Оправки для токарных станков: Оправки контрольные для контроля и поверки точности станков.
Содержание
Оправки контрольные для контроля и поверки точности станков.
|
Очень часто поступают запросы на приобретение контрольных (тестовых) оправок для контроля и поверки геометрической точности станков. В данной статье приведем обзор наиболее часто запрашиваемых производителей контрольных оправок и рассмотрим типы оправок для контроля.
Видимо следует начать с указания на ГОСТ Р ИСО 230-1-2010 Методы измерения геометрических параметров (стандарт идентичен международному стандарту ISO 230—1:1996 «Test code for machine tools — Part 1: Geometric accuracy of machines operating under no-load or finishing conditions».)
|
и ГОСТ ISO 230-2—2016 НОРМЫ И ПРАВИЛА ИСПЫТАНИИ СТАНКОВ (идентичен международному стандарту ISO 230-2:2014 «Нормы и правила испытаний металлорежущих станков.).
Именно эти стандарты регламентируют не только правила настройки и контроля станков, но прописывают требования к принадлежностям для проведения таких работ.
Непосредственно в ГОСТ З ИСО 230-1-2010 в приложении А (Средства измерения для проверки геометрической точности станков) описаны применяемые для настройки средства измерения и поверки, требования к их точности, правила и особенности их применения)
В частности остановимся на контрольных оправках с конусом и центровых.
Согласно ГОСТ Р ИСО 230-1-2010 требования для контрольных оправок выглядят так:
Все правила измерений и контроля подробно изложены в вышеуказанных стандартах. Мы же перечислим некоторых производителей контрольных оправок, которых наиболее часто запрашивают.
Очень интересным и часто запрашиваемым является продукция немецкого производителя Diebold https://www.hsk.com/en-us/products/measuring-technology/
Несмотря на весьма высокий уровень цен, к продукции данного производителя проявляют интерес заказчики, заинтересованные в высоком качестве измерительных принадлежностей.
Рекомендуем самостоятельно ознакомиться с ассортиментом продукции данного производителя, поскольку контрольные оправки — это далеко не весь ассортимент, предлагается множество различных приспособлений для настройки и проверки параметров станков и оправок. Ссылка на каталог https://www.hsk.com/fileadmin/user_upload/Downloads/Kataloge/13042021-Messtechnik-Gauging.pdf
Довольно большой ассортимент средств поверки и контроля присутствует в каталоге Big Diashowa https://www.big-daishowa.com/index.php
Очень часто запрашивают продукцию бюджетного поставщика контрольных оправок Kintek https://www.kintek.it/ru/
В ассортименте данного поставщика есть оправки как для токарных станков, так и для станков фрезерной группы. Выбор и ассортимент весьма велик, многие позиции по согласованию сторон изготавливаются под заказ.
1. После установки штревеля, вставить вручную конус в шпиндель
2. Установить фланец в устройство для автоматической смены инструмента
Установить фланец в устройство для автоматической смены инструмента
3. После установки, вставить двухдиаметровый штифт управления между двумя частями.
4. Отрегулировать устройство для автоматической смены инструмента до идеальной соосности.
Так же часто спросом пользуется продукция из каталогов поставщиков Eroglu, Kemmler, Vertex с весьма схожими между собой параметрами контрольных оправок, но ассортимент не велик.
EWS https://ews-tools.ru
NIKKEN http://www.nikken-world.com
SanTool https://www.shop.santool.de/
И других:
MST Corporation http://www.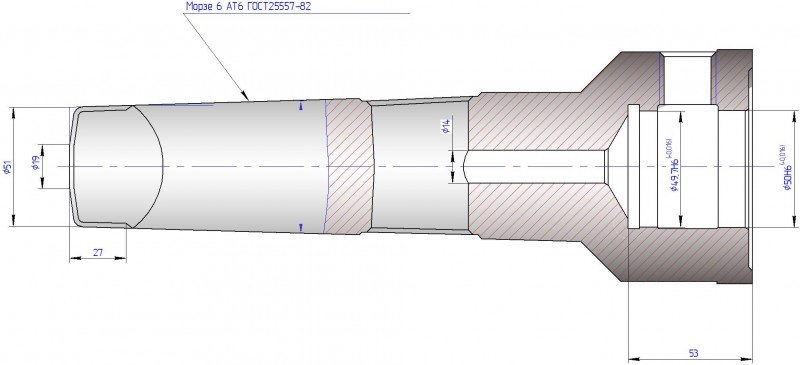 mst-corp.co.jp/en/
mst-corp.co.jp/en/
KFH https://www.kfh-hermann.de
ZURN www.zuern-tools.de
Caporali https://www.caporali.net
WNT https://www.machiningcloud.com/app/search/wnt/productcatalog/node/7391/test-arbors
 070 КINTEK INTE INSPECTION GAUGES – Control pin for CNC lathes turret with test certificate included. – Radial runout/ attachment precision, contact face and control cylinder within 0,003 j. -Application: after having set it up in any turret station like a normal tool holder, you can check its orthogonality by moving the dial indicator along the X axis of the machine. – Barre de contrôle pour tour revolver CNC avec certificat de contrôle inclus. -Excentricité / Précision de l’attachement, surface de contact et cylindre de contrôle dans 0,003 j. -Emploi: après l’avoir montée dans n’importe quelle station comme un porte-outil normal, vous pouvez vérifier son orthogonalité en déplaçant l’indicateur de mesure sur l’axe X de la machine. O -Prüfdorne für CNC-Drehmaschinenrevolver inklusiv des Messprotokolls. -Exzentrizität / Aufnahmepräzision, Kontaktfläche und Kontrollzylinder innerhalb 0,003 j. -Anwendung: nachdem Sie die Prüfdorne in eine beliebige Revolverstation wie ein normaler Werkzeughalter eingespannt haben, können Sie deren Rechtwinkligkeit prüfen, indem Sie die Messuhr entlang der X-Achse der Maschine bewegen.
070 КINTEK INTE INSPECTION GAUGES – Control pin for CNC lathes turret with test certificate included. – Radial runout/ attachment precision, contact face and control cylinder within 0,003 j. -Application: after having set it up in any turret station like a normal tool holder, you can check its orthogonality by moving the dial indicator along the X axis of the machine. – Barre de contrôle pour tour revolver CNC avec certificat de contrôle inclus. -Excentricité / Précision de l’attachement, surface de contact et cylindre de contrôle dans 0,003 j. -Emploi: après l’avoir montée dans n’importe quelle station comme un porte-outil normal, vous pouvez vérifier son orthogonalité en déplaçant l’indicateur de mesure sur l’axe X de la machine. O -Prüfdorne für CNC-Drehmaschinenrevolver inklusiv des Messprotokolls. -Exzentrizität / Aufnahmepräzision, Kontaktfläche und Kontrollzylinder innerhalb 0,003 j. -Anwendung: nachdem Sie die Prüfdorne in eine beliebige Revolverstation wie ein normaler Werkzeughalter eingespannt haben, können Sie deren Rechtwinkligkeit prüfen, indem Sie die Messuhr entlang der X-Achse der Maschine bewegen. -Barra di controllo per disco portautensili per torni CNC con certificato di controllo allegato. -Eccentricità / Precisione per attacco, facciata di contatto e cilindro di controllo entro 0,003 j. -Sistema d’impiego: dopo averla montata come un normale portautensile in una stazione a scelta, si può controllare l’ortogonalità della stessa facendo scorrere un indicatore millesimale lungo l’asse X della macchina. –
-Barra di controllo per disco portautensili per torni CNC con certificato di controllo allegato. -Eccentricità / Precisione per attacco, facciata di contatto e cilindro di controllo entro 0,003 j. -Sistema d’impiego: dopo averla montata come un normale portautensile in una stazione a scelta, si può controllare l’ortogonalità della stessa facendo scorrere un indicatore millesimale lungo l’asse X della macchina. –| Лазерная резка | |
| Плазменная резка с ЧПУ | |
| Термическая обработка | |
| фрезерная обработка | |
| токарная обработка | |
| Изготовление штампов | |
| Расточные работы | |
| Резка на ленточной пиле | |
| Нанесение гальванических покрытий | |
| Ремонт токарных и фрезерных станков | |
| Сварочные работы | |
| Слесарные работы | |
| Изготовление запчастей для спецтехники | |
| Штамповка деталей на заказ |
| Тату машинка (клейматор) |
8 (495) 6468149
Методы проверки и испытания станков
Все детали станков при механической обработке изготовляют с неизбежными отклонениями от заданных размеров. Поэтому при сборке станков получаются зазоры между сопрягаемыми деталями. Кроме того, при работе станка вследствие изнашивания трущихся поверхностей фартука, каретки, суппорта, задней бабки, подшипников и других деталей погрешность обработки возрастает.
Поэтому при сборке станков получаются зазоры между сопрягаемыми деталями. Кроме того, при работе станка вследствие изнашивания трущихся поверхностей фартука, каретки, суппорта, задней бабки, подшипников и других деталей погрешность обработки возрастает.
Требования к точности станков регламентируются руководством по эксплуатации станка и техническими условиями. Для предупреждения сверхдопустимых отклонений в работе станка токарю необходимо уметь производить его проверку на точность.
Инструмент для проверки станков на точность включает проверочную линейку, щупы, уровень, контрольные оправки, индикатор и угольники.
Проверочные линейки служат для проверки прямолинейности поверхностей. Длинные линейки применяют для проверки прямолинейности направляющих станин. Проверочные линейки (рис. 27, а) изготовляют из чугуна или стали; для уменьшения коробления их снабжают ребрами. Линейки бывают длиной 500-6000 мм и шириной 30-120 мм. Рабочие поверхности линеек нужно оберегать от ударов и царапин, а также смазывать для предохранения от коррозии.
Набор щупов представляет собой стальные пластины толщиной от 0,03 до 1 мм. Щупы служат для определения зазора между обработанной поверхностью детали и плоскостью положенной на нее проверочной линейки или угольника. Щупами измеряют зазоры также между поверхностями сопряженных деталей. При работе щупом необходимо осторожно, без больших усилий, вдвигать его в зазор, так как он может погнуться.
Направляющих плоскостей станины производится уровнем. В металлическом корпусе 1 уровня расположена запаянная с обоих концов стеклянная трубка 2, наполненная жидкостью, чтобы в трубке оставался небольшой объем воздуха, образующий пузырек. Когда уровень находится в строго горизонтальном положении, пузырек стоит точно посредине трубки между нулевыми штрихами. При наклоне уровня в какую-либо сторону вдоль оси трубки пузырек перемещается в сторону подъема. Если известна цена деления шкалы уровня, то по перемещению пузырька можно определить угол наклона поверхности.
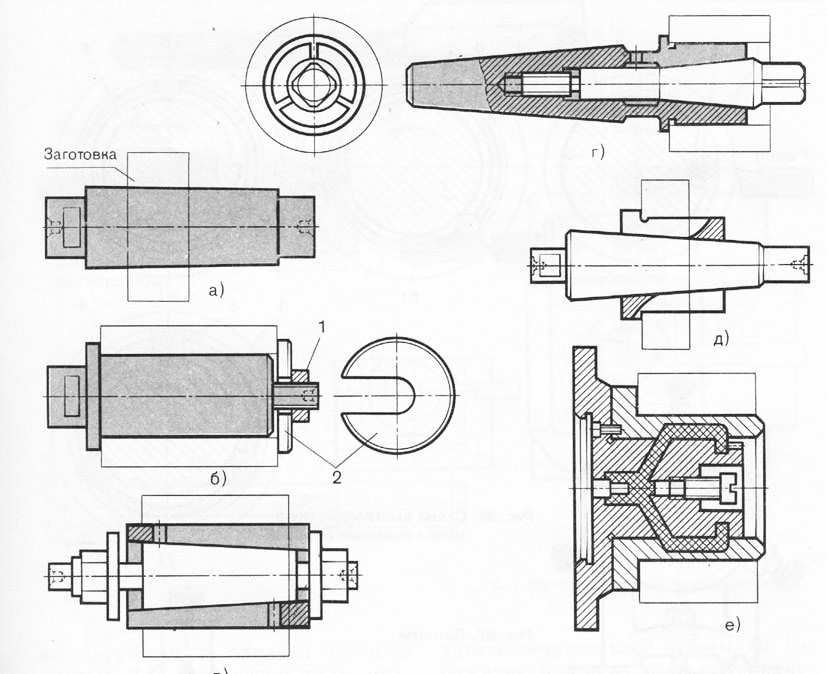
Контрольная оправка представляет точный шлифовальный валик диаметром от 25 до 50 мм с точными центровыми отверстиями или коническим хвостовиком, вставленным в коническое отверстие шпинделя.
При проверке токарного станка на точность контролируют направляющие станины, биение шпинделя и зазор ходового винта.
Направляющие станины должны быть прямолинейными в продольном направлении. При износе на них появляются царапины или забоины. Износ можно обнаружить поверхностным осмотром и с помощью измерительных инструментов. Чтобы определить величину износа, проверочную линейку устанавливают на направляющую, а затем щупом измеряют зазор между ее поверхностью и линейкой.
Допустимым износом станины считается: при высоте центров до 300 мм – 0,02 мм на длине 1000 мм; при высоте центров свыше 300 мм – 0,03 мм на длине 1000 мм.
Направляющие станины задней бабки должны быть параллельны направляющим каретки. Проверку параллельности направляющих станины производят индикатором, закрепленным в резцедержателе на каретке, которую перемещают по станине. При этом штифт индикатора 1 упирается в направляющую задней бабки. Допускаемое отклонение для станков с высотой центров до 200 мм – до 0,01 мм и для станков с высотой центров более 200 мм – до 0,02 мм.
При этом штифт индикатора 1 упирается в направляющую задней бабки. Допускаемое отклонение для станков с высотой центров до 200 мм – до 0,01 мм и для станков с высотой центров более 200 мм – до 0,02 мм.
Проверку горизонтальности направляющих станины производят уровнем, передвигая линейку 2 с уровнем 1 вдоль направляющих станины (допускаемое отклонение не более 0,05 мм на длине 1000 мм).
Ось шпинделя должна быть параллельна направляющим станины в вертикальной и горизонтальной плоскостях. Для проверки отклонения оси шпинделя 1 от параллельности в коническое отверстие шпинделя вставляют контрольную оправку 5. На каретке 4 закрепляют индикатор 2 и устанавливают его так, чтобы штифт 3 индикатора касался оправки сначала вертикальной, а затем горизонтальной поверхности.
Перемещая каретку вдоль оправки на длине 300 мм, отмечают отклонения стрелки индикатора, которые не должны превышать в вертикальной плоскости 0,01 мм для станков с высотой центров до 200 мм и 0,02 мм – для станков с высотой центров до 400 мм; в горизонтальной плоскости отклонения стрелки индикатора не должны быть более 0,01 мм для станков с любой высотой центров. Отклонение оси шпинделя от параллельности к направляющим станины определяют по показаниям индикатора.
Отклонение оси шпинделя от параллельности к направляющим станины определяют по показаниям индикатора.
На биение шпиндель проверяется индикатором, укрепленным в резцедержателе. При проверке необходимо, чтобы штифт 1 индикатора упирался во фланец 2 шпинделя (рис. 32, а). Допускаемое отклонение при высоте центров до 350 мм – 0,01 мм и при высоте центров свыше 350 мм – 0,02 мм.
Проверку осевого биения шпинделя производят, как в предыдущем случае, но штифт 1 упирается в торец буртика 2 шпинделя. Допускаемые отклонения те же, что и при проверке биения фланца. Передний центр также не должен иметь биения. Для проверки биения индикатор укрепляют в резцедержатель и его штифт 1 прижимают к конусу 2 центра. Допускаемые отклонения, как в предыдущих случаях, не более 0,01 мм и 0,02 мм.
Точность шага ходового винта проверяют посредством резьбовой оправки 7, устанавливаемой между центрами передней и задней бабок, и цилиндрической гайки 2, навертываемой на резьбовую оправку. В гайке имеется продольный паз, в который вводят шарик державки 3, несущей индикатор 4, и закрепляют в суппорте.
В гайке имеется продольный паз, в который вводят шарик державки 3, несущей индикатор 4, и закрепляют в суппорте.
Наконечник индикатора упирается в торец гайки, удерживаемой от вращения шариком державки. Станок настраивают на шаг резьбы оправки. Включив станок, следят за показаниями индикатора. Допустимые отклонения на длине 100 мм – 0,03 мм и для станков с высотой центров до 400 мм на длине 300 мм – 0,05 мм.
Проверка точности станка при работе. После выполнения геометрических проверок узлов станка производят типичную для него чистовую обработку цилиндрической и торцовой поверхностей детали. Затем определяют получающиеся отклонения, которые не должны превышать отклонений, установленных государственными стандартами или техническими условиями. Например, при обработке на токарном станке торцовой поверхности определяют отклонение шпинделя по оси.
Проверку смещения производят с помощью проверочной линейки и щупа. При этом к обработанному торцу прикладывают линейку, и полученный зазор измеряют щупом. Допускается только вогнутость торца не больше 0,02 мм на диаметре 300 мм.
Допускается только вогнутость торца не больше 0,02 мм на диаметре 300 мм.
Установка и монтаж токарных станков является ответственным этапом их подготовки к эксплуатации. Перед установкой станка необходимо удалить антикоррозионную ингибированную смазку НГ-203А и НГ-203Б с деталейи узлов станка. Станки устанавливают на жестком фундаменте (бетонном полу), размеры которого зависят от массы станка.
Выверка станка при установке на фундамент производится с помощью клиньев шириной 40-60 мм с углом наклона 5е. Расстояние между основаниями тумб и фундаментом должно быть не менее 15 мм.
После устранения (подколачиванием клиньев) обнаруженных погрешностей установки станка производят контрольную проверку станины. Точность установки в продольном и поперечном направлениях должна быть до 0,02 мм на 1000 мм длины.
После окончания проверки станка фундаментные болты заливают бетонным раствором. До затяжки фундаментных болтов станок проверяют на точность обработки. Перед затяжкой болтов (через 5-7 дней после затвердения цемента) станок еще раз проверяют уровнем. Болты затягивают плавно во избежание нарушения точности установки станка. Установка станка заканчивается доливкой бетонного раствора под тумбы станка.
Болты затягивают плавно во избежание нарушения точности установки станка. Установка станка заканчивается доливкой бетонного раствора под тумбы станка.
Контрольная оправка — используется для проверки геометрической точности универсальных станков различных групп, а так же станков с ЧПУ.
КОНТРОЛЬНАЯ ОПРАВКА
бывает двух видов: полностью цилиндрическая и цилиндрическая с коническим хвостовиком.
Коническая часть оправки является крепёжной и выполняется:
— Для станков универсальных токарных и сверлильных в виде
метрического или конуса морзе (КМ- ру , MТ- англ ., MК- нем .)
— Для универсальных фрезерных и расточных станков в виде крутого конуса 7:24 (BТ, SK, DV, ISO, NMTB, NST, CAT, CV)
— Для станков c ЧПУ в виде крутого конуса 7:24 (BТ, SK, DV, ISO, NMTB, NST, CAT, CV) и коротким штревелем.
Оправка контрольная купить в СтавИнКом
Контрольная оправка с конусом морзе (КМ, MТ, МК)
Контрольные оправки с конусом морзе КМ0, 1, 2, 3, 4, 5, 6 используются для настройки универсальных токарных и сверлильных станков различных модификаций.
Оправки контрольные КМ
Основные размеры и цена контрольных оправок с Конусом Морзе:
KМ1 x100мм, L1 55мм, D 13мм, ±0.003мм — 5400 (₽)
KМ2 x150мм, L1 60мм, D 18мм, ±0.003мм — 5800 (₽)
KМ3 x250мм, L1 80мм, D 24мм, ±0.003мм — 7700 (₽)
KМ4 x300мм, L1 100мм, D 32мм, ±0.003мм — 8200 (₽)
KМ5 x300мм, L1 120мм, D 44мм, ±0.003мм — 10100 (₽)
KМ6 x300мм, L1 160мм, D 46мм, ±0.003мм — 21500 (₽)
KМ6 x500мм, L1 160мм, D 46мм, ±0.003мм — 32300 (₽)
Основные размеры и цена контрольных оправок с Метрическим Конусом:
№80 — 80 мм — 36200 (₽) (под заказ)
№90 — 90 мм — 45500 (₽) (под заказ)
№100 — 100 мм — 48200 (₽) (под заказ)
№110 — 110 мм — 54500 (₽) (под заказ)
№120 — 120 мм — 60300 (₽) (под заказ)
№140 — 140 мм — 73200 (₽) (под заказ)
№160 — 160 мм — 99500 (₽) (под заказ)
Цену и наличие оправок — уточняйте в магазине.
Оправку контрольную с Конусом Морзе заказать в СтавИнКом
Оправки контрольные с крутым конусом 7:24 (BТ, SK, DV, ISO, NMTB, NST, CAT, CV)
Контрольные оправки с крутым конусом 7:24 используются для
проверки универсальных фрезерных, расточных и станков с ЧПУ.
Контрольные оправки 7-24
Основные размеры контрольных оправок и цена:
BT30-D32-250L1 — 20720 (₽)
BT40-D40-300L1 — 21900 (₽)
BT50-D50-300L1 — 28200 (₽)
BT60-D60-400L1 — 43900 (₽)
SK30-D32-250L1 — 20720 (₽)
SK40-D40-300L1 — 21900 (₽)
SK50-D50-300L1 — 28200 (₽)
SK60-D60-400L1 — 43900 (₽)
ISO 80 — 80 мм — 54900 (₽) (под заказ)
ISO 90 — 90 мм — 62700 (₽) (под заказ)
ISO 100 — 100 мм — 70500 (₽) (под заказ)
ISO 110 — 110 мм — 78400 (₽) (под заказ)
ISO 120 — 120 мм — 86200 (₽) (под заказ)
Цену и наличие оправок — уточняйте в магазине.
Оправку контрольную с конусом 7 : 24 заказать в СтавИнКом
Оправки цилиндрические контрольные.
Основные размеры контрольных оправок цилиндрических и цена:
20*250 — 7700 (₽)
30*350 — 11300 (₽)
42*500 — 17800 (₽)
50*500 — 21200 (₽)
60*750 — 34800 (₽) (под заказ)
70*800 — 45200 (₽) (под заказ)
80*1000 — 61300 (₽) (под заказ)
Цену и наличие оправок — уточняйте в магазине.
Оправку контрольную Цилиндрическую заказать в СтавИнКом
Изготовление контрольных оправок
После токарной обработки, оправки подвергаются термической обработке, затем предварительной шлифовке и отправляются на отстой (процесс старения в течении 3-6 месяцев). И завершает процесс изготовления — окончательная шлифовка.
Благодаря такому сложному технологическому процессу изготовления, оправки приобретают высокую точность:
- твердость рабочих поверхностей оправки 57…63 HRC
- шероховатость рабочих поверхностей до 8 кл. (Rz0,32 мкм)
- точность конуса морзе АТ7 по ГОСТ 2848-75
- радиальное биение оправки до 0.003 мм
Правила применения контрольных оправок
Методы применения оправок для настройки станков и допустимые нормы отклонений указываются в соответствующих паспортах станков и в ГОСТах норм точности.
ГОСТ 18097–93 — Станки токарные и токарно-винторезные.
ГОСТ 17734-88 — Станки фрезерные консольные.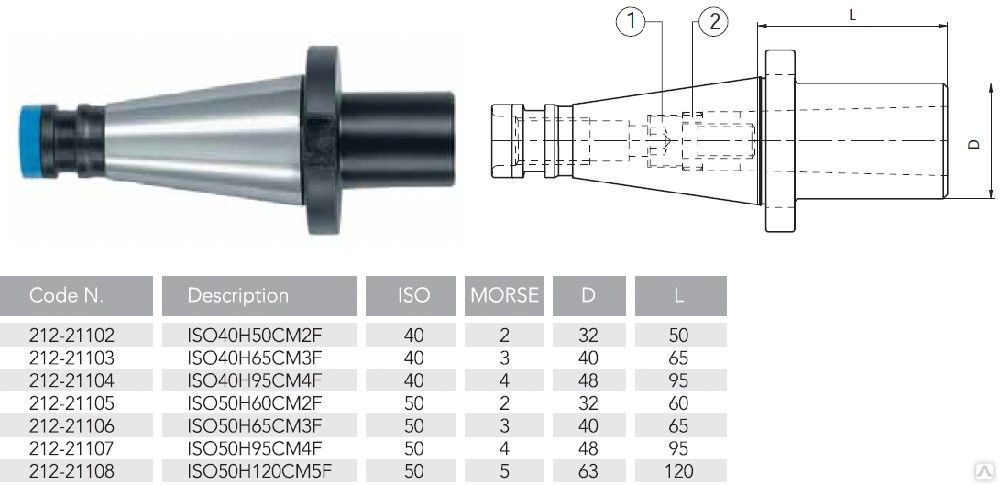
ГОСТ 370-93 — Станки вертикально-сверлильные.
ГОСТ 2110-93 — Станки расточные горизонтальные.
Проверка станка на геометрическую точность заключается в замере фактических отклонений и в сравнении их с допустимыми параметрами, на основании которых и делается заключение о состоянии станка.
Проверке подвергаются станки как новые, так и бывшие в употреблении, а так же после капитального ремонта или станки дающие брак.
Токарные оправки и оправки 9×20
Токарные оправки и оправки 9×20
9х20
Токарные оправки и оправки
Последнее обновление:
воскресенье, 17 июля 2022 г., 19:49:00
Гора
Часовой пояс США
ДОМ
Набор оправок,
Технические характеристики,
Используя оправку,
Раздвижные беседки,
Конические токарные оправки
Набор оправок
Непрерывный диапазон размеров от
Внутренний диаметр от 1/2 до 2 дюймов
(ИДЕНТИФИКАТОР).
Пронумерованы на квартирах, 1
до 8, показаны снизу вверх.
На оправку приходится две детали; коническая беседка &
согласованная гибкая втулка.
Большой конец имеет короткий,
прямой хвостовик, позволяющий установить его в цангу.
Оба конца были
центрированные просверлены для размещения центров.
Плоскость может быть зажата
токарный станок
и управляемый
лицевая панель,
при повороте между центрами. Закаленная и прецизионная шлифовка.
РАСШИРИТЕЛЬНЫЙ СТАНОК | ||||
| № | ДИАПАЗОН ID (дюймы) | ХОЛОСТЬ (в) | РУКАВ (внутр.) | ДЛИНА (дюйм) |
| 1 | 1/2 ~ 9⁄16 | 1/2 | 2-1/2 | 5 |
| 2 | 9⁄16 ~ 21⁄32 | 19⁄32 | 2-3/4 | 6 |
| 3 | 21⁄32 ~ 3/4 | 21⁄32 | 2-3/4 | 6 |
| 4 | 3/4 ~ 7/8 | 3/4 | 3-1/4 | 7 |
| 5 | 7/8 ~ 1 | 7/8 | 3-1/4 | 7 |
| 6 | 1 ~ 1-1/4 | 1 | 4 | 9 |
| 7 | 1-1/4 ~ 1-1/2 | 1-1/4 | 4 | 9 |
| 8 | 1-1/2 ~ 2 | 1-1/2 | 5 | 11-1/2 |
Оправки с №1 по 5.
Оправки № 6, 7 и 8 имеют два
рукава каждый по
обеспечивают непрерывный охват своих диапазонов.
Вид с торца на самый большой рукав №8.
Внутренний конус соответствует
что из беседки.
Использование оправки
Показана разжимная оправка, установленная с помощью цанги и
живой центр. Все они также могут быть установлены
между центрами и управляемый с
токарная собака.
Затянуть и
ослабить, постукивая по втулке сильным
молоток с пластиковым лицом.
Этот пример детали имеет нестандартный размер
Внутренний диаметр 39/64 (0,6054 дюйма или 15,377 мм).
Латунный диск толщиной 0,12 дюйма с отверстием 1 дюйм.
Расширяющиеся беседки
Восемь расширяющихся
оправки от 1/4″ до 1-1/4″.
Установите на токарный станок, расширьте с помощью винта
, а затем
машина по размеру.
Конические токарные оправки
Небольшие конические токарные оправки в
1/8″
до размеров 15/32″ на
1/32″. Проводится между центрами и управляется собакой.
Стандартный конус 0,0005″ на дюйм с указанием размера
на большем конце, где предусмотрена площадка для
токарная собака.
Изготовлен из закаленной инструментальной стали с прецизионной шлифовкой.
Доступны размеры оправки от 1/8″ до
3 дюйма на 1/32 дюйма.
Набор расширительных оправок, диапазон от 1/2 до 2 дюймов
Индивидуальный
также доступны размеры.
Нажмите на связанные эскизы
#объявление
Набор оправок,
Технические характеристики,
Используя оправку,
Раздвижные беседки,
Конические токарные оправки
ДОМ
Оправки и оправки для токарных станков
Продажи: 1. 888.978.7759
888.978.7759
Каталог
Служба поддержки клиентов
21 Результаты
Длина
3 дюйма (5)3-3/4 дюйма (1)4 дюйма (4)5 дюймов (1)5-3/4 дюйма (1)
Просмотреть все Длина
Диаметр
1 дюйм ( 1)1-1/4 дюйма (1)1-1/8 дюйма (1)1/2 — 1 дюйм (1)1/2 дюйма (2)
Посмотреть все Диаметр
Расширительная оправка (1)Расширяющий набор (1) Твердый (13)
Количество штук
Менее 100,00 долларов (20) 200,00 — 300,00 долларов (1)
Сортировать по
21 результат
Сравнить
Нет в наличии
1 902″ Набор токарных оправок
Модель №: WBB867820
Уведомление меня, когда этот продукт вернется в наличии
Этот продукт будет пополнено в ближайшее время
$ 294.89
Сравнение
Out of Stock
13/16 «Solid Lathe Mandrel
Модель #: WBB877777777777777″ Mandrel
Модель #: WBB8777777777777777777777777777777777777777777777777777777777777.
Сообщите мне, когда товар снова будет в наличии
Этот товар скоро будет пополнен
22,54 $
Сравнить
Нет в наличии
23/32″ Твердая оправка для токарного станка
Модель #: WBB867754
Сообщите мне, когда этот товар снова будет в наличии
Этот товар скоро поступит в продажу
17,75 $
Сравнить
Нет в наличии
1/2″ Оправка для токарного станка
Модель #: WBB867836
снова на складе
Этот товар скоро поступит в продажу
17,25 $
Сравнить
Нет в наличии
1/4″ Твердая оправка для токарного станка
Модель #: WBB867826
Сообщите мне, когда этот товар появится на складе
Товар скоро поступит в продажу
12,54 $
Сравнить
Нет в наличии
1-1/8″ Твердая оправка для токарного станка
Номер модели: WBB867772
Сообщите мне, когда товар будет в наличии 6
скоро поступит в продажу
29,14 $
Сравнить
Нет в наличии
Импортный раздвижной вал 1-1/4″
Номер модели: WBB893365
Сообщите мне, когда товар снова будет в наличии
Этот товар скоро будет пополнен
$ 23,49
Сравнение
Out of Stock
27/32 «Сплошная токарная станция
Модель №: WBB867759
Уведомление меня, когда этот продукт вернется в складе
. в наличии
в наличии
31/32″ Твердая оправка для токарного станка
Модель #: WBB867771
Сообщите мне, когда этот товар снова будет в наличии
Этот товар скоро поступит в продажу
22,00 $
Сравнить
Нет в наличии
15/16″ Твердая оправка для токарного станка
Модель #: WBB867766
Сообщите мне, когда товар снова будет в наличии
Модель #: WBB867770
Сообщите мне, когда товар снова будет в наличии
Товар скоро поступит в продажу
22,00 $
Сравнить
0006
Model #: WBB867758
Notify me when this product is back in stock
This product will be restocked soon
$19.25
Compare
Out of Stock
Import 5/8″ Expanding Arbor
Model #: WBB893360
Сообщите мне, когда этот товар снова будет в наличии
Этот товар скоро будет пополнен
15,99 $
Сравнить
Нет в наличии
Импорт 1/2″ Разжимная оправка
Модель #: WBB893359
Сообщите мне, когда этот товар снова будет в наличии
Этот товар скоро поступит в продажу
15,50 $
Сравнить
Нет в наличии
Импорт 3/8″ Расширительная оправка
товар снова в наличии
Этот товар скоро будет пополнен
15,19 $
Сравнить
Нет в наличии
Импорт 1″ Раздвижная оправка
Номер модели: WBB893363
Сообщите мне, когда товар появится на складе
Товар скоро поступит в продажу
20,00 $
Сравнить
Нет в наличии
11/16″ Твердая оправка для токарного станка
Номер модели: WBB867840
Сообщите мне, когда товар будет снова в наличии 9000 9000 9000 скоро
19,25 $
Сравнить
Нет в наличии
Импорт 7/8″ Раздвижная оправка
Номер модели: WBB893362
Сообщите мне, когда товар снова будет в наличии
Товар скоро поступит в продажу
$ 16,50
Сравнение
Out of Stock
5/16 «Сплошная токарная станция
Модель №: WBB867830
Уведомление меня, когда этот продукт вернется в складе
.