Отжиг брб2: Достойная замена сплаву БрБ2 — Мценскпрокат
Содержание
Достойная замена сплаву БрБ2 — Мценскпрокат
Развитие электротехники и электроники, и в частности приборостроения и релестроения, помимо создания электрических проводов, прекрасным материалом для которых стали чистая медь и алюминий, требовало новых материалов для приборов пружинного назначения, контактов-прерывателей и разъемов. Практически идеальными для их изготовления были полуфабрикаты из бериллиевых бронз. Эти сплавы обладали таким комплексом положительных свойств, что, до последнего времени все попытки создания сплавов-заменителей не уступающих бериллиевым бронзам не увенчивались успехом. Но дальнейшее развитие предъявляет все более жесткие требования к точности, надежности и ресурсу работы приборов, и что особенно актуально — экологичности материалов. В настоящее время в промышленности применяется две группы медных пружинных сплавов: упрочняемые холодной деформацией (и, в ряде случаев, так называемым дорекристаллизационным отжигом) и дисперсионно твердеющие.
Сплавы первой группы менее трудоемки в промышленном производстве. Но по своим механическим и физическим характеристикам они уже не удовлетворяют возросшие требования потребителей. Недостатком этих сплавов является также сильное разупрочнение полуфабрикатов при нагреве в процессе производства готовых деталей (пайка, сварка) и относительно пониженная пластичность и электропроводность в деформированном состоянии.
Но по своим механическим и физическим характеристикам они уже не удовлетворяют возросшие требования потребителей. Недостатком этих сплавов является также сильное разупрочнение полуфабрикатов при нагреве в процессе производства готовых деталей (пайка, сварка) и относительно пониженная пластичность и электропроводность в деформированном состоянии.
Таких недостатков лишены дисперсионно твердеющие сплавы, характерной особенностью которых является зависимость растворимости легирующих компонентов от температуры. При закалке из однофазной области в твердом растворе фиксируется избыточное количество атомов легирующего компонента по сравнению с равновесным состоянием для данной системы. Образовавшийся пересыщенный твердый раствор термодинамически неустойчив и стремится к распаду, процесс активизируется с повышением температуры. Эффект упрочнения определяется дисперсностью выделений образовавшихся при распаде. Из описанного выше следует практическое применение подобных материалов. Полуфабрикат в закаленном или закаленном и деформированном состоянии методами штамповки можно превратить в изделие самой сложной формы: пружинный контакт, разъем, мембрану, — и, проведя старение, резко повысить прочность и пружинные свойства этого изделия; сохранив его форму.
Отечественная промышленность выпускала три марки бериллиевой бронзы — единственного высокопрочного дисперсионно твердеющего пружинного сплава на медной основе. Расширение производства бериллиевой бронзы в настоящее время сдерживается дефицитностью и дороговизной бериллия, его высокой токсичностью. Кроме того, в ряде случаев, некоторые свойства бериллиевой бронзы уже не удовлетворяют требованиям потребителей (например, максимальная рабочая температура упругих элементов из бериллиевой бронзы > 100-150°С).
Все это явилось основанием для проведения широких исследований, поисков новых высокопрочных дисперсионно твердеющих сплавов на медной основе. Работы ученых привели к созданию Сплава 131.
Сплав 131 отличается от рассмотренных выше тем, что для снижения электрического сопротивления в нем полностью исключен марганец, замененный кремнием, а также значительно уменьшено содержание никеля.
Электропроводность сплава 131 (см. таблицу № 1) оказалась в три с лишним раза выше, чем у камелона, а уровень прочности и упругости остался такой же, как у бериллиевой бронзы.
Преимущество Сплава 131 перед бериллиевой бронзой заключается в способности сохранять упругость при работе в температурах до 250°С. И в настоящее время Сплав 131 является единственным пружинным материалом на медной основе, в котором сочетается высокая электропроводность со стабильностью упругих характеристик при температурах до 250°С.
Таблица 1. Сравнение физико-механических свойств БрБ2 и сплава 131
| Свойства | Бронза Б2 | Сплав 131 |
| σв кгс/мм2 | 115–160 | 120–125 |
| δ, % | 1,5 | 2,5 |
| HV, кгс/мм2 | 360 | 330-360 |
| σ0,005, кгс/мм2 | 90-115 | 90-97 |
| E (х10–3), кгс/мм2 | 12-13 | 14 |
| σo – σк , 100% за 100 ч | 2,0 | 1,0 |
| Ц при σo = 55-60 кгс/мм2 | 7 х 104 | 106 |
| ρуд, Ом мм2/м | 0,07 | 0,13 |
В СССР существовала достаточно стройная система, в которой производство бериллиевых бронз осуществлялось в рамках единого Министерства цветной металлургии. Добыча сырья производилась на Забайкальском ГОК, производство чистого бериллия и лигатуры медь-бериллий осуществлялось в Усть-Каменогорске, и выпуск полуфабрикатов был сосредоточен на Кольчугинском, Московском и Каменск-Уральском заводах по обработке цветных металлов, ВПО «Союзцветметобработка». Общий выпуск полуфабрикатов в виде плит, полос, ленты, фольги, прутков и проволоки достигал почти 2000 тонн в год.
Добыча сырья производилась на Забайкальском ГОК, производство чистого бериллия и лигатуры медь-бериллий осуществлялось в Усть-Каменогорске, и выпуск полуфабрикатов был сосредоточен на Кольчугинском, Московском и Каменск-Уральском заводах по обработке цветных металлов, ВПО «Союзцветметобработка». Общий выпуск полуфабрикатов в виде плит, полос, ленты, фольги, прутков и проволоки достигал почти 2000 тонн в год.
В настоящее время, производство бериллиевых сплавов в России сохранилось только на Каменск-Уральском заводе, да и то он производит круглые полуфабрикаты, не пригодные для изготовления контактов. Еще до недавнего времени работавший Московский завод (ОАО «МЗОЦМ») — готовится к переезду, что в свою очередь приведет к остановке производства. При этом производство лигатуры медь-бериллий оказалось в другом государстве — Казахстане. С учетом того, что уровень цен на прокат из бериллиевых бронз на внешнем рынке, по крайней мере в 2 раза выше, чем на российском, то практически единственной возможностью для бывших предприятия Минсредмаша является применение сплава 131!
В России Сплав 131 производит ЗАО «Мценскпрокат» — предприятие по производству и обработке цветных металлов и сплавов, являющееся преемником Экспериментального Завода Качественных Сплавов
ЗАО «Мценскпрокат» обладает машиностроительным и литейным производством полного цикла, выпускает прокат изделий из цветных металлов и сплавов на их основе. Предприятие располагает также лабораторией стандартных образцов.
Предприятие располагает также лабораторией стандартных образцов.
В настоящее время завод «Мценскпрокат», сохранивший технологическую базу и производственную культуру завода ЭЗКС, является одним из немногих российских предприятий, имеющим возможность вести опытно-экспериментальную работу.
Мы принимаем заказы на изготовление изделий из сплавов, изготавливаем продукцию из нестандартных сплавов исходя из любых пожеланий заказчика.
Для заказа продукции, а также по всем остальным вопросам обращайтесь в наше торговое представительство по адресу: 105122, г.Москва, Щелковское шоссе, д.2А., тел. +7 (495) 649-30-40
В статье использованы материалы работ Розенберг В. М., Иеглинская З. М., Черникова А. В., «Дисперсионно-твердеющие пружинные сплавы на медной основе», Журнал «Цветные металлы», 1976 год, № 6
Источник: http://www.metal4u.ru/articles/by_id/261
Отжиг, закалка и термическая обработка бронзы от поставщика Авек Глобал
Отжиг, закалка и термическая обработка бронзы
Вас интересует отжиг, закалка и термическая обработка бронзы? Поставщик Авек Глобал предлагает купить бронзу отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Основные операции термообработки
Гомогенизация, закалка, отжиг и отпуск.
Гомогенизация
Гомогенизация применяется для снижения сегрегации и коррозии, обнаруженной в некоторых литых и горячих обработанных бронзовых заготовках, главным образом в тех, которые содержат повышенный процент олова. Диффузия и гомогенизация медленнее и труднее протекают в оловянных и кремниевых, поэтому эти сплавы обычно подвергаются длительным гомогенизирующим обработкам перед операциями горячей или холодной обработки. Бронзы (содержащие более 8% Sn) отличаются экстремальной сегрегацией. Поэтому перед обработкой сначала разрушают хрупкую сегрегированную оловянную фазу, тем самым увеличивая прочность и пластичность, и уменьшая твердость перед прокаткой. Эти цели достигаются путем гомогенизации при температуре около 760° С. Гораздо реже используют обработку холодом.
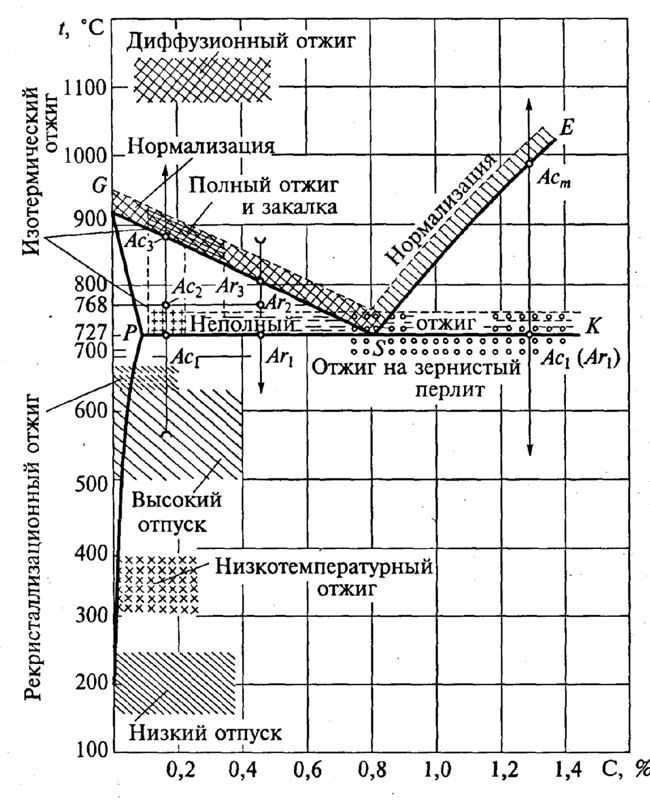
Отжиг
Заготовку нагревают до температуры, которая вызывает рекристаллизацию, и, если желательно максимальное размягчение, нагревают выше температуры рекристаллизации, чтобы вызвать рост зерна. На процесс отжига влияют многие взаимодействующие переменные. Важным является скорость нагрева, конструкция печи, атмосфера печи и форма заготовки. Для бронзовых сплавов критерием оценки качества рекристаллизационного отжига является размер зерна.
На процесс отжига влияют многие взаимодействующие переменные. Важным является скорость нагрева, конструкция печи, атмосфера печи и форма заготовки. Для бронзовых сплавов критерием оценки качества рекристаллизационного отжига является размер зерна.
Температура отжига
Поставщик Авек Глобал предлагает купить бронзу отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Отпуск
Снятие напряжения в бронзовых заготовках направлено на уменьшение или устранение остаточного напряжения, тем самым уменьшая вероятность того, что деталь не сработает при растрескивании или усталости от коррозии при работе. Ряд бронз, в частности, алюминиевые и кремниевые бронзы, могут растрескиваться под критическим напряжением. Отпуск для снятия напряжений выполняется при температуре ниже нормального диапазона отжига, которые не вызывают перекристаллизации и последующего размягчения металла.
Закалка
Высокая прочность в большинстве марок бронзовых сплавов достигается за счет холодной обработки. Закалка используется для повышения механической прочности выше уровней, обычно получаемых при холодной пластической деформации. Примеры осаждающих упрочняющих медных сплавов включают бериллиевые и кремниевые бронзы, а также бронзы с повышенным содержанием фосфора и кремния.
Купить. Поставщик, цена
Вас интересует отжиг, закалка и термическая обработка бронзы? Поставщик Авек Глобал предлагает купить бронзу отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
Источник
Температура плавления бронзы и как расплавить и отлить в домашних условиях
Бронза – сплав на основе меди, не содержащий в качестве основных легирующих компонентов никеля и цинка. Характеризуется сравнительно высокой температурой плавления, металл становится жидким в диапазоне от +940°С до +1300°С. Самая тугоплавкая – оловянно-фосфорная. Из бронзовых сплавов производят сортовой, листовой и трубный прокат, детали двигателя, элементы передаточных устройств, вкладыши в запорную арматуру, фитинги, краны, сувенирные изделия, детали приборов и многое другое. Сделать литье можно в домашних условиях. Плавка бронзы производится в муфельных печах или горнах. При температуре плавления бронза становится густой, плохо растекается по форме, нужно знать некоторые хитрости, чтобы самостоятельно заниматься литьем.
Самая тугоплавкая – оловянно-фосфорная. Из бронзовых сплавов производят сортовой, листовой и трубный прокат, детали двигателя, элементы передаточных устройств, вкладыши в запорную арматуру, фитинги, краны, сувенирные изделия, детали приборов и многое другое. Сделать литье можно в домашних условиях. Плавка бронзы производится в муфельных печах или горнах. При температуре плавления бронза становится густой, плохо растекается по форме, нужно знать некоторые хитрости, чтобы самостоятельно заниматься литьем.
Технология литья бронзовых изделий более высокого качества
Чтобы получить методом литья изделие из бронзы более высокого качества или изготовить деталь сложной конфигурации, можно использовать и другую технологию, предполагающую применение модели из легкоплавкого материала. В таком случае для создания неразъемной литейной формы применяют модель из парафина, воска или любого другого легкоплавкого материала. Такую модель просто выплавляют из готовой формы, нагревая ее или помещая в кипящую воду.
Восковая модель сложной конфигурации изготавливается из нескольких частей, которые потом дорабатываются и спаиваются
Чтобы обеспечить высокую точность формы и геометрических параметров модели, для ее создания может быть использовано готовое изделие. С его помощью получают гипсовую форму, в которую и отливается копия.
Познакомиться с технологией, позволяющей выполнять качественное литье даже очень сложных по своей конфигурации изделий, также можно по многочисленных видео в сети.
Основные характеристики бронзовых сплавов
Цвет бронзового сплава зависит от количественного состава легирующих элементов. Они оказывают влияние на физические свойства: пластичность, износостойкость, температуру плавления бронзы. В качестве легирующих компонентов выступают металлы (олово, алюминий, бериллий, свинец, марганец) и неметаллы (фосфор, кремний). Расплавить в домашних условиях можно любой бронзовый сплав. Зная маркировку лома, несложно определить точную температуру плавления бронзы. Но обычно состав бронзовых кусочков, подготовленных к плавлению, разнится. Тогда оценивают внешний вид металла.
Но обычно состав бронзовых кусочков, подготовленных к плавлению, разнится. Тогда оценивают внешний вид металла.
Бронзовые сплавы классифицируют по двум категориям:
Для литья в промышленных условиях используют оловянную бронзу с низкой температурой плавления, до +1000°С.
В отличие от латуни, бронза более вязкая в точке плавления. При заполнении форм сложной конфигурации в производственных цехах применяют центрифуги. Сплаву, разогретому выше температуры плавления на 5°, придают дополнительное ускорение, чтобы он растекался равномерно. При кустарном изготовлении отливок вязкость бронзового сплава в точке плавления желательно учитывать, чтобы не было брака на поверхности. Достоинством цветного металла литейщики считают низкую усадку при охлаждении. Удается получать литье, не требующее длительной доводки до заданных геометрических размеров. Из бронзовых сплавов делают качественные фасонные отливки.
Уникальность сплава бериллия и меди
Бериллия в таком сплаве содержится 1,6–3 процента. К бронзам данной группы относятся сплавы меди, бериллия и кобальта (МКБ), а также меди, бериллия и никеля (МНБ). В МНБ и МКБ содержание бериллия не превышает 0,8%.
К бронзам данной группы относятся сплавы меди, бериллия и кобальта (МКБ), а также меди, бериллия и никеля (МНБ). В МНБ и МКБ содержание бериллия не превышает 0,8%.
Примечательной особенностью бериллиевых бронз является то, что при их нагреве меняется растворимость легирующих элементов, содержащихся в их составе. В частности, при осуществлении закалки деталей из данных материалов из однофазной зоны в них увеличивается концентрация атомов легирующих добавок. В результате такой термообработки формируется пересыщенный твердый раствор, который очень неустойчив по своим термодинамическим свойствам.
Как только изменяются внешние условия, такой раствор распадается на составляющие элементы. Особенно сильно активизируется такой процесс при нагревании сплава, а при снижении температуры распад замедляется. От того, какой дисперсности будут выделения, образующиеся при таком распаде, зависит упрочняющий эффект от проводимой термообработки. Правильно выполненная термическая обработка позволяет не только улучшить прочностные характеристики деталей из бериллиевой бронзы, но и повысить предел текучести данного сплава.
Можно ли плавить и отливать бронзу в домашних условиях
Воссоздать промышленную технологию кустарным способом невозможно. Металл для улучшения текучести перегревают. При температуре выше точки плавления выдерживают определенный временной интервал, только после этого расплав разливают в изложницы. Технологи рассчитывают температурный режим для каждого сплава.
Самостоятельно удается получать несложные мелкие детали, требующие серьезной доводки до точных размеров. Как расплавляют бронзу в домашних условиях, стоит рассказать подробно. Для этого нужны особые условия, инструменты. Бронзовый лом не плавится в жестяной банке, для него нужен огнеупорный тигель или старая посуда из черного чугуна. Расплав выливают в самодельные формы. Отливки покрупнее делают на земле или на бетонном полу.
Область применения
Бронза БрБ2 используется в различных областях производства. Из неё изготавливают антифрикционные детали и пружинящие детали: пружинящие детали и пружины. Из неё изготавливают детали ответственного назначения. Также из неё изготавливают неискрящие инструменты.
Из неё изготавливают детали ответственного назначения. Также из неё изготавливают неискрящие инструменты.
Прутки из этого сплава бронзы применяются в приборостроении и автомобилестроении. Ленты также применяются в приборостроении и производстве упругих и пружинящих деталей. Аналогичное применение нашла проволока в машиностроении и приборостроении. В нашем магазине вы можете купить: Лента БРБ2, Проволока БрБ2, Круг БрБ2, Пруток БРБ2.
Процесс литья
Литье бронзы начинается с подготовки рабочего места. Устанавливают подставку под опоку, тигель. Она делается из огнеупорного материала. Можно насыпать слой песка в поддон или воспользоваться металлической пластиной.
До загрузки измельченного лома в печь необходимо подготовить опоку. Ее хорошо прогревают, выдерживают минимум 2 часа при +600°C. Огнеупорный тигель при такой температуре начинает излучать желтоватое свечение. Пока прогретая форма остывает, приступают к плавлению измельченного лома.
Плавильню заполняют на 1/3 объема. С кусочками лома ставят в горячую печь, оставляют до полного плавления. Тигель или другую плавильную емкость устанавливают нагревать, когда температура в печи близка или достигла точки плавления бронзы. Оловянные бронзы становятся жидкими до 1000°C, безоловянные приходится прогревать дольше, у них точка плавления выше.
С кусочками лома ставят в горячую печь, оставляют до полного плавления. Тигель или другую плавильную емкость устанавливают нагревать, когда температура в печи близка или достигла точки плавления бронзы. Оловянные бронзы становятся жидкими до 1000°C, безоловянные приходится прогревать дольше, у них точка плавления выше.
Когда вся бронз расплавится, ее оставляют в печи на 3-5 минут, чтобы расплав хорошо прогрелся, стал менее вязким. Затем плавильню достают щипцами или специальным крюком. Расплав готов. Пора приступать к изготовлению отливки.
Заливка бронзы в литейную форму
Расплавленный металл выливают в отверстие формы тонкой струйкой, бронза должна равномерно заполнить все пустоты. Она уплотняется под собственным весом. Чтобы горячая форма хорошо заполнялась, ее ставят на вращающуюся подставку с ручным или электрическим приводом. Такая хитрость необходима для получения качественного литья. Если заливать бронзу спокойно, углы отливки будут закругленными. Раскручивают форму с горячим расплавом в процессе заполнения. Когда бронза схватится, форму литья уже не изменить. В заводских условиях используют технологические центрифуги. В домашних условиях умельцы делают подобие промышленных установок на базе отслуживших стиральных машин.
Когда бронза схватится, форму литья уже не изменить. В заводских условиях используют технологические центрифуги. В домашних условиях умельцы делают подобие промышленных установок на базе отслуживших стиральных машин.
Придавать сплаву движение необходимо при изготовлении небольших сложных отливок. Бронзовому расплаву не хватит собственного веса для заполнения всех пустот. Он будет застывать неравномерно, на поверхности литья возникнут раковины, складки.
Как сделать форму для литья
Самостоятельное изготовление литейной формы начинается с подбора корпуса, куда свободно войдет будущая отливка и останется свободным половина пространства. Это может быть жестяная банка или специально изготовленная емкость. Традиционно размер опоки в 1,3–1,5 раза превышает габариты отливки. Такое соотношение необходимо, чтобы песчано-глиняная смесь образовала равномерный слой со всех сторон детали. Наполнитель для опоки делается из материалов, способных сохранять тепло. Литая заготовка будет качественной только при постепенном остывании.
Форму делают из двух частей:
Для набивки делают смесь песка и глины в пропорции 3:1. В глину для аккумуляции тепла вводят 1/5 часть угольной крошки, лучше использовать каменный уголь, у него больше теплоемкость. Однородную массу укладывают в обе части опоки. Смесь не стоит сильно утрамбовывать, чтобы глина не спекалась, оставалась рыхлой во время прогрева в печи. Деталь перед закладкой в подготовленный нижний ящик густо обмазывают тальком или графитовым порошком. Затем делается отверстие для заливки бронзы, разогретой до температуры плавления.
Готовую форму нужно просушить перед использованием.
Изделие достают из формы только после охлаждения. Форму аккуратно разбирают, затем вынимают отливку.
Технология получения литья более высокого качества
Получить литье нужной геометрии кустарным способом сложно. Нужно быть готовым к тому, что литье придется долго шлифовать, стачивать, доводить до нужных размеров. Процесс плавления бронзы в домашних условиях сопряжен с рядом ограничений. Нюансы, которые желательно учитывать при самостоятельном изготовлении бронзовых отливок:
Нюансы, которые желательно учитывать при самостоятельном изготовлении бронзовых отливок:
Парафиновые формочки делают на основе гипсовых слепков, сделанных с будущей детали. Точность изготовления отливок в этом случае возрастает. Опоки из гипса удобны для небольших отливок, их можно сделать неразъемными. Правда, процесс их изготовления усложняется: сначала делятся форма для парафинового муляжа, а затем он заливается формовочным гипсом. Подобные конструкции удобно размещать в центрифуге.
Приступая к плавлению бронзового лома в домашних условиях, следует учитывать состав сплава. Она зависит от химического состава бронзы. Вязкий расплав бронзы медленно заполняет опоку. Чтобы не было пустот, заполненную форму крутят в центрифуге. Под действием центробежной силы металл, нагретый до температуры плавления, распределяется равномерно. Отливка получается качественной.
Источник
Как правильно заливать металл в литейную форму
Если расплавленный металл заливают в литейные формы большого размера, то его собственного веса вполне хватает для того, чтобы вытеснить из них весь скапливающийся воздух. Если же литье выполняется в небольшие формы, то вытеснить из всех внутренних полостей таких конструкций воздух за счет массы расплавленного металла практически невозможно. Чтобы в таких случаях получить отливки высокого качества, необходимо использовать специальные технологические приемы.
Если же литье выполняется в небольшие формы, то вытеснить из всех внутренних полостей таких конструкций воздух за счет массы расплавленного металла практически невозможно. Чтобы в таких случаях получить отливки высокого качества, необходимо использовать специальные технологические приемы.
Литейные формы помещают в специальные центрифуги, работающие от ручного или электрического привода. При вращении создаются центробежные силы, равномерно распределяющие расплавленный металл по всем внутренним полостям форм. Эффективной данная технология является только в том случае, если металл находится еще в жидком, а не в застывшем состоянии.
Самодельная центрифуга для литья мелких деталей
После окончания процесса литья и остывания металла отливку извлекают, используя для этого простейшие механические приспособления. Следует иметь в виду, что поверхность изделий, только что извлеченных из литейных форм, не отличается высоким качеством, поэтому их необходимо подвергнуть различным видам механической обработки.
цена от поставщика Электровечер-сталь/Эвек
Международный Эквивалент
| Знак | Аналог | W. №. | Айси Унс | EN | Заказ |
|---|---|---|---|---|---|
| БрБ2 | 2.1447 | CuBe2 | Поставка со склада, в наличии |
Поставщик
Предлагаем купить ленту бронзовую Брб2, 2.1447, CuBe2 по доступной цене со специализированных складов поставщика Evek GmbH с доставкой в любой город. Полное соответствие современным стандартам качества. Поставщик Evek GmbH предлагает купить полосу из бронзы Брб2, 2.1447, CuBe2, цена оптимальная в данном сегменте проката.
Технические характеристики
Бронза без олова, обработанная давлением, обладает высокой степенью прочности и износостойкости, отличными фрикционными характеристиками, коррозионной стойкостью, отличной деформируемостью в закаленном отпущенном состоянии. Температура плавления 955°С, температура термообработки 750—800°С, температура отжига 530—650°С.
Температура плавления 955°С, температура термообработки 750—800°С, температура отжига 530—650°С.
Процентный состав по ГОСТ 18175-78 (Cu 96,9 — 98%)
| Cu | Fe | Си | Ni | Ал | Медь | Пб | Быть | Примеси |
|---|---|---|---|---|---|---|---|---|
| основа | ≤0,15 | ≤0,15 | 0,2 — 0,5 | ≤0,15 | 96,9 — 98 | ≤0,005 | 1,8 — 2,1 | ≤0,5 |
Механические свойства (t° 20°C)
| Ассортимент | ГОСТ | с в | НВ 10 -1 | д 5 | Термическая обработка |
|---|---|---|---|---|---|
| — | МПа | МПа | % | — | |
| Мягкая полоска | 1789−70 | 390−590 | 130 — 150 | 20−30 | Отжиг |
| Полосатый сплошной | 1789−70 | 590−930 | 150−200 | 2−3 | Твердение |
с в Предел кратковременной прочности
d 5 — относительное удлинение при разрыве.
HB — Твердость по Бринеллю
Физические свойства материала
| t°C | Е 10 — 5 | а 10 6 | л | р | С | R 10 9 |
|---|---|---|---|---|---|---|
| Степень | МПа | 1/Степень | Вт/(м·градус) | кг/м 3 | Дж/(кг·град) | Ом·м |
| 20° | 1,31 | 84 | 8200 | 70 | ||
| 100° | 16,6 | 419 |
Применение
Пружины и упругие элементы повышенной прочности
Хранение
Хранить в крытых складах или под навесом, обеспечивающим достаточную защиту от механических и других повреждений.
Купить, лучшая цена
Предлагаем полосу бронзовую Брб2, 2.1447, CuBe2, цена определяется технологическими особенностями производства без включения дополнительных затрат. На сайте компании отображается информация о последних поступлениях продукции. Вы можете заказать продукцию в нестандартных настройках. У нас лучшее соотношение цены и качества на весь ассортимент продукции. В сегменте цветных металлов компания Evek GmbH — лучший поставщик. Своевременную доставку обеспечивают офисы в городах Восточной Европы.
На сайте компании отображается информация о последних поступлениях продукции. Вы можете заказать продукцию в нестандартных настройках. У нас лучшее соотношение цены и качества на весь ассортимент продукции. В сегменте цветных металлов компания Evek GmbH — лучший поставщик. Своевременную доставку обеспечивают офисы в городах Восточной Европы.
цена от поставщика Электровечер-сталь/Эвек
Международный аналог
| Знак | Аналог | W. №. | Айси Унс | EN | Заказ |
|---|---|---|---|---|---|
| БрБ2 | 2.1447 | CuBe2 | Поставка со склада, в наличии |
Достоинство
Бронзовые трубы, втулки обладают высокой степенью прочности и износостойкости, отличными антифрикционными характеристиками, коррозионной стойкостью, легко упрочняются в закаленном состоянии.
Механические свойства (t° 20°C)
| Ассортимент | с в | НВ 10 -1 | д 5 | Термическая обработка |
|---|---|---|---|---|
| — | МПа | МПа | % | — |
| Сплав мягкий | 400−600 | 130 — 150 | 40−50 | Отжиг |
| Твердый сплав | 600−950 | 150-200 | 2-4 | Закалка |
Примечание. Температура плавления 955 °С, температура термической обработки 750 — 800 °С, температура отжига 530 — 650 °С — Относительное удлинение при разрыве.
Температура плавления 955 °С, температура термической обработки 750 — 800 °С, температура отжига 530 — 650 °С — Относительное удлинение при разрыве.
HB — твердость по Бринеллю.
Купить, лучшая цена
Предлагаю втулку трубную бронзовую Брб2, 2.1447, CuBe2, цена определяется технологическими особенностями производства без включения дополнительных затрат. На сайте компании отображается информация о последних поступлениях продукции. Вы можете заказать продукцию в нестандартных настройках. У нас лучшее соотношение цены и качества на весь ассортимент продукции. В сегменте цветных металлов компания Evek GmbH — лучший поставщик. Своевременную доставку обеспечивают офисы в городах Восточной Европы.
Процентный состав ГОСТ 18175-78 (Cu 96,9 — 98%)
| Cu | Fe | Си | Ni | Ал | Медь | Пб | Быть | Примеси |
|---|---|---|---|---|---|---|---|---|
| основа | ≤0,15 | ≤0,15 | 0,2 — 0,5 | ≤0,15 | 96,9 — 98 | ≤0,005 | 1,8 — 2,1 | ≤0,5 |
Бронза без олова, обработанная под давлением.
Физические свойства материала
| t°C | Е 10 — 5 | а 10 6 | л | р | С | R 10 9 |
|---|---|---|---|---|---|---|
| Степень | МПа | 1/Степень | Вт/(м·градус) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20° | 1,31 | 84 | 8200 | 70 | ||
| 100° | 16,6 | 419 |
Хранение
Хранить в крытых складских помещениях или под навесом, обеспечивающим достаточную защиту от механических и других повреждений.
Поставщик
Предлагаем купить трубу бронзовую, втулку Брб2, 2.1447, CuBe2 по доступной цене со специализированных складов поставщика Evek GmbH с доставкой в любой город. Полное соответствие современным стандартам качества.