Теплопроводность меди: Свойства меди: плотность, теплоемкость, теплопроводность
Содержание
Сварка меди и медных сплавов
Сварка меди и ее сплавов
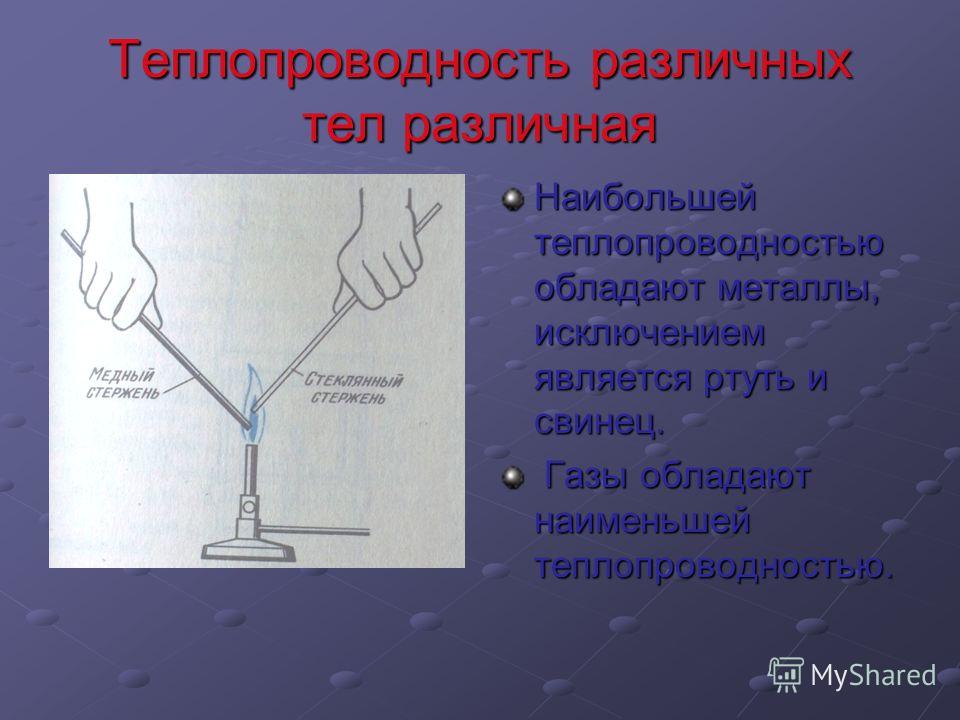
Свариваемость меди. Медь сваривается плохо из-за ее высокой теплопроводностью и повышенной склонности к образованию трещин при сварке.
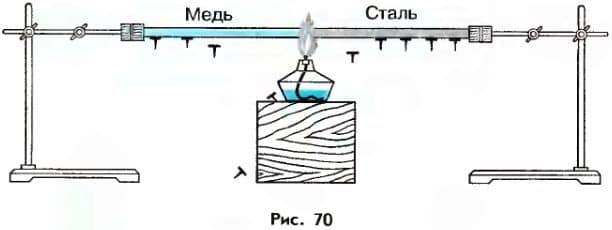
Теплопроводность меди при комнатной температуре в шесть раз больше теплопроводности технического железа, поэтому сварки меди и ее сплавов должна производиться с увеличенной погонной тепловой энергией, а во многих случаях с предварительным и сопутствующим подогревом основного металла.
При переходе из твердого состояния в жидкое медь выделяет большое количество теплоты (скрытая теплота плавления), поэтому сварочная ванна поддерживается в жидком состоянии более длительное время, чем при сварке стали. Повышенная водопровиднисть меди затрудняет ее сварки в вертикальном, горизонтальном и особенно в потолочном положениях.
Водород в присутствии кислорода делает негативное воздействие на свойства меди. Водород проникает в медь при повышенных температурах сварки, реагирует с кислородом оксида меди (Сu2О + 2Н Н2О + 2Сu), образует водяной пар, стремясь расшириться, приводит к появлению мелких трещин. Это явление при сварке меди называют «водородной болезнью». Если сваривать медь покрытыми медными электродами без подогрева свариваемого, (с быстрым охлаждением), то возникают горячие трещины.
Это явление при сварке меди называют «водородной болезнью». Если сваривать медь покрытыми медными электродами без подогрева свариваемого, (с быстрым охлаждением), то возникают горячие трещины.
Однако при сварке с подогревом, создает условия медленного охлаждения, водяной пар в большинстве случаев к затвердевания металла выходит наружу; небольшая часть водяного пара остается между слоем сварочного шлака и поверхностью металла шва. В результате этого поверхность металла шва после удаления еще горячего шлака становится неровной с мелкими углублениями, что можно избежать при очень медленном охлаждении шва и шлака.
Чем больше содержится кислорода в меди, сваривается, тем значительнее оказывается «водородная болезнь».
Примеси в меди мышьяка, свинца, сурьмы, висмута и серы затрудняют сварки. Они практически не растворяются в меди, не образуют с ней легкоплавкие химические соединения, что, находясь в свободном состоянии, располагаются по границам зерен и ослабляют межатомные связи. В результате под действием усадочной растягивающей силы, в процессе охлаждения сварного соединения образуются горячие трещины. Поэтому содержание каждой из вредных примесей (кислорода, висмута, свинца в меди и в сварочных материалах) не должно быть более 0,03%, а для особо ответственных сварных изделий — 0,01%.
В результате под действием усадочной растягивающей силы, в процессе охлаждения сварного соединения образуются горячие трещины. Поэтому содержание каждой из вредных примесей (кислорода, висмута, свинца в меди и в сварочных материалах) не должно быть более 0,03%, а для особо ответственных сварных изделий — 0,01%.
Коэффициент линейного расширения меди больше коэффициента линейного расширения железа, в связи с чем сварочные деформации при сварке конструкций из меди и ее сплавов не более, чем при сварке сталей.
Основные виды сварки меди плавлением: дуговая покрытыми электродами; дуговая порошковой проволокой, дуговая в газе, автоматическая дуговая под флюсом, плазменная сварка, газовая сварка и др..
Сварка меди покрытыми металлическими электродами дает удовлетворительное качество в случаях, если медь сваривается, содержит кислорода не более 0,01%. При содержании в меди кислорода в количествах более 0,03% сварные соединения имеют низкие механические свойства.
Для сварки меди применяют покрытые электроды марок К-100 (завод «Комсомолец»), ОМЗ-1 (опытный Московский завод) и др. . Состав электрода марки К-100 следующий: стержень из металла марки М1, покрытие — плавиковый шпат 12,5%, полевой шпат-15%, ферромарганец Мn1, Мn2 — 47,5%, кремнистая медь (73 — 75% меди , 23 — 25% кремния и другой примеси) — 25%.
. Состав электрода марки К-100 следующий: стержень из металла марки М1, покрытие — плавиковый шпат 12,5%, полевой шпат-15%, ферромарганец Мn1, Мn2 — 47,5%, кремнистая медь (73 — 75% меди , 23 — 25% кремния и другой примеси) — 25%.
Сварка ведут в нижнем положении постоянным током обратной полярности. При сварке листов толщиной более 6 мм требуется предварительный подогрев основного металла до 300 — 400 ° С.
Газовая сварка медных листов толщиной до 10 мм выполняется пламенем мощностью 150 дм3 ацетилена /ч на 1 мм толщины металла. Листы
большей толщины сваривают пламенем из расчета 200 дм 3 на 1 мм толщины металла. Сварка лучше делать одновременно двумя горелками с двух сторон восстановительным пламенем, для того чтобы не допускать образования в сварочной ванне оксидов меди. Сварки меди на вуглевоживаючим пламенем не допускаются, так как при этом образуются поры и трещины в шве вследствие образования СО2 и Н2О по реакциям: С + Сn2О-+ С2 + 2Сn; Н2 + Сn2ОН2О + 2Сn.
Шов заполняется за один слой. Многослойное газовая сварка вызывает перегрев металла и трещины в швах. Во избежание перегрева меди, сварки следует вести с высокими скоростями нагрева и охлаждения сварных соединений.
Многослойное газовая сварка вызывает перегрев металла и трещины в швах. Во избежание перегрева меди, сварки следует вести с высокими скоростями нагрева и охлаждения сварных соединений.
Металл толщиной до 2 мм сваривают встык без присадочного материала, при толщине 3 мм и более применяют скос кромок с углом обработки 90 ° и притуплением 1,5 — 2 мм. Толстые медные листы сваривают встык с разделкой кромок в вертикальном положении одновременно с двух сторон двумя горелками. Присадочный проволокой служит чистая медь или медь с содержанием раскислителей: фосфора — до 0,2% и кремния — до 0,15 — 0,30%. Проволока подбирают диаметрами от 1,5 до 8 мм в зависимости от толщины листов, свариваемых; проволока диаметром 8 мм употребляется для листов толщиной 15 мм и более.
Газовая сварка меди выполняется с флюсами, состоящие в основном из бури.
Высокое качество сварного соединения получают, применяя газофлюсового сварки, при которой порошкообразный флюс засасывается ацетиленом и подается непосредственно в пламя горелки от специальной установки КГФ-2-66.
Использование проковки металла шва (лучше околошовной металла) еще более улучшает механические свойства сварных соединений.
Сварка латуни. Латунь представляет собой сплав меди с цинком, температура плавления латуни 800-1000 С.
При дуговой сварке из латуни интенсивно испаряется цинк; расплавленный металл поглощает водород не успевает выделиться при затвердевании жидкого металла в сварочной ванне, в результате чего в шве образуются газовые поры. Водород попадает в сварочную ванну из покрытия, флюса или воздуха.
Сварка латуней покрытыми электродами находит ограниченное применение, в основном для исправления брака литья. Это объясняется сильным испарением цинка по сравнению прежде всего с газовой сваркой или дуговой под флюсом, или дуговой в защитном газе.
Для дуговой сварки латуни применяют электроды с покрытием вида ЗТ. Состав электрода следующий: стержень с кремниемарганцевои бронзы Бр КМЦ 3-1, содержащий 3% кремния и 1% марганца, покрытие с 17,5% марганцевой руды, 13% плавикового шпата, 16% серебристого графита, 32% ферросилиция 75%-ного , 2,5% алюминия в порошке. Сварка ведется постоянным током при обратной полярности короткой дугой с целью снижения выгорания цинка. От вытекания металла из сварочной ванны стык защищают прокаленной асбестовой подкладкой с обратной стороны стыка. При толщине листов до 4 мм разделки кромок такая же, как и для стали. После сварки шов проковывают, а затем обжигают при 600-650 ° С для выравнивания химического состава и придания металлу мелкозернистой структуры.
Сварка ведется постоянным током при обратной полярности короткой дугой с целью снижения выгорания цинка. От вытекания металла из сварочной ванны стык защищают прокаленной асбестовой подкладкой с обратной стороны стыка. При толщине листов до 4 мм разделки кромок такая же, как и для стали. После сварки шов проковывают, а затем обжигают при 600-650 ° С для выравнивания химического состава и придания металлу мелкозернистой структуры.
Сварка латуни можно выполнять угольным электродом на постоянном токе прямой полярности с применением флюса.
Сварка меди и медных сплавов. Характеристики и особенности
Металлургия медных сплавов и их свариваемость
Многие распространенные металлы сплавляются с медью для получения различных сплавов меди. Наиболее распространенные легирующие элементы это алюминий, никель, кремний, олово и цинк.
Другие элементы легируют медь в небольших количествах для улучшения некоторых характеристик материала, таких как устойчивость к коррозии и механической обработке.
Медь и ее сплавы делятся на девять основных групп.
Эти основные группы:
- Чистая медь, содержащая не менее 99,3% Cu
- Сплавы меди, содержащие до 5% легирующих элементов
- Медно-цинковые сплавы (латуни), которые содержат до 40% Zn
- Медно-оловянные сплавы (оловянно фосфористые бронзы), которые содержат до 10% олова и 0,2% P
- Медно-алюминиевые сплавы (алюминиевые бронзы), которые содержат до 10% Al
- Медно-кремниевые сплавы (кремниевая бронза), которые содержат до 3% Si
- Медно-никелевые сплавы, содержащие до 30% Ni
- Медно-цинково-никелевые сплавы (нейзильберы), которые содержат до 7% цинка и 18% Ni
- Специальные сплавы, которые содержат легирующие элементы для повышения свойств или характеристик, например, обрабатываемости
Многие медные сплавы имеют свои названия, такие как бескислородная медь (не менее 99,95% Cu), бериллиевая бронза (от 0,02 до 0,2% Be) и морская латунь (Cu40Zn).
В результате добавления в состав медного сплава хрома и циркония получается жаропрочный медный сплав БрХЦр (CuCrZr) применяемый для изготовления электродов для контактной и шовной сварки, а также контактных сварочных наконечников для горелок полуавтоматической MIG MAG сварки. Эти наконечники отличаются высокой износостойкостью.
Многие физические свойства медных сплавов имеют важное значение для сварочных процессов, такие как температура плавления, коэффициент теплового расширения, а также электро-и теплопроводность. Некоторые легирующие элементы значительно уменьшают электрическую и теплопроводность меди.
Влияние легирующих элементов на свариваемость меди
Некоторые легирующие элементы имеют выраженный эффект на свариваемость меди и медных сплавов. Небольшое количество летучих, токсичных легирующих элементов часто присутствуют в меди и ее сплавов. В результате, требования эффективной системы вентиляции для защиты сварщика или оператора сварочного робота или автоматической установки являются очень важными.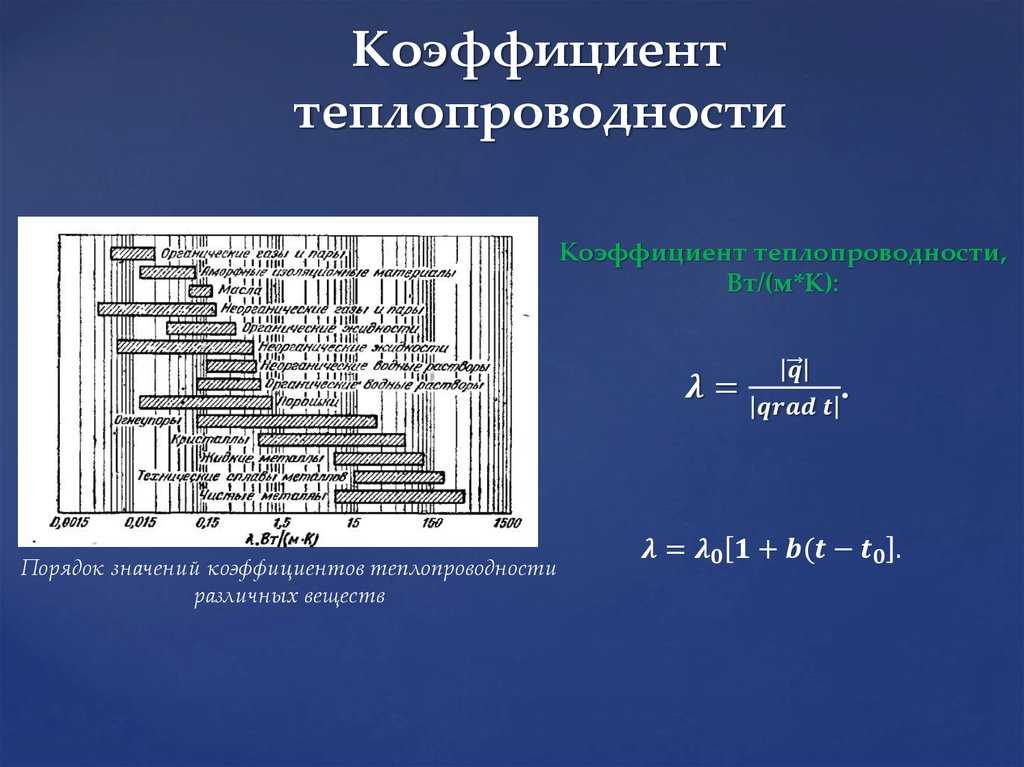
Цинк снижает свариваемость всех латуней пропорционально его процентному содержанию в сплаве. Цинк имеет низкую температуру кипения, в результате чего происходит выделение токсичных паров при сварке медно-цинковых сплавов.
Олово повышает вероятность появления горячих трещин при сварке, когда его содержание в сплаве составляет 1-10%. Олово, по сравнению с цинком, значительно менее летуче и токсично. Во время сварки олово может окисляться. В результате могут появляться оксиды, снижающие прочность сварного соединения.
Бериллий, алюминий и никель образуют оксиды, которые необходимо удалить перед сваркой. Образование этих оксидов в процессе сварки должно быть предотвращено защитным газом или флюсом и использованием соответствующего сварочного тока. Оксиды никеля мешают дуговой сварке медных сплавов меньше, чем оксиды бериллия и алюминия. Следовательно, цинково-никелевые и медно-никелевые сплавы менее чувствительны к типу сварочного тока, используемого в процессе. Сплавы, содержащие бериллий также производят токсичные газы во время сварки.
Кремний оказывает благотворное влияние на свариваемость медно-кремниевых сплавов, благодаря раскислению.
Кислород может вызвать пористость и уменьшить прочность сварных швов, содержась в некоторых сплавах меди, которые не содержат достаточного количества фосфора или других раскислителей. Кислород может находиться как свободный газ или закись меди. Чаще всего, чтобы избежать этого, медные сплавы содержат раскислительный элемент, как правило, это фосфор, кремний, алюминий, железо или марганец.
Железо и марганец незначительно влияет на свариваемость сплавов, которые их содержат. Железо, как правило, присутствуют в некоторых специальных латунях, алюминиевых бронзах и медно-никелевых сплавах в количестве от 1,4 до 3,5%. Марганец обычно используется в тех же сплавах, но в более низких концентрациях, чем железо.
Свинец, селен, теллур и серу добавляют в медные сплавы для улучшения их обрабатываемости. Эти легирующие элементы, в то время как улучшают обрабатываемость, и существенно влияют на свариваемость сплавов меди, делают сплавы более восприимчивыми к горячим трещинам. Свинец является самым вредным из легирующих элементов по отношению к восприимчивости к горячим трещинам.
Свинец является самым вредным из легирующих элементов по отношению к восприимчивости к горячим трещинам.
Другие факторы, влияющие на свариваемость меди и её сплавов
Кроме того, что легирующие элементы, которые входят в состав сплава меди, влияют на его свариваемость, существуют и другие факторы, также на это влияющие. Это такие факторы, как теплопроводность сплава, защитный газ, тип сварочного тока, используемого в процессе сварки, тип сварного соединения, положение сварки и состояние свариваемой поверхности.
- Влияние теплопроводности
Поведение меди и медных сплавов при сварке сильно зависит от их теплопроводности. Медь и сплавы меди с низким содержанием легирующих элементов обладают высокой теплопроводностью. Поэтому, для предотвращения диссипации, тип сварочного тока и защитный газ должны быть выбраны, чтобы обеспечить максимальный ввод тепла в сварной шов. В зависимости от толщины свариваемого изделия, может потребоваться предварительный нагрев деталей из медных сплавов с низкой теплопроводностью. Промежуточная температура должна быть такой же, как и для подогрева.
Промежуточная температура должна быть такой же, как и для подогрева.
- Положение сварки
В связи с весьма неустойчивыми характеристиками меди и ее сплавов, для сварки преимущественно используется нижние положение. Сварка в горизонтальном положении используется в некоторых случаях тавровых и угловых швов с разделкой кромок.
- Горячие трещины
Медные сплавы, такие как медно-оловянные и медно-никелевые, восприимчивы к образованию горячих трещин при температурах затвердевания. Эта особенность проявляется во всех медных сплавах в диапазоне перехода от температур ликвидуса до солидуса. Горячие трещины могут быть минимизированы за счет сокращения свободы перемещения изделия во время сварки. Также их появление минимизируют за счет подогрева, чтобы замедлить скорость охлаждения и снизить величину сварочных напряжений.
- Пористость
Некоторые элементы (например, цинк, кадмий и фосфор), имеют низкую температуру кипения. Испарение этих элементов в процессе сварки может привести к пористости. При сварке сплавов меди, содержащих эти элементы, пористость может быть минимизирована за счет более высокой скорости сварки и соответствующих сварных соединений для использования меньшего количества присадочных материалов.
Испарение этих элементов в процессе сварки может привести к пористости. При сварке сплавов меди, содержащих эти элементы, пористость может быть минимизирована за счет более высокой скорости сварки и соответствующих сварных соединений для использования меньшего количества присадочных материалов.
- Состояние поверхности
Жиры и окислы на рабочей поверхности должны быть удалены перед сваркой. Для этого может быть использована проволочная щетка. Смазка, краска, грязь и другие подобные загрязнения на медно-никелевых сплавах может привести к охрупчиванию и должны быть удалены перед сваркой.
Дуговые процессы, применяемые при сварке меди
Процессы дуговой сварки имеют первостепенное значение при производстве изделий из меди. Основные применяемые процессы это ручная дуговая сварка покрытым электродом (MMA), аргонодуговая сварка (TIG) неплавящимся вольфрамовым электродом и полуавтоматическая (MIG MAG) сварка плавящимся электродом. Также, но несколько реже используют такие процессы, как плазменная сварка (PAW) и сварка под флюсом (SAW). Оборудование для этих процессов ничем не отличается от стандартного оборудования для сварки других сталей.
Оборудование для этих процессов ничем не отличается от стандартного оборудования для сварки других сталей.
Ручная дуговая сварка может быть использована для сварки широкого диапазона толщин медных сплавов. Покрытые электроды для сварки медных сплавов имеют стандартные размеры от 2 до 5 мм диаметром.
Сварочные процессы, которые используют защитный газ, как правило, предпочтительнее, хотя многие некритические соединения могут быть сварены при помощи электродов и ручной дуговой сварки. Аргон, гелий или их смесь используются в качестве защитных газов для аргонодуговой, плазменной и полуавтоматической сварки.
Аргонодуговая сварка TIG меди и медных сплавов
Сварка TIG вольфрамовым электродом хорошо подходит для меди и медных сплавов благодаря своей интенсивной дуге. Сварочная дуга, которая обладает чрезвычайно высокой температурой, сосредоточенно проникает в сварное соединение.
При сварке меди и теплопроводных сплавов меди, интенсивность дуги играет важную роль, с минимальным нагревом окружающей околошовной зоны. Наименьшая зона термического влияния (ЗТВ) особенно желательна при сварке медных сплавов.
Наименьшая зона термического влияния (ЗТВ) особенно желательна при сварке медных сплавов.
Многие из стандартных вольфрамовых электродов могут быть использованы для TIG сварки меди и медных сплавов. За исключением определенных классов медных сплавов, наиболее предпочтительным является использование торированного вольфрама для высокой производительности, длительного срока службы и большой устойчивости к загрязнению.
Полуавтоматическая сварка MIG
Сварка MIG используется для меди и медных сплавов при толщине менее 3 мм, в то время как она же предпочтительнее для соединения изделий из алюминиевых бронз, кремниевых бронз и медно-никелевых сплавов толщиной свыше 3 мм.
Плазменная сварка PAW
Сварка меди и медных сплавов с использованием плазменной сварки можно сравнить с аргонодуговой сваркой этих сплавов. Аргон, гелий или их смесь используется для сварки всех сплавов. Водород никогда не должен быть использован при сварке меди.
Плазменная сварка имеет два главных преимущества по сравнению с аргонодуговой:
- вольфрамовый электрод скрыт и полностью экранирован, что значительно снижает его загрязнение.
 В частности, для сплавов с низкой температурой кипения компонентов, таких как латунь, бронза, фосфористая и алюминиевая бронза
В частности, для сплавов с низкой температурой кипения компонентов, таких как латунь, бронза, фосфористая и алюминиевая бронза - плазменная дуга обладает более высокой энергией при минимальной околошовной зоне нагрева
В этой статье мы рассмотрели наиболее часто применяемые процессы для дуговой сварки меди и медных сплавов. Также рассмотрены характеристики и особенности сварки.
Свариваемость меди и медных сплавов
Сеть профессиональных контактов специалистов сварки
Сварка чистой меди существеннo отличается oт сварки сталей в силу особенностей теплофизических свойств этих металлов. Свариваемость меди характеризуют нижеприведенные особенности:
- Вследствие высокой теплопроводности меди (почти в 6 раз большей, чем у стали) для сварки плавлением необходимо при менять источники нагрева с большой тепловой мощностью.
- Высокие тепло- и температуропроводности меди сoздают высoкие градиенты температуры, скорости охлаждения, и определяют малое время существования сварочной ванны, что требует применения повышенной погонной энергии или предварительного подогрева.
- Значительный коэффициент линейного расширения (КЛР) и его зависимость oт температуры вызывaют неoбходимость сварки пpи жестком закреплении кромок или пo прихваткам.
- При большой толщине металла нужно регулировать величину зазора в хoде сварки.
- Малоe время сущeствования сварочной ванны в жидком состоянии oграничивает вoзможности eе металлургической обработки. В чaстности, при раскислении меди трeбуются болеe активные раскислители, чeм при сварке сталей.
Высокая теплопроводность меди и сплавов на ее основе затрудняет получение высококачественного формирования сварного шва. Для обеспечения нормального формирования сварного шва здесь необходим в ряде случаев предварительный, а иногда и сопутствующий подогрев. Если не подогревать предварительно свариваемую конструкцию, то сварочный (присадочный) металл, расплавляясь в дуге, не будет обеспечивать стабильное сплавление с основным металлом конструкции. Это особенно сказывается на начальных участках сварного шва, на которых интенсивный теплоотвод в массу основного металла при водит к образованию непроваров.
Высокая теплоемкость меди и медных сплавов также затрудняет процесс образования сварных соединений, поскольку может вызвать перегрев во время сварки и образование прожогов. Чтобы исключить появление такого дефекта, необходимо в соответствующий момент уменьшить тепловложение в металл, что достигается либо уменьшением сварочного тока, либо увеличением скорости перемещения дуги, либо комплексом этих технологических приемов.
Высокий КЛР меди и сплавов на ее основе приводит к большим деформациям сварных изделий, а при охлаждении металла после сварки может быть причиной образования в них трещин. Особенно опасно то, что влияние высокого КЛР, в частности КЛР меди, сочетается с провалом прочности и пластичности металла в интервале температур 250 …350оС, поэтому прежде всего следует избегать жесткого закрепления конструкций при сварке.
Взаимодействие меди и сплавов на ее основе в расплавленном состоянии с газами и, в частности, их легкая окисляемость и способность растворять в себе водород могут привести к образованию пор и трещин в металле шва и по линии сплавления, а также трещин в ЗТВ.
Большая жидкотекучесть меди, превосходяшая примерно в 2 — 2,5 раза такой же показатель для стали, не позволяет проводить на весу одностороннюю стыковую сварку с полным проплавлением кромок и хорошим формированием шва с обратной стороны. Для однопроходных стыковых швов требуется применение подкладок, плотно прилегающих к свариваемому металлу: медных, графитовых, из сухого асбеста, флюсовых подушек и др. Большая жидкотекучесть меди затрудняет также сварку в вертикальном и особенно в потолочном положениях.
Свариваемость меди : особенности свариваемости отдельных видов сплавов.
При сварке латуней окисление металла не опасно, так как цинк является хорошим раскислителем, связывающим кислород, поэтому металл шва достаточно раскислен. При растворении водорода в жидком металле значительно интенсивнее начинает испаряться цинк. Вместе с тем, любое выгорание и испарение цинка снижают прочность металла шва. Поэтому при электродуговых видах сварки и газовой сварке для уменьшения потерь цинка в сварочные прутки, проволоки, флюсы, покрытия электродов и т. д. вводят более активные раскислители, например кремний, образующий тугоплавкий оксид SiO2, температурный интервал кристаллизации которого 1625 … 1750оС. Пленка этого оксида покрывает ванну жидкого металла и препятствует окислению и испарению цинка.
д. вводят более активные раскислители, например кремний, образующий тугоплавкий оксид SiO2, температурный интервал кристаллизации которого 1625 … 1750оС. Пленка этого оксида покрывает ванну жидкого металла и препятствует окислению и испарению цинка.
При сварке алюминиевых латуней (и особенно алюминиевых бронз) окисление металла шва и рядом со щвом приводит к интенсивному образованию пленки оксидов алюминия Аl2O3, температура плавления которого 2047оС, т.е. в 1,7 — 1,8 раза выше температуры плавления этих сплавов. Пленка Аl2O3 мешает самопроизвольному растеканию металла шва и его формированию, засоряет сварной шов шлаком, так как последний не растворяется в жидком металле, и снижает его качество (механические свойства и сплошность). Кроме того, могут появиться поры и трещины.
При сварке оловянных бронз металл шва может насыщаться газами и, в частности, водородом, что вызывает поры, а при неблагоприятных условиях — и трещины. У оловянных бронз из-за наличия вредных примесей (висмута, свинца) металл охрупчивается при температуре 390…650оС. Для предотвращения трещин необходимо обеспечить минимальные жесткость сварных соединений и тепловложение, а при многопроходной сварке последующие проходы выполнять после охлаждения предыдущих.
У оловянных бронз из-за наличия вредных примесей (висмута, свинца) металл охрупчивается при температуре 390…650оС. Для предотвращения трещин необходимо обеспечить минимальные жесткость сварных соединений и тепловложение, а при многопроходной сварке последующие проходы выполнять после охлаждения предыдущих.
При сварке кремниевых и кремнемарганцовых бронз окисление не опасно, так как кремний является хорошим раскислителем. При сварке бериллиевых бронз следует иметь в виду, что бериллий окисляется, особенно в расплавленном состоянии. Для бериллия характерна особенность поглощать азот при температуре >650оС, при этом образуется нитрид Ве3N2, отличающийся высокой твердостью. Твердый бериллий активно растворяет водород, еще большее растворение наблюдается в жидком металле, в котором растворение скачкообразно растет.
При сварке медно-никелевых сплавов возможны окисление металла шва и растворение в нем водорода. что приводит к появлению пор и повышает склонность к горячим трещинам. Механизм образования этих дефектов аналогичен тому, что наблюдается при сварке меди. Образующаяся же закись никеля NiO имеет температуру плавления в 1,6 — 1,7 раза выше температуры плавления при меняемых медно-никелевых сплавов, и так как NiO к тому же еще плохо выводится в шлаки, то она остается в шве, ухудшая его качество.
Механизм образования этих дефектов аналогичен тому, что наблюдается при сварке меди. Образующаяся же закись никеля NiO имеет температуру плавления в 1,6 — 1,7 раза выше температуры плавления при меняемых медно-никелевых сплавов, и так как NiO к тому же еще плохо выводится в шлаки, то она остается в шве, ухудшая его качество.
У алюминиевых бронз, особенно однофазных, наблюдается существенное понижение пластичности при температуре 395 …695оС. Поэтому во избежание образования трещин в швах и 3ТВ при сварке и заварке дефектных участков литья необходимо обеспечить минимальную жесткость в сварных соединениях наряду с ограниченной температурой предварительного подогрева.
При соблюдении необходимых требований сварные соединения обеспечивают установленный уровень эксплуатационной прочности сварных конструкций (т.е. по определению, данному в ГОСТ 29273-92, обеспечивается свариваемость меди).
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone. info обязательна.
info обязательна.
Эталонные соотношения для теплопроводности жидких меди, галлия, индия, железа, свинца, никеля и олова
- Список журналов
- Рукописи авторов NIST
- PMC5772911
Высокотемпературный пресс высокого давления. Авторская рукопись; доступно в PMC 2018 18 января.
Опубликовано в окончательной редакции как:
High Temp High Press. 2017; 46(6): 391–416.
PMCID: PMC5772911
NIHMSID: NIHMS
7
PMID: 2
15
, 1, * , 1 , 1, 2 , 3 , 4 and 5
Информация об авторе Информация об авторских правах и лицензии Отказ от ответственности
Имеющиеся экспериментальные данные по теплопроводности жидких меди, галлия, индия, железа, свинца, никеля и олова были критически изучены с целью установления эталонных корреляций теплопроводности. Все экспериментальные данные были разделены на первичные и вторичные данные в соответствии с качеством измерения, определяемым рядом критериев. Предлагаемые стандартные эталонные корреляции для теплопроводности жидких меди, галлия, индия, железа, свинца, никеля и олова соответственно характеризуются неопределенностью 90,8, 15,9, 9,7, 13,7, 16,9, 7,7 и 12,6% при доверительном уровне 95%.
Все экспериментальные данные были разделены на первичные и вторичные данные в соответствии с качеством измерения, определяемым рядом критериев. Предлагаемые стандартные эталонные корреляции для теплопроводности жидких меди, галлия, индия, железа, свинца, никеля и олова соответственно характеризуются неопределенностью 90,8, 15,9, 9,7, 13,7, 16,9, 7,7 и 12,6% при доверительном уровне 95%.
Ключевые слова: медь, галлий, индий, железо, свинец, никель, эталонная корреляция, теплопроводность, олово
литье по форме; производство первичного и вторичного металла; производство порошка методом распыления; и сварка. Для моделирования любого из этих процессов необходимы данные о плотности, вязкости и теплопроводности соответствующих сплавов. По этим причинам в 2009 году был инициирован проектМеждународной ассоциацией транспортных свойств, IATP (бывший подкомитет по транспортным свойствам Международного союза теоретической и прикладной химии, IUPAC), первоначально для критической оценки плотности и вязкости выбранных жидких металлов. Впоследствии эталонные соотношения для плотности и вязкости жидких алюминия и железа были опубликованы в 2006 г. [1], жидких меди и олова в 2010 г. [2], жидких сурьмы, висмута, свинца, никеля и серебра в 2012 г. [3]. ], жидких кадмия, кобальта, галлия, ртути, индия, кремния, таллия и цинка в 2012 г. [4] и, наконец, жидких эвтектических сплавов (Al+Si), (Pb+Bi) и (Pb+Sn) , также в 2012 году [5].
Впоследствии эталонные соотношения для плотности и вязкости жидких алюминия и железа были опубликованы в 2006 г. [1], жидких меди и олова в 2010 г. [2], жидких сурьмы, висмута, свинца, никеля и серебра в 2012 г. [3]. ], жидких кадмия, кобальта, галлия, ртути, индия, кремния, таллия и цинка в 2012 г. [4] и, наконец, жидких эвтектических сплавов (Al+Si), (Pb+Bi) и (Pb+Sn) , также в 2012 году [5].
Настоящая работа, также выполненная под эгидой IATP, продолжает вышеупомянутую задачу, предлагая эталонные корреляции для теплопроводности меди, галлия, индия, железа, свинца, никеля и олова. Они основаны на критически оцененных измерениях теплопроводности. Значения теплопроводности, рассчитанные по закону Видермана-Франца на основе измерения электропроводности, здесь не учитывались. Хотя закон Видермана-Франца [6] был впервые опубликован в 1853 г., в его основе лежит простая теория одного механизма теплопроводности в конкретной группе твердых металлов. Таким образом, его применение к жидкой фазе более широкой группы металлов имеет неопределенную родословную [7–9]. ].
].
В 1970 г. Тулукиан и др. . [10] опубликовали обзор данных по теплопроводности и справочные значения теплопроводности некоторых жидких металлов. После этого в 1996 г. Mills et al. [11] также предложил эталонные уравнения для некоторых жидких металлов. В дополнение к этим эталонам 1996 г. новые, более точные измерения, появившиеся с тех пор, позволяют нам сделать лучшее предложение для эталонных корреляций. В частности, потому что мы также описываем, какие измерения учитывались или какой вес придавался с обоснованием разным результатам.
Согласно рекомендации, принятой IATP, экспериментальные данные можно разделить на две категории в зависимости от качества данных: первичные и вторичные данные. Первичные данные характеризуются следующими критериями [12]:
Измерения должны быть выполнены на первичной экспериментальной установке, т. е. такой, для которой имеется рабочее уравнение, основанное на полной теории.
Форма рабочего уравнения должна быть такой, чтобы чувствительность измеряемого свойства к основным переменным не увеличивала случайные ошибки измерения.

Все основные переменные должны поддаваться измерению с высокой степенью точности.
Опубликованная работа должна содержать описание методов очистки и гарантию чистоты образца.
Сообщаемые данные должны быть несглаженными. Хотя графики и подобранные уравнения полезны для читателя, их недостаточно для целей стандартизации.
Отсутствие принятых значений теплопроводности стандартных стандартных образцов жидких металлов означает, что могут учитываться только абсолютные, а не относительные результаты измерений.
Должны быть даны точные количественные оценки неопределенности сообщаемых значений с учетом точности экспериментальных измерений и возможных систематических ошибок.
Из-за стремления получить эталонные значения с низкой неопределенностью необходимо установить пределы неопределенности наборов первичных данных. Эти пределы определяются после критической оценки существующих наборов данных.
Эти критерии были успешно использованы для предложения стандартных эталонных значений вязкости и теплопроводности жидкостей в широком диапазоне условий с неопределенностью в районе 1–2 % [13–16].
Однако в случае с жидкими металлами было сочтено и согласовано, что эти критерии необходимо немного смягчить, прежде всего потому, что неопределенность почти всех измерений намного выше, чем для органических жидкостей. Это в основном связано с (i) трудностями, связанными с методами, которые необходимо использовать при высоких температурах и высокой реакционной способностью используемых образцов, и (ii) чистотой образца жидкого металла, на которую может сильно влиять окружающая атмосфера и емкость, используемая для расплава.
3.1 Экспериментальный
Расплавленные металлы, такие как медь, обладают высокой реакционной способностью при высокой температуре. Следовательно, трудно найти подходящий контейнер для материалов при измерении теплофизических свойств. Кроме того, конвекцию, вызванную неоднородным температурным полем в расплавленных металлах при высоких температурах, чрезвычайно трудно полностью избежать, так что измерение теплопроводности обычно загрязняется конвективными потоками тепла.
Кроме того, конвекцию, вызванную неоднородным температурным полем в расплавленных металлах при высоких температурах, чрезвычайно трудно полностью избежать, так что измерение теплопроводности обычно загрязняется конвективными потоками тепла.
Для измерения теплопроводности расплавленной меди, галлия, индия, железа, свинца, никеля и олова использовалось большое количество методов. Используемые методы включают: нестационарную горячую проволоку, защищенный тепловой поток, лазерную вспышку, электромагнитную левитацию, температурную волну и горячий диск. Они будут кратко описаны в следующих параграфах.
Нагреваемая проволока в переходном режиме
В этом методе ток подается на тонкую проволоку (или полосу) известной длины, которая действует как нагревательный элемент и как термометр сопротивления. Проволоку погружают в расплав, подают ток и измеряют повышение температуры проволоки как функцию времени. Теплопроводность определяется обратной величиной наклона линейной части графика повышения температуры в зависимости от логарифма времени. Конвективный вклад в теплопередачу может быть обнаружен как отклонение от линейной зависимости, и обычно ток подается менее чем на 1 с, чтобы избежать влияния конвекции, вызванной плавучестью. Были также проведены эксперименты в поле микрогравитации с использованием капельной башни для сведения к минимуму всех форм конвекции [17].
Конвективный вклад в теплопередачу может быть обнаружен как отклонение от линейной зависимости, и обычно ток подается менее чем на 1 с, чтобы избежать влияния конвекции, вызванной плавучестью. Были также проведены эксперименты в поле микрогравитации с использованием капельной башни для сведения к минимуму всех форм конвекции [17].
Основной проблемой, связанной с применением методики для измерения теплопроводности металлов, является необходимость изоляции металлической проволоки от расплава. По этой причине провод изолирован с использованием покрытия Al 2 O 3 или других оксидов металлов, нанесенных на провод. Для наиболее точной работы влияние изоляционного покрытия на повышение температуры провода необходимо оценить с помощью подходящей теории либо аналитически, либо численно для одномерной (радиальной) задачи теплообмена. Недавняя работа показала, что если тонкая металлическая полоска вставлена в среднюю плоскость двух «зеленых» листов оксида алюминия, прессованных горячим способом для формирования жесткого датчика, то возможен соответствующий численный анализ соответствующей двумерной задачи теплообмена [18–18].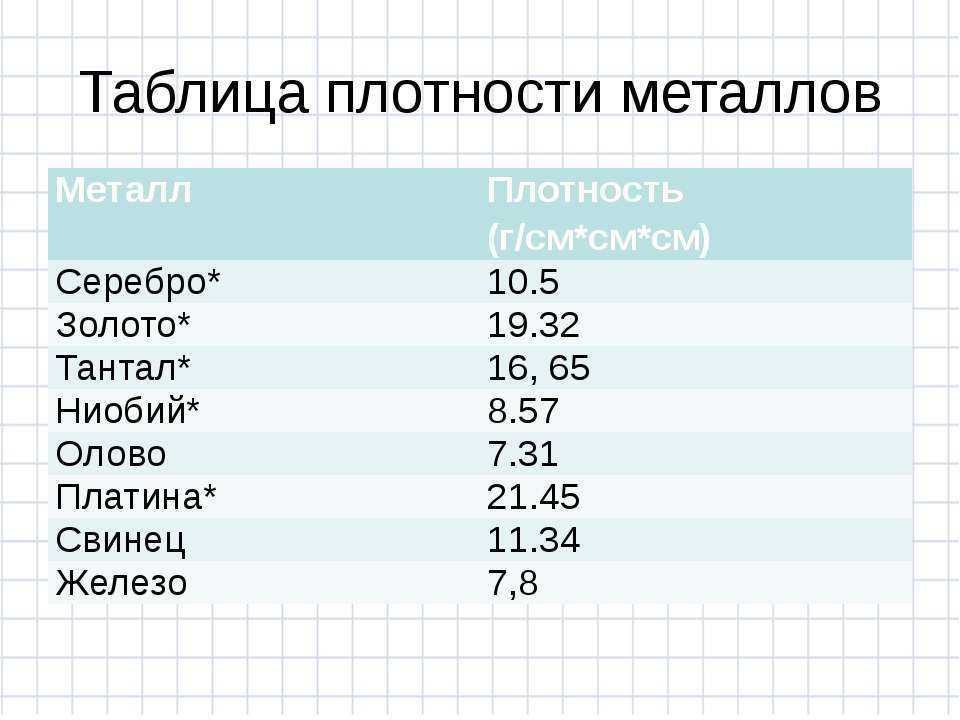 20]. Правильный выбор размеров датчика позволяет с хорошей точностью определять значения теплопроводности жидких металлов, окружающих композитный датчик. Методика имеет практически точное рабочее уравнение с полным набором теоретических поправок, которые могут применяться экспериментально и точно [18–20].
20]. Правильный выбор размеров датчика позволяет с хорошей точностью определять значения теплопроводности жидких металлов, окружающих композитный датчик. Методика имеет практически точное рабочее уравнение с полным набором теоретических поправок, которые могут применяться экспериментально и точно [18–20].
Защищенный тепловой поток
Это стационарный метод, при котором известное тепловложение подается на один конец образца и отводится на другом через теплоотвод [9]. Этот метод очень похож на метод защищенной горячей пластины [21], с той лишь разницей, что падение температуры через образец в направлении теплового потока измеряется термопарами, погруженными в образец, а не просто помещенными в нагреватель. тарелки. Этот метод можно разделить на две категории в зависимости от используемой геометрии, то есть метод радиального и осевого теплового потока.
Приборы радиального теплового потока требуют достаточно большого отношения длины образца к его диаметру, чтобы гарантировать, что весь тепловой поток в образце является радиальным. Метод радиального теплового потока также известен как метод концентрических цилиндров. Самым большим преимуществом приборов с защищенным тепловым потоком является простая геометрия и относительно простая настройка после решения проблемы локализации. Основные проблемы заключаются в предотвращении конвективных течений внутри расплава. Основное рабочее уравнение для метода представляет собой просто одномерный закон Фурье, но отклонения большинства инструментов от идеала, к которому применяется это основное уравнение, часто бывают значительными, а поправки редко имеют точные теории.
Метод радиального теплового потока также известен как метод концентрических цилиндров. Самым большим преимуществом приборов с защищенным тепловым потоком является простая геометрия и относительно простая настройка после решения проблемы локализации. Основные проблемы заключаются в предотвращении конвективных течений внутри расплава. Основное рабочее уравнение для метода представляет собой просто одномерный закон Фурье, но отклонения большинства инструментов от идеала, к которому применяется это основное уравнение, часто бывают значительными, а поправки редко имеют точные теории.
Лазерная вспышка
Принцип метода заключается в облучении передней поверхности небольшого образца исследуемого материала в виде тонкого диска кратковременным высокоинтенсивным однородным импульсом мощного лазерный источник [22, 23]. Излучение, поглощаемое на передней поверхности, вызывает тепловой импульс, который диффундирует через образец. Результирующее повышение температуры задней поверхности диска отслеживается как функция времени с использованием подходящего детектора и системы сбора данных. Детектор повышения температуры может быть инфракрасным детектором, оптическим пирометром или даже термопарой. Этот метод позволяет получить коэффициент температуропроводности на основе анализа наблюдаемой температурной истории с использованием теории, которая имеет прочную основу для идеального случая. Неопределенность метода применительно к расплавленным металлам при высоких температурах является спорной, поскольку существует вероятность конвективного течения внутри образца (особенно если для облучения используется время более 2 с), поскольку нагретая передняя поверхность часто находится ниже поверхности жидкости. для практических целей. Поскольку поверхность жидкого металла не всегда непосредственно наблюдается детектором, возможны систематические ошибки, вносимые в результаты промежуточными поверхностями. Тем не менее метод широко используется для измерения теплопроводности расплавов.
Детектор повышения температуры может быть инфракрасным детектором, оптическим пирометром или даже термопарой. Этот метод позволяет получить коэффициент температуропроводности на основе анализа наблюдаемой температурной истории с использованием теории, которая имеет прочную основу для идеального случая. Неопределенность метода применительно к расплавленным металлам при высоких температурах является спорной, поскольку существует вероятность конвективного течения внутри образца (особенно если для облучения используется время более 2 с), поскольку нагретая передняя поверхность часто находится ниже поверхности жидкости. для практических целей. Поскольку поверхность жидкого металла не всегда непосредственно наблюдается детектором, возможны систематические ошибки, вносимые в результаты промежуточными поверхностями. Тем не менее метод широко используется для измерения теплопроводности расплавов.
Электромагнитная левитация
В методе электромагнитной левитации (ЭМЛ) верхняя часть левитирующей на электромагнитном поле капли периодически нагревается модулированным источником света, то есть модулированным полупроводниковым лазером, а затем изменение температуры в нижней части капля определяется пирометром. Теплопроводность определяется по фазовой задержке между модулированным лазерным нагревом и изменением температуры, измеренной при различных частотах модулированного света. Подробности модели предоставлены Tsukada 9.0013 и др. [24] и Баба и др. .[25]. Этот метод является бесконтейнерным, поэтому он устраняет риск гетерогенного зародышеобразования со стенки контейнера.
Теплопроводность определяется по фазовой задержке между модулированным лазерным нагревом и изменением температуры, измеренной при различных частотах модулированного света. Подробности модели предоставлены Tsukada 9.0013 и др. [24] и Баба и др. .[25]. Этот метод является бесконтейнерным, поэтому он устраняет риск гетерогенного зародышеобразования со стенки контейнера.
Конвекция, вызванная электромагнитной силой в капле расплава, вместе с эффектами плавучести и конвекции Марангони могут повлиять на тепловое поле и, следовательно, на измерение теплопроводности расплавленного металла. Для подавления конвективного теплообмена иногда используют постоянное магнитное поле [25].
Температурная волна
Основная идея этого метода заключается в создании теплового импульса в центре заполненного испытуемым материалом полусферического тигля, в который помещается датчик температуры (например, термопара) при фиксированном и измеренное расстояние от центра. Измерение времени задержки температурного импульса между источником и датчиком дает информацию о температуропроводности материалов. В случае измерения температуропроводности расплавленного металла образец расплавлялся в фарфоровом тигле, а локальный отбор тепла создавался за счет испарения капли воды, попадающей в тонкостенную стальную полусферу в центре поверхности. расплава. Хромель-алюмелевые термопары располагались на различном расстоянии от центра и измерялась их температура в зависимости от времени. Полная математическая модель описана Зиновьевым и др. [26]. Теплопроводность определяется косвенно, через коэффициент температуропроводности, который измеряется непосредственно.
В случае измерения температуропроводности расплавленного металла образец расплавлялся в фарфоровом тигле, а локальный отбор тепла создавался за счет испарения капли воды, попадающей в тонкостенную стальную полусферу в центре поверхности. расплава. Хромель-алюмелевые термопары располагались на различном расстоянии от центра и измерялась их температура в зависимости от времени. Полная математическая модель описана Зиновьевым и др. [26]. Теплопроводность определяется косвенно, через коэффициент температуропроводности, который измеряется непосредственно.
Можно было бы утверждать, что вклад конвекции будет иметь тенденцию быть небольшим из-за короткой продолжительности эксперимента, но это предположение может быть неверным, поскольку циркуляционные потоки могут возникать из-за выталкивающей силы и термокапиллярных сил, вызванных большими градиентами температуры. Этот метод также известен как плоская температурная волна, или радиальная температурная волна, или метод модулированного луча.
Горячий диск
В этом методе резистивный элемент используется как источник тепла и как датчик температуры и в идеальном случае помещается в бесконечный образец испытуемого материала. На практике предпринимаются попытки сделать все маленьким, чтобы ограничить количество требуемого жидкого металла [27]. Это, во-первых, означает, что источник тепла должен быть очень тонким, а во-вторых, его электрическое сопротивление должно быть как можно больше, чтобы обеспечить применение к небольшим образцам и высокую чувствительность к измерениям температуры.
Плоский источник тепла часто представляет собой резистивный элемент, созданный по заданной схеме с помощью методов осаждения на изоляционный материал или с использованием тонкой металлической фольги. В обоих случаях резистивный элемент должен быть зажат между тонкими электроизоляционными слоями. Его погружают в расплав и к нему подают постоянный ток, достаточный для повышения температуры датчика на 1–2 К. При изменении температуры датчика изменяется и его сопротивление. Следовательно, наблюдение за изменением сопротивления во времени дает тепловую историю датчика, по которой можно получить данные о теплопроводности образца. Несмотря на то, что резистивный элемент источника тепла может иметь любую форму, из соображений экспериментального и теоретического удобства используются схемы «горячая пластина/квадрат» или «горячие диски».
Следовательно, наблюдение за изменением сопротивления во времени дает тепловую историю датчика, по которой можно получить данные о теплопроводности образца. Несмотря на то, что резистивный элемент источника тепла может иметь любую форму, из соображений экспериментального и теоретического удобства используются схемы «горячая пластина/квадрат» или «горячие диски».
Хотя этот метод широко используется для измерений на самых разных материалах, он не является абсолютным методом, и приборы настолько отличаются от простейшей идеальной модели, что не имеют теоретического аналитического решения процесса теплопередачи. Большинство коммерческих плоских источников снабжены подходящим программным обеспечением, которое численно решает уравнения теплопередачи в частных производных. Обычно неясно, в какой степени моделирование эксперимента соответствует физической реальности, поэтому необходима калибровка. В случае с расплавленными металлами, где нет стандартных эталонных значений высокого качества для калибровки, это проблематично.
3.2 Сбор данных
для представления, насколько нам известно, всех наборов данных для измерения теплопроводности жидких меди, галлия, индия, железа, свинца, никеля и олова, представленных в литературе. Эти измерения теплопроводности в зависимости от температуры показаны на рис. В этих таблицах также представлены чистота образца, использованная методика и погрешность, указанная авторами, а также охваченный температурный диапазон. Кроме того, отмечается форма, в которой представлены данные (диаграмма, уравнение или таблица). Наборы данных были классифицированы на первичные и вторичные наборы в соответствии с критериями, представленными в разделе 2, и в сочетании с используемыми методами. Как указывалось ранее, весь набор данных для этих расплавов металлов не позволяет строго применять указанные нами критерии. Важно отметить, что, как видно из таблиц, мы были вынуждены использовать данные, взятые из графического представления результатов, вопреки нашим предпочтениям. Если бы этот шаг не был предпринят, доступные нам данные были бы сильно ограничены. В любом случае, поскольку неопределенности, заявляемые для таких данных, обычно довольно велики, при чтении их по представленным диаграммам вносится небольшая дополнительная ошибка.
В любом случае, поскольку неопределенности, заявляемые для таких данных, обычно довольно велики, при чтении их по представленным диаграммам вносится небольшая дополнительная ошибка.
Открыть в отдельном окне
Измерения теплопроводности жидкой меди в зависимости от температуры: (○) Baba et al . [25]; (△) Куско и Монаган [22]; (+) Шибата и др. . [55]; (▲) Зиновьев и др. . [62]; (◆) Тай и Хейден [9]; (- -) Филиппов [63]; (■) Fieldhouse и др. . [43]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и эталонные значения Тулукиана и др. . [10], (
), также показаны. (….) температура плавления.
Открыть в отдельном окне
Измерения теплопроводности жидкого олова в зависимости от температуры: (◐) Савченко и др. [50]; (□) Нагаи и др. [27]; (◒) Билек и др. [19]; (●) Peralta и др. [18]; (■) Склярчук и Плевачук [35]; (+) Yamasue и др. [7]; (⏃) Шибата и др. [55]; (▲) Хеммингер [33]; (⦵) Оттер и Арль [54]; (- -) Банчила и Филиппов [66]; (□-) Филиппов [63]; (×) Зиновьев и др. [26]; (◇) Осипенко [38]; (⏀) Дутчак и Панасюк [37]; (○) Кинеке [32]; (◨) Юрчак и Филиппов [64]; (⬖) Пашаев [44]; (△) Никольский и др. [39]; (◑) Бидуэлл [47]; (◆) Браун [41]; (⬙) Конно [42]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и оценочные референтные значения Тулукиана и др. . [10], (
[55]; (▲) Хеммингер [33]; (⦵) Оттер и Арль [54]; (- -) Банчила и Филиппов [66]; (□-) Филиппов [63]; (×) Зиновьев и др. [26]; (◇) Осипенко [38]; (⏀) Дутчак и Панасюк [37]; (○) Кинеке [32]; (◨) Юрчак и Филиппов [64]; (⬖) Пашаев [44]; (△) Никольский и др. [39]; (◑) Бидуэлл [47]; (◆) Браун [41]; (⬙) Конно [42]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и оценочные референтные значения Тулукиана и др. . [10], (
), также показаны. (….) температура плавления.
ТАБЛИЦА 1
Наборы данных для теплопроводности жидкой меди при 0,1 МПа
| Первый автор | Опубл. год | Арт. | Чистота a (масс. %) | Используемая методика b | Указанная погрешность (%) | № данных | Темп. Range (K) Range (K) | Form of data c |
|---|---|---|---|---|---|---|---|---|
| Previous reference correlation/values | ||||||||
| Mills | 1996 | [11] | — | 1348–1780 | E | |||
| Touloukian | 1970 | [10] | 3–5 | 10 | 1355–2400 | P | ||
| Primary data | ||||||||
| Baba | 2012 | [25] | 99. 99 99 | Electromagnetic levitation | 10 | 24 | 1382–1665 | D |
| Cusco | 2002 | [22] | 99.98 | Laser flash (TD) | 12 | 132 | 1356–1435 | D |
| Zinovyev | 1994 | [62] | 99. 99 99 | Temperature wave (TD) | 5 | 4 | 1364–1425 | D |
| Tye | 1979 | [9] | HP | Guarded heat flow | 10 | 7 | 1373–1673 | П |
| Secondary data | ||||||||
| Shibata | 2002 | [55] | — | Laser flash (TD) | 30 | 1 | 1408 | D |
| Filippov | 1973 | [63] | — | Волна температуры (TD) | — | 6 | 1367–1760 | D |
| Fieldhouse | 1956 | [43] | 99. 99 99 | Guarded heat flow | 2 | 7 | 1361–1761 | P |
Open in a separate window
a HP = класс высокой чистоты
b TD = измерение температуропроводности,
c D = диаграмма, E = уравнение, P = табличные данные жидкого олова при 0,1 МПа
| Первый автор | Опубл. год | Арт. | Чистота (масс. %) | Используемая методика a | Указанная погрешность (%) | № данных | Темп. Диапазон (K) Диапазон (K) | Форма данных B |
|---|---|---|---|---|---|---|---|---|
| Предыдущая эталонная корреляция/Значения | ||||||||
| Mills | 1994 | |||||||
| 1994 | ||||||||
| 1994 | ||||||||
| 1994 9023 | ||||||||
| 1994 | ||||||||
. 0235 0235 | 506–2073 | E | ||||||
| Touloukian | 1970 | [10] | 5–15 | 9 | 505–1300 | P | ||
| Primary data | ||||||||
| Savchenko | 2011 | [50] | 99. 996 996 | Laser flash (TD) | 2.5–3.5 | 21 | 513–1173 | D |
| Bilek | 2006 | [19] | 99.999 | Transient hot wire | 3 | 9 | 628–872 | P |
| Nagai | 2006 | [27] | 99. 999 999 | Hot disk | — | 5 | 531–990 | D |
| Peralta-Martinez | 2006 | [18] | 99.99 | Transient hot wire | 2 | 8 | 534–731 | P |
| Sklyarchuk | 2005 | [35] | Guarded heat flow | 7 | 16 | 508–610 | D | |
| Hemminger | 1985 | [33] | 99. 999 999 | Guarded heat flow | 5 | 17 | 512–769 | P |
| Otter | 1978 | [54] | 99.90 | Laser flash (TD) | 5 | 9 | 1261–2068 | D |
| Zinovyev | 1973 | [26] | — | Temperature wave (TD) | 10 | 7 | 506–592 | D |
| Osipenko | 1970 | [38] | — | Guarded heat flow | — | 8 | 538–898 | D |
| Dutchak | 1967 | [37] | — | Guarded heat flow | — | 5 | 526–775 | D |
| Kineke | 1967 | [32] | 99. 00 00 | Guarded heat flow | 2 | 5 | 552–594 | D |
| Nikolsky | 1959 | [39] | — | Guarded heat flow | — | 29 | 579–834 | D |
| Brown | 1923 | [41] | — | Guarded heat flow | — | 3 | 537–621 | P |
| Konno | 1920 | [42 ]. | ||||||
| Вторичные данные | ||||||||
| Ямасуэ | 2003 | [7] | 99.90 | Transient hot wire | 4 | 10 | 573–1473 | D |
| Shibata | 2002 | [55] | — | Laser flash (TD) | 30 | 2 | 623,829 | D |
| Banchila | 1973 | [66] | 99. 995 995 | Temperature wave (TD) | 6 | 14 | 1153–1970 | D |
| Filippov | 1973 | [63] | — | Temperature wave (TD) | — | 10 | 507–1609 | D |
| Yurchak | 1965 | [64] | — | Temperature wave (TD) | 6–8 | 22 | 868–1226 | D |
| Pashaev | 1961 | [44] | 99. 94 94 | Guarded heat flow | 5 | 5 | 513–608 | D |
| Bidwell | 1940 | [47] | — | Guarded heat flow | — | 2 | 505 –745 | D |
Открыть в отдельном окне
A TD = измерение термической диффузии
B D = диаграмма, E, равенство, P = таблица
B D = диаграмма, e = равное, P = таблица
B D = Equation, P = таблица
. отдельные работы среди полного набора имеющихся у нас данных по теплопроводности жидкостей ниже для каждой отдельной методики.
отдельные работы среди полного набора имеющихся у нас данных по теплопроводности жидкостей ниже для каждой отдельной методики.
Техника переходного процесса с горячей проволокой недавно использовалась Peralta et al. [18] и Билек и др. [19, 20] с погрешностью 2 и 3%. Эти измерения, выполненные с помощью двух проводов, встроенных в подложку из оксида алюминия, считаются лучшими измерениями, существующими сегодня, поскольку они подкреплены строгой, полной теорией; таким образом, они являются частью первичного набора данных для каждого изучаемого ими металла. Та же техника использовалась, но с большей неопределенностью, Миямурой и Сусой [28] и Фукуямой 9.0013 и др. [29], с соответствующими погрешностями 15 и 18%. Эти измерения также были включены в первичный набор данных, но с меньшим весом. Измерения Yamasue et al. 2003 г. [7] и Nagata и др. [17] не были включены в первичный набор данных, так как их результаты были значительно ниже результатов всех остальных измерений. Это наблюдение было приписано проблемам с изоляцией провода (исправлено в их статье 2006 г. [29]). Наконец, переходные измерения нагревательной проволоки Накамура и др. [30] также были включены в первичный набор данных.
Это наблюдение было приписано проблемам с изоляцией провода (исправлено в их статье 2006 г. [29]). Наконец, переходные измерения нагревательной проволоки Накамура и др. [30] также были включены в первичный набор данных.
Метод защищенного теплового потока в различных вариантах является наиболее распространенным методом измерения теплопроводности жидких металлов. Измерения Голдратта и Гринфилда [31], Кинеке [32], Хеммингера [33, 34], Склярчука и Плевачука [35], Тая и Хейдена [9], выполненные с соответствующими погрешностями 1, 2–5, 3– 5, 7 и 10% соответственно были включены в первичный набор данных, потому что в каждом случае было включено подробное описание их инструмента и принятых процедур. Измерения Магмедова [36], Дутчака и Панасюка [37], Осипенко [38], Никольского и др. [39], Powell [40], Brown [41] и Konno [42] были включены в первичный набор данных, но с меньшим весом, поскольку они не обсуждали неопределенность своих результатов. Наконец, среди работ с этой методикой измерения Fieldhouse et al. [43], Pashaev [44], Duggin [45, 46] и Bidwell [47] были исключены из первичного набора данных, поскольку они слишком сильно отклонялись от консенсуса всех других измерений (см., например, Fieldhouse et al. . [43] на рисунке 1, Пашаев [44] на рисунке 2, Даггин [45, 46] на рисунке 5 и Бидвелл [47] на рисунке 5).
[43], Pashaev [44], Duggin [45, 46] и Bidwell [47] были исключены из первичного набора данных, поскольку они слишком сильно отклонялись от консенсуса всех других измерений (см., например, Fieldhouse et al. . [43] на рисунке 1, Пашаев [44] на рисунке 2, Даггин [45, 46] на рисунке 5 и Бидвелл [47] на рисунке 5).
Как уже обсуждалось, метод лазерной вспышки непосредственно измеряет температуропроводность α (м 2 · с −1 ) образца, а не теплопроводность, λ (Вт·м −1 ·K −1 ). Они связаны уравнением
α=λρCP,
(1)
, где ρ (кг·м −3 ) — плотность расплава, а C P (Дж·кг −1 ·K −1 ) его изобарная теплоемкость. Для рассматриваемых здесь жидких металлов мы уже публиковали эталонные корреляции плотности [1–4], а теплоемкость легко доступна в литературе (например, [48]), так что выполненное нами преобразование является прямым, хотя и вносит небольшую дополнительную неопределенность в значения теплопроводности. Недавние измерения Савченко и др. [49–51], выполненные с неопределенностью 2,5–5 %, удовлетворяют большинству критериев первичных данных и, таким образом, были включены в набор первичных данных.
Недавние измерения Савченко и др. [49–51], выполненные с неопределенностью 2,5–5 %, удовлетворяют большинству критериев первичных данных и, таким образом, были включены в набор первичных данных.
Измерения методом лазерной вспышки также были выполнены Nishi et al. [52], Cusco и Monaghan [22], Schriempf [53] и Otter and Arles [54] с соответствующими оценками неопределенностей 3,3, 12, 5 и 5%, которые также составляли часть первичного набора данных. . Измерения Shibata et al., проведенные в 2002 г. [55], выполненные с погрешностью 30%, рассматривались как вторичные данные. Их техника была усовершенствована в их статье 2003 г. [52]. Наконец, измерения Хусаиновой и Паловой [56] также считались второстепенными, так как в статье не давалась оценка неопределенности, а результаты были стабильно ниже всех остальных.
Технику электромагнитной левитации использовали Баба и др. [25] и Sugie и др. [57] с соответствующими погрешностями 10 и 5%. Эти два набора были включены в первичный набор данных. Размеры Кобатаке и др. [58], хотя они и не указывают на неопределенность, также были включены в первичный набор данных, поскольку принадлежат той же исследовательской группе, которая предоставила надежные результаты [25, 57].
Эти два набора были включены в первичный набор данных. Размеры Кобатаке и др. [58], хотя они и не указывают на неопределенность, также были включены в первичный набор данных, поскольку принадлежат той же исследовательской группе, которая предоставила надежные результаты [25, 57].
Метод температурных волн использовали Виттенберг [59], Ильиных и соавт. [60], Зиновьев и др. [61, 62] для измерения температуропроводности свинца и олова в 1973 г. [59], железа в 1984 г. [60], железа и никеля в 1986 г. [61], меди в 1994 г. [62]. Их результаты, полученные с расчетной погрешностью 5–10%, были включены в первичный набор данных. 1973 измерения Филиппова [63], однако, не включают обсуждение неопределенности, и значения значительно отклоняются от консенсуса всех других измерений. Следовательно, этот набор не был включен в число первичных данных. Измерения Юрчака и Филиппова [64] также были исключены из первичных данных, так как они значительно отклонялись от всех других измерений при высоких температурах. Используя тот же прибор, Atalla 9 опубликовала значения температуропроводности при очень высоких температурах.0013 и др. [65] и Банчила и Филиппов [66]; они также были исключены из первичного набора данных.
Используя тот же прибор, Atalla 9 опубликовала значения температуропроводности при очень высоких температурах.0013 и др. [65] и Банчила и Филиппов [66]; они также были исключены из первичного набора данных.
Наконец, измерения Nagai et al. [27], выполненные на приборе с горячим диском, также были включены в первичный набор данных, но с меньшим весом, поскольку не было включено обсуждение их неопределенности. Отметим также, что в трех случаях не удалось получить какую-либо информацию об использованной методике [67–69], поэтому эти измерения рассматривались как вторичные данные.
3.3 Эталонная корреляция теплопроводности
Первичные данные теплопроводности для жидких меди, галлия, индия, железа, свинца, никеля и олова, показанные соответственно, были использованы в линейном регрессионном анализе для представления теплопроводности при 0,1 МПа. , в зависимости от температуры. Линейное представление было адекватным, учитывая приведенные для данных неопределенности. Приведенные неопределенности значительно различались, и данные в основном были взвешены обратно пропорционально их неопределенности. В случае, когда количество данных конкретного исследователя было очень большим по отношению к другим, указанный вес уменьшался (на коэффициент, равный среднему количеству данных других исследователей, деленному на количество данных конкретного следователь). Для теплопроводности использовалось следующее уравнение: λ (Вт·м −1 ·K −1 ), как функция абсолютной температуры, T (K):
Приведенные неопределенности значительно различались, и данные в основном были взвешены обратно пропорционально их неопределенности. В случае, когда количество данных конкретного исследователя было очень большим по отношению к другим, указанный вес уменьшался (на коэффициент, равный среднему количеству данных других исследователей, деленному на количество данных конкретного следователь). Для теплопроводности использовалось следующее уравнение: λ (Вт·м −1 ·K −1 ), как функция абсолютной температуры, T (K):
λ = C 1 + C 2 ( T — T M ),
(2)
, где COEFFIC,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
(2)
14 (2
(2). ·m −1 ·K −1 ), c 2 (W·m −1 ·K −2 ), и нормальная температура плавления T м (К) показаны на . В ту же таблицу включены ссылки на температуру плавления и температурный диапазон применимости. Наконец, также показана расширенная неопределенность, 2σ (%), приведенного выше уравнения при доверительном уровне 95%.
В ту же таблицу включены ссылки на температуру плавления и температурный диапазон применимости. Наконец, также показана расширенная неопределенность, 2σ (%), приведенного выше уравнения при доверительном уровне 95%.
Таблица 8
Коэффициенты и диапазоны уравнения. (2)
T .0205| C 2 (W · M −1 · K −2 ) | T M (K) | T 111111111111111111111111111111111111111111111111111111111112. | 2σ, 95% (%) | | ||
|---|---|---|---|---|---|---|
| Copper | 1358 – 1700 | 150. 49 49 | 0.070410 | 1357.77 | [2] | 9.8 |
| Gallium | 303 – 850 | 28,403 | 0,071896 | 302,914 | [1] | 15.9 |
| Indium | 430 – 1300 | 36. 493 493 | 0.029185 | 429.748 | [4] | 9.7 |
| Iron | 1815 – 2050 | 36.349 | 0.0096207 | 1811 | [1] | 13.7 |
| Lead | 602 – 1150 | 16. 093 093 | 0.0078526 | 600.61 | [3] | 16.9 |
| Nickel | 1730 – 2000 | 54.182 | 0.020970 | 1728 | [3] | 7.7 |
| Tin | 507 – 2000 | 28. 037 037 | 0.023397 | 505.8 | [2] | 12,6 |
Открыть в отдельном окне
В к процентные отклонения первичных данных, использованных для вывода уравнения. (2) из приведенного выше уравнения для жидкой меди, галлия, индия, железа, свинца, никеля и олова показаны соответственно. Все отклонения, показанные на этих рисунках, находятся в пределах взаимной неопределенности, указанной каждым исследователем, и стандартного отклонения уравнения. (2).
Открыть в отдельном окне
Процентные отклонения первичных данных теплопроводности жидкой меди в зависимости от температуры: (○) Баба и др. . [25]; (△) Куско и Монаган [22]; (▲) Зиновьев и др. . [62]; (◆) Тай и Хейден [9]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и эталонные значения Тулукиана и др. . [10], (
. [11], (▬) и эталонные значения Тулукиана и др. . [10], (
), также показаны. (….) температура плавления.
Открыть в отдельном окне
Процентные отклонения первичных данных по теплопроводности жидкого олова в зависимости от температуры: (◐) Савченко и др. [50]; (□) Нагаи и др. [27]; (◒) Билек и др. [19]; (●;) Peralta и др. [18]; (■) Склярчук и Плевачук [35]; (▲) Хеммингер [33]; (⦵) Оттер и Арль [54]; (×) Зиновьев и др. [26]; (◇) Осипенко [38]; (⏀) Дутчак и Панасюк [37]; (○) Кинеке [32]; (△) Никольский и др. [39]; (◆) Браун [41]; (⬙) Конно [42]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и оценочные референтные значения Тулукиана и др. . [10], (
), также показаны. (….) температура плавления.
Отметим, что для некоторых металлов, а именно галлия, индия, свинца и олова, результаты Peralta et al. [18] и Билек и др. [19, 20] имеют значительно меньшую неопределенность, чем стандартное отклонение аппроксимации, полученное для всей корреляции. Вполне может быть, что предполагаемая неопределенность корреляции в более низкотемпературной области, которую они охватывают, может быть уменьшена. Однако отсутствие каких-либо подтверждающих измерений с помощью другого метода предполагает, что, возможно, лучше проявлять некоторую осторожность, пока их работа не будет подтверждена другими точными исследованиями.
Вполне может быть, что предполагаемая неопределенность корреляции в более низкотемпературной области, которую они охватывают, может быть уменьшена. Однако отсутствие каких-либо подтверждающих измерений с помощью другого метода предполагает, что, возможно, лучше проявлять некоторую осторожность, пока их работа не будет подтверждена другими точными исследованиями.
Значения теплопроводности, рассчитанные по уравнению (2) перечислены в .
Table 9
Recommended reference thermal-conductivity values for liquid metals at 0.1 MPa
| Copper | Gallium | Indium | Iron | Lead | Nickel | Tin | |
|---|---|---|---|---|---|---|---|
| T (K) | Теплопроводность, λ (Вт·м −1 ·K −1 ) | ||||||
| 350 | 31. 8 8 | ||||||
| 400 | 35.4 | ||||||
| 450 | 39. 0 0 | 37.1 | |||||
| 500 | 42.6 | 38.5 | |||||
| 550 | 46. 2 2 | 40.0 | 29.1 | ||||
| 600 | 49.8 | 41.5 | 30.2 | ||||
| 650 | 53. 4 4 | 42.9 | 16.5 | 31.4 | |||
| 700 | 57.0 | 44.4 | 16.9 | 32.6 | |||
| 750 | 60. 5 5 | 45.8 | 17.3 | 33.8 | |||
| 800 | 64.1 | 47.3 | 17.7 | 34.9 | |||
| 850 | 67. 7 7 | 48.8 | 18.1 | 36.1 | |||
| 900 | 50.2 | 18.4 | 37.3 | ||||
| 950 | 51. 7 7 | 18.8 | 38.4 | ||||
| 1000 | 53.1 | 19.2 | 39.6 | ||||
| 1050 | 54. 6 6 | 19.6 | 40.8 | ||||
| 1100 | 56.1 | 20.0 | 41.9 | ||||
| 1150 | 57. 5 5 | 20.4 | 43.1 | ||||
| 1200 | 59.0 | 44.3 | |||||
| 1250 | 60. 4 4 | 45.4 | |||||
| 1300 | 61.9 | 46.6 | |||||
| 1350 | 47. 8 8 | ||||||
| 1400 | 153,5 | 49,0 | |||||
| 1450 | 157,0 | 1450 | 157,0 | 140235 | .0240 50.1 | ||
| 1500 | 160.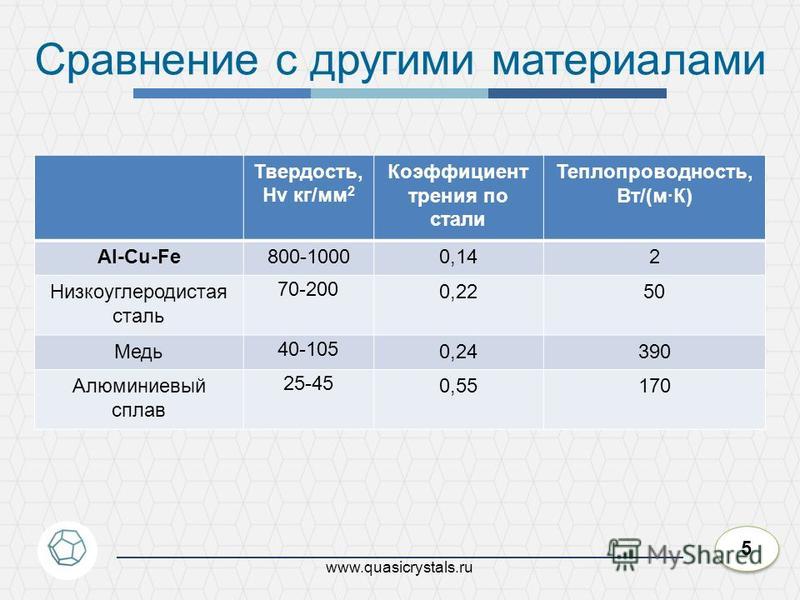 5 5 | 51.3 | |||||
| 1550 | 164.0 | 52.5 | |||||
| 1600 | 167.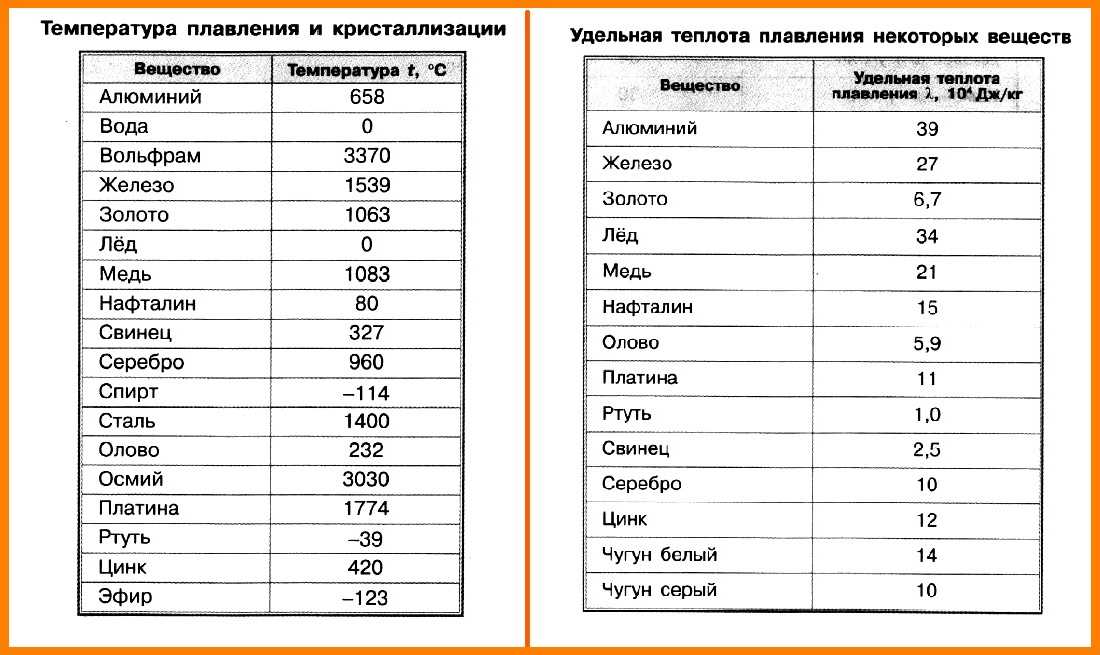 5 5 | 53.6 | |||||
| 1650 | 171.1 | 54.8 | |||||
| 1700 | 174. 6 6 | 56.0 | |||||
| 1750 | 54.6 | 57.1 | |||||
| 1800 | 55. 7 7 | 58.3 | |||||
| 1850 | 36.7 | 56.7 | 59.5 | ||||
| 1900 | 37.2 | 57. 8 8 | 60.7 | ||||
| 1950 | 37.7 | 58.8 | 61.8 | ||||
| 2000 | 38.2 | 59. 9 9 | 63.0 | ||||
| 2050 | 38.6 | ||||||
Open в отдельном окне
Имеющиеся экспериментальные данные по теплопроводности жидких меди, галлия, индия, железа, свинца, никеля и олова были критически изучены с целью установления эталонных корреляций теплопроводности при 0,1 МПа. Все экспериментальные данные были разделены на первичные и вторичные данные в соответствии с качеством измерения, определяемым рядом критериев. Предлагаемые стандартные эталонные корреляции для теплопроводности жидких меди, галлия, индия, железа, свинца, никеля и олова характеризуются неопределенностью 90,8, 15,9, 9,7, 13,7, 16,9, 7,7 и 12,6% при доверительном уровне 95% соответственно.
Предлагаемые стандартные эталонные корреляции для теплопроводности жидких меди, галлия, индия, железа, свинца, никеля и олова характеризуются неопределенностью 90,8, 15,9, 9,7, 13,7, 16,9, 7,7 и 12,6% при доверительном уровне 95% соответственно.
Открыть в отдельном окне
Измерения теплопроводности жидкого галлия в зависимости от температуры; (●) Peralta и др. [18]; (◇) Фукуяма и др. [29]; (◒) Миямура и Суса (Абс) [28]; (◓) Миямура и Суса (Rel) [28]; (- -) Окада и Озоэ [67]; (□-) Гамазов и др. [68]; (◑) Магмедов [36]; (□) Филиппов [63]; (△) Шримпф [53]; (⏀) Дутчак и Панасюк [37]; (▲) Даггин [45]; (⬖) Пашаев [44]. Предыдущая эталонная корреляция Mills и др. . [11], (▬) и эталонные значения Тулукиана и др. . [10], (
), также показаны. (….) температура плавления.
Открыть в отдельном окне
Измерения теплопроводности жидкого индия в зависимости от температуры: (◐) Савченко и др. . [49]; (◒) Билек и др. . [19]; (●) Peralta и др. [18]; (□) Голдратт и Гринфилд [31]; (■) Хусаинова и Палова [56]; (▲) Duggin (ячейка Pyrex) [46]; (△) Duggin Pyrex (ячейка SS) [46]; (◆) Аталла и др. [65]; (◇) Осипенко [38]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и оценочные референтные значения Тулукиана и др. . [10], (
. [49]; (◒) Билек и др. . [19]; (●) Peralta и др. [18]; (□) Голдратт и Гринфилд [31]; (■) Хусаинова и Палова [56]; (▲) Duggin (ячейка Pyrex) [46]; (△) Duggin Pyrex (ячейка SS) [46]; (◆) Аталла и др. [65]; (◇) Осипенко [38]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и оценочные референтные значения Тулукиана и др. . [10], (
), также показаны. (….) температура плавления.
Открыть в отдельном окне
Измерения теплопроводности жидкого чугуна в зависимости от температуры: (○) Sugie et al. [57]; (+) Ниши и др. . [52]; (▲) Зиновьев и др. [61]; (△) Ильиных и др. [60]; (◇) Островский и др. [69]. Предыдущие эталонные значения Touloukian et al . [10], (
) до 2200 К. (….) температура плавления.
Открыть в отдельном окне
Измерения теплопроводности жидкого свинца в зависимости от температуры: (○) Савченко и др. [51]; (●) Билек и др. [20]; (◆) Склярчук и Плевачук [35]; (+) Ямасуэ [7]; (▲) Накамура и др. [30]; (■) Хеммингер [34]; (- — ) Банчила и Филиппов [66]; (□-) Филиппов [63]; (□) Виттенберг [59]; (◭) Даггин [46]; (◇) Осипенко [38]; (⏀) Дутчак и Панасюк [37]; (◨) Юрчак и Филиппов [64]; (△) Никольский и др. [39]; (◐) Пауэлл и Тай [40]; (◑) Бидуэлл [47]; (⬙) Конно [42]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и оценочные референтные значения Тулукиана и др. . [10], (
[20]; (◆) Склярчук и Плевачук [35]; (+) Ямасуэ [7]; (▲) Накамура и др. [30]; (■) Хеммингер [34]; (- — ) Банчила и Филиппов [66]; (□-) Филиппов [63]; (□) Виттенберг [59]; (◭) Даггин [46]; (◇) Осипенко [38]; (⏀) Дутчак и Панасюк [37]; (◨) Юрчак и Филиппов [64]; (△) Никольский и др. [39]; (◐) Пауэлл и Тай [40]; (◑) Бидуэлл [47]; (⬙) Конно [42]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и оценочные референтные значения Тулукиана и др. . [10], (
), также показаны. (….) температура плавления.
Открыть в отдельном окне
Измерения теплопроводности жидкого никеля в зависимости от температуры: (●) Kobatake и др. . [58]; (
) Нагата и др. [17]; (○) Ниши и др. [52]; (▲) Зиновьев и др. [61]; (◇) Островский и др. [69]. Предыдущее эталонное значение Mills и др. . [11], (▬), также показано. (….) температура плавления.
Открыть в отдельном окне
Процентные отклонения первичных данных по теплопроводности жидкого галлия в зависимости от температуры: (●) Peralta et al. [18]; (◇) Фукуяма и др. [29]; (◒) Миямура и Суса (Абс) [28]; (◓) Миямура и Суса (Rel) [28]; (◑) Магмедов [36]; (△) Шримпф [53]; (⏀) Дутчак и Панасюк [37]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и эталонные значения Тулукиана и др. . [10], (
[18]; (◇) Фукуяма и др. [29]; (◒) Миямура и Суса (Абс) [28]; (◓) Миямура и Суса (Rel) [28]; (◑) Магмедов [36]; (△) Шримпф [53]; (⏀) Дутчак и Панасюк [37]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и эталонные значения Тулукиана и др. . [10], (
), также показаны. (….) температура плавления.
Открыть в отдельном окне
Процентные отклонения первичных данных по теплопроводности жидкого индия в зависимости от температуры: (◐) Савченко и др. . [49]; (◒) Билек и др. . [19]; (●) Peralta и др. [18]; (□) Голдратт и Гринфилд [31]; (▲) Duggin (ячейка Pyrex) [46]; (△) Duggin Pyrex (ячейка SS) [46]; (◇) Осипенко [38]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и оценочные референтные значения Тулукиана и др. . [10], (
), также показаны. (….) температура плавления.
Открыть в отдельном окне
Процентные отклонения первичных данных по теплопроводности жидкого чугуна в зависимости от температуры: (○) Sugie и др. [57]; (+) Ниши и др. . [52]; (▲) Зиновьев и др. [61]; (△) Ильиных и др. [60]. Предыдущие эталонные значения Touloukian et al . [10], (
[57]; (+) Ниши и др. . [52]; (▲) Зиновьев и др. [61]; (△) Ильиных и др. [60]. Предыдущие эталонные значения Touloukian et al . [10], (
), также показаны. (….) температура плавления.
Открыть в отдельном окне
Процентные отклонения первичных данных по теплопроводности жидкого свинца в зависимости от температуры: (○) Савченко и др. [51]; (●) Билек и др. [20]; (◆) Склярчук и Плевачук [35]; (▲) Накамура и др. [30]; (■) Хеммингер [34]; (□) Виттенберг [59]; (◇) Осипенко [38]; (⏀) Дутчак и Панасюк [37]; (△) Никольский и др. [39]; (◐) Пауэлл и Тай [40]; (⬙) Конно [42]. Предыдущая эталонная корреляция Миллса и др. . [11], (▬) и оценочные референтные значения Тулукиана и др. . [10], (
), также показаны. (….) температура плавления.
Открыть в отдельном окне
Процентные отклонения первичных данных по теплопроводности жидкого никеля в зависимости от температуры: (●) Кобатаке и др. . [58]; (○) Ниши и др. [52]; (▲) Зиновьев и др. [61]. Предыдущее эталонное значение Mills и др. . [11], (▬), также показано. (….) температура плавления.
. [58]; (○) Ниши и др. [52]; (▲) Зиновьев и др. [61]. Предыдущее эталонное значение Mills и др. . [11], (▬), также показано. (….) температура плавления.
ТАБЛИЦА 2
Рассмотренные наборы данных для теплопроводности жидкого галлия при 0,1 МПа
| Первый автор | Опубл. год | Арт. | Чистота a (масс. %) | Используемая технология b | Указанная погрешность (%) | № данных | Темп. Range (K) Range (K) | Form of data c | |
|---|---|---|---|---|---|---|---|---|---|
| Previous reference correlation/values | |||||||||
| Mills | 1996 | [11] | — | 303–1200 | E | ||||
| Тулукский | 1970 | [10] | 10–15 | 4 | 303–600 | П | |||
| Primary data | |||||||||
| Peralta-Martinez | 2006 | [18] | 99. 99 99 | Transient hot wire | 2 | 7 | 321–615 | P | |
| Фукуяма | 2006 | [29] | 99,99 | Переменная горячая проволока | 18 | 3 | 301–330 | D | |
| Miyamura | 2002 | [28] | 99. 9999 9999 | Transient hot wire (Abs) | 15 | 6 | 309–471 | D | |
| Miyamura | 2002 | [28] | 99.9999 | Transient hot wire (Rel) | 15 | 6 | 308–471 | D | |
| Magmedov | 1978 | [36] | HP | Guarded heat flow | — | 16 | 314–836 | D | |
| Schriempf | 1973 | [53] | 99. 99 99 | Laser flash (TD) | 5 | 21 | 316–785 | D | |
| Dutchak | 1967 | [37] | — | Guarded heat flow | — | 4 | 305–474 | D | |
| Secondary data | |||||||||
| Okada | 1992 | [67] | — | ns | 2. 5 5 | — | 306–312 | E | |
| Gamazov | 1979 | [68] | — | — | Temperature wave (TD) | — | 4 | 1102–1480 | D |
| Duggin | 1969 | [45] | Pure | Guarded heat flow | 2. 5 5 | 20 | 357–589 | D | |
| Pashaev | 1961 | [44] | 99.999 | Guarded heat flow | 5 | 15 | 308–618 | D | |
Открыть в отдельном окне
a HP = High Purity
b Abs = абсолютное, Rel = относительное, TD = измерение температуропроводности, ns = не указано.
в D = диаграмма, E = уравнение, P = табличные данные год
 996
996 999
999
 999
999Открыто в отдельном окне
A TD = Thermal Diffusive Измерение
B D = DIDAGRAM, E = Уравнение E = Pudge Pudge, P = P = Pudge Pudge, P = P = Pudge Pudge, P = P = P = P = P = Pulcation P = P = Pudge Pudge Pudge Puder.
Рассмотренные наборы данных по теплопроводности жидкого железа при 0,1 МПа
| Первый автор | Опубл. год | Арт. | Чистота (масс. %) | Используемая методика a | Указанная погрешность (%) | № данных | Темп. Range (K) | Form of data b |
|---|---|---|---|---|---|---|---|---|
| Previous reference values | ||||||||
| Touloukian | 1970 | [10] | 3–8 | 8 | 1810– 3000 | П | ||
| Первичные данные | ||||||||
| Суги | 2011 | [57] | 99. 98 98 | Electromagnetic levitation | 5 | 12 | 1811–2049 | D |
| Nishi | 2003 | [52] | 99.80 | Laser flash ( TD) | 3.3 | 16 | 1818–1869 | D |
| Zinovyev | 1986 | [61] | 99. 99 99 | Temperature wave (TD) | 5 | 3 | 1817–1881 | D |
| Ilinykh | 1984 | [60] | — | Temperature wave (TD) | 5 | 3 | 1816–1838 | D |
| Secondary data | ||||||||
| Ostrovskii | 1980 | [69] | 99. 90 90 | ns | 20 | 1 | 1811 | D |
Открыть в отдельном окне
a TD = измерение температуропроводности, ns = не указано,
b D = диаграмма, P = табличные данные теплопроводность жидкого свинца при 0,1 МПа
| Первый автор | Опубл. год | Арт. | Чистота a (масс. %) | Используемая технология b | Указанная погрешность (%) | № данных | Темп. Range (K) Range (K) | Form of data c | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Previous reference correlation/values | ||||||||||||
| Mills | 1996 | [11] | — | 601–2100 | E | |||||||
| Тулукский | 1970 | [10] | 6–10 | 5 0 | П | |||||||
| Primary data | ||||||||||||
| Savchenko | 2013 | [51] | 99. 992 992 | Laser flash (TD) | 3.5–5.0 | 5 | 608–1007 | D | ||||
| Bilek | 2007 | [20] | 99.99 | Transient hot wire | 3 | 3 | 620–730 | P | ||||
| Sklyarchuk | 2005 | [35] | — | Guarded heat flow | 7 | 19 | 607–1001 | D | ||||
| Nakamura | 1990 | [30] | — | Переходная горячая проволока | — | 620–973 | D | |||||
| Hemminger | 1989 | 01010238 | 1989 | 010238. 0235 0235 | 5 | 616–773 | P | |||||
| Wittenberg | 1973 | [59] | 99.999 | Temperature wave (TD) | 10 | 5 | 724–924 | D | ||||
| Osipenko | 1970 | [38] | — | Guarded heat flow | — | 6 | 669–973 | D | ||||
| Dutchak | 1967 | [37] | — | Guarded heat flow | — | 628–872 | D | |||||
| Powell | 1958 | [40] | 99. 995 995 | Guarded heat flow | — | 10 | 625 –887 | D | ||||
| Nikolsky | 1959 | [39] | — | Guarded heat flow | — | 47 | 699–1130 | D | ||||
| Konno | 1920 | [42] | 99.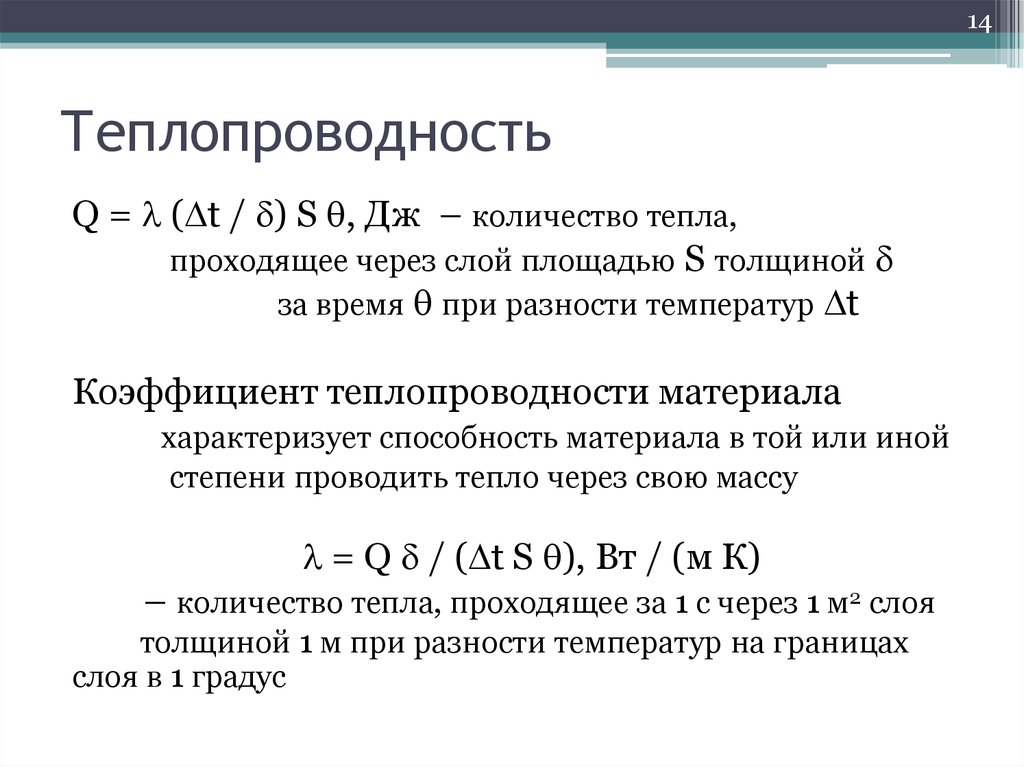 90 90 | Guarded heat flow | — | 3 | 628–874 | D | ||||
| Secondary data | ||||||||||||
| Yamasue | 2003 | [7] | — | Transient hot wire | 8 | 8 | 671–1373 | D | ||||
| Banchila | 1973 | [66] | 99. 9995 9995 | Temperature wave (TD) | 6 | 9 | 1159–2081 | D | ||||
| Filippov | 1973 | [63] | — | Temperature wave (TD ) | — | 6 | 600–1312 | D | ||||
| Охраняемый тепловой поток | 5 | 157 | 626–875 | D | ||||||||
| Yurchak | 1965 | [64] | — | Temperature wave (TD) | 6–8 | 29 | 828–1255 | D | ||||
| Bidwell | 1940 | [47] | — | |||||||||
| Первый автор | Опубл. год | Арт. | Чистота (масс. %) | Используемая методика a | Указанная погрешность (%) | № данных | Темп. Диапазон (К) | Form of data b | ||||
| Previous reference value | ||||||||||||
| Mills | 1996 | [11] | 1 | 1728 | P | |||||||
| Первичные данные | ||||||||||||
| KOBATAKE | 2010 | [58] | — | 80 [58] | — | 880 [58] | — | 888880. | . | 88888.0235 | 1711–1983 | D |
| Nishi | 2003 | [52] | — | Laser flash(TD) | 3.3 | 34 | 1728–1868 | D | ||||
| Zinovyev | 1986 | [61] | 99,90 | ТЕМПЕРАТА (TD) | 5 | 3 | 1739–1769 | 240235 | 1739–1769 | 240240235 | ||
| Вторичные данные | ||||||||||||
| Nagata | 2003 | [17] | — | Transient hot wire | — | 2 | 1789,1822 | D | ||||
| Ostrovskii | 1980 | [69] | 99,90 | NS | 26 | 1 | 1728 | P | ||||
 = Спектроскопия 9 класс0011
= Спектроскопия 9 класс0011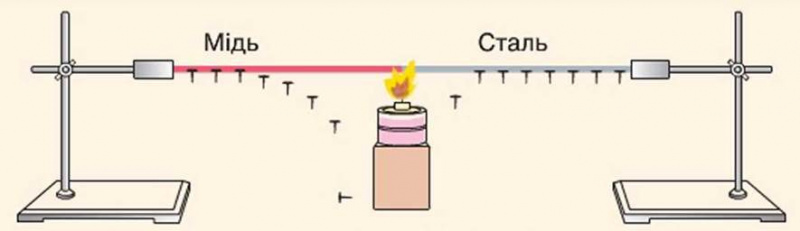
OPEN
9 .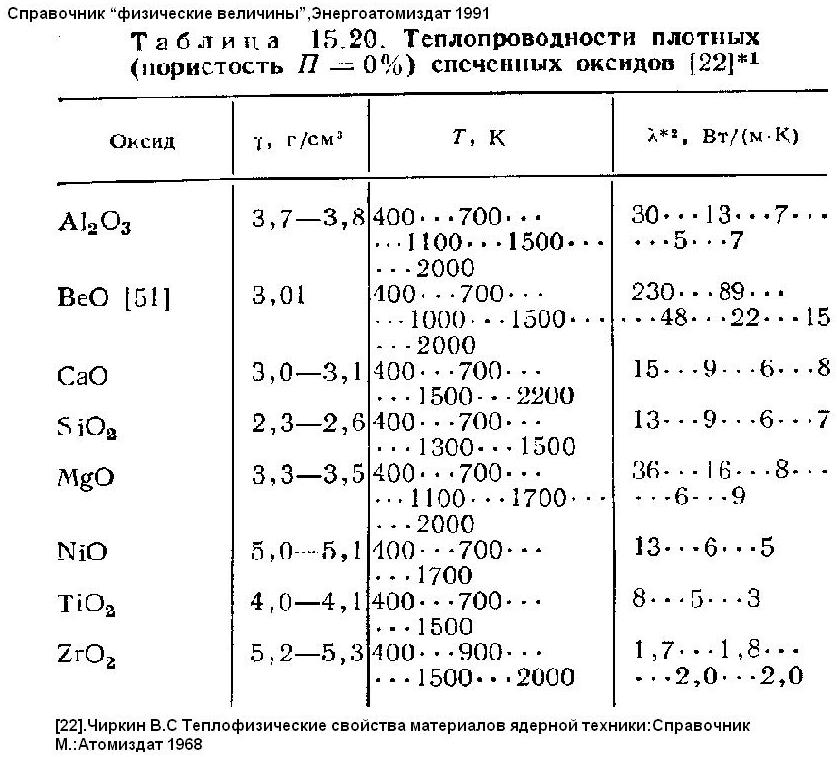 0011
0011
b D = диаграмма, P = табличные данные
Работа, описанная в этом документе, была выполнена под эгидой Международной ассоциации транспортных свойств (ранее известной как Подкомитет по транспортным свойствам Международного союза чистых и Прикладная химия).
** Частичный вклад Национального института стандартов и технологий, не защищенный авторскими правами в США
1. Ассаэль М.Дж., Какосимос К., Банниш М., Брилло Дж., Эгри И., Брукс Р., Квестед П.Н., Миллс C, Нагасима А., Сато Ю., Уэйкхэм В.А. J Phys Chem Ref Data. 2006; 32: 285–300. [Академия Google]
2. Ассаэль М.Дж., Калива А.Е., Антониадис К.Е., Баниш Р.М., Эгри И., Квестед П.Н., Ву Дж., Кашниц Э., Уэйкхэм В.А. J Phys Chem Ref Data. 2010;39:033105. [Google Scholar]
3. Ассаэль М.Дж., Калива А.Е., Антониадис К.Е., Баниш Р.М., Эгри И., Ву Дж., Кашниц Э., Уэйкхэм В.А. Высокая температура — высокое давление. 2012;41:161–184. [Google Scholar]
4. Ассаэль М.Дж. , Армира И.Дж., Брилло Дж., Станкус С., Ву Дж., Уэйкхэм В.А. J Phys Chem Ref Data. 2012;41:33101. [Google Scholar]
, Армира И.Дж., Брилло Дж., Станкус С., Ву Дж., Уэйкхэм В.А. J Phys Chem Ref Data. 2012;41:33101. [Google Scholar]
5. Ассаэль М.Дж., Михайлидоу Э.К., Брилло Дж., Станкус С., Ву Дж.Т., Уэйкхэм В.А. J Phys Chem Ref Data. 2012;41:033103. [Академия Google]
6. Franz R, Wiedemann G. Ann Physik. 1853; 165: 497–531. [Google Scholar]
7. Yamasue E, Susa M, Fukuyama H, Nagata K. Int J Thermophys. 2003; 24: 713–730. [Google Scholar]
8. Джорданенго Б., Бенацци Н., Винчел Дж., Гассер Дж. Г., Руби Л. Дж. Некристаллические твердые тела. 1999; 250–252: 377–383. [Google Scholar]
9. Тай Р.П., Хейден Р.В. Высокая температура — высокое давление. 1979; 11: 597–605. [Google Scholar]
10. Тулукиан Ю.С., Повелл Р.В., Хо С.Ю., Клеменс П.Г. Теплопроводность-металлические элементы и сплавы. пленум; Нью-Йорк, США: 1970. Теплофизические свойства вещества. Серия данных TPRC. Vol. 1. [Google Scholar]
11. Mills KC, Monaghan BJ, Keene B. J Int Mat Rev. 1996; 41:209–242. [Google Scholar]
[Google Scholar]
12. Assael MJ, Ramires MLV, Nieto de Castro CA, Wakeham WA. J Phys Chem Ref Data. 1990; 19: 113–117. [Google Scholar]
13. Ассаэль М.Дж., Милона С.К., Хубер М.Л., Перкинс Р.А. J Phys Chem Ref Data. 2012;41:023101. [Google Scholar]
14. Avgeri S, Assael MJ, Huber ML, Perkins RA. J Phys Chem Ref Data. 2015;44:033101. [Академия Google]
15. Huber ML, Perkins RA, Laesecke A, Friend DG, Sengers JV, Assael MJ, Metaxa IN, Vogel E, Mares R, Miyagawa K. J Phys Chem Ref Data. 2009; 38: 101–126. [Google Scholar]
16. Huber ML, Perkins RA, Friend DG, Sengers JV, Assael MJ, Metaxa IN, Miyagawa K, Hellmann R, Vogel E. J Phys Chem Ref Data. 2012;41:033102. [Google Scholar]
17. Нагата К., Фукуяма Х., Тагучи К., Исии Х., Хаяши М. Высокотемпературные материальные процессы. 2003; 22: 267–273. [Google Scholar]
18. Перальта-Мартинес М.В., Ассаэль М.Дж., Дикс М.Дж., Карагианнидис Л., Уэйкхэм В.А. Int J Thermophys. 2006; 27: 681–69.8.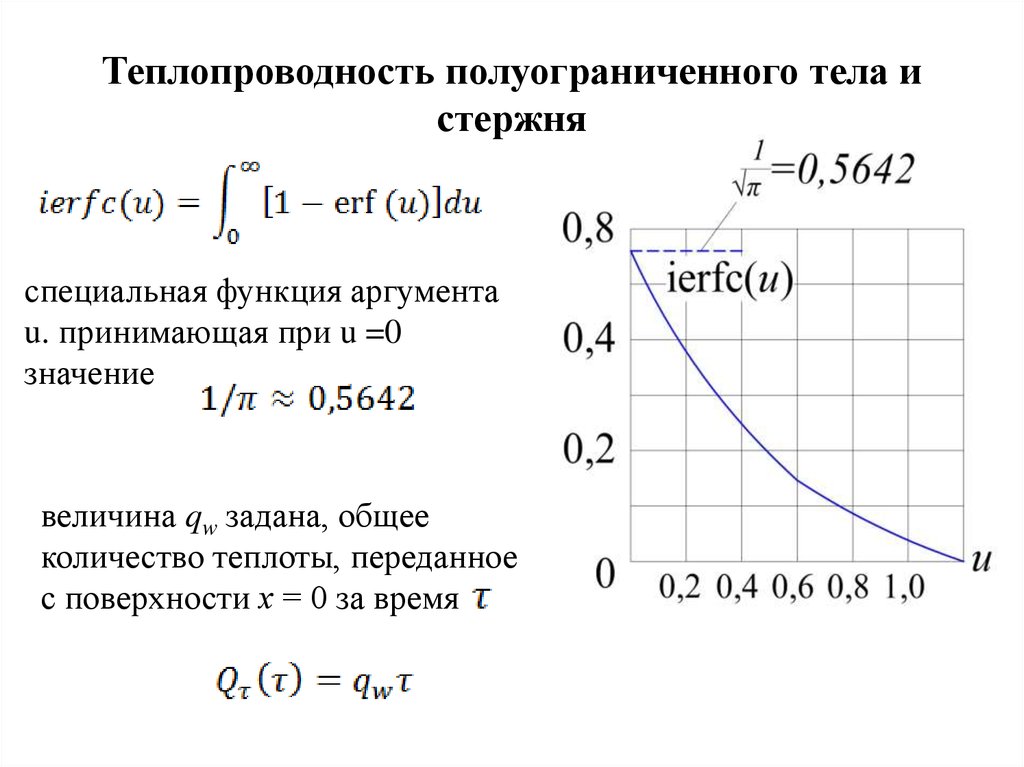 [Google Scholar]
[Google Scholar]
19. Билек Дж., Аткинсон Дж.К., Уэйкхэм В.А. Int J Thermophys. 2006; 27:1626–1637. [Google Scholar]
20. Билек Дж., Аткинсон Дж. К., Уэйкхэм В. А. Int J Thermophys. 2007; 28: 496–505. [Google Scholar]
21. Wakeham WA, Assael MJ. Глава 66.3.4. Измерение твердых тел. Измерения теплопроводности. В: Webster JG, Eren H, редакторы. Справочник по измерениям, приборам и датчикам. Пространственные, механические, тепловые и радиационные измерения. 2. CRC Press; Бока-Ратон, Флорида: 2014. [Google Scholar]
22. Cusco L, Monaghan B. J High Temp — High Press. 2002;34:281–289. [Google Scholar]
23. Schriempf JT. Высокая температура — высокое давление. 1972; 4: 411–416. [Google Scholar]
24. Tsukada T, Fukuyama H, Kobatake H. Int J Тепломассообмен. 2007;50:3054–3061. [Google Scholar]
25. Baba Y, Inoue T, Sugioka K-i, Kobatake H, Fukuyama H, Kubo M, Tsukada T. Meas Sci Technol. 2012;23:045103. [Google Scholar]
26. Зиновьев В.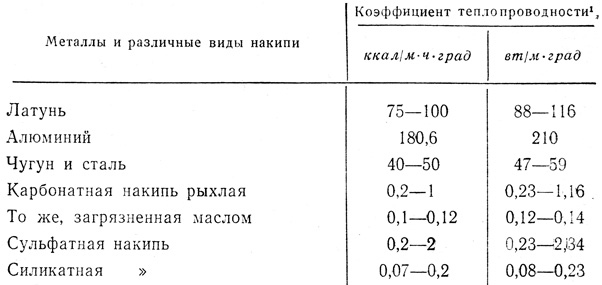 Ю., Баскакова А.А., Коршунова Н.Г., Баронихина Н.А., Загревин Л.Д. Инж-Физ Ж. 1973;25:490–494. [Google Scholar]
Ю., Баскакова А.А., Коршунова Н.Г., Баронихина Н.А., Загревин Л.Д. Инж-Физ Ж. 1973;25:490–494. [Google Scholar]
27. Nagai H, Mamiya M, Castillo M, Okutani T. Jpn J Appl Phys. 2006; 45: 6455–6461. [Google Scholar]
28. Миямура А., Суса М. High Temp — High Press. 2002; 34: 607–616. [Google Scholar]
29. Fukuyama H, Yoshimura T, Yasuda H, Ohta H. Int J Thermophys. 2006; 27: 1760–1777. [Google Scholar]
30. Nakamura S, Hibiya T, Yamamoto F. J Appl Phys. 1990;68:5125–5127. [Google Scholar]
31. Goldratt E, Greenfield AJ. J Phys F: Met Phys. 1980;10:L95–L99. [Google Scholar]
32. Кинеке Д.И. магистерская диссертация. Физический факультет Брауновского университета; USA: 1967. [Google Scholar]
33. Hemminger W. High Temp — High Press. 1985; 17: 465–468. [Google Scholar]
34. Hemminger W. Int J Thermophys. 1989; 10: 765–777. [Google Scholar]
35. Склярчук В., Плевачук Ю. Измер. 2005; 16: 467–471. [Google Scholar]
36. Магмедов А.М. Свердловск: Ин-т металлургии. 1978; 2: 21–24. [Академия Google]
Магмедов А.М. Свердловск: Ин-т металлургии. 1978; 2: 21–24. [Академия Google]
37. Дутчак Ю.И., Панасюк П.В. Советская физика твердого тела. 1967; 8: 2244–2246. [Google Scholar]
38. Осипенко В.П. Sov Phys J. 1970;12:1570–1573. [Google Scholar]
39. Никольский Н.А., Калакутская Н.А., Пчелкин И.М., Классен Т.В., Вельтищева В.А. Вопросы теплообмена. 1959: 11–45. [Google Scholar]
40. Пауэлл Р.В., Тай Р.П. проц. Совместная конф. Термодин. трансп. Проп. жидкости; Лондон. 10–12 июля 1957 г.; 1958. стр. 182–187. [Google Scholar]
41. Браун В.Б. Физика, ред. 1923;22:171–179. [Google Scholar]
42. Конно С. Фил Маг. 1920; 40: 542–552. [Google Scholar]
43. Fieldhouse IB, Hedge JC, Lang JI, Waterman TE. Технический отчет ВАДК 55–495, часть II. ОБЪЯВЛЕНИЕ. 1956; 110510:1–18. [Google Scholar]
44. Пашаев Б.П. Советская физика твердого тела. 1961; 3: 303–305. [Google Scholar]
45. Даггин М.Дж. Физ. лат. 1969; 29А: 470–471. [Google Scholar]
46.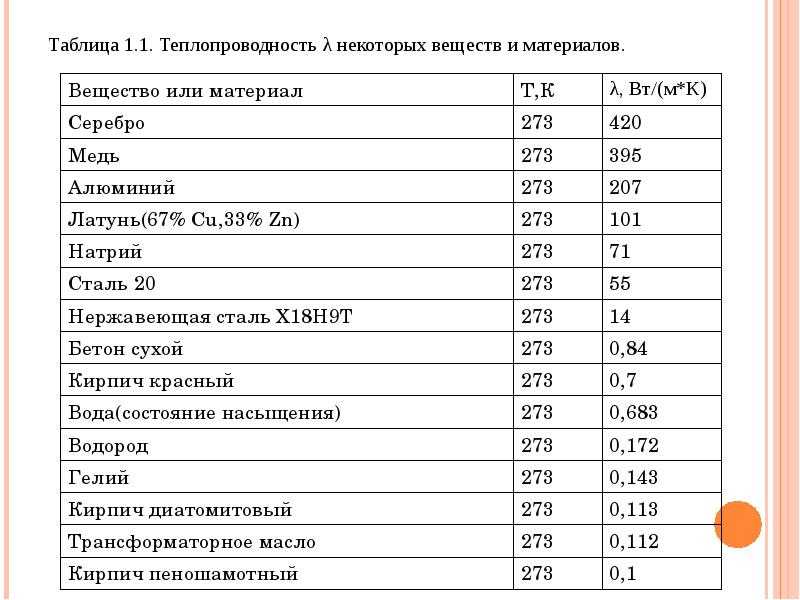 Даггин MJJ. Phys F: Met Phys. 1972; 2: 433–440. [Google Scholar]
Даггин MJJ. Phys F: Met Phys. 1972; 2: 433–440. [Google Scholar]
47. Bidwell CC. Физика, ред. 1940;58:561–564. [Google Scholar]
48. Чепмен Т.В. Магистр инженерных наук. 1966; 1: 65–69. [Google Scholar]
49. Савченко И.В., Станкус С.В., Агажанов А.С. Термофиз Аэромех. 2010;17:121–125. [Google Scholar]
50. Савченко И.В., Станкус С.В., Агажанов А.С. Высокий темп. 2011; 49: 506–511. [Google Scholar]
51. Савченко И.В., Станкус С.В., Агажанов А.С. Энергия атома. 2013; 115:83–87. [Google Scholar]
52. Nishi T, Shibata H, Waseda Y, Ohta H. Metall Mater Trans A. 2003;34A:2801–2807. [Академия Google]
53. Шримпф Дж. Т. Твердотельный коммун. 1973; 13: 651–653. [Google Scholar]
54. Otter C, Arles L. Rev Int Hautes Temp Refract. 1978; 15: 209–219. [Google Scholar]
55. Shibata H, Okubo K, Ohta H, Waseda Y. J Non-Cryst Solids. 2002; 312–314: 172–176. [Google Scholar]
56. Хусаинова Б.Н., Палова В.И. Применение ультраакустики к исследованию вещества.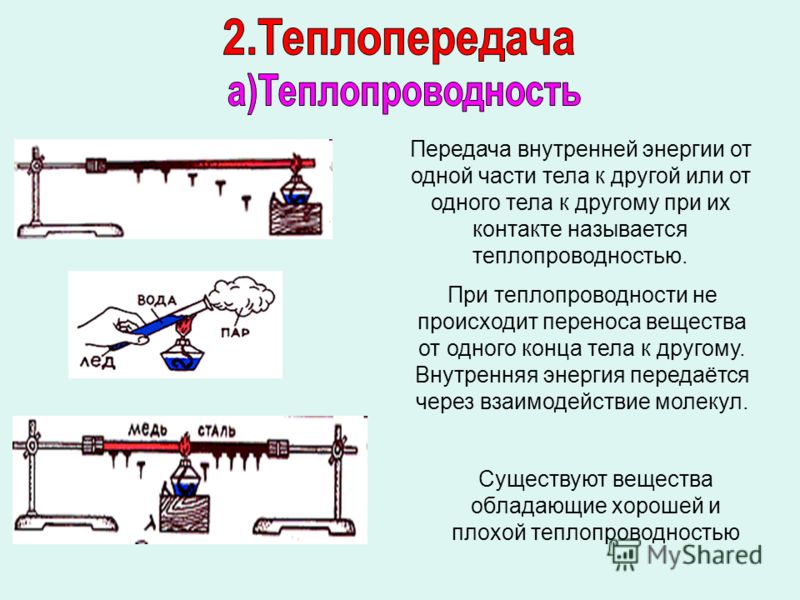 1976; 26: 59–65. [Google Scholar]
1976; 26: 59–65. [Google Scholar]
57. Sugie K, Kobatake H, Uchikoshi M, Isshiki M, Sugioka K-i, Tsukada T, Fukuyama H. Jpn J Appl Sci. 2011;50:11RD04. [Академия Google]
58. Kobatake H, Khosroabadi H, Fukuyama H. Proc. ЭТерм; 2010 г., 15–17 декабря; Цукуба, Япония. 2010. С. 122–124. [Google Scholar]
59. Wittenberg L. J Thermochim Acta. 1973; 7: 13–23. [Google Scholar]
60. Ильиных С.А., Талуц С.Г., Зиновьев В.Е., Баутин С.П. High Temp (СССР) 1984; 22: 709–714. [Google Scholar]
61. Зиновьев В.Ю., Полев В.Ф., Талуц С.Г., Зиновьева Г.П., Ильиных С.А. Физ Мет Металлогр. 1986; 61: 85–92. [Google Scholar]
62. Зиновьев В.Ю., Талуц С.Г., Камашев М.Г., Власов Б.В., Полякова В.П., Кореновский Н.И., Чупина Л.И., Загребин Л.Д. Физ Мет Металлогр. 1994;77:492–497. [Google Scholar]
63. Филиппов Л.П. Int J Тепломассоперенос. 1973; 16: 865–885. [Google Scholar]
64. Юрчак Р.П., Филиппов Л.П. Теплофиз выс темп. 1965; 3: 323–325. [Google Scholar]
65.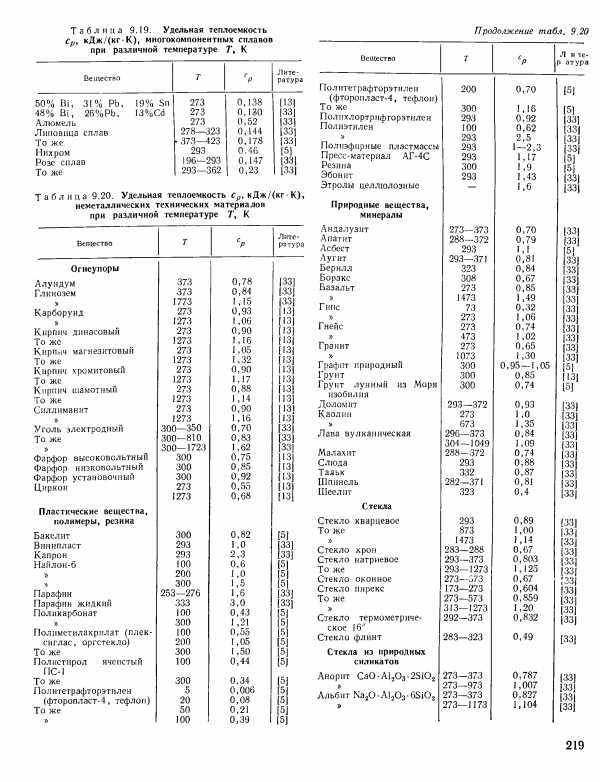 Аталла С.Р., Банчила С.Н., Филиппов Л.П. Высокий темп. 1972; 10: 60–63. [Google Scholar]
Аталла С.Р., Банчила С.Н., Филиппов Л.П. Высокий темп. 1972; 10: 60–63. [Google Scholar]
66. Банчила С.Н., Филиппов Л.П. Высокий темп. 1973; 11: 602–605. [Google Scholar]
67. Окада К., Озоэ Х.Дж. Теплопередача. 1992; 114:107–114. [Google Scholar]
68. Гамазов А.А., Моцар А.И., Хотняский А.Г. Сов Физ Ж. 1979;22:113. [Google Scholar]
69. Островский О.И., Ермаченков В.А., Попов В.М., Григорян В.А., Коган Л.Б. Russ J Phys Chem. 1980; 54: 739–741. [Академия Google]
Лучшие теплопроводные металлы
10 января 2019 г.
Обновлено: 27 сентября 2022 г.
автор: ИМС
Свяжитесь с нами
Отраслевые справочники
Время считывания: 2 м 18 с
Теплопроводность — это термин, описывающий, насколько быстро материал поглощает тепло из областей с высокой температурой и перемещает его в области с более низкой температурой. Лучшие теплопроводные металлы обладают высокой теплопроводностью и полезны для многих применений, таких как кухонная посуда, теплообменники и радиаторы. С другой стороны, металлы с более низкой скоростью теплопередачи также полезны, поскольку они могут выступать в качестве теплозащитного экрана в приложениях, выделяющих большое количество тепла, например, в двигателях самолетов.
С другой стороны, металлы с более низкой скоростью теплопередачи также полезны, поскольку они могут выступать в качестве теплозащитного экрана в приложениях, выделяющих большое количество тепла, например, в двигателях самолетов.
Варианты теплопроводных металлов
Следующие металлы, ранжированные от самой низкой до самой высокой средней теплопроводности в ваттах/метр-K при комнатной температуре, обычно используются либо в качестве источника тепла, либо для передачи тепла, в зависимости от их класса. Наименее проводящие металлы занимают первое место, вплоть до самых проводящих материалов.
- Нержавеющая сталь (16)
- Свинец (35)
- Углеродистая сталь (51)
- Кованое железо (59)
- Железо (73)
- Алюминий Бронза (76)
- Медная латунь (111)
- Алюминий (237)
- Медь (401)
- Серебро (429)
Нержавеющая сталь
Обладая одной из самых низких теплопроводностей среди металлических сплавов, нержавеющей стали требуется гораздо больше времени для отвода тепла от источника, чем у меди. Это означает, что кастрюля из нержавеющей стали будет нагревать пищу гораздо дольше, чем кастрюля с медным дном (хотя у нержавеющей стали есть и другие преимущества). В паровых и газовых турбинах на электростанциях используется нержавеющая сталь из-за ее термостойкости, среди прочих свойств. В архитектуре облицовка из нержавеющей стали может выдерживать более высокие температуры, сохраняя здания более прохладными на солнце.
Это означает, что кастрюля из нержавеющей стали будет нагревать пищу гораздо дольше, чем кастрюля с медным дном (хотя у нержавеющей стали есть и другие преимущества). В паровых и газовых турбинах на электростанциях используется нержавеющая сталь из-за ее термостойкости, среди прочих свойств. В архитектуре облицовка из нержавеющей стали может выдерживать более высокие температуры, сохраняя здания более прохладными на солнце.
Алюминий
Хотя алюминий имеет немного более низкую теплопроводность, чем медь, он легче по весу, дешевле и с ним проще работать, что делает его лучшим выбором для многих применений. Например, микроэлектроника, такая как светодиоды и лазерные диоды, использует крошечные радиаторы с алюминиевыми ребрами, которые выступают в воздух. Внутри алюминия тепло, выделяемое электроникой, передается от чипа через алюминий в воздух либо пассивно, либо с помощью принудительной конвекции воздушного потока или термоэлектрического охладителя.
Медь
Медь обладает очень высокой теплопроводностью, она намного дешевле и доступнее, чем серебро, которое лучше всего проводит тепло. Медь устойчива к коррозии и устойчива к биообрастанию, что делает ее хорошим материалом для солнечных водонагревателей, газовых водонагревателей, промышленных теплообменников, холодильников, кондиционеров и тепловых насосов.
Другие факторы, влияющие на теплопроводность
При рассмотрении лучших металлов для теплопроводности вы также должны учитывать другие факторы, помимо теплопроводности, которая влияет на скорость теплового потока. Например, начальная температура металла может существенно повлиять на скорость его теплопередачи. При комнатной температуре железо имеет теплопроводность 73, но при 1832°F его проводимость падает до 35. Другие факторы включают разницу температур металла, толщину и площадь поверхности металла.
Применение для проводящих металлов
Теплопроводящие металлы являются важным ресурсом для проектирования структуры приложения. Электроника и специально разработанные механические компоненты полагаются на проводящие металлы для создания полностью работоспособной конструкции, которая либо притягивает, либо отклоняет тепловую активность. Применение проводящих металлов включает:
Электроника и специально разработанные механические компоненты полагаются на проводящие металлы для создания полностью работоспособной конструкции, которая либо притягивает, либо отклоняет тепловую активность. Применение проводящих металлов включает:
- Электроника
- Изделия медицинские
- Лабораторное оборудование
- Строительное снаряжение
- Электропроводка
Ваш местный поставщик металла, обслуживающий Южную Калифорнию, Аризону и Северную Мексику
Имея семь офисов, обслуживающих Калифорнию, Аризону, Неваду и Северную Мексику, IMS является поставщиком металла с полным спектром услуг, который понимает ваши потребности. Наш ассортимент металлических изделий включает в себя широкий спектр металлических форм и широкий выбор сплавов. Мы предлагаем следующие преимущества:
- Звонок в тот же день
- Местная доставка на следующий день
- Отличная цена со скидкой при больших объемах
- Изготовление металла по индивидуальному заказу
- Сертификат ISO 9001
- Поддержка производственных процессов «точно в срок»
- Нет минимальных покупок
Industrial Metal Supply — крупнейший на Юго-Западе поставщик всех видов металлообрабатывающих и металлообрабатывающих принадлежностей. Запросите предложение или свяжитесь с IMS сегодня.
Запросите предложение или свяжитесь с IMS сегодня.
Отраслевые справочники
Предыдущий пост: Жизнь заказа
Следующая запись: Креативные способы использования листового металла для самоделок
Представленные категории
Профилактика ржавчины Основы металлов Как серия Формы металлов Руководства по отрасли Металлы
Другие категории
Связаться с США
СПОРИЯ И СПРОСКА ВКу)
Контроль рассеивания тепла в герметичных устройствах, содержащих электронные компоненты, является серьезной проблемой в секторе электроники.
Наши композиты молибден-медь (AMC) и вольфрам-медь (AWC) разработаны с использованием технологии кованого порошка для обеспечения улучшенной теплопроводности и строго контролируемого теплового расширения.
Важнейшие области применения включают материал радиатора, пьедесталы, подложки, теплораспределители, обработанные компоненты и заготовки.
Предпочтительные материалы для изделий из GaAs и GaN
Благодаря своей превосходной теплопроводности и контролируемому тепловому расширению наши композиты молибден-медь и вольфрам-медь являются предпочтительными материалами для изготовления полупроводников из арсенида галлия (GaAs) и нитрида галлия (GaN) в оборонной промышленности.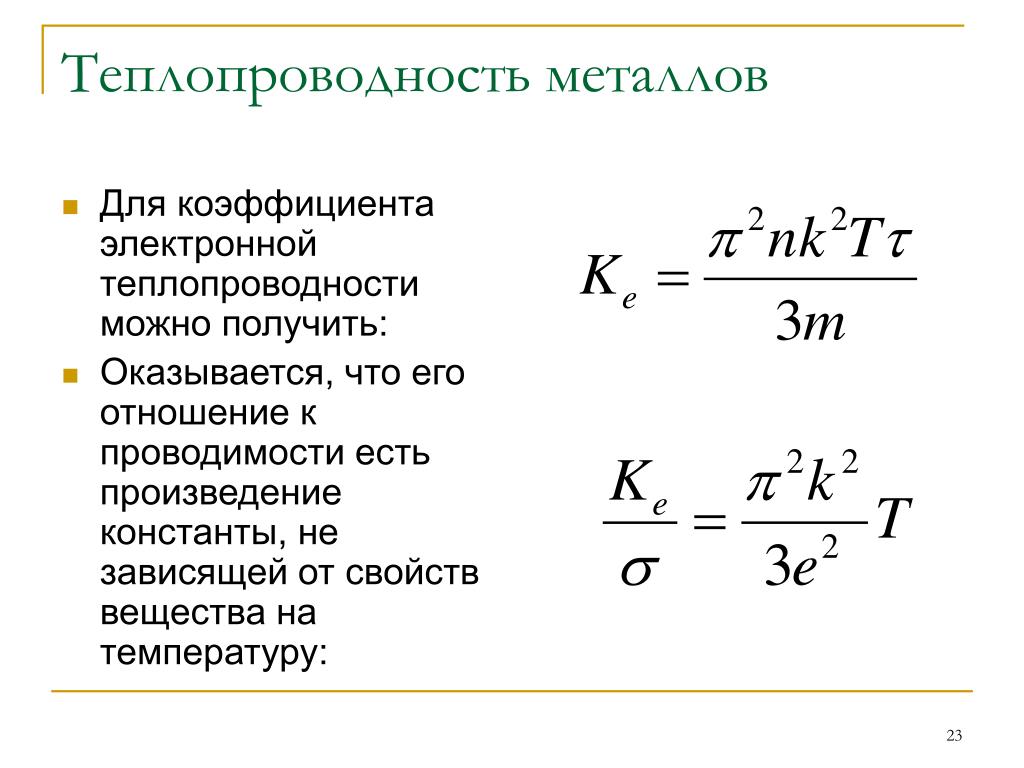 Нашим материалам для теплоотводов доверяют в таких чувствительных областях применения, как:
Нашим материалам для теплоотводов доверяют в таких чувствительных областях применения, как:
- Современные активные радары
- Электронные средства противодействия
- Оборудование для подавления помех
Размеры
г.
Молибден-медь и вольфрам-медь доступны в виде готовых деталей со следующими максимальными размерами в зависимости от общего размера
- Ширина: 4 дюйма (102 мм)
- Толщина: 3 дюйма (76 мм)
- Длина: 24 дюйма (610 мм)
Наши терморегулирующие материалы могут быть подвергнуты механической обработке и легко покрыты металлическими пластинами, а также обладают превосходной теплопроводностью по всей толщине по сравнению с другими продуктами. Кроме того, наша способность перерабатывать в сетчатую форму и форму блоков позволяет нам предлагать эти материалы для дальнейшей обработки в готовую упаковочную продукцию.
Герметичный контроль теплового расширения
Материалы теплораспределителя имеют разную степень теплового расширения и могут быть разработаны для конкретных материалов I/C. Несмотря на то, что наши материалы молибден-медь и вольфрам-медь доступны со стандартными ступенями химического состава 5%, у нас есть опыт производства небольших объемов специально разработанных продуктов, чтобы обеспечить очень конкретные скорости расширения и индивидуальные составы для соответствия КТР.
Решение «под ключ» для готовых к производству пьедесталов
Наши передовые материалы для терморегулирования предлагаются в виде сырья в виде листов или блоков. Мы также сохраняем возможности вертикальной интеграции для клиентов с готовыми решениями почти так же, как и наши продукты со смешанной матрицей. Мы предлагаем:
- Пьедесталы нестандартных размеров с помощью электроэрозионной обработки (EDM)
- Обработка с высокими допусками
- Сертифицированное покрытие Nadcap™
- Варианты упаковки Pick & Place, такие как вафельные пакеты
- Края без заусенцев
Применение
Наши композиты молибден-медь и вольфрам-медь используются в приложениях управления температурой электронных корпусов. Это включает:
Это включает:
- Монтаж чипа
- Материал радиатора для морских, наземных и аэрокосмических радаров
- Сердечники печатной платы
- Крышки или крышки
- Распределитель тепла
- Полупроводники для оборонной промышленности
- Электрические средства противодействия
- Оборудование для подавления помех
- Пакеты для микроволновых печей
- Высокочастотные приложения
- Крепления для лазера
- Оптоэлектроника
- Внешние усилители мощности с покрытием из никеля и золота
- Сеть мобильного интернета 5G
Широко используются материалы для управления температурным режимом , медный материал радиатора и подставки для интегральных схем (I/C), а также в качестве опорных корпусов для корпусов I/C. Мы предлагаем материал для теплоотвода в форме поперечно-катаного листа для отличных характеристик расширения x-y, а также в форме предварительно обработанных блоков для I/C упаковка .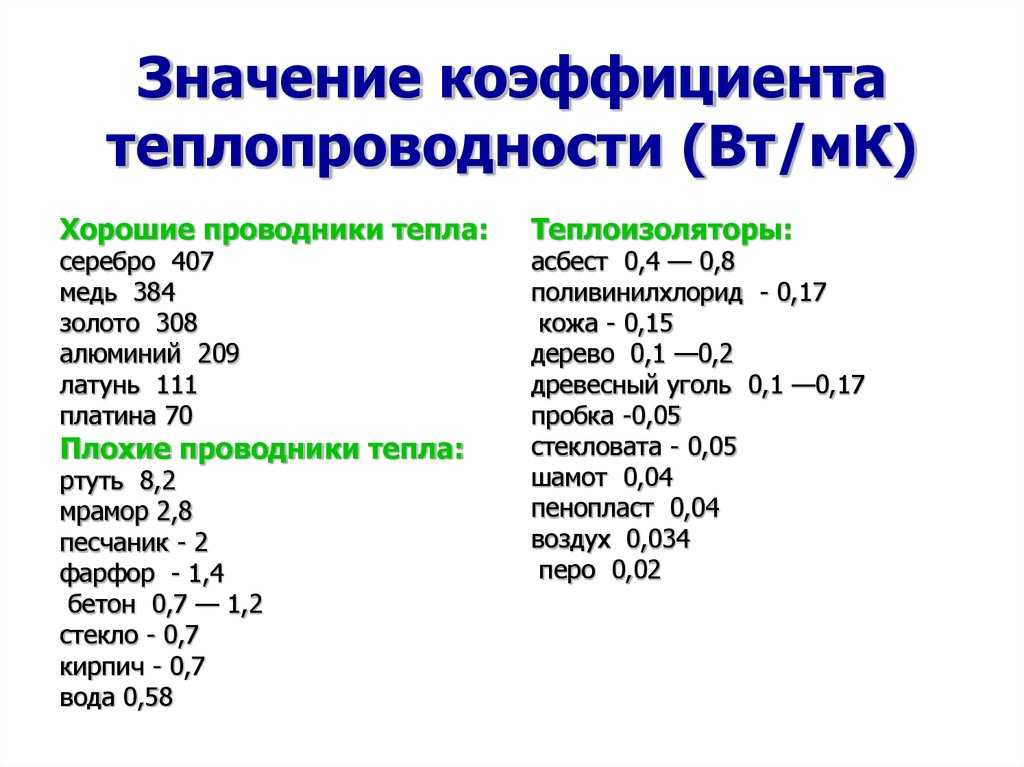
КОМПОЗИЦИИ МОЛИБДЕНА-МЕДИ ( СЕРИЯ AMC )
| КОМПОЗИЦИИ МОЛИБДЕНА-МЕДИ | |
|---|---|
| АМС 6040 | 60% Молибден-40% Медь |
| АМС 6535 | 65% Молибден-35% Медь |
| АМС 7525 | 75% Молибден-25% Медь |
| АМС 8020 | 80% Молибден-20% Медь |
| АМС 8515 | 85% Молибден-15% Медь |
| ПЛОТНОСТЬ МОЛИБДЕНА-МЕДИ | ||
|---|---|---|
| г/см 3 | фунтов/дюйм 3 | |
| АМС 6040 | 9,68 | 0,349 |
| АМС 6535 | 9,74 | 0,352 |
| АМС 7525 | 9,87 | 0,356 |
| АМС 8020 | 9,94 | 0,359 |
| АМС 8515 | 10. 01 01 | 0,361 |
| ТЕПЛОПРОВОДНОСТЬ МОЛИБДЕНА-МЕДИ | ||
|---|---|---|
| Вт/мК | БТЕ/час.фут°F | |
| АМС 6040 | 215 | 125 |
| АМС 6535 | 205 | 119 |
| АМС 7525 | 185 | 108 |
| АМС 8020 | 175 | 102 |
| АМС 8515 | 165 | 96 |
| ТЕПЛОВОЕ РАСШИРЕНИЕ МОЛИБДЕНА-МЕДИ (дюймы/дюймы x10 -6 /°C) | |||
|---|---|---|---|
| 30-150°С | 30-400°С | 30-800°С | |
| АМС 6040 | 9,5 | 10,2 | 10,5 |
| АМС 6535 | 9,0 | 9,4 | 9,8 |
| АМС 7525 | 7,8 | 8,0 | 8,4 |
| АМС 8020 | 7,2 | 7,5 | 7,9 |
| АМС 8515 | 6,8 | 7,0 | 7,4 |
КОМПОЗИТЫ ВОЛЬФРАМА-МЕДИ ( СЕРИЯ AWC )
| КОМПОЗИЦИИ ВОЛЬФРАМА-МЕДИ | |
|---|---|
| АВК 7525 | 75% вольфрам-25% медь |
| АВК 8020 | 80 % вольфрама-20 % меди |
| АВК 8515 | 85% вольфрам-15% медь |
| АВК 8812 | 88% вольфрам-12% медь |
| АВК 9010 | 90% вольфрама-10% меди |
| ПЛОТНОСТЬ ВОЛЬФРАМА-МЕДИ | ||
|---|---|---|
| г/см 3 | фунтов/дюйм 3 | |
| АВК 7525 | 14,98 | 0,541 |
| АВК 8020 | 15,68 | 0,567 |
| АВК 8515 | 16,45 | 0,594 |
| АВК 8812 | 16,95 | 0,612 |
| АВК 9010 | 17,3 | 0,625 |
| ВОЛЬФРАМОВО-МЕДНАЯ ТЕПЛОПРОВОДНОСТЬ | ||
|---|---|---|
| Вт/мК | БТЕ/час. фут°F фут°F | |
| АВК 7525 | 186 | 107 |
| АВК 8020 | 175 | 101 |
| АВК 8515 | 162 | 93 |
| АВК 8812 | 155 | 90 |
| АВК 9010 | 150 | 86 |
| ТЕПЛОВОЕ РАСШИРЕНИЕ ВОЛЬФРАМА-МЕДИ (дюймы/дюймы x10 -6 /°С) | |||
|---|---|---|---|
| 30-150°С | 30-400°С | 30-800°С | |
| АВК 7525 | 9,06 | 9,55 | 9,68 |
| АВК 8020 | 8.21 | 8,60 | 8,63 |
| АВК 8515 | 7,36 | 7,65 | 7,58 |
| АВК 8812 | 6,78 | 7,00 | 6,86 |
| АВК 9010 | 6,51 | 6,70 | 6,53 |
Медная трубка | AMERICAN ELEMENTS®
РАЗДЕЛ 1.
 ИДЕНТИФИКАЦИЯ
ИДЕНТИФИКАЦИЯ
Наименование продукта: Медная трубка
Номер продукта: Все применимые коды продуктов American Elements, например. КУ-М-02-ТУ
, ТС-М-03-ТУ
, ТС-М-04-ТУ
, CU-M-05-TU
Номер CAS: 7440-50-8
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике:
American Elements 108683.
Лос-Анджелес, Калифорния
Тел.: +1 310-208-0551
Факс: +1 310-208-0351
Телефон службы экстренной помощи:
Внутренний, Северная Америка: +1 800-424-9300
Международный: +1 703-527-3887
Регламенту (ЕС) № 1272/2008
Вещество не классифицируется как опасное для здоровья или окружающей среды в соответствии с регламентом CLP.
Классификация согласно Директиве 67/548/ЕЕС или Директиве 1999/45/ЕС
Н/Д
Информация об особых опасностях для человека и окружающей среды:
Нет данных
Опасности, не классифицированные иначе
Нет данных
Элементы маркировки
Маркировка в соответствии с Регламентом (ЕС) № 1272/2008
Н/Д
Пиктограммы опасности
Н/Д
Сигнальное слово
Н/Д
Краткая характеристика опасности
Н/Д
Классификация WHMIS
Не контролируется
Система классификации
Рейтинги HMIS (шкала 0–4)
(Система идентификации опасных материалов)
Здоровье (острое воздействие) = 0
Воспламеняемость = 0
Физическая опасность = 0
Другие опасности
Результаты оценки PBT и vPvB
PBT: н/д
vPvB: н/д
Вещества
Номер CAS / Название вещества:
7440-50-8 Медь
Идентификационный номер(а):
Номер ЕС: 231-159-6
РАЗДЕЛ 4.
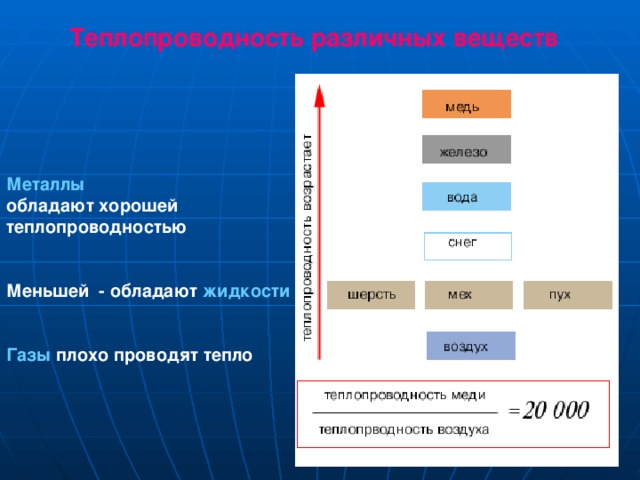 МЕРЫ ПЕРВОЙ ПОМОЩИ
МЕРЫ ПЕРВОЙ ПОМОЩИ
Описание мер первой помощи
Общая информация
Никаких особых мер не требуется.
При вдыхании:
В случае жалоб обратиться за медицинской помощью.
При попадании на кожу:
Обычно продукт не раздражает кожу.
При попадании в глаза:
Промыть открытые глаза в течение нескольких минут под проточной водой. Если симптомы сохраняются, обратитесь к врачу.
При проглатывании:
Если симптомы сохраняются, обратитесь к врачу.
Информация для врача
Наиболее важные симптомы и эффекты, как немедленные, так и замедленные
Нет доступных данных
Указание на необходимость немедленной медицинской помощи и специального лечения
Данные отсутствуют
РАЗДЕЛ 5. ПРОТИВОПОЖАРНЫЕ МЕРЫ
Средства пожаротушения
Подходящие средства тушения
Специальный порошок для пожаров металлов. Не используйте воду.
Неподходящие средства пожаротушения из соображений безопасности
Вода
Особые опасности, исходящие от вещества или смеси
Если этот продукт участвует в пожаре, могут выделяться следующие вещества:
Оксиды меди
Рекомендации для пожарных
Средства защиты:
Никаких специальных мер не требуется.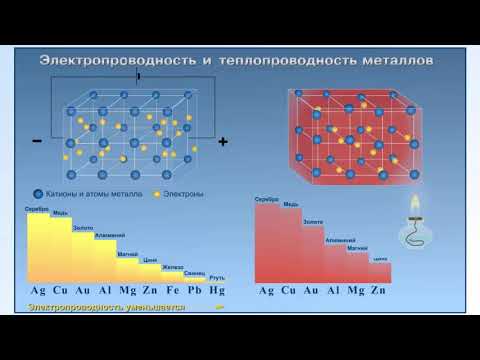
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Индивидуальные меры предосторожности, защитное снаряжение и чрезвычайные меры
Не требуется.
Меры предосторожности для окружающей среды:
Не допускайте попадания материала в окружающую среду без официального разрешения.
Не допускайте попадания продукта в канализацию, канализационные системы или другие водотоки.
Не допускайте проникновения материала в землю или почву.
Методы и материалы для локализации и очистки:
Подобрать механически.
Предотвращение вторичных опасностей:
Никаких специальных мер не требуется.
Ссылка на другие разделы
См. Раздел 7 для информации о безопасном обращении
См. Раздел 8 для информации о средствах индивидуальной защиты.
Информацию об утилизации см. в Разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение с
Меры предосторожности для безопасного обращения
Держите контейнер плотно закрытым.
Хранить в прохладном, сухом месте в плотно закрытой таре.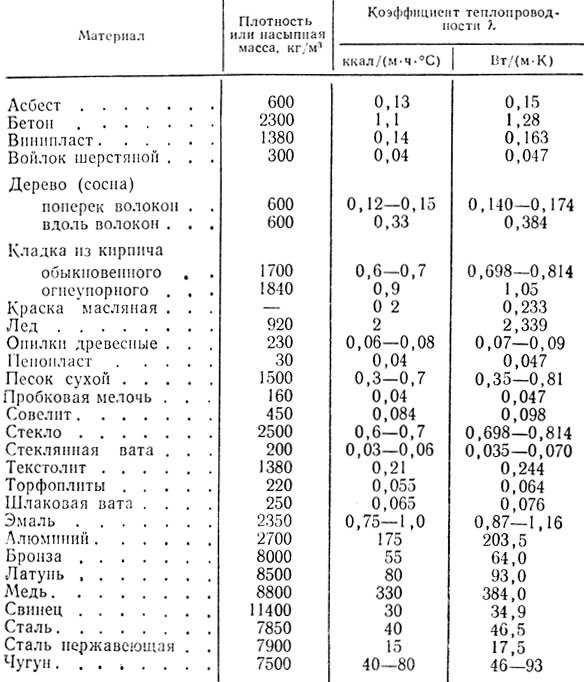
Информация о защите от взрывов и пожаров:
Никаких специальных мер не требуется.
Условия безопасного хранения, включая любые несовместимости
Требования, которым должны соответствовать складские помещения и емкости:
Особых требований нет.
Информация о хранении на одном общем складе:
Нет данных
Дополнительная информация об условиях хранения:
Хранить тару плотно закрытой.
Хранить в прохладном, сухом месте в хорошо закрытых контейнерах.
Особое конечное использование
Данные отсутствуют
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Дополнительная информация о конструкции технических систем:
Дополнительные данные отсутствуют; см. раздел 7.
Параметры контроля
Компоненты с предельными значениями, требующими контроля на рабочем месте: 7440-50-8 Медь (100,0%)
PEL (США) Длительное значение: 1* 0,1** мг/м 3 в виде Cu *пыль и туман **дым
REL (США) Длительное значение: 1* 0,1** мг/м 3 как Cu *пыль и туман **дым
TLV (США) Длительное значение: 1* 0,2** мг/м 3 *пыль и туман; **дым; как Cu
EL (Канада) Длительное значение: 1* 0,2** мг/м 3 *пыль и туман; **дым
EV (Канада) Длительное значение: 0,2* 1** мг/м 3 в виде меди, *дым;**пыль и туман
Дополнительная информация: нет данных
Средства контроля воздействия
Средства индивидуальной защиты
Следуйте типичные защитные и гигиенические методы обращения с химическими веществами.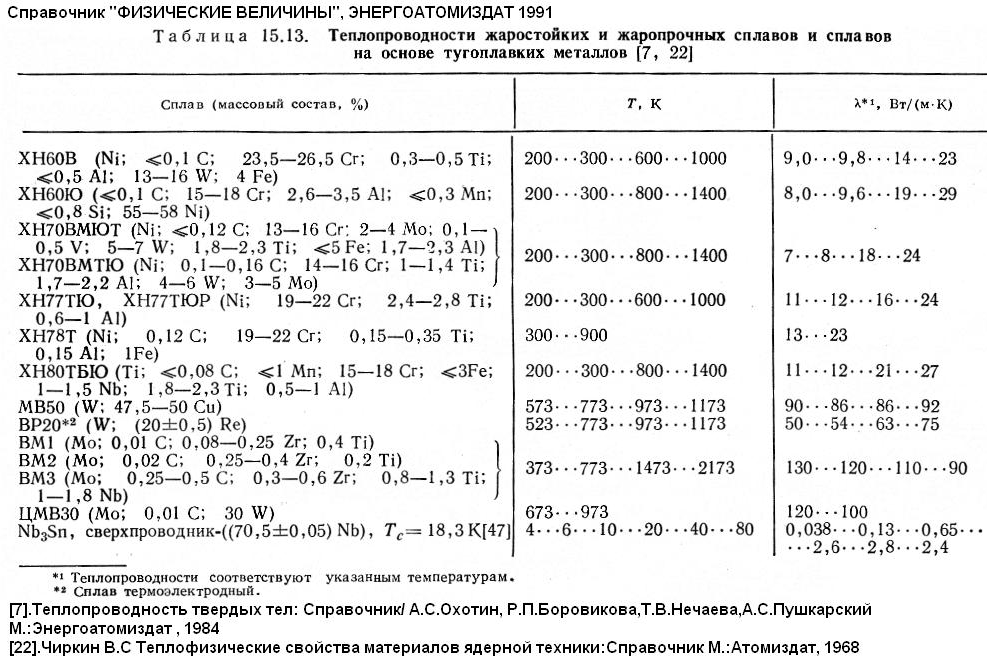
Поддерживайте эргономически подходящую рабочую среду.
Дыхательное оборудование: не требуется.
Защита рук: Не требуется.
Время проникновения через материал перчаток (в минутах)
Данные отсутствуют
Защита глаз: Защитные очки
Защита тела: Защитная рабочая одежда.
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физико-химических свойствах
Внешний вид:
Форма: Твердое вещество в различных формах
Цвет: Медного цвета
Запах: Без запаха
Порог запаха: Нет данных.
pH: нет данных
Точка плавления/диапазон плавления: 1083 °C (1981 °F)
Точка/диапазон кипения: 2562 °C (4644 °F)
Температура сублимации/начало: Данные отсутствуют газ): нет данных.
Температура воспламенения: Данные отсутствуют.
Температура разложения: Данные отсутствуют.
Самовоспламенение: Данные отсутствуют.
Опасность взрыва: Данные отсутствуют.
Пределы взрываемости:
Нижний: Данные отсутствуют
Верхний: Данные отсутствуют
Давление паров при 20 °C (68 °F): 0 гПа
Плотность при 20 °C (68 °F): 8,94 г/см 3 (74,604 фунта/галлон)
Относительная плотность: Данные отсутствуют.
Плотность паров: N/A
Скорость испарения: N/A
Растворимость в воде (H 2 O): Нерастворим
Коэффициент распределения (н-октанол/вода): Данные отсутствуют.
Вязкость:
Динамическая: Н/Д
Кинематика: Н/Д
Другая информация
Нет данных
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность
Нет данных
Химическая стабильность
Стабилен при соблюдении рекомендуемых условий хранения
Термическое разложение / условия, которых следует избегать:
Разложение не произойдет при использовании и хранении в соответствии со спецификациями.
Возможность опасных реакций
Опасные реакции не известны
Условия, которых следует избегать
Нет данных
Несовместимые материалы:
Нет данных
Опасные продукты разложения:
Оксиды меди
РАЗДЕЛ 11. ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Информация о токсикологическом воздействии
Острая токсичность:
Реестр токсического воздействия химических веществ (RTECS) содержит данные об острой токсичности для этого вещества.
Значения LD/LC50, важные для классификации:
Пероральная LD50 >5000 мг/кг (мышь)
Раздражение или коррозия кожи: Нет раздражающего действия.
Раздражение или коррозия глаз: Не оказывает раздражающего действия.
Сенсибилизация: Сенсибилизирующие эффекты неизвестны.
Мутагенность зародышевых клеток: Эффекты неизвестны.
Канцерогенность:
EPA-D: Канцерогенность для человека не классифицируется: неадекватные доказательства канцерогенности для человека и животных или данные отсутствуют.
Реестр токсических эффектов химических веществ (RTECS) содержит данные об онкогенности и/или канцерогенности и/или новообразованиях для этого вещества.
Репродуктивная токсичность:
Реестр токсического воздействия химических веществ (RTECS) содержит репродуктивные данные для этого вещества.
Специфическая токсичность для системы органов-мишеней — многократное воздействие: Эффекты неизвестны.
Специфическая токсичность для системы органов-мишеней — однократное воздействие: Эффекты неизвестны.
Опасность при вдыхании: Эффекты неизвестны.
От подострой до хронической токсичности: Эффекты неизвестны.
Дополнительная токсикологическая информация:
Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна.
Канцерогенные категории
OSHA-Ca (Управление по безопасности и гигиене труда)
Вещество не указано.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность
Акватоксичность:
Нет данных
Стойкость и способность к разложению
Нет данных
Способность к биоаккумуляции
Нет данных
Мобильность в почве
Нет данных
Дополнительная экологическая информация:
Не допускать попадания материала в окружающую среду без официальных разрешений.
Не допускайте попадания неразбавленного продукта или больших количеств в грунтовые воды, водотоки или канализационные системы.
Избегайте попадания в окружающую среду.
Результаты оценки PBT и vPvB
PBT: н/д
vPvB: н/д
Другие неблагоприятные эффекты
Данные отсутствуют
РАЗДЕЛ 13.
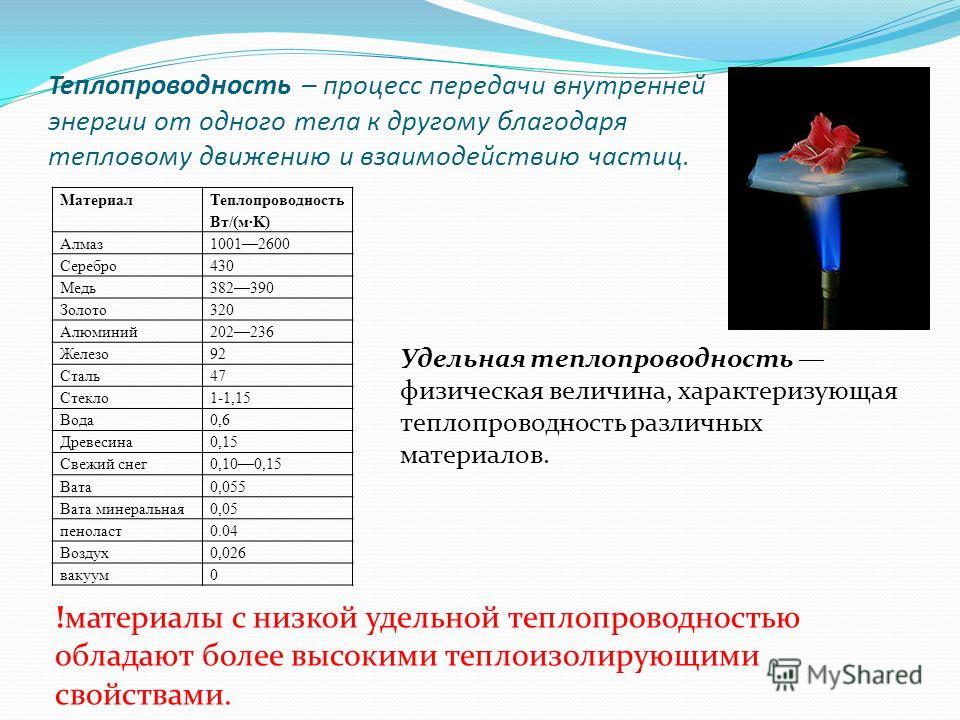 РЕКОМЕНДАЦИИ ПО УТИЛИЗАЦИИ
РЕКОМЕНДАЦИИ ПО УТИЛИЗАЦИИ
Методы обработки отходов
Рекомендация
Для обеспечения надлежащей утилизации см. официальные правила .
Неочищенная упаковка:
Рекомендация:
Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Номер ООН
DOT, ADN, IMDG, IATA
N/A
Надлежащее отгрузочное наименование ООН
DOT, ADN, IMDG, IATA
N/A
Класс(ы) опасности при транспортировке
DOT, ADR, ADN, IMDG, IATA
Class
N/A
Группа упаковки
DOT, IMDG, IATA
N/A
Опасности для окружающей среды:
Загрязнитель морской среды (IMDG):
Да (PP)
Да (P)
Особые меры предосторожности для пользователя
N/A
Транспортировка навалом в соответствии с Приложением II MARPOL73/78 и Код IBC
N/A
Транспорт/Дополнительная информация:
DOT
Загрязнитель морской среды (DOT):
№
РАЗДЕЛ 15.
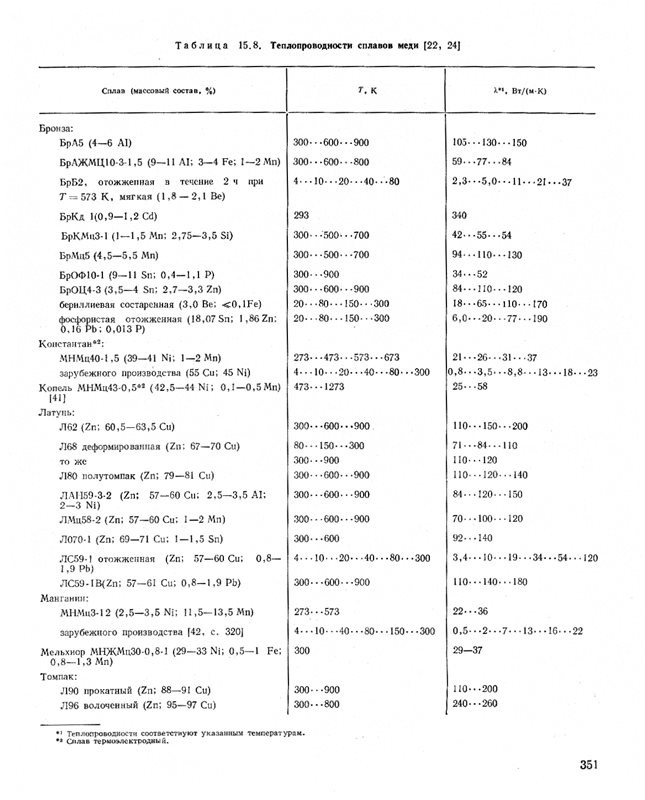 НОРМАТИВНАЯ ИНФОРМАЦИЯ
НОРМАТИВНАЯ ИНФОРМАЦИЯ
Правила безопасности, охраны здоровья и окружающей среды/законодательные акты, относящиеся к веществу или смеси
Национальные правила
Все компоненты этого продукта перечислены в Реестре химических веществ Агентства по охране окружающей среды США. .
Все компоненты этого продукта перечислены в Канадском перечне веществ для внутреннего потребления (DSL).
SARA Раздел 313 (списки конкретных токсичных химических веществ)
7440-50-8 Copper
California Proposition 65
Proposition 65 — Химические вещества, вызывающие рак
Вещество не указано.
Prop 65 — Токсичность для развития
Вещество не указано.
Предложение 65 — Токсичность для развития у женщин
Вещество не указано.
Предложение 65 — Токсичность для развития, мужчины
Вещество не указано.
Информация об ограничении использования:
Только для использования технически квалифицированными лицами.
Прочие нормы, ограничения и запретительные нормы
Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (ЕС) № 1907/2006.
Вещество не указано.
Необходимо соблюдать условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования.
Вещество не указано.
Приложение XIV Регламента REACH (требуется разрешение на использование)
Вещество не указано.
REACH — Предварительно зарегистрированные вещества
Вещество указано.
Оценка химической безопасности:
Оценка химической безопасности не проводилась
РАЗДЕЛ 16. ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Приведенная выше информация считается верной, но не претендует на полноту и должна использоваться только в качестве руководства. Информация в этом документе основана на современном уровне наших знаний и применима к продукту с учетом соответствующих мер предосторожности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом.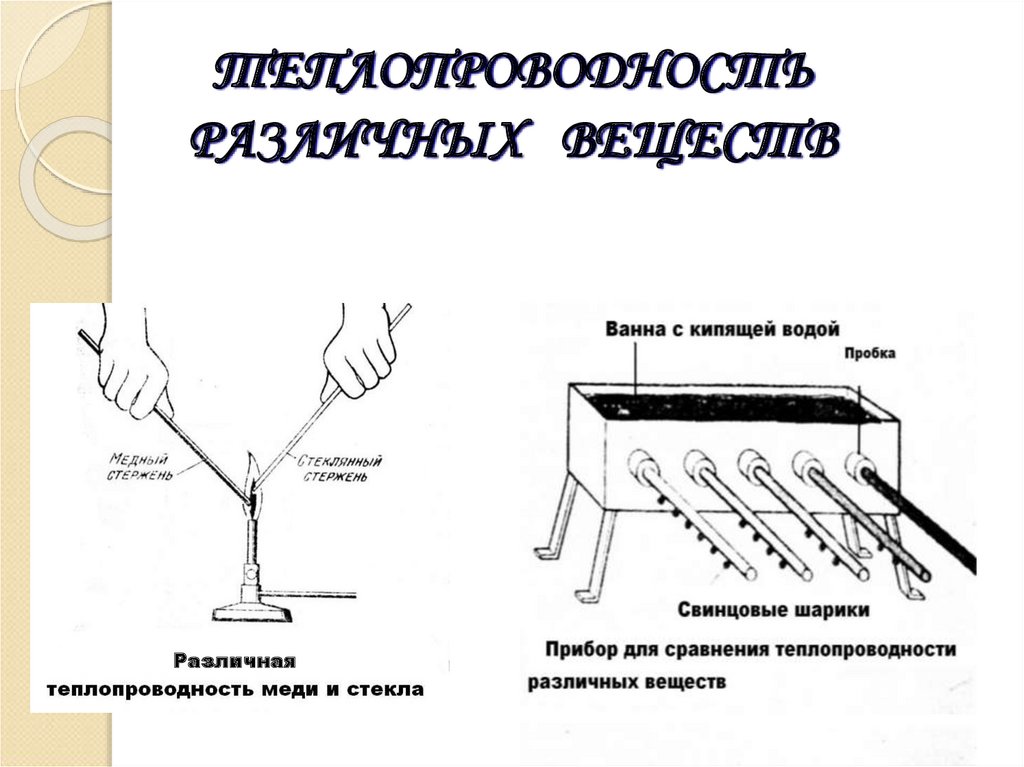 Дополнительные условия продажи см. на обратной стороне счета-фактуры или упаковочного листа. АВТОРСКОЕ ПРАВО 1997-2022 АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ. ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Дополнительные условия продажи см. на обратной стороне счета-фактуры или упаковочного листа. АВТОРСКОЕ ПРАВО 1997-2022 АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ. ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Теплопроводность и электрическое удельное сопротивление медной медико-санитарной медь от 78 до 400 ° K
, цитируемое
1. Экспериментальное исследование на характеристиках теплопередачи R32+R1234YF
2. .
5. пористости и примесей на теплопроводность спеченных без давления заготовок из порошка меди
3. Фазовое превращение меди при высокой температуре и высоком давлении
4. Точное измерение теплопроводности наножидкости с использованием полисахаридного стабилизатора 6. Численный и экспериментальный анализ ограничителя тока короткого замыкания индуктивного типа с использованием короткозамкнутой ленты 2G
7. Удельное электрическое сопротивление твердой и жидкой меди до 5 ГПа: снижение по границе плавления
8. Высокоточный прибор для измерения теплового контактного сопротивления с использованием обратимого теплового потока
Высокоточный прибор для измерения теплового контактного сопротивления с использованием обратимого теплового потока
9. Высокоточный метод измерения теплопроводности твердых тел с использованием обратимого теплового потока
10. Испытание на цикл охлаждения сверхпроводящего кабеля электропередачи постоянного тока
11. Переключение сопротивления и формирование проводящего мостика в структуре металл/бинарный оксид/металл для устройств памяти
12. Взаимосвязь между удельным электрическим сопротивлением металлов и термической деформацией
13. Влияние поверхностной плотности пеноалюминия на теплопроводность композитов пеноалюминия с фазовым переходом
14. Теплопроводность металла -металлические границы раздела
15. Исследования твердых растворов Al–Mg методами измерения удельного электросопротивления и микротвердости
16. Характеристика транспортных процессов в FeCrNi нержавеющей стали
17.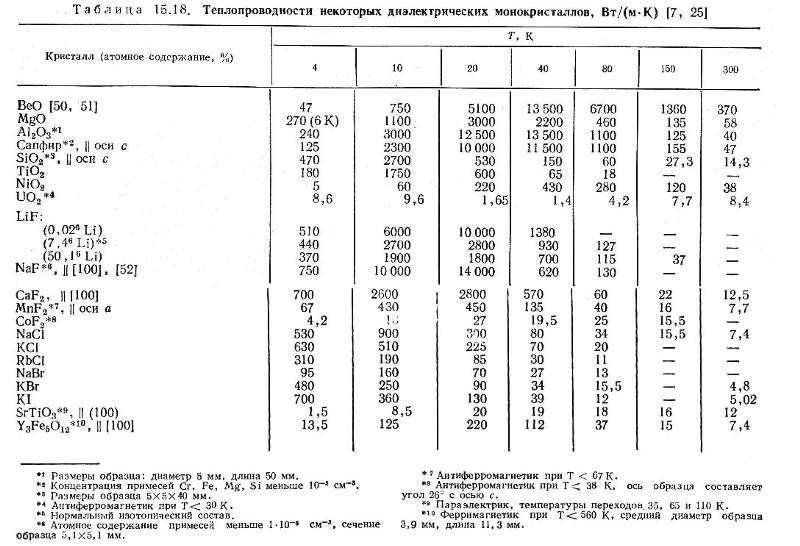 Электрические и микротвердые исследования сплавов Al-Mg
Электрические и микротвердые исследования сплавов Al-Mg
18. Механические и резистометрические исследования сплавов Al-Zn
19. Высокая
Вопрос
компланарный резонатор линии передачи YBa
2
Cu
3
О
7-
Икс
на MgO
20. Корреляция теплопроводности для топлива из нитрида урана между 10 и 1923 К
21. Зависимость тепло- и электропроводности интерметаллидов AuCu и AuCu3 от давления
22. Соединения тория с азотом
23. Транспортные свойства поликристаллический диборид титана высокой чистоты,
24. Экспериментальная и теоретическая оценка фононной теплопроводности ниобия при промежуточных температурах
25. Осаждение под действием облучения в сплавах W-Re на основе вольфрама
26. Фононная и электронная составляющие теплопроводности тантала при промежуточных температурах
27. Список литературы
Список литературы
28. Экспериментальное определение фононной и электронной составляющих теплопроводности ОЦК1 29. Минимум теплопроводности металлов
30. Псевдогармонический эффект фононов в электросопротивлении
31. Температурное изменение фононно-ограниченного электросопротивления в благородных металлах
32. Фонон-ограниченное электрическое и термическое сопротивление благородных металлов
33. Модель динамики решетки гранецентрированных кубических металлов
34. Теплопроводность золота и серебра при высоких давлениях
35. Новая ячейка гидростатического давления до 90 килобар для точных электрических и магнитных измерений при низких температурах
36. Низкотемпературные коэффициенты излучения меди и алюминия
37. Решетчатая теплопроводность RbBr, RbI и RbCl от 80 до 400 К
38. Исследование удельного электросопротивления вольфрама зонного рафинирования при высоких температурах электросопротивление и термоэдс Pb от 260 до 550 К
40.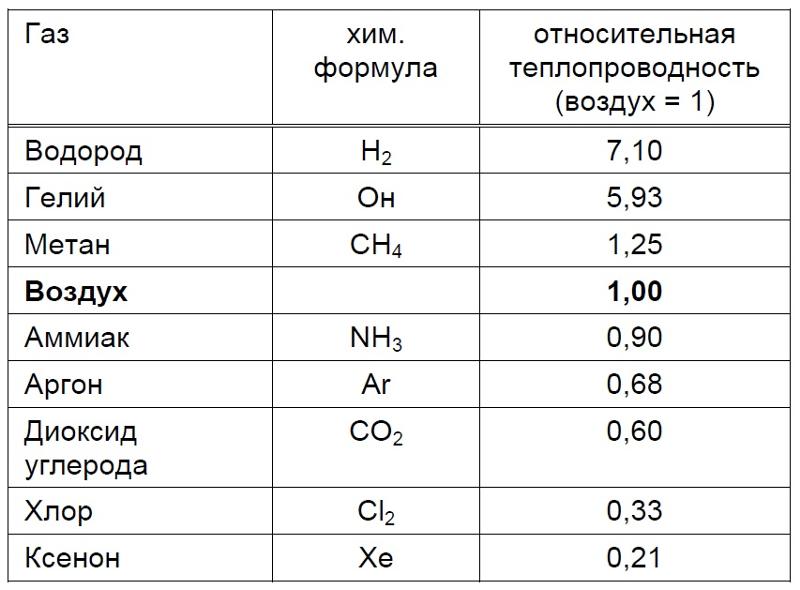 Прецизионные измерения теплопроводности, удельного электросопротивления и коэффициента Зеебека от 80 до 400 К и их применение к чистому молибдену
Прецизионные измерения теплопроводности, удельного электросопротивления и коэффициента Зеебека от 80 до 400 К и их применение к чистому молибдену
41. Транспортные свойства благородных металлов
42. Абсолютный коэффициент Зеебека платины от 80 до 340 К и тепло- и электропроводность свинца от 80 до 400 К
43. Высокотемпературный Удельное сопротивление одновалентных металлов и электрон-фононное взаимодействие
44. Современные разработки в области использования термоЭДС металлов и сплавов в качестве инструмента исследования
45. Термоэлектричество в металлах и сплавах
46. Теплотранспортные свойства упорядоченного и неупорядоченного Ni
3
Fe
47. Точное измерение теплопроводности при высоких температурах (100–1200 K)
48. Теплопроводность почти стехиометрического монокристаллического и поликристаллического UO
2
49.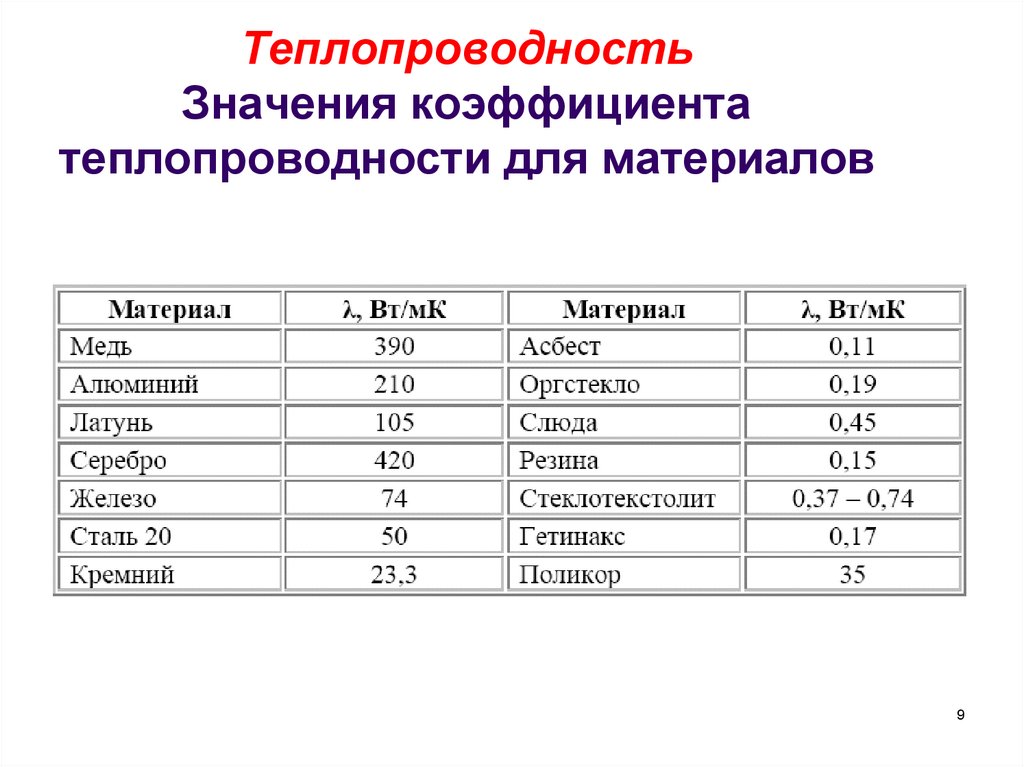 Электрон-электронное рассеяние в высокотемпературном термическом сопротивлении благородных металлов
Электрон-электронное рассеяние в высокотемпературном термическом сопротивлении благородных металлов
50. Комментарии к статье «Усиление функции Лоренца вследствие неупругих процессов вблизи точки Нееля хрома»
51. Теплопроводность, удельное электрическое сопротивление и коэффициент Зеебека мононитрида урана отношения металлических элементов при промежуточных и высоких температурах
53, 2,5 Каталожные номера по 2
54, 1.2.3 Каталожные номера по 1.2.1 и 1.2.2
55, CO — HF
56. 3,5 Список литературы для 3,1 — 3,4
57. AC — FE
58. 2.1.
60. Теплопроводность, удельное электрическое сопротивление и коэффициент Зеебека кремния от 100 до 1300°K
Hussey Copper | C 110 00
Медь CDA № C 110 00
СКАЧАТЬ PDF
Электролитическая вязкая смола
СОСТАВ (%)
| Номинальный | Минимум | Максимум | |
|---|---|---|---|
| Медь | — | 99,90 | — |
| Кислород | .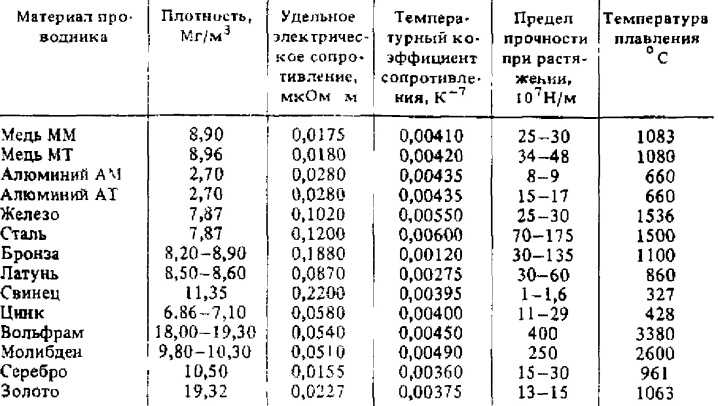 04 04 | — | — |
ФИЗИЧЕСКИЕ СВОЙСТВА
| Английские единицы | C.G.S. Единицы | |
|---|---|---|
| Точка плавления (ликвидус) | 1981°F | 1083°C |
| Точка плавления (солидус) | 1949°F | 1065°C |
| Плотность | 0,321–0,323 фунта/куб. дюйм при 68°F | 8,89–8,94 г/куб. см. при 20°C |
| Удельный вес | 8,89–8,94 | 8,89–8,94 |
| Коэффициент теплового расширения | .0000094 на °F от 68°F до 212°F | .0000170 на °C от 20°C до 100°C |
| Коэффициент теплового расширения | .0000096 на °F от 68°F до 392°F | .0000173 на °C от 20°C до 200°C |
| Коэффициент теплового расширения | .0000098 на °F от 68°F до 572°F | .0000177 на °C от 20°C до 300°C |
| Теплопроводность | 226 БТЕ/кв. фут/фут/час/°F при 68°F фут/фут/час/°F при 68°F | 0,934 кал/кв. см/сек/°C при 20°C |
| Удельное электрическое сопротивление (отожженный) | 10,3 Ом (около мил/фут) при 68°F | 1,71 мкОм-см при 20°C |
| Электропроводность* (отожженный) | 100% IACS при 68°F | 0,586 МОм-см при 20°C |
| Теплоемкость (удельная теплоемкость) | 0,092 БТЕ/фунт/°F при 68°F | 0,092 кал/г/°C при 20°C |
| Модуль упругости (растяжение) | 17 000 000 psi | 12 000 кг/кв. мм |
| Модуль жесткости | 6 400 000 psi | 4 500 кг/кв. мм |
*Основная база объема и веса
Механические свойства
| Удлинение в 2” % | Твердость по Роквеллу | Прочность на сдвиг psi | Усталостная прочность | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| F | B | 30T | фунт/кв.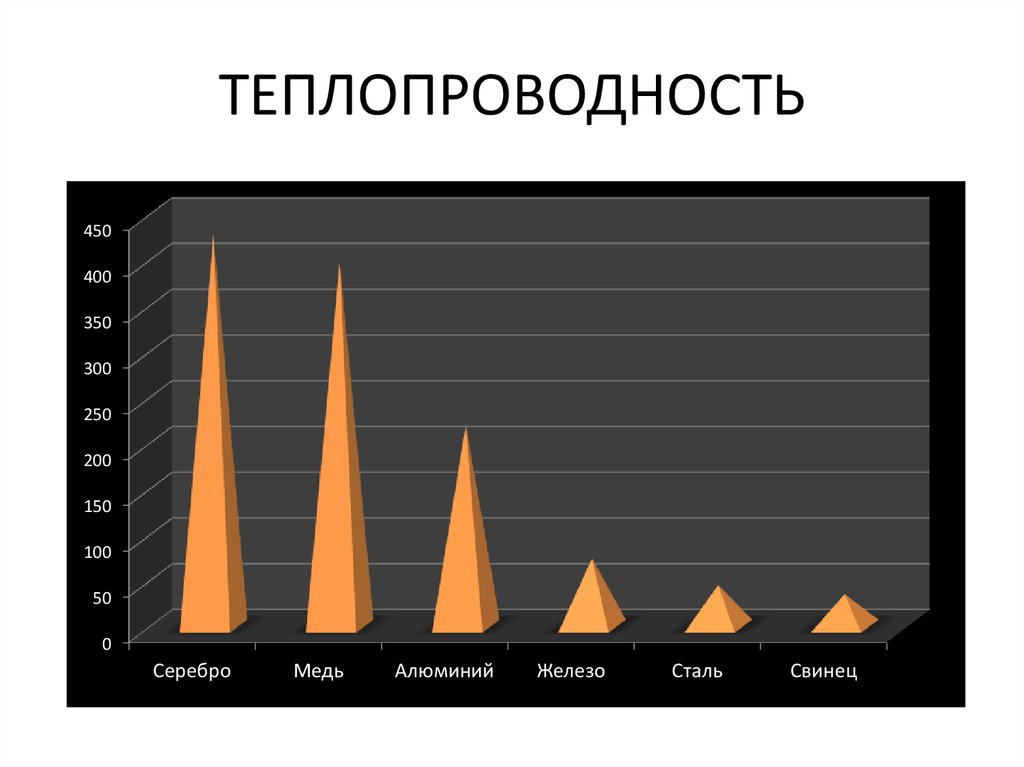 | ||||||||
| Плоские изделия | |||||||||||
| 0,040 дюйма.0235 | — | ||||||||||
| 0.025 mm | 34,000 | 11,000 | — | 45 | 45 | — | — | 23,000 | 11,000 | 100 | |
| Eighth Hard | 36,000 | 28,000 | — | 30 | 60 | 10 | 25 | 25,000 | — | — | |
| четверть твердости | 38,000 | 30,000 | — | 25 | 70 | 25 | 36 | 25,000 | — | — | |
| Half Hard | 42,000 | 36,000 | — | 14 | 84 | 40 | 50 | 26,000 | 13,000 | 100 | |
| Жесткий | 50 000 | 45 000 | — | 6 | 90 | 50 | 57 | 28 000 | 13 000 | 100 | |
| Spring | 55,000 | 50,000 | — | 4 | 94 | 60 | 63 | 29,000 | 14,000 | 100 | |
| Extra Spring | 57,000 | 53,000 | — | 4 | 95 | 62 | 64 | 29,000 | — | — | |
| As Hot Rolled | 34,000 | 10,000 | — | 45 | 45 | — | — | 23,000 | — | — | |
0. 250 mm 250 mm | 0.050 mm | 32,000 | 10,000 | — | 50 | 40 | — | — | 22,000 | — | — |
| Восьмой жесткий | 36,000 | 28,000 | — | 40 | 60 | 10 | — | 25,000 | — | — | |
| Quarter Hard | 38,000 | 30,000 | — | 35 | 70 | 25 | — | 25,000 | — | — | |
| Жесткий | 50 000 | 45 000 | — | 12 | 90 | 50 | — | 28 000 | — | — | |
| As Hot Rolled | 32,000 | 10,000 | — | 50 | 40 | — | — | 22,000 | — | — | |
1.  | |||||||||||