Отжиг диффузионный это: Диффузионный отжиг (гомогенизация)
Содержание
Что такое отжиг? [7 видов процесса отжига]
Отжигом называется процесс нагрева металла или сплава до соответствующей температуры в течение определенного периода времени, а затем медленного охлаждения (как правило, с охлаждением печи) называется отжигом.
Суть отжига заключается в превращении перлита после нагрева стали в аустенит. После отжига структура стали близка к равновесной.
Но в чем цель отжига и какие типы отжига бывают? Давайте рассмотрим эти вопросы более подробно.
Цель отжига:
- Уменьшить твердость стали, улучшить пластичность, облегчить механическую обработку и обработку холодной деформацией;
- Химический состав и организация однородной стали, рафинирование зерна, для улучшения характеристик стали или для подготовки к закалке;
- Устранение внутреннего напряжения и технологическая закалка для предотвращения деформации и растрескивания.
Отжиг и нормализация в основном используются для подготовительной термической обработки.
Для деталей с низким напряжением и низкой производительностью в качестве окончательной термической обработки также можно использовать отжиг и нормализацию.
Классификация методов отжига:
В зависимости от температуры нагрева, обычно используемый метод отжига подразделяется на:
Отжиг с рекристаллизацией фазовых изменений выше критической температуры (Ac1 или Ac3):
- Полный отжиг;
- Диффузионный отжиг;
- Неполный отжиг;
- Сферификационный отжиг.
Отжиг ниже критической температуры (Ac1 или Ac3):
- Рекристаллизационный отжиг;
- Отжиг под напряжением.
7 типов процесса отжига:
Полный отжиг
Процесс:
Нагрев стали выше Ac3 20 ~ 30 ℃, сохранение тепла в течение некоторого времени после медленного охлаждения (вместе с печью), чтобы приблизиться к балансу процесса термообработки (полной аустенизации).
Общий отжиг в основном используется для доэвтектоидной стали (wc=0,3~0,6%), как правило, среднеуглеродистой стали и низко-, среднеуглеродистой легированной стали для литья, ковки и горячекатаных профилей, а также иногда используется в их сварных швах.
Низкоуглеродистая сталь имеет низкую твердость и плохо поддается механической обработке.
Когда гиперэвтектоидная сталь нагревается до аустенитного состояния выше Accm и медленно охлаждается отжигом, Fe3CII осаждается в сетке вдоль границы зерна, прочность, твердость, пластичность и вязкость стали значительно снижаются, что оставляет скрытую опасность для окончательной термической обработки.
Цель:
Получение мелкого зерна, однородной структуры, устранение внутреннего напряжения, снижение твердости и улучшение показателей обработки стали.
Структура после полного отжига гиперэвтектоидной стали — F+P.
Для того чтобы повысить производительность в реальном производстве, детали вынимаются из печи для воздушного охлаждения при отжиге до температуры около 500 ℃.
Изотермический отжиг
Полный отжиг занимает много времени, особенно если аустенитная сталь более стабильна.
Если аустенитную сталь охладить до температуры немного ниже, чем температура Ar1, то это A — P, а затем охладить до комнатной температуры, что может значительно сократить время отжига. Такой метод отжига называется изотермическим отжигом.
Такой метод отжига называется изотермическим отжигом.
Процесс:
Нагрейте сталь до температуры, превышающей Ac3 (или Ac1). После соответствующего времени сохранения тепла ее можно охладить до определенной температуры в области перлита, после чего аустенитное тело изменится на перлит, а затем процесс термообработки охлаждается до комнатной температуры.
Цель:
То же самое, что и полный отжиг, изменение легче контролировать.
Подходит для стали с более стабильным A: высокоуглеродистая сталь (wc> 0,6%), легированная инструментальная сталь, высоколегированная сталь (> 10% легирующих элементов).
Изотермический отжиг также полезен для достижения равномерной организации и производительности.
Однако он не подходит для стальных деталей большого сечения и крупносерийных печей, поскольку при изотермическом отжиге нелегко достичь изотермической температуры внутренней или серийной заготовки.
Неполный отжиг
Процесс:
Нагрев стали до температуры Ac1~Ac3 или Ac1~Accm. Процесс термообработки достигается путем медленного охлаждения после термоизоляции.
Процесс термообработки достигается путем медленного охлаждения после термоизоляции.
В основном данный метод используется для получения сферических перлитных структур для гиперэвтектической стали с целью устранения внутреннего напряжения, снижения твердости и улучшения обрабатываемости.
Сферификационный отжиг является разновидностью неполного отжига.
Сферификационный отжиг
Процесс термической обработки для сферификации карбида в стали с получением гранулированного перлита.
Процесс:
Нагрев до температуры, которая на 20 ~ 30 ℃ выше, чем Ac1, время выдержки не должно быть слишком долгим, обычно 2 ~ 4 часа. Обычно методом печного охлаждения, или изотермически около 20 ℃ ниже Ar1 в течение длительного времени.
В основном используется для эвтектоидной стали и гиперэвтектоидной стали, такой как углеродистая инструментальная сталь, легированная инструментальная сталь, подшипниковая сталь и т.д.
После прокатки и ковки гиперэвтектоидной стали, охлажденная воздухом структура представляет собой пластинчатый перлит и ретикулярный цементит. Такая структура твердая и хрупкая, ее не только трудно резать, но и легко деформировать и растрескивать в процессе последующей закалки.
Такая структура твердая и хрупкая, ее не только трудно резать, но и легко деформировать и растрескивать в процессе последующей закалки.
При сферификационном отжиге получают глобулярный перлит. В глобулярном перлите науглероженное тело выглядит как сферическая частица, а дисперсия распределяется по ферритовой матрице. Сферический перлит имеет не только низкую твердость, но и удобен для механической обработки.
Кроме того, зерно аустенита нелегко сделать крупным при нагреве, а склонность к деформации и растрескиванию мала при охлаждении.
Если в эвтектической стали имеется сетчатый цементит, необходимо устранить процесс нормализации перед сферификационом отжиге.
Цель:
Снизить твердость, получить однородную структуру, улучшить обрабатываемость для подготовки к закалке.
Существует много методов сферификационного отжига, в основном они включают:
A) Один процесс сферификационного отжига:
Нагрейте сталь до Ac1 более 20 ~ 30 ℃, сохранейте тепло в течение соответствующего времени, с медленным охлаждением печи. Требуется, чтобы исходная структура была мелкослоистым перлитом и не существовало сети науглероживания.
Требуется, чтобы исходная структура была мелкослоистым перлитом и не существовало сети науглероживания.
B) Изотермический сферификационный отжиг:
После теплоизоляции стали, вместе с печью охлаждается до температуры немного ниже Ar1 изотермический (обычно в Ar1 ниже 10 ~ 30 ℃).
После изотермического отжига с медленным охлаждением печи до около 500 ℃ затем вынуть сталь для воздушного охлаждения.
Он имеет преимущества короткого периода, равномерной сфероидизации и легкого контроля качества.
C) Процесс возвратно-поступательного сферического отжига.
Диффузионный отжиг (равномерный отжиг)
Процесс:
Нагрейте слиток, отливку или ковочную заготовку до температуры, которая немного ниже линии твердой фазы, в течение длительного времени, затем медленно охладите, чтобы устранить неоднородность химического состава.
Цель:
Для устранения дендритной сегрегации и региональной сегрегации в процессе затвердевания, для гомогенизации состава.
Температура диффузионного отжига очень высокая, обычно на 100 ~ 200 ℃ выше Ac3 или Accm, температура бетона зависит от степени сегрегации и марки стали.
Время сохранения тепла обычно составляет 10~15 часов.
После диффузионного отжига для доработки структуры необходим полный отжиг и нормализация.
Он применяется для некоторых высококачественных легированных сталей и сегрегации серьезных отливок и слитков из легированной стали.
Отжиг для снятия напряжения
Процесс:
Нагрев стали до определенной температуры ниже Ac1 (обычно 500 ~ 650 ℃), изоляция, а затем охлаждение с помощью печи. Температура отжига под напряжением ниже, чем у A1, поэтому отжиг под напряжением не вызывает структурных изменений.
Цель:
Устранение остаточного внутреннего напряжения.
Рекристаллизационный отжиг
Рекристаллизационный отжиг также известен как промежуточный отжиг.
Он заключается в нагреве холодной деформированной стали до температуры рекристаллизации и поддержания соответствующего времени, чтобы зерна деформации могли быть изменены в однородные и равные осевые зерна для устранения закалки и остаточного напряжения.
Для возникновения рекристаллизации необходимо сначала провести определенную холодную пластическую деформацию, а затем нагреть сталь до температуры выше определенной.
Минимальная температура для рекристаллизации называется самой низкой температурой рекристаллизации.
Самая низкая температура рекристаллизации общих металлических материалов составляет:
T рекристаллизации = 0,4T расплава.
Температура нагрева рекристаллизационного отжига должна быть выше самой низкой температуры рекристаллизации на 100 ~ 200 ℃ (минимальная температура рекристаллизации стали составляет около 450 ℃).
Медленное охлаждение после надлежащего сохранения тепла.
Как выбрать метод отжига
Выбор метода отжига обычно осуществляется по следующим принципам:
- Для различных сталей гипоэвтектоидной структуры обычно выбирают полный отжиг. Чтобы сократить время отжига, можно использовать изотермический отжиг.
- Сферификационный отжиг обычно используется в гиперэвтектоидной стали.
 Когда запрос не высок, отжиг можно не проводить. Инструментальная сталь, подшипниковая сталь часто подвергается сферификационному отжигу;
Когда запрос не высок, отжиг можно не проводить. Инструментальная сталь, подшипниковая сталь часто подвергается сферификационному отжигу;
Прессованные и штампованные детали из низкоуглеродистой или среднеуглеродистой стали иногда подвергаются сферификационному отжигу; - Для устранения технологического упрочнения может использоваться рекристаллизационный отжиг;
- Для устранения внутреннего напряжения, вызванного различными видами обработки, может быть использован отжиг под напряжением;
- Для того чтобы улучшить неоднородность структуры и химического состава высококачественной легированной стали, часто используется диффузионный отжиг.
2.2. Отжиг. Цель и назначение диффузионного, изотермического отжига.
Отжиг
— термическая обработка, при которой
сталь нагревается выше Ас3(или
только выше Ас1
— неполный отжиг) с последующим, медленным
охлаждением. Нагрев выше Ас3
обеспечивает полную перекристаллизацию
стали. Медленное охлаждение при отжиге
‘ Обязательно должно привести к распаду
аустенита и превращению его в перлитные
структуры. Нормализация есть разновидность
Нормализация есть разновидность
отжига, при нормализации охлаждение
проводят на спокойном воздухе, что
создает несколько более быстрое
охлаждение, чем при обычном отжиге. И
в случае нормализации превращение
должно произойти в верхнем районе
температур с образованием перлита, но
при несколько большем переохлаждении,
что определяет некоторое различие
свойств отожженной и нормализованной
стали.
Отжиг
и нормализация обычно являются
первоначальными операциями термической
обработки, цель которых — либо устранить
Некоторые дефекты предыдущих операций
горячей обработки (литья, ковки и т. д.),
либо подготовить структуру к последующим
технологическим операциям (например,
обработке резанием, закалке). Однако
довольно часто отжиг, и особенно
нормализация, являются окончательной
термической обработкой. Это бывает
тогда, когда после отжига или нормализации
получаются удовлетворительные с точки
зрения эксплуатации детали свойства и
не требуется их 1ьнейшее улучшение с
помощью закалки и отпуска.
Основные
цели отжига: перекристаллизация стали
и устранение внутренних напряжений или
исправление структуры.
Обе
эти задачи выполняются обычным полным
отжигом, заключающимся в нагреве стали
выше верхней критической точки с
последующим медленным охлаждением.
Феррито-перлитная структура переходит
при нагреве в аустенитную, а затем при
охлаждении аустенит превращается
обратно в феррит и перлит, т. е. Происходит
полная перекристаллизация.
Структура,
состоящая из крупных зерен перлита и
феррита, какая часто бывает после литья
или ковки, после такого отжига превращается
в структуру из мелких зерен феррита и
перлита.
Если
нет необходимости изменить расположение
ферритной составляющей, если исходная
структура не очень крупнозерниста, и
не имеет характера видманштеттовой
структуры, то достаточно провести более
низкий нагрев — выше Ас1,
но ниже Ас3.
При этом произойдет лишь перекристаллизация
перлитной составляющей, но не ферритной.
Это будет так называемый неполный
отжиг). Неполный отжиг—более экономичная
операция, чем полный, так как нагрев в
этом случае осуществляется до более
низких температур.
Если
исходная структура хорошая и нет
необходимости в перекристаллизации,
а требуется только снизить внутренние
напряжения, то нагрев под отжиг
ограничивают еще более низкими
температурами, ниже критической
точки. Это будет низкий отжиг. Очевидно,
что эта операция относится к первой
группе видов термической обработки
(отжиг I рода, тогда как полный и неполный
отжиг относится во второй группе (отжиг
II рода, или фазовая перекристаллизация).
Если исходное состояние имеет структуры
закалки (бейнит, мартенсит) то такую
операцию правельнее называют высоким
(смягчающим) отпуском.
Литая
сталь обычно характеризуется
неоднородностью состава, дендритной и
зональной ликвацией. Нагрев до высоких
температур и выдержка при них приводят
к устранению или смягчению дендритной
неоднородности. Такая операция называется
гомогенизацией, или диффузионным
отжигом. В результате высокого нагрева
В результате высокого нагрева
(обычно до 1000—1100°С) и длительной выдержки
наблюдается сильный рост зерна, и поэтому
после такой обработки структура
получается крупнозернистой и требуется
дополнительная операция термической
обработки для исправления структуры
(обычный отжиг).
Если
диффузионный отжиг был применен к
слиткам, которые будут подвергаться
пластической деформации (прокатке,
ковке), то необходимость в последующем
отжиге отпадает, так как крупнозернистая
структура исправится пластической
деформацией.
Неполный
отжиг заэвтектоидных сталей называют
также сфероидизацией, так как это —
основной способ получения зернистого
перлита. Выше было отмечено, что для
получения зернистого перлита нагрев
должен не на много превосходить
критическую точку Ас1,
в противном случае получается пластинчатый
перлит. Структурой зернистого перлита
должны обладать инструментальные стали,
так как это обеспечивает хорошую
обрабатываемость режущим инструментом
и малую склонность к перегреву при
закалке.
При
отжиге скорость охлаждения должна быть
такова, чтобы успели произойти превращения
аустенита при малой степени переохлаждения.
Практически скорость охлаждения не
должна быть больше 50—100 °С/ч, что
достигается охлаждением в печи. В
заводской практике с целью экономии
времени чаще проводят так называемый
изотермический отжиг. Для этого сталь,
нагретая выше верхней (или только нижней)
критической точки, охлаждается быстро
(точнее с любой скоростью) до температуры,
лежащей на 50—100 °С ниже равновесной
точки А1
и при этой температуре выдерживается
столько, сколько необходимо для полного
распада аустенита. Поскольку температуру
контролировать легче, чем скорость
охлаждения, такой отжиг дает более
стабильные результаты. В настоящее
время изотермический отжиг применяют
чаще, чем отжиг с непрерывным охлаждением,
особенно для легированных сталей, так
как это сокращает продолжительность
операции.
2.3.
Назовите режим термической обработки
/ температуру закалки, охлаждающую
среду и температуру отпуска / фрез из
стали У12. Опишите сущность проходящих
Опишите сущность проходящих
превращений, микроструктуру и твердость
инструмента после термообработки.
Сталь
У12: содержание
С – 1,15-1,24
Mn
– 0.15-0.35
Cr
— <0,15
Фреза
из стали
указанной группы должны закаливаться
в воде, с температуры 7900
С, с последующим низким отпуском 180-2000
С. Твердость рабочей части – 60-62 HRC.
Инструмент
из этих сталей имеет, как правило,
незакаленную сердцевину.
Сущность
происходящих процессов такова: происходит
неполная закалка, при которой нагрев
производят до температуры, лежащей
выше линии А1,
но ниже А3
и в структуре стали сохраняется
заэвтектоидный цементит, структура
мартенсит+цементит. Внутренние напряжения
создают значительную хрупкость поэтому
после закалки производится обязательный
отпуск.
Отжиг первого рода
ОБЩИЕ
ПОЛОЖЕНИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Под
термической
обработкой
понимают процессы, при которых путем
теплового воздействия изменяют структуру
металлов и сплавов.
Между
структурой и многими свойствами материала
существует закономерная
связь. Использование термической
обработки позволяет в широких пределах
изменять механические, физико-химические
и технологические свойства металлов и
сплавов. В технологическом процессе
изготовления деталей машин термическая
обработка может быть как промежуточной
операцией, которая подготавливает
структуру и улучшает технологические
свойства для последующих операций,
например обработки давлением или
резанием, так и окончательной ступенью,
когда формируются требуемые структура
и комплекс свойств.
Термическая
обработка заключается в нагреве до
определенной температуры, регламентированной
выдержке при этой температуре и
последующем охлаждении. Ее основными
параметрами являются
температура
нагрева,
длительность
выдержки,
скорости
нагрева и охлаждения.
Термическая
обработка может быть весьма сложной и
включать несколько циклов нагрева и
охлаждения, осуществление нагрева и
охлаждения по ступенчатому режиму,
охлаждение в область отрицательных
температур. Она может выполняться в
Она может выполняться в
сочетании с такими воздействиями, как
пластическая деформация, насыщение
поверхностных слоев изделий некоторыми
элементами и т. д.
КЛАССИФИКАЦИЯ
ВИДОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Вид
термической обработки определяется
типом фазовых и структурных
превращений в металлах и сплавах,
происходящих при тепловом
воздействии. В настоящее время наиболее
распространенной считается классификация
видов термической обработки, схема
которой
приведена на рис. 1.1. Термическая обработка
подразделяется на собственно термическую,
химико-термическую и термомеханическую.
Рис.
1.1. Классификация основных видов
термической обработки
Собственно
термическая
обработка
включает следующие основные виды: отжиг
первого рода, отжиг второго рода, закалку
без полиморфного превращения, закалку
с полиморфным превращением, старение
и отпуск.
Под
отжигом
понимают термическую обработку
обеспечивающую достижение равновесного
состояния или близкого к нему. При отжиге
При отжиге
первого рода
для этой цели не используются фазовые
превращения, хотя они могут протекать
во время его осуществления.
При
отжиге
второго рода
используются фазовые превращения,
протекающие при нагреве и охлаждении
по нормальному диффузионному механизму,
для достижения равновесного или близкого
к нему состояния.
Закалка
–
это
термическая обработка, при которой
получают неравновесные
структуры. Такой обработке подвергают
сплавы, имеющие фазовые превращения в
твердом состоянии. Различают два вида
закалки: без полиморфного превращения
и с полиморфным
превращением.
Закалка
без полиморфного превращения
–
это обработка, при которой быстрым
охлаждением фиксируют состояние сплава,
характерное для высоких температур.
При такой закалке возникает пересыщенный
твердый раствор.
При
закалке
с полиморфным превращением
в результате быстрого охлаждения
высокотемпературной фазы возникает
новая метастабильная
структура, отличная от той, которая
наблюдается в равновесном
состоянии.
Термическая
обработка, при которой закаленный
сплав подвергают дополнительному
нагреву в целях перехода в более
стабильное состояние, называется
старением,
или отпуском.
Обычно термин “старение” применяется
к сплавам, закалка которых не сопровождается
полиморфным превращением и приводит к
образованию пересыщенного твердого
раствора, а термин “отпуск” –
к сплавам, при закалке которых возникает
промежуточная метастабильная структура.
Химико-термическая
обработка
(ХТО) сочетает тепловое воздействие с
изменением химического состава
поверхностных слоев изделий. Обычно
при ХТО происходит насыщение наружной
зоны металла одним или несколькими
химическими элементами.
Для
сталей чаще всего используют насыщение
поверхностных слоев изделий углеродом
–
цементацию, азотом –
азотирование или совместно обоими
элементами –
нитроцементацию и цианирование.
Термомеханическая
обработка
(ТМО) — это совокупность операций
пластической деформации и термической
обработки, выполняемых в определенной
последовательности. Создавая
Создавая
при пластической деформации повышенную
плотность дефектов и определенное их
распределение, можно в существенной
мере воздействовать на структурообразование
при термической обработке и целенаправленно
изменять свойства.
Связь
термической обработки с диаграммой
состояния
Анализ
диаграмм состояний позволяет определить,
каким видам термической обработки может
быть подвергнут сплав, и наметить
температурные интервалы ее проведения.
Рассмотрим несколько примеров.
При
неограниченной растворимости компонентов
в твердом состоянии, например сплавы
системы Cu
– Ni
(рис.
1.2, а),
любые сплавы этой системы не претерпевают
при нагреве фазовых превращений, поэтому
кроме отжига первого рода никакие другие
виды термической обработки в них не
осуществимы. Неограниченная растворимость
компонента В в основном металле позволяет
проводить химико-термическую обработку.
Рис.
1.2. Диаграммы состояний
В
случае ограниченной растворимости
компонентов в твердом состоянии
(рис. 1.2, б)
сплавы, состав которых соответствует
участку AF
диаграммы, например сплавы системы Al
– Cu
при малом содержании меди, могут быть
подвергнуты лишь отжигу первого рода.
Для сплавов, располагающихся правее
точки F,
характерно
изменение растворимости компонента В
в основном металле при повышении
температуры. Их можно подвергать как
отжигу второго рода, так и закалке
без полиморфного превращения.
Нагрев
сплава состава C1
до
температуры t1
приводит
к образованию однородного α-твердого
раствора. При последующем медленном
охлаждении ниже линии DF
выделяется
β-фаза,
т. е. реализуется отжиг второго рода.
Если сплав быстро охладить, то можно
сохранить высокотемпературное состояние
при нормальных условиях. Возникнет
пересыщенный твердый раствор, так как
состав насыщенного твердого раствора
соответствует точке F.
Следовательно,
в таких сплавах
осуществима закалка
без полиморфного превращения.
Закаленный
сплав может быть подвергнут старению.
Нагрев проводят до температур, лежащих
ниже линии DF.
При
нагреве из пересыщенного твердого
раствора выделяется избыточная β-фаза
и сплав переходит в более равновесное
состояние.
Сплавы
системы с эвтектоидным превращением,
например сплавы на основе железа (рис.
1.2, в),
могут подвергаться различным видам
термической обработки. Если сплавы этой
системы нагреть до температур,
обеспечивающих получение γ-твердого
раствора, то при последующем медленном
охлаждении может быть реализован отжиг
второго рода, а при быстром –
закалка с полиморфным превращением.
Возможно и проведение химико-термической
обработки, но ее следует осуществлять
при температурах, когда основной
компонент А находится в γ-модификации
и растворимость компонента В в А
достаточно велика.
Диаграммы
состояний дают информацию о системах,
находящихся в равновесных условиях.
Используя диаграммы, можно при различных
температурах и для разных сплавов найти
число фаз, определить их химический
состав и количественное соотношение.
Но диаграммы
состояний не позволяют судить о механизме
превращений и их кинетике.
Целью
отжига первого рода является устранение
отклонений от равновесного состояния,
возникающих при различных технологических
операциях: литье, обработке давлением,
сварке, механической обработке. При
этом не используются фазовые превращения,
хотя они могут протекать в процессе
обработки. Отжиг заключается в нагреве
до определенной температуры, выдержке
и последующем, обычно медленном,
охлаждении.
Разновидности
отжига первого рода:
диффузионный
(гомогенизационный) отжиг,
дорекристаллизационный
отжиг,
рекристаллизационный
отжиг,
отжиг
для снятия внутренних напряжений
Диффузионный
(гомогенизационный) отжиг
осуществляется в целях устранения или
уменьшения последствий дендритной
ликвации. Дендритная, или внутрикристаллическая,
Дендритная, или внутрикристаллическая,
ликвация возникает при ускоренном
охлаждении сплавов в условиях недостатка
времени для диффузионного выравнивания
химического состава между участками
формирующихся кристаллов, возникшими
в начале и в конце кристаллизации. В
сталях наблюдается ликвация углерода,
примесей и легирующих элементов.
Информацию о ликвирующей способности
элементов дают диаграммы состояний, а
именно, взаиморасположение линий
ликвидуса и солидуса. Чем больше
расстояние между этими линиями, тем
выше способность элемента к ликвации.
О
склонности элемента к ликвации можно
также судить по величине коэффициента
распределения
к,
равного отношению концентраций этого
элемента в твердой и жидкой фазах в
условиях равновесия. Степень ликвации
повышается с увеличением разности
(1-к).
Как
видно из табл. 1, в стали в наибольшей
мере ликвируют сера, углерод и фосфор.
Но при кристаллизации в реальных условиях
на степень развития ликвации влияют и
другие факторы. Так, она зависит от
Так, она зависит от
диффузионной подвижности атомов
ликвирующего элемента. Например, судя
по величине (1
— к),
ликвирующая способность хрома невелика,
а химическая неоднородность по хрому
в литой стали может быть значительной
вследствие невысокой скорости диффузии
этого элемента.
Коэффициенты
распределения элементов в стали
Элемент | 1- | |
в | в | |
Сера | 0,98 | 0,98 |
Углерод | 0,87 | 064 |
Фосфор | 0,87 | 0,64 |
Кремний | 0,34 | 0,50 |
Марганец | 0,16 | 0,05 |
Хром | 0,03 | 0,03 |
На
степень развития ликвации влияет и
скорость охлаждения при кристаллизации.
В общем случае увеличение скорости
охлаждения приводит сначала к увеличению
дендритной ликвации. Но начиная с
некоторой скорости охлаждения, когда
становится возможным развитие
кристаллизации бездиффузионным путем,
степень проявления дендритной ликвации
должна уменьшаться.
Дендритная
ликвация может приводить к глубоким
изменениям структуры и фазового состава
стали. При кристаллизации в равновесных
условиях состав твердой фазы в любой
момент одинаков по всему объему. Во
время ускоренного охлаждения не успевает
происходить выравнивание химического
состава внешних и внутренних объемов
дендритов, поэтому твердая фаза в среднем
оказывается обедненной, а жидкая —
обогащенной легирующими элементами и
примесями по сравнению с кристаллизацией
в равновесных условиях. В результате
этого при определенной для каждой
системы степени отклонения состава
кристаллизующейся и жидкой фаз от
равновесных значений становится
возможным образование новых фаз, не
возникающих в равновесных условиях. В
В
заэвтектоидных сталях, например 9X2,
ХВГ
и др., возможно появление ледебуритной
эвтектики в приграничных объемах зерен.
Вследствие этого распределение карбидной
фазы становится неоднородным, возникает
карбидная
ликвация.
Дендритная
ликвация приводит к понижению пластичности,
ударной вязкости, а иногда и прочностных
свойств литой стали. Особенно значительное
снижение пластичности и ударной вязкости
наблюдается в тех случаях, когда в
результате дендритной ликвации появляются
хрупкие фазы.
При
горячей обработке давлением, например
прокатке, оси дендритов исходного слитка
ориентируются вдоль направления
деформации, в результате чего формируется
полосчатая
волокнистая структура.
Горячекатаные стали наследуют химическую
неоднородность литого состояния. При
крупном зерне и резко выраженной
дендритной ликвации возможно формирование
при прокатке строчечной структуры. В
доэвтектоидных сталях она представлена
в виде чередующихся полос (строчек)
феррита и перлита, а в заэвтектоидных
— перлита и карбидов. Обычно ферритная
Обычно ферритная
полосчатость наиболее ярко выражена в
случае строчечного расположения
неметаллических включений в горячекатаной
стали. Обогащение матрицы кремнием
(вблизи силикатных включений) или
обеднение марганцем (вблизи его сульфидов)
создает благоприятные условия для
образования полос феррита. Прокатка
сталей с карбидной ликвацией формирует
карбидную полосчатость.
Наличие
волокнистой структуры, а также строчечное
расположение различных фаз приводит к
появлению анизотропии механических
свойств горячекатаных и кованых сталей.
Анизотропия может наблюдаться для
пределов текучести и прочности, для
предела циклической прочности,
относительного удлинения и относительного
сужения, ударной вязкости. Особенно
отчетливо анизотропность проявляется
при оценке относительного сужения и
ударной вязкости. При сильно выраженной
химической и структурной неоднородности
может наблюдаться специфический вид
разрушения горячекатаной стали вдоль
направления прокатки. Поверхность
разрушения имеет слоистое строение.
Такой излом получил название шиферного.
Нагрев
при диффузионном отжиге должен быть
настолько высоким, чтобы обеспечить
интенсивное протекание диффузионных
процессов. В то же время температура
гомогенизации должна быть ниже температуры
плавления наиболее легкоплавких участков
в межосных объемах дендритов. Чаще всего
температура диффузионного отжига
выбирается в интервале 1100…1200 °С.
Длительность выдержки зависит от
химического состава стали, степени
дендритной ликвации и других факторов
и может достигать 10…15 ч. Следует
учитывать, что диффузия протекает
особенно интенсивно в начале выдержки,
когда градиент концентраций наибольший.
В процессе выдержки он непрерывно
уменьшается и скорость диффузии
снижается. Поэтому увеличение времени
выдержки сверх некоторого предела
нерационально. Скорость нагрева при
диффузионном отжиге обычно не
регламентируется. После выдержки
проводят медленное охлаждение, чаще
всего с печью.
Диффузионному
отжигу подвергают отливки, слитки и
иногда поковки из легированных сталей.
Как самостоятельная операция термической
обработки диффузионный отжиг используется
в основном для крупных литых изделий.
Выравнивание химического состава
приводит к улучшению комплекса
механических свойств.
Диффузионный
отжиг слитков удобно совмещать с нагревом
под прокатку или ковку. В случае проведения
диффузионного отжига улучшается
деформируемость стали при горячей
обработке давлением. Предварительный
отжиг уменьшает структурную полосчатость
и анизотропию механических свойств
прокатанной стали. Для среднелегированных
заэвтектоидных сталей, у которых в
результате неравновесной кристаллизации
образовались участки ледебуритной
эвтектики, диффузионный отжиг заметно
уменьшает карбидную неоднородность.
Для
интенсификации процесса гомогенизации
слитков используют ступенчатую
высокотемпературную обработку (СВТО).
Ее сущность заключается в следующем.
Во время первоначальной выдержки в
результате выравнивания химического
состава повышается температура плавления
наиболее легкоплавких межосных участков
дендритов и температуру отжига можно
повысить. При СВТО осуществляют
При СВТО осуществляют
ступенчатый нагрев с интервалами 20…40
°С и выдержками длительностью несколько
часов от 1120…1200 до 1230…1280 °С. СВТО чаще
всего подвергают высокоуглеродистые
легированные стали, что позволяет
повысить их технологическую пластичность
и снизить карбидную неоднородность в
деформированном состоянии.
Гомогенизация
деформированной структуры эффективней,
чем литой. Поэтому в ряде случаев может
оказаться полезным в процессе горячей
обработки давлением проведение
диффузионного отжига деформированной
заготовки перед последним переделом.
Необходимо заметить, что слитки из
углеродистых нелегированных сталей
специально диффузионному отжигу не
подвергают. Для устранения дендритной
ликвации по углероду достаточен обычный
нагрев под горячую деформацию, так как
углерод обладает высокой диффузионной
подвижностью в нелегированном аустените.
Диффузионный
отжиг сопровождается такими нежелательными
явлениями, как сильное окисление металла
и рост зерна аустенита. Для того чтобы
Для того чтобы
уменьшить окисление, целесообразно
отжиг проводить в печах с защитной
атмосферой. Если сталь используется в
литом состоянии и не подвергается в
дальнейшем пластической деформации,
то для измельчения зерна необходимо
проводить дополнительный отжиг второго
рода.
|
Навигация:
Топ: Основы обеспечения единства измерений: Обеспечение единства измерений — деятельность метрологических служб, направленная на достижение… Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного… Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж.
Интересное: Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего… Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья… Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются…
Дисциплины:
|
⇐ ПредыдущаяСтр 9 из 26Следующая ⇒
В реальных условиях кристаллизации расплава имеет место внутрикристаллическая ликвация: сердцевина кристалла обогащена тугоплавким компонентом, а наружные части сплава, а наружные – менее тугоплавким.
Внутрикристаллическая ликвация затрудняет последующую обработку давлением, т.к. снижает пластичность стали. Диффузионным отжигомназывают длительную выдержку сплавов при высоких температурах, в результате которой уменьшается ликвационная неоднородность твердого раствора.
Дендритная ликвация повышает склонность стали, обрабатываемой давлением, к хрупкому разрушению, она понижает пластичность, вязкость стали.
При высокой температуре протекают диффузионные процессы, не успевшие завершиться при первичной кристаллизации.
Диффузионному отжигу подвергают слитки легированных сталей, слитки алюминиевых сплавов.
В стальных слитках в результате диффузионного отжига достигается более равномерное распределение элементов в объеме зерен твердого раствора.
Его ведут при температуре 1100-1300 ° С с выдержкой 20-50 часов, затем медленное охлаждение. РЕКРИСТАЛЛИЗАЦИОННЫЙ ОТЖИГ
Это нагрев деформированных полуфабрикатов или деталей выше температуры рекристаллизации.
Этот вид отжига производится с целью устранения наклепа холоднодеформированного металла.
Напомню, что наклепанный металл очень тверд и хрупок, его кристаллическая решетка вследствие высокой плотности дислокаций и наличия большого количества дефектов, находится в неравновесном состоянии. Наклеп приходится устранять. Для этого требуется нагрев, стимулирующий диффузионные процессы. Цель рекристаллизационного отжига – понижение прочности и восстановление пластичности деформированного металла, получение заданного размера зерна.
Скорость охлаждения здесь не имеет большого значения – обычно на воздухе.
Температура рекристаллизации зависит от состава сплава и связана с температурой его плавления уравнением:
Трек. = а х Т пл., где
Тпл – температура плавления сплава в К
А –коэффициент, зависящий от состава сплава
У углеродистых сплавов – 0,4 у легированных – 0,8
Для углеродистых сталей рекристаллизационный отжиг проводится при температуре 600-700°С. ОТЖИГ ДЛЯ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Применяется для отливок, сварных изделий, деталей после обработки
резанием, т.е. деталях, в которых возникли остаточные напряжения. Они могут вызвать деформацию деталей в процессе эксплуатации, могут привести к преждевременному короблению или разрушению конструкции.
Температура отжига колеблется от 160 до 700°с последующим медленным охлаждением.
В стальных и чугунных отливках значительное снижение остаточных напряжений происходит в процессе выдержки при т-ре 450°С. Выдержка от нескольких до десятков часов в зависимости от массы.
Отжиг для снятия сварных напряжений происходит при т-ре 650-700°С. Многие детали прецизионных станков (ходовые винты, высоконагруженные зубчатые колеса, червяки) проходят отжиг после основной механической обработки при т-ре 570-600°С в течение 2-3 часов, и после окончательного шлифования – при т-ре 160-180°С и выдержке – 2-2,5 часа. ОТЖИГ ВТОРОГО РОДА
ТЕРМИЧЕСКАЯ ОБРАБОТКА СПЛАВОВ, СВЯЗАННАЯ С ФАЗОВЫМИ ПРЕВРАЩЕНИЯМИ. Цели отжига 2-го рода -снижение твердости -повышение пластичности -получение однородной мелкозернистой структуры, -полное снижение внутренних напряжений -улучшение обрабатываемости резанием
Это нагрев стали выше критических температур Асз и Ас1, выдержки и медленным охлаждении вместе с печью. В результате этого фазовые превращения приводят к достижению практически равновесного состояния. После отжига 2-рода получаются структуры, указанные в диаграмме состояния железо-цементит.
Следовательно, цель отжига 2-рода-снижение твердости, повышение пластичности и получение однородной мелкозернистой структуры. Одновременно при нем полностью снимаются остаточные напряжения.
При изотермическом отжиге – выдержка происходит при температуре 650°С в другой печи, затем идет охлаждение на спокойном воздухе. При этом уменьшается длительность процесса, структура становится более однородной. Он улучшает обработку резанием, чистоту поверхности, уменьшает деформации. Его используют для поковок (валы, шестерни, зубчатые колеса, муфты и др. детали небольших размеров).
⇐ Предыдущая45678910111213Следующая ⇒ Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни… Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого… Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим… Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
|
 ..
..



 ..
..Отжиг стали — статьи. Производственное Предприятие «Металлоцентр»
Отжиг стали — это процесс, при котором свойства стали повышаются для лучшей обрабатываемости. Операция представляет собой нагрев металла до отметки, немного превышающей критическую температуру стали (723 градуса по Цельсию), что замедляет ее остывание. Данная процедура проводится для подготовки материала к дальнейшей обработке.
Для чего проводится отжиг стали. Преимущества данного вида обработки
Существует три основные цели отжига стали:
- Сделать сталь более «податливой», чтобы ее можно было легко резать, сверлить и шлифовать.
- Повысить устойчивость металла и сделать его более прочным, чтобы она имел хорошую реакцию термообработки.
- Обеспечить наилучшие возможные свойства в конечном термообработанном продукте.
Таким образом, отжиг:
- размягчает сталь,
- повышает и улучшает обрабатываемость металла,
- повышает пластичность,
- увеличивает прочность,
- делает металл более однородным,
- подготавливает сталь к дальнейшей термической обработке.

Виды отжига стали
Существуют различные виды отжига:
Полный отжиг.
Процесс включает нагрев стали на 30—50 градусов по Цельсию выше критической температуры и поддержание этой температуры в течение определенного периода времени, а затем позволяет материалу медленно остывать внутри самой печи без каких-либо принудительных средств охлаждения. Горячие обработанные листы и отливки из средне- и высокоуглеродистых сталей нуждаются в полном отжиге.
Неполный отжиг
Этот процесс в основном подходит для низкоуглеродистой стали. Материал нагревается до температуры чуть ниже нижней критической температуры стали. Холодная обработка стали, как правило, способствует повышенной твердости и снижению пластичности: это усложняет обработку. Процесс отжига имеет тенденцию к улучшению этих характеристик. В основном осуществляется на холоднокатаной стали, такой как проволочная волоченая сталь и так далее.
Рекристаллизационный отжиг
Крупные отливки или сварные конструкции, как правило, обладают внутренними напряжениями, вызванными главным образом неравномерным охлаждением при их изготовлении. Это внутреннее напряжение вызывает хрупкость в изолированных местах отливок или конструкций, что может привести к внезапной поломке или разрушению материала. Этот процесс включает нагрев отливки или структуры примерно до 650 градусов по Цельсию. Температуру поддерживают постоянно в течение нескольких часов и дают медленно остыть.
Это внутреннее напряжение вызывает хрупкость в изолированных местах отливок или конструкций, что может привести к внезапной поломке или разрушению материала. Этот процесс включает нагрев отливки или структуры примерно до 650 градусов по Цельсию. Температуру поддерживают постоянно в течение нескольких часов и дают медленно остыть.
Диффузионный отжиг
Этот процесс подходит для высокоуглеродистых и легированных сталей, проводится с целью повышения их пластичности. В результате данной операции улучшается внутренняя структура стали. Это можно сделать двумя способами:
Материал нагревается чуть ниже нижней критической температуры около 700 градусов по Цельсию, она поддерживается в течение примерно 8 часов, затем медленно остывает.
Нагрев и охлаждение материала попеременно между температурами: чуть выше и ниже критической температуры.
Изотермический отжиг
Это процесс, при котором сталь нагревается выше верхней критической температуры. Это приводит к тому, что структура стали быстро превращается в аустенитную структуру. Затем сталь охлаждается до температуры ниже нижней критической температуры примерно от 600 до 700 градусов по Цельсию. Это охлаждение осуществляется с помощью принудительного охлаждающего средства. Затем температура поддерживается в течение определенного периода времени для получения однородной структуры в материале. Данная процедура применима для низкоуглеродистых и легированных сталей для повышения их обрабатываемости.
Затем сталь охлаждается до температуры ниже нижней критической температуры примерно от 600 до 700 градусов по Цельсию. Это охлаждение осуществляется с помощью принудительного охлаждающего средства. Затем температура поддерживается в течение определенного периода времени для получения однородной структуры в материале. Данная процедура применима для низкоуглеродистых и легированных сталей для повышения их обрабатываемости.
Как происходит отжиг стали
Нормализация — это процесс, который выполняется перед отжигом, и важно знать, как она работает, чтобы понять принцип отжига. На высоком уровне нормализация — это нагрев стали до высокой температуры для растворения карбида с последующим воздушным охлаждением для образования перлита.
Перлит фактически состоит из двух фаз: феррита и цементита. Феррит — это типичная фаза стали комнатной температуры с очень низким содержанием углерода (менее 0,02%), а цементит — это карбид железа с очень высоким содержанием углерода (примерно 6,67%).
Аустенит обогащается углеродом в зависимости от состава стали и температуры. Обе фазы формируются одновременно в чередующихся полосах, называемых «ламелями», что и есть перлит — «пластинчатая» структура. Это проще всего сделать с эвтектоидной сталью типа 1075, где образуется только перлит (а не карбид или феррит по отдельности).
Отжиг стали подразумевает три основных этапа:
- Нагрев заготовки до аустенитной температурной области — выше 750 °C.
- Равномерное распределение тепла по заготовке. Время может варьироваться в зависимости от размера выборки.
- Остывание детали внутри печи при выключенном источнике тепла.
Выбор вида обжига стали зависит от изначальных свойств металла, а также желаемых требований к будущему изделию. Специалисты компании «Металлоцентр» помогут вам выбрать оптимальную технологию. Обращайтесь по телефонам в Москве: +7 (495) 730-222-4, +7 (985) 540-01-00.
Отжиг стали различного вида: методы, оборудование, особенности
Главная » Обработка металла » Термообработка » Что нужно знать об отжиге стали?
На чтение 4 мин
Содержание
- Что такое отжиг и зачем он нужен?
- Виды
- Изотермический
- Диффузионный
- Рекристаллизационный
- Полный
- Неполный
- Какое оборудование используется?
- Особенности отжига различных видов стали
При производстве разных видов металла сырьё проходит ряд технологических операций. Одна из них — отжиг стали. При проведении этого этапа обработки металл обретает определённые параметры, без которых он не может переходить на следующие технологические операции.
Одна из них — отжиг стали. При проведении этого этапа обработки металл обретает определённые параметры, без которых он не может переходить на следующие технологические операции.
Отжиг стали
Что такое отжиг и зачем он нужен?
Метод отжига необходим для улучшения характеристик, изменения свойств металлов и сплавов. Благодаря дополнительной термообработке можно достичь следующих целей:
- Снизить показатель твердости. Это позволяет тратить меньше усилий на дальнейшую обработку материала, использовать больше инструментов.
- Изменить структуру. Получается однородная микроструктура, которая улучшает физические, механические характеристики.
- С помощью нагрева мастера снижают внутреннее напряжение, возникающее в материале на первых этапах работы с сырьём.
Виды
Выделяется два ключевых метода отжига — 1-го и 2-го рода. Первый вариант подразумевает обработку теплом, после которой не изменяется структура материала. Однако он обретает нужные параметры. При проведении обработки 2-го рода структура металла изменяется кардинально. При этом нужно правильно провести охлаждение, чтобы не ухудшить характеристики.
Первый вариант подразумевает обработку теплом, после которой не изменяется структура материала. Однако он обретает нужные параметры. При проведении обработки 2-го рода структура металла изменяется кардинально. При этом нужно правильно провести охлаждение, чтобы не ухудшить характеристики.
Изотермический
Принцип изотермического отжига заключается в том, что сырье нагревается до аустенитного состояния. Далее происходит процесс охлаждения. Температура медленно опускается до 680 градусов по Цельсию. Деталь выдерживается при низкой температуре до тех пор, пока не получится перлит. Далее изделию дают остыть при комнатных условиях. Этот вид обработки применяется при производстве легированных сталей.
Изотермический нагрев отличается от других видов удержанием одной температуры при охлаждении. Это позволяет добиться равномерного и полноценного изменения структуры, что положительно влияет на технические характеристики сплавов, однородных металлов.
Изотермический отжиг
Диффузионный
Экстремальный вид разогрева изделий. Диффузионный отжиг проводится при критических показателях. После такого способа обработки у материалов увеличивается пластичность, снижается твердость. Можно применять больше методов для дальнейшей работы с заготовками, затрачивать меньше энергии.
Диффузионный отжиг проводится при критических показателях. После такого способа обработки у материалов увеличивается пластичность, снижается твердость. Можно применять больше методов для дальнейшей работы с заготовками, затрачивать меньше энергии.
При повышении температур свыше критической отметки нужен строгий контроль. Если технология применяется с ошибками или отклонениями, можно пережечь заготовку. Чтобы выбрать правильный температурный режим, был разработан справочник. Диффузный разогрев позволяет добиться следующих изменений:
- увеличения зёрен;
- уменьшения избыточных фаз;
- нормализации структуры изделия.
Однако есть один минус. Из-за экстремальной обработки увеличиваются поры, что негативно сказывается на целостности заготовки.
Рекристаллизационный
Рекристаллизационный отжиг — метод, с помощью которого металлурги избавляются от большинства минусов металла, сплава. Заготовки разогревается свыше температуры изменения структуры на 200 градусов. Так обрабатываются металлические прутья, арматура, проволока, листовой прокат.
Так обрабатываются металлические прутья, арматура, проволока, листовой прокат.
Полный
При выполнении полного разогрева металлических деталей их температура повышается до критических отметок. После этого температурный режим устанавливается в одном положении, деталь выдерживается определённый промежуток времени. Далее заготовка охлаждается по специальному графику.
Неполный
Процесс неполного нагрева отличается от полного тем, что температура металлических деталей не доходит до критического уровня. Длительное охлаждение также не требуется.
Технологии точно описаны ГОСТами, которые устанавливают ряд правил относительно их проведения. Нарушение требований может привести к браку изделий, разрушению оборудования.
Какое оборудование используется?
- Шахтные печи. Подходят для разных технологических процессов, связанных с металлическими заготовками.
 Могут разогреваться газом или электрическими элементами.
Могут разогреваться газом или электрическими элементами. - Камерные печи. Используются для нагрева заготовок небольшого размера.
- Печи с установленным механизмом выдвигающегося пода. Предназначены для термической обработки крупногабаритных деталей. Сверху на конструкции закрепляется кран балка, с помощью которой заготовки выгружаются, загружаются новые.
- Вакуумные печи. Используются при термообработке быстрорежущих сталей, тугоплавких металлов, титана, меди.
Оборудование для отжига
Особенности отжига различных видов стали
При нагреве разных видов стали нужно учитывать содержание углерода в их составе. Отжиг стали требует знания состава материала. Показатель твердости зависит от температуры нагрева, выдержки, охлаждения.
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-57’, blockId: ‘R-A-1226522-57’ })})»;cachedBlocksArray[266488] = «window.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»;cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»;
cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»;
cachedBlocksArray[277810] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»;
cachedBlocksArray[266487] = «window.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»;cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»;
cachedBlocksArray[266492] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;
( Пока оценок нет )
Поделиться
annealing_(metallurgy)
Отжиг , в металлургии и материаловедении, представляет собой термическую обработку, при которой материал изменяется, вызывая изменения его свойств, таких как прочность и твердость. Это процесс, который создает условия путем нагревания и поддержания подходящей температуры, а затем охлаждения. Отжиг используется для придания мягкости, снятия внутренних напряжений, уточнения структуры и улучшения свойств холодной обработки.
Это процесс, который создает условия путем нагревания и поддержания подходящей температуры, а затем охлаждения. Отжиг используется для придания мягкости, снятия внутренних напряжений, уточнения структуры и улучшения свойств холодной обработки.
В случае меди, стали и латуни этот процесс выполняется путем существенного нагревания материала (обычно до свечения) в течение некоторого времени и медленного охлаждения. Таким образом, металл размягчается и подготавливается к дальнейшей обработке, такой как формовка, штамповка или формовка.
Дополнительные рекомендуемые знания
Содержимое
|
Стадии отжига
Процесс отжига состоит из трех стадий, первой из которых является фаза восстановления, которая приводит к размягчению металла за счет удаления кристаллических дефектов (основным типом которых является линейный дефект, называемый дислокацией) и внутренних напряжений, которые они вызывают. причина. Вторая фаза — рекристаллизация, когда зарождаются и растут новые зерна, замещающие деформированные внутренними напряжениями. Если продолжить отжиг после завершения рекристаллизации, произойдет рост зерен, при котором микроструктура начнет укрупняться, что может привести к тому, что механические свойства металла будут ниже удовлетворительных.
причина. Вторая фаза — рекристаллизация, когда зарождаются и растут новые зерна, замещающие деформированные внутренними напряжениями. Если продолжить отжиг после завершения рекристаллизации, произойдет рост зерен, при котором микроструктура начнет укрупняться, что может привести к тому, что механические свойства металла будут ниже удовлетворительных.
Отжиг в контролируемой атмосфере
Низкая температура отжига (около 50 °F выше линии C3) может привести к окислению поверхности металла, что приведет к образованию окалины. Если необходимо избежать накипи, отжиг проводят в атмосфере, не содержащей кислорода, углерода и азота (во избежание окисления, науглероживания и азотирования соответственно), такой как эндотермический газ (смесь монооксида углерода, газообразного водорода и азот).
Магнитные свойства мю-металла (сердечники Эспея) придаются отжигом сплава в атмосфере водорода.
Диффузионный отжиг полупроводников
В полупроводниковой промышленности кремниевые пластины отжигают, так что атомы примеси, обычно бора, фосфора или мышьяка, могут быть включены в позиции замещения в кристаллической решетке, что приводит к резким изменениям электрических свойств полупроводникового материала.
Термодинамика отжига
Отжиг происходит путем диффузии атомов внутри твердого материала, так что материал приближается к своему равновесному состоянию. Тепло необходимо для увеличения скорости диффузии, обеспечивая энергию, необходимую для разрыва связей. Движение атомов приводит к перераспределению и разрушению дислокаций в металлах и (в меньшей степени) в керамике. Это изменение дислокаций позволяет металлам легче реформироваться, что увеличивает их пластичность.
Количество инициирующей процесс свободной энергии Гиббса в деформированном металле также уменьшается в процессе отжига. На практике и в промышленности такое уменьшение свободной энергии Гиббса называют «снятием стресса».
Снятие внутренних напряжений является термодинамически самопроизвольным процессом; однако при комнатной температуре это очень медленный процесс. Ускорению этого процесса служат высокие температуры, при которых происходит процесс отжига.
Реакция, облегчающая возвращение нагартованного металла в его свободное от напряжений состояние, имеет множество путей реакции, в основном связанных с устранением градиентов решеточных вакансий в теле металла. Создание решеточных вакансий регулируется уравнением Аррениуса, а миграция/диффузия решеточных вакансий регулируется законами диффузии Фика.
Создание решеточных вакансий регулируется уравнением Аррениуса, а миграция/диффузия решеточных вакансий регулируется законами диффузии Фика.
Механические свойства, такие как твердость и пластичность, изменяются по мере устранения дислокаций и изменения кристаллической решетки металла. При нагревании при определенной температуре и охлаждении атом может оказаться в правильном узле решетки, а рост новых зерен может улучшить механические свойства.
Специализированные циклы отжига
Нормализация
Нормализация — это процесс отжига, при котором металл после нагрева охлаждается на воздухе.
Этот процесс обычно ограничивается закалкой стали. Он используется для измельчения зерен, деформированных в результате холодной обработки, и может улучшить пластичность и ударную вязкость стали. Он включает в себя нагрев стали чуть выше ее верхней критической точки. Его замачивают на короткое время, а затем дают остыть на воздухе. Образуются мелкие зерна, которые дают гораздо более твердый и прочный металл с нормальной прочностью на растяжение, а не с максимальной мягкостью, достигаемой при отжиге.
Полный отжиг
Полный отжиг обычно приводит к самому мягкому состоянию, которое может принять металл. Чтобы выполнить полный отжиг, металл нагревают до точки отжига и выдерживают в течение некоторого времени, чтобы материал полностью аустенизировался. Затем материалу дают медленно остыть, чтобы получить равновесную микроструктуру. В некоторых случаях это означает, что материал охлаждается на воздухе. В других случаях материалу дают остыть в печи. Детали процесса зависят от типа металла и конкретного сплава. В любом случае в результате получается более пластичный материал, который имеет большее удлинение и уменьшение площади, но более низкий предел текучести и предел прочности при растяжении. Этот процесс также называется отжигом LP для пластинчатого перлита в сталелитейной промышленности, в отличие от технологического отжига, который не заботится о микроструктуре и имеет целью только размягчение материала. Часто отожженный материал подвергается механической обработке, после чего следует дальнейшая термообработка для получения желаемых конечных свойств.
См. также
- Отпуск, который очень похож на снятие напряжений и термообработка после сварки (PWHT)
- Отжиг (стекло)
- Термическая обработка
- Параметр Холломона-Джаффе
9 Типы отжига — Условия и требования [обновлено]
Перед типами отжига , необходимо знать Отжиг или размягчение стали значение . Отжиг стали означает нагрев стали до заданной температуры, выдержку стали при этой температуре в течение заданного времени и, наконец, медленное охлаждение до комнатной температуры.
В комплексном руководстве по отжигу стали обсуждаются следующие темы;
- Отжиг развитие микроструктуры
- Стадии отжига
- Типы отжига
- Снятие текстуры, разработанная во время простуды с размягчением
- Расчеты размер зерна и ориентация на зерна. Мы можем использовать ImageJ и Origin 8.

- Испытание на твердость по Виккеру
- Испытание на твердость по Бринеллю
- Испытание на твердость по Роквеллу
- Диаграмма ТТТ в стали
- Влияние легирующих элементов на сталь | Диаграмма ТТТ | Фазовая диаграмма карбида железа
- Процесс отпуска стали
- Дефект при термической обработке
- Для снятия внутренних напряжений, возникающих в стали во время затвердевания
- Для улучшения обрабатываемости
- Для уменьшения размера зерна грубой структуры
- Для улучшения прочности и пластичности диаграмма.
 Существует три основных заранее определенных типа отжига, предназначенных для тех температурных диапазонов, которые:
Существует три основных заранее определенных типа отжига, предназначенных для тех температурных диапазонов, которые: - Полный отжиг
- Частичный отжиг
- Подкритический отжиг
Помимо температуры, время имеет первостепенное значение. Особенности микроструктуры также влияют на время и температуру отжига. В приведенном ниже посте мы упомянули обычно используемые в отрасли методы смягчения;
Типы отжига Существует девять типов отжига в зависимости от температуры, цели и атмосферы размягчения, а именно:
- Full Annealing
- Iso-thermal annealing
- Diffusion Annealing
- Partial annealing
- Recrystallization Annealing
- Process annealing
- Spheroidization annealing
- Bright Annealing
- Отжиг для снятия напряжения
Типы отжига в зависимости от требуемых температур отображаются ниже;
Содержание
Полный отжиг (Виды отжига)
В этом процессе сталь нагревают до верхней критической температуры, а затем, после достижения гомогенного аустенита, медленно охлаждают.
 Требования к температуре в случае доэвтектоидной стали и заэвтектоидной стали по-разному упоминаются ниже;
Требования к температуре в случае доэвтектоидной стали и заэвтектоидной стали по-разному упоминаются ниже;Эта разница в требованиях к температуре объясняется выше в разделе развития микроструктуры.
Скорость нагрева также является важным фактором при полном отжиге. Полный отжиг обеспечивает более мягкую структуру с меньшей твердостью и высокой пластичностью. При более низкой скорости нагрева размер аустенита увеличивается в большей степени, образуя очень крупные зерна при охлаждении. Это приводит к чрезвычайно низкой твердости.
Очень крупные зерна перлита и цементита также могут быть получены в случае более высокой температуры аустенизации и более длительного времени выдержки. После видов разупрочнения мы изучили влияние температуры аустенизации на размер зерна отожженной структуры и его связь с механическими свойствами.
Цель полного отжига
- Измельчение размера зерна в горячедеформированных и литейных сталях;
Горячедеформированные и литые стали имеют грубую микроструктуру.
 Грубая микроструктура может также включать развитие видманштеттовской микроструктуры. Единственный возможный способ оптимизировать микроструктуру для получения более тонкого перлита. Это возможно с помощью процесса полного отжига. В этом процессе сталь с грубой микроструктурой или видманштеттовыми характеристиками быстро нагревают до температуры аустенита для получения полного тонкого аустенита. Затем, оттуда, мы используем медленное охлаждение, чтобы получить относительно более тонкую микроструктуру без напряжения, имеющую большую твердость.
Грубая микроструктура может также включать развитие видманштеттовской микроструктуры. Единственный возможный способ оптимизировать микроструктуру для получения более тонкого перлита. Это возможно с помощью процесса полного отжига. В этом процессе сталь с грубой микроструктурой или видманштеттовыми характеристиками быстро нагревают до температуры аустенита для получения полного тонкого аустенита. Затем, оттуда, мы используем медленное охлаждение, чтобы получить относительно более тонкую микроструктуру без напряжения, имеющую большую твердость.- Для снятия внутренних напряжений
Мы говорили о стадиях размягчения, когда напряжения снимаются в процессе диффузии, а максимальные напряжения снимаются еще до пересечения линии A1. В некоторых случаях, например, для сложных форм, требующих постобработки, нам нужно было удалить все возможные типы напряжений, чтобы снизить процент брака при обработке. В этих особых случаях предпочтительным является полный отжиг.

- · Размягчение стали перед процессом механической обработки
Мы обсуждали выше; процесс механической обработки требует удаления материала с использованием инструментов. Этот процесс удаления вызывает большие напряжения в материале. Вероятность возникновения трещин увеличивается, если сталь содержит большое количество остаточных напряжений.
- · Удаление микроструктурных дефектов
Изотермический отжиг
При полном отжиге сталь нагревается выше линии А3, а затем медленно охлаждается. Хотя этот процесс кажется необходимым, время, необходимое для завершения процесса, значительно делает его неэкономичным в некоторых случаях. Изотермический отжиг считается модифицированной формой полного размягчения. В основном этим процессом могут быть полностью отожжены более короткие и менее сложные детали, которые обычно не подвержены высоким внутренним напряжениям. Вы можете увидеть разницу на картинке, приведенной в разделе «Полный отжиг».
При изотермическом отжиге сталь нагревается выше верхней критической температуры, что обеспечивает равномерную аустенизацию всей стальной детали. После этого стальная деталь быстро охлаждается ниже линии Al или эвтектоидного превращения, т.е. 600-700°С. Для такого быстрого охлаждения используется отдельная печь, в которой поддерживается эта температура. От этой температуры сталь охлаждается на воздухе.
Этот процесс подходит для последующей обработки компонентов. В этом процессе, поскольку медленное охлаждение эффективно используется только в низкотемпературной области, будет сэкономлено время, что сделает процесс полного отжига очень экономичным. Как и в случае полного процесса отжига, заэвтектоидные стали не могут обрабатываться с помощью этого процесса.
Диффузионный отжиг
Литые конструкции обычно содержат различные дефекты литья, такие как дендритная структура, сегрегация легирующих элементов и столбчатые зерна, вызывающие неоднородность и относительно более низкие механические свойства.
 Эти типы дефектов чаще встречаются в отливках из простой углеродистой стали и отливках из высоколегированной стали.
Эти типы дефектов чаще встречаются в отливках из простой углеродистой стали и отливках из высоколегированной стали.Для устранения этих дефектов используется технологический отжиг. При этом особом виде диффузионного отжига стальную отливку нагревают до достаточно высокой температуры в аустенитной области и выдерживают там 10-20 часов. Это время выдержки при такой высокой температуре дается для оболочки, чтобы обеспечить диффузию элементов и удаление дендритной структуры. После выдержки отливку охлаждают в печи. Мы уже обсуждали, что в заэвтектоидных сталях, где существует вероятность образования цементитной сетки на границах зерен, процесс нормализации используется вместо печного охлаждения.
Поскольку стальная деталь нагревается до высокой температуры и остается там в течение 10-20 часов, вероятность образования накипи на поверхности стали выше. Это образование накипи требует удаления отожженной поверхности после завершения процесса, что приводит к увеличению стоимости продукта.

Помимо образования накипи, во время этого процесса диффузионного отжига также происходит укрупнение зерна. При высокотемпературной выдержке происходит укрупнение аустенитных зерен, в результате чего образуется грубая перлитная микроструктура. Грубая микроструктура перлита обеспечивает более низкие механические свойства. Эта проблема решается вторым процессом низкотемпературного размягчения для измельчения зерна или процесса холодной обработки.
Более высокая температура нагрева, более длительное время выдержки, образование окалины и устранение укрупнения зерна в стальных отливках делают этот процесс дорогостоящим.
Частичный отжиг (Виды отжига)
Другим названием частичного отжига является межкритический отжиг. Межкритический член указывает на область между верхним и нижним критическими участками фазовой диаграммы. I t упоминается Раздел развития микроструктуры отжига, есть две области, т. е. доэвтектоидные стали и заэвтектоидные стали.
 Этот тип обработки особенно подходит для заэвтектоидных сталей.
Этот тип обработки особенно подходит для заэвтектоидных сталей.При частичном отжиге сталь нагревается чуть выше линии A1, после чего производится медленное охлаждение. Как мы объяснили в развитии микроструктуры, частичный отжиг предпочтительнее для высокоуглеродистых сталей, поскольку он приводит к образованию тонкого перлита и мартенсита вместо хрупкой сети мартенсита по границам зерен.
Этот вид отжига также предпочтителен для доэвтектоидных сталей, требующих только улучшения обрабатываемости. При высоких температурах, таких как линия выше A1, цельнозерновой материал не подвержен деформации и снижает вероятность растрескивания во время обработки. Поскольку температура и время процесса меньше по сравнению с полным отжигом, по возможности частичный отжиг предпочтительнее полного отжига.
В структурах, где присутствовал крупнозернистый перлит или видманштеттеновый феррит, частичный отжиг становится неэффективным. При частичном отжиге аустенитное превращение является неполным и не может полностью удалить имеющуюся видманштеттову структуру.
 Так что в этих случаях предпочтительнее полное умягчение.
Так что в этих случаях предпочтительнее полное умягчение.Рекристаллизационный отжиг
Рекристаллизационный отжиг считается докритическим отжигом. Этот тип умягчения выполняется ниже эвтектоидного преобразования или линии A1. Поэтому никакого фазового превращения не произойдет.
Рекристаллизация в названии предполагает, что размягчение выполняется с областью второй стадии отжига. В этой области, как объяснялось ранее, все напряженные удлиненные зерна превращаются в равноосные мелкие зерна. Температуру рекристаллизации можно оценить по следующей формуле;
Эта формула предполагает, что чистое железо имеет температуру рекристаллизации 450-490oC. Мы должны понимать несколько важных фактов, таких как присутствие углерода и других легирующих элементов, которые замедляют процесс диффузии и снижают температуру рекристаллизации. Поэтому рекристаллизационная температура разупрочнения увеличивается с увеличением добавки углерода и легирующих элементов.
Для низкоуглеродистой и среднеуглеродистой стали температуру рекристаллизации повышают до 650-690°С.
 Для высокоуглеродистой стали температуру рекристаллизации повышают до 710°С. напряжения, возникающие при механической обработке и измельчении зерна.
Для высокоуглеродистой стали температуру рекристаллизации повышают до 710°С. напряжения, возникающие при механической обработке и измельчении зерна.Здесь следует понимать, что рекристаллизация также зависит от механической обработки. Как объяснялось ранее, недавно развитые зерна образуются за счет движения границ зерен под большим углом и для уменьшения энергии деформации, запасенной в материале. В отсутствие высокой энергии деформации границы зерен уже будут находиться в равновесном положении, и диффузия невозможна, что приведет к укрупнению зерен без зарождения субзерен.
Процесс отжига
Используемое здесь слово процесс указывает на то, что размягчение этого типа выполняется как своего рода промежуточный этап. Другое название, которое мы можем дать технологическому отжигу, — это промежуточный рекристаллизационный отжиг.
При чрезмерной механической обработке вводят несколько промежуточных процессов отжига для снятия напряжения.
 На этих стадиях технологического отжига рекристаллизация может быть полностью завершена, а может и не быть завершена. Это отличает рекристаллизационный отжиг от частичного отжига.
На этих стадиях технологического отжига рекристаллизация может быть полностью завершена, а может и не быть завершена. Это отличает рекристаллизационный отжиг от частичного отжига.Детали, которые изготавливаются методом холодной обработки, такой как штамповка, экструзия, прокатка, часто подвергаются этой обработке.
Температура технологического отжига аналогична рекристаллизационному отжигу.
Сфероидизация (Виды отжига)
Этот тип разупрочнения применяется для получения максимальной мягкости стальных конструкций, в частности, из высоколегированных инструментальных сталей и высокоуглеродистых сталей. Микроструктура сфероидизированной стали представляет собой крупные глобулы цементита вместе с ферритовой матрицей. В среднеуглеродистой стали предпочтительна 50% сфероидальная микроструктура и 50% пластинчатая микроструктура для достижения оптимальных свойств. Станки являются важными приложениями сфероидизации.
 Хорошая обработка требует выполнения следующих требований;
Хорошая обработка требует выполнения следующих требований; - Сила резания и скорость
- Чистота обработанной поверхности
Сила резания и скорость имеют косвенную связь. При более высокой скорости резания создаваемая сила мала. Сталь, обработанная с использованием высокой скорости резания, имеет хорошее качество поверхности и улучшает обрабатываемость.
В случае закаленной стали, твердость которой зависит от тонкой структуры и мартенситного превращения, необходимая сила резания очень высока, что автоматически снижает скорость резания обрабатываемого металла.
В случае чрезвычайно мягких сталей, когда при механической обработке образуются длинные непрерывные токарные обработки, а не непрерывная мелкая стружка. Это приводит к плохой поверхности машины, и в результате качество машины считается плохим.
Итак, мы установили здесь критерии, средний уровень прочности и твердости важен для лучшей обрабатываемости.

В случае отожженной низкоуглеродистой стали твердость очень низкая. Вот почему нормализованная низкоуглеродистая сталь обеспечивает оптимальный уровень твердости и ударной вязкости для обрабатываемости.
В случае среднеуглеродистой стали твердость и ударная вязкость находятся в балансе уже в отожженном состоянии. Вот почему среднеуглеродистая сталь легче обрабатывается в отожженном состоянии.
В случае высокоуглеродистой стали, инструментальной стали, подшипниковой стали и других классов легированных сталей твердость очень высока. Сфероидизация проводится для получения шаровидного цементита, чтобы сделать структуру мягкой, что обеспечивает оптимальные свойства для обрабатываемости.
Сфероидизирующая трансформация
Во время сферодизации цементитная сеть превращается в сфероиды из-за длительного нагревания, что является идеальной структурой для операций механической обработки и формовки. Результирующая микроструктура имеет глобулы с наименьшей энергией, поскольку межфазные поверхности феррита и цементита меньше, образуя стабильную структуру.
 Сфероидный отжиг — это очень медленный процесс, который осуществляется либо путем длительного нагревания чуть выше нижней критической температуры, либо путем попеременного нагрева и охлаждения выше и ниже нижней критической температуры.
Сфероидный отжиг — это очень медленный процесс, который осуществляется либо путем длительного нагревания чуть выше нижней критической температуры, либо путем попеременного нагрева и охлаждения выше и ниже нижней критической температуры.Светлый отжиг (типы отжига)
При светлом отжиге стальные детали размягчаются в присутствии атмосферы, чтобы защитить поверхность и сохранить яркость стальной поверхности, какой она была до размягчения. Защитными средами, которые используются в печах для защиты поверхности стали, являются восстановительная газовая среда, аргон, чистый водород и азот.
Отжиг для снятия напряжения
Внутренние напряжения существуют в деталях после выполнения различных операций и сохраняются даже после удаления источника. Операции, вызывающие эти внутренние или запирающие напряжения, включают операции холодной деформации, механическую обработку, быстрый нагрев, охлаждение и фазовые переходы в твердом состоянии при термической обработке, неравномерное охлаждение при литье, расширение и сжатие сварных швов.

Эти остаточные напряжения являются смертельными для детали, когда они помещаются в приложение, поскольку они приводят к растрескиванию, межкристаллитной коррозии и изменению размеров или деформации. Для преодоления этих остаточных напряжений после операций холодной деформации, механической обработки, закалки и формовки проводят отжиг для снятия напряжений. При отжиге для снятия напряжений деталь нагревается ниже нижней критической линии без изменения микроструктуры материала. Нагрев инициирует пластическую деформацию в областях упругой деформации, которые являются источником остаточных напряжений, частично или полностью снимая напряжения, не вызывая изменения размеров.
Справочные материалы (виды отжига)
1 – Термическая обработка: принципы и методы
2 – Закалка, отпуск и термическая обработка (цеховая практика)
3 – Термическая обработка, выбор и применение инструментальных сталей 2E
Диффузия Отжиг | Научный.Нет
Заголовок статьиСтраница
Влияние промежуточной термообработки на формирование и структуру сверхпроводящих слоев в многожильных Nb 3 Провода на основе олова
Аннотация: В настоящей работе методом СЭМ и ПЭМ исследованы многожильные проволоки на основе Nb 3 Sn со связанными нитями Nb после различных режимов промежуточных отжигов, включая кратковременные высокотемпературные термообработки, и после двухстадийного диффузионного отжига.
 Во всех исследованных проволоках выявлено образование некоторого количества предварительно прореагировавших слоев Nb 3 Sn, количество которых зависит от диаметра проволоки, температуры и продолжительности промежуточной термообработки. На структуру конечных диффузионных слоев также влияют режимы этих предварительных обработок. Проведенные исследования позволяют выявить оптимальные режимы термообработки для формирования наиболее совершенной нанокристаллической структуры сверхпроводящих слоев, обеспечивающие наиболее высокие плотности критического тока.
Во всех исследованных проволоках выявлено образование некоторого количества предварительно прореагировавших слоев Nb 3 Sn, количество которых зависит от диаметра проволоки, температуры и продолжительности промежуточной термообработки. На структуру конечных диффузионных слоев также влияют режимы этих предварительных обработок. Проведенные исследования позволяют выявить оптимальные режимы термообработки для формирования наиболее совершенной нанокристаллической структуры сверхпроводящих слоев, обеспечивающие наиболее высокие плотности критического тока.239
Морфология и структура диффузионных слоев в сверхпроводниках на основе Nb 3 Sn различной геометрии
Аннотация: На основе оригинальных исследований авторов (с соавторами) дан краткий обзор эволюции структуры и морфологии сверхпроводящих слоев Nb 3 Sn, формирующихся при различных режимах диффузионного отжига в многожильных сверхпроводниках Nb/Cu–Sn различной конструкции.
 и имеющиеся публикации. Сравниваются различные режимы твердофазного диффузионного формирования сверхпроводящей фазы. Возможные механизмы Nb 3 Обсуждается зародышеобразование Sn при диффузионной реакции нитей Nb и бронзовых матриц. Рассмотрено влияние различных легирующих элементов, особенно Ti, на формирование сверхпроводящей фазы, ее структуру и морфологию, а, следовательно, и на токонесущие способности многожильных проводов на основе Nb 3 Sn. Особое внимание уделено влиянию режима легирования Ti, содержания этого легирующего элемента и режимов диффузионного отжига на структуру, морфологию и результирующие характеристики обработанных бронзой проволок со связанными нитями ниобия, разработанных в Институте им. Бочвара. неорганических материалов для создания Международного термоядерного экспериментального реактора.
и имеющиеся публикации. Сравниваются различные режимы твердофазного диффузионного формирования сверхпроводящей фазы. Возможные механизмы Nb 3 Обсуждается зародышеобразование Sn при диффузионной реакции нитей Nb и бронзовых матриц. Рассмотрено влияние различных легирующих элементов, особенно Ti, на формирование сверхпроводящей фазы, ее структуру и морфологию, а, следовательно, и на токонесущие способности многожильных проводов на основе Nb 3 Sn. Особое внимание уделено влиянию режима легирования Ti, содержания этого легирующего элемента и режимов диффузионного отжига на структуру, морфологию и результирующие характеристики обработанных бронзой проволок со связанными нитями ниобия, разработанных в Институте им. Бочвара. неорганических материалов для создания Международного термоядерного экспериментального реактора.199
Морфология и структура диффузионных слоев Nb 3 Sn в сверхпроводниках с трубчатыми нитями Nb
Аннотация: Методами просвечивающей (ПЭМ) и сканирующей (СЭМ) электронной микроскопии после различных режимов диффузионного отжига исследована структура и морфология слоев Nb 3 Sn в сверхпроводящих композитах Nb/Cu-Sn с кольцевыми (трубчатыми) нитями Nb.
 Показано, что трубчатая геометрия нитей Nb, при которой Sn диффундирует из бронзовой матрицы как изнутри, так и снаружи, обеспечивает практически полное превращение Nb в сверхпроводящий Nb 3 Sn фаза. Кроме того, при определенных режимах диффузионного отжига такая геометрия позволяет улучшить морфологию сверхпроводящих слоев по сравнению с проволоками со сплошными нитями, а именно получить широкие слои Nb 3 Sn с мелкими равноосными зернами и избежать образования столбчатых зерна, что способствует повышению токонесущей способности проводов.
Показано, что трубчатая геометрия нитей Nb, при которой Sn диффундирует из бронзовой матрицы как изнутри, так и снаружи, обеспечивает практически полное превращение Nb в сверхпроводящий Nb 3 Sn фаза. Кроме того, при определенных режимах диффузионного отжига такая геометрия позволяет улучшить морфологию сверхпроводящих слоев по сравнению с проволоками со сплошными нитями, а именно получить широкие слои Nb 3 Sn с мелкими равноосными зернами и избежать образования столбчатых зерна, что способствует повышению токонесущей способности проводов.139
Производство композитного тонкого листа с содержанием кремния 6,5 вес.% методом холодной прокатки
Аннотация: Несмотря на то, что электротехническая сталь с высоким содержанием кремния 6,5% масс. обладает довольно превосходными магнитомягкими свойствами, ее трудно получить холодной прокаткой при комнатной температуре из-за появления в этом сплаве упорядоченных фаз.
 В этом исследовании мы сообщаем, что очень тонкий композитный лист с содержанием кремния 6,5 мас.% и толщиной 0,05-0,08 мм был изготовлен путем надлежащей термообработки и холодной прокатки после горячей деформации. Композитная пластина с содержанием Si 6,5 мас.% проявляет некоторую степень пластичности при комнатной температуре после завершения стадии горячей деформации. Влияние термической обработки на механические свойства этой композитной пластины было исследовано с помощью оптического микроскопа. После термообработки пластичность данной композитной пластины повышается за счет упорядоченного DO 3 фазовое превращение, тормозящееся быстрым охлаждением. Предлагается рекомендуемый способ производства стали с высоким содержанием кремния 6,5% масс. с использованием обычного процесса формования.
В этом исследовании мы сообщаем, что очень тонкий композитный лист с содержанием кремния 6,5 мас.% и толщиной 0,05-0,08 мм был изготовлен путем надлежащей термообработки и холодной прокатки после горячей деформации. Композитная пластина с содержанием Si 6,5 мас.% проявляет некоторую степень пластичности при комнатной температуре после завершения стадии горячей деформации. Влияние термической обработки на механические свойства этой композитной пластины было исследовано с помощью оптического микроскопа. После термообработки пластичность данной композитной пластины повышается за счет упорядоченного DO 3 фазовое превращение, тормозящееся быстрым охлаждением. Предлагается рекомендуемый способ производства стали с высоким содержанием кремния 6,5% масс. с использованием обычного процесса формования.354
Измерение потерь в железе на композитной пластине с содержанием кремния 6,5 мас.%, полученной литьем в оболочке и традиционными процессами прокатки
Аннотация: Композитная пластина с содержанием Si 6,5 мас.
 %, состоящая из трех слоев, средний из которых состоит примерно из 10 мас.% сплава ферросилиция, изготавливается с помощью литья в оболочке и обычных термомеханических процессов. Экспериментальные результаты показывают, что пластина из композитного материала с высоким содержанием кремния может подвергаться большей пластической деформации на традиционном прокатном стане. Микроструктуру различных стадий, таких как горячая прокатка, горячая прокатка и термическая обработка, наблюдают с помощью оптического микроскопа. Дефекты, возникшие в сердцевинном слое пластины из композита с высоким содержанием кремния 6,5 мас.%, могут быть устранены в процессе диффузионного отжига. Значения потерь в железе исследованы при различных частотах, толщина этих однородных тонких листов составляет около 0,3-0,5 мм. Результаты измерений образцов из сплава с содержанием кремния 6,5 мас.%, полученных методами химического осаждения из паровой фазы (ХОПФ) и порошковой прокатки (DPR), и стали с ориентированным зерном с содержанием кремния 3 мас.
%, состоящая из трех слоев, средний из которых состоит примерно из 10 мас.% сплава ферросилиция, изготавливается с помощью литья в оболочке и обычных термомеханических процессов. Экспериментальные результаты показывают, что пластина из композитного материала с высоким содержанием кремния может подвергаться большей пластической деформации на традиционном прокатном стане. Микроструктуру различных стадий, таких как горячая прокатка, горячая прокатка и термическая обработка, наблюдают с помощью оптического микроскопа. Дефекты, возникшие в сердцевинном слое пластины из композита с высоким содержанием кремния 6,5 мас.%, могут быть устранены в процессе диффузионного отжига. Значения потерь в железе исследованы при различных частотах, толщина этих однородных тонких листов составляет около 0,3-0,5 мм. Результаты измерений образцов из сплава с содержанием кремния 6,5 мас.%, полученных методами химического осаждения из паровой фазы (ХОПФ) и порошковой прокатки (DPR), и стали с ориентированным зерном с содержанием кремния 3 мас. % сравниваются с образцами, полученными методом слоистого композита.
% сравниваются с образцами, полученными методом слоистого композита.348
Влияние диффузионного отжига на уменьшение дефектов композитной пластины из стали с высоким содержанием кремния 6,5% по массе после горячей деформации
Аннотация: Электротехнический лист с высоким содержанием кремния 6,5% трудно получить с помощью обычных различных процессов прокатки из-за его замечательной хрупкости при комнатной температуре и появления упорядоченных фаз в подложках из сплава, особенно он обладает очень превосходными магнитомягкими свойствами. В этом исследовании трехслойные композитные панели с содержанием кремния 6,5 мас.% были изготовлены по передовой технологии ламинарного композита. Дефекты, прочность сцепления и распределение элементов покрытия и сердцевинного слоя анализируются по фотографиям металлографической фазы и РЭМ. Экспериментальные результаты показывают, что композитная пластина с высоким содержанием кремния может подвергаться более значительной пластической деформации на традиционной мельнице горячего проката после нанесения покрытия на внутренний слой из сплава ферросилиция с 10% кремния.
 Дефекты, возникающие во время горячей деформации, были уменьшены, а равномерное распределение элементов было достигнуто за счет надлежащего процесса диффузионного отжига. В этой статье представлен краткий способ производства тонкого листа толщиной 0,3–0,5 мм с содержанием кремния 6,5 мас.%.
Дефекты, возникающие во время горячей деформации, были уменьшены, а равномерное распределение элементов было достигнуто за счет надлежащего процесса диффузионного отжига. В этой статье представлен краткий способ производства тонкого листа толщиной 0,3–0,5 мм с содержанием кремния 6,5 мас.%.338
Влияние интерфейсов и диффузии Cr на стабилизацию проводимости Cu в нитях Nb 3 Sn
Аннотация: Исследована структура высокочистой меди и стабилизирующей меди хромированных нитей Nb 3 Sn с различными значениями RRR (коэффициента остаточного сопротивления). Обнаружена диффузия Cr в периферийные слои стабилизирующей Cu. Оценены изменения содержания RRR и Cr в Cu при отжиге. Показано, что дополнительное падение RRR может быть вызвано диффузией кислорода из хромового покрытия, полученного гальванопокрытием. Оптимальные режимы диффузионного отжига хромированного Nb 3 Определены Sn-нити для ИТЭР (Международного термоядерного экспериментального реактора).

241
Диффузионный анализ холоднокатаной полосы Al-Ni в процессе отжига
Реферат: Проведены эксперименты по диффузионному отжигу холоднокатаной полосы Al-Ni в азотной защите. Проанализирована характеристика диффузионных слоев между чистыми металлами Al и чистым Ni. Результаты анализа показывают, что диффузионные слои будут состоять из твердого раствора Al в Ni, обозначаемого как соединения Ni (Al), Ni3Al и Ni5Al3. Во время диффузионной обработки скорость диффузии Al в Ni была выше, чем скорость диффузии Ni в Al. Это предполагало возможность формирования химического соединения Al-Ni в твердом растворе без образования интерметаллических соединений для получения хороших механических и электрических свойств за счет оптимизации температуры отжига и времени выдержки.
710
Твердофазное диффузионное формирование нанокристаллических слоев Nb 3 Sn при двухстадийном отжиге многожильных проволок Nb/Cu-Sn
Аннотация: Методами ПЭМ и РЭМ исследована структура многожильных сверхпроводников на основе Nb3Sn, обработанных бронзой и легированных титаном, после первой (5750°С, 100 ч) и второй (6500°С, 100 ч) стадий диффузионного отжига.
 Формирование слоев Nb3Sn во всех композитах происходит по одному и тому же механизму и начинается с зарождения частиц и очень мелких зерен этой фазы в нитях Nb, где Sn диффундирует из бронзовой матрицы. Ti, внедренный как в бронзовую матрицу, так и в нити Nb, диффундирует в растущий сверхпроводящий слой и способствует его более активному формированию. На первой стадии отжига (5750°С, 100 ч) зерна Nb3Sn имеют средний размер 40 нм, а на второй стадии (6500°С, 100 ч) они увеличиваются в 1,5 раза и распределение зерен по размерам становится шире. После двухстадийного отжига количество остаточного ниобия невелико, а некоторые нити Nb, особенно в легированных композитах, практически полностью переходят в Nb3Sn. В слоях Nb3Sn к остаточному Nb примыкает зона столбчатых зерен.
Формирование слоев Nb3Sn во всех композитах происходит по одному и тому же механизму и начинается с зарождения частиц и очень мелких зерен этой фазы в нитях Nb, где Sn диффундирует из бронзовой матрицы. Ti, внедренный как в бронзовую матрицу, так и в нити Nb, диффундирует в растущий сверхпроводящий слой и способствует его более активному формированию. На первой стадии отжига (5750°С, 100 ч) зерна Nb3Sn имеют средний размер 40 нм, а на второй стадии (6500°С, 100 ч) они увеличиваются в 1,5 раза и распределение зерен по размерам становится шире. После двухстадийного отжига количество остаточного ниобия невелико, а некоторые нити Nb, особенно в легированных композитах, практически полностью переходят в Nb3Sn. В слоях Nb3Sn к остаточному Nb примыкает зона столбчатых зерен.69
Эволюция микроструктуры и текстуры сталей Fe-Si после горячего погружения и диффузионного отжига
Аннотация: Равномерное распределение интенсивности вдоль волокна кубической текстуры важно для достижения легкого намагничивания неориентированных электротехнических сталей.
 В литературе обсуждалось несколько альтернатив для достижения этой цели, а именно: третичная рекристаллизация (с контролем поверхностной энергии), обезуглероживающий отжиг, двухступенчатая холодная прокатка (миграция границ, вызванная деформацией), двухвалковое литье тонких полос (направленное затвердевание), фазовое превращение (поверхностное затвердевание). энергетическая анизотропия) и образование столбчатых зерен (селективный рост зерен). В настоящем исследовании доэвтектический сплав Al-Si наносили на поверхность холоднокатаных сталей Fe-Si с помощью имитатора горячего погружения и впоследствии отжигали при 1000°C в течение различного времени. Эта процедура была разработана ранее, чтобы обогатить подложку алюминием и/или кремнием и, следовательно, улучшить их удельное сопротивление. Особый интерес представляло образование столбчатых зерен в стали с низким содержанием Fe-Si после отжига. Было обнаружено, что эти столбчатые зерна растут от поверхности к центру подложки. Микроструктура и текстура в столбчатых зернах значительно отличались от таковых в середине материала.
В литературе обсуждалось несколько альтернатив для достижения этой цели, а именно: третичная рекристаллизация (с контролем поверхностной энергии), обезуглероживающий отжиг, двухступенчатая холодная прокатка (миграция границ, вызванная деформацией), двухвалковое литье тонких полос (направленное затвердевание), фазовое превращение (поверхностное затвердевание). энергетическая анизотропия) и образование столбчатых зерен (селективный рост зерен). В настоящем исследовании доэвтектический сплав Al-Si наносили на поверхность холоднокатаных сталей Fe-Si с помощью имитатора горячего погружения и впоследствии отжигали при 1000°C в течение различного времени. Эта процедура была разработана ранее, чтобы обогатить подложку алюминием и/или кремнием и, следовательно, улучшить их удельное сопротивление. Особый интерес представляло образование столбчатых зерен в стали с низким содержанием Fe-Si после отжига. Было обнаружено, что эти столбчатые зерна растут от поверхности к центру подложки. Микроструктура и текстура в столбчатых зернах значительно отличались от таковых в середине материала. Поэтому в данной работе детально исследована эволюция этих признаков в процессе обработки.
Поэтому в данной работе детально исследована эволюция этих признаков в процессе обработки.2628
Эволюция слоев борида во время процесса диффузионного отжига
ScienceDirect
Registersign в
View PDF
- Доступ через . //doi.org/10.1016/j.surfcoat.2016.11.054Получить права и содержание
В этой работе представлены новые результаты об эволюции слоев FeB-Fe 2 B в процессе диффузионного отжига (DAP). Во-первых, рост боридных слоев на поверхности стали AISI 1045 был разработан с помощью процесса порошкового борирования (PPBP) при температурах 1173–1273 К с разным временем выдержки для каждой температуры. Коэффициенты диффузии бора в FeB и Fe 2 B оценивали по уравнениям баланса масс на межфазных границах роста и выражали в зависимости от температур борирования по уравнению Аррениуса. Кроме того, DAP был проведен на борированных образцах, полученных при 1273 К с выдержкой 4–8 ч в атмосфере SiC и с учетом теоретических значений времени отжига, предложенных расширенной моделью.
 Эволюция микроструктуры боридного слоя была представлена межфазными скоростями FeB/Fe 2 B и Fe 2 B/подложка, а также соотношение между ростом Fe 2 B за счет слоя FeB для примененного диапазона времени отжига.
Эволюция микроструктуры боридного слоя была представлена межфазными скоростями FeB/Fe 2 B и Fe 2 B/подложка, а также соотношение между ростом Fe 2 B за счет слоя FeB для примененного диапазона времени отжига.Давно известно, что образование боридных слоев в процессе борирования повышает механические и химические свойства на поверхности материала [1]. Повышение этих свойств связано с микроструктурой боридного слоя; FeB/Fe 2 B или Fe 2 9Системы 0422 B/подложка могут быть получены в зависимости от экспериментальных условий процесса и химического состава подложки [2], [3], [4], [5]. Тем не менее, для промышленных применений более желательна система Fe 2 B/подложка вместо FeB/Fe 2 B, поскольку различие механических и физических свойств обоих слоев приводит к разрыву напряжения сдвига на FeB. /Fe 2 B интерфаза, указывающая место разрушения при сдвиге во время определенных приложений нагрузки [6].
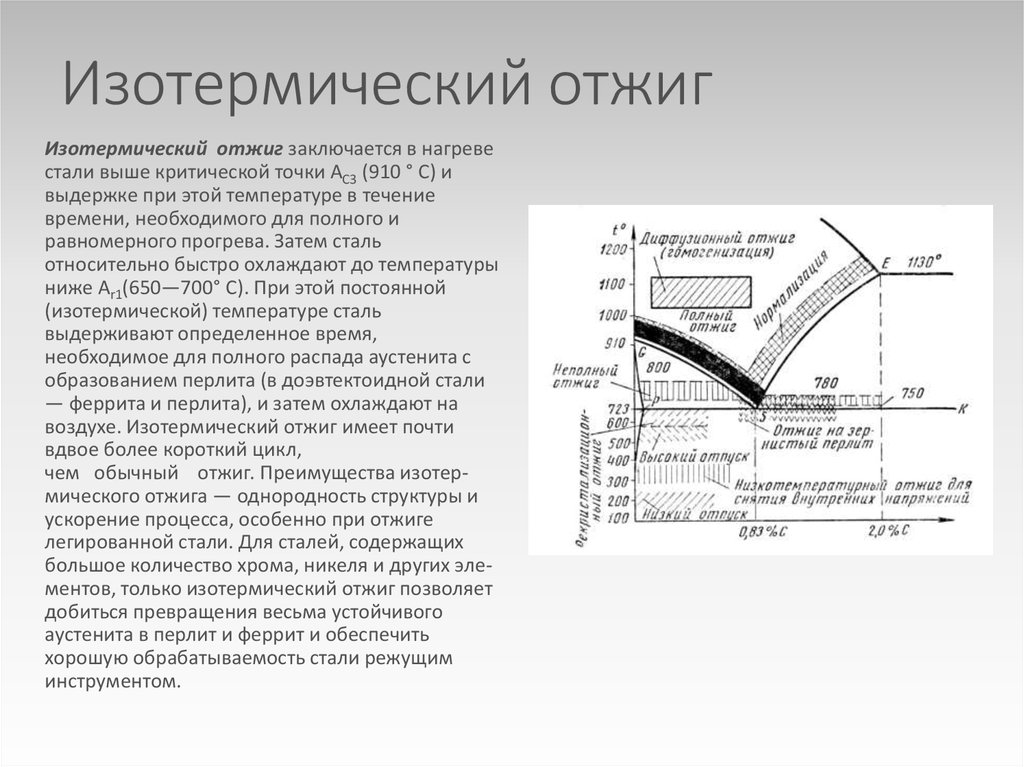
По этой причине в последние годы было предложено несколько методов растворения или подавления присутствия слоя FeB на поверхности различных борированных сталей [7], [8], [9], [10], [ 11], [12]. В частности, Kulka et al. В работе [10] предложен процесс диффузионного отжига (ДАО) после газового борирования чистого железа. DAP проводили в атмосфере H 2 при 1173 К с разным временем экспозиции. Результаты показали, что увеличение времени воздействия во время DAP привело к полному исчезновению слоя FeB. Кроме того, рассматривалась диффузионная модель для имитации роста Fe 2 B за счет растворения слоя FeB при ДАП, выполненном в атмосфере H 2 . Выражение, обозначающее время, необходимое для растворения слоя FeB, оценивали по уравнению баланса массы на границе раздела FeB/Fe 2 B, значениям коэффициента диффузии бора в слое Fe 2 B и экспериментальным значения толщины обоих слоев, полученные методом газового борирования. Однако экспериментальные данные показали, что для полной элиминации FeB требуется более 2 ч экспозиции при ДАП в газовой атмосфере, в отличие от значения, оцененного по диффузионной модели (0,97 ч экспозиции).

В этом исследовании сначала был проведен процесс порошкового борирования (PPBP) для формирования слоев FeB-Fe 2 B на поверхности сталей AISI 1045. Кинетика роста обоих слоев и коэффициенты диффузии бора в FeB и Fe 2 B оценивались по диффузионной модели, предложенной в [13]. Кинетические данные боридных слоев, сформированных на стальной подложке, были учтены для оценки необходимого времени для растворения FeB. Затем борированные образцы были отожжены (с использованием атмосферы SiC) при 1273 К в течение различных периодов времени, чтобы вызвать изменения толщины FeB и Fe 9 .0421 2 B слои. Наконец, в соответствии с изменениями микроструктуры и толщины слоя, полученными из борированных образцов, подвергшихся воздействию DAP, было проанализировано поведение прямого роста Fe 2 B за счет FeB.
Фрагменты сечений
Кинетика роста боридных слоев обсуждалась в [1], [13]. Диффузионная модель учитывает профили концентрации бора (линейные) по глубине FeB и Fe 2 B, а также уравнения баланса массы на межфазных границах роста для оценки коэффициентов диффузии бора ( D FeB and D Fe 2 B , respectively) in the boride layers.
 a2+a12dudt=DFeBa1u−DFe2Ba3la4+a3dudt+a4+a32dldt=DFe2Ba3l
a2+a12dudt=DFeBa1u−DFe2Ba3la4+a3dudt+a4+a32dldt=DFe2Ba3lwhere а 1 и а 3 представляют собой однородность распределения бора в слоях FeB и Fe 2 В, [12]. Стали AISI 1045 (квадратные образцы) были залиты в закрытый цилиндрический корпус в контакте с порошковой смесью 20% B 4 C в качестве донора, 10% KBF 4 в качестве активатора и 70% SiC в качестве разбавителя. ППБП проводили при 1173, 1223 и 1273 К с выдержкой 4, 6 и 8 ч для каждой температуры без применения инертных газов в печи. После завершения обработки контейнер вынимали из печи и
Пилообразная микроструктура боридных слоев, проявленная при 1173–1273 К с определенной выдержкой 8 ч, представлена на рис. 2.
В процесс порошкового борирования, слой борида (Fe 2 B) формирование начинается сначала с процесса зародышеобразования, а зародыши растут и сливаются, образуя «шейку», образуя тонкий слой. Образовавшийся на поверхности Fe 2 B реагирует с диффундирующим бором с образованием FeB, что сопровождается коалесценцией образующихся зерен с заполнением структурных пор
Процесс диффузионного отжига проводился на борированных сталях AISI 1045 для оценки рост слоя Fe 2 B вперед за счет полного устранения слоя FeB.
 Времена диффузионного отжига ( t u = 0 ), предложенные моделью, соответствовали экспериментальной процедуре проверки полного растворения FeB и увеличения слоя Fe 2 B. Экспериментальная и смоделированная эволюция u ( t ) и l ( t ) была интерпретирована межфазными скоростями FeB/Fe 2 B и Fe 2
Времена диффузионного отжига ( t u = 0 ), предложенные моделью, соответствовали экспериментальной процедуре проверки полного растворения FeB и увеличения слоя Fe 2 B. Экспериментальная и смоделированная эволюция u ( t ) и l ( t ) была интерпретирована межфазными скоростями FeB/Fe 2 B и Fe 2 5 900 исследовательский грант 20160425 Национального политехнического института Мексики. Доктор Д. Браво-Барсенас (CVU 268934) выражает благодарность за финансовую поддержку Национального совета по науке и технологиям Мексики в рамках исследовательского гранта 2.
Ссылки (23)
- I. Campos-Silva et al.
Формирование и кинетика слоев FeB/Fe
2 B и диффузионная зона на поверхности борированных сталей AISI 316
Surf. Пальто. Технол.
(2010)
- И. Кампос-Сильва и др.
Повышенная вязкость разрушения боридного слоя, полученного в процессе диффузионного отжига
Прибой.
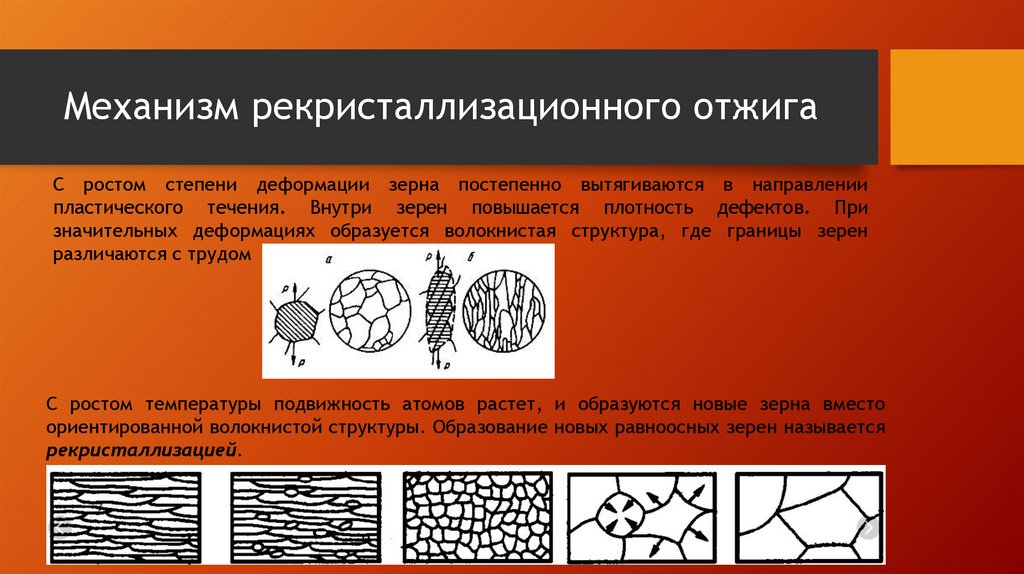 Пальто. Технол.
Пальто. Технол.(2013)
- Г. Картал и др.
Рост одной фазы Fe
2 B на низкоуглеродистой стали путем гомогенизации фаз при электрохимическом борировании
Surf. Пальто. Технол.
(2011)
- М. Кулька и др.
Моделирование кинетики роста боридных слоев, образующихся на Fe при газовом борировании в H
2 -BCl 3 атмосфера
J. Solid State Chem.
(2013)
- W. Fichtl
Борирование и его практическое применение
Mater. англ.
(1981)
- И. Кампос-Сильва и др.
Испытание на межфазное вдавливание FeB/Fe
2 B слоев
Surf. Пальто. Технол.
(2011)
- А. Моталлебзаде и др.
Оценка влияния структуры боридного слоя на поведение борированных сталей при высокотемпературном износе
Износ
(2015)
- И.
 Е. Кампос-Сильва и др.
Е. Кампос-Сильва и др. Борирование для улучшения механических свойств и коррозионной стойкости сталей
- A.P. Krelling et al.
Трибологическое поведение борированной стали Х23 с различными борирующими агентами
Приб. англ.
(2015)
- Г.А. Родригес-Кастро и др.
Механизмы повреждения борированной стали AISI 304: испытания на царапанье и адгезию Daimler-Benz
Матер. Рез.
(2015)
- Птачинова Ж. и др.
Устойчивость к окислению боридных слоев
Ковове Матер.
(2015)
Влияние параметров спекания на микроструктуру и микромеханические свойства синтезированных in situ боридных фаз (Fe
2 B-FeB) в композитах с железной матрицей, армированных B< inf>4C частицы2022, Характеристика материалов
В этом исследовании исследуется влияние параметров спекания на микроструктуру и микромеханические свойства композитов с керамической армированной железной матрицей.
 Композиты, содержащие 5–10-20-30 об.% B 4 C, были изготовлены методом порошковой металлургии на месте (IPM) и спечены при различных температурах и продолжительности. Горячепрессованные порошковые смеси спекали при постоянной продолжительности (60 мин при 1000–1150–1300 °С) и постоянной температуре (1150 °С в течение 30–120 мин) в защитной среде. Влияние этих параметров оценивают путем исследования микроструктурных изменений с помощью SEM, XRD, EDX и оптической микроскопии, плотности и пористости методом Архимеда и, наконец, микромеханических свойств путем определения твердости. Результаты показали, что при увеличении коэффициента армирования B 4 Частицы C вызывали снижение плотности в неспеченных прессовках, B 4 Частицы C меньше определенного размера (<7 мкм) беспорядочно распределялись в смеси и приводили к образованию боридов железа. Кроме того, повышение твердости наблюдалось при всех температурах с увеличением коэффициента армирования до 20 об.
Композиты, содержащие 5–10-20-30 об.% B 4 C, были изготовлены методом порошковой металлургии на месте (IPM) и спечены при различных температурах и продолжительности. Горячепрессованные порошковые смеси спекали при постоянной продолжительности (60 мин при 1000–1150–1300 °С) и постоянной температуре (1150 °С в течение 30–120 мин) в защитной среде. Влияние этих параметров оценивают путем исследования микроструктурных изменений с помощью SEM, XRD, EDX и оптической микроскопии, плотности и пористости методом Архимеда и, наконец, микромеханических свойств путем определения твердости. Результаты показали, что при увеличении коэффициента армирования B 4 Частицы C вызывали снижение плотности в неспеченных прессовках, B 4 Частицы C меньше определенного размера (<7 мкм) беспорядочно распределялись в смеси и приводили к образованию боридов железа. Кроме того, повышение твердости наблюдалось при всех температурах с увеличением коэффициента армирования до 20 об. % B 4 C, после чего твердость снижалась. Фактически, 20% об. B 4 C показали превосходные свойства и были сравнительно сильно чувствительны как к повышению температуры спекания, так и к продолжительности. Синтезированные in situ бориды железа стали решающим фактором повышения твердости композитов.
% B 4 C, после чего твердость снижалась. Фактически, 20% об. B 4 C показали превосходные свойства и были сравнительно сильно чувствительны как к повышению температуры спекания, так и к продолжительности. Синтезированные in situ бориды железа стали решающим фактором повышения твердости композитов.Исследование структурных и трибологических свойств борированной зубчатой стали после фазовой гомогенизации
2022, Технология обработки поверхностей и покрытий
Это исследование было сосредоточено на структурных и механических характеристиках зубчатой стали AISI 8620 после новой комбинированной обработки : борирование на основе катодного восстановления и термодиффузии и последующее PH: фазовая гомогенизация). Первоначально влияние параметров процесса CRTD-Bor на толщину модифицированного слоя и химический состав исследовали в двух сериях экспериментов следующим образом: i) температурные исследования — 15 мин CRTD-Bor при 950, 1000, 1050 и 1100°С ii) продолжительность исследований — при 950°С в течение 15, 30, 60 и 120 мин КРТД-бор.
 После этого обработка PH была интегрирована в CRTD-Bor для получения востребованных в промышленности монолитных покрытий Fe 2 B. Оптимизированный параметр двойной обработки был определен как 15 мин ХРТД-Бор и затем 45 мин РН при 1000°С, в результате чего был получен слой подошвы Fe 2 B толщиной 100 мкм, имеющий твердость 1600 ± 100 HV наряду с идеальным адгезия — качество HF1. Трибологические свойства были оценены с помощью испытаний на износ скольжения в конфигурации «цапфа-диск» в сухих условиях и со смазкой. Поскольку износ зубчатых передач вызывает озабоченность, были проведены испытания на износ трибопар неборированный штифт/неборированный диск, боридированный штифт/неборированный диск и боридированный штифт/борированный диск. Для обеих сред неборированные трибопары продемонстрировали самые высокие потери, тогда как борированные трибопары не имели заметного износа. Результаты трибологических испытаний показали, что комбинированная обработка успешно повышает износостойкость зубчатых колес, работающих в относительных движениях.
После этого обработка PH была интегрирована в CRTD-Bor для получения востребованных в промышленности монолитных покрытий Fe 2 B. Оптимизированный параметр двойной обработки был определен как 15 мин ХРТД-Бор и затем 45 мин РН при 1000°С, в результате чего был получен слой подошвы Fe 2 B толщиной 100 мкм, имеющий твердость 1600 ± 100 HV наряду с идеальным адгезия — качество HF1. Трибологические свойства были оценены с помощью испытаний на износ скольжения в конфигурации «цапфа-диск» в сухих условиях и со смазкой. Поскольку износ зубчатых передач вызывает озабоченность, были проведены испытания на износ трибопар неборированный штифт/неборированный диск, боридированный штифт/неборированный диск и боридированный штифт/борированный диск. Для обеих сред неборированные трибопары продемонстрировали самые высокие потери, тогда как борированные трибопары не имели заметного износа. Результаты трибологических испытаний показали, что комбинированная обработка успешно повышает износостойкость зубчатых колес, работающих в относительных движениях. 9
92021, Технология поверхности и покрытий Борирование осуществлялось двумя порошковыми способами: непрерывным и прерывистым. Процессы борирования развивали при 900 °С в течение 1 ч (непрерывный процесс) и 4 ч (прерывистый процесс). Монослой, образованный в основном Fe 2 B, был получен прерывистым борированием толщиной 6,09± 0,31 мкм и твердость поверхности 22,3 ± 1,4 ГПа. Напротив, путем непрерывного борирования был сформирован бислой FeB-Fe 2 B с общей толщиной 13,08 ± 0,39 мкм и поверхностной твердостью 26,3 ± 2,1 ГПа. Были разработаны тесты на адгезию, в которых монослой показал лучшую адгезию, чем двухслойный. Циклические контактные испытания проводились путем нагружения шарика на поверхность борированной стали. На поверхности борированной стали наблюдались кольцевые трещины из-за приложенной критической нагрузки (монотонная нагрузка). К борированным сталям применяли докритические нагрузки, при которых когезионное повреждение возникало в бислое, тогда как в монослое при низких докритических нагрузках повреждения не наблюдались.
 Напротив, в обоих режимах обработки при высоких докритических нагрузках наблюдались кольцевые трещины. Кроме того, высокий процент фазы FeB вызывал более серьезные повреждения двухслойной системы. Кроме того, меньшая толщина боридного слоя, а также наличие сжимающих остаточных напряжений (-0,75 ГПа) в монослойной системе вызвали снижение максимального главного напряжения (2,4 ГПа при максимальной приложенной нагрузке), вызванного контактным нагружением. по сравнению с двухслойной системой (5,2 ГПа при максимальной приложенной нагрузке). Таким образом, прерывистое борирование (монослойная система) показало лучшую механическую стойкость при циклических контактных нагрузках, чем непрерывное борирование (двухслойная система).
Напротив, в обоих режимах обработки при высоких докритических нагрузках наблюдались кольцевые трещины. Кроме того, высокий процент фазы FeB вызывал более серьезные повреждения двухслойной системы. Кроме того, меньшая толщина боридного слоя, а также наличие сжимающих остаточных напряжений (-0,75 ГПа) в монослойной системе вызвали снижение максимального главного напряжения (2,4 ГПа при максимальной приложенной нагрузке), вызванного контактным нагружением. по сравнению с двухслойной системой (5,2 ГПа при максимальной приложенной нагрузке). Таким образом, прерывистое борирование (монослойная система) показало лучшую механическую стойкость при циклических контактных нагрузках, чем непрерывное борирование (двухслойная система).Влияние процесса диффузионного отжига на инденторные свойства слоя борида кобальта
2019, Ceramics International
Во время процесса боридный слой формируется за счет газофазного переноса бора, который реагирует с поверхностью материала и диффундирует в основной материал; толщина слоя борида и его микроструктура зависят от различных экспериментальных условий процесса, таких как температура борирования, время выдержки, химический состав подложки и количество бора, окружающего поверхность материала [3].
 Для решения этой проблемы, а также для создания менее хрупкого боридного слоя на поверхности борированных материалов (преимущественно ферросплавов) были проведены различные обработки после борирования в твердых, жидких и газообразных средах [14–19].]. Например, Картал и др. [17] проводили электрохимическое борирование стали AISI 1018 при 1223 К с выдержкой 15 мин, а по окончании обработки подачу электроэнергии на электроды прекращали, а образец оставляли в ванне еще на 45 мин. без поляризации.
Для решения этой проблемы, а также для создания менее хрупкого боридного слоя на поверхности борированных материалов (преимущественно ферросплавов) были проведены различные обработки после борирования в твердых, жидких и газообразных средах [14–19].]. Например, Картал и др. [17] проводили электрохимическое борирование стали AISI 1018 при 1223 К с выдержкой 15 мин, а по окончании обработки подачу электроэнергии на электроды прекращали, а образец оставляли в ванне еще на 45 мин. без поляризации.В этом исследовании представлены новые результаты о свойствах индентирования слоя борида кобальта, подвергнутого процессу диффузионного отжига (DAP). Первоначально слой борида кобальта (CoB-Co 2 B) проявляли на поверхности сплава ASTM F1537 с использованием процесса порошкового борирования (PPBP) при 1273K с выдержкой в течение 6 часов. DAP был проведен на борированном сплаве ASTM F1537 с учетом теоретических значений (температура и время воздействия), оцененных с помощью диффузионной модели, для полного растворения слоя CoB.
 После этого оценивали распределение твердости, модуля Юнга и остаточных напряжений по глубине слоя борида кобальта, полученных при обоих режимах обработки, с помощью глубинного теста микровдавливания по Виккерсу при постоянной нагрузке. Кроме того, были проведены испытания на вязкость разрушения при вдавливании по Виккерсу в «чистой зоне» слоя CoB (полученного с помощью PPBP) с учетом диапазона приложенных нагрузок от 1,2 до 1,8 Н, в отличие от диапазона приложенных нагрузок от 3 до 5 Н. в слое борида кобальта, полученном методом ППБП + ДАП. В основном, воздействие ДАП приводило к изменению микроструктуры слоя борида кобальта и модификации свойств индентирования; было оценено распределение сжимающих остаточных напряжений по глубине слоя борида кобальта, что резко изменило сопротивление разрушению до ~ 2,7 МПа м по сравнению с более низким значением разрушения ~ 0,5 МПа м, полученным для слоя борида кобальта, полученного PPBP.
После этого оценивали распределение твердости, модуля Юнга и остаточных напряжений по глубине слоя борида кобальта, полученных при обоих режимах обработки, с помощью глубинного теста микровдавливания по Виккерсу при постоянной нагрузке. Кроме того, были проведены испытания на вязкость разрушения при вдавливании по Виккерсу в «чистой зоне» слоя CoB (полученного с помощью PPBP) с учетом диапазона приложенных нагрузок от 1,2 до 1,8 Н, в отличие от диапазона приложенных нагрузок от 3 до 5 Н. в слое борида кобальта, полученном методом ППБП + ДАП. В основном, воздействие ДАП приводило к изменению микроструктуры слоя борида кобальта и модификации свойств индентирования; было оценено распределение сжимающих остаточных напряжений по глубине слоя борида кобальта, что резко изменило сопротивление разрушению до ~ 2,7 МПа м по сравнению с более низким значением разрушения ~ 0,5 МПа м, полученным для слоя борида кобальта, полученного PPBP.Микроабразивное поведение борированной стали при истирании частицами SiO
2 2019, Journal of Materials Research and Technology
Борирование (борирование) представляет собой термохимическую обработку поверхности, которая позволяет сформировать FeB и боридных фаз Fe2B за счет диффузии атомов бора в железистых подложках [6,7].
 Борирование сплавов черных металлов, как правило, проводят при температуре от 840 до 1050 °С [8] в порошковых [9, 10], пастообразных [11], газообразных [12] и солевых [13, 14] средах. Порошковые процессы имеют преимущества простоты и экономичности по сравнению с другими борирующими средами [15].
Борирование сплавов черных металлов, как правило, проводят при температуре от 840 до 1050 °С [8] в порошковых [9, 10], пастообразных [11], газообразных [12] и солевых [13, 14] средах. Порошковые процессы имеют преимущества простоты и экономичности по сравнению с другими борирующими средами [15].Борирование стали AISI 1020 для повышения ее износостойкости. Образцы были охарактеризованы с помощью рентгеновской дифракции (XRD), сканирующей электронной микроскопии, определения микротвердости по Виккерсу, трещиностойкости и конфокальной микроскопии. Также было исследовано поведение микромасштабного абразивного износа. В качестве абразива использовали абразивные частицы SiO 2 с концентрацией шлама 0,5 и 1,0 г/см 3 . Использовались нормальные нагрузки 0,49 и 0,98 Н. Фаза Fe 2 B идентифицирована в боридном слое методом РФА. Fe 9Слой 0421 2 B имел толщину 169 мкм, среднюю твердость 1608 ± 101 HV 0,05 и вязкость разрушения 5,35 ± 1,43 МПа·м 1/2 .
 Наблюдалось снижение твердости внешней поверхности боридного слоя за счет образования пористой области. Обработка борированием повысила износостойкость стальной подложки. Скользящий абразивный износ был основным механизмом во всех испытанных условиях. Наличие механизмов истирания микрокачения и разрушения на основе механизмов наблюдалось для необработанных и борированных образцов соответственно.
Наблюдалось снижение твердости внешней поверхности боридного слоя за счет образования пористой области. Обработка борированием повысила износостойкость стальной подложки. Скользящий абразивный износ был основным механизмом во всех испытанных условиях. Наличие механизмов истирания микрокачения и разрушения на основе механизмов наблюдалось для необработанных и борированных образцов соответственно.Моделирование боронизирующей кинетики ванадис 6 стали с помощью интегральной диффузионной модели
2022, Защита металлов и физическая химия поверхностей
Просмотр всех статей на Scopus
Исследовательская статья
Anode Ode PlaSma. из среднеуглеродистой стали
Технология поверхностей и покрытий, Том 291, 2016, с. 334-341
Исследовано влияние режимов анодно-плазменно-электролитного борирования (ПЭБ) среднеуглеродистой стали на ее структуру и свойства. Для характеристики фазового состава модифицированного слоя и морфологии его поверхности использовали рентгеновский дифрактометр, сканирующую электронную микроскопию (СЭМ) и оптический микроскоп.
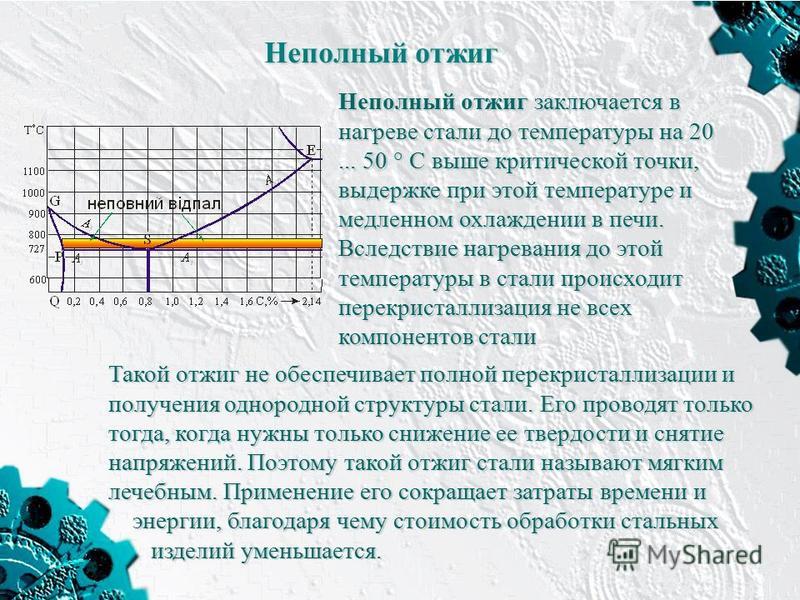 Шероховатость поверхности изучали с помощью профилометра-профилографа. Твердость обработанных и необработанных образцов измеряли с помощью микротвердомера. Для оценки коэффициента трения и скорости изнашивания необработанных и обработанных образцов в смазанных условиях использовали трибометр типа «штифт на диске». Установлено, что влияние режима обработки на толщину модифицированного слоя объясняется конкуренцией диффузии бора и окисления стального образца. Состав электролита (10 % хлористый аммоний, 5 % борная кислота) и режим обработки (850–900 °С, 5 мин) среднеуглеродистых сталей, позволяющих получить упрочненный поверхностный слой до 0,11 мм с микротвердостью 1800 HV и снижением шероховатости в 3 раза. Анод PEB может снизить коэффициент трения и повысить износостойкость среднеуглеродистой стали.
Шероховатость поверхности изучали с помощью профилометра-профилографа. Твердость обработанных и необработанных образцов измеряли с помощью микротвердомера. Для оценки коэффициента трения и скорости изнашивания необработанных и обработанных образцов в смазанных условиях использовали трибометр типа «штифт на диске». Установлено, что влияние режима обработки на толщину модифицированного слоя объясняется конкуренцией диффузии бора и окисления стального образца. Состав электролита (10 % хлористый аммоний, 5 % борная кислота) и режим обработки (850–900 °С, 5 мин) среднеуглеродистых сталей, позволяющих получить упрочненный поверхностный слой до 0,11 мм с микротвердостью 1800 HV и снижением шероховатости в 3 раза. Анод PEB может снизить коэффициент трения и повысить износостойкость среднеуглеродистой стали.Научная статья
Градиентные боридные слои, сформированные диффузионным науглероживанием и лазерным борированием
Оптика и лазеры в технике, том 67, 2015, стр.
 163-175
163-175Предложено лазерное борирование вместо диффузионного борирования для формирования градиентных бороцементованных слоев. Микроструктуру и свойства этих слоев сравнивали со свойствами, полученными после типичного диффузионного бороцементации. Первый способ обработки заключается только в диффузионной цементации и лазерном борировании. В микроструктуре присутствуют три зоны: зона лазерного борирования, зона закаленного науглероживания и науглероженный слой без термической обработки. Однако резкое снижение микротвердости наблюдалось ниже зоны лазерного борирования. Кроме того, эти слои характеризовались непостоянным значением коэффициента интенсивности массового изнашивания, а значит, непостоянной абразивной износостойкостью. Хотя в начале трения очень низкие значения коэффициента интенсивности массового износа I mw , эти значения увеличивались на следующих стадиях трения. Это может быть вызвано колебаниями микротвердости закаленной науглероженной зоны (ЗТВ).
 Применение сквозной закалки после науглероживания и лазерного борирования устранило эти колебания. Две зоны характеризовали микроструктуру этого слоя: зона лазерного борирования и зона науглероживания. Коэффициент интенсивности массового изнашивания для этого слоя получил постоянное значение и был сравним с таковым, полученным при диффузионном бороцементации и сквозной закалке. Поэтому диффузионное борирование может быть заменено лазерным борированием, когда требуется высокая абразивная износостойкость. Однако возможности применения лазерного борирования вместо диффузионного процесса были ограничены. В случае элементов, требующих высокой усталостной прочности, замена диффузионного борирования лазерным борированием нецелесообразна. Поверхностные трещины, образовавшиеся при лазерном переплаве, явились причиной относительно быстрого появления первой усталостной трещины. Предварительный нагрев обработанной лазером поверхности перед воздействием лазерного луча предотвратит появление поверхностных трещин и приведет к повышению усталостной прочности.
Применение сквозной закалки после науглероживания и лазерного борирования устранило эти колебания. Две зоны характеризовали микроструктуру этого слоя: зона лазерного борирования и зона науглероживания. Коэффициент интенсивности массового изнашивания для этого слоя получил постоянное значение и был сравним с таковым, полученным при диффузионном бороцементации и сквозной закалке. Поэтому диффузионное борирование может быть заменено лазерным борированием, когда требуется высокая абразивная износостойкость. Однако возможности применения лазерного борирования вместо диффузионного процесса были ограничены. В случае элементов, требующих высокой усталостной прочности, замена диффузионного борирования лазерным борированием нецелесообразна. Поверхностные трещины, образовавшиеся при лазерном переплаве, явились причиной относительно быстрого появления первой усталостной трещины. Предварительный нагрев обработанной лазером поверхности перед воздействием лазерного луча предотвратит появление поверхностных трещин и приведет к повышению усталостной прочности. Хотя сцепление науглероженного слоя, борированного лазером, было достаточным, диффузионный бороцементированный слой показал лучшее сцепление.
Хотя сцепление науглероженного слоя, борированного лазером, было достаточным, диффузионный бороцементированный слой показал лучшее сцепление.Научная статья
Трибологическое поведение борированных поверхностей при высоких температурах на основе фазовой структуры боридного слоя
Износ, том 309, вып. Трибологические свойства боридных слоев, полученных на стали 4140 в процессе пакетного борирования при высоких температурах. Борирование при 750 и 800 °C привело к образованию однофазного (Fe 2 B) боридного слоя, тогда как двухфазный (Fe 2 B+FeB) боридный слой был сформирован при 850 и 900 °С. Испытания на износ при скольжении, проведенные путем трения шарика из оксида алюминия, показали, что однофазные и двухфазные боридные слои демонстрируют почти одинаковые трибологические характеристики и превосходную износостойкость при комнатной температуре. С повышением температуры испытаний боридные слои демонстрировали различные характеристики износа в зависимости от их фазовой структуры, так что двухфазный боридный слой обеспечивал лучшую износостойкость, чем однофазный боридный слой, особенно при температуре испытания 300 °C.

Научная статья
Оценка влияния структуры боридного слоя на высокотемпературные характеристики износа борированных сталей
Износ, тома 328–329, 2015 г., стр. 110-114 пастоборированных сталей 31ХМФ9 и Х40ХМФ5-1 в зависимости от фазового состава боридных слоев. Боридные слои, образовавшиеся на поверхности исследованных сталей, имели толщину около 65 мкм и состояли из FeB и Fe 9.0421 2 B фазы. Объемная доля FeB ( V FeB ) в боридных слоях составила 31% и 47% для сталей 31CrMoV9 и X40CrMoV5-1 соответственно. Температура испытаний 500 °C вызвала увеличение потерь на износ и коэффициента трения для обеих борированных сталей, в то время как их трибологические характеристики были почти одинаковыми при комнатной температуре (КТ). В связи с наличием небольшого количества V FeB в его боридном слое борируется 31CrMoV9сталь подверглась сильному износу при 500 °C в результате сильного растрескивания на изношенной поверхности по сравнению с борированной сталью X40CrMoV5-1.

Исследовательская статья
Кинетическая модель для оценки энергий активации бора в слоях FeB и Fe
2 B во время газового борирования армко-железа: влияние времени инкубации боридов
Applied Surface Science, Volume 298, 2014, pp. 155-163
Настоящая работа посвящена моделированию кинетики роста боридных слоев, выращенных на подложке из армко-железа. Образовавшиеся боридные слои (FeB + Fe 2 Б) получают газовым борированием в диапазоне температур 1073–1273 К в течение времени от 80 до 240 мин. Используемый подход решает уравнения баланса масс на двух фронтах роста: (FeB/Fe 2 B) и (Fe 2 B/Fe) при определенных допущениях. Чтобы учесть влияние времени инкубации на образование боридов, в модель была включена зависящая от температуры функция Φ ( T ). Следующие исходные данные: (температура борирования, время обработки, верхнее и нижнее значения концентраций бора в FeB и Fe 2 B и экспериментальные константы параболического роста) необходимы для определения энергий активации бора в слоях FeB и Fe 2 B.
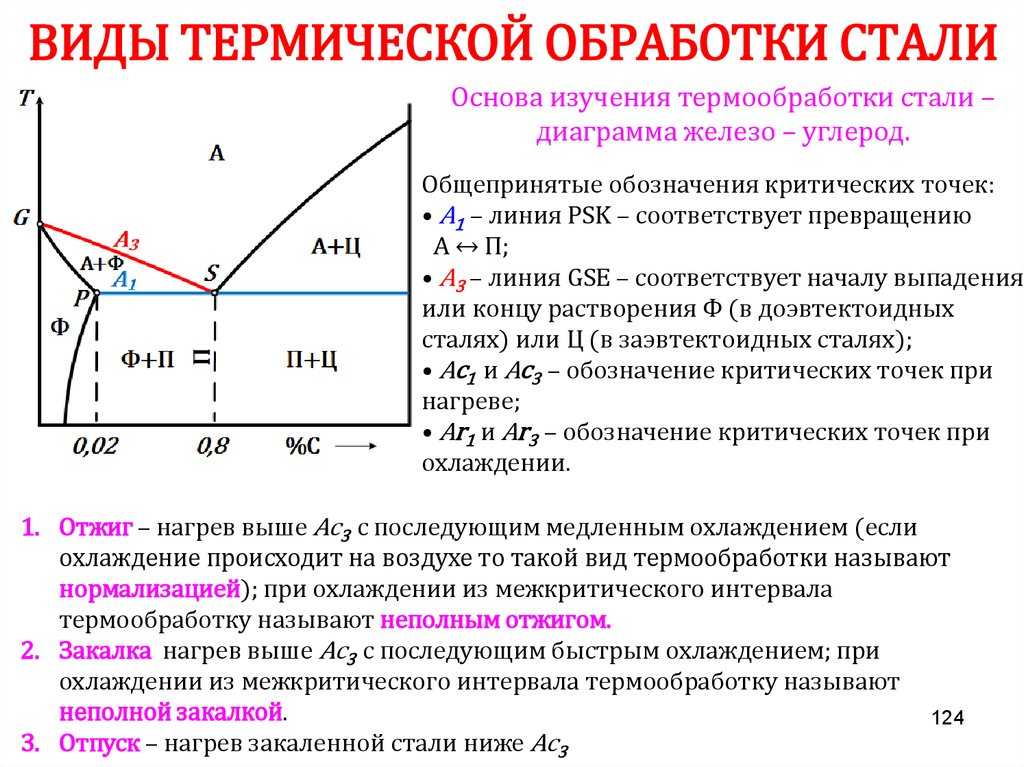 Затем полученные значения энергий активации бора сравнивали со значениями, имеющимися в литературе. Наконец, было получено хорошее соответствие между смоделированными значениями толщин слоев борида и экспериментальными в диапазоне температур 1073–1273 K.0009
Затем полученные значения энергий активации бора сравнивали со значениями, имеющимися в литературе. Наконец, было получено хорошее соответствие между смоделированными значениями толщин слоев борида и экспериментальными в диапазоне температур 1073–1273 K.0009Surface and Coatings Technology, Volume 307, Part A, 2016, pp. 491-499
Бориды железа, образовавшиеся на стали AISI 316L, оценивали с помощью многопроходных испытаний на царапанье. Процесс борирования проводили непрерывной и прерывистой диффузией бора при 900°С в течение 2 и 4 ч для полученных систем FeB/Fe 2 B и Fe 2 B с нетолстыми толщинами. На борированной поверхности методом рентгеновской дифракции определяли остаточные напряжения. Для определения механизмов повреждения было проведено обычное испытание на царапание. После этого было проведено многопроходное испытание на царапанье для оценки характеристик износа при скольжении при докритических нагрузках (20, 30 и 40% от критической нагрузки при выкрашивании).
 При прерывистом борировании общая толщина покрытия и фаза FeB были меньше по сравнению с непрерывным процессом. Критическая нагрузка при выкрашивании, определенная с помощью обычного испытания, составила около 53 Н. Были проанализированы поведение коэффициента трения (COF) и механизм повреждения при многопроходных царапинах. Энергия межфазного разрушения рассчитывалась для механизма скалывания FeB. Согласно результатам, скорость износа борированной стали AISI 316L снизилась. Следовательно, влияние подложки играло важную роль, когда слой борида был тонким, что позволяло избежать серьезных повреждений; наличие малой толщины фазы FeB было даже благоприятным. Непрерывное борирование в течение 2 ч показало лучшие характеристики при общей толщине слоя около 10 мкм.
При прерывистом борировании общая толщина покрытия и фаза FeB были меньше по сравнению с непрерывным процессом. Критическая нагрузка при выкрашивании, определенная с помощью обычного испытания, составила около 53 Н. Были проанализированы поведение коэффициента трения (COF) и механизм повреждения при многопроходных царапинах. Энергия межфазного разрушения рассчитывалась для механизма скалывания FeB. Согласно результатам, скорость износа борированной стали AISI 316L снизилась. Следовательно, влияние подложки играло важную роль, когда слой борида был тонким, что позволяло избежать серьезных повреждений; наличие малой толщины фазы FeB было даже благоприятным. Непрерывное борирование в течение 2 ч показало лучшие характеристики при общей толщине слоя около 10 мкм.
Просмотреть полный текст
© 2017 Elsevier B.V. Все права защищены.
diffusion annealing — German translation – Linguee
Diffusion annealing is annealing a t v ery high temperatures [.
 ..]
..]в зоне рекристаллизации.
hanolohn.de
hanolohn.de
D as Diffusionsglhen ist ei n Glhen b ei s eh r hohen […]
Temperaturen im Rekristallisationsgebiet.
hanolohn.de
hanolohn.de
Диффузионный отжиг s h ou ld выравнивает любые локальные […]
различия в химическом составе чугунных и стальных материалов, в результате
[…]
от сегрегации, без каких-либо изменений в структуре.
hanolohn.de
hanolohn.de
D urc h da s Diffusionsglhen s olle n lo ka le, durch […]
Seigerungen entstandene Unterschiede in der chemischen Zusammensetzung von
[.
 ..]
..]Sthlen und Guwerkstoffen ausgeglichen werden, ohne dass eine Gefgeumwandlung stattfindet.
hanolohn.de
hanolohn.de
Пайка сотовых уплотнений; пайка сгорания
[…]
камеры; плазменное напыление a n d диффузионный отжиг o f t ; закалка […]крупных компонентов коробки передач; и т. д.
listemann.com
listemann.com
Lten von Honeycomb-Dichtungen; Лтен фон
[…]
Бреннкаммерн;
[…]
Thermisches BE CH ICHTE N U ND Diffusionsglhen VO N T Urbin EN Schau FE LN; Anlassen фон G rossgetriebebauteilen; и т. д.listemann.com
listemann.
 com
comAEOX EXC — Конвекционная печь с поперечным потоком для
[…]
экологически чистые, энергоэффективные и
[…]
бесконтактный ti n g диффузионный отжиг i n […]рециркуляционный воздух
cpa.at
cpa.at
AEOX EXC — Querstrom-Konvektionsofen zum umweltschonenden, energieeffizienten und
[…]
BERH RU NGSLO SEN Diffusionsglhen в Tempe RA TurgereGelter UmluftCPA.at
CPA.at
термическая обработка железной и стальной проволоки типа аустенизации, патент в г , Диффузионный отжиг , S O F T HENEALING O R H Arthysing и Tepening Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Out Fursedles .
 печи, применяемые в настоящее время для термической обработки […]
печи, применяемые в настоящее время для термической обработки […]
[…]и полосы имеют низкую энергоэффективность, нагрузка на окружающую среду соответственно высока, а диапазон производительности установок непрерывного действия значительно ограничен.
cpa.at
cpa.at
Die zurzeit eingesetzten fen fr die Wrmebehandlung von Drhten und Bndern weisen eine geringe Energieeffizienz auf, die Umweltbelastung ist entsprechend hoch, und der Bereich fr die Belastbarkeit der Durchlaufanlagen ist erheblich begrenzt.
cpa.at
cpa.at
Следовательно, если такие материалы эксплуатируются при повышенных температурах w he r e diffusion i s a ctivated (or du ri n g annealing ) d ec omposition в их стабильные составляющие, реализуя [.
 ..]
..]
[…]образование доменов размером в нм.
depmw.unileoben.ac.at
depmw.unileoben.ac.at
Werden derart hergestellte Materialien thermisch belastet (zum Bsp. im Einsatz bei erhhten Temperaturen) kommt es zur Entmischung und Bildung der stabilen Bestandteile.
depmw.unileoben.ac.at
depmw.unileoben.ac.at
Ассортимент нашей продукции включает в себя производственные системы для термической обработки
[…]
процессы ч а с отжиг , o XI DAT IO N , Диффузия , L PC VD. Centrotherm.m.
.
.
.
.
.
.
.
.
.
.
.
Zu unseren Produkten zhlen Produktionsanlagen fr
[…]
thermische Pr ozess e w ie Отжиг , O xidat ion , диффузионный, LPC V Dcentrotherm.
 de
decentrotherm.de
T h e отжиг a n d линия травления […]
для холоднокатаной полосы из нержавеющей стали на заводе LISCO, Гуанчжоу, Китай, для обработки нержавеющей стали
[…]
полоса толщиной от 0,3 до 3,0 мм и шириной до 1600 мм, на скоростях до 95 м/мин.
andritz.com
andritz.com
D ie Glh- u nd Bei zlin ie fr kaltgewalztes […]
Edelstahlband bei LISCO, Guangzhou, China, behandelt Edelstahlbnder mit einer
[…]
Dicke von 0,3 до 3,0 мм и einer Breite von bis zu 1600 мм bei Geschwindigkeiten von max 95 м/мин.
andritz.com
andritz.com
Установлено, что процесс производства перекатывания (состоящий из
[.
 ..]
..]холодный механический
[…]
процесс растяжения и правки), с h r e — отжиг a n d фундаментальное перекрашивание […]технические характеристики
[…]
продукта, наблюдение, которое подтверждается исчезновением гарантии оригинального производителя на продукт.
eur-lex.europa.eu
eur-lex.europa.eu
Es wurde festgestellt, dass der Prozess des
[…]
Wiederauwalzens (der in einem
[…]
mechanis ch en Kaltziehen un d -walzen besteht) mi t erneu tem Glhen и Besc hi chten […]Die technischen Eigenschaften
[…]
der Ware grundlegend verndert; diese Feststellung wird daurch bekrftigt, dass die Produktgarantie des ursprnglichen Herstellers ihre Gltigkeit verliert.

eur-lex.europa.eu
eur-lex.europa.eu
Это высокоинтегрированный производственный процесс, состоящий из следующих основных технологических операций: Очистка полностью твердой полосы (сухая чистка и/или очистка
[…]
с легкой восстановительной печью
[…]
атмосфера), перекристаллизация zi n g отжиг , c окунание […]в ванну с жидкостью для плавления и регулировка
[…]
толщины с продувкой воздухом или азотом, отделкой и/или правкой растяжением для корректировки механических свойств, поверхности и плоскостности, постобработкой, контролем и маркировкой.
voestalpine.com
voestalpine.com
Dies ist ein hochintegrierter Fertigungsprozess, bestehend aus folgenden Hauptprozessstufen: Reinigen des walzharten Bandes (chemische Reinigung und/oder Reinigung durch
[.
 ..]
..]leicht reduzierende Ofenatmosphre) —
[…]
Рекристалл li sier ende s Glhen — Met allisch Be sc hichten […]durch Eintauchen in ein schmelzflssiges
[…]
Bad und Einstellung der Schichtdicke mit einer Luftoder Stickstoffabblasung — Dressieren und/oder Streckrichten zur Einstellung von mechanischen Eigenschaften, Oberflche und Planlage — Nachbehandeln, Inspizieren, Signieren.
voestalpine.com
voestalpine.com
В заключение итальянские власти заявляют, что в рамках настоящей процедуры, учитывая абсолютную особенность издательского рынка, необходимость государственного вмешательства в
[…]
реверс сводный
[…]
Снижение тенденции в T H E Диффузия O F P . диффузия o f t итальянский язык […]
диффузия o f t итальянский язык […]на уровне ЕС,
[…]
Комиссия могла только заключить, что максимальная оценка языковой специфики является одним из ключевых факторов, лежащих в основе отступления от культуры, предусмотренного статьей 87(3)(d).
eur-lex.europa.eu
eur-lex.europa.eu
Abschlieend argumentsieren die italienischen Behrden, dass die Kommission im Rahmen des vorliegenden Verfahrens aufgrund der Besonderheiten des Verlagsmarktes und der Notwendigkeit staatlichen Eingreifens zur Umkehrung eines strukturell
[…]
кровать
[…]
AbwrtStrends BEI DE R verbreitung v на Verlagserzeugnissen auf dem nationalen markt sowie aufgrund der beg re nzte n verbreitung d er i 40004).Sprache auf EU-Ebene
[.
 ..]
..]nur zu dem Schluss kommen knne, dass die Wahrung der sprachlichen Besonderheiten einer der Schlsselfaktoren fr die kulturelle Ausnahmeregelung gem Artikel 87 Absatz 3 Buchstabe d ist.
eur-lex.europa.eu
eur-lex.europa.eu
По вопросам обучения
[…]
информация a n d распространение o f k знания, […]эволюция и специализация сельского и лесного хозяйства
[…]
требуют соответствующего уровня технической и экономической подготовки, включая знания в области новых информационных технологий, а также надлежащую осведомленность в области качества продукции, результатов исследований и устойчивого управления природными ресурсами, включая перекрестное соответствие требованиям и применение методы производства, совместимые с сохранением и улучшением ландшафта и защитой окружающей среды.
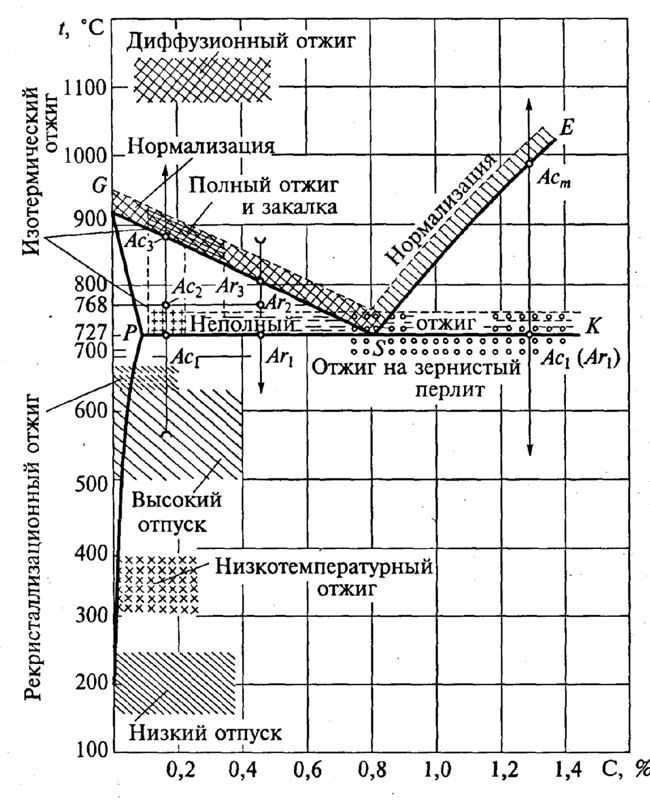
eur-lex.europa.eu
eur-lex.europa.eu
Im Bereich der Berufsbildung, der
[…]
Информация ООН d der Verbreitung фон W issen ist […]aufgrund der Entwicklung und Spezialisierung
[…]
in der Land- und Forstwirtschaft ein angemessen hoher technischer und wirtschaftlicher Bildungsstand, der auch Fachwissen im Bereich der neuen Informationstechnologien einschliet, ebenso erforderlich wie hinreichende Kenntnisse in den Bereichen Produktqualitt, Forschungsergebnisse und nachhaltige Bewirtschaftung natrlicher Ressourcen, einschlielich der Auflagenbindung und der Anwendung von Produktionsmethoden, die mit der Erhaltung und Verbesserung der Landschaft und dem Umweltschutz vereinbar sind.
eur-lex.europa.eu
eur-lex.europa.eu
Т ч и с отжиг ф у р-н боеприпасы [.
 ..]
..]осколки с прикрепленными взрывчатыми веществами, для партий по 300 кг, с
[…]
прикрепленные взрывчатые вещества массой до 50 г в тротиловом эквиваленте.
grv-luthe.com
grv-luthe.com
D e r Ausglhofen dient zum Ausglhen spr engst из fbehafteter […]
Munitionsbruchstcke in einer Menge von 300 кг pro Charge bei
[…]
einer Sprengstoffanhaftung bis zu 50 г TNTэквивалент.
grv-luthe.com
grv-luthe.com
На основе текущего опыта и рекомендаций, сделанных властями в рамках обзора проекта Entsorgungsnachweis, экспериментальная деятельность Nagra сосредоточена на углубленном исследовании эволюции
[…]
земляно-нарушенная зона (MB, SEH и HGA
[.
 ..]
..]
эксперименты), t h e диффузионный o f r адионуклиды […]в глине Opalinus (эксперименты DR и DIA),
[…]
миграция газа (эксперименты HGA, HGC и HT) и продолжение долгосрочного эксперимента по взаимодействию цемента (используемого в качестве затвердевающего, засыпного и строительного материала) и глины (эксперимент CI).
награ.ч
награ.ч
Basierend auf den Erfahrungen der Nagra und den behrdlichen Empfehlungen aus dem Projekt Entsorgungsnachweis Liegt das Schwergewicht der geplanten Experimentellen Ttigkeiten der Nagra auf der vertieften Erforschung der Entwicklung
[…]
der Auflockerungszone (Experimente MB, SEH
[…]
und H GA ), d er Diffusion vo n Ra ди онуклиден [. ..]
..]им Opalinuston (Experimente DR und DIA),
[…]
der Gasmigration (Experimente HGA, HGC und HT) sowie auf der Weiterfhrung eines Langzeitexperiments zur Wechselwirkung zwischen Zement (verwendet als Verfestigungs-, Verfll- und Baumaterial) и Tongestein (Experiment CI).
награ.ч
награ.ч
(c) Сотрудничать в продвижении
[…]
эффективных модальностей развития, приложение a n d распространение o f , и принять все возможные меры для продвижения, […]финансы, в зависимости от обстоятельств,
[…]
передача или доступ к экологически безопасным технологиям, ноу-хау, практикам и процессам, связанным с изменением климата, в частности, развивающимся странам, включая разработку политики и программ для эффективной передачи экологически безопасных технологий, которые являются общедоступными находящихся в собственности или в общественном достоянии, а также создание благоприятных условий для частного сектора в целях поощрения и расширения передачи и доступа к экологически безопасным технологиям
climalife.
 dehon.com
dehon.comclimalife.dehon.com
c) bei der Frderung wirksamer
[…]
Modalitten fr die Entwicklung,
[…]
Anwen du ng un d Verbreitung v on di e Klimanderungen betreffenden umweltvertrglichen Technologien, Know-how, Methoden un d 0 9000 […]zusammenarbeiten und alle nur
[…]
mglichen Manahmen ergreifen, um deren Weitergabe insbesondere an Entwicklungslnder oder den Zugang dazu, soweit dies angebracht ist, zu frdern, zu erleichtern und zu finanzieren, wozu auch die Erarbeitung von Politiken und Programmen fr die wirksame Weitergabe umweltvertrglicher Technologien gehrt, die ffentliches Eigentum oder der ffentlichkeit frei zugnglich sind, sowie die Schaffung eines frderlichen Umfelds fr die Privatwirtschaft, um die Weitergabe umweltvertrglicher Technologien und den Zugang dazu zu frdern und zu verbessern
de.
 climalife.dehon.com
climalife.dehon.comde.climalife.dehon.com
Некоторые заинтересованные стороны заявили, что необходимо внести коррективы в сравнение цен между импортируемой продукцией (черная фурнитура) и продукцией, произведенной в Сообществе (в основном, белой фурнитурой), на основании различного восприятия рынка и различий в производстве. процесса (в частности, в t h e отжиг p r oc ess), поскольку гибкая фурнитура с белым сердцем требовала более высокой себестоимости производства, чем гибкая фурнитура черного цвета. отражается в ценах реализации.
eur-lex.europa.eu
eur-lex.europa.eu
Einige interessierte Parteien behaupteten, dass bei dem Vergleich der Preise der eingefhrten Ware (aus schwarzem Temperguss) und der Gemeinschaftsware (im allgemeinen aus weiem Temperguss) да д ie Herstellkosten f r Rohrformstcke aus weiem Temperguss wegen des hheren Energieverbrauchs hher seien als die fr Formstcke aus schwarzem Temperguss, die sich auf die Verkaufspreise auswirken, Rechnung zu tragen
eur-lex.
 europa.eu
europa.eueur-lex.europa.eu
A диффузионный j o в конструкции, в которой установлен […]
элемент (25) при использовании будет прижат к монтажному элементу (13) в
[…]
указано, что указанный монтажный элемент и указанный монтажный элемент нагреваются, при этом конфигурация внешней поверхности до соединения части указанного монтажного элемента, которая должна быть присоединена к указанному монтажному элементу, включает: первую криволинейную поверхность (29), выпуклую в направлении указанный установочный элемент с первым радиусом кривизны (R1), причем указанная первая криволинейная поверхность расположена в положении дальнего конца, которое первым входит в контакт с указанным установочным элементом, когда указанный установочный элемент прижимается к указанному установочному элементу; и отличающийся тем, что вторая криволинейная поверхность (30, 31) имеет второй радиус кривизны (R2, R3), больший, чем указанный первый радиус кривизны, и соединяется с указанной первой криволинейной поверхностью.
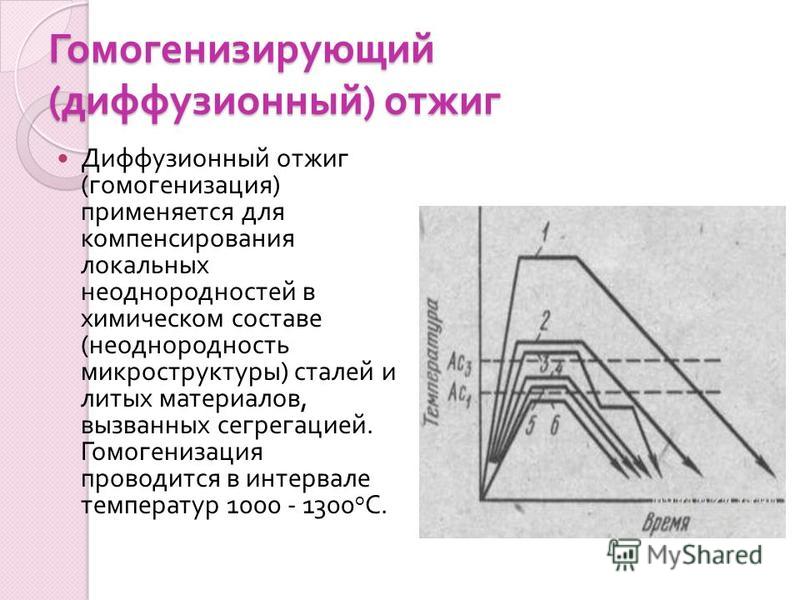
v3.espacenet.com
v3.espacenet.com
Diffusionsverbindungsstruktur, wori n ein montiertes […]
Элемент (25) im Gebrauch gegen ein Montageelement (13) in einem Zustand
[…]
gepresst wird, in dem das montierte Element und das Montageelement erhitzt sind, worin eine uere Oberflchenkoconfiguration vor dem Verbinden eines Abschnitts des montierten Elements, das mit dem Montageelement zu verbinden ist, umfasst: eine erste gekrmmte2 Oberflche), die zu dem Montageelement hin mit einem ersten Krmmungsradius (R1) gewlbt ist, wobei die erste gekrmmte Oberflche an einer distalen Endposition angeordnet ist, die zuerst in Kontakt mit dem Montageelement kommt, wenn das montierte Element gegen das Montageelement gepresst wird; und daturch gekennzeichnet, dass eine zweite gekrmmte Oberflche (30, 31) einen zweiten Krmmungsradius (R2, R3) hat, der grer ist als der erste Krmmungsradius, und sich an die erste gekrmmte Oberflche anschliet.

v3.espacenet.com
v3.espacenet.com
I n » отжиг » m od e выберите символ «отжиг» клавишами CD.
elektron-bremen.de
elektron-bremen.de
Bei Betrieb sa rt «Glhen» mi t Tasten CD Sy mb ol « Glhen «w hl en.
elektron-bremen.de
elektron-bremen.de
Небольшой, компактный и в то же время очень мощный: новый anneal.sim-lab размером не больше стола, но он способен имитировать ti n g отжиг
3 p
3 p
3
r oc esses в атмосфере защитного газа.
ватрон.ат
ватрон.ат
Klein, kompakt und dennoch ein echtes Kraftpaket: Der neue anneal.
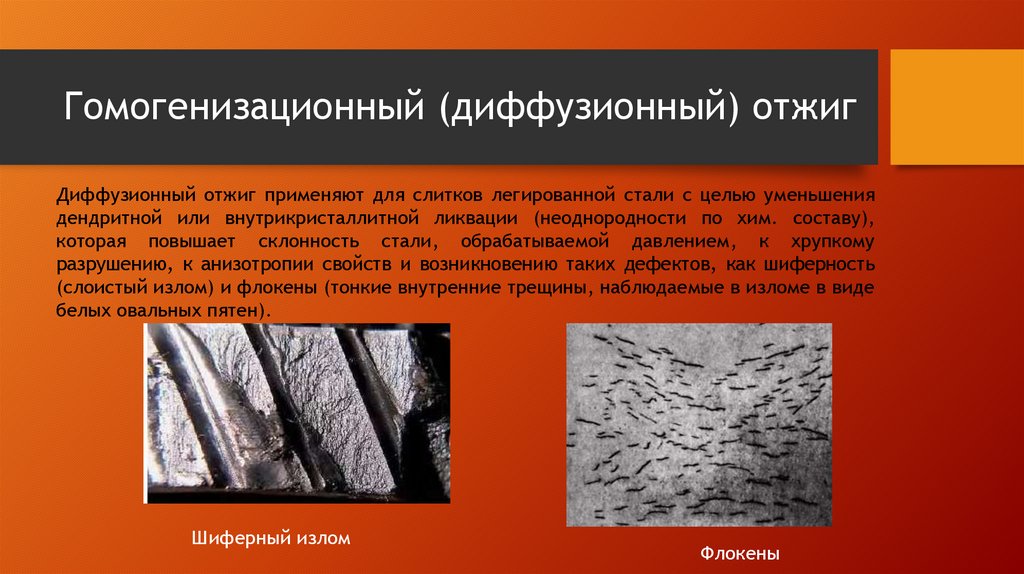 sim.lab ist nicht viel grer als ein Schreibtisch und dennoch in der Lage Glhprozesse unter Schutzgasatmosphre zu simulieren.
sim.lab ist nicht viel grer als ein Schreibtisch und dennoch in der Lage Glhprozesse unter Schutzgasatmosphre zu simulieren.ватрон.ат
ватрон.ат
Функция установки эмульсии NOx в воде под высоким давлением заключается в подаче деионизированной воды (деминерализованной воды) с повышенным давлением, массовым током, температурой и точно определенным качеством в мазутном трубопроводе установки предварительной очистки мазута. система смешивания (система JOB-VB) и
[…]
в зависимости от потребности в аванс
[…]
трубопровод топливный o i l диффузионный s y st4 em) (ДБ […]
газовой турбины только перед
[…]
кольцевые магистрали возле камеры сгорания.
келагхолдинг-аг.ч
келагхолдинг-аг.ч
Aufgabe des NOx-Wasser-Hochdruck-Emulsions-Package ist die Frderung von Deionat (demineralisiertem Wasser) mit dem erforderlichen Druck, Massenstrom, Temperatur und einer genau definierten Qualitt in die Heizl-Leitung des Heizl-Vormisch-Systems (JOE-VB) -Система) и
[.
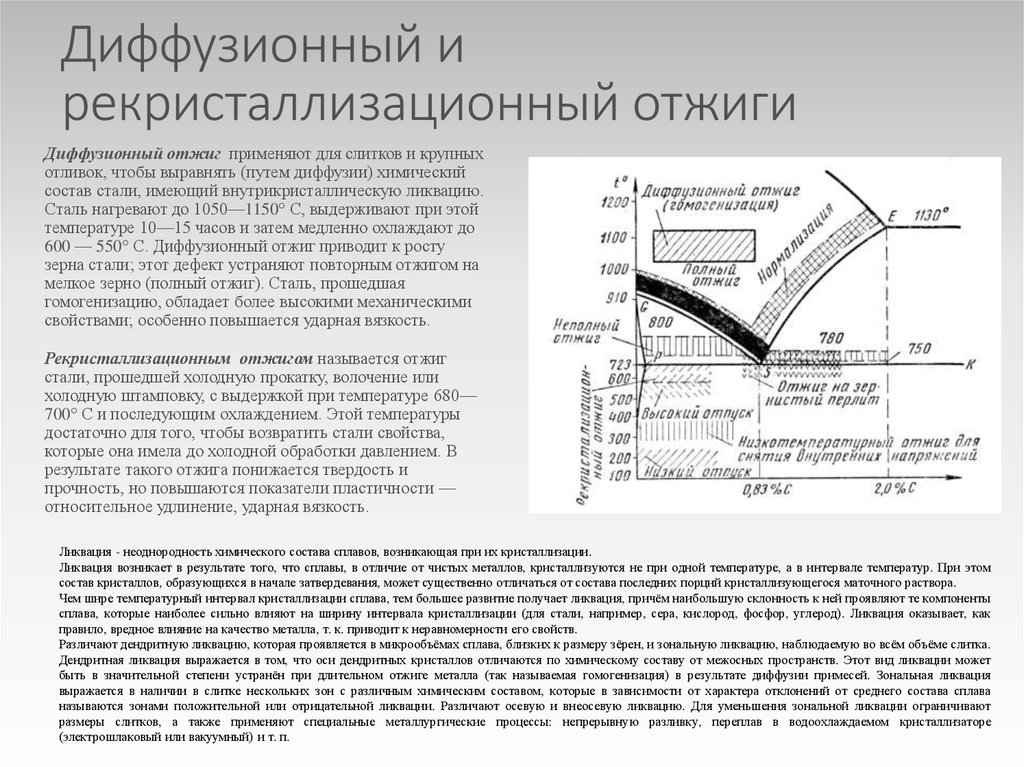 ..]
..]je nach Anforderung in die
[…]
Vorlaufleitu ng des Hei zl — Распространение- Sys tem s (HO E- DB-System) […]der Gasturbine kurz vor den Ringleitungen nahe der Brennkammer.
келагхолдинг-аг.ч
келагхолдинг-аг.ч
Из-за целевого конфликта, обусловленного ростом деформации цилиндра в
[…]
длительная работа без
[…]
стабилизатор ио n ( отжиг ) o n с одной стороны и, в неблагоприятном случае, усадочная деформация гильзы вокруг цилиндра рабочая температура, вызванная только стабилизацией io n ( отжиг , a3 4 то же 90 […]
время снятия стресса),
[.
 ..]
..]эту ситуацию необходимо очень тщательно проверять в каждом конкретном случае.
kspg-ag.de
kspg-ag.de
Aufgrund des Zielkonflikts, gegeben durch wachstumsbedingten
[…]
Zylinderverzug им
[…]
Langzeitbetrieb o hn e Stabilisierungsglhen einerseits и i m ungnstigen Fall Zylinderverzug durch potenziellen Verlust der Schrumpfspannungen im Buchsenbereich bei Betriebstemperatur andererseits, verursacht eben durch Stabilisierung sg lhen (zugleich S pannu ng sfreiglhen), […]Мусс Дизер Сахверхальт
[…]
im Einzelfall stets sehr sorgfltig geprft werden.
kspg-ag.de
kspg-ag.de
Они были сосредоточены на замене хлорфторуглеродов (CFC) и HCFC гидрофторуглеродами (HFC) и природными хладагентами, разработке утвержденных инструментов проектирования для скважинных теплообменников, совершенствовании операций одно- и двухфазного теплообмена, снижении объем хладагента, исследование новых типов компрессоров,
[.
 ..]
..]компьютерное моделирование для усовершенствованной системы отопления с тепловым насосом и
[…]
развитие из a диффузионный — a b so тепловой насос.zogg-engineering.ch
zogg-engineering.ch
Sie konzentrierten sich auf den Ersatz ozonschichtgefhrdender synthetischer Kltemittel (FCK, HFCK) durch teilhalogenierte Fluorkohlenwasserstoffe (HFC), die Entwicklung validierter Auslegungswerkzeuge fr Erdwrmesondenanlagen, die Verbesserung der Wrmebertragung bei Ein- und Zweiphasenoperationen, die Reduktion des Kltemittelvolumens, die Untersuchung neuer Kompressortypen, die Компьютерное моделирование
[…]
fr die verbesserte Auslegung von Wrmepumpenheizungssystemen und
[…]
die Entw ic klung ei ne r Diffusions-A bs orp tions 9000ezogg-engineering.
 ch
chzogg-engineering.ch
Спектр наших математических решений простирается от построения твердотельных моделей, которые моделируются с помощью уравнения Ламе (программное обеспечение
[…]
пакет EMLibHMatrix), охватывающий
[…]
большинство конвекционных ti o n — диффузионных m o de […]решение до- и сверхзвуковых расчетов
[…]
моделей гидродинамики, которые мы успешно решаем, используя подход уравнения Больцмана (программный пакет EMBoltzmann). Все наши модели основаны на передовых научных разработках в области конечных элементов и адаптивных сеток.
Elegant-mathematics.com
Elegant-mathematics.com
Spektrum unserer mathematischen Lsungen erstreckt sich von der Construktion der zhflssigen Modelle auf Grundlage der Lame-Gleichung (Программный пакет
[.
 ..]
..]EMLibHMatrix), быстро отправить все
[…]
gngige Ko nvekt ion s-Diffusions-M ode lle, bi s zur […]Behandlung der meisten Modelle der Unter-
[…]
und berschallgasdynamik mit Anlehnung an die Boltzmann-Gleichung (Programmpaket EMBoltzmann), beruhend auf den modernsten wissenschaftlichen Entwicklungen im Gebiet der Finite-Elemente und der Adaptive Gitterverfahren (Programmpaket EMLibGrid).
Elegant-mathematics.com
Elegant-mathematics.com
Ар ап я d отжиг c y cl e который надежен, особенно для тонких листов, заключается в предварительном нагреве печи до 80С, затем снятии отжига на один час духовку и дать остыть до комнатной температуры.
lucitesolutions.
 com
comlucitesolutions.com
Ein Schn el l-Temperzyklus, de r besonders fr dnne Platten zuverlssig ist, besteht darin, den Ofen auf 80 C vorzuerwrmen, die Komponente eine Stunde lang zu Tempern, sie Ramenenzu Of Of dem абхлен цу лассен.
lucitesolutions.com
lucitesolutions.com
Цель должна быть
[…]
самоокупаемые процессы s o f диффузия a n d инновации, […]требуется технология, ориентированная на конкретное
[…]
потребности и предпочтения таким образом, что это возможно только за счет развития и адаптации местных технологий при участии пользователей.
tab.fzk.de
tab.fzk.de
Erreicht werden sollte ein
[.
 ..]
..]
sich selb st trag end er Diffusions- u nd Innov […]der eine an den jeweiligen Бедрфниссен
[…]
und Prferenzen ausgerichtete Technologie voraussetzt, wie sie nur durch eine Technologieentwicklung und -anpassung vor Ort unter Beteiligung der Anwender erreicht werden kann.
tab.fzk.de
tab.fzk.de
Это накопление обусловлено внедрением инородных тел (см. морфологию) и, прежде всего, пластической деформацией зерна соответственно кристаллов (энтропия-в основном
[…]
энергоупругость) за счет режущего и нережущего формирования
[…]
поверхность, а также a s b y диффузия i n t термические […](сварка и др.).
henkel-epol.
comhenkel-epol.com
Diese Speicherung erfolgt sowohl durch Eintrag von Fremdstoffen (siehe Morphologie) wie vor allem auch durch durch plastische Deformation der Krner bzw. der Kristalle (Entropie — wie vor allem Energieelastizitt) рядом с
[…]
spanlosen wie der spanabhebenden Formgebung der
[…]
Oberflch e, sowi e d ur ch Diffusionen be i the rmisc 9000s […](Швайен и др.).
henkel-epol.com
henkel-epol.com
Через два десятилетия после
[…]
изобретение т ч е диффузия — a b так rption […]Х. Гепперт Швед Карл Мюнтерс и Бальтазар фон
[…]
Платену удалось использовать водород в качестве инертного газа вместо воздуха.
zogg-engineering.ch
zogg-engineering.ch
Zwei Jahrzehnte nach
[…]
der Erf in dung des Диффузии- Abso rpti на […]durch H. Geppert fhrten die Schweden Carl Munters
[…]
und Baltazar von Platen das Prinzip zum Erfolg, indem sie Wasserstoff anstelle von Luft als Inertgas einsetzten.
zogg-engineering.ch
zogg-engineering.ch
TA может использовать
[…]
подходы и результат с o F Диффузия R E SE ARCH и другие исследования аспектов технологии, чтобы внести свой вклад в этот процесс, изучая VA N T 44 распространение a n d контексты внедрения и выявление возможностей для демонтажа барьера s t o0004 распространение a n d использование, [. ..]максимально использовать потенциал
[…]
льготы и усиление глобальных эффектов социального обеспечения.
tab-beim-bundestag.de
tab-beim-bundestag.de
TA knnte demnach mit Hilfe der Anstze und
[…]
Ergebnisse de r Diffusionsforschung e be nso wie an derer technikreflektierender Forsc hu ngsanstze dazu beitragen, durch die Untersuchung der r eleva nte n Diffusions- und Adop ti onskontexte und die Identifikation von Mglichkeiten zum Abb au von Diffusions- и N utzungshemmnissen, […]Nutzenpotenziale
[…]
auszuschpfen und gesamtgesellschaftliche Wohlfahrtseffekte zu erhhen.
tab-beim-bundestag.
detab-beim-bundestag.de
Из -за чрезвычайно быстрого изменения температуры (скорости охлаждения) при максимальной точности управления несоответствие праймеров во время T H E HENEALING P R OC ESS ESS эффективно предотвращает. Это приводит к продуктам амплификации с более высокой специфичностью.
aj-ebiochip.com
aj-ebiochip.com
Aufgrund der enorm schnellen nderung der Temperatur (Khlraten) bei hchster Regelgenauigkeit wird effektiv ein Primer-Mismatching whrend de s Annealings v er препятствует использованию специальных продуктов Amplifikations.
aj-ebiochip.de
aj-ebiochip.de
Понимание различных видов термической обработки: Отжиг
В последних нескольких частях мы обсуждали использование диаграмм Время-Температура-Преобразование и Преобразование при непрерывном охлаждении для понимания фазовых переходов, происходящих во время термической обработки.
В этой колонке и в следующих статьях мы собираемся обсудить применение диаграмм CCT к реальным типичным термообработкам. В этом месяце мы сосредоточимся на отжиге. Мы будем использовать пару типичных сплавов, чтобы проиллюстрировать микроструктуры, полученные в результате различных термообработок. Результирующие микроструктуры будут прогнозироваться с помощью JMatPro (Sente Software, 2018 г.), программного обеспечения, которое позволяет прогнозировать микроструктуру для многих различных сплавов, и IVF Integra (Swerea IVF AB, 2012 г.), который рассчитывает микроструктуру на основе фактических кривых охлаждения закалки. .Отжиг
Целью отжига является придание детали однородной микроструктуры, то есть мягкости, для обеспечения возможности формовки или механической обработки. Отжиг может выполняться на заводе, а материал поступает на завод готовым к механической обработке, или это может быть сделано на месте для облегчения обработки. Есть много различных типов отжига, которые могут быть выполнены.
Но во всех случаях основной причиной отжига является смягчение детали и повышение пластичности для формовки или механической обработки.Рис. 1: Типичный гомогенизационный отжиг слитков в ванне для выдержки на сталелитейном заводе.
Гомогенизация Отжиг — это метод отжига, используемый на сталелитейном заводе. Этот процесс отжига является несколько специализированным, поскольку его целью является выравнивание ликвации в стальных слитках или непрерывнолитых полосах. Очень высокие температуры и очень продолжительное время используются для того, чтобы позволить выровняться изменениям в химическом составе из-за сегрегации. Эта сегрегация является причиной разной прокаливаемости концов рулона. Готовые к охлаждению слитки или рулоны вынимают из печи и охлаждают на воздухе. Поскольку воздушное охлаждение является относительно неконтролируемым, могут возникать изменения в размере зерна и микроструктуре. Это часто объясняет разницу в производительности одного стана по сравнению с другим во время формовки, даже при соблюдении спецификаций на поставку.
Рис. 2: CCT из стали AISI 4140 с наплавкой при скорости охлаждения 0,005°C/с (18°C/ч). Полученная микроструктура представляет собой крупнозернистый перлит с проэвтехтоидным ферритом.
Полный отжиг осуществляется путем нагрева стали выше верхней критической температуры, при этом микроструктура полностью преобразуется в аустенитную. Печь выключают, и температуре дают понизиться. В качестве альтернативы температура в печи снижается с определенной скоростью (обычно не более 40°C/час). Как правило, это может занять 30 часов или более в зависимости от сплава. В стали AISI 4140 при охлаждении со скоростью 18°C/ч полученная микроструктура представляет собой крупнозернистый перлит, который легко подвергается механической обработке (рис. 2).
Рисунок 3: Изотермический отжиг AISI 4140, демонстрирующий микроструктуры, идентичные процессу отжига.
Изотермический отжиг или технологический отжиг немного отличается от полного отжига, но дает аналогичную микроструктуру. В этом процессе деталь нагревают выше верхней критической температуры, а затем быстро охлаждают примерно до 650°C (1200°F) и выдерживают изотермически в течение определенного периода времени.
Аустенит превращается в феррит и перлит. Затем деталь вынимают из печи и охлаждают на воздухе любым удобным способом. Преимущество изотермического отжига перед технологическим отжигом заключается преимущественно в более коротком времени. Для полного отжига потребуется около 30 часов, а для изотермического отжига потребуется около четырех часов, в зависимости от сплава. Это показано на рисунке 3.9.0005Нормализация
Нормализация аналогична процессу полного отжига, но с некоторыми важными отличиями. При нормализации температуры примерно на 25°C выше температуры нормальной закалки или аустенизации. После полного превращения в аустенит (обычно выдерживают при температуре в течение одного часа на дюйм или 25 мм толщины) деталь вынимают из печи и охлаждают на воздухе. Эти процессы обычно выполняются на сварных деталях, поковках или отливках.
Процесс ковки (а также сварки и литья) происходит при повышенных температурах, при которых может происходить укрупнение зерна. Это означает, что поковки могут иметь большую изменчивость размера зерна.
В зависимости от того, как поковка (или сварка) охлаждается от температуры ковки или сварки, микроструктура будет смешанной и будет демонстрировать большую изменчивость твердости. Существуют также большие остаточные напряжения (термические и трансформационные), которые могут привести к деформации. Целью нормализации является получение мелкозернистой и однородной микроструктуры — обычно мелких зерен мелкого перлита.Рис. 4: AISI 4140, нормализованная при 875°C и воздушном охлаждении со скоростью 1°C/с. Полученная микроструктура состоит из 62% бейнита, 32% проэвтехтоидного феррита и приблизительно 6% перлита. Полученная твердость составляет около 28 HRC.
Самая большая разница между полным отжигом и нормализацией заключается в межпластинчатом расстоянии образующегося перлита. Очень крупный перлит очень мягкий. Мелкозернистый перлит тверже и несколько легче поддается механической обработке. Также при механической обработке происходит меньше наклепа, потому что сталь менее «клейкая».
Для сталей с низкой прокаливаемостью воздушное охлаждение может дать мелкозернистую перлитную микроструктуру. Полученная твердость находится в верхнем диапазоне HRB. Однако для сталей с высокой прокаливаемостью быстрое охлаждение на воздухе может привести к смешанной микроструктуре, содержащей значительное количество бейнита и, возможно, мартенсита (для сталей с очень высокой прокаливаемостью). В результате твердость также выше. Например, сталь AISI 4140, нормализованная при 875°C и охлаждаемая воздухом со скоростью 1°C/с, будет иметь твердость примерно 28 HRC и микроструктуру, состоящую из 62% бейнита, 32% проэвтехтоидного феррита и примерно 6% перлита (рис. 4).Сфероидизирующий отжиг
Сфероидизирующий или сфероидизирующий отжиг представляет собой процесс, при котором пластинки перлита, состоящие из карбида железа или Fe 3 C, превращаются в сферы из карбида железа. Полученная матрица теперь представляет собой феррит со сферами цементита вместо перлита, который представляет собой матрицу феррита с пластинками цементита.
Ниже нижней критической температуры диффузия углерода происходит медленно, поэтому для сфероидизации пластин цементита требуется много времени.Основной причиной сфероидизации является получение очень пластичной стали, пригодной для глубокой штамповки или формовки сложных форм. Сферические карбиды позволяют стали пластически деформироваться без образования трещин. Это также снижает износ матрицы за счет снижения необходимого давления для формовки. Поскольку для производства сфероидальных карбидов требуется длительное время в печи, этот метод отжига обычно используется для деталей, трудно поддающихся формованию, или когда увеличенный срок службы матрицы может оправдать повышенные затраты на сфероидизацию.
Существует два основных метода сфероидизирующего отжига. Это подкритический отжиг и межкритический отжиг. При докритическом отжиге стали нагревают чуть ниже температуры А1 и выдерживают в течение длительного периода времени (обычно много часов). Затем стали охлаждают до комнатной температуры удобным способом (обычно на воздухе).
Детали не превращаются в аустенит, поэтому возможно сохранение некоторых элементов прежней микроструктуры. Можно сохранить тонкую перлитную структуру, чтобы уменьшить расстояние диффузии и улучшить кинетику. Структуры докритических сфероидированных деталей обычно содержат мелкий сферический цементит внутри зерен феррита. Окончательный размер карбида регулируется выбранным временем термообработки и температурой.Рисунок 5: Сравнение практики межкритического и подкритического сфероидизирующего отжига.
В межкритическом процессе сфероидизации сталь нагревают выше температуры A1 и позволяют превратиться в аустенит. Это позволяет всему углероду перейти в раствор в аустените. Затем деталь медленно охлаждают примерно до 650°C, где она выдерживается в течение нескольких часов. Осажденный цементит в виде перлита укрупняется в сфероидизированный цементит. Крупные частицы цементита могут осаждаться на границах зерен. Как правило, при межкритической термообработке образуются более крупные частицы цементита, что приводит к снижению твердости.
Два процесса показаны на рис. 5.9.0005Снятие напряжения
Целью снятия напряжения является снижение остаточных напряжений, возникающих при формовании или механической обработке. Это не делается для изменения металлургических свойств или микроструктуры. Холодная обработка, шлифовка, механическая обработка или термическая резка могут привести к значительным остаточным напряжениям в стали. При термической обработке, а именно во время цикла нагрева, эти напряжения вновь оживают. Это проявляется как изменение геометрии. Кроме того, между производственными этапами также осуществляется снятие напряжения для получения детали без остаточного напряжения, которая не склеивается и не меняет форму при выполнении дополнительных производственных этапов. Это также может быть сделано после термической обработки для повышения усталостной прочности. Это также улучшит размерную стабильность детали.
Для многих низколегированных сталей, подвергшихся тяжелой холодной обработке, медленный нагрев до 200-425°C (400-800°F) в течение относительно короткого времени (от двух до четырех часов) уменьшит остаточные напряжения.
Для легированных сталей в большинстве случаев снятие напряжений проводят при температуре 480-540°C (900-1000°F) в течение двух-четырех часов. Это уменьшит большинство присутствующих остаточных напряжений. Если деталь подвергается снятию напряжений после термической обработки и отпуска, используется температура примерно на 30-50°С ниже температуры отпуска. Во всех случаях после снятия напряжения детали медленно охлаждают, чтобы предотвратить повторное возникновение термических остаточных напряжений.В качестве примера преимуществ отжига: шасси для самолета Boeing F/A-18 A-C изготовлено из стали 300M. (ВМС США/Википедия)
Пример
В качестве примера преимуществ отжига: шасси для самолета Boeing F/A-18 A-C изготовлено из стали 300M. Это сплав с чрезвычайно высокой прокаливаемостью, аналогичный AISI 4340, но с дополнительным содержанием углерода и кремния. Это обеспечивает очень высокую твердость при сохранении хорошей пластичности при прочности 2000+ МПа (2
фунтов на кв.
- I. Campos-Silva et al.
.10 3 9011. для определения твердости ;
Заданная температура и время определяются на основе состава, размера детали, предшествующей механической обработки и других подобных факторов. . Размягчение стали имеет множество функций, включая следующие:
