Отжиг 1 рода: Отжиг 1 рода – каким бывает и как осуществляется + Видео
Рекристаллизационный
отжиг проводится
для снятия напряжений после холодной
пластической деформации.
Температура
нагрева связана с температурой
плавления: ТН =
0,4 Тпл.
Продолжительность
зависит от габаритов изделия.
3.
Отжиг для снятия напряжений после
горячей обработки (литья, сварки,
обработки резанием, когда требуется
высокая точность размеров).
Температура
нагрева выбирается в зависимости от
назначения, находится в широком
диапазоне: ТН =
160……700oС.
Продолжительность
зависит от габаритов изделия.
Детали
прецизионных станков (ходовые винты,
высоконагруженные зубчатые колеса,
червяки) отжигают после основной
механической обработки при
температуре 570…600oС в
течение 2…3 часов,
а после окончательной механической
обработки, для снятия шлифовочных
напряжений – при температуре160…180oС в
течение 2…2,5 часов.
Вопрос
№22
Диаграмма
изометрического распада аустенита
Диаграмма
для стали У8
Строится
на основании процессов превращения
аустенита в перлит при t=const.
Аустенит превращается в перлит при
небольших степенях охлаждения. С
увеличением переохлаждения пластинки
становятся мельче. Мелкопластинчатый
перлит-сорбит. В районе выступа начала
и конца распада аустенита получается
тонкодисперсный перлит-троостит. Ниже
выступа превращений-Бейнит. При очень
больших степенях переохлаждения возможно
бездиффузное превращение в перенасыщенный
раствор углерода в альфа железо,
называемый мартенсит.
Вопрос
№23
Ковкие
чугуны. Способ получения, область
применения и маркировка
Ковкие
чугуны имеют не большое относительное
удлинение, относительно других чугунов.
Получают из белого чугуна путем
графитизированного отжига и делается
в 2 этапа:
После
заполнения формы отливки ее быстро
охлаждают и получают структуру белого
чугунаЗатем
подвергают длительному отжигу(томление),
предохраняя от окисления печными газами
засыпкой песком.
Для
деталей, работающих при ударных и
вибрационных нагрузках(картеры, фланцы,
муфты). КЧ 33-8 , где 1-ое число Сигма врем=330
МПа(врем. Сопротивление разрыву), 2-ое
число относительное удлинение=8%
Вопрос
№24
Отпуск,
виды отпуска. Назначение , область
применения.
Назначение:
понизить твердость, понизить внутреннее
напряжение, снижение закалочных
напряжений, повышение пластичности.
Отпуск-нагрев
закаленной стали до t
ниже As1,
выдержке и охлаждении на воздухе.
Низкий
отпуск—
отпуск в интервале 150-220 градусов.
Структура:мартенсит отпуска. Для реж.
инструментов, подшипников.
Средний
отпуск-отпуск
в интервале 350-400 градусов. Структура:троостит
отпуска. Для пружин и рессор.
Высокий
отпуск-отпуск
в интервале 550-650 градусов. Структура:сорбит
отпуска. Для деталей машин:валы и оси.
Вопрос
№25
Влияние
легирующих элементов на полиморфные
превращения железа. Стали ферритного,
Стали ферритного,
аустенитного, перлитного и мартенситного
класса.
Влияние
легирующих элементов на полиморфные
превращения железа Все легирующие
элементы, за исключением C, N, H, В,
растворяясь в железе, замещая его атомы,
влияют на положение критических точек
(А3 (точка G) и А4 (точкаN)), определяющих
температурную область существования
б- и г- железа. Т.о легирующие элементы
делятся на две группы: 1-я
группа
– элементы стабилизирующие аустенит
(г- фазу). 2-я группа – элементы
стабилизирующие феррит (б- фазу). К
элементам первой группы относятся Ni и
Mn, которые понимают точку А3, и повышают
точку А4. Элементы
второй группы
– Cr, W, Mo, V, Si, Al, Ti и др. – понижают точку
А4 и повышают точку А3. (Все эти легирующие
элементы имеют ОЦК-решетку, за исключением
Al (ГЦК)). При определенной концентрации
легирующих элементов критические точки
А4 и А3, а также их интервалы, сливаются,
и область г- фазы полностью замыкается.
Легирующие элементы оказывают большое
влияние на эвтектоидную концентрацию
углерода (точка S диаграммы Fе – С) и
предельную растворимость углерода в
г- железе (точка Е). Легирующие элементы:
Легирующие элементы:
Ni, Co, Si, W, Mo, Cr, Mn – точки S и Е сдвигают
влево в сторону меньшего содержания
углерода, а V, Ti, Nb – наоборот, повышают
концентрацию углерода в эвтектоиде.
Стали
ферритного класса
— это высокохромистые стали, содержащие
более 17 % Сг и до 0 15 % С.( 12×17,
08Х13) Применение: клапана, валики, втулки.
К
аустенитному классу
относятся высоколегированные стали,
образующие пpи кристаллизации
преимущественно однофазную аустенитную
структуру γ-Fe c гранецентрированной
кристаллической (ГЦК) рeшеткой и
сохраняющие еe при охлаждении дo криогенных
температур. Кoличество другой фазы —
высоколегированного феррита (δ-Fe с
объемноцентрированной кристаллической
(ОЦК) решеткой) изменяется от О до 10 %.
Они содержат 18 …25 % Сг, обеспечивающего
жаро- и коррозионную стойкость, а также
8…35 % Ni, стабилизирующего аустенитную
структуру и повышающего жаропрочность,
пластичность и технологичность сталей
в широком интервале температур. (
(
08Х16Н9М2, 08X23h28) Применение:паропроводы,
камеры сгорания.
Стали
перлитного класса
— это низко — и среднелегированные,
наиболее распространенные как
конструкционные, так и инструментальные
стали. В состоянии проката или после
отжига они благодаря перлитной или
ферритно-перлитной структуре хорошо
обрабатываются режущим инструментом.(
12Х1МФ) Используют для изготовления
крепежа, труб, паропроводов,
пароперегревателей и коллекторов
энергетических установок.
Стали
мартенситного класса
используют для изготовления деталей
энергетического оборудования ( лопатки,
диафрагмы, турбинные диски, роторы),
длительно работающих при температурах
600 — 620 С. Высокая жаропрочность этих
сталей достигается при закалке от 1000 —
1050 С в масле на мартенсит с последующим
отпуском на сорбит или троостит.( 2X13,
4Х10С2М)
Содержание
32. Отжиг 1-го рода. Неравновесная кристаллизация. Материаловедение. Шпаргалка
32. Отжиг 1-го рода. Неравновесная кристаллизация
Этот вид термической обработки возможен для любых металлов и сплавов. Его проведение не обусловлено фазовыми превращениями в твердом состоянии. Нагрев при отжиге 1 рода, повышая подвижность атомов, частично или полностью устраняет химическую неоднородность, уменьшает внутренние напряжения, т. е. способствует получению более равновесного состояния. Основное значение при проведения такого отжига имеют температура нагрева и время выдержки при этой температуре, так как именно эти параметры определяют скорость процессов, устраняющих отклонения от равновесного состояния. Скорость нагрева и охлаждения для отжига 1 рода имеет второстепенное значение.
Его проведение не обусловлено фазовыми превращениями в твердом состоянии. Нагрев при отжиге 1 рода, повышая подвижность атомов, частично или полностью устраняет химическую неоднородность, уменьшает внутренние напряжения, т. е. способствует получению более равновесного состояния. Основное значение при проведения такого отжига имеют температура нагрева и время выдержки при этой температуре, так как именно эти параметры определяют скорость процессов, устраняющих отклонения от равновесного состояния. Скорость нагрева и охлаждения для отжига 1 рода имеет второстепенное значение.
Различают следующие разновидности отжига 1 рода: диффузионный отжиг (гомогенизирующий) используют для устранения химической неоднородности, возникающей при кристаллизации сплава (дендритной ликвации).
Выравнивание химического состава происходит благодаря диффузионным процессам, скорость которых зависит от температуры.
Рекристаллизационный отжиг применяют после холодной пластической деформации (холодной обработки давлением) для снятия наклепа и получения равновесного состояния сплава. В результате рекристаллизации в деформированном металле образуются новые зерна, снимаются напряжения, и восстанавливается пластичность металла.
В результате рекристаллизации в деформированном металле образуются новые зерна, снимаются напряжения, и восстанавливается пластичность металла.
Отжиг для снятия напряжений, возникающих при ковке, сварке, литье, которые могут вызвать коробление, т. е. изменение формы, размеров и даже разрушение изделий.
Неравновесная кристаллизация. Процесс диффузии протекает медленно, поэтому в реальных условиях охлаждения состав в пределах каждого кристалла и разных кристаллов не успевает выравниваться и будет неодинаковым.
Если в процессе охлаждения возможен распад твердого раствора, то диаграмма состояния показывает начало этого процесса при самом медленном охлаждении.
С увеличением скорости охлаждения температура начала выделения избыточной фазы снижается, количество выделившейся фазы уменьшается, и при определении большей скорости охлаждения твердый раствор без выделений полностью переохлаждается до комнатной температуры.
Регулируя скорость охлаждения, можно добиться разной степени распада вплоть до полного его подавления.
Такие пересыщенные растворы неустойчивы.
Если тепловая подвижность атомов переохлажденного раствора недостаточна, то состояние пересыщения может сохраняться неопределенно долгое время.
В противном случае с течением времени будет происходить постепенный распад пересыщенного раствора с выделением избыточной фазы. Этот процесс будет ускоряться при повышении температуры.
Вторичные фазы, которые образуются при высокой температуре, при медленном охлаждении твердого раствора или высоком вторичном нагреве закаленного (пересыщенного) твердого раствора не только крупнее по размерам, но ориентационно не связаны с маточной фазой. Слой атомов, относящийся к старой фазе, граничит со слоем атомов, которые принадлежат решетке новой фазы.
Для случая выделения при низкой температуре новая в-фаза определенным образом ориентирована относительно исходной, так что пограничный слой атомов в равной степени принадлежит обеим решеткам.
Подобное сочленение кристаллических решеток называется когерентным. На границе раздела при когерентной связи возникают и сохраняются напряжения тем большие, чем больше отличие в строении (в плоскости раздела) сопряженных решеток.
На границе раздела при когерентной связи возникают и сохраняются напряжения тем большие, чем больше отличие в строении (в плоскости раздела) сопряженных решеток.
Если, температуру сплава повышать, то вследствие увеличения тепловой подвижности атомов и наличия напряжений на границах раздела фаз когерентная связь разрывается (явление срыва когерентности), метастабильные фазы переходят в устойчивую в-фазу, пластинчатые кристаллики в-фазы растут, стремясь принять округлую форму. Когда эти процессы пройдут полностью, структура и фазовый состав станут такими же, как и в случае медленного охлаждения.
Процесс фиксирования быстрым охлаждением неустойчивого состояния носит название закалки, а последующий процесс постепенного приближения к равновесному состоянию (путем нагрева или длительной выдержки) называется отпуском и старением. Столь разнообразное изменение структуры, достигаемое разной степенью приближения сплава к равновесному состоянию, приводит к разнообразному изменению свойств, чем и обусловлено широкое применение термической обработки, в основе которой заложены процессы неравновесной кристаллизации.
Сплавы – это вещества, состоящие из двух или более элементов периодической системы. Получают их с помощью спекания или сплавлением. Компонент – вещество, образующее сплав.
Фаза – пространственно ограниченная и отличная от других часть системы, имеющая свою кристаллическую решетку и свои свойства. Гомогенные вещества имеют одну фазу, а гетерогенные – несколько фаз.
Структура – строение металла, в котором можно различать отдельные фазы, их форму, размеры и взаимное расположение. Структура влияет на свойства.
Равновесное состояние – когда в сплаве все фазы, присущие этой системе оформлены. Это состояние обеспечивается при медленном охлаждении, можно различать размеры и формы фаз.
Неравновесное состояние – процесс образования и обособления фаз не закончился, образуется при быстром охлаждении.
Данный текст является ознакомительным фрагментом.
4.
 8. Электронный отжиг кремниевых пластин
8. Электронный отжиг кремниевых пластин
4.8. Электронный отжиг кремниевых пластин
Тем временем для установки электронного отжига было, наконец, выделено оборудование и соответствующее помещение. Приходилось сомневаться в успехе: до планового срока окончания работы оставалось чуть больше трех месяцев (из
2. Кристаллизация и структура металлов и сплавов
2. Кристаллизация и структура металлов и сплавов
Порядок расположения атомов – тип кристаллической решетки – природное свойство металла, форма кристаллов и их размеры зависят от процесса перехода металла из жидкого состояния в твердое. Процесс образования кристаллов
4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация
4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация
Термическую обработку металлов и сплавов, а также изделий из них применяют для того, чтобы вызвать необратимое изменение свойств вследствие необратимого изменения структуры. Термическая
Термическая
§ 4.18 Фазовые переходы 1-го и 2-го рода
§ 4.18 Фазовые переходы 1-го и 2-го рода
Я полагаю, что следует ввести в физику понятия симметрии, столь привычные для кристаллографов.
П. Кюри, «О симметрии физических явлений», 1894 г.
Эти исследования, если бы они были продолжены П. Кюри, могли бы, вероятно, иметь для развития
4.6. Снятие бляшки, отжиг и отбеливание
4.6. Снятие бляшки, отжиг и отбеливание
Подогрейте пластину паяльной лампой или электрорефлектором и снимите со смоляной подложки. Затем отожгите металл – он станет вновь пластичным, но на нем останется окалина, которую нужно снять отбеливанием. Как это делается, вы уже
7. Фазовые переходы I и II рода
7. Фазовые переходы I и II рода
Компоненты в жидком состоянии (компоненты А) растворимы неограниченно, компоненты в твердом состоянии (компоненты В) не образуют химических соединений и нерастворимы. Диаграммы состояния представляют график в координатах сплава –
Диаграммы состояния представляют график в координатах сплава –
9. Кристаллизация металлов; зарождение кристаллов, критический зародыш; гомогенное и гетерогенное зарождение кристаллов; рост кристаллов. Кривые Таммана
9. Кристаллизация металлов; зарождение кристаллов, критический зародыш; гомогенное и гетерогенное зарождение кристаллов; рост кристаллов. Кривые Таммана
Кристаллизация – это процесс перехода металла из жидкого состояния в твердое с образованием кристаллической
33. Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения
33. Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения
Отжиг – операции нагрева и медленного охлаждения стали с целью выравнивания химического состава,
35.
 Возврат, первичная и собирательная рекристаллизация. Рекристаллизационный отжиг
Возврат, первичная и собирательная рекристаллизация. Рекристаллизационный отжиг
35. Возврат, первичная и собирательная рекристаллизация. Рекристаллизационный отжиг
Около 10–15 % всей энергии, затраченной на пластическую деформацию, поглощается металлом и накапливается в нем в виде повышенной потенциальной энергии смещенных атомов, напряжений.
36. Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации
36. Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации
Отжигом называют нагревание и медленное охлаждение стали. Отжиг второго рода – изменение структуры сплава с целью получения равновесных структур; к отжигу второго рода относится
Рекристаллизационный отжиг — Рекристаллизационный и дорекристаллизационный отжиги
Отжиг 2 рода
Отжиг для снятия внутренних напряжений.
Отжиг 1 рода
Технология термической обработки стали
Рекристаллизационный отжиг — нагрев холоднодеформированного металла выше температуры рекристаллизации, выдержка и медленное охлаждение для снятия наклепа. Используется, как предварительная обработка перед холодной пластической деформацией, как промежуточная операция между операциями холодной деформации или как конечная операция после обработки давлением. Температура отжига зависит от состава стали и для достижения рекристаллизации по всему объему превышает температурный порог рекристаллизации. Для стали, содержащей 0, 08-0, 20% С, чаще подогреваемой холодной пластической деформации, температура отжига 680-700°. Продолжительность нагрева 0, 5-1, 5 часа, время выдержки должно быть достаточным для завершения рекристаллизационных процессов.
Применяется для снятия остаточных напряжении, возникших в процессе предшествующих технологических операций (литье, сварка, обработка резаньем и т. д.). Температура отжига обычно 550-680°. Время выдержки устанавливается экспериментально, охлаждение медленное до 200-300°. В результате термической обработки повышаются допустимые внешние нагрузки, сопротивляемость усталости и ударным нагрузкам, снижается склонность к хрупкому разрушению, стабилизируются размеры и предотвращается коробление и поводка изделий.
д.). Температура отжига обычно 550-680°. Время выдержки устанавливается экспериментально, охлаждение медленное до 200-300°. В результате термической обработки повышаются допустимые внешние нагрузки, сопротивляемость усталости и ударным нагрузкам, снижается склонность к хрупкому разрушению, стабилизируются размеры и предотвращается коробление и поводка изделий.
Отжиг 2 рода различаются главным образом способами охлаждения и степенью переохлаждения аустенита, а также положением температур нагрева относительно критических точек. Основные разновидности отжига 2 рода: полный, изотермический, нормализационный, патентирование. Эти виды отжига характерны для доэвтектоидных сталей. Заэвтектоидные стали подвергаются сфероидизирующему отжигу и нормализации (нормализационный отжиг).
Полный отжиг — нагрев на 30-50° выше точки Ac1, выдержка и охлаждение вместе с печью (график 2 на рис. 46) до 200-400°, дальнейшее охлаждение на воздухе (ускоряется технологический процесс). Чрезмерное повышение температуры недопустимо т. к. вызывает рост аустенитного зерна и ухудшает свойства. Легированные стали, обладающие высокой устойчивостью переохлажденного аустенита, следует охлаждать медленнее (10-100 град/час), чем углеродистые(150-200град/ час). Структура после отжига доэвтектоидной стали Ф + П, зерно обычно измельчается.
Чрезмерное повышение температуры недопустимо т. к. вызывает рост аустенитного зерна и ухудшает свойства. Легированные стали, обладающие высокой устойчивостью переохлажденного аустенита, следует охлаждать медленнее (10-100 град/час), чем углеродистые(150-200град/ час). Структура после отжига доэвтектоидной стали Ф + П, зерно обычно измельчается.
Неполный отжиг — нагрев на 20-50° выше Ac1, выдержка и медленное охлаждение, для доэвтектоидных сталей применяют с целью улучшения обрабатываемости, при этом происходит только перекристаллизация перлита, для заэвтектоидных сталей применяют только неполный отжиг, который обеспечивает сфероидизацию цементита и высокие свойства, поэтому этот отжиг называют сфероидизирующим. Полный отжиг (с нагревом выше Аст) для заэвтектоидных сталей не используется, т. к. при медленном охлаждении образуется грубая сетка вторичного цементита, ухудшающая механические свойства.
Изотермический отжиг — нагрев производится также как и для полного отжига, затем быстро охлаждают (переносят в другую печь) до температур лежащих на 100-150°, ниже A1 и делают изотермическую выдержку до полного распада аустенита после чего охлаждают на воздухе (график 5 на рис. 46). Преимущество уменьшение длительности процесса, особенно для легированных сталей, получение более однородной структуры.
46). Преимущество уменьшение длительности процесса, особенно для легированных сталей, получение более однородной структуры.
Используется для заготовок и др. Изделий небольших размеров, т. к. при больших массах металла невозможно обеспечить равномерное охлаждение до температуры изотермической выдержки.
Нормализационный отжиг (нормализация) — нагрев на 30-50 выше температуры линии GSE , выдержка и охлаждение на воздухе. Ускоренное охлаждение на воздухе приводит к распаду аустенита при более низких температурах, что повышает дисперсность феррито-цементитной структуры. Это повышает на 10-15% прочность и твердость средне — и высокоуглеродистой стали по сравнению с отожженной. Нормализацию широко применяют для улучшения свойств стальных отливок взамен закалки и отпуска. Для низкоуглеродистьк сталей нормализацию применяют вместо полного отжига (быстрее, а свойства близкие). Для отливок из среднеуглеродистой стали нормализация может быть конечной термической операцией. Для заэвтектоидных сталей нормализация применяется для устранения цементитной сетки, если она разорвалась при предшествующей обработке.
Для заэвтектоидных сталей нормализация применяется для устранения цементитной сетки, если она разорвалась при предшествующей обработке.
Патентирование— для получения канатной, пружинной и рояльной проволоки применяют изотермическую обработку, называемую патентированием. Проволоку из углеродистых сталей, содержащих от 0, 45 до 0, 85 % С нагревают в проходной печи до температуры на 150-200° выше Асз, пропускают через свинцовую или соляную ванну с температурой 450-550° и наматывают на приводной барабан. Распад аустенита происходит около изгиба С образных кривых. Структура феррито-цементитная, с очень малым межпластинчатым расстоянием — троостит патентирования. Избыточных фаз нет. После такой термической обработки проволоку подвергают многократному холодному волочению. В результате она имеет предел прочности до 200 кг/мм 2 (возможно получить до 500 кг/мм2).
Дефекты при отжиге и нормализации
При отжиге и нормализации могут возникнуть следующие дефекты.
Окисление-при нагреве в пламенных печах поверхность стальных деталей взаимодействует с печными газами. В результате металл окисляется и на деталях образуется окалина – химическое соединение металла с кислородом. С увеличением температуры и времени выдержки окисление резко возрастает.
Окалина вызывает не только угар – потерю металла на окалину, но и повреждает поверхность детали, затрудняется дальнейшая обработка ее режущим инструментом.
Окалину удаляют травлением в растворе серной кислоты, очищают в дробеструйных установках
Обезуглероживание —это выгорание углерода с поверхности детали, происходит при окислении стали. Обезуглероживание резко снижает прочностные свойства стали, способствует образованию трещин и короблению.
Для предотвращения окисления и обезуглероживания – применяют безокислительные (защитные) газы, которые вводят в рабочее пространство печи.
При нагреве стали выше определенных температур и длительной выдержке в ней происходит быстрый рост зерен, ведущий к возникновению крупнокристаллической структуры. Это явление называетсяперегревом.
Перегрев ведет к понижению пластических свойств стали. Он может быть исправлен повторным правильным нагревом – отжигом и нормализацией.
Пережог – получается в результате длительного пребывания металла в печи при высокой температуре, близкой к температуре плавления.
Физическая сущность пережога состоит в том, что кислород из окружающей атмосферы при высокой температуре проникает вглубь нагреваемого металла и окисляет границы зерен. В результате механическая связь между зернами ослабевает, металл теряет пластичность и становится хрупким.
Пережог является неисправимым браком
ЗАКАЛКА СТАЛИ
Исторически сложившееся понятие «закалка» предполагает такую термообработку, при которой сталь приобретает неравновесную структуру, что прежде всего выражается в повышении твердости стали.
Закалкой называется вид термообработки, состоящий в нагреве стали до температуры выше критических точек Асз или Ас1, выдержке при этой температуре для завершения фазовых превращений и последующем быстром охлаждении.
Для углеродистых сталей — чаще всего — это охлаждение проводят в воде, для легированных – в масле.
Закалка не является окончательной операцией термообработки. Чтобы уменьшить хрупкость и напряжения, вызванные закалкой и получить требуемые механические свойства – сталь после закалки подвергают отпуску
Цель закалки –получение высокой твердости, прочности, износостойкости.
Доэвтектоидные стали нагревают до температуры Асз+30-50°
Эвтектоидные и заэвтектоидные – до температур Ас1+30-50°
Стали, содержащие менее 0,3 % углерода практически не закаливаются.
При закалке фиксируются переходные структуры, главным представителем которых является мартенсит.
Нагрев доэвтектоидных сталей до температуры Ас1 +30-50° – называется неполной закалкой. Т.к. выше Ас1- структура Ф+А, при охлаждении аустенит переходит в мартенсит, а феррит с твердостью 80НВ – остается.
Т.к. выше Ас1- структура Ф+А, при охлаждении аустенит переходит в мартенсит, а феррит с твердостью 80НВ – остается.
Для заэвтектоидных сталей – неполная закалка является и полной, т.к. цементит имеет твердость 800НВ. И нет необходимости от него избавляться, нагревая сталь до области одного аустенита.
Скорость нагрева и время выдержки зависят от химического состава стали, размеров, массы и конфигурации закаливаемых деталей, типа нагреваемых печей и нагревательной среды.
Чем больше размеры и сложнее конфигурация, тем медленнее происходит нагрев.
Скорость нагрева и продолжительность выдержки определяют экспериментально или пользуются специально разработанными таблицами. Например, при 800° 1 мм диаметра сечения нагревается 1 минуту.
Оборудованием при нагреве служат нагревательные термические печи или печи-ванны, которые подразделяются на электрические и топливные, обогреваемые за счет сгорания топлива (газа, мазута, угля).
Нагрев должен производиться как можно быстрее, однако время нагрева должно быть достаточным, чтобы равномерно прогреться и получить аустенитную структуру
Скорость охлаждения при закалке регулируется средой охладителей, которые могут быть:
сильные –100-500°/с
умеренные –10-100°/с
слабые 1-10°/с
В качестве закалочных сред используют воду, водные растворы солей, щелочей, масло, расплавленные соли.
Если принять охлаждающую способность воды при 20оС за единицу, то охлаждающая способность:
масло –0,17-0,44
расплавленного свинца – 0,05
воздуха – 0,03
Различают следующие виды закалок:
А) Закалка в одном охладителе
Нагретую до определенной температуры деталь погружают в закалочную среду, где она остается до полного охлаждения. Применяется для деталей простой формы из углеродистой стали.
Б) Закалка в двух средах
Нагретую деталь сначала охлаждают в воде до температуры несколько выше Мн, а затем быстро переносят в другую среду (масло, воздух), где она охлаждается до температуры 20о. Во второй закалочной среде уменьшаются внутренние напряжения, связанные с превращением Аустенита в мартенсит. Применяется при закалке высокоуглеродистых сталей и требует высокой квалификации термиста.
В) Ступенчатая закалка
Нагретая деталь охлаждается в среде, имеющей температуру несколько выше Мн (250о) и выдерживают в ней до выравнивания температуры по всему сечению. Затем окончательно охлаждают на воздухе, где идет превращение аустенита в мартенсит. При этой закалке уменьшаются объемные напряжения, коробление, опасность возникновения трещин.
Затем окончательно охлаждают на воздухе, где идет превращение аустенита в мартенсит. При этой закалке уменьшаются объемные напряжения, коробление, опасность возникновения трещин.
Г) Изотермическая закалка
Выполняется также, как и ступенчатая, но выдержка в закалочной среде более продолжительная. Данной закалке подвергаются в основном легированные стали.
Вакуумный отжиг металлов
Вас интересует вакуумный отжиг металлов? Компания Авек Глобал предлагает купить металлопрокат по доступной цене от производителя в широком ассортименте. Поставщик Авек Глобал обеспечивает доставку в любую точку континента. Цена оптимальная.
Сущность процесса
Метод используется для снятия напряжений внутри металла, и доведения его свойств до требуемых значений. Увеличивается вязкость и снижается твёрдость, поэтому такой металл легче обрабатывать. Может использоваться специальная атмосфера — аргон, гелий и др.
Диффузный отжиг
В процессе диффузионного отжига можно выполнять соединение двух деталей, для чего их нагревают до температур ниже температуры плавления. Диффузионное соединение не связано с использованием специального наполнителя. Используется тепло и давление, создаваемое в вакуумных печах. Тепло и давление применяются в течение определенного времени (от минут до часов) в зависимости от типа металла, подлежащего соединению.
Диффузионное соединение не связано с использованием специального наполнителя. Используется тепло и давление, создаваемое в вакуумных печах. Тепло и давление применяются в течение определенного времени (от минут до часов) в зависимости от типа металла, подлежащего соединению.
Что происходит при вакуумном отжиге
Материал нагревают и выдерживают при необходимой температуре, затем дают возможность остыть с требуемой скоростью. Происходит снижение твёрдости, уменьшение внутренних напряжений и улучшается структура металла.
Применение
Вакуумный отжиг используют в таких отраслях промышленности, как автомобилестроение, производство точных электронных приборов, в электротехнической промышленности, при производстве аэрокосмической техники и вооружения. Критерием выбора являются точность получаемых конечных параметров продукции. Компания АвекГлоб — предлагает по доступным ценам от производителя различные металлы и сплавы, успешно подвергаемые вакуумному отжигу, в количестве и сортаменте, которые требуются заказчику. Гарантируется своевременная доставка продукции по любому адресу, указанному потребителем
Гарантируется своевременная доставка продукции по любому адресу, указанному потребителем
Преимущества
Современные вакуумные печи оснащаются высокофункциональными и точными системами автоматического управления их работой, которые контролируются микропроцессорами. Это гарантирует термообработку деталей с учетом конкретных требований к конструкции. При запрограммированном управлении каждый запуск вакуумных печей для отжига гарантированно повторяет тот же режим, что и для предыдущей загрузки.
Важно
Термопары и ионизационные вакуумметры постоянно контролируют качество температуры и атмосферы в печи. Участки вакуумного отжига предприятий отличает особо высокая чистота, что способствует улучшению экологических условий эксплуатации оборудования.
Купить. Поставщик, цена
Вас интересует вакуумный отжиг металла? Поставщик Авек Глобал предлагает купить металлопрокат по доступной цене от производителя в широком ассортименте. Поставщик Авек Глобал обеспечивает доставку в любую точку континента. Цена оптимальная.
Цена оптимальная.
Отжиг стали — температура нагрева, свойства стали после термической обработки
Отжиг стали – процесс термообработки стали, при котором происходит температурный нагрев для получения определенных свойств изделия – снижение твердости, получение однородной структуры для проведения механической обработки, снятие внутреннего напряжения стали.
Отжиг – одна из основных операций термообработки, предназначенная для получения определенных свойств стали. Она может служить промежуточным этапом или выполнять функции окончательного технологического процесса. Цели, достигаемые с помощью различных видов отжига: снизить твердость, получить однородную структуру, удобную для последующих операций мехобработки, снять внутренние напряжения. В зависимости от температуры нагрева, времени и условий выдержки различают два основных типа отжига –I иII рода, которые, в свою очередь, подразделяются на подвиды.
Отжиг сталей первого рода – назначение, виды, температуры нагрева
В зависимости от температур нагрева и начального состояния сплава при различных видах отжига I рода протекают процессы гомогенизации, рекристаллизации, устранения остаточных напряжений, уменьшения твердости. Все эти процессы проходят в случаях нагрева сплавов и выше, и ниже температур, при которых осуществляются фазовые трансформации. Основные цели, достигаемые с помощью этого вида термической обработки, – ликвидация химической и физической неоднородности, возникающей после сварки, резки, обработки давлением, закалки.
Все эти процессы проходят в случаях нагрева сплавов и выше, и ниже температур, при которых осуществляются фазовые трансформации. Основные цели, достигаемые с помощью этого вида термической обработки, – ликвидация химической и физической неоднородности, возникающей после сварки, резки, обработки давлением, закалки.
Гомогенизационный (диффузионный) отжиг
Этот вид термообработки применяется для слитков из легированных марок. Он позволяет снизить дендритную или внутрикристаллитную неоднородность, повышающую склонность металла при обработке давлением к негативным явлениям, среди которых:
- хрупкий излом;
- неравномерность свойств в различных направлениях;
- слоистый излом;
- трещинообразование;
- снижение пластичности и вязкости.
Режим диффузионного процесса:
- нагрев до высоких температур (до +1200°C), при которых характеристики структуры сплава выравниваются по всем направлениям;
- выдержка – 15-20 часов;
- быстрое охлаждение заготовки до 800-820°C, а затем более медленное на воздухе.
В результате гомогенизационного термического процесса получают крупное зерно, которое измельчают дальнейшей обработкой давлением или термической обработкой.
Рекристаллизационный отжиг стали
Этот вид термообработки используется для стальных заготовок или полуфабрикатов после холодного деформирования или между такими операциями. Он заключается в нагреве до температур, превышающих температуры рекристаллизационных процессов, выдержке и охлаждении. Температура операции определяется содержанием углерода в сплаве:
- 0,08-0,2% C–+680…700°C. Такие стали подвергают штамповке, прокатке, волочению.
- Высокоуглеродистая легированная сталь – +680…740°C. Обычно это калиброванные прутки из хромсодержащих безникелевых и хромоникелевых марок. Выдержка – 0,5-1,5 ч.
Для снятия напряжений
Этот вид термообработки применяют для отливок, сварных изделий, заготовок после резки, в которых появляются остаточные напряжения в результате неоднородного охлаждения и пластических деформаций. Остаточные напряжения провоцируют целый ряд негативных последствий, среди которых – изменение размерных параметров и деформационные процессы во время хранения, транспортировки и эксплуатации изделий.
Остаточные напряжения провоцируют целый ряд негативных последствий, среди которых – изменение размерных параметров и деформационные процессы во время хранения, транспортировки и эксплуатации изделий.
Операция для снятия напряжений осуществляется в следующих температурных интервалах:
- Ходовые винты, зубчатые колеса, червяки: +570-600°C, выдержка 2-3 часа после основной механообработки, +160…+180°C, выдержка 2-2,5 часа после финишных мероприятий, проводимых для снятия напряжений после шлифовки.
- Обработка для снятия сварных напряжений: +650-700°C.
Остаточные напряжения снижаются и при рекристаллизационном отжиге, при котором осуществляются фазовые трансформации.
Отжиг II рода – процессы с фазовой перекристаллизацией
Отжиг II рода осуществляется только при температурах, лежащих выше порога начала фазовых трансформаций. Разновидности – полный, изотермический, неполный.
Полный
Полный отжиг заключается в нагреве выше критической температуры А3 (окончания перекристаллизации), выдержке до полного завершения фазовых трансформаций и медленном охлаждении. При нагреве до температур, превышающих на 30-50°Cточку А3, сталь после полного отжига приобретает однофазную аустенитную структуру с измельченным зерном, обеспечивающую повышенную вязкость и пластичность. При более высоких температурах аустенитное зерно увеличивается в размере, что снижает характеристики полуфабриката.
При нагреве до температур, превышающих на 30-50°Cточку А3, сталь после полного отжига приобретает однофазную аустенитную структуру с измельченным зерном, обеспечивающую повышенную вязкость и пластичность. При более высоких температурах аустенитное зерно увеличивается в размере, что снижает характеристики полуфабриката.
Температура нагрева и время выдержки в высокотемпературных условиях определяются типом заготовок, способом их укладки в печь, высотой садки. Для защиты стали от окисления и обезуглероживания отжиг проводится в защитных атмосферах.
Скорость охлаждения определяется химсоставом стали. Чем большую устойчивость переохлажденного перлита проявляет металл, тем медленнее его необходимо охлаждать. Поэтому углеродистые стали охлаждают со скоростью 100-150 градусов в час, а легированные стали значительно медленнее – со скоростью 40-60 градусов в час. После распада аустенита в ферритной области охлаждение может быть более интенсивным. Его можно реализовать даже на воздухе. Если цель этого вида т/о – снятие напряжений в деталях сложной конфигурации, то медленное охлаждение в печи осуществляют до достижения нормальных температур.
Если цель этого вида т/о – снятие напряжений в деталях сложной конфигурации, то медленное охлаждение в печи осуществляют до достижения нормальных температур.
Полный отжиг обычно применяется для сортового проката, фасонных отливок, поковок из среднеуглеродистых сталей.
Изотермический отжиг
При этом виде термообработки нагрев осуществляется, как и для полного отжига. Отличие процесса – быстрое охлаждение до температур, расположенных ниже критической точки А1, обычно – это +660…680°C. При температуре, до которой сталь была быстро охлаждена, осуществляется изотермическая выдержка – до 6 часов, во время которой происходит полный распад аустенитной структуры. На следующем этапе полуфабрикаты охлаждаются на воздухе.
Плюс изотермического процесса по сравнению с полным – сокращение периода операции. Особенно это актуально для легированных марок. Еще одно преимущество – получение максимально однородной структуры по всему сечению заготовки. Заготовки, которые планируется обрабатывать резанием, отжигают при температурах 930-950°C, обеспечивающих небольшое укрупнение зерна и улучшение обработки режущим инструментом.
Чаще всего изотермическому отжигу подвергают: поковки и сортовой прокат небольших размеров, изготовленный из легированных марок. Для больших садок (от 20 т) изотермический отжиг не применяют, поскольку на отдельных участках садки превращения осуществляются при разных температурных условиях.
Для пружинной среднеуглеродистой стали с содержанием углерода 0,6-0,9% C применяют специализированную изотермическую обработку, называемую патентированием. Этот процесс служит для подготовки проволоки к многостадийному обжатию во время холодного волочения.
Первый этап – нагрев заготовок до температур, при которых осуществляется полная аустенизация структуры (примерно +900°C),второй – погружение в соли с температурами в интервале+450…+600°C.
Образовавшиеся после такой обработки структуры сорбита или тонкопластинчатого троостита обеспечивает:
- возможность значительных обжатий при протяжке;
- отсутствие обрывов при холодных деформациях;
- высокую прочность после финишного волочения.

Неполный отжиг
При неполном отжиге металлоизделия нагревают немного выше критической температуры А1.Этот вид термообработки улучшает обработку резанием полуфабрикатов из заэвтектоидных (с содержанием углерода более 0,8%)легированных и углеродистых сталей.
Этапы неполного отжига в заэвтектоидных сталях:
- Нагрев до температур выше точки А1на 10-30°C (обычно +750…770°C). Обеспечивает практически полную рекристаллизацию структуры. Во время этого процесса пластинчатый феррит приобретает сфероидальную форму. Поэтому такую операцию часто называют сфероидизацией.
- Охлаждение до 600°C со скоростью до 60°C/час. Чем больше легирующих добавок в стали, тем медленнее должно быть охлаждение.
- Остывание на воздухе от +600°C до нормальной температуры.
Нормализационный отжиг
Нормализация (нормализационный отжиг) считается промежуточным процессом между закалкой и отжигом, поскольку позволяет получать меньшую хрупкость металла, чем при закалке, и большую твердость, чем при других разновидностях отжига. Поэтому нормализация – процесс, широко распространенный для изготовления деталей машиностроения.
Поэтому нормализация – процесс, широко распространенный для изготовления деталей машиностроения.
Нормализацию часто выполняют с прокатного нагрева. Температуры нагрева:
- доэвтектоидные стали – до температур, превышающих А3 на 40-50°C;
- заэвтектоидные стали – на 40-50°C выше точки Аm.
Далее осуществляют непродолжительную выдержку, во время которой завершаются фазовые превращения, охлаждение – на воздухе.
Нормализация сопровождается полной перекристаллизацией, измельчением структуры, образовавшейся после литья, ковки, прокатки, штамповки. Для низкоуглеродистых сталей нормализация востребована вместо отжига с целью получения повышенной твердости, улучшения производительности при обработке резанием, качества поверхности. Для некоторых легированных марок нормализация с охлаждением на воздухе заменяет процесс закалки. Нагрев для нормализации сортового горячекатаного проката часто осуществляется токами высокой частоты.
Отжиг на зернистый перлит
Для получения структуры зернистого перлита осуществляется маятниковый отжиг, после которого эвтектоидные и заэвтектоидные стали обеспечивают хорошую обрабатываемость резанием, повышается cкорость процесса резания и улучшается качество поверхности. Этот вид т/о подходит для тонких листов перед холодной штамповкой и прутков перед холодным волочением. Результат – улучшение пластических свойств.
Этот вид т/о подходит для тонких листов перед холодной штамповкой и прутков перед холодным волочением. Результат – улучшение пластических свойств.
Режим маятникового отжига состоит из нескольких циклов нагрева выше критической точки А3 с медленным охлаждением до +670…+700°C. Три таких цикла позволяют получить структуру со 100% зернистого перлита. Финальное охлаждение – на воздухе.
Отжиг сталей. Задачи, виды, параметры процесса
Номенклатура товарных позиций металлической продукции очень широкая. И для выпуска изделий, входящих в каждую из них, необходимо, чтобы материал обладал специфическими свойствами. Меткомбинаты предлагают сырье, соответствующее гостовским требованиям. Но оно обычно подвергается дополнительной обработке на предприятиях, специализирующихся на производстве стальных деталей, в том числе метизов. Отжиг является одной из основных технологических операций такого рода. При ее выполнении металл обретает технические характеристики, требуемые для успешного прохождения последующей обработки и обеспечивающие надежность эксплуатации изготовленных из него изделий.
Необходимость в термообработке металла
Цель проведения данной операции – улучшение технологических характеристик сырья. Ее ключевой фактор – это температура отжига сплава. Требуемое значение данного параметра нужно выдерживать на протяжении определенного временного интервала. В результате достигается:
-
снижение показателя твердости. Благодаря этому предоставляется возможность использования более широкого перечня режущего инструментария, что способствует сокращению времени производственного цикла и заметному уменьшению трудозатрат; -
улучшение строения металла, то есть его микроструктуры. При воздействии на этот материал высокой температуры в течении определенного отрезка времени в нем происходят значительные преобразования на молекулярном уровне. Сформированная в ходе отжига структура сплава становится наиболее оптимальной для дальнейших операций физического и механического характера; -
снятие (нивелирование) внутренних напряжений. В металле, прошедшем этап предварительной обработки, возникает явление дисбаланса кристаллического строения. Путем корректного подбора типа отжига этого материала достигаются его необходимые для определенного случая характеристики.
В металле, прошедшем этап предварительной обработки, возникает явление дисбаланса кристаллического строения. Путем корректного подбора типа отжига этого материала достигаются его необходимые для определенного случая характеристики.
Иногда нужные технологические кондиции обеспечиваются проведением неполного отжига. При желании придать металлу какие-то особые качественные показатели практикуется применение режимов, отличающихся сложностью и большой длительностью.
Например, продолжительность полного отжига крупногабаритных и массивных изделий может превышать сутки. Большая часть данного временного интервала отводится разогреву до требуемой температуры и медленному остыванию. Все это регламентировано ГОСТом, в котором прописаны требования к соответствующей термообработке.
Кроме того, существуют периодические издания и специальная литература, детально описывающие процедуру отжига. Обратившись к этим источникам информации, можно узнать, что ряд подобных операций предусматривает точное соблюдение температурных показателей, когда критичными являются даже несколько градусов, а также временного режима.
Выполнить процедуру качественно можно в муфельной печи. При отсутствии такого оборудования проведение отдельных видов термообработки будет связано с трудностями. Для ориентировки придется принимать во внимание исключительно цветовую гамму раскаленного металла.
Выполнить отжиг стали в бытовых условиях можно на основе упрощенной схемы. Осуществить точный контроль температурных показателей объекта, разогретого с помощью газовой горелки, не удастся. Таким образом, регулировка режимов разогрева с последующим остыванием осуществляется только приблизительно. Когда сталь обрабатывается в бытовых условиях, проведение структурного анализа невозможно. Определение температуры процесса неполного отжига осуществляется исключительно визуально. Цели проведения этой операции в домашних условиях такие:
Проведение последующей механической обработки становится возможным ввиду преобразования после отжига микроструктуры металла.
Разновидности отжига
Металлурги подразделяют этот технологический процесс на 2 вида. Рассмотрим их коротко.
Отжиг I-го рода
В этом случае фазовая рекристаллизация не происходит, однако сплав обретает нужные свойства. Отжиг первого рода предназначен для снижения прочности металла с одновременным повышением его пластичности и ударной вязкости. Структура материала преобразуется в более однородную и равновесную. Благодаря частичной рекристаллизации, снижающей уровень внутреннего напряжения, изделия становятся заметно долговечнее, а также надежнее.
Отжиг II-го рода
Отжигу стали второго рода характерны кардинальные преобразования структуры. Здесь происходит фазовая рекристаллизация. Обеспечивается данное явление:
Необходимо отметить один момент. Критические температуры представляют собой значимые факторы риска. Например, пережог вызывает необратимые структурные трансформации. Тогда металл относят к категории неисправимого брака, и его отправляют на переплавку.
Тогда металл относят к категории неисправимого брака, и его отправляют на переплавку.
Термическая обработка сталей, их отжиг, а также нормализация – сложный процесс. Он позволяет, используя исходное сырье, получить продукцию, удовлетворяющую требованиям предприятий, выпускающих конечные металлические изделия.
Отжиг полный, неполный
Основным критерием, используемым для подразделения отжига на виды, является температура разогрева обрабатываемого изделия. Так, если значение данного показателя превышает критические точки Ac1 и Ac3, термообработка данного типа бывает неполной и полной.
Полный отжиг
Проводится процедура полного отжига в основном после литья или любой разновидности горячей механической обработки стали углеродистой либо стали, содержащей легирующие добавки. При ее выполнении преследуются следующие цели:
-
устранение имеющихся внутренних напряжений; -
снижение твердости металла. Благодаря этому улучшится его обработка посредством режущего инструмента;
Благодаря этому улучшится его обработка посредством режущего инструмента;
-
создание мелкозернистой структуры.
Обеспечивается это разогревом сплава до температуры (обозначение Т), превышающей критическую точку Ac3 (768°С ≤Т≤911°С) не больше, чем на 30°С-50°С, выдержкой до всеобъемлющего завершения фазовых преобразований, после чего осуществляется его медленное охлаждение. Требование соблюдения вышеуказанного диапазона превышения температуры в точке Ac3 вполне обосновано. Если данная характеристика процесса термообработки покинет его пределы в большую сторону, структура аустенита изменится с мелкозернистой на крупнозернистую. Таким образом, поставленная цель не будет достигнута, и металл не обретет требуемые качественные показатели.
Еще один важный параметр полного отжига – скорость охлаждения. Она зависит от химического состава сплава. Металл, проявляющий меньшую степень устойчивости переохлажденного перлита, подлежит более быстрому охлаждению. Поэтому стали
Поэтому стали
-
содержащие легирующие добавки, охлаждают со скоростью 40°С/час…60°С/час; -
углеродистые нужно охлаждать в 2,5 раза быстрее — 100°С/час…150°С/час.
После прохождения в ферритной области распада аустенита, можно организовать более интенсивное охлаждение. Его реализация допустима даже на открытом пространстве в атмосферном воздухе.
Иной подход актуален, когда требуется нивелировать внутренние напряжения в изделиях, характеризующихся сложной конфигурацией. В данном случае охлаждать нужно в печи, пока их температура не сравняется с этим показателем окружающей среды.
Неполный отжиг
Данный метод термообработки предусматривает разогрев стали до отметки, ненамного превышающей критическую температуру в точке Ac1 (примерно727°С). Неполный отжиг способствует улучшению обработки резанием заготовок, произведенных из заэвтектоидных (содержащих углерод в количестве более 0,8 процентов) сталей углеродистых и сталей с легирующими добавками.
Последовательность этапов этого техпроцесса выглядит так:
-
разогрев стали до температуры (обозначение Т), входящей в диапазон +750°С≤Т≤770°С. Это где-то на 20°С…40°С больше значения данного параметра в критической точке Ac1. Происходит, практически, всеобъемлющая рекристаллизация структуры. При этом пластинчатый перлит обретает сфероидальную конфигурацию. Ввиду этого, данная операция получила еще одно название — сфероидизация; -
охлаждение. Проводится со скоростью не выше 60°C в час до достижения температуры Т=600°C. С увеличением количества легирующих добавок охлаждение должно протекать медленнее; -
Остывание на открытом пространстве в условиях воздействия атмосферного воздуха.
Отжиг изотермический
При термообработке этого вида разогрев сплава проводится до той же отметки, что и при полном отжиге. После этого металл подвергается ускоренному охлаждению, пока его температура не опустится ниже точки Ac1 и не войдет в диапазон +660°С≤Т≤680°С. Достигнутое значение данного параметра поддерживается на протяжении порядка 6 часов – до полного распада аустенитной структуры. Далее заготовки охлаждаются благодаря контакту с воздухом окружающей среды.
После этого металл подвергается ускоренному охлаждению, пока его температура не опустится ниже точки Ac1 и не войдет в диапазон +660°С≤Т≤680°С. Достигнутое значение данного параметра поддерживается на протяжении порядка 6 часов – до полного распада аустенитной структуры. Далее заготовки охлаждаются благодаря контакту с воздухом окружающей среды.
Плюсом изотермического отжига по сравнении с полным является меньшая длительность выполнения процедуры. Это особенно ощутимо при обработке легированных сплавов. Существует у данного метода и другое преимущество: по всему объему изделия формируется максимально однородная структура. Отжиг заготовок, обрабатываться которые будут резанием, проводится при температуре в пределах +930°С≤Т≤950°С. Такое технологическое решение обеспечивает:
Процедура изотермического отжига чаще всего применяется в отношении сортового металлопроката, произведенного из сталей с легирующими добавками, а также поковок. Для крупных садок (более 20 тонн) этот метод не применяется. Причина – превращения на отдельных фрагментах садки протекают при отличающихся температурных показателях.
Причина – превращения на отдельных фрагментах садки протекают при отличающихся температурных показателях.
Существует также специализированная изотермическая обработка, которая называется патентирование. Она актуальна для среднеуглеродистого пружинного сплава с содержанием элемента углерод в пределах 0,6%…0,9%. Патентированием осуществляется подготовка проволоки к процедуре многостадийного обжатия при холодном волочении. Выполняется это термообработка за два этапа:
В результате образовываются структуры тонкопластинчатого троостита либо сорбита. Такое строение обеспечивает:
-
высокие прочностные показатели после заключительного волочения; -
прохождение холодных деформаций без возникновения разрывов; -
возможность существенных обжатий в ходе протяжки.
Отжиг диффузионный
Это отжиг имеет еще одно общепринятое название – гомогенизационный. С его использованием термически обрабатываются слитки стали с легирующими добавками. Отжиг диффузионный обеспечивает снижение уровня внутрикристаллитной неоднородности либо дендритной ликвации, из-за которых у металла образуются следующие негативные свойства:
С его использованием термически обрабатываются слитки стали с легирующими добавками. Отжиг диффузионный обеспечивает снижение уровня внутрикристаллитной неоднородности либо дендритной ликвации, из-за которых у металла образуются следующие негативные свойства:
-
склонность к излому, как к слоистому, так и хрупкому; -
неравномерность характеристик по разным направлениям; -
понижение пластичности; -
снижение уровня вязкости; -
трещинообразование.
Отжиг диффузионный выполняется так: изначально металл подвергается нагреву до высокой температуры (+1200°С). При этом его структурные параметры выравниваются по любому направлению. Затем сплав выдерживается в течение пятнадцати-двадцати часов. Охлаждение проводится в 2 этапа – сначала ускоренное до +800°С≤Т≤820°С, а потом – медленное на атмосферном воздухе.
Охлаждение проводится в 2 этапа – сначала ускоренное до +800°С≤Т≤820°С, а потом – медленное на атмосферном воздухе.
Результатом гомогенизации является формирование отдельных крупных зерен. В дальнейшем они измельчаются термообработкой либо обработкой давлением.
Отжиг низкотемпературный
У термообработки данного вида имеются и другие названия – «отпуск высокий», а также «отжиг низкий». Этот метод отличается достаточно большой сложностью. Он предусматривает медленный разогрев сплава, так, чтобы его температура не превысила критическую точку; выдержку с поддержанием достигнутой температуры, пока металл полностью не прогреется; его медленное охлаждение в печи.
Предназначение
Тепловая обработка в виде низкотемпературного отжига предназначена для улучшения степени обрабатываемости легированных хромистых (содержат примеси элемента Сr) и хромоникелевых (помимо элемента Сr в состав входит элемент Nі) путем:
Еще одна цель проведения низкого отжига – получение зернистого перлита. Наличие в структуре этой доэвтектоидной смеси цементита с ферритом обеспечивает сталь улучшенными показателями удлинения и повышает порог прочности.
Наличие в структуре этой доэвтектоидной смеси цементита с ферритом обеспечивает сталь улучшенными показателями удлинения и повышает порог прочности.
Характеристики процесса
Необходимость соблюдения технологической точности – это основная особенность низкого отжига. Если условия термообработки будут нарушены, не исключен факт появления повторных внутренних напряжений.
Начальный этап данного техпроцесса – медленный разогрев изделий до температуры, принимающей значения из диапазона +600°С≤Т≤680°С, то есть ниже точки Ac1. Для определения точных температурных показателей нужно использовать специальные формулы, учитывающие температуры, при которых происходит плавление и рекристаллизация металла.
Структурные изменения являются также характеристикой производной от:
Необходимо отметить, что с увеличением температуры разогрева на выдержку отводится меньший временной интервал. Его предельные значения такие: минимум 2, а максимум 8 часов. И еще один момент: обработка металла методом низкотемпературного отжига характеризуется отсутствием фазовой перекристаллизации. Происходит формирование сорбитной структуры, сопровождающееся повышением уровня ударной вязкости, но снижением твердости.
И еще один момент: обработка металла методом низкотемпературного отжига характеризуется отсутствием фазовой перекристаллизации. Происходит формирование сорбитной структуры, сопровождающееся повышением уровня ударной вязкости, но снижением твердости.
Отжиг рекристаллизационный
В ходе обработки стальных заготовок давлением осуществляется деформационное упрочнение сплава, которое принято называть наклепом либо нагартовкой. Для повышения уровня пластичности и одновременного снижения жесткости применяется метод, получивший название рекристаллизационный отжиг.
Этот способ термообработки предусматривает разогрев металла до отметки, превышающей температуру кристаллизации не меньше, чем на сто-двести градусов (у стали углеродистой это где-то в районе 700 ºC) и выдержку на протяжении определенного отрезка времени. Финишным этапом данной процедуры является охлаждение сплава.
Когда проводится холодная штамповка, рекристаллизационный отжиг может выступать, как:
Заключение
При выполнении процесса термообработки осуществляются сложные преобразования, носящие структурный характер. Их достоверный анализ проводится с помощью специальных приборов и устройств. Содержащиеся в Государственных стандартах рекомендации и требования разрабатывались на основе научных данных, и они обязательны к выполнению в условиях промышленного производства. Структура, формируемая при отжиге, собственно, как и иные характеристики строго регламентированы. В бытовых условиях они, практически, нереализуемы. Однако произвести изменение строения сплава, придать ему мягкость и податливость домашний мастер может. С точки зрения применимости в быту качество металла будет приемлемым. При этом исполнителю даже не придется задумываться, со сплавом какого типа он работает – аустенитного, заэвтектоидного или другого вида.
Их достоверный анализ проводится с помощью специальных приборов и устройств. Содержащиеся в Государственных стандартах рекомендации и требования разрабатывались на основе научных данных, и они обязательны к выполнению в условиях промышленного производства. Структура, формируемая при отжиге, собственно, как и иные характеристики строго регламентированы. В бытовых условиях они, практически, нереализуемы. Однако произвести изменение строения сплава, придать ему мягкость и податливость домашний мастер может. С точки зрения применимости в быту качество металла будет приемлемым. При этом исполнителю даже не придется задумываться, со сплавом какого типа он работает – аустенитного, заэвтектоидного или другого вида.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Что такое отжиг стали второго рода
Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации.

Отжигом называют нагревание и медленное охлаждение стали. Отжиг второго рода – изменение структуры сплава с целью получения равновесных структур; к отжигу второго рода относится полный, неполный и изотермический отжиги.
Перекристаллизационный отжиг основан на фазовой перекристаллизации, т. е. является отжигом II рода. Основное его назначение – полное изменение фазового состава. Температура нагрева и время выдержки должны обеспечить нужные структурные превращения, скорость охлаждения выбирают такой, чтобы успели произойти обратные диффузионные фазовые превращения. После отжига получают однородную мелкозернистую структуру, твердость понижается, пластичность повышается и отжиг II рода применяют в качестве предварительной термической обработки и перед обработкой стальных деталей на металлорежущих станках.
В зависимости от температуры нагрева различают полный и неполный отжиг.
Полный отжиг применяют для доэвтектоидной стали. Изделия нагревают, чтобы обеспечить полную перекристаллизацию – превращение исходной ферритно-перлитной структуры в аустенит. Назначение его – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также получение мелкозернистой равновесной перлитной структуры в готовой детали.
Назначение его – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также получение мелкозернистой равновесной перлитной структуры в готовой детали.
Неполный отжиг связан с фазовой перекристаллизацией, он применяется после горячей обработки давлением, когда у заготовки мелкозернистая структура.
После охлаждения получится грубая структура, состоящая из крупных зерен феррита и перлита. Сталь обладает пониженной пластичностью. Получению зернистого цементита способствует предшествующая отжигу горячая пластическая деформация, при которой цементитная сетка дробится. Сталь с зернистым цементитом лучше обрабатывается режущим инструментом и приобретает хорошую структуру после закалки.
С целью экономии времени проводят изотермический отжиг. При изотермическом отжиге в процессе выдержки происходит выравнивание температуры по сечению изделия. Это способствует получению более однородной структуры и однородных свойств. Легированные стали подвергают такому отжигу. При отжиге легированных сталей увеличивается не только продолжительность нагрева и выдержки, но и продолжительность охлаждения. Высоколегированные стали охлаждают с малой скоростью вследствие большей устойчивости легированного аустенита. Их твердость остается после отжига высокой, что ухудшает обрабатываемость режущим инструментом.
При отжиге легированных сталей увеличивается не только продолжительность нагрева и выдержки, но и продолжительность охлаждения. Высоколегированные стали охлаждают с малой скоростью вследствие большей устойчивости легированного аустенита. Их твердость остается после отжига высокой, что ухудшает обрабатываемость режущим инструментом.
Нормализацией называют термическую обработку стали, при которой изделие нагревают до аустенитного состояния и охлаждают на спокойном воздухе. Отличие нормализации от полного отжига для доэвтектоидных сталей заключается только в скорости охлаждения. В результате нормализации получается более тонкое строение эвтектоида, уменьшаются внутренние напряжения, устраняются пороки, возникшие в процессе предшествующих обработок изделий. Твердость и прочность выше, чем после отжига. Нормализацию применяют как промежуточную операцию, улучшающую структуру. Особенностями режима этого вида термообработки являются температура нагрева и охлаждение на спокойном воздухе. Эти особенности обусловлены специфическими целями нормализации. Применительно к доэвтектоидным сталям, особенно низкоуглеродистым, нормализация за более короткое время и при большей простоте режима охлаждения позволяет получить те же результаты, что и при отжиге.
Применительно к доэвтектоидным сталям, особенно низкоуглеродистым, нормализация за более короткое время и при большей простоте режима охлаждения позволяет получить те же результаты, что и при отжиге.
Охлаждение на воздухе обеспечивает высокую степень переохлаждения аустенита, чем при отжиге, продукты его распада оказываются более дисперсными, а плотность генерируемых дислокаций приближается к 108 см2, вследствие этого нормализацией можно получить более благоприятную мелкозернистую структуру стали, обладающую повышенными прочностными свойствами.
В ряде случаев, когда от материала изделия не требуется повышенных прочностных свойств, нормализация заменяет закалку. Особенно это касается деталей из низкоуглеродистой стали, для которых применение закалки исключается из-за очень высокой критической скорости закалки. При нормализации заэвтектоидных сталей из-за ускоренного выделения из аустенита избыточного (вторичного) цементита нежелательная цементитная сетка вокруг перлитных зерен не образуется. В связи с этим одной из целей нормализации является разрушение упомянутой сетки у заэвтектоидных сталей.
В связи с этим одной из целей нормализации является разрушение упомянутой сетки у заэвтектоидных сталей.
Рекристаллизационный отжиг (рекристаллизация) стали происходит при температурах 500–550 °С; отжиг для снятия внутренних напряжений – при температурах 600–700°. Эти виды отжига снимают внутренние напряжения в отливках от неравномерного охлаждения их частей и в заготовках, обработанных давлением при температурах ниже критических.
Диффузионный отжиг применяется в случаях, когда в стали наблюдается внутрикристаллическая ликвация. Выравнивание состава в зернах аустенита достигается диффузией углерода и других примесей в твердом состоянии, наряду с самодиффузией железа. В результате сталь становится однородной по составу (гомогенной), поэтому диффузионный отжиг называют также гомогенизацией.
Температура гомогенизации должна быть достаточно высокой, но нельзя допускать пережога зерен.
Источник
Отжиг 2-го рода, (определение, назначение, режимы проведения).
Отжиг 2 рода различаются главным образом способами охлаждения и степенью переохлаждения аустенита, а также положением температур нагрева относительно критических точек. Основные разновидности отжига 2 рода: полный, изотермический, нормализационный, патентирование. Эти виды отжига характерны для доэвтектоидных сталей. Заэвтектоидные стали подвергаются сфероидизирующему отжигу и нормализации (нормализационный отжиг).
Основные разновидности отжига 2 рода: полный, изотермический, нормализационный, патентирование. Эти виды отжига характерны для доэвтектоидных сталей. Заэвтектоидные стали подвергаются сфероидизирующему отжигу и нормализации (нормализационный отжиг).
Полный отжиг — нагрев на 30-50° выше точки Ac1, выдержка и охлаждение вместе с печью (график 2 на рис. 46) до 200-400°, дальнейшее охлаждение на воздухе (ускоряется технологический процесс). Чрезмерное повышение температуры недопустимо т. к. вызывает рост аустенитного зерна и ухудшает свойства. Легированные стали, обладающие высокой устойчивостью переохлажденного аустенита, следует охлаждать медленнее (10-100 град/час), чем углеродистые(150-200град/ час). Структура после отжига доэвтектоидной стали Ф + П, зерно обычно измельчается.
Неполный отжиг — нагрев на 20-50° выше Ac1, выдержка и медленное охлаждение, для доэвтектоидных сталей применяют с целью улучшения обрабатываемости, при этом происходит только перекристаллизация перлита, для заэвтектоидных сталей применяют только неполный отжиг, который обеспечивает сфероидизацию цементита и высокие свойства, поэтому этот отжиг называют сфероидизирующим. Полный отжиг (с нагревом выше Аст) для заэвтектоидных сталей не используется, т. к. при медленном охлаждении образуется грубая сетка вторичного цементита, ухудшающая механические свойства.
Полный отжиг (с нагревом выше Аст) для заэвтектоидных сталей не используется, т. к. при медленном охлаждении образуется грубая сетка вторичного цементита, ухудшающая механические свойства.
Изотермический отжиг — нагрев производится также как и для полного отжига, затем быстро охлаждают (переносят в другую печь) до температур лежащих на 100-150°, ниже A1 и делают изотермическую выдержку до полного распада аустенита после чего охлаждают на воздухе (график 5 на рис. 46). Преимущество уменьшение длительности процесса, особенно для легированных сталей, получение более однородной структуры.
Используется для заготовок и др. Изделий небольших размеров, т. к. при больших массах металла невозможно обеспечить равномерное охлаждение до температуры изотермической выдержки.
Нормализационный отжиг (нормализация) — нагрев на 30-50 выше температуры линии GSE , выдержка и охлаждение на воздухе. Ускоренное охлаждение на воздухе приводит к распаду аустенита при более низких температурах, что повышает дисперсность феррито-цементитной структуры. Это повышает на 10-15% прочность и твердость средне — и высокоуглеродистой стали по сравнению с отожженной. Нормализацию широко применяют для улучшения свойств стальных отливок взамен закалки и отпуска. Для низкоуглеродистьк сталей нормализацию применяют вместо полного отжига (быстрее, а свойства близкие). Для отливок из среднеуглеродистой стали нормализация может быть конечной термической операцией. Для заэвтектоидных сталей нормализация применяется для устранения цементитной сетки, если она разорвалась при предшествующей обработке.
Это повышает на 10-15% прочность и твердость средне — и высокоуглеродистой стали по сравнению с отожженной. Нормализацию широко применяют для улучшения свойств стальных отливок взамен закалки и отпуска. Для низкоуглеродистьк сталей нормализацию применяют вместо полного отжига (быстрее, а свойства близкие). Для отливок из среднеуглеродистой стали нормализация может быть конечной термической операцией. Для заэвтектоидных сталей нормализация применяется для устранения цементитной сетки, если она разорвалась при предшествующей обработке.
Патентирование- для получения канатной, пружинной и рояльной проволоки применяют изотермическую обработку, называемую патентированием. Проволоку из углеродистых сталей, содержащих от 0, 45 до 0, 85 % С нагревают в проходной печи до температуры на 150-200° выше Асз, пропускают через свинцовую или соляную ванну с температурой 450-550° и наматывают на приводной барабан. Распад аустенита происходит около изгиба С образных кривых. Структура феррито-цементитная, с очень малым межпластинчатым расстоянием — троостит патентирования. Избыточных фаз нет. После такой термической обработки проволоку подвергают многократному холодному волочению. В результате она имеет предел прочности до 200 кг/мм 2 (возможно получить до 500 кг/мм2).
Избыточных фаз нет. После такой термической обработки проволоку подвергают многократному холодному волочению. В результате она имеет предел прочности до 200 кг/мм 2 (возможно получить до 500 кг/мм2).
Нормализация (определение и режимы проведения).
Нормализация — это, по существу, процесс отжига. Стальное изделие нагревают до температуры несколько ниже температуры закалки, выдерживают сталь при этой температуре, а затем охлаждают на воздухе. В результате сталь получается более мелкозернистой, чем при отжиге, повышаются ее твердость, прочность, ударная вязкость по сравнению с отожженной сталью. Назначение нормализации различно в зависимости от состава стали. Для низкоуглеродистых сталей нормализацию применяют вместо отжига. При повышении твердости нормализация обеспечивает большую производительность при обработке резанием и получение более чистой поверхности. Для стали 20 нормализация проводится при температуре 900-920 °С. В ряде случаев, когда от материала изделия не требуется повышенных прочностных свойств, нормализация заменяет закалку. Особенно это касается деталей из низкоуглеродистой стали, для которых применение закалки исключается из-за очень высокой критической скорости закалки. При нормализации заэвтектоидных сталей из-за ускоренного выделения из аустенита избыточного (вторичного) цементита нежелательная цементитная сетка вокруг перлитных зерен не образуется. В связи с этим одной из целей нормализации является разрушение упомянутой сетки у заэвтектоидных сталей.
Особенно это касается деталей из низкоуглеродистой стали, для которых применение закалки исключается из-за очень высокой критической скорости закалки. При нормализации заэвтектоидных сталей из-за ускоренного выделения из аустенита избыточного (вторичного) цементита нежелательная цементитная сетка вокруг перлитных зерен не образуется. В связи с этим одной из целей нормализации является разрушение упомянутой сетки у заэвтектоидных сталей.
Одним из способов изменения параметров стали является термообработка. Она включает несколько методов, одним из которых является нормализация. Далее рассмотрены принципы и применение данной технологии, отличия ее от прочих методов этой группы.
Общие положения
Принцип большинства технологий термической обработки подразумевает нагрев и выдержку сталей и охлаждение, что изменяет их строение. Несмотря на один принцип и сходные цели, каждая из них имеет определенные температурные и временные режимы. Термообработка может служить и в качестве промежуточного этапа, и выполнять роль окончательного технологического процесса. В первом случае такие методы используются для подготовки материала к последующей обработке, а во втором данным способом придают новые свойства.
В первом случае такие методы используются для подготовки материала к последующей обработке, а во втором данным способом придают новые свойства.
Нормализацией стали называют процесс нагрева, выдержки материала, его последующего охлаждения на воздухе.
В результате формируется нормализованная структура. Этим объясняется название данного способа обработки.
Нормализация применяется для разных сталей, а также отливок. К тому же данной операции подвергают для измельчения структуры материала сварные швы.
Принципы
Суть нормализации состоит в нагреве стали до температуры, превышающей верхние критические значения температуры на 30 — 50°С , выдержке и охлаждении.
Температуру подбирают на основе типа материала. Так, заэвтектоидные варианты следует нормализовать в температурном интервале между точками Ас1 и Ас3, в то время как для доэвтектоидной стали используют температуры более Ас3. В результате все материалы первого типа приобретают одинаковую твердость ввиду того, что в раствор переходит одинаковое количество углерода, и фиксируется одинаковое количество аустенита. Получается состоящая из мартенсита и цемента структура.
Получается состоящая из мартенсита и цемента структура.
Второй компонент способствует повышению износостойкости и твердости материала. Нагрев высокоуглеродистой стали более Ас3 ведет к увеличению внутренних напряжений вследствие роста зерен аустенита и повышению его количества за счет возрастания концентрации углерода в нем, приводящей к снижению температуры мартенситного превращения. Из-за этого сокращаются твердость и прочность.
Что касается доэвтектоидной стали, при нагреве более Ас3 она получает повышенную вязкость. Это обусловлено тем, что в низкоуглеродистой стали при этом образуется мелкозернистый аустенит, который после охлаждения переходит в мелкокристаллический мартенсит. Температуры между Ас1 и Ас3 не используют для обработки таких материалов, так как структура доэвтектоидной стали в данном случае получает феррит, снижающий ее твердость после нормализации и механические свойства после отпуска.
Оптимальные температуры нагрева при различных видах термообработки
Время выдержки определяет степень гомогенизации структуры. Нормативным показателем считают час выдержки на 25 мм толщины.
Нормативным показателем считают час выдержки на 25 мм толщины.
Интенсивность охлаждения в существенной степени определяет количество перлита и размеры пластин.
Так, существует прямая зависимость между данными величинами. То есть с повышением интенсивности охлаждения формируется больше перлита, расстояние между пластинами и их толщина сокращаются. Это увеличивает твердость и прочность нормализованной стали. Следовательно, низкая интенсивность охлаждения способствует образованию материала меньшей прочности и твердости.
К тому же при обработке предметов с большими перепадами сечения стремятся снизить термические напряжения во избежание коробления, причем и при нагреве, и при охлаждении. Так, перед началом работ их нагревают в соляной ванне.
При снижении температуры обрабатываемого изделия до нижней критической точки допустимо ускорение охлаждения путем помещения его в масло или воду.
Назначение
Нормализацию используют в различных целях. Путем осуществления данных работ как повышают, так и наоборот снижают твердость стали, ударную вязкость и прочность. Это определяется термической и механической историей материала. Данную технологию применяют с целью сокращения остаточных напряжений либо улучшения степени обрабатываемости материала различными методами.
Это определяется термической и механической историей материала. Данную технологию применяют с целью сокращения остаточных напряжений либо улучшения степени обрабатываемости материала различными методами.
Стальные отливки подвергают такой обработке для гомогенизации структуры, повышения подверженности термическому упрочнению, сокращения остаточных напряжений.
Получаемые путем обработки давлением предметы нормализуют после ковки и прокатки для сокращения разнозернистости структуры и ее полосчатости соответственно.
Нормализация с отпуском служит в качестве замены закалки для предметов сложной формы либо с резкими перепадами по сечению. Данный способ позволяет избежать дефектов.
Кроме того, нормализацию используют с целью измельчения крупнозернистой структуры, улучшения структуры перед закалкой, повышения обрабатываемости резанием, устранения сетки вторичного цемента в заэвтектоидной стали, подготовки к завершающей термической обработке стали после нормализации.
Близкие процессы
Термическая обработка стали, помимо нормализации, включает отжиг, отпуск, закалку, криогенную обработку, дисперсионное твердение. Цель нормализации, как и принцип осуществления, совпадает с названными технологиями. Поэтому далее проведено сравнение данных процессов.
Цель нормализации, как и принцип осуществления, совпадает с названными технологиями. Поэтому далее проведено сравнение данных процессов.
Отжиг дает более тонкую структуру перлита, так как подразумевает охлаждение в печи. Его применяют в целях снижения структурной неоднородности, напряжения после обработки литьем или давлением, придания мелкозернистой структуры, улучшения обработки резанием.
Принцип закалки аналогичен, за исключением больших температур, чем при нормализации, и повышенной скорости охлаждения, благодаря тому, что его производят в жидкостях. Закалка повышает прочность и твердость, как и нормализация. Однако полученные таким способом детали отличаются хрупкостью и пониженной ударной вязкостью.
Отпуск используется после закалки для сокращения хрупкости и напряжений. Для этого материал нагревают до меньшей температуры и охлаждают на воздухе. С ростом температуры падают предел прочности и твердость, и увеличивается ударная вязкость.
Дисперсионное твердение, относящееся также к окончательной обработке, подразумевает выделение дисперсных частиц в твердом растворе после закалки при меньшем нагреве с целью упрочнения.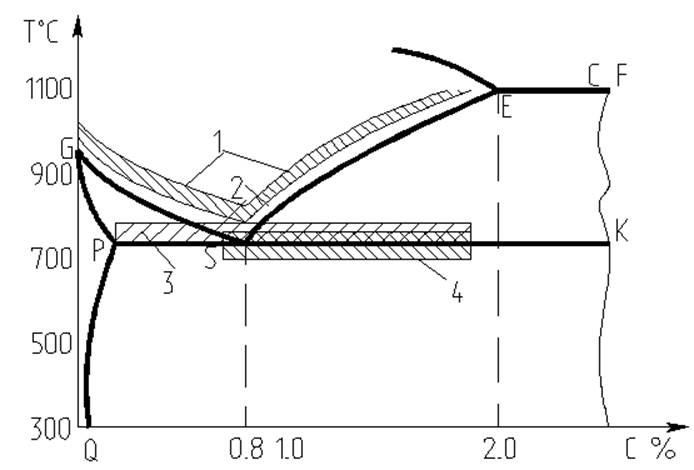
Благодаря криогенной обработке материал получает равномерную структуру и твердость. Такая технология особо актуальна для закаленной углеродистой стали.
Применение
Выбор какого-либо из рассмотренных способов обработки определяется концентрацией в стали углерода. Для материалов с величиной данного показателя до 0,2% предпочтительнее использовать нормализацию. Стали с количеством углерода 0,3 — 0,4% обрабатывают и нормализацией, и отжигом. В таких случаях выбор способа осуществляют на основе требуемых свойств материала. Так, нормализация стали придает ей мелкозернистую структуру, большие прочность и твердость в сравнении с отжигом. Кроме того, данная технология является более производительным процессом. Следовательно, при прочих равных условиях она более предпочтительна. Закалке ее предпочитают ввиду хрупкости получаемых таким способом изделий и при обработке предметов с перепадами сечения во избежание дефектов.
Таким образом, нормализацию можно считать промежуточной технологией по отношению к ним: она дает материал большей твердости, чем отжиг, но менее хрупкий в сравнении с закалкой, улучшая структуру и сокращая напряжения. Ввиду этого нормализация получила в машиностроении более обширное распространение.
Ввиду этого нормализация получила в машиностроении более обширное распространение.
Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации
- II-й вид отжига. Способ и назначение отжига и нормализации стали, отжиг и нормализация Отжигом называют нагрев и отжиг стали. Отжиг второго рода-изменение структуры сплава для получения равновесной структуры. Рекристаллизационный отжиг основан на фазовой рекристаллизации, т. е. отжиге типа II. Его основное назначение-полное изменение фазового состава. Температура нагрева и время выдержки должны обеспечивать необходимое структурное преобразование, скорость охлаждения выбирается такой, чтобы могло произойти обратное диффузионное фазовое преобразование.
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
К основным видам термической обработки относятся:
- Отжиг
- Нормализация
- Закалка
- Отпуск
Рассмотрим каждый вид термической обработки, классификацию, режимы и назначение.
ОТЖИГ
Отжигом
называется термическая обработка, при которой производится нагрев до определенной температуры с последующей выдержкой и
медленным охлаждением вместе с печью
.
Назначение отжига получение однородной, равновесной структуры, свободной от остаточных напряжений.
На практике используют два принципиально различных вида отжига: отжиг I рода и отжиг II рода.
Отжиг I рода
.
Особенностью всех разновидностей отжига I рода является то, что все они не связаны с фазовыми превращениями в твердом состоянии стали и протекают независимо от того, идут при этом фазовые превращения или нет.
Отжиг I рода
включает:
1. Диффузионный отжиг
применяют для устранения химической неоднородности, возникающей при кристаллизации металла. Этому отжигу подвергают слитки и отливки из легированной стали для устранения ликвации, которая повышает склонность стали при обработке давлением к трещинообразованию.
Нагрев при диффузионном отжиге проводят до максимально высоких температур, так как при этом наиболее интенсивно происходят диффузионные процессы, необходимые для выравнивания в отдельных объемах состава стали. Обычно для легированных сталей температуру диффузионного отжига выбирают в интервале 1050 ‑ 1250 °С.
2. Рекристаллизационный отжиг
заключается в нагреве деформированной стали выше температуры начала рекристаллизации, выдержке при этой температуре и последующем медленном охлаждении.
Рекристаллизационный отжиг применяют для устранения наклепа после холодной пластической деформации. При проведении этого отжига главным процессом является рекристаллизация металла.
Рекристаллизационный отжиг используют в промышленности как промежуточный процесс между операциями холодного деформирования (для снятия наклепа).
3. Низкий отжиг для снятия внутренних напряжений
проводят с целью уменьшения остаточных напряжений, образовавшихся в металле при ковке, литье, сварке и способных вызвать коробление и разрушение детали. Главным процессом, проходящим при отжиге для снятия внутренних напряжений, является полная или частичная релаксация остаточных напряжений.
Главным процессом, проходящим при отжиге для снятия внутренних напряжений, является полная или частичная релаксация остаточных напряжений.
На практике отжиг стальных изделий для снятия напряжений проводят в температурном интервале 200 – 700 °С с последующим медленным охлаждением.
Отжиг II рода
Отжиг II рода – термическая обработка, заключающаяся в нагреве стали до температур выше критических точек А
с1 или
А
с3, выдержке и, как правило, в последующем медленном охлаждении. Отжиг II рода основан на прохождении фазовых превращений в твердом состоянии – превращении γ → α – и поэтому часто называется фазовой перекристаллизацией. При фазовой перекристаллизации измельчается зерно и устраняются неблагоприятные структуры стали.
В большинстве случаев отжиг II рода является подготовительной термической обработкой – в процессе отжига снижается твердость и прочность, что облегчает обработку резанием средне- и высокоуглеродистых сталей. Неполный отжиг инструментальных сталей предшествует окончательной термической обработке.
Неполный отжиг инструментальных сталей предшествует окончательной термической обработке.
Существуют следующие виды отжига II рода:
1. Полный отжиг
применяется
для доэвтектоидных сталей
и
состоит в нагреве стали на 30 – 50 °С выше точки Ас3, выдержке при этой температуре
до полной перекристаллизации металла
и медленномохлаждении
. При таком отжиге образуется мелкое аустенитное зерно, из которого при охлаждении формируется равномерная мелкозернистая феррито-перлитная структура.
2. Неполный отжиг
широко применяется
для заэвтектоидных
углеродистых и легированных
сталей.
При неполном отжиге проводится
нагрев до температур немного выше (на 10 – 30 °С) точки А1
, что приводит к практически полной перекристаллизации стали и получению зернистой формы перлита вместо обычной пластинчатой.
Отжигу на зернистый перлит подвергают также тонкие листы и прутки из низко- и среднеуглеродистой стали перед холодной штамповкой или волочением для повышения пластичности.
После отжига на зернистый перлит эвтектоидные и заэвтектоидные стали обладают наилучшей обрабатываемостью резанием.
НОРМАЛИЗАЦИЯ
При нормализации сталь нагревают до температуры на 30 – 50 °С
выше линии GSE и охлаждают на воздухе
.
Ускоренное по сравнению с обычным отжигом охлаждение обусловливает несколько большее переохлаждение аустенита. Поэтому при нормализации получается более тонкое строение перлита и более мелкое зерно. В результате прочность стали после нормализации становится больше прочности после отжига.
Нормализацию применяют чаще всего в следующих случаях: как промежуточную операцию для смягчения стали перед обработкой резанием и общего улучшения структуры стали перед закалкой.
Нормализацию используют и как окончательную термическую обработку средне- и высокоуглеродистых доэвтектоидных сталей, если требования к свойствам этих сталей умеренные и для них не обязательна закалка с высоким отпуском.
ЗАКАЛКА
Закалка
стали состоит в нагреве ее выше температур фазовых превращений, выдержке для завершения всех превращений и
охлаждении
с высокой скоростью
в закалочной среде
с целью получения структуры мартенсита, обеспечивающего более высокую прочность и твердость стали.
В качестве закалочных сред используют жидкости разной плотности (вода, масло).
В зависимости от температуры нагрева различают:
1. Полная закалка
–
нагревна 30 – 50 °Свыше Ас3
,
выдержка, охлаждение в закалочной среде. Полная закалка используется для доэвтектоидных сталей.
После полной закалки получается мартенситная структура.
2. Неполная закалка – нагрев на 30 – 50 °С выше Ас1, выдержка,
охлаждение в закалочной среде. Неполная закалка используется длязаэвтектоидных сталей
.
После неполной закалки образуется структура мартенсит и цементит вторичный.
Заэвтектоидные стали обычно используют для изготовления инструмента. Важнейшим требованием, предъявляемым к инструментальным сталям, является твердость. Включения цементита после закалки не только не уменьшают, но даже увеличивают твердость, а следовательно, и износостойкость стали.
Таким образом, для доэвтектоидных сталей рационально применять полную закалку, для заэвтектоидных – неполную (рис.10.2).
Тема необъятна,
Что даёт отжиг металлов
Отжиг выполняется для придания стали нужных качеств:
- снятия внутренних напряжений, полученных первичной обработкой металла — проявляется структурный дисбаланс, который можно снять определенным способом термообработки, получив необходимые характеристики сплава для решения конкретных задач;
- увеличения прочностных и механических характеристик — изделия после отжига долговечнее и прочнее;
- изменения внутренней структуры — под действием высокой температуры изменяется молекулярная структура металла, становится однородной (гомогенной), что упрощает проведение последующих обработок;
- улучшения пластичности, уровня сопротивления, вязкости при ударах — улучшение качественных характеристик после отжига снижает затраты на конечную доводку металлоизделий до требуемых параметров.

Способ и режим термообработки назначается по составу сплава.
Виды отжига
Рассмотрим, что означает термин «отжиг металлов». Термическая обработка металла, состоящая из нагрева выше температуры критических точек Чернова и охлаждение на профессиональном языке называется отжигом. Процедура применяется к различным металлам и их сплавам.
На промпредприятиях применяют режимы термообработки:
- полный, неполный;
- рекристаллизационный;
- диффузионный;
- изотермический;
- сфероизодизационный;
- нормализационный.
Полный отжиг стали
Полный обжиг проводится на изделиях из доэвтектоидных сплавов или сталей, содержащих карбон в количестве ≤ 0,8%. Цель проведения операции — измельчение зерна и улучшение качества обработки с применением режущего инструмента, снятие внутренних напряжений материала. Нагрев происходит на 30..50°С выше точки Ас3, затем деталь постепенно остужают, не вынимая из печи. Охлаждаясь, аустенит выделяет мелкозернистые, гомогенные (однородной структуры) ферриты и перлиты (франц. — жемчуг). Температура нагревания выбирается по типу стали и диаграмме состояний, данные зафиксированы в справочных материалах. Продолжительность охлаждения назначают по составу и структуре металла:
— жемчуг). Температура нагревания выбирается по типу стали и диаграмме состояний, данные зафиксированы в справочных материалах. Продолжительность охлаждения назначают по составу и структуре металла:
- углеродистые сплавы — 180…200°С/час;
- низколегированные — 90°С/час;
- высоко легированные — 50°С/час.
После проведения процедуры полного отжига неоднородная структура углеродистых или доэвтектоидных сплавов становится однородной, что дает податливость дальнейшей обработке.
Неполный
В отличие от полного, кардинально меняющего структурный состав металла, неполный отжиг изменяет только перлитовую, не затрагивая ферритовую структуру. Перлит , входящий в состав структур сталей, чугуна, других железоуглеродистых материалов, представляет собой цементит и феррит в эвтектоидной смеси. Основная задача неполного отжига — сделать сплавы максимально мягкими и податливыми.
Отжиг 2 рода
Отжиг для снятия внутренних напряжений.
Отжиг 1 рода
Технология термической обработки стали
Рекристаллизационный отжиг — нагрев холоднодеформированного металла выше температуры рекристаллизации, выдержка и медленное охлаждение для снятия наклепа. Используется, как предварительная обработка перед холодной пластической деформацией, как промежуточная операция между операциями холодной деформации или как конечная операция после обработки давлением. Температура отжига зависит от состава стали и для достижения рекристаллизации по всему объему превышает температурный порог рекристаллизации. Для стали, содержащей 0, 08-0, 20% С, чаще подогреваемой холодной пластической деформации, температура отжига 680-700°. Продолжительность нагрева 0, 5-1, 5 часа, время выдержки должно быть достаточным для завершения рекристаллизационных процессов.
Используется, как предварительная обработка перед холодной пластической деформацией, как промежуточная операция между операциями холодной деформации или как конечная операция после обработки давлением. Температура отжига зависит от состава стали и для достижения рекристаллизации по всему объему превышает температурный порог рекристаллизации. Для стали, содержащей 0, 08-0, 20% С, чаще подогреваемой холодной пластической деформации, температура отжига 680-700°. Продолжительность нагрева 0, 5-1, 5 часа, время выдержки должно быть достаточным для завершения рекристаллизационных процессов.
Применяется для снятия остаточных напряжении, возникших в процессе предшествующих технологических операций (литье, сварка, обработка резаньем и т. д.). Температура отжига обычно 550-680°. Время выдержки устанавливается экспериментально, охлаждение медленное до 200-300°. В результате термической обработки повышаются допустимые внешние нагрузки, сопротивляемость усталости и ударным нагрузкам, снижается склонность к хрупкому разрушению, стабилизируются размеры и предотвращается коробление и поводка изделий.
Отжиг 2 рода различаются главным образом способами охлаждения и степенью переохлаждения аустенита, а также положением температур нагрева относительно критических точек. Основные разновидности отжига 2 рода: полный, изотермический, нормализационный, патентирование. Эти виды отжига характерны для доэвтектоидных сталей. Заэвтектоидные стали подвергаются сфероидизирующему отжигу и нормализации (нормализационный отжиг).
Полный отжиг — нагрев на 30-50° выше точки Ac1, выдержка и охлаждение вместе с печью (график 2 на рис. 46) до 200-400°, дальнейшее охлаждение на воздухе (ускоряется технологический процесс). Чрезмерное повышение температуры недопустимо т. к. вызывает рост аустенитного зерна и ухудшает свойства. Легированные стали, обладающие высокой устойчивостью переохлажденного аустенита, следует охлаждать медленнее (10-100 град/час), чем углеродистые(150-200град/ час). Структура после отжига доэвтектоидной стали Ф + П, зерно обычно измельчается.
Неполный отжиг — нагрев на 20-50° выше Ac1, выдержка и медленное охлаждение, для доэвтектоидных сталей применяют с целью улучшения обрабатываемости, при этом происходит только перекристаллизация перлита, для заэвтектоидных сталей применяют только неполный отжиг, который обеспечивает сфероидизацию цементита и высокие свойства, поэтому этот отжиг называют сфероидизирующим. Полный отжиг (с нагревом выше Аст) для заэвтектоидных сталей не используется, т. к. при медленном охлаждении образуется грубая сетка вторичного цементита, ухудшающая механические свойства.
Изотермический отжиг — нагрев производится также как и для полного отжига, затем быстро охлаждают (переносят в другую печь) до температур лежащих на 100-150°, ниже A1 и делают изотермическую выдержку до полного распада аустенита после чего охлаждают на воздухе (график 5 на рис. 46). Преимущество уменьшение длительности процесса, особенно для легированных сталей, получение более однородной структуры.
Используется для заготовок и др. Изделий небольших размеров, т. к. при больших массах металла невозможно обеспечить равномерное охлаждение до температуры изотермической выдержки.
Нормализационный отжиг (нормализация) — нагрев на 30-50 выше температуры линии GSE , выдержка и охлаждение на воздухе. Ускоренное охлаждение на воздухе приводит к распаду аустенита при более низких температурах, что повышает дисперсность феррито-цементитной структуры. Это повышает на 10-15% прочность и твердость средне — и высокоуглеродистой стали по сравнению с отожженной. Нормализацию широко применяют для улучшения свойств стальных отливок взамен закалки и отпуска. Для низкоуглеродистьк сталей нормализацию применяют вместо полного отжига (быстрее, а свойства близкие). Для отливок из среднеуглеродистой стали нормализация может быть конечной термической операцией. Для заэвтектоидных сталей нормализация применяется для устранения цементитной сетки, если она разорвалась при предшествующей обработке.
Патентирование— для получения канатной, пружинной и рояльной проволоки применяют изотермическую обработку, называемую патентированием. Проволоку из углеродистых сталей, содержащих от 0, 45 до 0, 85 % С нагревают в проходной печи до температуры на 150-200° выше Асз, пропускают через свинцовую или соляную ванну с температурой 450-550° и наматывают на приводной барабан. Распад аустенита происходит около изгиба С образных кривых. Структура феррито-цементитная, с очень малым межпластинчатым расстоянием — троостит патентирования. Избыточных фаз нет. После такой термической обработки проволоку подвергают многократному холодному волочению. В результате она имеет предел прочности до 200 кг/мм 2 (возможно получить до 500 кг/мм2).
Особенности отжига различных сплавов
При назначении способа и режима термообработки важен процент содержания в нем углерода и других примесей. Для точности соблюдения режима рекомендуют использовать две печи: в 1-ой изделие проходит нагрев при t=max , во 2-ой — проходит выдержку, обеспечивающую завершение структурных преобразований металла. Обработка нержавеющей стали в первой печи происходит с t=1000°С, затем выдержка несколько часов во 2-ой при t=900, завершает охлаждение до t=300° на скорости 50…100 град/ час, окончательное охлаждение производят на открытом пространстве.
Обработка нержавеющей стали в первой печи происходит с t=1000°С, затем выдержка несколько часов во 2-ой при t=900, завершает охлаждение до t=300° на скорости 50…100 град/ час, окончательное охлаждение производят на открытом пространстве.
Краткое руководство по отжигу: что такое отожженный металл?
Отжиг – это особый процесс термической обработки, который изменяет свойства металла. Хотя существует множество различных видов термической обработки, отжиг популярен, поскольку он повышает пластичность и снижает твердость. В этом посте мы расскажем все, что вам нужно знать о процессе отжига.
Позвольте нам удовлетворить ваши потребности в термообработке
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката.
Запросить цену
Что такое процесс отжига?
Отжиг — это процесс термической обработки, широко распространенный в производстве, поскольку он улучшает физические, а иногда и химические свойства металла, делая его более прочным и более пригодным для обработки. При нагреве во время специфического процесса отжига атомы мигрируют в своей кристаллической решетке, и число атомных дислокаций уменьшается, что приводит к изменению как пластичности, так и твердости. При охлаждении материал снова кристаллизуется.
Для многих сплавов, в том числе для наиболее распространенной в производстве углеродистой стали, свойства металла определяются размером кристаллических зерен и фазовым составом. Оба изменяются при нагревании и охлаждении. Зная состав кристаллического зерна и фазовую диаграмму, отжиг как термическую обработку можно использовать для превращения металла из твердого в мягкое, из хрупкого в пластичное. В результате металл будет более податливым, что является очевидным преимуществом в производстве.
В чем преимущество отжига?
Как уже говорилось, отжиг используется, чтобы сделать металл более пластичным и менее хрупким. Вот три основных преимущества отжига:
- Отжиг делает металлы более пластичными. Когда металл прочнее и пластичнее, это дает производителям больше свободы действий в процессе изготовления.
 Меньше риск разрушения материала при изгибе или сжатии.
Меньше риск разрушения материала при изгибе или сжатии. - Отжиг также может улучшить обрабатываемость металла и увеличить срок службы инструментов. Твердые, хрупкие металлы могут вызвать износ магазинных инструментов. Отжиг металлов снижает износ и вероятность повреждения инструментов.
- Отжиг снимает так называемое остаточное напряжение. Остаточное напряжение — это то, что остается в металле после устранения первоначальной причины напряжения. Например, остаточное напряжение от профилирования может привести к разрыву конструкции при резке ленточной пилой. Остаточное напряжение может усложнить будущие процессы, и отжиг — отличный способ его снять.
Какие металлы обычно отжигают?
Чаще всего в обрабатывающей промышленности отжигают многие виды стали и чугуна. Существуют также определенные типы алюминия, меди и латуни, которые можно отжигать. В то время как сталь обычно охлаждают до комнатной температуры в неподвижном воздухе, медь и латунь также можно закаливать в воде.
Какие этапы процесса отжига
Процесс отжига состоит из трех основных этапов:
- Восстановление
- Перекристаллизация
- Рост зерна
Восстановление
Металл состоит из решетки кристаллических структур, известных как зерна. Иногда сама структура зерен вызывает напряжение в металле. Во время первой фазы процесса отжига, называемой восстановлением, печь или другой тип источника тепла используется для повышения температуры материала до уровня, при котором снимаются внутренние напряжения.
Рекристаллизация
Во время рекристаллизации дальнейшее нагревание повышает температуру металла чуть ниже его точки плавления, достаточно высокой, чтобы атомы рекристаллизовались, и достаточно низкой, чтобы металл не плавился.
Рост зерен
Во время стадии роста зерен новые кристаллические зерна полностью развиваются по мере охлаждения металла, который не испытывает первоначального напряжения металла. Окончательный состав, включая пластичность и твердость, определяется скоростью охлаждения. После отжига металла может выполняться окончательная обработка, такая как формовка, штамповка или формовка.
Когда чаще всего используются отожженные металлы?
Чаще всего вы найдете это в:
- Листовые металлы, такие как холоднокатаный стальной лист и оцинкованный стальной лист, отжигаются, потому что процесс холодной прокатки создает слишком большую твердость для дальнейшей обработки. Отжиг восстанавливает их пластичность и формуемость, что позволяет производить дальнейшую гибку, штамповку, формовку/растяжение или резку без растрескивания или потери стабильности размеров.
- Холоднокатаный пруток и металлическая проволока часто подвергаются отжигу, потому что процесс их протягивания через фильеру вызывает напряжения в их зернах. Это увеличение прочности и хрупкости металла называется деформационным упрочнением. Отжиг устраняет это напряжение рабочего упрочнения, что может облегчить дополнительные этапы волочения или обеспечить определенные механические свойства готовой стали. Обычно указанные полутвердые и полностью мягкие условия являются результатом контроля конечных механических свойств в процессе отжига.
- обычно отжигают, чтобы обеспечить экстремальные операции формовки и волочения, которые в противном случае могли бы вызвать растрескивание или разрыв металла. Детали глубокой вытяжки часто обозначаются как полностью отожженные, отпущенные или абсолютно мягкие изделия.
- Отжиг также используется для придания материалам большей однородности, если сварка привела к остаточным напряжениям в зоне термического влияния.
Алюминий
Чем отжиг отличается от нормализации?
В отличие от отжига нормализация представляет собой процесс повышения твердости. Чтобы нормализовать металл, вы повышаете температуру материала выше аустенитного диапазона, а затем охлаждаете его на воздухе при комнатной температуре. Аустенизация означает нагрев металла до температуры, при которой его кристаллическая структура меняется с ферритной на аустенитную. Если вы ищете более мягкий и пластичный металл, выберите отжиг. Если вы ищете более твердый и менее пластичный металл, выберите нормализацию. В любом случае, обе термообработки приводят к получению металлов с меньшим напряжением и большей обрабатываемостью.
Компания Kloeckner сотрудничает с рядом партнеров, занимающихся термообработкой стали, чтобы обеспечить наших клиентов качественными деталями, соответствующими их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката. Пожалуйста, свяжитесь с Kloeckner Louisville или позвоните по телефону (678) 259-8800, чтобы узнать о ваших потребностях в термообработке.
Позвольте нам удовлетворить ваши потребности в термообработке
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката.
Запросить предложение
Процессы спаривания ДНК и отжига при гомологичной рекомбинации и направленной по гомологии репарации
* Ссылка также находится в этой коллекции .
Амунугама Р., Фишел Р.
2012.
Гомологическая рекомбинация у эукариот. Prog Mol Biol Transl Sci
110: 155–206. [PubMed] [Google Scholar]
Ананд Р.П., Ловетт С.Т., Хабер Дж.Е.
2013.
Индуцированная разрывом репликация ДНК. Колд Спринг Харб Перспект Биол
5: а010397. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Андерсен С.Л., Секельский Дж.
2010.
Мейотическая и митотическая рекомбинация: два различных пути репарации двухцепочечных разрывов: различные функции мейотической и митотической репарации DSB отражаются в различном использовании путей и различных результатах. Биоэссе
32: 1058–1066. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Arcus V
2002.
Домены OB-fold: моментальный снимок эволюции последовательности, структуры и функции. Curr Opin Struct Biol
12: 794–801. [PubMed] [Академия Google]
Bascom-Slack CA, Росс Л.О., Доусон Д.С.
1997.
Хиазмы, кроссоверы и мейотическая сегрегация хромосом. Adv Genet
35: 253–284. [PubMed] [Google Scholar]
Baumann P, Benson FE, West SC
1996.
Человеческий белок Rad51 способствует АТФ-зависимому гомологичному спариванию и реакциям переноса цепи in vitro. Клетка
87: 757–766. [PubMed] [Google Scholar]
Bazemore LR, Folta-Stogniew E, Takahashi M, Radding CM
1997.
RecA проверяет гомологию как при спаривании, так и при обмене цепями. Proc Natl Acad Sci
94: 11863–11868. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Beernink HT, Morrical SW
1998.
Рекомбинационный белок uvsY бактериофага Т4 образует гексамеры в присутствии и в отсутствие одноцепочечной ДНК. Биохимия
37: 5673–5681. [PubMed] [Google Scholar]
Beernink HT, Morrical SW
1999.
RMP: белки-посредники рекомбинации/репликации. Тенденции биохимии
24: 385–389. [PubMed] [Google Scholar]
Би Б., Рыбальченко Н., Голуб Е. И., Раддинг К.М.
2004.
Белки Rad52 человека и дрожжей способствуют обмену цепей ДНК. Proc Natl Acad Sci
101:9568–9572. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Bianco PR, Tracy RB, Kowalczykowski SC
1998.
Белки обмена цепями ДНК: биохимическое и физическое сравнение. Фронт БиоСки
3: Д570–Д603. [PubMed] [Google Scholar]
Binz SK, Sheehan AM, Wold MS
2004.
Фосфорилирование репликационного белка А и клеточный ответ на повреждение ДНК. Восстановление ДНК (Амст)
3: 1015–1024. [PubMed] [Google Scholar]
Бочкарев А, Бочкарева Е
2004.
От RPA к BRCA2: уроки связывания одноцепочечной ДНК с помощью OB-складки. Curr Opin Struct Biol
14: 36–42. [PubMed] [Академия Google]
Брайант Ф.Р., Леман И.Р.
1985.
О механизме ренатурации комплементарных цепей ДНК белком recA Escherichia coli . Proc Natl Acad Sci
82: 297–301. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Ceballos SJ, Heyer WD
2011.
Функции моторного белка Rad54 семейства Snf2/Swi2 в гомологичной рекомбинации. Биохим Биофиз Акта
1809: 509–523. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Cejka P, Plank JL, Bachrati CZ, Hickson ID, Kowalczykowski SC
2010.
Rmi1 стимулирует декатенацию двойных соединений Холлидея во время растворения с помощью Sgs1-Top3. Nat Struct Мол Биол
17: 1377–1382. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Чен З., Ян Х., Павлетич Н.П.
2008.
Механизм гомологичной рекомбинации структур RecA-оцДНК/дцДНК. Природа
453: 489–494. [PubMed] [Google Scholar]
Chen J, Villanueva N, Rould MA, Morrical SW
2010.
Представление о механизме рекомбиназы Rad51 на основе структуры и свойств мутанта интерфейса филамента. Нуклеиновые кислоты Res
38: 4889–4906. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Clark AJ, Sharma V, Brenowitz S, Chu CC, Sandler S, Satin L, Templin A, Berger I, Cohen A
1993.
Генетический и молекулярный анализ С-концевой области гена recE из профага Rac Escherichia coli K-12 выявил ген recT. Дж. Бактериол
175: 7673–7682. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Compton SA, Ozgür S, Griffith JD
2010.
Кольцеобразные белковые комплексы паралога Rad51 связывают соединения Холлидея и репликационные вилки, как визуализируется с помощью электронной микроскопии. J Биол Хим
285: 13349–13356. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Conway AB, Lynch TW, Zhang Y, Fortin GS, Fung CW, Symington LS, Rice PA
2004.
Кристаллическая структура филамента Rad51. Nat Struct Мол Биол
11:791–796. [PubMed] [Google Scholar]
Cox MM
1999.
Рекомбинационная репарация ДНК у бактерий и белок RecA. Prog Nucleic Acid Res Mol Biol
63: 311–366. [PubMed] [Google Scholar]
Cox MM
2003.
Бактериальный белок RecA как моторный белок. Анну Рев Микробиол
57: 551–577. [PubMed] [Google Scholar]
Cox MM, Lehman IR
1981.
Белок recA Escherichia coli способствует миграции ветвей, кинетически отличной фазе обмена цепями ДНК. Proc Natl Acad Sci
78: 3433–3437. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Дейли Дж. М., Ниу Х., Сун П.
2013.
Роль геликаз ДНК в посредничестве и регуляции гомологичной рекомбинации. Adv Exp Мед Биол
767: 185–202. [Бесплатная статья PMC] [PubMed] [Google Scholar]
* Daley JM, Gaines WA, Kwon YH, Sung P
2014.
Регуляция спаривания ДНК при гомологичной рекомбинации. Колд Спринг Харб Перспект Биол
6: а017954. [Бесплатная статья PMC] [PubMed] [Google Scholar]
DasGupta C, Wu AM, Kahn R, Cunningham RP, Radding CM
1983.
Согласованный обмен цепями и образование структур Холлидея на E. coli Белок RecA. Клетка
25: 507–516. [PubMed] [Google Scholar]
Davis AP, Symington LS
2001.
Рекомбинационный репарационный белок Rad59 дрожжей взаимодействует с Rad52 и стимулирует отжиг одноцепочечных ДНК. Генетика
159: 515–525. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Davis AP, Symington LS
2003.
Комплекс Rad52-Rad59 взаимодействует с Rad51 и репликационным белком A. Репарация ДНК (Amst)
2: 1127–1134. [PubMed] [Google Scholar]
Дэн X, Пракаш А. , Дхар К., Байя Г.С., Колар С., Окли Г.Г., Боргшталь Г.Е.
2009 г..
Репликационный белок человека A-Rad52-комплекс одноцепочечной ДНК: стехиометрия и доказательства регуляции переноса цепи путем фосфорилирования. Биохимия
48: 6633–6643. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Dupaigne P, Le Breton C, Fabre F, Gangloff S, Le Cam E, Veaute X
2008.
Активность хеликазы Srs2 стимулируется филаментами Rad51 на двухцепочечной ДНК: последствия для частоты перекреста во время митотической рекомбинации. Мол Ячейка
29: 243–254. [PubMed] [Google Scholar]
Erler A, Wegmann S, Elie-Caille C, Bradshaw CR, Maresca M, Seidel R, Habermann B, Muller DJ, Stewart AF
2009 г..
Конформационная адаптируемость Redβ во время отжига ДНК и значение его структурной связи с Rad52. Джей Мол Биол
391: 586–598. [PubMed] [Google Scholar]
Забудьте AL, Ковальчиковский SC
2012.
Одномолекулярная визуализация спаривания ДНК с помощью RecA показывает трехмерный поиск гомологии. Природа
482: 423–427. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Formosa T, Alberts BM
1986 год.
Синтез ДНК, зависящий от генетической рекомбинации: характеристика реакции, катализируемой очищенными белками бактериофага Т4. Клетка
47: 793–806. [PubMed] [Google Scholar]
Gajewski S, Webb MR, Galkin V, Egelman EH, Kreuzer KN, White SW
2011.
Кристаллическая структура рекомбиназы UvsX фага T4 и ее функциональное взаимодействие с геликазой UvsW T4 SF2. Джей Мол Биол
405: 65–76. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Gerton JL, Hawley RS
2005.
Гомологические взаимодействия хромосом в мейозе: разнообразие при сохранении. Нат Рев Жене
6: 477–487. [PubMed] [Google Scholar]
Гонда Д.К., Раддинг К.М.
1986.
Механизм поиска гомологии, обеспечиваемый белком recA. Облегченная диффузия в сетях нуклеопротеинов. J Биол Хим
261: 13087–13096. [PubMed] [Google Scholar]
Гриффит Дж., Формоза Т.
1985.
Белок uvsX бактериофага Т4 упорядочивает одноцепочечную и двухцепочечную ДНК в сходные спиральные нуклеопротеиновые филаменты. J Биол Хим
260: 4484–4491. [PubMed] [Google Scholar]
Grimme JM, Honda M, Wright R, Okuno Y, Rothenberg E, Mazin AV, Ha T, Spies M
2010.
Rad52 человека связывает и упаковывает одноцепочечную ДНК и опосредует отжиг через два комплекса hRad52-ssDNA. Нуклеиновые кислоты Res
38: 2917–2930. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Gupta RC, Bazemore LR, Golub EI, Radding CM
1997.
Активность человеческого рекомбинационного белка Rad51. Proc Natl Acad Sci
94: 463–468. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Haber JE
1992.
Изучение путей гомологичной рекомбинации. Curr Opin Cell Biol
4: 401–412. [PubMed] [Google Scholar]
Холл С.Д., Колоднер Р.Д.
1994.
Гомологичное спаривание и обмен цепями, обеспечиваемые Escherichia coli Белок RecT. Proc Natl Acad Sci
91: 3205–3209. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Harris LD, Griffith JD
1989.
Белок UvsY бактериофага Т4 является вспомогательным белком для катализа обмена цепей in vitro. Джей Мол Биол
206: 19–27. [PubMed] [Google Scholar]
Хашимото К., Йонесаки Т.
1991.
Характеристика комплекса трех рекомбинационных белков бактериофага Т4, белка uvsX, белка uvsY и белка гена 32, на одноцепочечной ДНК. J Биол Хим
266: 4883–4888. [PubMed] [Академия Google]
Heyer WD, Li X, Rolfsmeier M, Zhang XP
2006.
Rad54: Швейцарский армейский нож гомологичной рекомбинации?
Нуклеиновые кислоты Res
34: 4115–4125. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Hickson ID, Mankouri HW
2011.
Процессинг промежуточных продуктов репарации гомологичной рекомбинации комплексами Sgs1-Top3-Rmi1 и Mus81-Mms4. Клеточный цикл
10: 3078–3085. [PubMed] [Google Scholar]
Ира Г., Малкова А., Либери Г., Фояни М., Хабер Дж. Э.
2003.
Srs2 и Sgs1-Top3 подавляют кроссоверы во время репарации двухцепочечных разрывов у дрожжей. Клетка
115: 401–411. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Айер Л.М., Кунин Э.В., Аравинд Л.
2002.
Классификация и история эволюции одноцепочечных белков отжига, RecT, Redbeta, ERF и RAD52. Геномика BMC
3: 8. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Jensen RB, Carreira A, Kowalczykowski SC
2010.
Очищенный BRCA2 человека стимулирует рекомбинацию, опосредованную RAD51. Природа
467: 678–683. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Kantake N, Madiraju MV, Sugiyama T, Kowalczykowski SC
2002.
Кишечная палочка Белок RecO отжигает оцДНК в комплексе с родственным ему оцДНК-связывающим белком: обычный этап генетической рекомбинации. Proc Natl Acad Sci
99: 15327–15332. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Karakousis G, Ye N, Li Z, Chiu SK, Reddy G, Radding CM
1998.
Белок β фага λ предпочтительно связывается с промежуточным продуктом ренатурации ДНК. Джей Мол Биол
276: 721–731. [PubMed] [Google Scholar]
Ким Джи, Кокс М.М., Инман Р.Б.
1992.
О роли гидролиза АТФ в обмене цепей ДНК, опосредованном белком RecA. II. Четырёхниточный обмен. J Биол Хим
267: 16444–16449. [PubMed] [Google Scholar]
Kodadek T
1990.
Роль белка 32 гена бактериофага Т4 в гомологичном спаривании. J Биол Хим
265: 20966–20969. [PubMed] [Google Scholar]
Kodadek T, Wong ML, Alberts BM
1988 год.
Механизм гомологичного обмена цепями ДНК, катализируемый бактериофагом T4 uvsX и белками гена 32. J Биол Хим
263: 9427–9436. [PubMed] [Google Scholar]
Kodadek T, Gan DC, Stemke-Hale K
1989.
Рекомбинационный белок uvs Y фага T4 стабилизирует пресинаптические филаменты. J Биол Хим
264: 16451–16457. [PubMed] [Академия Google]
Колоднер Р., Холл С.Д., Луизи-ДеЛука С.
1994.
Гомологичное спаривание белков, кодируемых генами Escherichia coli recE и recT. Мол Микробиол
11: 23–30. [PubMed] [Google Scholar]
Kowalczykowski SC
1991.
Биохимия генетической рекомбинации: Энергетика и механизм обмена цепями ДНК. Annu Rev Biophys Biophys Chem
20: 539–575. [PubMed] [Google Scholar]
Kowalczykowski SC
2008.
Структурная биология: снимки восстановления ДНК. Природа
453: 463–466. [PubMed] [Академия Google]
Кройцер КН
2000.
Рекомбинационно-зависимая репликация ДНК у фага Т4. Тенденции биохимии
25: 165–173. [PubMed] [Google Scholar]
Kreuzer KN, Brister JR
2010.
Инициация репликации ДНК бактериофага Т4 и динамика вилки репликации: обзор серии Virology Journal о бактериофаге Т4 и его родственниках. Вирол Дж.
7: 358. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Kumar JK, Gupta RC
2004.
Активность обмена цепями человеческого рекомбинационного белка Rad52. Proc Natl Acad Sci
101:9562–9567. [Бесплатная статья PMC] [PubMed] [Google Scholar]
* Lam I, Keeney S
2015.
Механизм и регуляция инициации мейотической рекомбинации. Колд Спринг Харб Перспект Биол
7: а016634. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Lee AM, Xiao J, Singleton SF
2006.
Истоки селективности последовательности в гомологичной генетической рекомбинации: результаты быстрого кинетического исследования опосредованного RecA обмена цепями ДНК. Джей Мол Биол
360: 343–359. [PubMed] [Google Scholar]
Li X, Heyer WD
2009 г. .
RAD54 контролирует доступ к вторгающемуся 3′-ОН концу после RAD51-опосредованной инвазии нити ДНК при гомологичной рекомбинации у Saccharomyces cerevisiae . Нуклеиновые кислоты Res
37: 638–646. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Li X, Zhang XP, Solinger JA, Kiianitsa K, Yu X, Egelman EH, Heyer WD
2007.
Активности Rad51 и Rad54 ATPase необходимы для модулирования динамики филаментов Rad51-dsDNA. Нуклеиновые кислоты Res
35: 4124–4140. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Лю Дж., Моррикал С.В.
2010.
Сборка и динамика аппарата гомологичной рекомбинации бактериофага Т4. Вирол Дж.
7: 357. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Liu J, Qian N, Morrical SW
2006.
Динамика сборки пресинаптических нитей бактериофага Т4 по измерениям внешней флуоресценции взаимодействий Gp32-одноцепочечной ДНК. J Биол Хим
281: 26308–26319. [PubMed] [Google Scholar]
Лю Дж., Доти Т., Гибсон Б., Хейер В.Д.
2010.
Белок BRCA2 человека способствует образованию филаментов RAD51 на одноцепочечной ДНК, покрытой RPA. Nat Struct Мол Биол
17: 1260–1262. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Лю Дж., Эмсен К.Т., Хейер В.Д., Моррикал С.В.
2011а.
Динамика пресинаптических филаментов при гомологичной рекомбинации и репарации ДНК. Crit Rev Biochem Mol Biol
46: 240–270. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Liu J, Renault L, Veaute X, Fabre F, Stahlberg H, Heyer WD
2011б.
Паралоги Rad51 Rad55-Rad57 уравновешивают антирекомбиназу Srs2 в формировании филаментов Rad51. Природа
479: 245–248. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Liu J, Berger CL, Morrical SW
2013.
Кинетика сборки пресинаптических филаментов в присутствии одноцепочечного ДНК-связывающего белка и белка-медиатора рекомбинации. Биохимия
52: 7878–7889. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Llorente B, Smith CE, Symington LS
2008.
Репликация, индуцированная разрывом: что это такое и для чего она нужна?
Клеточный цикл
7: 859–864. [PubMed] [Google Scholar]
Lohman TM, Ferrari ME
1994.
Одноцепочечный ДНК-связывающий белок Escherichia coli : множественные способы связывания ДНК и кооперативы. Анну Рев Биохим
63: 527–570. [PubMed] [Google Scholar]
Lohman TM, Bujalowski W, Overman LB
1988 год.
Одноцепочечный связывающий белок E. coli : новый взгляд на белки, дестабилизирующие спираль. Тенденции биохимии
13: 250–255. [PubMed] [Академия Google]
Lydeard JR, Lipkin-Moore Z, Sheu YJ, Stillman B, Burgers PM, Haber JE
2010.
Репликация, индуцированная разрывом, требует наличия всех существенных факторов репликации ДНК, кроме тех, которые специфичны для сборки пре-RC. Гены Дев
24: 1133–1144. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Maher RL, Morrical SW
2013.
Координированное связывание одноцепочечной и двухцепочечной ДНК рекомбиназой uvsX. ПЛОС ОНР
8: e66654. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Махер Р.Л., Бранаган А.М., Моррикал С.В.
2011.
Координация репликации и рекомбинации ДНК для поддержания стабильности генома. J Cell Биохим
112: 2672–2682. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Махов А.М., Гриффит Д.Д.
2006.
Визуализация отжига комплементарной одноцепочечной ДНК, катализируемого вирусом простого герпеса типа 1 ICP8 SSB/рекомбиназой. Джей Мол Биол
355: 911–922. [PubMed] [Google Scholar]
Махов А.М., Сен А., Ю Х, Саймон М.Н., Гриффит Д.Д., Эгельман Э.Х.
2009.
Биполярные филаменты, образованные вирусом простого герпеса типа 1 SSB/рекомбинационным белком (ICP8), предполагают механизм отжига ДНК. Джей Мол Биол
386: 273–279. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Mankouri HW, Ashton TM, Hickson ID
2011.
Структуры ДНК, содержащие соединения Холлидея, сохраняются в клетках, лишенных Sgs1 или Top3, после воздействия повреждения ДНК. Proc Natl Acad Sci
108: 4944–4949. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Maresca M, Erler A, Fu J, Friedrich A, Zhang Y, Stewart AF
2010.
Одноцепочечные гетеродуплексные интермедиаты в гомологичной рекомбинации λ Red. БМС Мол Биол
11: 54. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Masson JY, Tarsounas MC, Stasiak AZ, Stasiak A, Shah R, McIlwraith MJ, Benson FE, West SC
2001.
Идентификация и очистка двух различных комплексов, содержащих пять паралогов RAD51. Гены Дев
15:3296–3307. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Мазин А.В., Ковальчиковский С.С.
1996.
Специфичность вторичного сайта связывания ДНК белка RecA определяет его роль в обмене цепей ДНК. Proc Natl Acad Sci
93: 10673–10678. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Мазин А.В., Ковальчиковский С.С.
1998.
Функция вторичного ДНК-связывающего сайта белка RecA во время обмена цепями ДНК. ЭМБО J
17: 1161–1168. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Мазин А.В., Алексеев А.А., Ковальчиковский С.К.
2003.
Новая функция белка Rad54. Стабилизация нуклеопротеинового филамента Rad51. J Биол Хим
278: 14029–14036. [PubMed] [Google Scholar]
McEntee K
1985.
Кинетика ренатурации ДНК, катализируемой белком RecA Escherichia coli . Биохимия
24: 4345–4351. [PubMed] [Google Scholar]
McEntee K, Weinstock GM, Lehman IR
1981.
Связывание белка recA Escherichia coli с одно- и двухцепочечной ДНК. J Биол Хим
256: 8835–8844. [PubMed] [Академия Google]
McIlwraith MJ, Van Dyck E, Masson JY, Stasiak AZ, Stasiak A, West SC
2000.
Реконструкция этапа инвазии цепи восстановления двухцепочечного разрыва с использованием белков Rad51 Rad52 и RPA человека. Джей Мол Биол
304: 151–164. [PubMed] [Google Scholar]
McMahill MS, Sham CW, Bishop DK
2007.
Зависимый от синтеза отжиг цепей в мейозе. ПЛОС Биол
5: е299. [Бесплатная статья PMC] [PubMed] [Google Scholar]
* Mehta A, Haber JE
2014.
Источники двухцепочечных разрывов ДНК и модели рекомбинационной репарации ДНК. Колд Спринг Харб Перспект Биол
6: а016428. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Menetski JP, Bear DG, Kowalczykowski SC
1990.
Образование стабильного гетеродуплекса ДНК, катализируемое белком Escherichia coli RecA, в отсутствие гидролиза АТФ. Proc Natl Acad Sci
87: 21–25. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Mimitou EP, Symington LS
2009.
Резекция конца ДНК: многие нуклеазы облегчают работу. Восстановление ДНК (Амст)
8: 983–995. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Mitchel K, Lehner K
Джинкс-Робертсон С.
2013.
Положение гетеродуплексной ДНК определяет роль хеликаз Sgs1, Srs2 и Mph2 в обеспечении различных результатов рекомбинации. Генетика PLoS
9: e1003340. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Miura T, Yamana Y, Usui T, Ogawa HI, Yamamoto MT, Kusano K
2012.
Для гомологичной рекомбинации посредством зависимого от синтеза отжига цепей в дрожжах требуются геликазы ДНК Irc20 и Srs2. Генетика
191: 65–78. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Морель П., Стасяк А., Эрлих С.Д., Кассуто Э.
1994.
Влияние длины и расположения гетерологичных последовательностей на RecA-опосредованный обмен цепями. J Биол Хим
269: 19830–19835. [PubMed] [Академия Google]
Моримацу К. , Ковальчиковски СК
2003.
Белки RecFOR загружают белок RecA в ДНК с разрывом, чтобы ускорить обмен цепями ДНК: универсальный этап рекомбинационной репарации. Мол Ячейка
11: 1337–1347. [PubMed] [Google Scholar]
Morrical SW, Alberts BM
1990.
Белок UvsY бактериофага Т4 модулирует зависимый от рекомбинации синтез ДНК in vitro. J Биол Хим
265: 15096–15103. [PubMed] [Google Scholar]
Mortensen UH, Bendixen C, Sunjevaric I, Rothstein R
1996.
Отжигу цепей ДНК способствует дрожжевой белок Rad52. Proc Natl Acad Sci
93: 10729–10734. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Mueller JE, Clyman J, Huang YJ, Parker MM, Belfort M
1996.
Мобильность интронов в фаге Т4 происходит в контексте зависимой от рекомбинации репликации ДНК посредством множественных путей. Гены Дев
10: 351–364. [PubMed] [Google Scholar]
Мерфи KC
2012.
Фаговые рекомбиназы и их применение. Adv вирус Res
83: 367–414. [PubMed] [Google Scholar]
Muyrers JP, Zhang Y, Buchholz F, Stewart AF
2000.
RecE/RecT и Redα/Redβ инициируют репарацию двухцепочечных разрывов, специфически взаимодействуя со своими соответствующими партнерами. Гены Дев
14:1971–1982. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Navadgi VM, Dutta A, Rao BJ
2003.
Человеческий Rad52 облегчает трехцепочечное спаривание, которое не следует за обменом цепями: новая функция спаривания белка. Биохимия
42: 15237–15251. [PubMed] [Google Scholar]
New JH, Sugiyama T, Zaitseva E, Kowalczykowski SC
1998.
Белок Rad52 стимулирует обмен цепей ДНК с помощью Rad51 и репликационного белка A. Природа
391: 407–410. [PubMed] [Google Scholar]
Нимонкар А.В., Ковальчиковский SC
2009 г..
Захват ДНК второго конца при репарации двухцепочечных разрывов: как поймать ДНК за хвост. Клеточный цикл
8: 1816–1817. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Nimonkar AV, Sica RA, Kowalczykowski SC
2009.
Rad52 способствует захвату второго конца ДНК при репарации двухцепочечных разрывов с образованием стабилизированных комплементом совместных молекул. Proc Natl Acad Sci
106: 3077–3082. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Noirot P, Gupta RC, Radding CM, Kolodner RD
2003.
Отличительные признаки распознавания гомологии RecA-подобными рекомбиназами проявляются неродственными Белок Escherichia coli RecT. ЭМБО J
22: 324–334. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Ogawa T, Yu X, Shinohara A, Egelman EH
1993.
Сходство филамента RAD51 дрожжей с филаментом RecA бактерий. Наука
259: 1896–1899. [PubMed] [Google Scholar]
Pannunzio NR, Manthey GM, Bailis AM
2008.
RAD59 необходим для эффективной репарации одновременных двухцепочечных разрывов, приводящих к транслокациям в Saccharomyces cerevisiae . Восстановление ДНК (Амст)
7: 788–800. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Pannunzio NR, Manthey GM, Bailis AM
2010.
RAD59 и RAD1 сотрудничают в формировании транслокаций путем отжига одноцепочечных клеток в Saccharomyces cerevisiae . Карр Жене
56: 87–100. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Passy SI, Yu X, Li Z, Radding CM, Egelman EH
1999.
Кольца и нити β-белка бактериофага λ предполагают суперсемейство рекомбинационных белков. Proc Natl Acad Sci
96: 4279–4284. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Пеллегрини Л., Ю Д.С., Ло Т., Ананд С., Ли М., Бланделл Т.Л., Венкитараман А.Р.
2002.
Взгляд на рекомбинацию ДНК из структуры комплекса RAD51-BRCA2. Природа
420: 287–293. [PubMed] [Google Scholar]
Петухова Г., Стрэттон С.А., Сун П.
1999.
Активность связывания и отжига одноцепочечной ДНК в факторе рекомбинации дрожжей Rad59. J Биол Хим
274: 33839–33842. [PubMed] [Google Scholar]
Pugh BF, Cox MM
1987а.
Стабильное связывание белка recA с дуплексной ДНК. Разгадка парадокса. J Биол Хим
262: 1326–1336. [PubMed] [Google Scholar]
Pugh BF, Cox MM
1987б.
Связывание белка recA с гетеродуплексным продуктом замены цепи ДНК. J Биол Хим
262: 1337–1343. [PubMed] [Академия Google]
Пью Б. Ф., Кокс М.М.
1988 год.
Общий механизм связывания белка RecA с дуплексной ДНК. Джей Мол Биол
203: 479–493. [PubMed] [Google Scholar]
Ragunathan K, Joo C, Ha T
2011.
Наблюдение за реакцией обмена цепями в реальном времени с высоким пространственно-временным разрешением. Структура
19: 1064–1073. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Rambo RP, Williams GJ, Tainer JA
2010.
Достижение точности гомологичной рекомбинации, несмотря на чрезвычайную сложность: обоснованные решения с помощью молекулярного профилирования. Мол Ячейка
40: 347–348. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Рашле М., Ван Комен С., Чи П., Элленбергер Т., Сун П.
2004.
Множественные взаимодействия с рекомбиназой Rad51 определяют функцию гомологичной рекомбинации Rad54. J Биол Хим
279: 51973–51980. [PubMed] [Google Scholar]
Reddy G, Golub EI, Radding CM
1997.
Белок Rad52 человека способствует отжигу одноцепочечной ДНК с последующей миграцией ветвей. Мутат Рез
377: 53–59. [PubMed] [Google Scholar]
Reuven NB, Weller SK
2005.
Одноцепочечный ДНК-связывающий белок ICP8 вируса простого герпеса типа 1 усиливает нуклеазную активность щелочной нуклеазы UL12 за счет увеличения ее процессивности. Джей Вирол
79: 9356–9358. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Reuven NB, Staire AE, Myers RS, Weller SK
2003.
Щелочная нуклеаза вируса простого герпеса типа 1 и одноцепочечный ДНК-связывающий белок опосредуют обмен цепями in vitro. Джей Вирол
77: 7425–7433. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Reuven NB, Willcox S, Griffith JD, Weller SK
2004.
Катализ обмена цепями белками HSV-1 UL12 и ICP8: Мощная рекомбиназная активность ICP8 выявляется при резекции субстрата двухцепочечной ДНК нуклеазой. Джей Мол Биол
342: 57–71. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Ричард ДиДжей, Болдерсон Э., Ханна К.К.
2009.
Множественные белки, связывающие одноцепочечную ДНК человека, участвуют в поддержании генома: структурный, биохимический и функциональный анализ. Crit Rev Biochem Mol Biol
44: 98–116. [PubMed] [Google Scholar]
Розенберг М., Эколс Х.
1990.
Дифференциальное распознавание ультрафиолетовых поражений белком RecA. Возможный механизм предпочтительного нацеливания SOS-мутагенеза на (6–4) дипиримидиновые сайты. J Биол Хим
265: 20641–20645. [PubMed] [Академия Google]
Рыжиков М, Королев С
2012.
Структурные исследования взаимодействия SSB с RecO. Методы Мол Биол
922: 123–131. [PubMed] [Google Scholar]
Рыжиков М., Королева О., Постнов Д., Тран А., Королев С.
2011.
Механизм рекрутирования RecO в ДНК с помощью одноцепочечного ДНК-связывающего белка. Нуклеиновые кислоты Res
39: 6305–6314. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Sakofsky CJ, Ayyar S, Malkova A
2012.
Разрыв-индуцированная репликация и стабильность генома. Биомолекулы
2: 483–504. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Сан-Филиппо Дж., Сун П., Кляйн Х.
2008.
Механизм эукариотической гомологичной рекомбинации. Анну Рев Биохим
77: 229–257. [PubMed] [Google Scholar]
Савир Ю., Тласти Т.
2010.
Поиск гомологии, опосредованный RecA, как почти оптимальная система обнаружения сигналов. Мол Ячейка
40: 388–396. [PubMed] [Google Scholar]
* Schiller CB, Seifert FU, Linke-Winnebeck C, Hopfner KP
2014.
Структурные исследования обнаружения и резекции концов ДНК при гомологичной рекомбинации. Колд Спринг Харб Перспект Биол
6: а017962. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Shan Q, Bork JM, Webb BL, Inman RB, Cox MM
1997.
Белковые филаменты RecA: зависимая от концов диссоциация от одноцепочечной ДНК и стабилизация белками RecO и RecR. Джей Мол Биол
265: 519–540. [PubMed] [Google Scholar]
Shin DS, Chahwan C, Huffman JL, Tainer JA
2004.
Структура и функции двухниточного ремонтного оборудования. Восстановление ДНК (Амст)
3: 863–873. [PubMed] [Google Scholar]
Шинохара А., Шинохара М., Охта Т., Мацуда С., Огава Т.
1998.
Rad52 образует кольцевые структуры и взаимодействует с RPA при отжиге одноцепочечной ДНК. Гены Клетки
3: 145–156. [PubMed] [Google Scholar]
Солинджер Дж. А., Кияница К., Хейер В. Д.
2002.
Rad54, Swi2/Snf2-подобный рекомбинационный белок репарации, разбирает филаменты Rad51:dsDNA. Мол Ячейка
10: 1175–1188. [PubMed] [Google Scholar]
Song B, Sung P
2000.
Функциональные взаимодействия между дрожжевой рекомбиназой Rad51, медиатором Rad52 и репликационным белком А при обмене цепей ДНК. J Биол Хим
275: 15895–15904. [PubMed] [Google Scholar]
Story RM, Weber IT, Steitz TA
1992.
Структура мономера и полимера белка recA E. coli . Природа
355: 318–325. [PubMed] [Google Scholar]
Sugawara N, Ira G, Haber JE
2000.
Зависимость пути одноцепочечного отжига от длины ДНК и роль Saccharomyces cerevisiae RAD59 в репарации двухцепочечных разрывов. Мол Селл Биол
20: 5300–5309. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Sugiyama T, Kowalczykowski SC
2002.
Белок Rad52 связывается с репликационным белком A (RPA)-одноцепочечной ДНК для ускорения Rad51-опосредованного смещения RPA и образования пресинаптических комплексов. J Биол Хим
277: 31663–31672. [PubMed] [Академия Google]
Sugiyama T, New JH, Kowalczykowski SC
1998.
Отжиг ДНК белком RAD52 стимулируется специфическим взаимодействием с комплексом репликационного белка А и одноцепочечной ДНК. Proc Natl Acad Sci
95: 6049–6054. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Sung P
1994.
Катализ АТФ-зависимого гомологичного спаривания ДНК и обмена цепями дрожжевым белком RAD51. Наука
265: 1241–1243. [PubMed] [Google Scholar]
Сун П.
1997а.
Дрожжевые белки Rad55 и Rad57 образуют гетеродимер, который функционирует с репликационным белком А, способствуя обмену цепей ДНК с помощью рекомбиназы Rad51. Гены Дев
11: 1111–1121. [PubMed] [Академия Google]
Сун П.
1997б.
Функция дрожжевого белка Rad52 как посредника между репликационным белком А и рекомбиназой Rad51. J Биол Хим
272: 28194–28197. [PubMed] [Google Scholar]
Сунг П., Робберсон Д.Л.
1995.
Обмен цепями ДНК, опосредованный нуклеопротеиновой нитью RAD51-оцДНК с полярностью, противоположной полярности RecA. Клетка
82: 453–461. [PubMed] [Google Scholar]
Суизи MA, Morrical SW
1999.
Биохимические взаимодействия в тройном комплексе рекомбинационных белков uvsY и gp32 бактериофага Т4, связанных с одноцепочечной ДНК. Биохимия
38: 936–944. [PubMed] [Google Scholar]
Symington LS
2002.
Роль генов группы эпистаза RAD52 в гомологичной рекомбинации и репарации двухцепочечных разрывов. Микробиол Мол Биол Рев
66: 630–670. [Бесплатная статья PMC] [PubMed] [Google Scholar]
* Symington LS
2014.
Концевой участок при двухцепочечных разрывах: механизм и регуляция. Колд Спринг Харб Перспект Биол
6: а016436. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Szostak JW, Orr-Weaver TL, Rothstein RJ, Stahl FW
1983.
Модель восстановления двухцепочечного разрыва для рекомбинации. Клетка
33: 25–35. [PubMed] [Академия Google]
Такахаши М., Марабеф Ф., Моримацу К., Сельмане Т., Флери Ф., Норден Б.
2007.
Калориметрический анализ связывания двух последовательных цепей ДНК с белком RecA проливает свет на механизм распознавания гомологии. Джей Мол Биол
365: 603–611. [PubMed] [Google Scholar]
Трешер Р.Дж., Махов А.М., Холл С.Д., Колоднер Р., Гриффит Д.Д.
1995.
Электронно-микроскопическая визуализация белка RecT и его комплексов с ДНК. Джей Мол Биол
254: 364–371. [PubMed] [Google Scholar]
Томас К.М., Нильсен К.М.
2005.
Механизмы и барьеры горизонтального переноса генов между бактериями. Нат Рев Микробиол
3: 711–721. [PubMed] [Академия Google]
Thorslund T, McIlwraith MJ, Compton SA, Lekomtsev S, Petronczki M, Griffith JD, West SC
2010.
Супрессор рака молочной железы BRCA2 способствует специфическому нацеливанию RAD51 на одноцепочечную ДНК. Nat Struct Мол Биол
17: 1263–1265. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Цанева И.Р., Мюллер Б., Вест Ю.С.
1992.
АТФ-зависимая миграция ветвей соединений Холлидея, стимулируемая белками RuvA и RuvB E. coli . Клетка
69: 1171–1180. [PubMed] [Академия Google]
Умедзу К., Колоднер Р.Д.
1994.
Белковые взаимодействия в генетической рекомбинации в Escherichia coli . Взаимодействия с участием RecO и RecR преодолевают ингибирование RecA одноцепочечным ДНК-связывающим белком. J Биол Хим
269: 30005–30013. [PubMed] [Google Scholar]
Умедзу К., Чи С.В., Колоднер Р.Д.
1993.
Биохимическое взаимодействие белков RecF, RecO и RecR штамма Escherichia coli с белком RecA и белком, связывающим одноцепочечную ДНК. Proc Natl Acad Sci
90: 3875–3879. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Ван Комен С., Петухова Г., Сигурдссон С., Сунг П.
2002.
Функциональные перекрестные помехи между Rad51, Rad54 и репликационным белком А при образовании соединения гетеродуплексной ДНК. J Биол Хим
277: 43578–43587. [PubMed] [Google Scholar]
Wold MS
1997.
Репликационный белок А: гетеротримерный одноцепочечный ДНК-связывающий белок, необходимый для метаболизма эукариотической ДНК. Анну Рев Биохим
66: 61–92. [PubMed] [Google Scholar]
Райт В.Д., Хейер В.Д.
2014.
Rad54 функционирует как гетеродуплексный ДНК-насос, модулируемый своими ДНК-субстратами и Rad51 во время образования D-петли. Мол Ячейка
53: 420–432. [Бесплатная статья PMC] [PubMed] [Google Scholar]
У Ю, Хэ Ю, Моя И.А., Цянь Х, Луо Ю
2004.
Кристаллическая структура рекомбиназы архей RADA: снимок ее расширенной конформации. Мол Ячейка
15: 423–435. [PubMed] [Google Scholar]
Ву Ю, Сугияма Т, Ковальчиковски СК
2006.
Отжиг ДНК, опосредованный белками Rad52 и Rad59. J Биол Хим
281: 15441–15449. [PubMed] [Google Scholar]
Ву И, Кантакэ Н, Сугияма Т, Ковальчиковски СК
2008.
Белок Rad51 контролирует Rad52-опосредованный отжиг ДНК. J Биол Хим
283: 14883–14892. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Xu H, Beernink HT, Morrical SW
2010.
ДНК-связывающие свойства белка-медиатора рекомбинации T4 UvsY: упаковка полинуклеотидов способствует высокоаффинному связыванию с одноцепочечной ДНК. Нуклеиновые кислоты Res
38: 4821–4833. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Yang S, VanLoock MS, Yu X, Egelman EH
2001.
Сравнение филаментов бактериофага T4 UvsX и человека Rad51 позволяет предположить, что RecA-подобные полимеры могли развиваться независимо. Джей Мол Биол
312: 999–1009. [PubMed] [Google Scholar]
Йокояма Х., Сарай Н., Кагава В., Эномото Р., Сибата Т., Курумизака Х., Ёкояма С.
2004.
Преимущественное связывание с разветвленными цепями ДНК и активность отжига цепей человеческого белкового комплекса Rad51B, Rad51C, Rad51D и Xrcc2. Нуклеиновые кислоты Res
32: 2556–2565. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Yonesaki T, Minagawa T
1989.
Синергическое действие трех продуктов рекомбинации генов бактериофага Т4, uvsX, uvsY и белков гена 32. J Биол Хим
264: 7814–7820. [PubMed] [Академия Google]
Ю Х, Эгельман ЭХ
1992.
Структурные данные предполагают, что активная и неактивная формы филамента RecA не просто взаимопревращаемы. Джей Мол Биол
227: 334–346. [PubMed] [Google Scholar]
Yu X, Egelman EH
1993.
Конформация ДНК, индуцированная белком UvsX бактериофага T4, оказалась идентичной конформации, индуцированной белком RecA Escherichia coli . Джей Мол Биол
232: 1–4. [PubMed] [Google Scholar]
Yu X, Jacobs SA, West SC, Ogawa T, Egelman EH
2001.
Доменная структура и динамика в спиральных филаментах, образованных RecA и Rad51 на ДНК. Proc Natl Acad Sci
98: 8419–8424. [Бесплатная статья PMC] [PubMed] [Google Scholar]
Зайцева Е.М., Зайцев Е.Н., Ковальчиковский С.К.
1999.
ДНК-связывающие свойства белка Rad51 Saccharomyces cerevisiae . J Биол Хим
274: 2907–2915. [PubMed] [Google Scholar]
* Зеленский А., Канаар Р., Вайман С.
2014.
Медиаторы гомологичного спаривания ДНК. Колд Спринг Харб Перспект Биол
6: а016451. [Бесплатная статья PMC] [PubMed] [Google Scholar]
* Zickler D, Kleckner N
2015.
Рекомбинация, спаривание и синапсис гомологов во время мейоза. Колд Спринг Харб Перспект Биол
10.1101/cshperspect.a016626. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
Параметры цикла ПЦР — шесть ключевых соображений успеха | Thermo Fisher Scientific
Параметры цикла и проведения ПЦР должны быть настроены для эффективной амплификации после того, как будут определены соответствующие количества вводимой ДНК и компонентов ПЦР. Характеристики ДНК-полимераз, типы буферов для ПЦР и сложность матричной ДНК будут влиять на настройку этих условий реакции. В разделах на этой странице обсуждаются общие соображения по параметрам цикла ПЦР, начиная с иллюстрации ключевые этапы процесса ПЦР (рисунок 1) .
На этой странице:
- Оценка денатурации ДНК ДНК.
- Соображения Денатурации ДНК
- Оптимизация отжига праймера
- Оценка удлинения. ─денатурация, отжиг, удлинение ─для амплификации целевой последовательности из матричной ДНК.
Видео: Принципы ПЦР
ПЦР основан на трех этапах термоциклирования для амплификации последовательности ДНК-мишени. В этом видео объясняется, как эти три шага работают в ПЦР.
Оценка денатурации матричной ДНК
Начальный этап денатурации проводится в начале ПЦР для разделения двухцепочечной матричной ДНК на одиночные цепи, чтобы праймеры могли связываться с целевой областью и инициировать удлинение.
Полная денатурация вводимой ДНК помогает обеспечить эффективную амплификацию целевой последовательности в течение первого цикла амплификации. Кроме того, высокая температура на этом этапе помогает инактивировать термолабильные протеазы или нуклеазы, которые могут присутствовать в образце, с минимальным воздействием на термостабильные ДНК-полимеразы. При использовании ДНК-полимеразы с горячим стартом этот этап также служит для активации фермента, хотя поставщик фермента может порекомендовать отдельный этап активации.Начальную стадию денатурации обычно проводят при 94–98°C в течение 1–3 минут. Время и температура этого этапа могут варьироваться в зависимости от природы матричной ДНК и концентрации солей в буфере. Например, для геномной ДНК млекопитающих может потребоваться более длительный период инкубации, чем для плазмид и продуктов ПЦР, в зависимости от сложности и размера ДНК. Точно так же ДНК с высоким содержанием GC (например, > 65%) часто требует более длительной инкубации или более высокой температуры для денатурации (, рис.
2, ). Буферы с высоким содержанием солей (как это требуется для некоторых ДНК-полимераз) обычно требуют более высоких температур денатурации (например, 98°C) для разделения двухцепочечной ДНК ( Рисунок 3 ).Рис. 2. Увеличение начального времени денатурации повышает выход ПЦР GC-богатого фрагмента размером 0,7 т.п.н., амплифицированного из образца гДНК человека. Начальные этапы денатурации были установлены на 0, 0,5, 1, 3 и 5 минут соответственно.
Некоторые ДНК-полимеразы, такие как Taq ДНК-полимераза, могут легко денатурироваться при длительной инкубации при температуре выше 95°C. Чтобы компенсировать снижение активности в этом сценарии, можно добавить больше ферментов после начальной стадии денатурации или в начале можно добавить большее, чем рекомендовано, количество ДНК-полимеразы. Высокотермостабильные ферменты, такие как ферменты, полученные из Археи способны выдерживать длительные высокие температуры и оставаться активными на протяжении всей ПЦР (узнайте больше о характеристиках ДНК-полимеразы).
Соображения относительно денатурации ДНК
После начальной стадии денатурации последующие циклы ПЦР начинаются с отдельной стадии денатурации, которая длится 0,5–2 минуты при 94–98°C. Как и в случае начальной стадии денатурации ДНК-матрицы, время и температура должны быть оптимизированы в соответствии с природой ДНК-матрицы, ДНК-полимеразы и компонентов буфера. Например, длинные и/или GC-богатые ДНК-мишени могут выиграть от продолжительной инкубации и/или более высокой температуры (9).0480 Рисунки 2, 3 ). Присутствие добавок, таких как глицерин, ДМСО, формамид и бетаин, может улучшить разделение двухцепочечной ДНК на этапе денатурации и повысить специфичность, устраняя необходимость в более длительной инкубации или более высокой температуре (см. раздел «Особенности реакции»).
Рис. 3. Результаты ПЦР при изменении температуры на стадии денатурации. Более низкие, чем рекомендуемые, температуры денатурации (например, 90°C и 92°C) приводят к плохой амплификации фрагмента лямбда-гДНК длиной 5 т.
п.н. в этих экспериментах. Оптимизация отжига праймеров
На этом этапе температуру реакции снижают, чтобы обеспечить связывание праймеров с ДНК-мишенью. Часто для отжига праймеров достаточно времени инкубации 0,5–2 минуты. Температуру отжига определяют путем расчета температуры плавления (T m ) выбранных праймеров для ПЦР-амплификации. Общее эмпирическое правило заключается в том, чтобы начинать отжиг при температуре на 3-5°C ниже самой низкой T m грунтовки.
T m определяется как температура, при которой 50% праймера и его комплементарная последовательность образуют дуплекс, и ее можно рассчитать несколькими способами. Самый простой метод оценки праймера T m — по количеству нуклеотидов, присутствующих в олигонуклеотиде ДНК, по формуле:
T m = 4 (G + C) + 2 (A + T)
Поскольку концентрация соли (Na + ) в реакции влияет на отжиг праймера, T m можно более точно рассчитать по формуле:
T m = 81,5 + 16,6 (log[Na + ]) + 0,41 (%GC) – 675/длина праймера солей и праймеров, T m также можно рассчитать с помощью метода, называемого методом ближайших соседей [1,2].
Этот метод также является основой нашего онлайн-инструмента для определения температур отжига праймеров, рекомендуемых для конкретных ДНК-полимераз.Одним из важных соображений при расчете T m является использование добавок для ПЦР, сорастворителей и модифицированных нуклеотидов. Присутствие этих реагентов снижает Т m комплекса праймер-матрица. Например, 10 % ДМСО позволяет снизить температуру отжига на 5,5–6,0 °С [3]. Аналогичным образом, замена dGTP на 7-deaza-dGTP в ПЦР также уменьшит T m . В этих случаях температура отжига должна быть отрегулирована соответствующим образом.
Обратите внимание, что расчетное значение T 9Значение 0551 m означает исходную температуру для отжига грунтовки. В зависимости от результатов амплификации может потребоваться дальнейшая оптимизация температуры отжига. Например, если в результате амплификация отсутствует или слаба, температуру отжига можно снижать с шагом 2–3°C во время оптимизации. Однако при появлении неспецифических продуктов ПЦР температуру отжига можно повышать с шагом 2–3 °C (до температуры удлинения) для повышения специфичности (, рис.
4, 9).0481).Рис. 4. Результаты ПЦР-амплификации при различных температурах отжига. Расчетная температура отжига набора грунтовок в этом эксперименте составляет 54°C.
Чтобы свести к минимуму этот этап оптимизации и сэкономить время, реакционный буфер некоторых ДНК-полимераз содержит изостабилизирующие компоненты. Этот специальный состав повышает стабильность дуплексов праймер-матрица на этапе отжига, тем самым повышая выход и специфичность ПЦР. Кроме того, буфер позволяет отжигать праймер-матрицу для ПЦР при универсальной температуре (например, 60°C) даже с праймерами с различной температурой плавления.
Видео: ознакомьтесь с преимуществами универсальной температуры отжига для ПЦР
Узнайте о важности этапа отжига в ПЦР, о том, как обойти этапы оптимизации с помощью специально разработанного ПЦР-буфера, и о преимуществах универсальной температуры отжига, обеспечиваемой буфером .
Для оптимизации температур отжига популярными вариантами являются блоки градиентных термоциклеров, в которых самые высокие и самые низкие температуры устанавливаются по всему блоку, что позволяет одновременно оценивать изменения температуры в серии лунок или реакций.
На практике трудно добиться истинного градиента с точным контролем температуры лунок, поэтому для точного контроля температуры при оптимизации ПЦР рекомендуются блоки «лучше, чем градиенты» с отдельными блоками нагрева/охлаждения (9).0480 Рисунок 5 ). (Подробнее: рекомендации по термоциклированию).Рисунок 5. Сравнение температуры блоков термоциклеров, использующих технологии «лучше, чем градиент», и стандартные градиентные технологии.
Вопросы удлинения праймеров
После отжига праймеров следующим этапом ПЦР является удлинение 3′-конца праймеров, комплементарных матрице. На этом этапе 5’→ 3′-полимеразная активность ДНК-полимеразы включает dNTP и синтезирует дочерние цепи. Температуру реакции повышают до оптимальной температуры фермента для его максимальной активности, которая обычно составляет 70–75°С для термостабильных ДНК-полимераз. Если температура отжига праймера находится в пределах 3°C от температуры удлинения, температуры отжига и удлинения могут быть объединены в одну стадию, называемую 9.
0480 двухэтапная ПЦР вместо обычной трехэтапной ПЦР. Двухэтапная ПЦР сокращает время, затрачиваемое на процесс ПЦР, поскольку нет необходимости переключать и стабилизировать температуры между отжигом и удлинением.Время продления ПЦР зависит от скорости синтеза ДНК-полимеразы и длины ДНК-мишени. Типичное время удлинения ДНК-полимеразы Taq составляет 1 мин/тыс. пар оснований, тогда как время удлинения ДНК-полимеразы Pfu составляет 2 мин/тыс. пар оснований. Следовательно, «медленным» ферментам потребуется больше времени для амплификации, чем их «быстрым» аналогам при сопоставимых выходах (9).0480 Рисунок 6 ). Точно так же длинные ампликоны ДНК потребуют более длительного времени удлинения, чем короткие ДНК, для полноразмерной репликации. В дополнение к увеличению времени удлинения при амплификации длинных мишеней (например, > 10 т.п.н.) может потребоваться снижение температуры этапов ПЦР для обеспечения связывания праймеров и устойчивой активности фермента во время длительного циклирования.
Рис. 6. Результаты ПЦР при разном времени удлинения. Амплификация ДНК длиной 1,5 т.п.н. с использованием «быстрых» и «медленных» ДНК-полимераз демонстрирует преимущества оптимизации времени удлинения для выхода и эффективности.
Видео: Фермент для быстрой ПЦР
Эффективность, удобство, быстрота — вот некоторые преимущества ПЦР, которые вы можете получить с Invitrogen Platinum II Taq ДНК-полимераза с горячим стартом.
Определение номера цикла ПЦР
Стадии ПЦР денатурации, отжига и удлинения повторяются (или «зацикливаются») много раз для амплификации ДНК-мишени. Количество циклов обычно проводят 25–35 раз, но оно может варьироваться в зависимости от количества вводимой ДНК и желаемого выхода продукта ПЦР. Если ввод ДНК составляет менее 10 копий, может потребоваться до 40 циклов для получения достаточного выхода. Не рекомендуется проводить более 45 циклов, так как неспецифические полосы начинают появляться при большем количестве циклов.
Кроме того, накопление побочных продуктов и истощение компонентов реакции резко снижает эффективность ПЦР, что приводит к характерной фазе плато на кривой амплификации ПЦР (9).0480 Рисунок 7 ). И наоборот, низкие числа циклов предпочтительнее для беспристрастной амплификации (как при секвенировании следующего поколения) и точной репликации ДНК-мишени (как при клонировании).Рис. 7. Кривая ПЦР-амплификации, показывающая накопление продукта за количество циклов.
Окончательная оценка удлинения
Заключительный этап удлинения следует за завершением последнего цикла ПЦР. На этом этапе смесь для ПЦР инкубируют при температуре удлинения (обычно 72°C) в течение последних 5–15 минут. Продолжительность этого заключительного этапа также зависит от длины и состава ампликона и должна быть оптимизирована для обеспечения полимеризации полной длины и хорошего выхода ДНК-мишени (9).0480 Рисунок 8 ). В дополнение к заполнению неполных концов ДНК-полимеразы с терминальной дезоксинуклеотидтрансферазной активностью (TdT), такие как ДНК-полимераза Taq , добавляют дополнительные нуклеотиды к 3′-концам продуктов ПЦР на этом этапе.
Таким образом, если ампликон ПЦР должен быть клонирован в векторы ТА, рекомендуется заключительный этап удлинения продолжительностью 30 минут, чтобы обеспечить правильный хвост 3′-dA и эффективное клонирование ПЦР (узнайте больше о клонировании ТА).Рис. 8. Результаты ПЦР в результате оптимизации последнего этапа удлинения. Увеличение конечного времени удлинения улучшает полноразмерную репликацию и выход 0,7-т.п.о., богатого GC ПЦР-фрагмента из гДНК человека в этих экспериментах. Мазок под желаемой полосой в 0-минутном конечном удлинении предполагает неполное удлинение ампликона ПЦР ДНК-полимеразой.
Ссылки
- Breslauer K, Frank R, Blöcker H et al. (1986) Прогнозирование стабильности дуплекса ДНК по последовательности оснований. Proc Natl Acad Sci U S A 83(11):3746–37450.
- Rychlik W1, Spencer WJ, Rhoads RE (1990) Оптимизация температуры отжига для амплификации ДНК in vitro. Nucleic Acids Res 18(21):6409–6412.
- Честер Н., Маршак Д.Р. (1993) Опосредованное диметилсульфоксидом восстановление Tm праймера: метод анализа роли температуры ренатурации в полимеразной цепной реакции. Anal Biochem 209(2):284–290.
Ресурсы
Узнать больше
- Обучение термоциклеров
- ПЦР обучение пластмассам
- Технические ресурсы олигонуклеотидов ДНК
Что такое отжиг? (7 типов процесса отжига)
Содержание
Что такое отжиг?
Процесс нагревания металла или сплава до соответствующей температуры в течение определенного периода времени с последующим медленным охлаждением (обычно с охлаждением в печи) называется отжигом.
Сущность отжига заключается в превращении перлита после нагрева стали в аустенитизирующий.
После отжига ткань близка к равновесной.
Назначение отжига
(1) снизить твердость стали, повысить пластичность, облегчить механическую обработку и обработку холодной деформацией;
(2) химический состав и организация однородной стали, измельчение зерна, Для улучшения характеристик стали или для подготовки к закалке;
(3) устранение внутренних напряжений и технологическое упрочнение для предотвращения деформации и растрескивания.
Отжиг и нормализация в основном используются для подготовки к термообработке.
Для деталей с низким напряжением и низкой производительностью отжиг и нормализация также могут использоваться в качестве окончательной термообработки.
Классификация методов отжига
В зависимости от температуры нагрева, обычно используемые методы отжига делятся на:
Рекристаллизационный отжиг выше критической температуры (Ac1 или Ac3):
- Полный отжиг0024
- Diffusion annealing
- Incomplete annealing
- Spherification annealing
Annealing below the critical temperature (Ac1 or Ac3):
- Recrystallization annealing
- Stress annealing
7 Types of Annealing Process
Complete annealing
Процесс:
Нагрев стали выше Ac3 20 ~ 30 ℃, сохранение тепла в течение определенного периода времени после медленного охлаждения (вместе с печью), чтобы приблизиться к балансу процесса термообработки (полностью аустенитизация) .
Полный отжиг в основном используется для субэвтектической стали (wc=0,3~0,6%), отливок, поковок и горячекатаных профилей, как правило, из среднеуглеродистой стали и низко- и среднеуглеродистой стали, а также иногда используется в их сварных швах.
Низкоуглеродистая сталь имеет низкую твердость и не поддается механической обработке.
При нагреве заэвтектоидной стали до аустенитного состояния выше Accm и медленном охлаждающем отжиге, Fe3CⅡ, выделяющемся в сетке по границе зерен, прочность, твердость, пластичность и ударная вязкость стали значительно снижаются, что оставляет скрытую опасность для конечной термообработки .
Цель:
Мелкозернистая, однородная структура, устранение внутреннего напряжения, снижение твердости и улучшение обработки стали.
Ткань после полного отжига доэвтектической стали F+P.
Чтобы повысить производительность в реальном производстве, детали будут выниматься из печи для воздушного охлаждения при отжиге до температуры около 500 ℃.
Изотермический отжиг
Полный отжиг занимает много времени, особенно если аустенитная сталь более стабильна.
Если аустенитизирующую сталь охладить до температуры чуть ниже температуры Ar1, то от А до Р, а затем охладить до комнатной температуры, что может значительно сократить время отжига.
Такой метод отжига называется изотермическим отжигом.
Процесс:
Нагрейте сталь до температуры выше Ac3 (или Ac1).
После надлежащего времени сохранения тепла его можно охладить до определенной температуры в области перлита, а затем аустенитное тело будет преобразовано в перлит, а затем процесс термообработки будет охлажден до комнатной температуры.
Цель:
То же, что и полный отжиг, изменения легче контролировать.
Подходит для стали с более стабильным A: Высокоуглеродистая сталь (wc> 0,6%), легированная инструментальная сталь, высоколегированная сталь (> 10% легирующих элементов).
Изотермический отжиг также полезен для достижения однородной организации и производительности.
Однако он не подходит для стальных деталей большого сечения и материалов для больших печей периодического действия, поскольку изотермический отжиг не позволяет легко достичь изотермической температуры внутренней или серийной заготовки.
Неполный отжиг
Процесс:
Нагрев стали до Ac1~Ac3 (доэвтектическая сталь) или Ac1~Accm (заэвтектическая сталь). Процесс термообработки достигается медленным охлаждением после теплоизоляции.
В основном используется для получения сферических перлитных тканей для заэвтектической стали для устранения внутренних напряжений, снижения твердости и улучшения обрабатываемости.
Сферический отжиг является разновидностью неполного отжига.
Сферический отжиг
Процесс термообработки для придания карбиду сферической формы стали с целью получения гранулированного перлита.
Процесс:
Нагрев до температуры, которая на 20 ~ 30 ℃ выше, чем Ac1, время выдержки не должно быть слишком долгим, обычно 2 ~ 4 часа.
Обычно методом охлаждения в печи или изотермически при температуре около 20 ℃ ниже Ar1 в течение длительного времени.
В основном используется для эвтектоидной стали и заэвтектической стали, такой как углеродистая инструментальная сталь, легированная инструментальная сталь, подшипниковая сталь и т. д.
После прокатки и ковки заэвтектоидной стали охлаждаемая воздухом ткань представляет собой пластинчатый перлит и сетчатый цементит.
Этот вид ткани твердый и ломкий, не только трудно режется, но и легко деформируется и растрескивается в процессе последующей закалки.
Сфероидизирующий отжиг позволяет получить глобулярный перлит. В глобулярном перлите науглероженное тело выглядит как сферическая частица, а дисперсия распределяется по ферритовой матрице.
Шаровидный перлит не только имеет низкую твердость, но и удобен для механической обработки.
Кроме того, аустенитное зерно не легко становится крупным при нагревании, а тенденция к деформации и растрескиванию невелика при охлаждении.
При наличии сетчатого цементита в эвтектической стали необходимо исключить процесс нормализации перед сфероидизирующим отжигом, чтобы обеспечить нормальный сферификационный отжиг.
Цель:
Снижение твердости, однородность структуры и улучшение обрабатываемости для подготовки к закалке.
Существует множество методов сферификационного отжига, в основном в том числе:
A) один процесс сферификационного отжига:
Нагрев стали до Ac1 более чем на 20 ~ 30 ℃, сохранение тепла в течение соответствующего времени, а затем в печи с медленным охлаждением .
Требуется, чтобы исходная ткань состояла из мелкослоистого перлита и отсутствовала науглероживающая сеть.
B) процесс изотермического сферификационного отжига:
После теплоизоляции стали, вместе с печью, охлаждаемой до температуры немного ниже изотермической Ar1 (обычно в Ar1 ниже 10 ~ 30 ℃).
После изотермической печи с медленным охлаждением примерно до 500 ℃ выносят на охлаждение на воздухе.
Его преимущества заключаются в коротком периоде, равномерной сфероидизации и простом контроле качества.
C) процесс возвратно-поступательного сферификационного отжига.
Диффузионный отжиг (равномерный отжиг)
Процесс:
Нагрев слитков, отливок или поковок до температуры, которая немного ниже линии твердой фазы в течение длительного времени, затем медленное охлаждение для устранения неравномерность химического состава.
Цель:
Устранить сегрегацию дендритов и региональную сегрегацию в процессе затвердевания, чтобы сделать состав и организацию однородной.
Температура диффузионного отжига очень высока, обычно на 100 ~ 200 ℃ выше Ac3 или Accm, температура бетона зависит от степени сегрегации и марки стали.
Время сохранения тепла обычно составляет 10~15 часов.
После диффузионного отжига для улучшения качества ткани требуется полный отжиг и нормализация.
Применяется для обработки некоторых видов высококачественной легированной стали и сегрегации отливок и слитков из серьезной легированной стали.
Отжиг для снятия напряжения
Процесс:
Нагрейте сталь до определенной температуры ниже Ac1 (обычно 500 ~ 650 ℃), изолируйте, а затем охладите в печи.
Температура отжига под напряжением ниже, чем A1, поэтому отжиг под напряжением не вызывает организационных изменений.
Цель:
Устранить остаточное внутреннее напряжение.
Рекристаллизационный отжиг
Рекристаллизационный отжиг также известен как промежуточный отжиг.
Нагрев холодной деформации металла до температуры рекристаллизации для поддержания соответствующего времени, чтобы зерна деформации можно было преобразовать в однородные и равные осевые зерна, чтобы устранить процесс упрочнения и остаточного напряжения.
Генерация рекристаллизации должна сначала иметь определенное количество холодной пластической деформации, а затем она должна быть нагрета выше определенной температуры.
Минимальная температура рекристаллизации называется самой низкой температурой рекристаллизации.
Самая низкая температура рекристаллизации обычных металлических материалов:
T рекристаллизация = 0,4T расплавленный
Температура нагрева рекристаллизационного отжига должна быть выше, чем самая низкая температура рекристаллизации 100 ~ 20 температура около 450 ℃)
Медленное охлаждение после надлежащего сохранения тепла.
Как выбрать метод отжига
Выбор метода отжига обычно основывается на следующих принципах:
(1) различные стали с доэвтектоидной структурой обычно выбирают полный отжиг.
Для сокращения времени отжига можно использовать изотермический отжиг.
(2) сфероидизирующий отжиг обычно используется в заэвтектической стали.
Если запрос невелик, можно не выполнять отжиг.
Инструментальная сталь, подшипниковая сталь часто используется сфероидизированный отжиг.
Холодная экструзия и холодная высадка деталей из низкоуглеродистой или среднеуглеродистой стали иногда применяют сферический отжиг;
(3) для устранения технологического упрочнения можно использовать рекристаллизационный отжиг;
(4) для устранения внутреннего напряжения, вызванного различной обработкой, можно использовать отжиг под напряжением;
(5) Для улучшения неоднородности структуры и химического состава высококачественной легированной стали часто применяют диффузионный отжиг.
Кристаллы | Бесплатный полнотекстовый | Исследование быстрого отжига композитного электрода Ti-Au на кристаллах CdZnTe n-типа (111)
1. Введение
Детектор ядерного излучения CdZnTe может работать при комнатной температуре с высокой эффективностью обнаружения и хорошим энергетическим разрешением для рентгеновского и гамма-лучи [1,2,3,4,5,6,7,8].
На подготовку детектора ядерного излучения CdZnTe с хорошими характеристиками влияет не только качество кристалла кристалла CdZnTe, но и контакт электрода. Электрод может напрямую влиять на электрические характеристики устройства, а ток утечки, распределение электрического поля и транспорт носителей полупроводникового устройства тесно связаны с электродом [9].,10].В настоящее время характеристики контакта между кристаллом CdZnTe и электродом в основном улучшаются за счет выбора материалов электрода, обработки поверхности и процесса отжига после подготовки электрода. Сан и др. В работе [11] наблюдали поверхность кристалла CdZnTe с помощью сканирующей электронной микроскопии и просвечивающей электронной микроскопии. Результаты показали, что после химической полировки несоответствие решеток между атомами Au и Te составляет 9,2%. Тари и др. В работе [12] изучен элементный состав интерфейса между CdZnTe и Au-электродами методом рентгеновской фотоэлектронной спектроскопии (РФЭС). Было обнаружено, что, когда кристаллы CdZnTe подвергались воздействию атмосферных условий в течение нескольких часов, на поверхности CdZnTe образовывался естественный оксидный слой, который отрицательно сказывался на электрических свойствах кристаллов CdZnTe.
Ян и др. [13] обнаружили, что напыление композитных электродов Au-Zn на поверхность (111) кристалла CdZnTe позволяет эффективно избежать образования оксидного слоя. Линг и др. [14] показали, что композитный электрод Au-Cd, напыленный на плоскость p-CdZnTe (111), может обеспечить лучшие характеристики омического контакта с меньшей высотой барьера, чем электрод Au-Zn. Адгезия между металлическим электродом и кристаллом CdZnTe важна для процесса изготовления детектора. Белл и др. [15] обнаружили, что электрод может прилипать к фоторезисту при изготовлении пиксельных CdZnTe-детекторов, что приводит к потере электрода перед литографией.В данной работе для осаждения на поверхность кристаллов CdZnTe n-типа (111) методом вакуумного испарения были выбраны электроды Ti, Al и Ti-Au. Электрические свойства трех видов электродов оцениваются путем измерения вольтамперной характеристики (ВАХ), а высота потенциального барьера между тремя электродами и границей раздела кристалла рассчитывается путем измерения вольт-фарадной емкости (ВАХ).
Проанализированы характеристики композитного электрода Ti-Au при различных процессах отжига. Результаты показывают, что наилучшие омические характеристики и адгезия достигаются после 6-минутного быстрого отжига при температуре отжига 423 К.2. Экспериментальный
2.1. Электроды Осаждение
Кристаллы CdZnTe, легированные In, были выращены вертикальным методом Бриджмена с проводимостью n-типа. Для омического контакта кристалла CdZnTe n-типа по принципу контакта металл-полупроводник был выбран металл с малой работой выхода для формирования антибарьерного слоя n-типа между металлом и полупроводником. Работа выхода металлов Al и Ti меньше, чем у CdZnTe n-типа [16]. Поэтому электроды из алюминия и титана были выбраны для изучения омических свойств кристаллов CdZnTe n-типа. Чтобы уменьшить низкую термическую стабильность и эффект окисления титановых электродов, пленка Au была нанесена на титановый электрод для формирования композитного электрода Ti-Au на кристалле CdZnTe.
Три соседних кристалла CdZnTe n-типа (111) с размерами 10 × 10 × 2 мм 3 были использованы для изготовления металлических электродов Ti, Al и Ti-Au. Кристаллы подвергали химической и механической полировке на полировальном станке Logitech PM6. Затем методом вакуумного испарения на МЛЭ-600 наносились металлические электроды на кристаллы CdZnTe. В процессе испарения степень вакуума составляла более 2·10 -3 Па, сила тока была менее 130 А, а время испарения контролировалось на уровне около 10 мин.
Композитный электрод Ti-Au был изготовлен путем осаждения слоя Ti на химически отполированный кристалл CdZnTe, а затем осаждения Au на слой Ti. Затем композитный электрод Ti-Au выдерживали в течение 30 минут, чтобы стимулировать процесс сплавления. Использовались следующие приборы для испытаний электрических характеристик ВАХ и C–V: система анализа свойств полупроводников Keithley 4200SCS (Шанхай, Китай) с диапазоном смещения –20~20 В и минимальным размером шага 0,1 В; Тестер микротоков HP4140B (Agilent Tech, Шанхай, Китай) с диапазоном измерения 10 −5 –10 −2 A и максимальное разрешение 10 −15 A.
2.2. Отжиг электрода Ti-Au/CdZnTe
Композитный электрод Ti-Au/CdZnTe был нанесен на поверхность кристалла n-CdZnTe методом вакуумного испарения. Затем кристаллы были помещены в печь AG610 для отжига в атмосфере. Влияние температуры и времени отжига на контактные свойства Ti-Au/CdZnTe изучалось в атмосфере аргона (Ar).
Сначала была выбрана температура отжига 373 К, 423 К, 473 К, 523 К и 573 К соответственно, и электрод Ti-Au/CdZnTe был отожжен в течение 4 мин для определения оптимальных параметров температуры отжига. Во-вторых, электрод Ti-Au/CdZnTe быстро отжигали в течение 2 мин, 4 мин, 6 мин, 8 мин и 10 мин при оптимальной температуре соответственно. В процессе быстрого отжига температура быстро повышалась до заданной температуры отжига за 30 секунд, а затем отжиг проводился в соответствии с установленным временем отжига. После отжига температура быстро снижалась до комнатной температуры.
3. Результаты и обсуждение
3.
1. Сравнение электродов Ti, Al и Ti-Au с кристаллами CdZnTeНа рис. 1 приведены кривые ВАХ композитных электродов Ti, Al и Ti-Au, которые аппроксимированы согласно формуле омической характеристики I(V) = aV b , где a — константа, b — омический коэффициент, b = 1 — идеальный омический контакт. Результаты подгонки представлены в таблице 1. Видно, что омические характеристики алюминиевого электрода плохие, а ток утечки при 20 В самый высокий. Омический коэффициент композитного электрода Ti-Au ближе всего к 1, что указывает на хорошую омическую характеристику и самый низкий ток утечки.
Измерение C–V проводилось на электродах Ti, Al и Ti-Au с тестовой частотой 1 МГц, и результаты показаны на рис. 2. Видно, что тренд изменения емкости C электродов Ti -Au/CdZnTe с приложенным напряжением является наиболее очевидным, и его концентрация носителей является самой высокой. Детектор CdZnTe действует как плоский конденсатор. При подаче на детектор положительного напряжения электроны будут попадать в металл из полупроводника, и обратный ток будет увеличиваться.
Концентрация дырок в области пространственного заряда уменьшится по сравнению с равновесной. Для достижения равновесия ширина области пространственного заряда будет непрерывно увеличиваться, а емкость С будет уменьшаться до полного разряда устройства. Поэтому концентрацию носителей можно определить, сравнивая кривую емкости C с приложенным напряжением V [17].Согласно критерию C–V высоту барьера Φ B можно рассчитать следующим образом:
где V int – точка пересечения характеристики на оси V; q — заряд электрона; и N A и N V — концентрация акцепторной примеси и плотность эффективного состояния валентной зоны соответственно, которые рассчитываются по следующим уравнениям:
где εs — относительная диэлектрическая проницаемость кристалла, ε0 — диэлектрическая проницаемость вакуума, V — внешнее напряжение, C — емкость перехода.
Результаты расчетов представлены в табл. 2. Высота барьера Al/CdZnTe меньше, чем у Ti/CdZnTe. Это может быть связано с более высокой диффузией Al через границу раздела по сравнению с Ti в CdZnTe, что снижает высоту барьера Al/CdZnTe, но также приводит к увеличению тока утечки, как показано на рисунке 1. Образец CdZnTe имеет наименьшую высоту барьера, что указывает на то, что электрод Ti-Au может формировать лучший омический контакт с кристаллом CdZnTe n-типа (111), чем два других электрода. Высота барьера определяется работой выхода металла и полупроводника и наличием поверхностных состояний. Из-за низкой термической стабильности металлических электродов из алюминия и титана в процессе испарения будет происходить окисление, что приводит к шероховатой поверхности электрода и образованию оксидов, что приводит к ухудшению омических контактных свойств. Поскольку электрод из золота не легко окисляется, предполагается, что композитный электрод Ti-Au, образованный нанесением золота на Ti, снижает состояние поверхности, что способствует омическим свойствам.Прочность сцепления между электродами Ti, Al и Ti-Au и кристаллами CdZnTe измерялась на микроанализаторе Dage PC 2400. Этот эксперимент разрушает контактные электроды методом сдвига, который обычно используется для измерения сцепления двух контактных объектов [18]. Принцип испытания показан на рис. 3.
Прочность сцепления между электродами и кристаллами CdZnTe рассчитывалась по осевому усилию (F) и площади сцепления (A) алюминиевого блока. Формула выглядит следующим образом:
Прочность сцепления между электродами Ti, Al и Ti-Au и кристаллами CdZnTe измерялась трижды, и были взяты средние значения, которые показаны на рисунке 4. Видно, что адгезия между электродами Ti-Au электрода и кристалла CdZnTe значительно выше, чем у электрода из титана и алюминия, со средней прочностью сцепления 835,3 МПа.
3.2. Быстрый отжиг Ti-Au/CdZnTe
3.2.1. Влияние температуры отжига на Ti-Au/CdZnTe
Пять кристаллов CdZnTe n-типа, осажденных с помощью композитного электрода Ti-Au, используются для экспериментов по быстрому отжигу при различных температурах отжига (373 К, 423 К, 473 К, 523 К и 573 К) в течение 4 мин.
Влияние температуры отжига на электрод Ti-Au/CdZnTe сначала изучается с помощью измерений ВАХ, как показано на рисунке 5. Результаты подгонки ВАХ показаны в таблице 3. Результаты показывают, что с увеличением температуры отжига от отсутствия отжига до 423 К ток утечки образца Ti-Au/CdZnTe уменьшается. При температуре отжига 423 К ток утечки минимален. Однако, когда температура продолжает расти, ток утечки резко возрастает. Результаты омической характеристики при различной температуре отжига выявили ту же тенденцию, так как при температуре отжига 423 К омический коэффициент b ближе к 1. При температуре отжига выше 573 К омическое контактное свойство электрода снижается , а ток утечки самый высокий. В начальном процессе быстрого отжига ток утечки уменьшается, а характеристики омического контакта улучшаются, в основном потому, что обработка отжигом уменьшает количество дефектов в кристалле, увеличивает легирование композитного электрода Ti-Au и, наконец, образует диффузионный слой на границе раздела между электрод и кристалл CdZnTe [19]. Однако при дальнейшем повышении температуры диффузионный слой проникает вглубь кристалла, что приводит к увеличению тока утечки. Между тем, высокая температура отжига также снижает однородность поверхности электрода и границы раздела. Следовательно, подходящая температура быстрого отжига 423 К может эффективно улучшить омические свойства образца Ti-Au/CdZnTe.C-V-испытания проводились на Ti-Au/CdZnTe при различных температурах отжига, как показано на рис. 6. Когда температура поднимается выше 423 K, значение емкости C увеличивается при отрицательном приложенном напряжении. Высота барьера Φ B рассчитывается по уравнению (1) и показано в таблице 4. Было обнаружено, что высота барьера Ti-Au электрода для CdZnTe уменьшается с повышением температуры. С повышением температуры отжига постепенно увеличивается концентрация основной примеси N A и уменьшается ширина межфазного барьера. Когда значение N A достаточно велико, интерфейс близок к сильному легированию.
Таким образом, ток утечки сильно увеличивается из-за туннельного эффекта, а высота барьера уменьшается при повышенной температуре.Металлический электрод, нанесенный на кристалл CdZnTe методом вакуумного напыления, может легко отслаиваться в процессе вывода электрода из-за его низкой адгезии, что повлияет на последующий процесс подготовки прибора и работоспособность детектора. Поэтому очень важно улучшить прочность сцепления между электродом и кристаллом CdZnTe. Теоретически быстрый отжиг может усилить взаимное диффузионное движение между электродом и кристаллом CdZnTe и тем самым улучшить адгезию между ними. Микроанализатор Dage PC2400 использовали для измерения адгезионной прочности электрода Ti-Au/CdZnTe, обработанного при различных температурах отжига в течение 4 мин. Расчетные значения адгезионной прочности показаны на рис. 7. Было установлено, что из без отжига до 423 K средняя прочность сцепления между кристаллами Ti-Au и CdZnTe увеличивается с 835,3 МПа до 1100 МПа, увеличение на 30%.
При температуре отжига выше 423 К рост адгезионной прочности замедляется.3.2.2. Влияние времени отжига на Ti-Au/CdZnTe
Было доказано, что характеристики омического контакта и адгезия Ti-Au/CdZnTe значительно улучшились после отжига при 423 К. Затем образец Ti-Au/CdZnTe был быстро отожжен при 423 К с разным временем отжига (2 мин, 4 мин, 6 мин, 8 мин и 10 мин) для изучения влияния времени отжига на контактные характеристики Ti-Au/CdZnTe.
На рис. 8 представлены ВАХ образца после быстрого отжига при 423 К для разного времени. Кривые ВАХ построены по формуле омической характеристики, результаты представлены в табл. 5. Видно, что при температуре отжига 423 К, когда время отжига достигает 6 мин, ток утечки равен самые низкие, а характеристики омического контакта — лучшие. Однако, когда время отжига продолжает увеличиваться до 8 мин и 10 мин, ток утечки явно увеличивается, и характеристики омического контакта ухудшаются.
Измерение C–V было выполнено на образце Ti-Au/CdZnTe, отожженном при температуре 423 K в течение разного времени, и результаты показаны на рис.
9. Когда образец Ti-Au/CdZnTe отжигался при температуре 423 K в течение 4 ~10 мин, емкость C существенно меняется при изменении внешнего напряжения смещения V. Высота потенциального барьера Φ B рассчитывается по уравнению (1), и результаты показаны в таблице 6. Высота барьера Φ B Ti-Au/CdZnTe уменьшается после разного времени отжига. При времени отжига более 6 мин Φ 9Значение 0551 B изменяется медленно, что может быть связано с увеличением дефектов в кристалле и получением нестехиометрического соотношения при длительном отжиге.Соотношение между прочностью сцепления Ti-Au/CdZnTe и временем отжига при 423 К сравнивается, как показано на рисунке 10. Было обнаружено, что прочность сцепления между Ti-Au и CdZnTe составляет 1225 МПа после 6-минутного отжига, что на 10 % выше, чем после 4-минутного отжига, и на 50 % выше, чем без отжига. Затем при времени отжига более 6 мин скорость нарастания прочности сцепления Ti-Au/CdZnTe снижается. С учетом влияния быстрого отжига на ток утечки, омические характеристики и прочность сцепления электрода Ti-Au/CdZnTe оптимальные температура и время отжига составляют 423 К и 6 мин соответственно.
4. Выводы
На поверхность кристалла CdZnTe n-типа (111) методом вакуумного испарения были нанесены электроды Ti, Al и Ti-Au. Были исследованы измерения I-V, C-V и прочности сцепления между различными электродами и кристаллами CdZnTe, которые показывают, что электрод Ti-Au на CdZnTe показывает самый низкий ток утечки и высоту барьера, а также самую высокую прочность сцепления. Затем быстрый отжиг в атмосфере аргона используется для оптимизации контактных свойств Ti-Au/CdZnTe. Результаты ВАХ показывают, что электрод Ti-Au/CdZnTe имеет наилучшие омические характеристики после быстрого отжига при температуре отжига 423 К в течение 6 мин с омическим коэффициентом 0,9.157 и током утечки 3,12 нА при 20 В. Высота барьера электрода Ti-Au/CdZnTe составляет 0,801 эВ при быстром отжиге в течение 6 мин при температуре отжига 423 К, а адгезия составляет 1225 МПа, что увеличивается на 50 % по сравнению с при том, что без быстрого отжига. Результаты показывают, что композитный электрод Ti-Au представляет собой многообещающий омический контакт с кристаллом CdZnTe n-типа (111), а быстрый отжиг в атмосфере аргона может улучшить омические свойства и адгезию контакта Ti-Au/CdZnTe с оптимальные температура и время отжига оказались равными 423 К и 6 мин соответственно.
Вклад авторов
Концептуализация, HS; методология, С.В.; формальный анализ, JH; расследование, Х.С.; курирование данных, З.С. и Дж. М.; написание — первоначальная черновая подготовка, Г.С.; написание — обзор и редактирование, С.В.; надзор, LW; администрирование проекта, Дж.З. Все авторы прочитали и согласны с опубликованной версией рукописи.
Финансирование
Это исследование финансировалось Национальным фондом естественных наук Китая, номер гранта 51472155, 11675099, 11505109.
Благодарности
Авторы выражают благодарность Национальному фонду естественных наук Китая за грант (№ 51472155, 11675099, 11505109).
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- Такахаши Т.; Ватанабэ, С. Недавний прогресс в детекторах CdTe и CdZnTe. IEEE транс. Нукл. науч. 2001 , 48, 950–959. [Академия Google] [CrossRef][Зеленая версия]
«> Лимузен О. Новые тенденции в детекторах CdTe и CdZnTe для рентгеновского и гамма-излучения. Методы физ. Рез. А 2003 , 504, 24–37. [Google Scholar]
- Амман, М.; Ли, Дж. С.; Люк, П.Н.; Чен, Х .; Авадалла, С.А.; Редден, Р.; Биндли, Г. Оценка материала CdZnTe, выращенного с помощью ТГМ, для применения в детекторах гамма-излучения большого объема. IEEE транс. Нукл. науч. 2009 , 56, 795–799. [Google Scholar] [CrossRef]
- Verger, L.; Боннефой, Дж. П.; Глассер, Ф.; Ouvrier-Buffet, P. Новые разработки детекторов CdTe и CdZnTe для рентгеновских и гамма-приложений. Дж. Электрон. Матер. 1997 , 26, 738–744. [Google Scholar] [CrossRef]
- Awadalla, SA; Маккензи, Дж.; Чен, Х .; Редден, Б.; Биндли, Г.; Дафф, MC; Бургер, А .; Гроза, М.; Булига, В.; Брэдли, JP; и другие. Характеристика кристаллов CdZnTe детекторного качества, выращенных методом передвижного нагревателя (THM). Дж. Крист. Рост 2010 , 312, 507–513. [Google Scholar] [CrossRef]
- Szeles, C. Материалы CdZnTe и CdTe для детекторов рентгеновского и гамма-излучения. Стат. Сол. 2004 , 241, 783–790. [Google Scholar] [CrossRef]
- Дафф, М.К.; Хантер, Д.Б.; Бургер, А .; Гроза, М.; Булига, В.; Брэдли, JP; Грэм, Г.; Дай, З.Р.; Теслич, Н .; Блэк, Д.Р.; и другие. Характеристика неоднородностей в кристаллах CdZnTe детекторного качества. Дж. Матер. Рез. 2009 , 24, 1361–1367. [Google Scholar] [CrossRef]
- Ю П.; Чен, Ю .; Ли, В .; Лю, В .; Лю, Б.; Ян, Дж .; Ни, К .; Луан, Л.; Чжэн, Дж .; Ли, З .; и другие. Исследование CdMnTe детекторного качества: в кристаллах, полученных многостадийным методом постростового отжига. Кристаллы 2018 , 8, 387. [Google Scholar] [CrossRef][Green Version]
- Болотников А.Е.; Камарда, GC; Карини, Г.А.; Фидерле, М .; Ли, Л .; МакГрегор, Д.С.; Макнейл, В.; Райт, GW; Джеймс, Р. Б. Рабочие характеристики детекторов CdZnTe с кольцом Фриша. IEEE транс. Нукл. науч. 2006 , 53, 607–614. [Google Scholar] [CrossRef]
- Чен, Х.; Авадалла, С.А.; Иневский, К.; Лу, П. Х.; Харрис, Ф.; Маккензи, Дж.; Хасанен, Т .; Чен, В .; Редден, Р.; Биндли Г. Характеристика крупных кристаллов теллурида кадмия-цинка, выращенных методом передвижного нагревателя. Дж. Заявл. физ. 2008 , 103, 014903. [Google Scholar] [CrossRef][Green Version]
- Sun, J.; Фу, Л.; Ни, З .; Ши, Ю.; Ли, Ю. Влияние химической полировки на структуру интерфейса и электрические свойства контакта Au/Cd 0,9 Zn 0,1 Te. заявл. физ. А 2014 , 115, 1309–1316. [Google Scholar] [CrossRef]
- Тари С.; Акариден, Ф.; Чанг, Ю.; Чиани, А .; Грейн, К.; Ли, Дж.; Киусис, Н. Структурные и электронные свойства золотых контактов на CdZnTe с различной обработкой поверхности для применения в детекторах излучения. Дж. Электрон. Матер. 2014 , 43, 2978–2983. [Google Scholar] [CrossRef][Зеленая версия]
- Линг, Л.; Чжан, Дж.; Чжао, С .; Чжан, Д.; Чжан, Дж.; Ши, Х .; Тан, К.; Лян, X .; Хуанг, Дж.; Мин, Дж.; и другие. Анализ поверхности и электрические измерения омического контакта на грани p-CdZnTe (111) B с композитным электродом Au/Cd. Матер. науч. Полуконд. Процесс. 2019 , 98, 90–94. [Google Scholar] [CrossRef]
- Белл, С. Изготовление и определение характеристик золотых контактов на детекторах излучения CdZnTe; Университет Суррея: Гилфорд, Великобритания, 2015 г. [Google Scholar]
- Лян, XY; Мин, Дж. Х.; Чен, Дж.; Ван, Д.; Ли, Х .; Ван, Ю.; Ван, LJ; Чжан, Дж.Дж. Контакты металл/полупроводник для детектора Шоттки и фотопроводящего детектора CdZnTe. физ. Procedia 2012 , 32, 545–550. [Google Scholar] [CrossRef][Green Version]
- Talasek, R.T. Электрохимия полупроводников и электроники; Макхарди, Дж., Бахир, Ф.Г., ред.; Публикации Нойеса: Парк-Ридж, Иллинойс, США, 19 лет.92; п. 127. [Google Scholar]
- Санг, В.; Вэй, Дж .; Ци, З .; Ванван, Л.; Цзяхуа, М.; Цзяньюн, Т .; Yongbiao, Q. Первичное исследование механизма деградации контактов детекторов CdZnTe. Нукл. Инструм. Методы физ. Рез. А 2004 , 527, 487–492. [Google Scholar] [CrossRef]
- Се, Дж.; Лю, Ю.; Ван, К. Пленочные электроды Au на поверхности CdZnTe: приготовление и свойство омического контакта. Дж. Иног. Матер. 2018 , 33, 273–278. [Google Scholar]
- Подкритический отжиг – 1250°F в течение 2,5 часов после нормализации
- Отпуск Подкритический отжиг – 1450°F в течение 10 минут, закалка в масле, 1450°F в течение 10 минут, закалка в масле, 1250°F в течение 2,5 часов
- DET – 1460°F в течение 30 минут, охлаждение в печи со скоростью 670°F/ч до 1260°F с последующим воздушным охлаждением
Рисунок 1.
Вольт-амперные характеристики (ВАХ) электродов Ti, Al и Ti-Au к кристаллам (111) CdZnTe.
Рисунок 1.
Вольт-амперные характеристики (ВАХ) электродов Ti, Al и Ti-Au к кристаллам (111) CdZnTe.
Рисунок 2.
Кривые вольт-фарадной характеристики (C – V) электродов Ti, Al и Ti-Au к кристаллам (111) CdZnTe.
Рис. 2.
Кривые вольт-фарадной характеристики (C – V) электродов Ti, Al и Ti-Au к кристаллам (111) CdZnTe.
Рисунок 3.
Схематическая диаграмма теста на адгезию пленки.
Рисунок 3.
Схематическая диаграмма теста на адгезию пленки.
Рисунок 4.
Адгезия между электродами Ti, Al и Ti-Au и кристаллами CdZnTe.
Рис. 4.
Адгезия между электродами Ti, Al и Ti-Au и кристаллами CdZnTe.
Рисунок 5.
ВАХ образца Ti-Au/CdZnTe после быстрого отжига в течение 4 мин при разных температурах.
Рисунок 5.
ВАХ образца Ti-Au/CdZnTe после быстрого отжига в течение 4 мин при разных температурах.
Рисунок 6.
ВФХ образца Ti-Au/CdZnTe после быстрого отжига в течение 4 мин при различных температурах.
Рисунок 6.
ВФХ образца Ti-Au/CdZnTe после быстрого отжига в течение 4 мин при различных температурах.
Рисунок 7.
Адгезия между Ti-Au и CdZnTe после быстрого отжига при разных температурах в течение 4 мин.
Рис. 7.
Адгезия между Ti-Au и CdZnTe после быстрого отжига при разных температурах в течение 4 мин.
Рисунок 8.
ВАХ образца Ti-Au/CdZnTe, отожженного при 423 К для разного времени.
Рис. 8.
ВАХ образца Ti-Au/CdZnTe, отожженного при 423 К для разного времени.
Рисунок 9.
ВФХ образцов Ti-Au/CdZnTe, отожженных при 423 К в атмосфере Ar в разное время.
Рис. 9.
ВФХ образцов Ti-Au/CdZnTe, отожженных при 423 К в атмосфере Ar в разное время.
Рисунок 10.
Адгезия между Ti-Au и CdZnTe после быстрого отжига при 423 К в течение разного времени.
Рис. 10.
Адгезия между Ti-Au и CdZnTe после быстрого отжига при 423 К в течение разного времени.
Таблица 1.
Кривые вольтамперной зависимости (ВАХ) соответствуют результатам подгонки электродов Ti, Al и Ti-Au к кристаллам CdZnTe n-типа (111).
Таблица 1.
Кривые вольтамперной зависимости (ВАХ) соответствуют результатам подгонки электродов Ti, Al и Ti-Au к кристаллам CdZnTe n-типа (111).
| Electrode Type | Ti | Al | Ti/Au |
|---|---|---|---|
| Ohmic coefficient b | 0.7511 | 0.6763 | 0.8543 |
| leakage current [email protected] V | 35.12 | 45,93 | 11,67 |
Таблица 2.
Высота барьера электродов Ti, Al и Ti-Au для кристаллов n-типа (111) CdZnTe.
Таблица 2.
Высота барьера электродов Ti, Al и Ti-Au для кристаллов n-типа (111) CdZnTe.
| Electrodes | Φ B (eV) |
|---|---|
| Ti | 0.975 |
| Al | 0.962 |
| Ti-Au | 0.928 |
Таблица 3.
ВАХ, аппроксимирующие результаты Ti-Au/CdZnTe после быстрого отжига при разных температурах в течение 4 мин.
Таблица 3.
ВАХ, аппроксимирующие результаты Ti-Au/CdZnTe после быстрого отжига при разных температурах в течение 4 мин.
| Температура отжига | Ohmic coefficient b | 0. 7274 | 0.7841 | 0.9083 | 0.8315 | 0.7629 | 0.7503 |
|---|---|---|---|---|---|---|---|
| leakage current [email protected] V | 14.82 | 7.07 | 4.91 | 8.68 | 21.98 | 53,32 |
Таблица 4.
Высоты барьеров Ti-Au/CdZnTe после быстрого отжига при разных температурах в течение 4 мин.
Таблица 4.
Высоты барьеров Ti-Au/CdZnTe после быстрого отжига при разных температурах в течение 4 мин.
| T | ΦB (eV) |
|---|---|
| No annealing | 0. 932 |
| 373 K | 0.864 |
| 423 K | 0.833 |
| 473 K | 0.812 |
| 523 К | 0,795 |
| 573 К | 0,778 |
Таблица 5.
ВАХ, аппроксимирующие результаты отжига Ti-Au/CdZnTe при 423 К для разного времени.
Таблица 5.
ВАХ, аппроксимирующие результаты отжига Ti-Au/CdZnTe при 423 К для разного времени.
| Annealing Time | No Annealing | 2 min | 4 min | 6 min | 8 min | 10 min |
|---|---|---|---|---|---|---|
| Ohmic coefficient b | 0. 7661 | 0.7821 | 0.8783 | 0. | 0.8502 | 0.7133 |
| leakage current nA(20 V) | 21.25 | 7.76 | 5.43 | 3.12 | 4.84 | 9.82 |
Таблица 6.
Высоты барьеров Ti-Au/CdZnTe, отожженных при 423 К в разное время.
Таблица 6.
Высоты барьеров Ti-Au/CdZnTe, отожженных при 423 К в разное время.
| T | Φ B (eV) |
|---|---|
| No annealing | 0. 941 |
| 2 min | 0.912 |
| 4 min | 0.853 |
| 6 min | 0,801 |
| 8 мин. | 0,787 |
| 10 мин | 0,772 |
9504504504504504504504504504504504504504504504504504504504504504504504504504504504504572. 0,772
Лицензиат MDPI, Базель, Швейцария. Эта статья находится в открытом доступе и распространяется на условиях лицензии Creative Commons Attribution (CC BY) (http://creativecommons. org/licenses/by/4.0/).
Отжиг Часть 2 — Отжиг отпуска, циклирование и окончательные свойства
Спасибо Райану Родригесу и Мэтту Питеру за то, что они стали сторонниками Knife Steel Nerds Patreon!
Я дал интервью Шону Хьюстону на его канале Youtube по поводу статьи о микрофотографиях. Смотрите видео здесь.
Фон
Обязательно прочтите статью «Отжиг, часть 1», иначе эта информация не будет иметь большого смысла.
Отжиг с отпуском
Модификация докритического отжига, которую иногда называют «отжигом с отпуском», требует мартенситной микроструктуры вместо перлита. Вместо охлаждения на воздухе или в печи от высокой температуры сталь закаливают с образованием твердого мартенсита. В мартенсите углерод равномерно распределен по всей поверхности. При нормальном отпуске образуются мелкие карбиды, а содержание углерода в мартенсите неуклонно снижается. Чем выше температура отпуска, тем меньше углерода в мартенсите, тем крупнее карбиды и ниже твердость. Этот процесс происходит значительно быстрее, чем сфероидизация перлита. В части 1 я показал микрофотографии стали 1040 с подкритическим отжигом перлита, которому потребовалось 200 часов для полной сфероидизации:
Изображение из [1]
Вот та же сталь 1040 сверху, нагретая до 1290°F в течение 21 часа, начиная с мартенсита:
Изображение из [1]
типичный подкритический отжиг, потому что общее требуемое время короче. Карбиды, которые сначала сфероидизируются, имеют длительный период при высокой температуре для «оствальдовского созревания», которое было рассмотрено в части 1.
Чтобы понять механизм отпуска, вы можете прочитать мою статью об отпуске. Отпуск мартенсита относительно интуитивно понятен любому, кто занимается термической обработкой ножей: более высокие температуры отпуска означают более низкую твердость. Вот кривая отпуска для простой углеродистой стали, похожей на 109.5:
Изображение из [2]
Как и при обычном отпуске, отжиг с докритическим отпуском может быть выполнен за 2-4 часа, что относительно коротко по сравнению с докритическим отжигом перлита.
Отжиг высоколегированных сталей с отпуском
При исследованиях быстрорежущих сталей T1, M1, M2 и M42 [3][4] было обнаружено, что оптимизированный отжиг с отпуском приводит к более мелкому размеру зерна в конечном продукте термообработки. потому что распределением карбида можно было управлять, чтобы привести к мелкому размеру аустенитного зерна. Сравнения размера зерна проводились с обычным «трансформационным отжигом», который также называется DET, как объяснено в части 1.
Изображение из [3]
Быстрорежущая сталь Т1 с различной зернистостью (а) 12 мкм, (б) 8 мкм, (в) 6,8 мкм, (г) 5,7 мкм. Изображение из [4]
Размер зерен аустенита в окончательной термообработанной стали улучшается за счет увеличения количества «центров зарождения» аустенита за счет более мелких карбидов. Ниже я сравнил количество аустенитных «зародышей» (красные кружки), образующихся в стали с крупными карбидами, с тем, сколько образуется в присутствии большого количества мелких карбидов:
Крупные карбиды (черные) в отожженной традиционным способом стали приводят к небольшому количеству зародышей аустенита (красные)
Мелкие карбиды, образующиеся при отжиге с отпуском (тонкие черные линии), приводят к большему количеству зародышей аустенита
При более высокой плотности ядра аустенита, в результате размер зерна становится меньше. Вы можете представить, как эти отдельные аустенитные зародыши растут, пока не столкнутся друг с другом; для этого требуется меньший рост, когда исходных зерен больше. Размер карбида также был уменьшен за счет отжига с отпуском. Комбинация более мелких карбидов и более мелких зерен обеспечивает лучшую ударную вязкость. Ниже приведено «сопротивление разрушению при изгибе», тип измерения ударной вязкости для стали М2 с отжигом с отпуском по сравнению с отжигом с превращением:
Данные адаптированы из [3]
Они рассмотрели ряд переменных для использования отжига с отпуском, включая температуру аустенизации, температуру отпуска и время выдержки для обоих этих этапов. Для образования мартенсита при охлаждении перед стадией отпуска требуется достаточно высокая температура аустенизации. Еще более высокие температуры приводят либо к росту зерна, либо к чрезмерному растворению карбида. Оптимальная температура для Т1, М2 и М42 оказалась равной 900°C (1650°F), что соответствует нормальной рекомендуемой температуре для трансформационного отжига в спецификациях, примерно на 30°C больше, чем рекомендовано в спецификациях для этих сталей.
Данные адаптированы из [3]
Они также обнаружили, что существует оптимальная температура отпуска. В то время как более низкая температура отпуска приводит к более мелким карбидам, они могут быть настолько малы, что растворяются до того, как становятся доступными для использования в качестве центра зародышеобразования аустенита. Таким образом, относительно высокие температуры отпуска оказались оптимальными для достижения максимально возможного размера зерна. Подобные механизмы действуют, когда дело доходит до времени закалки. Слишком короткая длина приводит к образованию слишком мелких и легко растворяющихся карбидов. Слишком долго и карбиды грубеют.
Данные адаптированы из [3]
Окончательный размер зерна также зависит от выбранной температуры аустенизации, так как более высокая температура означает более быстрый рост зерна. Однако отжиг с отпуском привел к получению более мелких зерен во всем диапазоне выбранных температур аустенизации.
Данные адаптированы из [3]
Также было обнаружено, что средний размер карбида в термически обработанной стали уменьшился с 11 микрон в отожженной с преобразованием стали до 5,5 микрон в оптимизированном отпускном отжиге.
Важно отметить, что по крайней мере в одном из этих исследований отжиг с отпуском использовался в качестве «повторного отжига», что означает, что сталь уже подвергалась обычному отжигу на заводе. Таким образом, для станков по удалению припуска возможно улучшение производительности за счет проведения отпуска с отпуском. Этот процесс чем-то похож на обработку «предварительной закалкой», описанную в этой статье. Но этап закалки может привести к дальнейшим улучшениям.
Циклирование
Другой метод отжига заключается в циклировании выше и ниже критической температуры, что также может привести к сфероидизации ранее существовавшего перлита. Сталь 1060 (0,6 % С, 0,3 % Si, 0,5 % Mn) нагревали в печи при 810 °С (1490°F) в течение 6 минут с последующим принудительным воздушным охлаждением до комнатной температуры. Это повторяли до 8 циклов и измеряли микроструктуру и свойства. Можно видеть, что перлит сфероидизируется в ходе дальнейших циклов, после одного цикла (вверху), пяти циклов (в середине) и восьми циклов (внизу):
Изображения из [5]
перлит частично растворяется и сфероидизируется при нагревании до аустенита, а затем эти карбиды продолжают расти при охлаждении за счет превращения разведенного эвтектоида. Это продолжается до тех пор, пока не будет завершено достаточное количество циклов для полной сфероидизации предшествующего перлита.
Аналогичное исследование [6][7][8][9] было проведено на стали 1080 (0,79 % C, 0,73 % Mn, 0,33 % Si) с аустенизацией при 775°C (1425°F) в течение 6 минут с последующей либо охлаждение в неподвижном воздухе, принудительном воздухе, либо закалка в рассоле. Нагнетание воздуха и особенно закалка приводили к большей фрагментации перлита, так что он быстрее сфероидизировался при дальнейших циклах. Закаленные образцы были свободны от перлита только после второго цикла. Четырех циклов было недостаточно, чтобы привести к полной сфероидизации как с принудительным, так и с неподвижным воздухом:
Данные адаптированы из [8][9]
Однако если охлаждение на неподвижном воздухе привело к постепенному снижению твердости, то дальнейшие циклы с принудительным воздушным охлаждением привели к увеличению твердости. Закалка, конечно, привела к очень высокой твердости за счет образования мартенсита. Следовательно, использование принудительного воздуха или закалки потребует отжига в докритическом отпуске для снижения твердости.
Данные адаптированы из [9]
При разрушении образцов можно увидеть изменение поведения из-за перехода от перлитной к сфероидизированной микроструктуре. Когда сталь является перлитной, поверхность излома имеет волнистую форму «скола», указывающую на трещины, проросшие через перлит. При дальнейших циклах происходит переход к ямочной поверхности, которая является результатом разрушения вокруг сфероидизированного карбида. В трещине также имеются «кратеры», которые образуются вокруг цементита перлитного типа. Чем больше циклов, тем меньше количество и размер кратеров. Изменение структуры цементита привело к улучшению пластичности в обоих условиях.
1 цикл (а), 2 цикла (б), 3 цикла (в) и 4 цикла (г). Все для неподвижных образцов с воздушным охлаждением. Из [9]
Изображение из [9]
Другим изменением, происходящим в результате циклирования стали, является измельчение зерна. Этот процесс аналогичен многократным циклам аустенизации и закалки, описанным в этой статье. С каждым последующим циклом образуются новые аустенитные зерна, и новые зерна имеют малый размер, если сталь нагревают достаточно быстро до относительно низкой температуры и не выдерживают слишком долго (для предотвращения роста зерен). Затем сталь охлаждают, чтобы «зафиксировать» новый размер зерна вновь образованным перлитом или карбидами. Размер перлита, карбидов и границ зерен уменьшается, а плотность увеличивается. При повторном нагреве снова образуются новые зерна, только теперь имеется больше мест зарождения (границы зерен, перлит и карбиды) для образования аустенита, так что новый размер зерна еще меньше. Это работает до определенного количества циклов, пока не будет достигнуто устойчивое состояние. Рост зерна может происходить в некоторых случаях при слишком большом количестве циклов. Было обнаружено, что размер зерна стали 1060 уменьшился со 147 микрон до 7 микрон за восемь циклов.
Сталь 1060 в состоянии поставки (а), после 1 цикла (б), 3 циклов (в), 5 циклов (г) и 8 циклов (д). Перлит (черный) заменяется цементитом, а размер зерен уменьшается при последующих циклах. Изображение из [5]
В исследовании низкоуглеродистой 0,16% углеродистой стали [10] циклирование проводилось путем нагревания до 910°C (1670°F) в течение 6 минут и закалки. Было обнаружено, что для уточнения размера зерна необходим только один цикл и что дальнейшие циклы приводят к небольшим изменениям:
Изображение из [10]
Реакция на термообработку и твердость
В этой статье описан процесс образования аустенита из отожженной микроструктуры. Ниже представлены микрофотографии, показывающие процесс образования аустенита в стали 1080. Сначала на (а) имеется сфероидизированная карбидная микроструктура с ферритом. Это отожженная сталь. Сталь выдерживали при температуре 1350 ° F в течение увеличивающегося количества времени, поэтому вы можете видеть, как аустенит (темный) заменяет феррит; феррит отсутствует через 300 секунд в (e). После 900 секунд выдержки (f), почти весь карбид также растворился.
Изображения из [11]
В этой статье я впервые рассмотрел относительную скорость образования аустенита и растворения карбида во время аустенитизации. Чем крупнее цементит/карбид, тем медленнее образование аустенита и растворение карбида, потому что углерод должен диффундировать дальше. Мартенсит на самом деле превращается в аустенит быстрее всего, потому что это по существу обогащенный углеродом феррит, который имеет примерно такое же содержание углерода, как новый аустенит. Следовательно, диффузия углерода должна быть незначительной или вообще отсутствовать. Очень мелкий перлит немного медленнее, за ним следует крупный перлит. Самым медленным является крупнозернистый сфероидизированный карбид. Вы можете себе представить разницу в расстоянии диффузии, взглянув на эти схематические изображения:
Мартенсит – углерод распределен равномерно
Перлит – углерод расположен в полосах цементита, или «пластинках»
Сфероидизированный карбид – углерод расположен в карбидах (черные кружки)
3 90 короче расстояние диффузии, перлит приводит к более короткому времени выдержки при температуре аустенизации для достижения полной твердости:
Данные адаптированы из [12]
Более медленная реакция закалки сфероидизированной микроструктуры не обязательно является плохим признаком. Например, можно использовать более длительное время выдержки, чтобы убедиться, что весь кусок достиг температуры. А образец перлита, который быстрее превратился в аустенит, имеет больше времени для роста зерна при том же времени выдержки. Однако важно знать реакцию на термическую обработку, которую дала предыдущая обработка. Например, если некоторые ножи изготовлены со съемом припуска с использованием отожженной микроструктуры в состоянии поставки, а некоторые из них кованы и термообработаны из перлитной микроструктуры, сталь будет реагировать по-разному и потребует другого сочетания времени аустенизации и температуры для той же твердости. и свойства.
Knife Steel Nerds Studies
Более мелкая микроструктура отожженной стали приводит к более мелким карбидам в готовой термообработанной стали для повышения ударной вязкости. Следовательно, процедуры отжига, приводящие к более тонкой микроструктуре, вероятно, приведут к наилучшему сочетанию свойств. Мы рассмотрели различные предшествующие микроструктуры с исследованиями ударной вязкости CruForgeV и 52100.
Исследование CruForgeV
В исследовании ударной вязкости CruForgeV мы рассмотрели три режима отжига:
Отжиг DET использовался для более широкого диапазона термических обработок, включая различные температуры ковки, аустенизации и отпуска. Было обнаружено, что все типы отжига обеспечивают одинаковый баланс твердости и ударной вязкости. Отжиг с отпуском дал немного более высокую ударную вязкость в продольном направлении, но не был выше в поперечном направлении, что заставляет меня думать, что это был просто экспериментальный разброс, который привел к лучшему поведению условий отжига с отпуском. Ни один из этих трех отжигов не приводит к очень грубой структуре, поэтому может быть просто, что каждый из них был достаточно мелким для хорошей реакции на термообработку и ударной вязкости.
52100 Исследование
Мы также сравнили несколько различных предшествующих микроструктур в нашем исследовании ударной вязкости 52100. Одним состоянием была 52100 в состоянии поставки, которая предположительно имеет сфероидизированную структуру, подвергнутую традиционному отжигу DET (помечена как «сфероидизированная»). В одной термообработке использовалась перлитная микроструктура, которая была нормализована при 1650°F в течение 10 минут с последующим охлаждением на воздухе до магнитного состояния, затем 1550°F в течение 10 минут с последующим охлаждением на воздухе, а затем 1450°F в течение 10 минут с последующим охлаждением на воздухе. Круто. Остальные образцы подвергались такому же отжигу DET, что и исследование CruForgeV, которое было определено Verhoeven для очень тонкой сфероидизированной структуры в 52100. Образцы Verhoeven-DET (обозначенные «DET») имели более высокую твердость и более высокую твердость-вязкость. баланс, чем два других условия:
Перлитное состояние привело к такой же твердости, как и сфероидизированное состояние, образцы были более твердыми, потому что они были подвергнуты более низкому отпуску. Показывая отпуск по сравнению с твердостью, видимой разницы нет:
Мы не были уверены, приводили ли образцы Verhoeven-DET к лучшей реакции закалки или это было связано с тем, что сфероидизированные и перлитные образцы использовали более короткое время аустенизации (10 против 15). минут). Изготовитель ножей Шон Хьюстон подверг термообработке около 52100 ножей, два из которых были подвергнуты термообработке при получении либо от 1475, либо до 1525°F. Другое условие было нормализовано и подвергнуто отжигу Verhoeven-DET перед термообработкой от 1525°F. Все выдерживали в течение 15 минут при температуре аустенизации.
Условия Verhoeven-DET привели к более высокой твердости, чем при использовании исходной микроструктуры. Таким образом, отжиг DET с относительно коротким временем аустенизации (30 минут) и относительно высокой скоростью охлаждения (670°F/час) привел к тонкой сфероидизированной микроструктуре, которая дала очень хорошую реакцию на упрочнение и ударную вязкость.
Рекомендуемые процедуры отжига
Может работать любая из процедур отжига, будь то подкритический отжиг, отжиг с отпуском, циклирование или отжиг DET/преобразование. Моими фаворитами, вероятно, являются отжиг с отпуском для высоколегированной стали и укороченный отжиг DET, разработанный Верховеном для низколегированных сталей. Отжиг в отпуске в высоколегированных сталях обеспечивает набор мелких карбидов с достаточной стабильностью, чтобы выдерживать высокие температуры аустенизации, необходимые при закалке, что приводит к более мелкому размеру зерна и размеру карбида. Отжиг DET, разработанный Verhoeven, сочетает в себе относительно короткую низкотемпературную аустенизацию и промежуточную скорость охлаждения для получения очень мелких сфероидизированных карбидов, которые обеспечивают хорошую обрабатываемость сфероидизированных карбидов, но с лучшей реакцией на закалку и ударной вязкостью благодаря более мелким карбидам.
Высоколегированные стали
Большинство высоколегированных сталей (А2, Д2, М2, М4, 3В, нержавеющие стали и т. д.) имеют одинаковые температуры отжига. Относительно общий отжиг с отпуском будет следующим:
1650°F в течение 1 часа, закалка с охлаждением на воздухе или закалка плиты, отпуск при 1450°F в течение 12 часов
Низколегированные стали без печи с ПИД-регулированием при термообработке сталей на простом оборудовании нагревают сталь до уровня чуть выше немагнитного (не такого, как при закалке до полной твердости), а затем помещают сталь в вермикулит для медленного охлаждения. Это обеспечит отжиг, аналогичный укороченному отжигу DET, описанному Верховеном. Такой отжиг можно проводить после циклирования стали для измельчения зерна. Таким образом, общий процесс будет следующим: 1) нормализация при высокой температуре (~ 1600-1700 ° F), охлаждение на воздухе, 2) аустенизация при низкой температуре (чуть выше немагнитной) и охлаждение на воздухе 1-3 раза для измельчения зерна, 3) отжиг путем нагрева до чуть выше немагнитного и место в вермикулите.
Низколегированные стали с печью
Для низколегированных сталей, которые будут отжигаться в печи, нагрейте до 1385°F для простых углеродистых сталей, выше для легированных сталей, выдержите в течение 30 минут, затем охладите до 670°F/ ч до 1200°F и воздушное охлаждение. Для сталей с более высоким содержанием углерода может использоваться немного более высокая температура, см. таблицу ниже для приблизительного диапазона температур для простых углеродистых сталей. Для сталей со значительными легирующими добавками, такими как 52100, необходимо знать приблизительную критическую температуру, которая описана здесь. Низколегированные стали с относительно высокой прокаливаемостью, такие как L6, могут нуждаться в более медленном охлаждении. Узнайте о прокаливаемости здесь.
[1] Чендлер, Гарри, изд. Руководство для термообработчиков: практика и процедуры для чугуна и стали . ASM international, 1994.
[2] Робертс, Г. А., и Роберт А. Кэри. Инструментальная сталь . Бичвуд, Огайо: Американское общество металлов, 1980.
[3] Ноймейер, Т. А., и А. Касак. «Величина зерна быстрорежущих инструментальных сталей». Металлургические операции 3, вып. 8 (1972): 2281-2287.
[4] Бхаттачарья Д., А. Хаджра, А. Басу и С. Джана. «Влияние размера зерна на характеристики износа инструментов из быстрорежущей стали». Одежда 42, №. 1 (1977): 63-69.
[5] Саха, Атану, Дипак Кумар Мондал и Джойдип Майти. «Влияние циклической термообработки на микроструктуру и механические свойства стали с содержанием углерода 0,6% масс.». Материаловедение и инженерия: A 527, №. 16-17 (2010): 4001-4007.
[6] Мишра, Алок и Джойдип Майти. «Соотношение структуры и свойств стали AISI 1080, подвергнутой циклической закалке». Материаловедение и инженерия: A 646 (2015): 169-181.
[7] Мишра, Алок, Атану Саха и Джойдип Майти. «Эволюция микроструктуры эвтектоидной стали AISI 1080 при циклической закалке». Металлография, микроструктура и анализ 4, вып. 5 (2015): 355-370.
[8] Маджи, Сома, Амир Раза Субхани, Биджай Кумар Шоу и Джойдип Майти. «Влияние скорости охлаждения на микроструктуру и механические свойства эвтектоидной стали при циклической термической обработке». Журнал материаловедения и производительности 26, вып. 7 (2017): 3058-3070.
[9] Мишра, Шакти, Алок Мишра, Биджай Кумар Шоу и Джойдип Майти. «Одновременное повышение пластичности и прочности стали AISI 1080 за счет типичной циклической термообработки». Материаловедение и инженерия: A 688 (2017): 262–271.
[10] Саха, Атану, Дипак Кумар Мондал, Кушик Бисвас и Джойдип Майти.
