Обработка нержавейки после сварки: Очистка сварных швов нержавейки: 4 проверенных способа
Содержание
Обработка сварных швов нержавейки после сварки: шлифовка, паста, кислота
Содержание:
- Причины важности обработки
- Шлифовка механического характера
- Полировка нержавеющей стали после сварочных работ
- Гели и кислоты для процесса обработки
- Интересное видео
В современных условиях развития промышленного комплекса предполагается активное использование нержавеющей стали для создания трубопроводов и формирования емкостей для дальнейшего взаимодействия с агрессивными жидкостями. В повседневной жизни повсеместно встречаются изделия, изготовленные из данного металла, а именно всевозможные принадлежности в виде домашней утвари и прочих деталей обихода.
Характерной чертой нержавеющей стали является наличие привлекательной зеркальной поверхности и продолжительного срока службы. Однако следует отметить, что для создания такого эффекта первоначально нужно провести должным образом обработку шва нержавейки после сварки. В противном случае будет иметь место наличие черных и желтых пятен на сварочном месте с последующим потенциальным возникновением ржавчины.
В противном случае будет иметь место наличие черных и желтых пятен на сварочном месте с последующим потенциальным возникновением ржавчины.
Ввиду подобной особенности возникает вопрос, как очистить нержавейку после сварки и как правильно организовать обработку нержавейки после сварки.
Причины важности обработки
В ходе изготовления многочисленных конструкций с задействованием в качестве основного материала нержавеющей стали активно используются сварочные методы за счет функционирования электрической дуги в инертной газовой среде.
Несмотря на формирование относительно ровных и прочных швов, они отмечаются присутствием непривлекательного внешнего вида, в результате чего возникает необходимость обработки сварных швов нержавейки. Так, место сварного соединения характеризуется наличием зеркального цвета, а то время как область возле шва — желтого цвета и его многочисленных оттенков.
В случае формирования рисунка в виде чешуек в образующихся бороздках отмечается присутствие черных полосок малых размеров. По прошествии определенного периода времени может возникать риск образования ржавчины в данных местах.
По прошествии определенного периода времени может возникать риск образования ржавчины в данных местах.
Явления подобного характера являются следствием воздействия чрезмерно высокого температурного режима, в результате которого происходит, перегрев в сварочной области. В момент присутствия высоких температур происходит выгорание элементов легирования с одновременным обеднением, что имеет следствием изменение цвета и повышение степени уязвимости по отношению к факторам внешнего действия.
В завершении процесса образуется пленка, которая отмечается низким уровнем сопротивляемости к агрессивному влиянию окружающей среды, что ведет к поэтапному развитию коррозии в месте обработки.
Шлифовка механического характера
Нержавеющая сталь характеризуется присутствием высокого уровня коррозийных свойств, которые обуславливают ее активное применение в той среде, где зачастую применяются жидкости. Хотя изделия из подобного материала активно соприкасаются с водой и подвергаются предварительному проведению сварочных работ, со временем их внешний вид существенно не изменяется. Данная особенность прослеживается в результате задействования определенных принципов обработки.
Данная особенность прослеживается в результате задействования определенных принципов обработки.
Среди основных вариантов обработки принято выделять механическую шлифовку нержавейки после сварки. В ходе данного процесса устраняется верхний слой оксидной составляющей, образующийся на месте сварки и представляющий собой слабое место во всей конструкции. Также подвергаются устранению различимые переходы цвета и присутствующие неровности в соединении сварки.
Для данного процесса характерна следующая очередность:
- устранение волн в области металлического шва посредством применения толстого шлифовального круга и болгарки, а также нивелирование присутствующих выпуклостей;
- задействование лепестковых кругов для функционирования болгарки; основная цель подобных элементов — более аккуратное проведение работ наряду с большей длительностью процесса и расходованием материалов, что особо актуально для значительных масштабов выполнения работ;
- использование специально разработанного оборудного комплекса в виде шлифовальной машины, в результате работы которой создается одноцветное матовое покрытие;
- обязательное применение респиратора для снижения риска попадания в дыхательные пути абразивной пыли и металлических частиц, которые находятся в воздушном пространстве в течение выполнения работ.

Полировка нержавеющей стали после сварочных работ
Следующим шагом в комплексе обработки, осуществляемой по отношению к области проведения сварочных работ, является полировка нержавейки после сварки. Следует отметить, что подобному процессу подвергается не только отдельные области изделия, но и вся поверхность изделия в целом, что гарантирует получение блеска окончательного вида.
Полировка обеспечивает еще больший уровень зачистки обрабатываемой поверхности за счет получения цельного и ровного участка, что впоследствии имеет результатом способность противостоять внешнему влиянию жидкостей агрессивного характера.
Поначалу область сварных швов подвергается воздействию диска с вулканитом, цель которого заключается в придании шву необходимой формы и глубины за счет формирования структуры вогнутого образца.
Следующим этапом принято считать нанесение специальной пасты, предназначенной для осуществления полировки. В большинстве случаев применяется паста ГОИ. Основная задача полировочного процесса состоит в достижении зеркальной поверхности с одномоментным отсутствием ранее присутствовавших матовых пятен.
Основная задача полировочного процесса состоит в достижении зеркальной поверхности с одномоментным отсутствием ранее присутствовавших матовых пятен.
Гели и кислоты для процесса обработки
Для того, чтобы устранить присутствие цветовых переходов, образующихся в результате сварочного процесса, а также нивелировать формирование слоя оксидного характера, способствующего протеканию процесса коррозии, широко используется травление сварных швов нержавейки. Данный способ относится к категории кислотного воздействия с целью обработки материала.
Оптимальным вариантом является использование соляной и серной кислоты для обработки сварных швов по нержавейке. В случае отсутствия возможности задействования вышеуказанных соединений можно применить азотную или плавиковую кислоту. Эти вещества предполагаются к выпуску в форме геля и пасты для травления сварных швов на нержавеющей стали.
Также в настоящий момент считается возможным приобретение для таких целей специально разработанных аэрозолей.
Интересное видео
Обработка шва нержавейки после сварки — Аргонодуговая сварка — TIG
#1
nadar
Отправлено 17 January 2012 23:09
Чем обрабатывают сварочный шов после аргоновой сварки например перил из нержавеющих труб для придания цивильного вида ? Абразивный метод в данном случае не подойдёт так как остаются царапины . Полировка тоже не подходит , остаются недополированые места , да ине везде можно подлезть .
- Наверх
- Вставить ник
#2
e233
Отправлено 18 January 2012 02:49
А попробуйте кислоты — дешево и сердито, есть еще и специальные составы на основе кислот. Помнится варил перила из нержавки — доводить до товарного вида приходилось дрелью с войлочным кругом + паста ГОИ. + небольшое количество масла.
Помнится варил перила из нержавки — доводить до товарного вида приходилось дрелью с войлочным кругом + паста ГОИ. + небольшое количество масла.
Кислоту рекомендую наносить кисточкой точно там где необходимо убрать черноту. Можно смешать кислоту с каким либо наполнителем (древмука и т.п.)для того чтобы придать ей консистенцию пасты, чтобы не потекла. После место применения промыть водой и вытереть на сухо. Желаю успехов.
- Наверх
- Вставить ник
#3
СКРОМНЫЙ
Отправлено 18 January 2012 08:33
Чем обрабатывают сварочный шов после аргоновой сварки например перил из нержавеющих труб для придания цивильного вида ? Абразивный метод в данном случае не подойдёт так как остаются царапины .
Полировка тоже не подходит , остаются недополированые места , да ине везде можно подлезть .
Паста для травления применяется для восстановления поверхностей из нержавеющей стали, поврежденных в процессе сварки, отливки, резки и продувки.Паста удаляет сварочные окиси, слой металла, обедненный хромом, микрочастицы шлака и другие составляющие, которые могут вызвать местную коррозию.
По сравнению с класическими травильными пастами, паста голубого цвета при использовании выделяет на 70 % меньше азотных испарений. Благодаря текущей конститенции и голубому цвету видимому на поверхности металла паста обеспечивает высокую производительность и экономичное использование.
Данной пастой можно осушествлять травление стандартных марок сталей 304 (08Х18Н10), 321 (08Х18Н10Т) и 316 (03Х17Н14М3). Паста наносится на остывший до комнатной температуры (10 — 30°С) металл. Время травления — 90мин при 10°C; 45мин при 20°C; и 20мин при 30°C.
http://z-master.su/p…cts_id=58000008
- Наверх
- Вставить ник
#4
blazen79
Отправлено 18 January 2012 08:42
Только поверхнось матовая будет и от полировки не уйти ))
- Наверх
- Вставить ник
#5
СКРОМНЫЙ
Отправлено 18 January 2012 15:14
Чем обрабатывают сварочный шов после аргоновой сварки например перил из нержавеющих труб для придания цивильного вида ? Абразивный метод в данном случае не подойдёт так как остаются царапины .
Полировка тоже не подходит , остаются недополированые места , да ине везде можно подлезть .
nadar, Сварочные швы поручней обрабатываю лепестковыми кругами , различной зернистостью , и комбинированными лепестковыми скотч брайт , полирую войлочным кругом с применением различных паст полировальных не плохо получается .
- Наверх
- Вставить ник
#6
blazen79
Отправлено 18 January 2012 16:09
Только «черными» щетками не трите ))
Прикрепленные изображения
- Наверх
- Вставить ник
#7
МИХА75
Отправлено 18 January 2012 16:26
обработка шва на перилах,наглядноhttp://www. youtube.com/watch?v=6gzP5SNPE7Q .
youtube.com/watch?v=6gzP5SNPE7Q .
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#8
СКРОМНЫЙ
Отправлено 18 January 2012 17:16
Ещё видео .
- Наверх
- Вставить ник
#9
СКРОМНЫЙ
Отправлено 18 January 2012 17:39
!
- Наверх
- Вставить ник
#10
СКРОМНЫЙ
Отправлено 18 January 2012 22:22
Только «черными» щетками не трите )) Прикрепленные изображения Прикрепленное изображение: ржавейка_1.
jpg
Макс хорошие шовчики
- Наверх
- Вставить ник
#11
copich
Отправлено 23 January 2012 11:10
Чем обрабатывают сварочный шов после аргоновой сварки например перил из нержавеющих труб для придания цивильного вида ? Абразивный метод в данном случае не подойдёт так как остаются царапины . Полировка тоже не подходит , остаются недополированые места , да ине везде можно подлезть .
Есть специальный инструмент, типа — ленточная машинка. Например вот: http://www.gtool.ru/…/shlif/finitube
В яндексе забил и получил. Я знаю, что таким инструментом делают полировку и зачистку полотенцесушителей. И подлезть можно и результат получается быстро и дешево.
И подлезть можно и результат получается быстро и дешево.
- Наверх
- Вставить ник
#12
nadar
Отправлено 26 January 2012 12:28
Все эти ленточные машинки сделаны на основе болгарки . Возникает логичный вопрос » Может существует такая насадка на простую болгарку ??? » Ведь цена у этих ленточных машинок уж больно кусается . Может есть такой инструмент по бюджетной цене , например маде чина или корея ?
- Наверх
- Вставить ник
#13
СКРОМНЫЙ
Отправлено 26 January 2012 18:16
>Все эти ленточные машинки сделаны на основе болгарки .
Возникает логичный вопрос » Может существует такая насадка на простую болгарку ???>
Существует , одна контора приляпывают их к интерсколу УШМ; и продают; уже с накруткой >
Ведь цена у этих ленточных машинок уж больно кусается .
Это точно.
Может есть такой инструмент по бюджетной цене , например маде чина или корея ?
Пока не нашёл а хотелось.
- Наверх
- Вставить ник
#14
nadar
Отправлено 26 January 2012 21:16
skrem du ! Поделись ссылочкой на эту машинку , пожалуйста .
- Наверх
- Вставить ник
#15
Vasser
Отправлено 26 January 2012 23:23
Привет всем А фосфорной кислотой не пробовали????
- Наверх
- Вставить ник
#16
copich
Отправлено 27 January 2012 07:48
Привет всем А фосфорной кислотой не пробовали????
С кислотой — проблемы утилизации. Если иметь установку с функцией восстановления, то можно и пользоваться.
Есть установки типа
http://www.techallia…pro-184353.html
Как раз принцип основан на слабом растворе фосфорной кислоты. Ускорителем процесса является электрический ток. В зависимости от вида тока, получается либо полирование либо просто отчистка (т.е. для матовых и полированных поверхностей). Но все равно, если применять серийно, надо думать куда девать отработанный раствор… либо в канализацию сливать… Но как и с порошками у нас сквозь пальцы на это смотрят.
Но есть огромный плюс в отличии от порошков и механо зачистки. Эта фигня делает еще дополнительный защитсный слой который не позволяет кородировать металлу и так же можно наносить маркировку по средству шаблона. Очень красивая хрень получается (т.е. маркировка). Данная маркировка удаляется только механическим способом (шлифовка или полировка), не как краска, просто так не сцарапаешь.
Все эти ленточные машинки сделаны на основе болгарки .
Возникает логичный вопрос » Может существует такая насадка на простую болгарку ??? » Ведь цена у этих ленточных машинок уж больно кусается . Может есть такой инструмент по бюджетной цене , например маде чина или корея ?
А вы смотрели на обороты этой чудо техники? Я не думаю, что как и «болгарка», разгоняется до 10 000-11 000 об\мин. Ибо разнесет ленту на высоких оборотах. Наверное поэтому и нет просто насадки. ИМХО.
- Наверх
- Вставить ник
#17
nadar
Отправлено 27 January 2012 10:29
«А вы смотрели на обороты этой чудо техники? Я не думаю, что как и «болгарка», разгоняется до 10 000-11 000 об\мин. Ибо разнесет ленту на высоких оборотах. Наверное поэтому и нет просто насадки. ИМХО.»
ИМХО.»
Берётся » УПМ-1200/180Е м » Диапазон оборотов 600 — 3000 об/мин , мощность 1200 Вт . И нет проблем !!!
- Наверх
- Вставить ник
#18
Evgen
Отправлено 27 January 2012 19:21
получается либо полирование либо просто отчистка
да, знатная штуковина, давно поглядываю
http://www.youtube.com/watch?v=c5SKOKNBYeA
- Наверх
- Вставить ник
#19
copich
Отправлено 30 January 2012 10:32
да, знатная штуковина, давно поглядываю
http://www.youtube.com/watch?v=c5SKOKNBYeA
Это для дома, для семьи… Я для завода видел с вытяжкой и с автоматической подачей кислоты в рабочее место. Когда долго работаешь, то нанюхаешся. А вот с вытяжкой веселее работать!
Даже если без вытяжки, то установка про какую я описывал ранее, там подача осуществляется как пипетка, т.е. тюбик устанавливается вертикально и при нажатии на кнопку происходит подача капли кислоты. Но сам метод — довольно интересная штука.
- Наверх
- Вставить ник
#20
Evgen
Отправлено 30 January 2012 14:03
«А вы смотрели на обороты этой чудо техники? Я не думаю, что как и «болгарка», разгоняется до 10 000-11 000 об\мин.
Ибо разнесет ленту на высоких оборотах. Наверное поэтому и нет просто насадки. ИМХО.»
Берётся » УПМ-1200/180Е м » Диапазон оборотов 600 — 3000 об/мин , мощность 1200 Вт . И нет проблем !!!
Вы наверное не в курсе, что существуют УШМ с регулировкой оборотов?
Это для дома, для семьи…
Ну, скажем, это уже не совсем «гаражный» вариант и достаточно применим на мелкосерийном пр-ве.
- Наверх
- Вставить ник
Как очистить нержавеющую сталь после сварки
Многие любители сварки своими руками и профессионалы, работающие с нержавеющей сталью, знают, что металл окрашивается в процессе нагрева и сварки. Это может ухудшить эстетический вид готового проекта и сделать его дилетантским.
Вот почему многие сварщики хотят знать, как очистить нержавеющую сталь после сварки?
Лучший способ очистить нержавеющую сталь после сварки — это процесс, называемый электрополировкой. Этот процесс включает окисление кислого электролита на поверхности металла с помощью электричества.
Этот процесс включает окисление кислого электролита на поверхности металла с помощью электричества.
Электрополировка не только очищает поверхность от пятен, но и способствует пассивации металла. Это покрывает поверхность слоем оксида хрома, не содержащим железа, и придает ей блеск, которым славится нержавеющая сталь.
Что такое термические окрашивания и коррозия
Тепловые окрашивания
Большинство металлов, включая нержавеющую сталь, имеют оксидный слой на поверхности. Подкрашивание нагреванием приводит к тому, что этот естественный оксидный слой становится толще, что приводит к обесцвечиванию. Цвета закалки являются прямым результатом световых интерференционных эффектов, когда свет отражается от металлической поверхности.
Свет, отраженный от нормальной поверхности оксидной пленки, а также свет, отраженный от границы раздела оксид-металл, созданной сваркой, вызывает различные цвета в зависимости от толщины оксидного слоя.
В сварочной промышленности для описания этого явления используются различные термины, такие как обесцвечивание, оксидный налет и эффект радуги. Все эти термины говорят об одном и том же, изменении цвета верхнего слоя нержавеющей стали. Обычно это происходит вокруг сварного шва и в окружающей зоне, на которую воздействовало тепло.
Все эти термины говорят об одном и том же, изменении цвета верхнего слоя нержавеющей стали. Обычно это происходит вокруг сварного шва и в окружающей зоне, на которую воздействовало тепло.
Коррозия
Коррозия – это естественный процесс окисления. Когда вы готовите металлическую поверхность к сварке, она подвергается воздействию различных атмосферных элементов, таких как кислород и влажность, что создает идеальные условия для коррозии.
Вот почему так важно очищать и полировать сварочные изделия до и после сварочных работ. Это помогает сохранить поверхность, прочность и форму стальных конструкций. Повышенная долговечность и привлекательный внешний вид готовых стальных конструкций являются дополнительными преимуществами процесса очистки.
Типы очистки сварных швов
Существует три основных типа очистки нержавеющей стали после сварки; механические, химические и электрохимические. Браширование используется для подготовки поверхности и удаления частиц после очистки.
Механическая очистка сварных швов
Механическая очистка сварных швов является распространенным и недорогим методом очистки нержавеющей стали. Он включает в себя шлифовальные машины и абразивы для очистки верхнего слоя металлических поверхностей, где могут образовываться частицы ржавчины и других шлаков.
Механическая сварка занимает много времени и редко дает 100% чистый результат с необходимой эстетической ценностью. Это хорошо только для поверхностей, которые легко доступны.
Химическая очистка сварных швов
Химическая очистка является наиболее часто используемым методом очистки металла. Он включает в себя использование химической травильной пасты для очистки после сварочных работ. Пасту наносят на пораженные участки с помощью кисти или распылителя и оставляют на поверхности на некоторое время для взаимодействия с металлом. Позже его удаляют, а поверхность нейтрализуют нейтрализующим средством.
Этот процесс достаточно эффективен для очистки стали после изготовления, но сварщикам он не нравится по нескольким причинам.
Во-первых, химическая травильная паста содержит различные токсичные кислоты, в том числе фтористоводородную, азотную и серную кислоты. Эти химические вещества очень опасны для человеческого организма и могут вызвать серьезные и долговременные повреждения кожи и внутренних органов, если их проглотить или вдохнуть.
Во-вторых, только сертифицированный оператор может использовать химическую пасту для травления. Все тело оператора должно быть полностью закрыто, чтобы исключить контакт с кислотой. Вот почему травление обычно используется только в коммерческих мастерских и на автоматизированных площадках.
Электрохимическая очистка сварных швов
Электрохимическая очистка сварных швов, также известная как электрополировка, считается наиболее эффективным методом очистки нержавеющей стали. Это быстрее, безопаснее и предпочтительнее для сварщиков по сравнению с двумя другими методами. Опасности для здоровья сварщика не представляет.
Помимо послесварочной очистки, процесс также достаточно эффективен для удаления ржавчины, перекрестных загрязнений и других загрязнений с металлических поверхностей.
Процесс электрохимической очистки
Процесс электролитической очистки чрезвычайно прост.
Сварная металлическая деталь погружается в мягкую электролитическую чистящую жидкость. Электрическая цепь образуется при пропускании тока (переменного/постоянного тока) через раствор электролита. Этот процесс помогает очистить сварной шов от примесей, удалить изменение цвета и создать желаемый уровень пассивации.
Различные типы электрохимической очистки
При сварке используются два типа электрохимической очистки. Оба следуют одному и тому же основному принципу прохождения электричества через сварной шов для устранения обесцвечивания.
Первый включает ручное нанесение электролитических жидкостей на заготовку с помощью угольной щетки. Электричество проходит через металл, который вступает в реакцию с электролитической жидкостью и создает однородную чистую поверхность.
Второй способ предполагает использование специальных электролитических ванн, в которых металлические детали погружаются в электролитические жидкости. Когда электричество проходит через эту смесь, возникает химическая реакция, которая удаляет сварочные загрязнения или ржавчину с поверхности.
Когда электричество проходит через эту смесь, возникает химическая реакция, которая удаляет сварочные загрязнения или ржавчину с поверхности.
Преимущества электрохимической очистки
Для очистки нержавеющей стали после сварки можно использовать оба электрохимических метода. Каждый из них предлагает различные преимущества для сварщиков.
Гибкость и простота применения
Электрохимическую очистку легко выполнять в любом месте, поскольку оборудование достаточно портативное и его легко перемещать. Вы можете выполнять ручную электрохимическую очистку сварных швов с помощью щетки на месте, за его пределами и в любом другом месте.
Электрохимическая очистка также эффективна для всех типов сварных соединений, включая подварные и поверхностные соединения.
Безопасность применения
Электролитические жидкости не содержат опасных химических веществ, таких как травильная паста. Он содержит только мягкую фосфорную кислоту, которую вы также найдете в обычных безалкогольных напитках. Основным интерактивным агентом является электричество, а не сам электролитический химикат.
Основным интерактивным агентом является электричество, а не сам электролитический химикат.
Это делает электрополировку очень безопасной, и ее могут использовать как любители, так и профессионалы. Хотя для поддержания чистоты вам потребуется некоторое защитное снаряжение, такое как перчатки и фартук, для электролитической очистки не нужны высокозащитные костюмы.
Скорость применения
Процесс электрохимической очистки сварного шва не занимает много времени. Если у вас есть подготовленное оборудование, потребуется полчаса, чтобы очистить всю заготовку от края до края.
Хороший аппарат для электрополировки одновременно очищает и пассивирует металлическую поверхность, и вам не нужно выполнять какие-либо повторяющиеся операции.
Оптимальная коррозионная стойкость
Механическая и даже химическая очистка не защищает металл от коррозии в будущем. Исследования сварочного оборудования показывают, что электрохимический процесс обеспечивает наилучшую коррозионную стойкость по сравнению с другими методами очистки благодаря пассивирующему эффекту.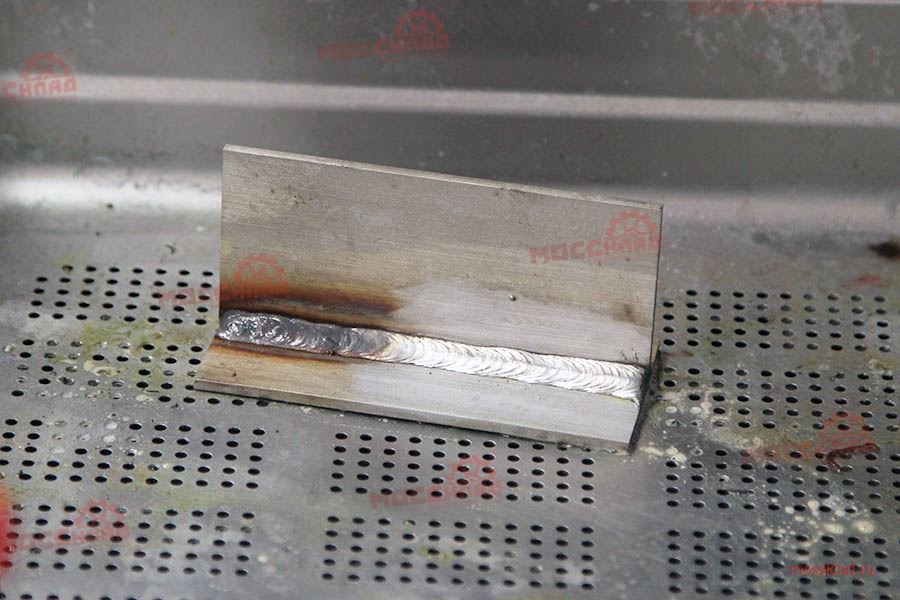
Электрохимическая очистка сварных швов из нержавеющей стали
Электрохимическая очистка сварных швов особенно эффективна для очистки сварных швов из нержавеющей стали. Большинство сварщиков предпочитают работать с нержавеющей сталью из-за ее лучшей долговечности, ремонтопригодности, внешнего вида и более высокой устойчивости к коррозии. Им нужен хороший способ очистки сварных швов после изготовления, чтобы сохранить эти прекрасные качества стали.
Если сравнивать нержавеющую сталь с другими стальными сплавами, она обладает уникальной способностью бороться с коррозией и сохранять структурную целостность металла. Тем не менее, он все еще далек от того, чтобы быть полностью устойчивым к ржавчине. Если вы не очистите поверхность должным образом после завершения сварочных работ, даже нержавеющая сталь может потерять свою структурную целостность и подвергнуться ржавчине.
Большинство типов нержавеющей стали снабжены пассивным поверхностным слоем, чтобы исправить это. Этот слой отделяет находящуюся под ним железную основу от взаимодействия с влагой окружающей среды. Это предотвращает образование коррозии и ржавчины на стальных поверхностях. Когда вы очищаете поверхность из нержавеющей стали после сварки, вы также должны убедиться, что поверхностный слой отремонтирован.
Этот слой отделяет находящуюся под ним железную основу от взаимодействия с влагой окружающей среды. Это предотвращает образование коррозии и ржавчины на стальных поверхностях. Когда вы очищаете поверхность из нержавеющей стали после сварки, вы также должны убедиться, что поверхностный слой отремонтирован.
Процесс электрохимической очистки выполняет пассивацию поверхности одновременно с очисткой, что означает, что вы эффективно завершите оба процесса одновременно.
С помощью электрохимической очистки вы сможете успешно удалить различные виды загрязнения сварного шва – термические оттенки, обесцвечивание, ржавчину и т. д. – и одновременно защитить поверхность от коррозии в будущем.
Похожие вопросы
Как удалить изменение цвета с нержавеющей стали?
В процессе сварки нержавеющая сталь нагревается до очень высокой температуры, которая окрашивает металлы в разные цвета, такие как золотой, красный, фиолетовый, синий или коричневый, в зависимости от температуры. Хотя эти цвета могут выглядеть красиво, они ухудшают состав и окислительные свойства нержавеющей стали.
Хотя эти цвета могут выглядеть красиво, они ухудшают состав и окислительные свойства нержавеющей стали.
Для удаления обесцвечивания нержавеющей стали после сварки можно использовать различные методы. Наиболее распространенными среди них являются электрохимическая очистка, химическое травление, механическое шлифование и крацевание.
Какой очиститель лучше всего подходит для нержавеющей стали?
Электрохимическая очистка считается наиболее эффективным методом очистки от пятен и пятен от нагрева, поскольку она успешно удаляет оксиды с поверхности и восстанавливает антикоррозионный пассивный слой, защищающий металл.
7 способов отделки нержавеющей стали после сварки и термического окрашивания — WeldingBoss.com
В целях прозрачности мы хотели бы, чтобы вы знали, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте через ссылки и рекламу.
Нержавеющая сталь — привлекательный материал, из которого можно создавать красивые сварные конструкции. В отличие от большинства видов стали, нержавеющая сталь не ржавеет и не подвергается коррозии при воздействии элементов. Однако нержавеющая сталь может обесцвечиваться после сварки и терять как внешний вид, так и коррозионную стойкость. Чтобы ваш проект из нержавеющей стали выглядел хорошо долгие годы, после сварки необходимо выполнить некоторую отделку.
В отличие от большинства видов стали, нержавеющая сталь не ржавеет и не подвергается коррозии при воздействии элементов. Однако нержавеющая сталь может обесцвечиваться после сварки и терять как внешний вид, так и коррозионную стойкость. Чтобы ваш проект из нержавеющей стали выглядел хорошо долгие годы, после сварки необходимо выполнить некоторую отделку.
Как лучше восстановить внешний вид нержавеющей стали после сварки? Вы должны удалить обесцвеченный слой, чтобы закончить сталь. Существует несколько способов удаления этого слоя, включая химические ванны, травильные пасты, электрохимическую обработку и ручную шлифовку. У каждого есть преимущества и недостатки.
Возможно, вы также захотите выполнить дополнительную шлифовку и полировку, чтобы уменьшить валик сварного шва и привести в соответствие отделку области сварки с остальной поверхностью.
В некоторых приложениях может потребоваться один или оба шага. В других вам не нужно делать ни того, ни другого.
Почему нержавеющая сталь обесцвечивается?
Photo Credit = https://flic.kr/p/hm5DoB
AdvertisementsНержавеющая сталь представляет собой сплав железа, углерода и хрома. Хром в стали реагирует с кислородом, образуя тонкий слой оксида хрома на поверхности стали.
Этот процесс называется «пассивация».
Этот процесс герметизирует поверхность стали и защищает ее от дальнейшего ржавления, чтобы она оставалась яркой и блестящей. Пассивированный слой также является самовосстанавливающимся.
Когда на нем царапается, свежий металл вступает в реакцию с воздухом, закрывая царапину.
Сварка разъедает этот слой оксида хрома и обесцвечивает сталь. Это обесцвечивание называется «тепловой оттенок ».
Слой термической окраски не содержит столько хрома, как остальная часть стали, поэтому он не образует пассивированный слой .
AdvertisementsОтсутствие этого слоя означает, что перед вами обычная сталь, подверженная воздействию воздуха и влаги. Этот слой будет ржаветь так же, как высокоуглеродистая сталь.
Этот слой будет ржаветь так же, как высокоуглеродистая сталь.
Чтобы сохранить высочайший уровень коррозионной стойкости, необходимо удалить слой термозащиты и вернуться к блестящей серебристой стали. Если вы оставите краску в покое, она будет подвергаться коррозии быстрее, чем остальной металл. Ваш сварной шов не займет много времени, чтобы выглядеть как беспорядок на яркой поверхности.
Начните с валика и потренируйтесь
Прежде чем приступать к окрашиванию, вы можете зашлифовать валик сварного шва. Лучше всего сделать это в первую очередь, потому что вы хотите, чтобы процесс очистки теплового оттенка очистил верхний слой, который останется. я
Sponsored LinksЕсли вы очистите термокраску, а затем отшлифуете валик, вам придется снова обрабатывать термокраску в только что открытом стыке.
Не каждый проект требует шлифовки борта. Если у вас нет, не стесняйтесь пропустить этот шаг.
Чтобы снять борт, возьмите угловую шлифовальную машину и приступайте к работе. В зависимости от проекта вы можете сгладить валик или полностью удалить его.
В зависимости от проекта вы можете сгладить валик или полностью удалить его.
AdvertisementsВот список причин, по которым вам может понадобиться удалить сварной шов:
- Вы работаете с пищевым или фармацевтическим оборудованием, и поверхность должна быть гладкой для очистки и безопасности
- Проект будет хорошо виден и должен иметь ровную гладкую поверхность, такую как перила или столешница
- Вы не нравится, как выглядит шарик, и хочу, чтобы он исчез с помощью угловой шлифовальной машины с лепестковым кругом с зернистостью 40, 60 или 80. Это удалит бусину, не удаляя слишком много металла под ней.
Использование агрессивной зернистости удалит валик быстрее, чем мелкая зернистость, но вам придется отшлифовать следы шлифовки, чтобы они соответствовали остальной части проекта.
Для труднодоступных мест используйте специальную шлифовальную машину, например, шлифовальную машину для угловых швов, шлифовальную машину с горизонтальным валом или прямошлифовальную машину.
 Эти шлифовальные машины позволяют вам проникать во внутренние углы, вогнутые пространства и другие нечетные места.
Эти шлифовальные машины позволяют вам проникать во внутренние углы, вогнутые пространства и другие нечетные места.Это важно для предприятий общественного питания, но вы можете пропустить его, если вас интересует только внешний вид, а не санитария.
Если вы не собираетесь много шлифовать внутренние углы, вы можете использовать гибкий вал на вращающемся инструменте с соответствующим шлифовальным кругом, чтобы проникнуть в закоулки и закоулки. Это не обойдется вам в кругленькую сумму, как специальная шлифовальная машина, и вы найдете множество других применений для вращающегося инструмента.
Работает медленнее, чем специальная шлифовальная машина, но подходит для нерегулярных проектов.
AdvertisementsЧто бы вы ни использовали, медленно работайте вдоль сварного шва, пока он не станет заподлицо с металлом с обеих сторон.
В косметических целях очень важно, чтобы он был заподлицо с верхней стороны, где сустав можно увидеть и прощупать. Менее критично стачивать бортик во внутренних углах.

Продолжайте шлифовать, пока не получите гладкую поверхность, затем начните нанесение теплового оттенка.
Удаление термической окраски с нержавеющей стали
После того, как валик будет готов, вы можете начать работать с термической окраской.
Для проектов, связанных с нержавеющей сталью, этот этап необязателен. Если не удалить тонировку, изделие заржавеет. Нет причин тратиться на использование нержавеющей стали, если вы собираетесь это допустить.
Вместо этого можно использовать дешевый стальной прокат.
Методы удаления термической окраски с нержавеющей стали
Существует несколько методов удаления термической окраски. Каждый из них имеет преимущества и недостатки.
Кислотные ванны для удаления сварочного тепла из нержавеющей стали Ting
Замачивание сварного шва в ванне с азотной или плавиковой кислотой позволяет легко удалить оттенок нагрева.
В мастерских, где много работают с нержавеющей сталью, есть большие емкости с кислотой для вымачивания теплового красителя.

Убедитесь, что вы носите соответствующее защитное снаряжение и нейтрализуете кислоту после того, как деталь выйдет из кислоты.
Преимущества кислотных ванн:
- После установки ванны она относительно недорогая по сравнению с другими методами. немного труда
Недостатки кислотных ванн:
- Стоимость установки может быть высокой, особенно если вы работаете только с несколькими изделиями. необходимо нейтрализовать после замачивания свариваемой детали
- Если вы забудете снять деталь, она может исчезнуть, когда вы вернетесь
- Не подходит для больших деталей, которые не помещаются в ванну
Кислотные ванны являются лучшими за:
Кислотные ванны лучше всего подходят для сред с большими объемами, мелких деталей и низкой прибыли.
Они не требуют много труда. Кислотные ванны — хорошее решение для цехов, которые регулярно выпускают большое количество изделий из нержавеющей стали и не тратят много средств на очистку.
Если вы решите использовать кислотные ванны, вам необходимо обеспечить специальную установку и соблюдать меры предосторожности.
Электрохимические очистители
для удаления теплового окрашивания после сварки нержавеющей стали
В этом процессе используется сочетание низковольтного электричества и слабой кислоты для удаления теплового окрашивания. Это противоположность гальванопокрытию металлов.
В гальванике используется электричество, чтобы добавить слой блестящего металла поверх дешевого основного металла. Вместо того, чтобы использовать электрический ток для добавления слоя к основному металлу, электрохимическая очистка использует ток для снятия слоя с основного металла.
Это удаляет тонированный слой и возвращает вам 100% нержавеющую сталь.
Преимущество электрохимических очистителей:
- В процессе очистки используется фосфорная кислота, которая намного безопаснее кислотных ванн или травильной пасты. Насколько безопаснее? Еще одно применение фосфорной кислоты — придание пикантного, острого вкуса напиткам колы.

- Эти чистящие средства не будут чрезмерно или недостаточно очищать поверхность.
- Полученная поверхность имеет блестящую, красивую поверхность – если вам нужна зеркальная поверхность, электрохимическая очистка – хорошее начало хорошо работает в средах с большими объемами
- Может не работать с крупными деталями, которые нельзя погружать в ванну
9Электрохимическая очистка 0052 Лучше всего подходит для:
Электрохимические очистители подходят для небольших мастерских, которые регулярно очищают нержавеющую сталь, но в небольших объемах. Они дают яркий блеск, лучше, чем любой другой метод удаления теплового оттенка.
Они также полезны для домашних сварщиков, которые сваривают большое количество нержавеющей стали и готовы инвестировать в оборудование.
Они дорогие, но безопасные и эффективные. Эти очистители отлично подходят для скульпторов или изготовления автомобильных аксессуаров на заказ.
Физическая шлифовка нержавеющей стали
Еще один способ удалить краску – взять угловую или ленточно-шлифовальную машину и приступить к работе.
 Шлифовальный станок физически удаляет верхний слой металла, окрашенный термически. Просто продолжайте шлифовать, пока оттенок тепла не исчезнет.
Шлифовальный станок физически удаляет верхний слой металла, окрашенный термически. Просто продолжайте шлифовать, пока оттенок тепла не исчезнет.Преимущества физического измельчения:
- У вас уже есть оборудование. (если нет, приобретите угловую шлифовальную машину. В каждой сварочной мастерской должна быть хотя бы одна).0168
- Если вы сошлифовываете валик, вы уже хорошо начали
Недостатки физического шлифования:
- Это самый медленный процесс
- Может не привести к хорошей пассивной отделке для защиты от коррозии подходит для крупносерийного производства
- Трудно использовать с очень маленькими или сложными деталями
Физическое шлифование Лучше всего подходит для:
Физическое шлифование полезно для нерегулярных проектов по нержавеющей стали, ограниченного бюджета и деталей, которые не будут подвергаться воздействию много элементов, таких как внутренние перила и стойки. Это также полезно для проектов, которые будут полироваться до блеска, потому что вам все равно придется много шлифовать.

Можно ли удалить следы нагрева от сварки с помощью пескоструйной очистки?
Использование пескоструйного аппарата или другого абразивного аэрозольного очистителя удалит тепловую окраску так же эффективно, как и физическое шлифование. Песок, стеклянные бусины и скорлупа грецких орехов могут быть эффективными.
Преимущества пескоструйной очистки:
- Быстрее, чем шлифовка
- Безопаснее, чем химические методы
- Легче попасть в узкие углы, чем шлифовка
- Во многих мастерских уже есть оборудование, особенно в автомастерских
Недостатки пескоструйной очистки:
- Оборудование стоит дорого, если его еще нет
- Подобно шлифовке, не всегда дает пассивную отделку, препятствующую коррозии очистка теплового покрытия лучше всего подходит для мастерских, в которых уже есть оборудование для пескоструйной очистки металла.
Если вы настроены на пескоструйную обработку автомобильных кузовов или другие покрасочные работы, вперед!
Если вам не очень нужна установка для пескоструйной обработки, но вы хотите потратить деньги на чистовую обработку нержавеющей стали, вам, вероятно, следует присмотреться к электрохимическому оборудованию.

Травильная паста — хороший способ удалить следы нагрева от сварки с нержавеющей стали?
Травильная паста представляет собой материал, изготовленный из плавиковой и азотной кислот вместе с загустителями.
Травильная паста имеет густую гелеобразную консистенцию.
Наносится кистью или распыляется на краску, оставляется на некоторое время, затем смывается. Он использует ту же химию, что и кислотная ванна, но вы наносите пасту на статическую деталь, а не макаете ее.
Преимущества пасты для травления
:
- Наименее дорогой вариант для удаления теплового оттенка. Не требует специального оборудования, кроме средств индивидуальной защиты.
- Отлично подходит для нерегулярного использования.
- Работает с деталями, которые нельзя бросать в ванну для замачивания или электрохимической очистки.
- Требует меньше труда, чем шлифовка.
Недостатки травильной пасты:
- Содержащиеся в ней кислоты обладают высокой коррозионной активностью и могут вызвать ожоги
- Густая консистенция означает, что паста прилипнет и обожжет все, к чему прикоснется, включая вас
- Выделяет неприятные испарения, которые необходимо выводить
- Сток травильной пасты неприятный, и его нужно куда-то утилизировать
Травильная паста лучше всего подходит для:
Травильная паста лучше всего подходит для периодического использования, крупных или встроенных проектов, небольших магазинов которые не хотят вкладывать средства в дорогостоящие установки для очистки нержавеющей стали.
 Если вы свариваете нержавеющую сталь раз в шесть месяцев или около того, травильная паста — лучший способ.
Если вы свариваете нержавеющую сталь раз в шесть месяцев или около того, травильная паста — лучший способ.Каков наилучший метод для финишной сварки следов нагрева на нержавеющей стали для начинающих или воинов выходного дня?
Если вы не занимаетесь изготовлением изделий из нержавеющей стали, хорошим вариантом станут пасты для шлифовки и травления.
Оба варианта недороги и просты.
Каждый из них имеет свои преимущества и недостатки. Шлифовать легко, так как у вас уже есть кофемолка, но это занимает много времени.
Травильная паста — еще один хороший выбор для сварщиков в выходные дни. Это просто, недорого и не требует много работы. Это опасно, но не более, чем сварка или использование резака. Тем не менее, вы должны знать о необходимых мерах предосторожности, если собираетесь его использовать.
Безопасность травильной пасты
Перед нанесением травильной пасты ознакомьтесь с необходимыми мерами предосторожности.
 Вам нужно будет носить защитные очки и перчатки, которые защитят от пасты. Также рекомендуется прозрачная маска для лица.
Вам нужно будет носить защитные очки и перчатки, которые защитят от пасты. Также рекомендуется прозрачная маска для лица.Нитриловые перчатки обеспечивают наилучшую химическую защиту, но читайте инструкции и надевайте то, что рекомендует производитель травильной пасты.
В дополнение к средствам защиты лица и рук подумайте о ношении химически стойкого костюма из резины или аналогичного материала и резиновых сапог.
Это особенно важно, если вы собираетесь распылять пасту или смывать ее. Вода, смывающая пасту, может разбрызгиваться и вызывать кислотные ожоги.
Травильная паста также выделяет пары.
Во избежание их вдыхания убедитесь, что помещение хорошо проветривается. Дайте металлу остыть после сварки — горячая сталь может вызвать более быструю реакцию с пастой, которая выделяет токсичные пары.
Вам не нужен респиратор, если нет возможности проветрить рабочую зону. Используйте кисть для нанесения, которая идет в комплекте с пастой, или купите кислотостойкую кисть, чтобы нанести пасту.

При удалении пасты будьте максимально осторожны. Влажная ткань или губка — лучший способ удалить пасту, а затем аккуратно сбрызнуть ее водой.
По возможности не пользуйтесь мойками высокого давления – они будут разбрызгивать пасту повсюду. Будьте осторожны со стоками от смывания травильной пасты — они очень кислые и могут считаться загрязняющими веществами в вашем регионе.
Окончательная отделка Нержавеющая сталь Сварочные метки термической обработки
Для проектов, не требующих особого косметического подхода, удаление термической окраски — это конец пути. Для проектов, которым нужен сильный блеск или особый внешний вид, пришло время шлифовать и полировать.
Существует несколько различных уровней отделки, для которых требуются различные абразивы и методы.
Эти отделки представляют собой последовательность.
То есть надо пройти грубую отделку, чтобы добраться до любого другого.
Чтобы получить настоящее зеркальное покрытие, вам необходимо выполнить каждый из этих шагов.
 Обязательно используйте абразив для нержавеющей стали, чтобы получить наилучшие результаты и свести к минимуму загрязнение, которое может вызвать ржавчину.
Обязательно используйте абразив для нержавеющей стали, чтобы получить наилучшие результаты и свести к минимуму загрязнение, которое может вызвать ржавчину.Если вы используете те же шлифовальные круги для нержавеющей стали, что и для обычной стали, вы рискуете загрязнить нержавеющую сталь.
Измельчитель может собирать частицы обычной стали, а затем втирать обычную сталь в нержавеющую.
В результате получается слой простой стали, который ржавеет поверх вашей нержавеющей стали. Лучше не шлифовать нержавеющую сталь, чем использовать загрязненную кофемолку.
Грубая отделка Нержавеющая сталь
Благодаря этой отделке все всегда выглядит скучно. Речь идет о том, что вы получите после шлифовки валика, но до снятия термотонировки.
Это покрытие лучше всего наносится керамическим лепестковым кругом с зернистостью 40.
Просто пройдитесь по всей поверхности, пока все не станет одинаковым. Обычно это промышленная отделка в приложениях, которые не нужно стерилизовать.

Нержавеющая сталь, обработанная кистью
На матовой поверхности почти не видно отпечатков пальцев или других пятен. Это привлекательно, но не кричаще.
Чтобы получить матовую поверхность, используйте шлифовальный круг или круг с волоконной основой зернистостью 80 или 120. Это предпочтительная отделка для профессионального кухонного оборудования. Он не будет способствовать росту бактерий, но и не будет выглядеть грязным после интенсивного использования.
Матовая отделка также популярна в архитектуре. Он хорошо выглядит и устойчив к коррозии, но на нем не остаются отпечатки пальцев или пятна.
Эта отделка выглядит чистой и требует минимального ухода.
Ленточные шлифовальные машины хороши для получения полированной поверхности, потому что ленту легко удерживать в одном направлении. Следите за тем, чтобы шлифовка была параллельной, чтобы на окончательной отделке был виден равномерный рисунок зерен.
Нержавеющая сталь с матовой или матовой отделкой
Сатиновая отделка требует дополнительной работы, чтобы получить ровный, яркий тон, не слишком бликующий.

После обработки для придания поверхности шлифованной поверхности выполните дополнительную шлифовку кругом или шлифовальной машиной с абразивом зернистостью 220 или 240.
Чтобы создать матовую поверхность без зернистости металла, используйте шлифовальную машину с зернистостью 320 и обработайте все следы инструмента от предыдущей шлифовки.
Наиболее существенная разница между матовой и сатинированной или матовой отделкой заключается в направлении следов от кисти.
Сатиновые и матовые покрытия не имеют направления к меткам. Чтобы удалить следы направленной щетки, используйте эксцентриковую шлифовальную машину или меняйте ход ленточной шлифовальной машины до тех пор, пока не исчезнут зерна.
Светоотражающее покрытие
Светоотражающее покрытие яркое и блестящее, но на самом деле не является зеркалом. Эта отделка требует перехода от шлифовального круга к полировальному кругу с отдельным абразивным порошком.
Используйте круг из тканевого волокна с абразивным полировальным средством, чтобы довести сталь до яркого блеска.

Чтобы получить яркое отражающее покрытие, вам придется работать с зернистостью 320 и более мелкими сортами, пока вы не дойдете примерно до 1500 зернистости.
Как и в случае с сатиновой и матовой отделкой, используйте эксцентриковую шлифовальную машину или меняйте направление шлифования, чтобы свести к минимуму появление царапин.
Если вы хотите производить много изделий с отражающей или зеркальной поверхностью, обратите внимание на оборудование для электрополировки.
Время от начала до конца при электрополировке не меньше, чем при ручной шлифовке и полировке; однако требования к рабочей силе намного ниже. Вы подключаете оборудование для электрополировки, бросаете сталь в резервуар и уходите.
Это проще, чем целый день работать на дробилке.
Зеркальная отделка из нержавеющей стали
Верхний уровень отделки из нержавеющей стали — блестящая зеркальная отделка. Он такой блестящий, что в нем можно увидеть себя (отсюда и название).
Требуется много полировок, а затем полировка полировальным составом.
 Чтобы достичь этой цели, требуется некоторое время, так что продолжайте в том же духе.
Чтобы достичь этой цели, требуется некоторое время, так что продолжайте в том же духе.Вам придется работать и работать, чтобы довести нержавеющую сталь до этого уровня.
Аутентичная зеркальная отделка требует тщательной полировки после того, как вы доберетесь до стадии отражающей отделки. Вам понадобится полировальный или полировальный состав и полировальный круг, чтобы получить полное зеркальное покрытие.
Вам также следует взять с собой ланч – такая отделка требует много времени на точильщике. Вы можете нанести прозрачный слой или герметик на зеркальное покрытие, чтобы сохранить его в лучшем виде.
Нержавеющая сталь с дробеструйной обработкой
Если у вас есть пескоструйное оборудование, вы можете применить одну из уникальных отделок — дробеструйную обработку. Использование стеклянных шариков для обработки поверхности металла позволяет получить однородно гладкую поверхность без полирующих зерен, но при этом выглядеть очень тусклой.
Эта отделка может быть приятным контрастом с тщательно отполированной отделкой.
 Это также легкое в уходе покрытие, такое как матовое покрытие.
Это также легкое в уходе покрытие, такое как матовое покрытие.Электрополировка из нержавеющей стали
Еще один способ получить очень высокий уровень блеска, аналогичный зеркальному покрытию, — использовать оборудование для электрополировки. Это процесс, похожий на электрохимическую очистку, но устроенный немного по-другому.
Этот процесс направлен на получение однородной гладкой поверхности всей нержавеющей стали вместо удаления теплового оттенка.
Стандарты отделки нержавеющей стали
Производители промышленной нержавеющей стали фактически имеют стандартный набор отделок, который они могут указать при производстве оборудования. Вот сорта нержавеющей стали, от самой матовой до самой яркой.
Number Process Appearance No. 0 Hot rolled, then annealed Dull, rough № 1 Горячекатаный, отожженный, затем пассивированный Матовый, черновой; № 2D Холоднокатаный, отожженный, травленый, пассивированный Гладкий, матовый, устойчивый к коррозии № 2B ролики Гладкие, матовые, коррозионностойкие.  Это наиболее распространенная обработка необработанной нержавеющей стали
Это наиболее распространенная обработка необработанной нержавеющей стали№ 2BA Same as 2B, plus annealed in an oxygen-free environment Brighter than 2B No. 3 Coarse ground with 120 grit Brushed, coarse grain No. 4 Ground with Зернистость 150 Блестящая с видимой мелкой зернистостью № 5 Шлифованная, зернистость 220 Матовая отделка; без зерна № 6 Шлифовка с зерном 320 Матовая поверхность; матовая, но имеет более мелкое зерно, чем № 4 № 7 шлифовка удалена; полированная поверхность Светоотражающая поверхность № 8 Все зернистости отшлифованы полировальным составом; Все дефекты отполированы Зеркало завершено № 9 Bead Blast DULL, NOT GREAN № 10 HEATRED OR OR OR OR ELTARIND OR ELTHORPIDOPITION OR ELTICALITION OR ELTICALITION OR ELTICALITION OR ELTICELITIONITION № 10 ОРИНАЦИЯ ОРИТАЯ ОРИТИРОВАНА ОРИТИРОВАНСИРОВАНИЯ ОРИТИ. 
Когда нержавеющая сталь подвергается промышленной обработке, эти сорта указываются в требованиях к продукту. Отделка № 4 является наиболее распространенной отделкой для архитектурных работ.
№ 5 и № 6 используются для пищевых производств и ресторанного оборудования. № 5 — это минимум, необходимый для пищевого оборудования, а № 6 используется в ресторанах и кухнях, где важен внешний вид.
№ 7 и № 8 имеют аналогичную отделку. Разница в качестве отражения. Номер 7 яркий и блестящий, но не совсем зеркало. № 8 — это финиш, который вы хотели бы видеть в зеркале для бритья или нанесения макияжа — он идеален.
Завершение
Нержавеющая сталь имеет репутацию сложной в работе. Это потому, что он твердый, устойчивый к коррозии и требует гораздо больше послесварочных работ, чтобы выглядеть лучше.
Благодаря твердости и коррозионной стойкости нержавеющая сталь пользуется большим спросом в декоративных сварочных работах.
Выяснение того, как сваривать, очищать и отделывать нержавеющую сталь, поначалу может показаться пугающим, но не отчаивайтесь.

