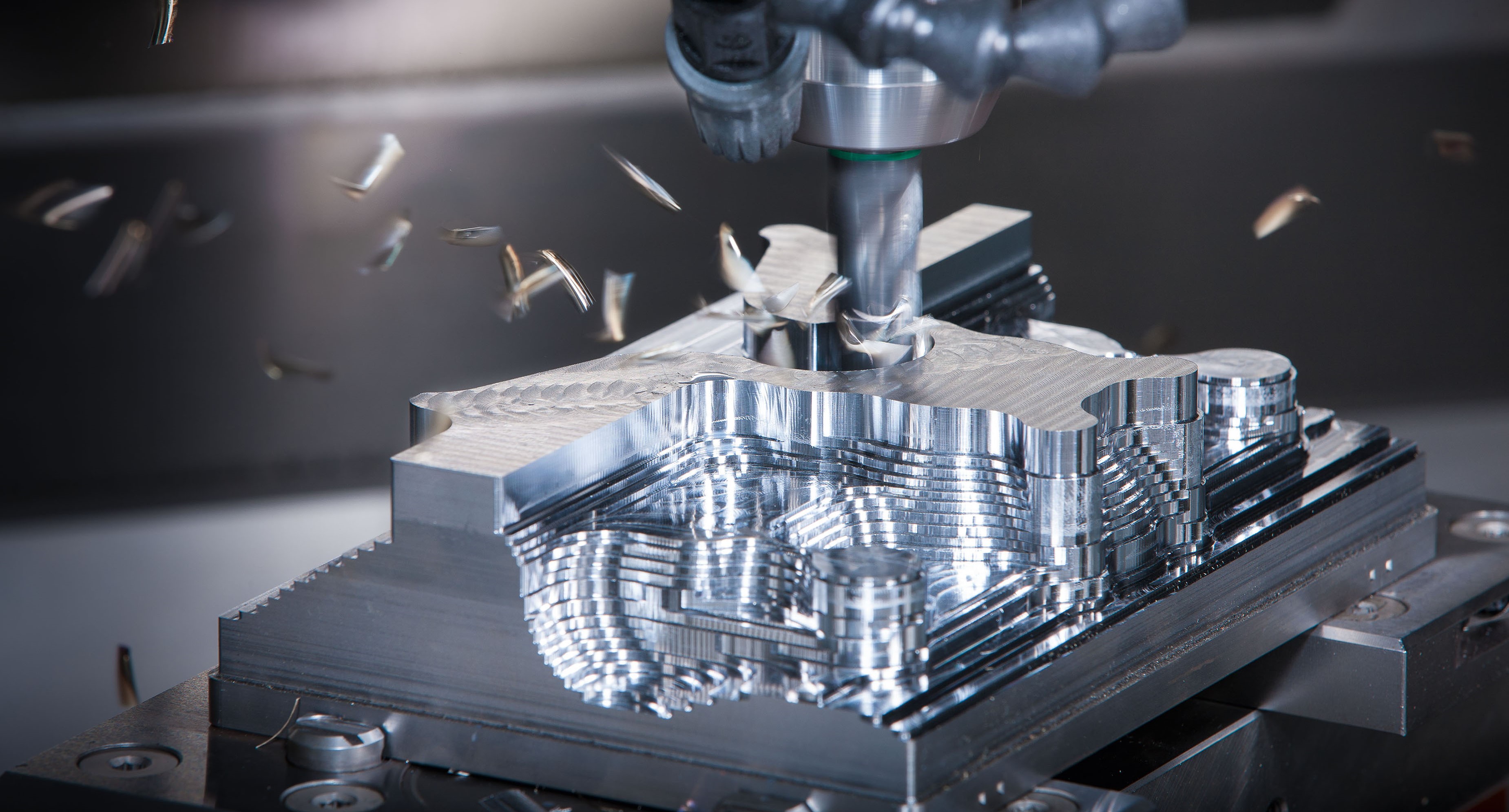
Балансировка и гармоника
Это действительно то, что отличает мальчиков от мужчин на арене фрезерования алюминия. Алюминий можно резать на очень высоких скоростях, но ваши инструменты должны с этим справляться.
Вообще говоря, все, что превышает 10 000 об/мин, должно быть хорошо сбалансировано. Вы найдете рейтинги баланса прямо на своих инструментах, поэтому сопоставьте их соответствующим образом.
Это само собой разумеется, но если вы ударите свои инструменты в машине, они больше не будут сбалансированы. Также имейте в виду, что Весь инструмент в сборе необходимо отбалансировать. Если у вас есть цанговый патрон ER, рассчитанный на 20 000 об/мин, но вы устанавливаете буровую головку, этот рейтинг цангового патрона ничего не значит.
Вот что такое работа несбалансированного инструмента со скоростью более 10 000 об/мин.
Это также верно, когда речь идет об определении точности фрезы. Многие ребята совершенно не замечают этого, но твердосплавные концевые фрезы на самом деле имеют рейтинг посадки хвостовика. Это может иметь большое значение для некоторых типов держателей инструментов, таких как гидравлические. Более плотная и точная посадка будет означать лучший баланс, больший срок службы инструмента и более длительный срок службы шпинделя.
Это может иметь большое значение для некоторых типов держателей инструментов, таких как гидравлические. Более плотная и точная посадка будет означать лучший баланс, больший срок службы инструмента и более длительный срок службы шпинделя.
Помимо инструментов для балансировки, которые не разрушат ваш шпиндель при высоких оборотах, тестирование на гармоники является действительно огромным преимуществом при обработке алюминия. Поскольку алюминий такой маслянистый, вы можете резать его на очень высоких скоростях.
Тестирование гармоник поможет вам найти эти резонансные частоты инструментов и позволит вам определить оптимальные скорости и подачи. Если частота резания отключена, инструмент начнет вибрировать, как струна скрипки, и у вас будут все основания вернуться домой пораньше.
Найти точки наилучшего соотношения частоты инструмента и числа оборотов в минуту очень сложно. Это может повысить скорость вращения с 7000 до 22000 об/мин при соответствующей скорости подачи.
Если вы попытаетесь сделать это без системы тестирования, вы гарантированно разорвете свои инструменты на миллион острых маленьких кусочков от безумных гармоник, которые вы получаете, когда немного не в себе.
В одном из цехов, где я работал, испытание метчиком позволило нам запустить наши концевые фрезы 3/4 дюйма с калибром 10 дюймов со скоростью около 22 тыс. об/мин и 700 дюймов в минуту. Иногда мы могли ехать быстрее. Попробуйте сделать это без тестирования на гармоники. Попробуй.
Эти системы недешевы, и вам, очевидно, нужна мельница, способная справиться с такой высокой производительностью. Однако, когда у вас есть такая возможность в магазине, вы будете намного впереди обычных конкурентов в механических мастерских.
Стратегии обработки алюминия
Для большинства применений при фрезеровании алюминия я добился наибольшего успеха, используя старомодную агрессию для получения хороших показателей расхода материала. Такие вещи, как фрезерование зачистки, в большинстве случаев являются пустой тратой времени, за исключением случаев, когда вы работаете с очень маленькими фрезами в тесной геометрии.
Основная причина этого заключается в том, что станки часто не справляются с чрезвычайно высокими значениями ускорения и замедления, необходимыми для реального использования преимущества утончения стружки при фрезеровании задирами. Вы не можете заставить стол весом 1000 фунтов превратиться на десять центов со скоростью 1200 IPM.
Ладно, возможно, копейка здесь неуместно. Даймы огромные. Но вы поняли.
Использование традиционных параметров, таких как полная ширина и глубина реза 1/2xD, обычно лучше работает в реальной жизни при резке алюминия.
Общие операции по обработке алюминия
Вот список общих вещей, которые вы собираетесь делать с алюминием, а также несколько советов, которые помогут вам в этом.
Облицовка
Если вы собираетесь использовать насадную фрезу, обязательно используйте сверхагрессивный передний угол и полированные пластины. Ваш финиш будет потрясающим, и вы сможете действительно увеличить скорость вращения.
Карманы
Это то, что многие парни делают неправильно. Если вы переступите половину диаметра фрезы и половину вниз, вы совершите ошибку по двум причинам:
Если вы переступите половину диаметра фрезы и половину вниз, вы совершите ошибку по двум причинам:
- Резак может обрабатывать больше. Идти почти на всю ширину. Мой выбор — 95% плоской фрезы. Причина этого в том, что фреза все равно будет зарываться в углы. Это означает, что вам придется замедлить подачу, чтобы инструмент не взрывался в углах. Если вы выберете полные 100%, вы можете получить бумажные пластины между траекториями инструмента из-за отклонения резака и материала.
- Шаги 50% ужасны для гармоник, когда вы выполняете черновую обработку с приличной скоростью. Удар инструмента, входящего в заготовку, приходится на самое неподходящее место, ударяя каждым зубом. Даже увеличение шага инструмента до 65% приведет к заметному уменьшению вибрации.
Другой совет: используйте фрезу диаметром немного меньше внутреннего радиуса кармана. Если вы используете концевую фрезу 1/2″ для вырезания радиальных карманов 1/4″, вы будете иметь тенденцию выдалбливать углы с вибрацией, когда инструмент меняет направление. На высоких скоростях инструменты не меняют направление мгновенно, а это означает, что инструмент разгружает давление резания. Вот что издает эти чирикающие звуки.
На высоких скоростях инструменты не меняют направление мгновенно, а это означает, что инструмент разгружает давление резания. Вот что издает эти чирикающие звуки.
Обычно я спрашиваю, могу ли я изменить размер этих радиов на 0,265″ для чистых углов. Это уменьшает контакт инструмента с геометрией детали. Машина также способна справиться с этим закругленным поворотом на более высоких скоростях. Просто подумайте об автомобиле на гоночной трассе. Если это крутой поворот, машина замедляется. При большем радиусе машине не нужно замедляться.
Это довольно хорошо устранит скрип в углах, который делает ваши детали некрасивыми.
Прорезание пазов
Для очень глубоких пазов мне подходят два варианта: либо использовать трохоидальное фрезерование, чтобы уменьшить отклонение фрезы и вибрацию, либо использовать концевую фрезу с укороченной канавкой.
Лично я предпочитаю укороченные канавки, так как инструмент значительно прочнее, и у вас нет лишних движений, когда инструмент перемещается вперед и назад. Глубокий слоттинг — одно из тех приложений, где часто стоит использовать специализированный инструмент.
Глубокий слоттинг — одно из тех приложений, где часто стоит использовать специализированный инструмент.
Для неглубоких пазов (4xD и меньше) не требуется никаких особых соображений. Просто дай’р.
Сверление
Использование. Острый. Сверла.
Твердосплавные сверла не всегда подходят; на самом деле нет смысла использовать дорогое твердосплавное сверло, если у вас нет скорости вращения шпинделя или объема производства, чтобы оправдать это.
Вообще говоря, просто используйте сверло с разрезной головкой на 135 градусов, и все будет в порядке. Если на кончике сверла есть паутина, вы выделяете много ненужного тепла при резке.
Нарезание резьбы
Метчики общего назначения технически работают, но метчики, предназначенные специально для алюминия, значительно надежнее. У них гораздо более агрессивный передний угол, что означает более чистые пропилы и меньше тепла.
Кроме того, не будьте слабаком с RPM. Если вы никогда не разгоняетесь до 200 об/мин на своих машинах, вы просто теряете время.
Конечно, некоторые станки просто старые и усталые, и люфт слишком велик, чтобы резать быстрее. На самом деле, вы все равно не будете конкурентоспособны на этих машинах.
Дело в том, что стучать по алюминию легко, не тратьте на это время.
Как добиться превосходной чистоты поверхности алюминия
Высокая скорость вращения. Это не большой секрет. Заведи его.
Использование острого, как бритва, инструмента для финишной обработки с высокой спиралью и очень агрессивными передними углами также поможет вам получить сверхблестящую поверхность.
Одна вещь, о которой стоит упомянуть, это то, что вы не хотите тратить свое время на то, чтобы сделать деталь красивее, чем она должна быть. Иногда вы просто хотите сделать клиента счастливым и произвести на него впечатление, но помните, что есть разница между блестящим и высоким Ра.
Выполнение расчетов шероховатости поверхности действительно стоит того, чтобы определить максимальную скорость подачи для чистовой обработки. Я обычно делаю математику, а затем уменьшаю примерно 10% от этого, чтобы быть в безопасности. Если вы переступите этот край, вы ошибетесь в половине случаев.
Я обычно делаю математику, а затем уменьшаю примерно 10% от этого, чтобы быть в безопасности. Если вы переступите этот край, вы ошибетесь в половине случаев.
Жидкость для резки
Никогда не режьте алюминий всухую. Ребята, которые делают это на YouTube, делают это только для того, чтобы вы могли видеть, что происходит. В реальной жизни (и за кадром) фрезы взрываются, когда они забиваются расплавленным алюминием, скапливающимся на краю.
Многие компании скажут вам, что тип охлаждающей жидкости имеет огромное значение для таких вещей, как срок службы инструмента и качество обработки поверхности. Имеет ли это?
Вроде как, но ничего особенного.
На самом деле, единственный раз, когда я действительно увидел заметную разницу, это когда все остальные факторы идеально подобраны в .
Вот порядок операций для улучшения процесса:
- Параметры резания – шаг вперед/вниз, скорость подачи, об/мин, траектория
- Геометрия режущего инструмента — подходит для алюминия и типа операции (черновая, чистовая и т.

