Оправки токарные: Оправки для токарных станков
Содержание
Оправки для токарных станков
Есть ряд правил использования токарных оправок, способствующих повышению точности и чистоты обработки:
-
Точность посадочного отверстия для установки державки не должна быть ниже седьмого квалитета, чистота поверхности — не хуже Ra 1,0. -
Позиционировать инструмент необходимо по оси центров станка. -
Поверхность контакта токарной оправки и гнезда станка должна быть максимальной. Это достигается при установке цилиндрической оправки в разрезной (цанговый) держатель. -
Для исключения деформаций и отжима инструмента в процессе резания, твердость материала, из которого изготовлена цанга держателя, не должна быть менее 43…47 HRC. -
Чем больше вылет оправки, тем надежней и точней должно быть ее закрепление. Крепить длинномерные державки с помощью поджатия винтами к V-образной или цилиндрической поверхности недопустимо. Для установки длинномерных оправок используют дополнительные опорные приспособления.

Корректность обработки заготовки зависит и от точности самого токарного оборудования. Тестирование и диагностика проводится с помощью контрольной оправки для проверки токарного станка. Она представляет собой цилиндрическую деталь, выполненную с высокой степенью точности. Контрольный образец, как правило, устанавливается в центры передней и задней бабок, затем индикатором, установленным на суппорт станка и передвигающимся вдоль оправки, определяется точность оборудования, сравнивается с допустимыми значениями, регламентированными стандартом.
Антивибрационные оправки
Выбор расточной оправки для токарного станка с ЧПУ влияет на производительность операции, точность размеров и геометрических параметров заготовки, чистоту получаемой поверхности. При вылете оправки на расстояние до 4-х ее диаметров (D) применяют классические расточные державки из стали с режущей кромкой из твердого сплава. При большем вылете инструмента (до 10D) используют антивибрационные токарные оправки. Если режущая кромка отстоит от места закрепления державки на расстояние до 14D, оправдано применение усиленных антивибрационных приспособлений из твердого сплава. Именно они дают наименьшее отжатие инструмента в процесса резания и высокие антивибрационные характеристики.
Если режущая кромка отстоит от места закрепления державки на расстояние до 14D, оправдано применение усиленных антивибрационных приспособлений из твердого сплава. Именно они дают наименьшее отжатие инструмента в процесса резания и высокие антивибрационные характеристики.
Рядом производителей предлагаются антивибрационные оправки, оснащенные сменными резцедержками, которые применяются для операции растачивания заготовок. Такая конструкция дает возможность замены головки с поврежденной постелью для твердосплавной пластины на другую без демонтажа инструмента.
Антивибрационные головки используются для операций растачивания, формирования канавок, отрезки, проточки и нарезания резьбовых элементов. Диаметры рабочей части приспособления могут быть до 600 мм и выше, а длина составлять 10-14 таких диаметров.
Цилиндрические оправки для антивибрационной обработки деталей могут крепиться с помощью быстроразъемных соединений.
При растачивании сравнительно глубоких каналов вероятность вибраций особенно велика, а размер сечения державки ограничен диаметром отверстия. В таком случае технической литературой рекомендуется использовать оправку с минимально возможным вылетом и максимальным диаметром.
В таком случае технической литературой рекомендуется использовать оправку с минимально возможным вылетом и максимальным диаметром.
Для проведения операций нарезания резьбы или оформления внутренних канавок (именно в этом случае радиальная составляющая усилия резания выше) оправдано применение усиленных твердосплавных державок. Жесткость такого приспособления в 2-3 раза превышает жесткость обычной стальной оправки. Повысить динамическую жесткость державки можно с помощью демпфирующего механизма (оправки специальной конструкции). В этом случае можно увеличить вылет инструмента.
Применяемость расточных оправок в зависимости от выполняемых операций и глубины обработки:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Где D — диаметр обрабатывающей державки.
Часто на корпусе оправки двумя линиями указана min и max длина закрепления. Для сохранения демпфирующих свойств оправки необходимо следить за ее вылетом: он должен находиться в обозначенных пределах.
Токарные приспособления с подводом СОЖ
Для глубокой обработки отверстий с помощью токарных оправок для нормального отвода стружки технически оправдано применение державок с подводом СОЖ по внутреннему каналу, а также твердосплавных пластин со стружколомными канавками, обеспечивающими образование стружки в виде коротких спиралей. Пространство для отвода стружки должно быть достаточным для исключения ее замятия. Эффективность отвода стружки можно увеличить несколькими способами:
-
Расход СОЖ увеличить. -
Использовать пластину с иной геометрией. -
Увеличить скорость резания.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Приспособления для крепления деталей в токарном станке
Самоцентрирующие и четырехкулачковые патроны. Трехкулачковые самоцентрирующие и четырехкулачковые патроны с независимым перемещением кулачков, рассмотренные выше, применяются и для закрепления деталей за цилиндрическое отверстие. Область применения тех или других патронов в данном случае определяется в основном признаками, указанными выше. Весьма редко для этой цели применяются двухкулачковые патроны.
Трехкулачковые самоцентрирующие и четырехкулачковые патроны с независимым перемещением кулачков, рассмотренные выше, применяются и для закрепления деталей за цилиндрическое отверстие. Область применения тех или других патронов в данном случае определяется в основном признаками, указанными выше. Весьма редко для этой цели применяются двухкулачковые патроны.
Необходимо отметить, что при закреплении детали за обработанное отверстие вместо патронов чаще пользуются оправками, в особенности при небольших размерах отверстий и обработке деталей партиями.
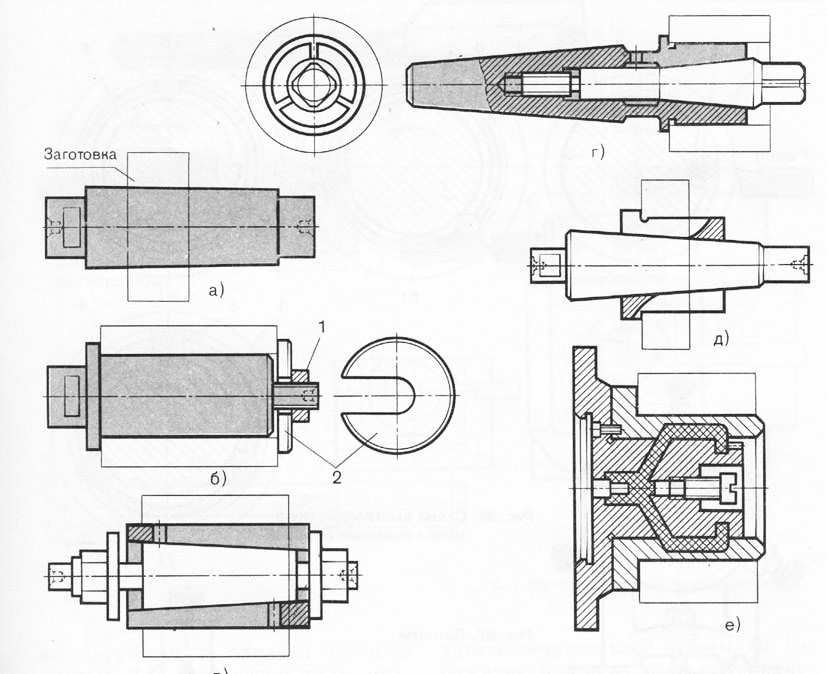
Цельные и цанговые оправки. Самая простая оправка показана на рис. 58, а. Средняя (рабочая) часть этой оправки — конус с очень небольшой конусностью, обычно около 1/2000. Чем точнее отверстие в устанавливаемой детали и чем чище его поверхность, тем меньше может быть конусность и тем лучше центрирует оправка. Меньший диаметр D конусной части В делается несколько меньше наименьшего возможного диаметра отверстия. Лыска А на левом конце оправки делается для более удобной установки на ней хомутика.
Лыска А на левом конце оправки делается для более удобной установки на ней хомутика.
Центровыми отверстиями оправка устанавливается в центры станка. Обрабатываемая деталь держится на такой оправке только силой трения, поэтому должна быть насажена на нее достаточно плотно. Оправка вводится в деталь ударами молотка (медного или свинцового) или же при помощи специального пресса, причем предварительно оправку следует слегка смазать маслом.
Такого рода оправки можно применять только при легких работах. Основной недостаток этих оправок заключается в том, что положение детали на оправке зависит от действительного диаметра
отверстия. Указанное обстоятельство исключает возможность применения этих оправок, если обработка деталей производится по упорам.
Такого недостатка не имеет оправка, изображенная на рис. 58, б, так как деталь, упираясь в буртик, занимает вполне определенное положение на оправке. Деталь надевается на такую оправку и удерживается на ней трением, возникающим на торцах при навертывании гайки 2. Шайба 1 имеет вырез; гайка 2 делается меньше диаметра отверстия. Поэтому, чтобы снять деталь с оправки, достаточно отвернуть гайку на один-два оборота и убрать шайбу. Недостаток таких оправок — неточность центрирования, вызываемая наличием зазора между деталью и оправкой. Использование оправок по рис. 58, а, б целесообразно при точности отверстий в устанавливаемых на них деталях не ниже 2-го класса.
Шайба 1 имеет вырез; гайка 2 делается меньше диаметра отверстия. Поэтому, чтобы снять деталь с оправки, достаточно отвернуть гайку на один-два оборота и убрать шайбу. Недостаток таких оправок — неточность центрирования, вызываемая наличием зазора между деталью и оправкой. Использование оправок по рис. 58, а, б целесообразно при точности отверстий в устанавливаемых на них деталях не ниже 2-го класса.
При менее точных отверстиях применяют разжимные оправки различных конструкций. Одна из таких оправок цанговая показана на рис. 58, в. Цанга 4 представляет собой втулку с коническим отверстием и цилиндрической наружной поверхностью. Пружинящее свойство цанги обеспечивается продольными надрезами (по два, три, иногда четыре с каждой стороны), расположенными в чередующемся порядке. При завинчивании гайки 5 цанга, перемещаясь влево, расширяется, чем и достигается закрепление детали. Для снятия детали необходимо немного отвернуть гайку 5. После этого посредством гайки 3 цанга 4 может быть перемещена вправо настолько, что деталь снимается с оправки свободно.
Оправка с упругой оболочкой. Оправка (рис. 59) устроена и работает следующим образом. На корпус 1 оправки напрессована втулка 2, центрирующая и закрепляющая обрабатываемую деталь 3. Для этого на боковой поверхности корпуса 1 и на внутренней поверхности втулки сделаны выточки, образующие кольцевую полость А. Несколькими наклонными отверстиями В полость А соединена с камерой С Полость А, наклонные отверстия В и камера С заполнены гидропластом (на рисунке сетчатая штриховка). При вращении винта 5 плунжер 7 перемещается влево, выдавливая (через отверстия В) гидропласт в полость А. Диаметр тонкой стенки втулки 2 при этом увеличивается, а деталь 3 центрируется и закрепляется достаточно прочно для ее обработки. Перемещение плунжера 7 ограничивается винтовым упором 6.
Регулировка упора производится по втулке-калибру, диаметр отверстия в которой несколько больше наибольшего предельного диаметра отверстия в обрабатываемой детали. Пробка 4 закрывает отверстие, через которое выходит воздух при заливке в оправку расплавленного гидропласта. Посадка детали на оправку — движения или скользящая 2-го класса точности; точность центрирования—0,01—0,03 мм.
Пробка 4 закрывает отверстие, через которое выходит воздух при заливке в оправку расплавленного гидропласта. Посадка детали на оправку — движения или скользящая 2-го класса точности; точность центрирования—0,01—0,03 мм.
Шпиндельные оправки. При использовании оправки, показанной на рис. 60, обрабатываемая деталь закрепляется на разжимной части корпуса 1 оправки. Эта часть оправки имеет три надреза; разжим ее осуществляется под действием конической части болта 2, ввертываемого при помощи ключа в корпус 1 оправки. Конический хвост корпуса оправки входит в коническое гнездо шпинделя станка.
Оправки для закрепления за резьбовое отверстие. В самом простом случае для закрепления детали за резьбовое отверстие используется оправка (рис. 61, а), на резьбовую часть которой навертывается обрабатываемая деталь. За гладкую часть оправка закрепляется в трехкулачковом самоцентрирующем патроне. Недостаток такого способа закрепления деталей — затруднения при их снятии после обработки. Невелика и точность центрирования.
Невелика и точность центрирования.
Оправка, изображенная на рис. 61, б, не имеет этого недостатка. На левом конце ее корпуса нарезана левая резьба с крупным шагом, охватываемая гайкой 1. Перед навертыванием на оправку обрабатываемой детали 2 гайка должна быть плотно прижата к заплечику, имеющемуся на корпусе оправки. Чтобы без труда свернуть обработанную деталь, достаточно немного освободить гайку 1. В этом случае заплечик на корпусе оправки обеспечивает постоянное положение в осевом направлении гайки 1, а следовательно, и обрабатываемой детали 2. Следует учитывать, что точность центрирования по резьбе всегда низкая.
Общие замечания об обработке на оправках. Чем проще конструкция оправки, тем точнее (в отношении концентричности) получаются обработанные с ее помощью детали. Лучшая точность центрирования самой оправки на станке свойственна центровым оправкам по сравнению со шпиндельными.
При обработке длинных деталей необходимо применять центровые оправки,причем в то время, когда производится обтачивание детали (при автоматической подаче резца), надо подготовлять к обработке следующую деталь. При таком способе работы необходимо иметь две оправки, чем достигается иногда значительная экономия вспомогательного времени. При шпиндельных оправках так работать, очевидно, нельзя. С другой стороны, установка детали на шпиндельные оправки удобнее, и закрепление на них детали осуществляется быстрее, чем на центровых.
При таком способе работы необходимо иметь две оправки, чем достигается иногда значительная экономия вспомогательного времени. При шпиндельных оправках так работать, очевидно, нельзя. С другой стороны, установка детали на шпиндельные оправки удобнее, и закрепление на них детали осуществляется быстрее, чем на центровых.
Применение при работе на оправках поводкового патрона. При обработке на оправке детали большого диаметра и особенно при большом сечении снимаемой стружки возможно провертывание детали на оправке. Во избежание этого следует пользоваться приемом, изображенным на рис. 62. В этом случае вращение шпинделя передается обрабатываемой детали не за счет трения ее на оправке, а поводком патрона.
виды, оправка для токарного станка
Как оказывается для изготовления различных деталей не достаточного только токарного станка, а необходимы всевозможные приспособы и дополнительное оборудование.
Приспособления для токарных станков предназначены для закрепления инструмента на станке или заготовки.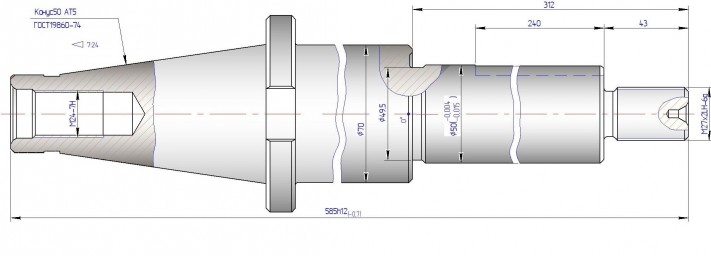
Содержание:
- 1 Разновидности приспособлений для станка
- 1.1 Виброопоры
- 1.2 Центры
- 1.3 Патроны
- 1.4 Кулачки
- 1.5 Кулачковые патроны
- 1.6 Дополнительные детали
- 1.6.1 Люнеты
- 1.6.2 Резцедержатели
- 1.6.3 Револьверная головка
- 1.6.4 Конусная линейка
- 2 Как подобрать нужное оборудование?
- 3 Правила использования оправок
Разновидности приспособлений для станка
Существуют различные разновидности приспособлений для токарного станка. Приспособления для токарных станков производятся в широком ассортименте. Это даёт возможность подобрать мастеру наиболее лучший вариант в соответствии с поставленной задачей.
Виброопоры
Виброопоры (они же виброизоляторы) предназначены для активной или пассивной виброизоляции разных типов станков: малых, средних или больших. Применение виброопор поможет увеличить качество обработки деталей.
Применение виброопор поможет увеличить качество обработки деталей.
Центры
Токарные центры применяются для того, чтобы зафиксировать заготовку, которая имеет тело вращения на задней бабке токарного станка. Центр для токарного станка позволяет обрабатывать детали с высокой скоростью и при минимальном биении.
Патроны
Это приспособления для точного закрепления заготовки на станке. Благодаря использованию токарных патронов, значительно увеличивается функциональность самого станка, а также появляется возможность обрабатывать сложно профильные детали. В основном используется, чтобы закрепить заготовки для проведения металлорежущих операций.
Кулачки
Токарные кулачки могут быть:
- Прямые — нужны, чтобы зажимать заготовку с внешней стороны для вала.
- Обратные — необходимы для зажима заготовки только изнутри.
- Накладные — необходимы для крепления длинных или коротких заготовок крупных диаметров.
Обычно, токарные кулачки изготавливаются из цветных металлов и стали без термообработки.
Кулачковые патроны
Специализируются для зажима прямоугольных и цилиндрических заготовок.
- Двухкулачковые — необходимы для закрепления сложных заготовок с фасонной деталью. Двухкулачковые приспособления могут закреплять в сменных губах различные поверхности.
- Трёхкулачковые — одни из самых распространённых патронов. Они устанавливаются практически на любые токарные станки. В свою очередь, делятся на три типа:
- Спиральные.
- Реечные.
- Эксцентриковые.
Трёхкулачковые патроны оснащаются специальным приводом. Особое широкое распространение получили трёхкулачковые патроны с пневматическим приводом. Еще существует и гидропривод, но редко используется.
- Четырёхкулачковые — применяются для зажима некруглых и несимметричных заготовок. Кулачки регулируются самостоятельно и их необходимо устанавливать так, чтобы их ось совпадала с осью шпинделя. Эти патроны применяются в основном в ремонтных цехах.
Дополнительные детали
Помимо основных приспособлений для токарного станка, также стоит обратить внимание и на дополнительные детали, которые тоже могут быть необходимы мастеру.
Люнеты
Дополнительное оборудование, которое является главной опорой при обработке на токарном станке. Чаще всего нужны, чтобы не повредить заготовку и инструмент, а также, чтобы не получить травмы, вызванные биением из-за высоких оборотов станка.
Люнеты для токарного станка бывают с опорой качения (роликовые) и скольжения (кулачковые). Башмаки — специальные люнеты для шлифования колец подшипников.
Справка! Часто, при длинных заготовках, без люнета обойтись нельзя.
Резцедержатели
Резцедержатель применяется для закрепления режущего инструмента. Он гораздо упрощает работу и позволяет как можно больше расточить отверстия.
Резцедержатели бывают:
- Горизонтальные (вдоль шпинделя).
- Вертикальные (под прямым углом к шпинделю).
- Механические.
- Электромеханические.
- Гидравлические.
- С сервоприводом.
- Двухпозиционные — позволяют зафиксировать двое резцов.
- Четырёхпозиционные — позволяют зафиксировать сразу четыре резца на станке.

- Посредством клинового блока.
- VDI.
- ВМТ – закрепление в отверстии на удаленном диаметре диска.
- Простые — обладают специальной прокладкой сферической формы, которая позволяет быстро сменить резец на необходимый. Минус — крепление только на один болт. Нужно постоянно проверять степень закрепления болта и при необходимости, закручивать болт до конца.
- Поворотные — позволяют поставить сразу четыре резца. Максимально эффективен при обработке деталей сложных геометрических форм. Также существуют поворотные резцедержатели, которые несут в себе сразу 12 резцов.
- Быстросменные — нужны для минимальных временных потерь при замене резцов.
- Универсальные переходники — позволяют установить большие инструменты.
Револьверная головка
Представляет собой поворотный узел станка, в который вставляются несколько инструментов. Как правило, в револьверной головке есть индексирующий механизм, который осуществляет точную фиксацию каждого установленного инструмента при повороте.
Поворот револьверной головки и её фиксация могут производиться как автоматически, так и вручную. Одновременно с поворотом, меняются скорости главного движения и подачи.
Конусная линейка
Конусная линейка устанавливается на каретке и предназначена для обработки конических поверхностей. На каретке станка установлен специальный кронштейн, который при помощи направляющих в виде ласточкина хвоста соединен с данной линейкой. Линейку можно поворачивать вокруг пальца под необходимым углом к оси обрабатываемой детали. Для закрепления линейки используются два болта.
Как подобрать нужное оборудование?
Сначала необходимо разобраться, для каких целей нужно оборудование. Подбор оборудования должен происходить только после изучения всех плюсов и минусов оборудования.
В паспорте к оборудованию всегда есть указания на характеристики, а также особые требования по эксплуатации. Несоблюдение требований может привести к травмам персонала или порче заготовок.
Совет! Следует обращать внимание на ценовую оценку оборудования и гарантийный срок, который предоставляет производитель.
Правила использования оправок
Существует список правил для использования токарных оправок:
- Точность посадочного отверстия должна быть не ниже седьмого квалитета, а чистота поверхности не хуже Ra 1,0.
- Располагать инструмент необходимо по оси центров станка.
- Поверхность контакта токарной оправки должна быть максимальной.
- Чтобы не было деформаций и отжима инструмента в процессе резания, твёрдость материала цанги держателя не должна быть менее 44 HRС.
- Чем больше вылет оправки, тем надежнее необходимо закреплять. Категорически запрещено крепить длинные оправки с помощью поджатия винтов к цилиндрической или другой поверхности. Для установки длинномерных оправок, необходимо использовать дополнительное оборудование.
Поделиться в социальных сетях
SolidCAM 2016 Фрезерно-токарная обработка: Режущий инструмент и оправки
Определение и позиционирование режущего инструмента и оправок в SolidCAM 2016 для фрезерно-токарного оборудования.
Как правило визуализация инструмента и оправки предназначена для верификации программируемой обработки. В SolidCAM 2016 эта возможность используется в том числе и для предварительного просмотра загрузки револьверной головки, проверке вылетов при смене инструмента.
Шаг 1. Загрузка 3D модели оправки в SolidWorks.
В большинстве случаев 3D модель оправки строить не требуется. Сегодня поставщики оснастки предоставляют их свободном доступе на своих сайтах.
В этой статье рассмотрим возможности SolidCAM 2016 по сборке инструмента на примере осевой приводной и двусторонней токарной оправок.
Приводная оправка для осевого инструмента Токарная двусторонняя оправка
Шаг 2. Создание системы координат (СК) оправки.
Для СК оправки предъявляются требования к точке ее расположения и к направлению осей. Следует уточнить точку и систему координат инструментального гнезда на модели станка, для которого происходит программирование. Для револьверных головок они, как правило, неизменны.
В SolidCAM 2016 достаточно открыть VMID файл или операцию Контроль установок станка и нажать кнопку Предварительный просмотр станка, чтобы увидеть расположение СК.
Проверка расположения и ориентации СК инструмента на револьверной головке
Направление осей для СК оправки будет таким же, как и у СК положения инструмента на суппорте. Оправка будет совмещаться с суппортом по нулям соответствующих СК.
На рисунке ниже показаны СК координат оправок для нижней револьверной головки.
Расположение СК оправок
Шаг 3. Расчет точки положения режущего инструмента в оправке.
Для приводной оправки следует найти расстояние по осям Z Х Y от ноля СК до точки, от которой считается вылет фрезы.
Расчет точки положения режущего инструмента в приводной оправке
Для токарной оправки расстояние измеряют от СК до расчетной точки пластины.
Расчет точки положения режущего инструмента в токарной оправке
Шаг 4. Экспорт оправки в STL.
При экспорте оправки в формат STL следует выбрать созданную СК оправки в качестве главной и активировать показанные ниже опции.
Опции экспорта модели оправки
Для токарных оправок рекомендуется предварительно исключить режущую пластину из сборки.
Экспорт токарных оправок
Шаг 5. Загрузить оправку в библиотеку.
Загрузка STL осуществляется через главное меню SolidCAM.
Библиотека оправок
В появившейся таблице можно добавить оправку в стандартный каталог или отдельный.
Загрузка STL модели оправки
После этого следует заполнить поля для Точки крепления оправки (если СК оправки совпадает по положению с СК на суппорте, то XYZ равны нулю) и Точки крепления инструмента.
Интерфейс определения положения оправки и точки положения режущего инструмента в оправке
Двустороннюю оправку следует загружать в базу дважды, указывая соответствующую Точку крепления инструмента для каждого положения режущей части.
Шаг 6. Загрузка оправки в проект и расположения инструмента в оправке.
После того как оправка была загружена в базу SolidCAM, можно использовать ее в проектах.
При назначении нового инструмента следует перейти во вкладку Оправка и выбрать загруженную в базу модель. Также следует правильно назначить суппорт и инструментальное гнездо.
Также следует правильно назначить суппорт и инструментальное гнездо.
Регулировка положения инструмента в оправке осуществляется в специальном диалоговом окне Монтаж (Mounting).
Обновленный интерфейс Сборки инструмента
В верхней части окна Сборка предусмотрены специальные кнопки для регулировки положения инструмента, а также для более удобного отображения его относительно узлов станка. В нижней части показаны все действующие оси станка, а также поля для ввода значений по этим осям. Благодаря этой новой функции можно визуализировать «проходимость» инструмента в оправке и полностью собранной револьверной головки (или любого другого суппорта) относительно узлов станка без визуализации траектории, моделируя таким образом реальную загрузку оборудования. Так же во вкладке Оправка можно воспользоваться дополнительными кнопками для позиционирования оправки в суппорте.
Для правильного отображения режущей пластины в двусторонней токарной оправке, следует выбрать опцию Только пластина (во вкладке описания геометрии пластины), тогда в окне Сборка стандартная державка отображаться не будет и позиционироваться будет только пластина.
Следует отключить отображение стандартной токарной державки при использовании STL оправки
Позиционирование пластины в державке будет производиться относительно программируемой точки. Сторону обработки удобно выбирать с помощью кнопки Развернуть (Flip).
Позиционирование пластины
SolidCAM 2016 предлагает обновленный интерфейс для работы с библиотекой инструментов и визуализации инструментальных суппортов для корректного расчета траекторий с использованием 3D модели станка.
Втулки и оправки Пумори
Оправки В208.2 Weldon по DIN 1835/В
Хвостовик по ГОСТ 25827-93 исп. 3
от 5 800.00
р.
| Подробнее |
| Быстрый заказ |
Оправки В208.4 Weldon по DIN 1835/В
Хвостовик по ГОСТ 25827-2014, тип А и U (DIN 69871/A+AD)
от 5 300.00
р.
| Подробнее |
| Быстрый заказ |
Оправки В208.5 Weldon по DIN 1835/В
Хвостовик по ГОСТ 25827-2014, тип А и U (DIN 69871/A+AD)
от 5 400.00
р.
| Подробнее |
| Быстрый заказ |
Оправки В208.6 Weldon по DIN 1835/В
Хвостовик по ГОСТ 25827-2014, тип J (MAS 403 BT)
от 5 400.00
р.
| Подробнее |
| Быстрый заказ |
Оправки В208.10 Weldon по DIN 1835/В
Хвостовик HSK по DIN 69893
от 9 900.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В210.0 для инструмента с конусом Морзе
от 4 100.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В210.2 для инструмента с конусом Морзе и лапкой по ГОСТ 25827-82 (DIN 228/B)
Хвостовик по ГОСТ 25827-93 исп. 3
3
от 5 200.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В210.4 для инструмента с конусом Морзе
от 4 500.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В210.5 для инструмента с конусом Морзе
от 4 800.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В210.6 для инструмента с конусом Морзе и лапкой по ГОСТ 25827-82 (DIN 228/B)
Хвостовик по ГОСТ 25827-2014, тип J (MAS 403 BT)
от 4 500.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В211.2 удлиненные для инструмента с конусом Морзе и лапкой по ГОСТ 25827-82 (DIN 228/B)
Хвостовик по ГОСТ 25827-93 исп. 3
от 8 000.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В211. 4 удлиненные для инструмента с конусом Морзе и лапкой по ГОСТ 25827-82 (DIN 228/B)
4 удлиненные для инструмента с конусом Морзе и лапкой по ГОСТ 25827-82 (DIN 228/B)
Хвостовик по ГОСТ 25827-2014, тип А и U (DIN 69871/A+AD)
от 7 300.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В211.5 удлиненные для инструмента с конусом Морзе и лапкой по ГОСТ 25827-82 (DIN 228/B)
Хвостовик по ГОСТ 25827-2014, тип А и U (DIN 69871/A+AD)
от 7 500.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В211.6 для инструмента с конусом Морзе и лапкой по ГОСТ 25827-82 (DIN 228/B)
Хвостовик по ГОСТ 25827-2014, тип J (MAS 403 BT)
от 7 300.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В211.10 для инструмента с конусом Морзе и лапкой по ГОСТ 25827-82 (DIN 228/B)
Хвостовик HSK по DIN 69893
от 9 900.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В212.0 для инструмента с конусом Морзе
Хвостовик по ГОСТ 25827-93 исп. 3
от 4 800.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В212.2 для инструмента с конусом Морзе и резьбовым отверстием по ГОСТ 25557-2006 (DIN 228/А)
Хвостовик по ГОСТ 25827-93 исп. 3
от 7 400.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В212.4 для инструмента с конусом Морзе и резьбовым отверстием по ГОСТ 25557-2006 (DIN 228/А)
Хвостовик по ГОСТ 25827-2014, тип А и U (DIN 69871/A+AD)
от 6 200.00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В212.6 для инструмента с конусом Морзе и резьбовым отверстием по ГОСТ 25557-2006 (DIN 228/А)
Хвостовик по ГОСТ 25827-2014, тип J (MAS 403 BT)
от 6 200. 00
00
р.
| Подробнее |
| Быстрый заказ |
Втулки переходные В212.10 для инструмента с конусом Морзе и резьбовым отверстием по ГОСТ 25557-2006 (DIN 228/А)
Хвостовик HSK по DIN 69893
от 10 500.00
р.
| Подробнее |
| Быстрый заказ |
Оправки комбинированные В213.2 для насадных торцовых фрез и насадных фрез с продольной шпонкой
Хвостовик по ГОСТ 25827-93 исп. 3
от 7 600.00
р.
| Подробнее |
| Быстрый заказ |
Оправки комбинированные В213.4 для насадных торцовых фрез и насадных фрез с продольной шпонкой
Хвостовик по ГОСТ 25827-2014, тип А и U (DIN 69871/A+AD)
от 7 000.00
р.
| Подробнее |
| Быстрый заказ |
Оправки комбинированные В213.6 для насадных торцовых фрез и насадных фрез с продольной шпонкой
Хвостовик по ГОСТ 25827-2014, тип J (MAS 403 BT)
от 7 000. 00
00
р.
| Подробнее |
| Быстрый заказ |
Оправки комбинированные В213.10 для насадных торцовых фрез и насадных фрез с продольной шпонкой
Хвостовик HSK по DIN 69893
от 9 400.00
р.
| Подробнее |
| Быстрый заказ |
Винты S213
Для оправок «Пумори»
от 700.00
р.
| Подробнее |
| Быстрый заказ |
Ключи KSD
Для оправок «Пумори»
от 1 000.00
р.
| Подробнее |
| Быстрый заказ |
Оправки В214.2 для дисковых фрез
Хвостовик по ГОСТ 25827-93 исп. 3
от 10 700.00
р.
| Подробнее |
| Быстрый заказ |
Оправки В214.4 для дисковых фрез
Хвостовик по ГОСТ 25827-2014, тип А и U (DIN 69871/A+AD)
от 10 200. 00
00
р.
| Подробнее |
| Быстрый заказ |
Оправки В214.6 для дисковых фрез
Хвостовик по ГОСТ 25827-2014, тип J (MAS 403 BT)
от 10 200.00
р.
| Подробнее |
| Быстрый заказ |
Оправки В214.10 для дисковых фрез
Хвостовик HSK 63 по DIN 69893
от 14 400.00
р.
| Подробнее |
| Быстрый заказ |
Оправки В219.2 для насадных торцовых фрез
Хвостовик по ГОСТ 25827-93 исп. 3
от 7 200.00
р.
| Подробнее |
| Быстрый заказ |
Оправки В219.4 для насадных торцовых фрез
Хвостовик по ГОСТ 25827-2014, тип А и U (DIN 69871/A+AD)
от 6 600.00
р.
| Подробнее |
| Быстрый заказ |
Оправки В219.6 для насадных торцовых фрез
Хвостовик по ГОСТ 25827-2014, тип J (MAS 403 BT)
от 6 600. 00
00
р.
| Подробнее |
| Быстрый заказ |
Оправки В219.10 для насадных торцовых фрез
Хвостовик HSK по DIN 69893
от 8 900.00
р.
| Подробнее |
| Быстрый заказ |
Grooving and Cut-Off — Расточные оправки для проточки канавок и токарной обработки A4
- продукты
- /
- Расточные оправки для проточки канавок и токарной обработки A4
- /
- A-A4E • Inch
Загрузка чертежей САПР
Расточные оправки для проточки канавок и токарной обработки A4
Метрическая система
Дюймовая система
| SAP Material Number | 1953341 |
| ISO Catalog Number | A12RA4EMR0407N |
| ANSI Catalog Number | A12RA4EMR0407N |
| Insert Size | 4 |
| [CD] Cutting Depth | 7. 0000 mm 0000 mm |
| [CD] Cutting Depth | .2890 in |
| [WM] Minimum Groove Width | 4.0000 mm |
| [WM] Minimum Groove Width | .1570 in |
| [D] Adapter / Shank / Bore Diameter | 19.05 mm |
| [D] Adapter / Shank / Bore Diameter | .75 in |
| [DM] Minimum Bore Diameter | 25.0000 mm |
| [DM] Minimum Bore Diameter | .9840 in |
| [L1] Tool Length | 203.7000 mm |
| [L1] Tool Length | 8. 020 in 020 in |
| [LH] Head Length | 40.0000 mm |
| [LH] Head Length | 1.564 in |
| [F] F Dimension | 12.8100 mm |
| [F] F Dimension | .5050 in |
| [L1S] Secondary Tool Length | 201.2000 mm |
| [L1S] Secondary Tool Length | 7.921 in |
| [A] Coolant Hole Diameter | 4.0000 mm |
| [A] Coolant Hole Dia | .1570 in |
| Clamp Screw ID Drive Size | 25 IP |
Посмотреть все варианты продукции
Использование и область применения
- I.
 D. Turning
D. Turning - I.D. Chamfering & Profiling
- I.D. Grooving
Обрабатываемый материал
P
Steel
M
Stainless Steel
K
Cast Iron
N
Non-Ferrous
S
High-Temp Alloys
H
Hardened Materials
{{name}}
{{#if ../commerceEnabled}}
{{#if purchasable}}
Цена по прейскуранту:
Скидка: %
Ваша цена::
/упаковка. (упаковка из )/каждый.
Войдите в систему, чтобы увидеть цену
{{#if replacementProductUrl}}
Замена
Данный товар недоступен
Продукция для замены {{replacementProductCode}}
Данный товар можно приобрести у дистрибьютора
{{/if}}
Кол-во
Продается в упаковке из
Извините! У нас нет такого количества в наличии. Сегодня у нас есть только:
Сегодня у нас есть только:
Корректируется в соответствии с минимальным размером упаковки.
{{/if}}
{{/if}}
{{/each}}
Со стороны станка
загрузка…
Со стороны заготовки
загрузка…
- Совместимые детали
Поддержка
Купить
Купить товары с фирменной символикой Kennametal
Найти нас на Ariba
Вакансии
✉ Оставайтесь на связи
⤓ приложение NOVO
Найдите замену устаревшим инструментам
© 2022
Terms & Conditions of Use
| Conditions of Sale
| Data Privacy Policy
Kennametal Inc. 525 William Penn Place Suite 3300, Pittsburgh, PA 15219
Найти решение
Избранное
Найти ближайшего дистрибьютора
Чат
Поддержка
Каталоги
Please adjust the following properties from
Номер по каталогу ISO
Номер по каталогу ANSI
to find similar products.
Совместимость решений
Вы собираетесь создать дубликат .
Хотите продолжить?
Вы собираетесь удалить
Хотите продолжить?
Как вы хотите переименовать ?
Фамилия
Введите действительное имя
Введите имя дубликата
Введите имя дубликата
Введите действительное имя
Вы собираетесь добавить на страницу «Мои решения». Хотите продолжить?
Create Name
Введите действительное имя
Отправить копию
Кому:
Введите действительный адрес электронной почты
Решение Фамилия:
Введите действительное имя
Оборудование для точения шейки — Оправки для точения шейки — Твердосплавные оправки для точения шейки
Оборудование для точения шейки — Оправки для точения шейки — Твердосплавные оправки для точения шейки — Инструмент PMA
Поиск
Токарные оправки с твердосплавной шейкой
Сортировать по:
Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице:
812162040100
Столбцы:
1
2
3
4
6
Добавить в корзину
Быстрый просмотр
Смазка для токарной обработки шейки инструмента PMA (4 унции)
Инструмент PMA
Сейчас:
6,95 долларов США
Теперь 4 унции.
 !!!
!!!
Наша смазка для токарной обработки шейки отлично работает как с оправками из нержавеющей стали, так и с твердосплавными оправками. Действуя одновременно как смазка и охлаждающая жидкость, это масло обеспечивает гладкость токарной оправки и не капает, как другие. 3 унции бутылка с откидной крышкой, приятная пряность…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
6,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
24 кал. Твердосплавная шейка, токарная оправка 6 мм
Инструмент PMA
Сейчас:
$59,95
Твердосплавные токарные оправки PMA (PCM-10xx)
При правильном обращении и обслуживании оправки из нержавеющей стали (в частности, из нержавеющей стали 17-4) сохранят свой размер и отделку в течение многих лет при нормальном использовании, удовлетворяя потребности большинства перегрузчиков. Это…
Это…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
59,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
30кал. Твердосплавная шейка, токарная оправка
Инструмент PMA
Сейчас:
$59,95
Твердосплавные токарные оправки PMA (PCM-10xx)
При правильном обращении и обслуживании оправки из нержавеющей стали (в частности, из нержавеющей стали 17-4) сохранят свой размер и отделку в течение многих лет при нормальном использовании, удовлетворяя потребности большинства перегрузчиков. Это существо…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
59,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
26кал.
 Токарная оправка с твердосплавной шейкой 6,5 мм
Токарная оправка с твердосплавной шейкой 6,5 ммИнструмент PMA
Сейчас:
$59,95
Твердосплавные токарные оправки PMA (PCM-10xx)
При правильном обращении и обслуживании оправки из нержавеющей стали (в частности, из нержавеющей стали 17-4) сохранят свой размер и отделку в течение многих лет при нормальном использовании, удовлетворяя потребности большинства перегрузчиков. Это…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
59,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
28 кал. Твердосплавная шейка, токарная оправка 7 мм
Инструмент PMA
Сейчас:
$59,95
Твердосплавные токарные оправки PMA (PCM-10xx)
При правильном обращении и обслуживании оправки из нержавеющей стали (в частности, из нержавеющей стали 17-4) сохранят свой размер и отделку в течение многих лет при нормальном использовании, удовлетворяя потребности большинства перегрузчиков. Это существо…
Это существо…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
59,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
22 кал. Твердосплавная шейка, токарная оправка
Инструмент PMA
Сейчас:
$59,95
Твердосплавные токарные оправки PMA (PCM-10xx)
При правильном обращении и обслуживании оправки из нержавеющей стали (в частности, из нержавеющей стали 17-4) сохранят свой размер и отделку в течение многих лет при нормальном использовании, удовлетворяя потребности большинства перегрузчиков. Это существо…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
59,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
20кал.
 Твердосплавная шейка, токарная оправка
Твердосплавная шейка, токарная оправкаИнструмент PMA
Сейчас:
$59,95
Твердосплавные токарные оправки PMA (PCM-10xx)
При правильном обращении и обслуживании оправки из нержавеющей стали (в частности, из нержавеющей стали 17-4) сохранят свой размер и отделку в течение многих лет при нормальном использовании, удовлетворяя потребности большинства перегрузчиков. Это существо…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
59,95 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
33 кал. Твердосплавная шейка, токарная оправка
Инструмент PMA
Сейчас:
$59,95
Токарные оправки с твердосплавной шейкой PMA (PCM-10xx)
При правильном обращении и обслуживании оправки из нержавеющей стали (в частности, из нержавеющей стали 17-4) сохранят свой размер и отделку в течение многих лет при нормальном использовании, удовлетворяя потребности большинства перегрузчиков. Это существо…
Это существо…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
59,95 $
Итого:
Добавить в корзину
Нет в наличии
Быстрый просмотр
25кал. Твердосплавная шейка, токарная оправка
Инструмент PMA
Сейчас:
$59,95
Твердосплавные токарные оправки PMA (PCM-10xx)
При правильном обращении и обслуживании оправки из нержавеющей стали (в частности, из нержавеющей стали 17-4) сохранят свой размер и отделку в течение многих лет при нормальном использовании, удовлетворяя потребности большинства перегрузчиков. Это существо…Кол-во в корзине:
0Цена:
Сейчас:
$59,95
Итого:
Нет в наличии
Добавить в корзину
Быстрый просмотр
27кал.
 Твердосплавная шейка, токарная оправка
Твердосплавная шейка, токарная оправкаИнструмент PMA
Сейчас:
$59,95
Твердосплавные токарные оправки PMA (PCM-10xx)
При правильном обращении и обслуживании оправки из нержавеющей стали (в частности, из нержавеющей стали 17-4) сохранят свой размер и отделку в течение многих лет при нормальном использовании, удовлетворяя потребности большинства перегрузчиков. Это существо…Кол-во в корзине:
0Количество:
Цена:
Сейчас:
59,95 $
Итого:
Добавить в корзину
Нет в наличии
Быстрый просмотр
17кал. Твердосплавная шейка, токарная оправка
Инструмент PMA
Сейчас:
$59,95
Твердосплавные токарные оправки PMA (PCM-10xx)
При правильном обращении и обслуживании оправки из нержавеющей стали (в частности, из нержавеющей стали 17-4) сохранят свой размер и отделку в течение многих лет при нормальном использовании, удовлетворяя потребности большинства перегрузчиков. Это существо…
Это существо…Кол-во в корзине:
0Цена:
Сейчас:
$59,95
Итого:
Нет в наличии
Добавление товаров в корзину
Просмотр корзины
Продолжить покупки
Оправки для ручек
Оправка для пера Pro | ||||||||||||
Оправки для ручек используются специально для точения ручек на токарном станке и необходимы для процесса точения ручек. Pen Mandrel Pro оснащен прецизионно обработанным стальным валом, который удерживается на вашем токарном станке для точного вращения пера при использовании в сочетании с вращающимся центром (не входит в комплект). № 7745 включает оправку с конусом Морзе № 1 для использования с токарным станком с конусом Морзе № 1, вал оправки 7 мм и гайку с шарниром. № 7746 включает оправку с конусом Морзе № 2 для использования с токарным станком с конусом Морзе № 2, вал оправки 7 мм и гайку с шарниром. | ||||||||||||
Жители Калифорнии: | ||||||||||||
| ||||||||||||
 Так как Pen Mandrel Pro имеет конус Морзе на конце, нет необходимости в сверлильном патроне! Он подходит непосредственно к конусу Морзе на токарном станке. Еще одной уникальной особенностью Pen Mandrel Pro является латунный компрессионный фитинг. Фитинг позволяет обтачивать более короткие заготовки без использования деревянной прокладки. Просто наденьте фитинг на вал прецизионного станка и затяните фитинг в нужном месте для заготовки ручки.
Так как Pen Mandrel Pro имеет конус Морзе на конце, нет необходимости в сверлильном патроне! Он подходит непосредственно к конусу Морзе на токарном станке. Еще одной уникальной особенностью Pen Mandrel Pro является латунный компрессионный фитинг. Фитинг позволяет обтачивать более короткие заготовки без использования деревянной прокладки. Просто наденьте фитинг на вал прецизионного станка и затяните фитинг в нужном месте для заготовки ручки.Оправки для ручек 7 мм | ||||||||||||
Эта оправка для ручек, способная удерживать два ствола одновременно, представляет собой доступную оправку для ручек, которая изготовлена с высокой точностью и будет работать правильно. Особенности:
| ||||||||||||
Жители Калифорнии: | ||||||||||||
| ||||||||||||
 Компрессионный фитинг действует как регулируемый «упор», добавляя универсальности, позволяя устанавливать стволы одинарного или нестандартного размера. Не гарантируется, что эта оправка будет принимать втулки от других марок оправок для ручек. Включает компрессионный фитинг, латунную стяжную гайку. Втулки в комплект не входят.
Компрессионный фитинг действует как регулируемый «упор», добавляя универсальности, позволяя устанавливать стволы одинарного или нестандартного размера. Не гарантируется, что эта оправка будет принимать втулки от других марок оправок для ручек. Включает компрессионный фитинг, латунную стяжную гайку. Втулки в комплект не входят.Набор оправок Pro Pen MT2 | ||||||||
Прошли времена токарной обработки со смещением от центра и необходимость использования прокладок для более коротких проектов. Просто ослабьте гайку цанги, сдвиньте оправку на нужную длину и снова затяните; это так просто! Оправка Whiteside Pro Pen также оснащена конусом Морзе № 2, который лучше подходит к конусу на передней бабке токарного станка. Патрон включает MT № 2 и имеет длину 5-5/16 дюймов. Оправка имеет диаметр 0,246 дюйма и длину 7-1/2 дюйма.
| ||||||||
Жители Калифорнии: | ||||||||
| ||||||||
 Система Whiteside Pro Pen Mandrel включает в себя аналогичную технологию, используемую на самых современных станках с ЧПУ. Эта технология позволяет превосходно удерживать оправку, а также обеспечивает быструю и легкую регулировку для различной длины различных комплектов.
Система Whiteside Pro Pen Mandrel включает в себя аналогичную технологию, используемую на самых современных станках с ЧПУ. Эта технология позволяет превосходно удерживать оправку, а также обеспечивает быструю и легкую регулировку для различной длины различных комплектов. P65Warnings.ca.gov.
P65Warnings.ca.gov.Центр прецизионной оправки | ||||||||||||
Возникли проблемы с изгибом или искривлением оправки и спутыванием точки на приводном центре? Чем Pen Mandrel Saver идеально подходит для вас! Оправки имеют тенденцию изгибаться или изгибаться, когда центр задней бабки затягивается в оправку. Этот подвижный центр хвостовой части избавляет вас от этого, так как ваша оправка теперь будет проходить через полый подвижный центр. Втулки прижимаются к центру практически без давления на вал оправки. Особенности:
| ||||||||||||
Жители Калифорнии: | ||||||||||||
| ||||||||||||
 Сборка трубки и втулки затягивается поворотом регулировочного колеса пиноли задней бабки.
Сборка трубки и втулки затягивается поворотом регулировочного колеса пиноли задней бабки.Предыдущая страница
Токарные оправки и центры | Токарные инструменты
Распродажа
Перетащите товары сюда, чтобы купить
Товар добавлен в вашу корзину
Проверить
Скидка 30%
Mix Match с PenKits
Набор для сигар PENCIL, хром
Скидка 29%
Mix Match с PenKits
Набор ручек Le Roi Elegant Pen V2 — хром и черный хром
Скидка 20%
Mix Match с PenKits
Набор ручек для сигар, золотой
Скидка 20%
Mix Match с PenKits
Набор ручек для сигар, хром
Скидка 20%
Mix Match с PenKits
Набор ручек для сигар, цвет оружейной стали
Скидка 20%
Mix Match с PenKits
Набор ручек для сигар, черный хром
Новинка!
Скидка 20%
Mix Match с PenKits
Набор ручек для сигар – медь
Новинка!
Скидка 20%
Mix Match с PenKits
Набор ручек для сигар, матовое золото
- Все товары в продаже
- Дом
- Инструменты
- Оправки и центры
Оправки и центры для вашего токарного станка.
Товары:
1–51 из 51
Показать:
51
51
102
204
408
816
Перетащите товары сюда, чтобы купить
Товар добавлен в вашу корзину
Проверить
Еще нет рейтинга
Оправка без ключа MT#2
- 21,95 $
Скидка 27%
Еще нет рейтинга
Pen Mandrel Saver — выберите версию
- 23,95 $
Центр задней бабки с углом поворота 60 градусов — #2MT
- 19,95 $
Еще не оценено
Коническая отвертка Морзе Berea (оправка) — выберите версию
- 14,62 $
Еще нет рейтинга
Berea Precision Pen Оправка
Еще нет рейтинга
Латунная гайка с накаткой для вала прецизионной оправки (Berea)
Еще не оценено
Оправка для бутылочной пробки, большая 1 дюйм
Еще нет рейтинга
Центр перьев Precision Machine — 2 MT
- 29,95 $
Макси-оправка с конусом Морзе: 2 открытых 7/8-дюймовых ключа для закрытия цангового зажима на макси-оправке
Еще нет оценки
Оправка для бутылочной пробки — 5/8-дюймовая стойка/штопор
Еще нет рейтинга
Макси-оправка с конусом Морзе (регулируемая длина) — MT2
- 19,95 $
Еще нет рейтинга
Сменный стержень оправки для систем оправки ELC и FLC
Еще не оценено
Система патронов для бутылочных пробок — с набором метчиков
- 24,95 $
Еще нет рейтинга
Винтовой патрон для пробки бутылки (PSI) — 1 дюйм x 8 шагов на дюйм
- 12,95 $
Базовая оправка — #2 MT
- 18,95 $
Еще не оценено
Система токарной оправки между центрами — #2MT
- 32,95 $
Система токарной оправки между центрами — #1MT
- 32,95 $
Еще нет рейтинга
Система поворотных оправок между центрами — мастерская
- 32,95 $
Еще нет рейтинга
Оправка для бутылочной пробки — 3/4 дюйма, мини
Еще нет рейтинга
Super Drive Center #2 MT — коронка 1 дюйм
- 24,95 $
Еще нет рейтинга
Центр задней бабки – #2 MT
- 21,95 $
Еще нет рейтинга
Переходник для зажимного патрона задней бабки — #2 MT
- 39,95 $
Еще нет рейтинга
Набор приводных центров для токарных станков #2MT — 4 шт.

- 44,95 $
Еще нет рейтинга
Набор центров многоцилиндрового привода — 7 шт.
- 69 $.95
Скидка 34%
Еще нет рейтинга
Центр задней бабки – #1 MT
- 21,95 $
Еще нет рейтинга
Центр задней бабки с углом поворота 60 градусов — #1MT
- 22,95 $
Еще не оценено
Центр вращающейся задней бабки Super Drive — #2MT — диаметр 3/4 дюйма
- 49,95 $
Еще нет рейтинга
Центр вращающейся задней бабки Super Drive — #1MT
- 42,95 $
Еще нет рейтинга
Мини-центр с 4 зубцами — #2MT
- 14,95 $
Еще нет рейтинга
Сверлильный патрон с приводной задней бабкой — 1/2 дюйма — #2MT
- 39,95 $
Еще нет рейтинга
Сверлильный патрон с креплением на переднюю бабку
- 34,95 $
Еще нет рейтинга
Оправка для изготовления колец Ring Crafters — размер 4–8,5
- 28,95 $
Еще нет рейтинга
Профессиональная кольцевая оправка — половинный размер 4,5–8,5
- 44,95 $
Еще нет рейтинга
Профессиональная кольцевая оправка — полноразмерная 9–14
- 44,95 $
Еще нет оценки
Профессиональная кольцевая оправка — половинный размер 9,5–13,5
- 44,95 $
Еще нет рейтинга
Набор профессиональных кольцевых оправок — половинные размеры 4,5–13,5 — 2 шт.

- 89,90 $
На 10% меньше
Еще нет рейтинга
Набор профессиональных кольцевых оправок — полноразмерные 4–14 — 2 шт.
- 89,90 $
На 10% меньше
Еще нет рейтинга
Набор профессиональных кольцевых оправок — полные и половинные размеры 4–9 — 2 шт.
- 89,90 $
На 10% меньше
Еще нет рейтинга
Набор профессиональных кольцевых оправок — полные и половинные размеры 9-14 — 2 шт.
- 89,90 $
На 10% меньше
Еще нет рейтинга
Набор из 4 профессиональных оправок для колец — полные и половинные размеры 4–14
- 179,80 $
На 10% меньше
Еще нет рейтинга
Оправка для изготовления колец Ring Crafters — размер 9-13
- 28,95 $
Еще нет рейтинга
Набор оправок для изготовления колец Ring Crafters — размеры 4–13 — 2 шт.

- 52,25 $
На 10% меньше
Еще нет рейтинга
Профессиональная кольцевая оправка — полноразмерная 4-9
- 44,95 $
Еще нет рейтинга
Оправка с закрытым концом большого захвата и принадлежности — #2MT
- 34,95 $
Еще нет рейтинга
Переходник для шлифовального шаблона со смещением
Еще нет рейтинга
Универсальная оправка с втулкой — 1″-8 TPI
- $18,99
Еще нет рейтинга
Универсальная оправка с втулкой — 1,25″-8 TPI
- 18,99 $
Еще нет рейтинга
Универсальная оправка с конусом Морзе с втулкой — MT2
- 18,99 $
Еще нет оценки
Подвижная центральная оправка
- 11,98 $
Еще нет рейтинга
Универсальная металлическая втулка оправки — 1-дюймовый резной молоток
Еще нет рейтинга
Оправка ручки 5 мм — MT#1
- 22,95 $
Новинка!
Что нового?
Марки
алюмилит
Легкие деревянные инструменты
Пенн Стейт Индастриз
Реактивное оборудование и инструменты
Дайаком
Пигменты для глаз
Все бренды
Развальцовочные и токарные оправки | Форум дальней охоты
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
-
Автор темы
Polaris_Doc -
Дата начала
Помогите поддержать Форум охоты на дальних дистанциях
Стать участником поддержки
Polaris_Doc
Известный член
#1
Итак, я хочу начать использовать оправки для определения размера внутренней части моих шеек, а не просто использовать штампы Redding типа S. Я заметил некоторые несоответствия в силе посадки и концентричности на заряженных патронах. Я отжигаю свою латунь после каждого обжига с помощью отжигателя AMP. Я использую втулки Redding TiN, так что я могу переключать SAC после наблюдения за тем, как их втулки имеют почти нулевое биение.
Я заметил некоторые несоответствия в силе посадки и концентричности на заряженных патронах. Я отжигаю свою латунь после каждого обжига с помощью отжигателя AMP. Я использую втулки Redding TiN, так что я могу переключать SAC после наблюдения за тем, как их втулки имеют почти нулевое биение.
Должен ли я использовать токарные оправки с диаметром пули на 0,002 меньше или расширяющиеся на 0,001 меньше? Я предполагаю, что 0,003 под втулками, тогда токарные оправки 0,002 под отжигом и не так сильно пружинят? Могу я попросить кого-нибудь из более знающих парней, чем я, присоединиться сюда? Заранее спасибо.
Марка М.
Известный член
#2
Я работаю со своими гильзами, выбросил цанговый штамп Lee, затем мой расширительный стержень, в итоге я получил натяжение 0,0015, и толщина шейки очень постоянна во всем
QuietTexan
Известный член
#3
Это отличный план для начала опробования оправки. Если вы хотите углубиться, покупка пары микрофонов поможет вам сузить выбор размера втулки и размера оправки. Я не уверен, что вы заметите большую разницу, если просто добавите оправку, особенно если вы используете кнопку изменения размера, прилагаемую к штампу. Если вы этого не делаете и используете втулку только для уменьшения размера, вы можете увидеть разницу.
Другими важными факторами для снижения колебаний давления при посадке являются чрезмерное изменение толщины шейки гильзы и размер шейки, которую вы измеряете. Вы можете попробовать уменьшить размер шейки или проверить латунь на наличие чрезмерных отклонений толщины, прежде чем добавлять новую оправку в процесс.
ланцеткенион
Известный член
#4
Попробуйте оба варианта. Используйте то, что лучше всего подходит для точности и ES после тестирования.
Polaris_Doc
Известный член
#5
QuietTexan сказал:
Это отличный план для начала оправки.
Если вы хотите углубиться, покупка пары микрофонов поможет вам сузить выбор размера втулки и размера оправки. Я не уверен, что вы заметите большую разницу, если просто добавите оправку, особенно если вы используете кнопку изменения размера, прилагаемую к штампу. Если вы этого не делаете и используете втулку только для уменьшения размера, вы можете увидеть разницу.
Другими важными факторами для снижения колебаний давления при посадке являются чрезмерное изменение толщины шейки гильзы и размер шейки, которую вы измеряете. Вы можете попробовать уменьшить размер шейки или проверить латунь на наличие чрезмерных отклонений толщины, прежде чем добавлять новую оправку в процесс.
Нажмите, чтобы развернуть…
Забыл упомянуть, но да, я поворачиваю шею, чтобы устранить выступы, и использую микрометры для получения точных измерений. Но я полагаю, что если я не найду кого-то с автоматическим DOD, который будет взимать небольшую плату за то, чтобы вывернуть внутреннюю и внешнюю части шеек, тогда я надеюсь, что оправка после втулки вытолкнет расхождения, а втулка вытолкнет их внутрь.
У меня на подходе v4, и я подумал, что последним кусочком головоломки будет AMP Press. Вероятно, это был бы самый простой способ избавиться от флаеров, отбраковав те, которые не занимают места в чартах.
Дикая Роза
Известный член
#6
Если вы еще этого не сделали, выравнивание шеи путем поворота шеи будет действительно большим подспорьем в достижении постоянного напряжения шеи. Независимо от того, что вы делаете, расширяя горловину, в камере остается ограниченное пространство, и «круглые горлышки, которые толще в одной области, чем в других, создают множество проблем, включая проблемы с концентричностью». 0003
0003
Что касается типа, оба имеют свои преимущества и недостатки, выберите один и, как сказал Лэнс, проверьте свои результаты, если вы недовольны, попробуйте другой.
QuietTexan
Известный член
#7
Ну ладно, другое время разговора Учитывая, что вы такой же ценитель чрезмерно чрезмерного снаряжения для перезарядки… (люблю мой V4, я уверен, что вы тоже)
На каком калибре ты это делаешь? Меньшие калибры имеют меньшее напряжение для работы в целом, чем большие. На моей винтовке калибра 6,5 см я использовал втулку -.002 / оправку +.001, то есть вторую оправку вверху, которая фактически открывает шейку. Мои новые штифтовые калибры в попытке сделать это измерение более точным.
На моей винтовке калибра 6,5 см я использовал втулку -.002 / оправку +.001, то есть вторую оправку вверху, которая фактически открывает шейку. Мои новые штифтовые калибры в попытке сделать это измерение более точным.
Возможно, вы пытаетесь использовать уже имеющиеся оправки, но взгляните на оправки 21st Century или K+M — вы можете заказать их с шагом 0,0005 дюйма и выбрать оптимальный размер вместо того, чтобы ограничиваться — Токарные оправки .002 или -.001 В долгосрочной перспективе В ближайшей перспективе попробуйте обе токарные оправки и посмотрите, влияет ли какая-либо из них на цель по сравнению с втулкой, которую вы используете сейчас
Я согласен на AMP-пресс. Я очень жду возможности сравнить его с силовым пакетом K+M.
Polaris_Doc
Известный член
#8
Мне нужно проверить их, так как я согласен, что шаг 0,0005 был бы лучше, чем 001. На самом деле у меня сейчас нет оправок, и я хочу получить нужную вещь с первого раза, а не покупать дважды. .
Основ 20бр, 243, 6бр, 6гт, 6.5см, 7саум, 30см, 30бр. И я уверен, что со временем я дополню этот список. Сначала начнем с 6gt и 6,5 см.
Я абсолютно уверен, что пресс AMP станет последней частью головоломки, но я не стреляю F-классом или чем-то более конкурентоспособным, чем PRS (на данный момент), поэтому я действительно не могу оправдать эти расходы прямо сейчас. После прочтения обо всех испытаниях и научных исследованиях, связанных с отжигом AMP, я был абсолютно убежден.
Тихий Техас
Известный член
#9
Ах, мой плохой, я думал, что у вас есть токарные и разжимные оправки, так как вы скользили точеные шейки.
30BR может быть лучшим местом для начала, так как он должен показать наибольшее влияние изменений размера грифа. Я купил набор калибров от 21st Century для калибра 6,5 мм, цена немного отстойная, но это все, что мне было нужно для работы над процессом. Я до сих пор использую токарные оправки Sinclair диаметром 6 мм, пока не получу лучшую раскрутку ствола.
Polaris_Doc
Известный член
#10
Ну, не знаю, как этот пойдет на это испытание. Это 330-й патронник, поэтому шейки повернуты на 0,010 для 328-го калибра. Не так много работы, и грифы становятся довольно мягкими после отжига. Забавный пистолет, который определенно превращает собак в суп!
Тихий Техас
Известный член
#11
Ха-ха, честно, да, может быть, выбери тот, который поможет тебе немного подвинуть медь. Недавно был тред, в котором Алекс Уилер рассказывал о том, как сдвинуть грифы вниз на 0,007 дюйма и получить хорошие результаты, так что возьмите все, что у вас есть, и начните с него, чтобы посмотреть, что может произойти.
Недавно был тред, в котором Алекс Уилер рассказывал о том, как сдвинуть грифы вниз на 0,007 дюйма и получить хорошие результаты, так что возьмите все, что у вас есть, и начните с него, чтобы посмотреть, что может произойти.
Белебов
Известный член
#12
Набор расширителей 21st Century, о котором упоминала QuietTexan, готов к работе.
Чуть более дешевый вариант, но при этом качественный.
нтскд
Известный член
№13
Polaris_Doc сказал:
Мне нужно проверить их, так как я согласен, что шаг 0,0005 был бы лучше, чем 001. На самом деле у меня сейчас нет оправок, и я хочу получить то, что нужно с первого раза, вместо того, чтобы покупать дважды.
В основном 20бр, 243, 6бр, 6гт, 6.5см, 7саум, 30см, 30бр. И я уверен, что со временем я дополню этот список. Сначала начнем с 6gt и 6,5 см.
Я абсолютно уверен, что пресс AMP станет последней частью головоломки, но я не стреляю F-классом или чем-то более конкурентоспособным, чем PRS (на данный момент), поэтому я действительно не могу оправдать эти расходы прямо сейчас. После прочтения обо всех испытаниях и научных исследованиях, связанных с отжигом AMP, я был абсолютно убежден.Нажмите, чтобы развернуть…

Если вы еще не приобрели какие-либо инструменты для развальцовки, я предлагаю обратить внимание на систему Porter’s Precision. В нем используются штифты стандартного калибра для оправок и стандартные цанги станков серии ER и цанговые гайки. Таким образом, вы не привязаны к какому-либо конкретному производителю оправки. и можете купить штифты и цанги у любого поставщика механического цеха (MSC-Direct, Travers и McMaster являются простыми онлайн-источниками), и они поставляются с сертификатом, так что вы можете знаю булавка имеет тот размер, на который она заявлена.
Стив Бертон
Ранее «Джекмонки»
№14
Я сам начал копаться в этой кроличьей норе, поэтому я поделюсь тем, что я узнал на данный момент. Это относится к моему заводскому варминту Rem 700 SPS в 308 Win, который я использую для PRS.
Я использую латунь Lapua LRP. Я не поворачиваю шею, потому что знаю, что шея довольно постоянна на уровне 0,015.
Я отжигаю после каждого обжига.
Я использую матрицу для втулок Redding FL с втулкой из нитрида титана 0,333. Это уменьшит шейки до внутреннего диаметра 0,303, что я проверил с помощью щупов.
Я использую оправку 0,307 от PMA. Он измеряет шейки до 0,306, что я также проверил с помощью штифтовых калибров. Я зарядил таким образом сотни патронов, и каждый кусок латуни, который я проверял, оказался на высоте.
Мой заряд дает мне ES 9 и SD 3, и я обычно делаю 5 выстрелов в 0,4 MOA
Пока я очень доволен результатами, но признаю, что хочу попробовать некоторые втулки SAC и Оправки века. Мне просто трудно оправдать расходы, когда мой процесс работает так хорошо прямо сейчас.
Мне просто трудно оправдать расходы, когда мой процесс работает так хорошо прямо сейчас.
Раньше я поворачивал гриф и играл с размерами втулок, только с размером грифов и т. д. Я чувствую, что оправка более постоянна, и матрица с втулкой FL не работает с шейкой так сильно, как матрица FL. Один трюк, который я делаю, это оставить оправку немного свободной в держателе так же, как вы устанавливаете втулки. Я думаю, что это будет лучше совпадать с грифом и вызывать меньшее биение. Это действительно так работает? Я понятия не имею, но это делает меня счастливым.
Делиться:
Реддит
Пинтерест
Тамблер
WhatsApp
Эл. адрес
Делиться
Ссылка на сайт
Разжимные оправки….. необходимы?
- Стрелок из Кридмура
23
- Ответы
- 32
- просмотров
- 6К
340PR
Вчера случайно получил два новых инструмента и немного узнал о разжимных оправках
- нтскд
- Ответы
- 6
- просмотров
- 2К
ntsqd
Оправки
- Тройной BB
- Ответы
- 7
- просмотров
- 817
Тройной BB
Токарная обработка шейки по сравнению с развёртыванием
- Орегонский
- Ответы
- 4
- просмотров
- 1К
Микекр
Оправки Sinclair
- 6пакзак
345
- Ответы
- 59
- просмотров
- 6К
QuietTexan
Порох Внимание!
- Последнее: Хизер
Охота и стрельба на дальние дистанции
2022 Мясной столб
- Последнее: стрелок из Кридмура
Охота и стрельба на дальние дистанции
правый дроссель для охоты на уток
- Последний: OldElkHunter1961
Охота на водоплавающих птиц
Ф
Какой 22cal вы бы построили?
- Последнее: Флойд Киттрелл
Охота и стрельба на дальние дистанции
М
Насколько вас беспокоят шутки с оружием в книгах?
- Последнее: Майк Маттесон
Охота и стрельба на дальние дистанции
Верх
Специальные аксессуары для удочек RodDancer
|
|
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||
 компания Mud Hole Custom Tackle, Inc. успешно завершила сделку по приобретению RodDancer Fishing Products и ее брендов, которые будут объединены в продуктовое предложение ProProducts. Этот переход будет плавным без каких-либо перебоев в поставках дистрибьюторам и клиентам.
компания Mud Hole Custom Tackle, Inc. успешно завершила сделку по приобретению RodDancer Fishing Products и ее брендов, которые будут объединены в продуктовое предложение ProProducts. Этот переход будет плавным без каких-либо перебоев в поставках дистрибьюторам и клиентам.

 790.7637 или по электронной почте:
790.7637 или по электронной почте: HAHN+KOLB Интернет-магазин инструментов и оборудования для мастерских
Режущие и сверлильные инструменты, зажимные технологии, измерительные и испытательные технологии, инструменты общего назначения, промышленная безопасность, шлифовальные технологии, электроинструменты, оборудование для мастерских + грузоподъемные механизмы
Группа HAHN+KOLB является одним из ведущих поставщиков услуг в области режущих инструментов, инструментов общего назначения, измерительных и испытательных технологий, техники безопасности, индивидуальных системных решений и комплектного оборудования для мастерских. Будь то дрели, фрезы, молотки, спиральные сверла, сменные пластины, устройства для предварительной настройки, концевые калибры-пробки, верстаки, пружинные балансиры, тиски или трапециевидные метчики.
Наш ассортимент состоит из сотен брендов известных производителей, таких как ATORN, ORION, AUTOSTAT, MULTIFIX, MAHR, JFA, SYLVAC, TESA, STAHLWILLE, HAZET, GEDORE, AMF, WIHA, KNIPEX, 3M, RÖHM, SCHUNK, BOSCH , MAKITA, METABO или FETRA. У нас есть подходящие инструменты для каждого приложения. HAHN+KOLB специализируется на механической обработке, заводском оборудовании, инструментах общего назначения и электроинструментах. В нашем онлайн-ассортименте более 100 000 товаров, большая часть которых постоянно находится на складе.
У нас есть подходящие инструменты для каждого приложения. HAHN+KOLB специализируется на механической обработке, заводском оборудовании, инструментах общего назначения и электроинструментах. В нашем онлайн-ассортименте более 100 000 товаров, большая часть которых постоянно находится на складе.
ATORN — Производительность требует качества
ATORN предлагает широкий ассортимент продукции, надежное качество и возможность доставки в любое время. С ATORN мы предлагаем вам более 30 000 артикулов из области буровых инструментов, фрезерных инструментов, токарных инструментов, шлифовальных инструментов и режущих инструментов, измерительного оборудования, потребностей мастерских и оборудования.
Будь то тиски ATORN, концевые фрезы ATORN или устройства для предварительной настройки инструмента ATORN. С нашим ассортиментом продукции ATORN мы являемся вашим надежным партнером и предлагаем вам основу для оптимального использования ваших навыков каждый день. Вот почему мы используем только материалы самого высокого качества для нашей линейки ATORN. Для всех инструментов ATORN мы применяем все наши производственные ноу-хау — и все это с лучшим соотношением цены и качества.
Для всех инструментов ATORN мы применяем все наши производственные ноу-хау — и все это с лучшим соотношением цены и качества.
Инструменты и оборудование от HAHN+KOLB
В HAHN+KOLB у нас есть почти все основные инструменты для вашей мастерской или производства. Вам нужны отвертки, динамометрические ключи или различные ручные инструменты? В HAHN+KOLB вы найдете такие бренды, как ATORN, GEDORE, HAZET, STAHLWILLE, AMF, KNIPEX или WIHA.
Для резки, сверления и зажима у нас есть все типы спиральных сверл, моноблочных фрез, накатных инструментов в соответствии с DIN 82, сверлильные патроны или трехкулачковые патроны от ATORN, ORION, WIDIA, HILMA, ALBRECHT или RÖHM.
Для шлифовальных и полировальных инструментов у нас есть все абразивы, напильники, инструменты для черновой обработки, хонинговальные инструменты, разделительные составы и полировальные средства на складе.
Если вам нужны электроинструменты, у нас есть все распространенные дрели, отвертки, аккумуляторы, электроинструменты, аспирационные и пневмоинструменты от BOSCH, DREMEL, MAKITA, METABO, FEIN, BIAX или KÄRCHER.
Вам нужно оборудование для мастерских? В HAHN+KOLB вы найдете огромный выбор верстаков, шкафов, транспортного оборудования, инструментальных тележек, а также светодиодных светильников от ATORN, HK, FETRA, ZARGES, SORTIMO или PIG.
Для получения индивидуальных решений и особых запросов вы также можете обращаться в наши специализированные отделы.
Комплексная служба HAHN+KOLB
HAHN+KOLB предлагает широкий спектр услуг, а также широкий спектр услуг. Независимо от того, для области продукта и инструмента или в послепродажном обслуживании.
Чтобы ваши инструменты всегда были полностью исправны, мы предлагаем вам наши услуги по ремонту, переточке и повторной калибровке.
Свяжитесь с нашими специалистами из отдела послепродажного обслуживания. Вам нужна техническая консультация по одному из наших продуктов? Свяжитесь с одним из наших специализированных отделов в области общих инструментов, измерительных технологий, испытательных технологий, технологий резки, зажимных технологий или оборудования для мастерских.
HAHN+KOLB Решения для электронного бизнеса
Вас интересуют идеально скоординированные системные решения, такие как OCI, EDI или электронные каталоги?
Начните экономить время и деньги прямо сейчас! Как клиент HAHN+KOLB у вас есть возможность не только делать заказы в нашем интернет-магазине, но и напрямую обмениваться данными с нашей системой ERP. Это упрощает процесс закупок и значительно сокращает административные усилия. Таким образом, вы экономите время и затраты.
Благодаря прямому соединению, такому как интерфейс OCI, с нашим интернет-магазином, вы можете обмениваться корзинами покупок и данными о продуктах непосредственно с вашей системой ERP. EDI-подключение вашей системы управления товарами к нашей ERP-системе позволяет осуществлять электронный обмен подтверждениями заказов, заказами, уведомлениями об отгрузке и счетами-фактурами. Это уменьшает ваши ручные усилия и вероятность ошибок, и вы можете сэкономить время и деньги.
Вас интересуют индивидуальные электронные каталоги? Тогда запросите идеально адаптированный электронный каталог прямо сейчас.
