Схема контактной сварки: Контактная сварка – схема сборки аппарата точечной сварки своими руками + Видео
Содержание
Контактная сварка | Рудетранс
Контактная сварка — это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Родоначальник контактной сварки — английский физик Уильям Томсон (лорд Кельвин), который в 1856 г. впервые применил стыковую сварку. В 1877 г. в США Томсон самостоятельно разработал стыковую сварку и внедрил ее в промышленность. В том же 1877 г. в России Н.Н.Бенардос предложил способы контактной точечной и шовной (роликовой) сварки. На промышленную основу в России контактная сварка была поставлена в 1936 г. после освоения серийного выпуска контактных сварочных машин.
Преимущества контактной сварки перед другими способами:
- Высокая производительность (время сварки одной точки или стыка составляет 0,02… 1,0 с)
- Малый расход вспомогательных материалов (воды, воздуха)
- Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
- Это экологически чистый процесс, легко поддающийся механизации и автоматизации
Основные способы контактной сварки
Основные способы контактной сварки — это точечная, шовная (роликовая) и стыковая сварка.
Машины для контактной сварки
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис.1).
Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки: 1 — трансформатор; 2 — переключатель ступеней; 3 — вторичный сварочный контур; 4 — прерыватель первичной цепи; 5 — регулятор; 6 — привод сжатия; 7 — привод зажатия деталей; 8 — привод осадки деталей; 9 — привод вращения роликов; 10 — аппаратура подготовки; 11 — орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.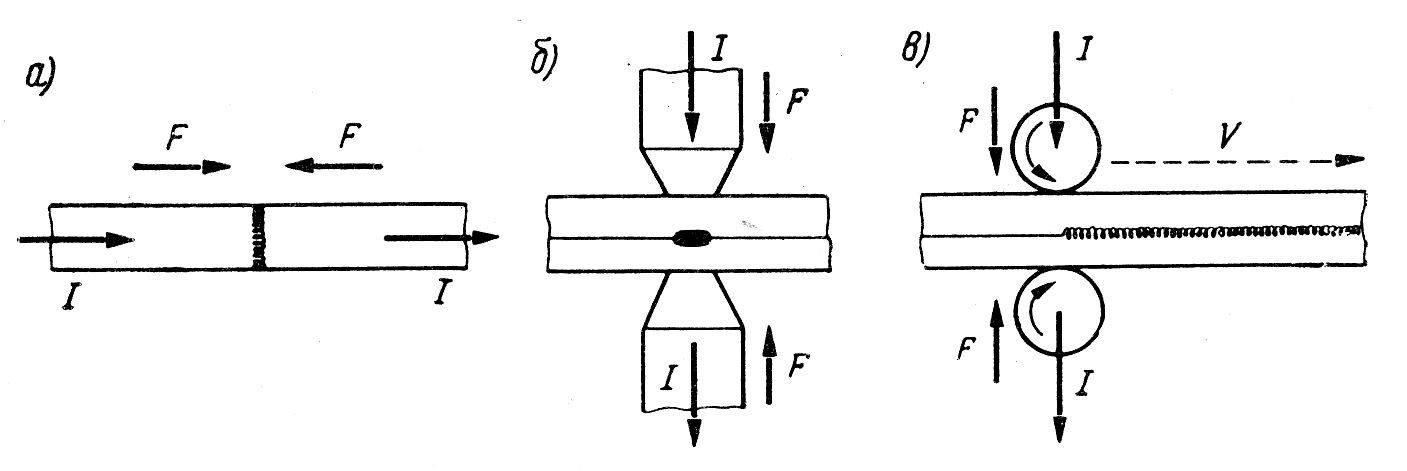
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых — это комплект кнопок. С органов управления поступают команды на сжатие «С» электродов или зажатие «3» деталей, на включение «Т» и отключение «О» сварочного тока, на вращение «В» роликов, на включение «а» регулятора цикла сварки. Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Электроды в контактной сварке
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов — стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки — это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация.
Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация. Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Рис. 2. Схемы электродов для точечной сварки: а — с наружным посадочным конусом; б — колпачковых
Электрод должен иметь минимальную массу, удобно и надежно устанавливаться на сварочной машине. Диаметр D должен обеспечивать устойчивость электрода против изгиба при сжатии его усилием сварки, а также возможность захвата инструментом для снятия. Внутренний диаметр должен обеспечивать ввод трубки с охлаждающей водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм и 1 : 5 при D > 32 мм. Диаметр рабочей части электрода выбирают в зависимости от толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3…4 их диаметра, а при сварке полос — не менее 10 толщин полосы.
Подготовка поверхностей к контактной сварке
При подготовке поверхностей к контактной сварке должны выполняться три основных требования: в контактах электрод-деталь должно быть обеспечено как можно меньшее электрическое сопротивление Кэ-д —> min), в контакте деталь-деталь сопротивление должно быть одинаковым по всей площади контакта. Сопрягаемые поверхности деталей должны быть ровными, плоскости их стыка при сварке должны совпадать.
Выбор конкретного способа подготовки поверхностей определяется материалом деталей, исходным состоянием их поверхностей, характером производства. Для штучного и мелкосерийного производства необходимо предусмотреть операции правки, рихтовки, обезжиривания, травления или зачистки, механической обработки. В условиях крупносерийного и массового производства, где обеспечивается высокое качество исходных материалов в заготовительном и штампопрессовом производствах, подготовку поверхностей перед сваркой можно не делать. Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Критерием качества подготовки поверхности является величина контактных сопротивлений Rэ-д и Rд-д. Для их измерения детали зажимают между электродами сварочной машины, но сварочный ток не включают. Сопротивление измеряют микроомметром при помощи щупов. Для сталей сопротивление более 200 мкОм свидетельствует о плохом качестве поверхности. Высокое Rэ-д приводит к перегреву электродов и подплавлению поверхности деталей, вследствие чего происходит наружный и внутренний выплеск металла и образуется чрезмерная вмятина под электродами.
Основные параметры режима всех способов контактной сварки
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока Iсв длительностью t в соответствие с законом Джоуля-Ленца:
Q= Iсв2Rсвt,
где за Rсв принимают сопротивление столбика металла между электродами. При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля-Ленца увеличение Rсв должно увеличивать количество выделяющейся теплоты. Но по закону Ома
Iсв=U2/Z,
где U2 — напряжение на вторичном контуре сварочной машины, a Z — полное сопротивление вторичного контура, в которое входит Rсв. Поэтому при увеличении Rсв уменьшится Iсв, а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение Rсв не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения Rсв и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов.
С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов.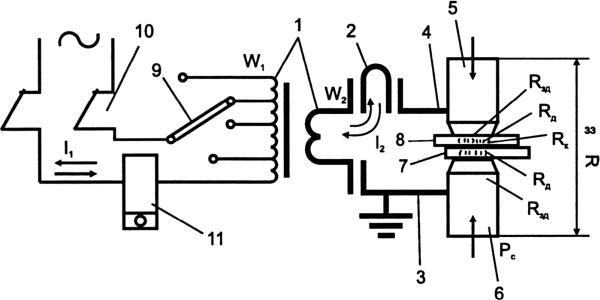 Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение Rсв в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Качество сварных соединений
Качество сварных соединений, выполненных контактной сваркой, определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима и их стабильностью. Основной показатель качества точечной и шовной сварки — это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20…80 % S. За меньшим из этих пределов следует непровар, за большим — выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Основные дефекты сварных соединений при точечной и шовной сварке — это непровар, заниженный размер литого ядра, трещины, рыхлоты и усадочные раковины в литом ядре и выплеск, который может быть наружным, из-под контакта электрод — деталь, и внутренним, из-под контакта между деталями. Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
При стыковой сварке по тем же причинам могут возникать непровары. Перегрев зоны сварки может вызвать структурные изменения (укрупнение зерна) и обезуглераживание сталей. Это ухудшает механические свойства соединений.
Контролируют качество контактной сварки чаще всего внешним осмотром, а также любыми методами неразрушающего контроля.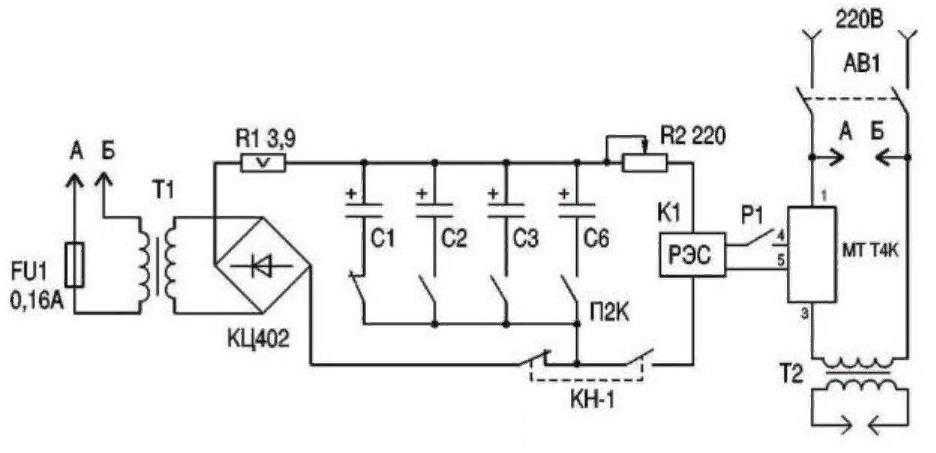 Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Контактная сварка своими руками из микроволновки: сварочный аппарат из трансформатора
активно применяется в разных отраслях промышленности уже много лет. Не менее актуальна она в домашних мастерских, ремонтных цехах и гаражах, где ее успешно реализуют умельцы своими силами для выполнения разнообразных операций, связанных с металлом.
Стоимость серийного оборудования для подобных технологических операций довольно высока, но агрегат для контактной сварки может быть сконструирован .
Содержание
- Коротко о технологиях точечной контактной сварки
- Контактная сварка, собранная своими руками
- Схема устройства самодельного сварного аппарата
- Необходимые в работе материалы и инструменты
- Электроды для точечного сварочного аппарата
- Управление самодельным сварным аппаратом
- Заключение
Коротко о технологиях точечной контактной сварки
Технология контактной представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная из микроволновки.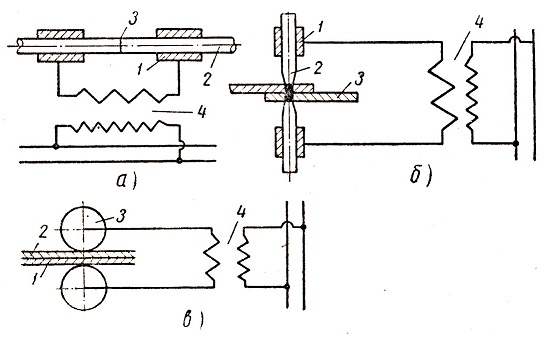 Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.
Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.
Способ контактной сварки.
И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т.п.
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.
Основное достоинство такой сварки мини размера ‒ возможность овладеть сварочным искусством без помощи высококвалифицированного мастера. При наличии базовых знаний о сварке умелец может самостоятельно изучить все тонкости работы с самодельным агрегатом.
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Контактная сварка, собранная своими руками
Изготовление сварочного аппарата.
С целью получения надежного сварочного агрегата, необязательно приобретать дорогостоящую модель. Сварку делаем из микроволновки своими руками, если в распоряжении мастера есть такой прибор.
Агрегат сваривает электродом кромки металлоизделий и собирается по такому же принципу, как и в случае применения специального оборудования, но обойдется мастеру в разы дешевле профессионального агрегата.
Прежде чем рассказать, как сделать контактную сварку своими силами, отметим важную деталь. Наиболее значимым элементом в СВЧ печи в процессе сборки сварного аппарата является трансформатор от микроволновой печи.
Он обеспечит сварку высоким напряжением ввиду наличия большого коэффициента трансформации. Поэтому для самодельной точечной сварки следует подбирать печи больших размеров.
Для расплавления кромок металлических изделий, которые соединяются путем контактной сварки, необходим ток высокой силы. Величина напряжения при этом не влияет на качество сварных швов, поэтому во внимание не берется. В большинстве случаев применяется уровень до 3-х Вольт.
Мощность трансформатора нужно подбирать с учетом толщины деталей, с которыми планируется работать в дальнейшем:
- при толщине до 1 мм актуальна модность в районе 1000 Вт;
- при толщине до 2 мм ‒ в районе 2000 Вт;
- при толщине до 3 мм ‒ в районе 5000 Вт.

Если данные условия будут соблюдены, получится действительно высокопроизводительный сварочный аппарат для использования в быту.
Схема устройства самодельного сварного аппарата
Основной элемент любого аппарата для контактной сварки ‒ это трансформатор, который стоит изъять из старой микроволновки. Важное условие – прибор должен быть рабочим.
Самодельный будет способен соединять листы стали с толщиной до 1 мм, если при его сборке использовать мощный трансформатор. Оптимально, если величина мощности превысит 1 кВт. Если же работать придется с более толстыми стальными листами, потребуется два трансформатора, обобщенных обмоткой.
На заметку! Дабы не допустить ошибок при сборке самодельного сварного оборудования, важно составить схему соединения его конструктивных элементов. Следуя ей, можно без каких-либо трудностей собрать сварочный аппарат для бытового использования из СВЧ печи.
Следуя ей, можно без каких-либо трудностей собрать сварочный аппарат для бытового использования из СВЧ печи.
Схемы самодельных сварных агрегатов также в большом количестве присутствуют в интернете на форумах сварщиков. Они помогут изготовить агрегат, служащий хорошим подспорьем для выполнения сварных операций в быту, и будут значительно более экономичными по стоимости, нежели магазинные версии.
Тем более что дорогостоящее профессиональное оборудование не всегда целесообразно покупать для выполнения мелких бытовых операций.
Сборка рабочей части устройства позволяет оперативно выполнить соединение сварных электродов, и зажать металлическое изделие между ними.
Устройство трансформатора микроволновки.
Технологически всю работу можно разделить на две части:
- Создание нижнего основания контактной сварки своими руками из микроволновой печки.
С этой целью используется профиль, штанга или деревянный брус. Один его конец нужно крепко зафиксировать на корпусе при помощи саморезов, обеспечивающих жесткую фиксацию. На второй край требуется подсоединить нижний сварочный электрод с подведенным к нему кабелем от трансформатора. Для жесткой фиксации провода его приматывают к штанге.
На второй край требуется подсоединить нижний сварочный электрод с подведенным к нему кабелем от трансформатора. Для жесткой фиксации провода его приматывают к штанге. - Обустройство верхней подвижной части устройства в виде рычага.
Функцию оси может выполнить длинный не ржавый гвоздь, а стойки по бокам изготавливаются из брусков или профилей. Не стоит допускать наличие зазоров между стойками и основанием самодельного рычага, в противном случае может снизиться точность соответствия верхней и нижней части и точности самой сварки.
В начале работы из микроволновки изымают трансформатор, но этот элемент потребуется не весь, а лишь некоторые его части. А именно, магнитопровод и первичная обмотка. В то же время, шунты по обе стороны трансформатора и вторичную обмотку аккуратно демонтируют за ненадобностью.
Далее, на трансформатор потребуется соорудить новую обмотку, для чего применяют многожильный провод с сечением не менее 100 мм2. Кабель для сварки проводов наматывается в 2-3 витка. Но если на проводе присутствует слишком толстая изоляция, то ее можно убрать и заменить текстильной изолентой.
Но если на проводе присутствует слишком толстая изоляция, то ее можно убрать и заменить текстильной изолентой.
Если агрегат нужно сделать мощным, для него используется два трансформатора, а повторную обмотку для них делают общей. При этом крайне важно верно осуществить соединение выводов с первичных обмоток обоих трансформаторов, чтобы не снизилась мощность сварного аппарата.
Следующие этапы работы по изготовлению контактной сварки из микроволновой печи своими руками выглядят следующим образом:
- установка системы управления агрегатом, позволяющей наладить бесперебойное сваривание металлических изделий точечным контактным методом;
- изготовление и подсоединение сварных электродов, диаметр и вид которых подбирается с учетом характеристик рабочих деталей;
- монтаж внутренней части агрегата для контактной сварки в надежный корпус от старой бытовой техники, демонстрирующий высокую стойкость к воздействию негативных факторов из окружающей среды.

Самодельная контактная сварка из микроволновой печки, созданная по такой инструкции, может справиться с:
- сеткой;
- клетками;
- прутками с диаметром до 3 мм;
- пластинами металла до 3 мм.
Все эти изделия без особенных трудностей могут использоваться для создания металлоконструкций с помощью собранного своими силами агрегата для точечной сварки.
Необходимые в работе материалы и инструменты
Если в распоряжении мастера имеется микроволновка, которая больше не используется по прямому назначению, из нее можно смастерить аналог профессионального оборудования проведения для сварочных работ.
Способ сваривания деталей точечной сваркой.
В процессе работы мастеру потребуется следующие комплектующие детали будущей микроимпульсной сварки, вспомогательные приспособления и инвентарь для сборки агрегата:
- переделанный трансформатор от микроволновки или АКБ батареи;
- провод приличного диаметра из меди или жгут проводов небольшого размера;
- рычаги, выполняющие функции прижимов;
- основание для установки сварочного аппарата;
- зажимные струбцины;
- отвертки разного вида и размера;
- кабели;
- обмоточные материалы;
- электроды из меди, за счет которых и будет выполняться сварка;
- кнопка.

Важно! Если нужно изготовить мощную точечную сварку из бывшей в употреблении микроволновки, понадобится два трансформатора. От количества этих конструктивных деталей бывшего в употреблении изделия будет зависеть уровень максимальной мощности самодельной сварки.
Электроды для точечного сварочного аппарата
Точечная контактная сварка выполняется путем замыкания двух электродов. Их можно смастерить собственными силами из медного прутка или жала профессионального паяльника, если агрегату не требуется высокая мощность.
Специальную проволоку для сварочного аппарата из трансформатора микроволновки подсоединяют к проводу от аппарата посредством медного наконечника, соединенного с ним пайкой.
Схема электрическая сварочного аппарата.
Место внутри наконечника ограниченно, поэтому неопытные мастера не сразу могут провести сквозь него кабель. Задачу выполнить проще, если смазать провод маслом или солидолом. Далее, наконечник нужно аккуратно совместить с электродом болтовым соединением высокой надежности.
Тогда рост сопротивления в местах ненадежного контакта не спровоцирует потерю мощности аппарата. Предварительно в электроде и наконечнике важно организовать одинаковые по размеру отверстия.
На заметку! Крепежные элементы для сборки самодельного сварочного аппарата из микроволновой печи стоит подбирать или ее сплавов. Медные болты, гайки для соединения электродов и наконечников с проводами отличаются минимальной величиной электрического сопротивления.
Если все соединения отдельных конструктивных элементов для контактной точечной сварки будут надежными, это значительным образом упростит обслуживание оборудования в будущем. Работа будет выполняться быстро, а сварные швы приобретут высокие эксплуатационные параметры.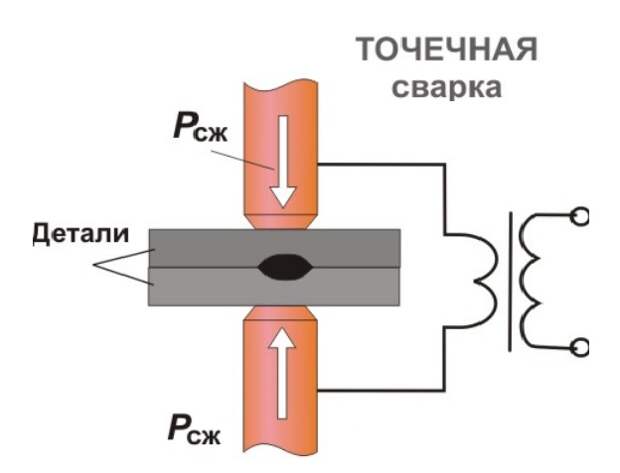
Управление самодельным сварным аппаратом
Управление аппаратом из микроволновки, изготовленного своими руками, не составит особых трудностей даже для неопытного мастера. Оно осуществляется с помощью двух элементов: рычага и выключателя.
Рычаг отвечает за силу сжатия между электродами, определяющую надежность контакта соединяемых деталей в точке выполнения сварки. Поэтому его важно дополнить винтовыми элементами, обеспечивающими еще более значительную силу сжатия.
Рычаг в нерабочем состоянии самостоятельно отводится вверх, что позволит предотвратить произвольное замыкание контактов и беспрепятственный доступ к заведению изделия. Для этого к его основанию следует закрепить пружину с карбюратора актуальной жесткости.
Специализированное производственное оборудование, используемое с целью соединения листов стали со значительной толщиной, имеют элементы сжатия, способные создавать давление от 50 до 1000 кг, исходя из необходимости.
Для точечной сварки из микроволновки, применяемой для нерегулярных и простых работ в домашних условиях, будет достаточно давления до 30 кг.
Для большего комфорта сварщика, простоты работы и увеличения силы сжатия до актуального значения, прижимной рычаг стоит сделать длинным. Оптимальная длина ‒ 60 см.
С его помощью можно увеличить прилагаемое усилие в 10 раз, а это значит, что при давлении на рычаг с усилием 3 кг, электроды и соединяемые металлические детали будут сжиматься силой, равной 30 кг.
То есть, даже незначительное по силе нажатие на рычаг рукой сварщика, позволит ему запустить сварной процесс и точно провести электродом по рабочей поверхности металла.
На заметку! Крайне важно надежно зафиксировать сварное оборудование на поверхности рабочего стола, для чего применяют струбцины соответствующего размера. В противном случае, при надавливании на такой рычаг сам аппарат может сдвигаться с места, что может стать причиной серьезных дефектов сварных швов на металлоконструкции.
В противном случае, при надавливании на такой рычаг сам аппарат может сдвигаться с места, что может стать причиной серьезных дефектов сварных швов на металлоконструкции.
Варианты конструкции сварочного аппарата.
Выключатель отвечает в устройстве за подачу тока к электродам для сварки и подключается к цепи первичной обмотки трансформатора. Напомним, что сила тока во вторичной обмотке значительно превышает аналогичный показатель первичной обмотки.
Если подсоединить выключатель ко вторичной обмотке, он спровоцирует образование дополнительного сопротивления, и произойдет приваривание его контактов под воздействием сильного тока.
Располагайте выключатель непосредственно на рычаге, если он используется в качестве прижимного механизма. В таком случае вторая рука сварщика останется свободной, и ею можно будет придерживать свариваемые детали.
Это позволит улучшить качество сварных швов, так как повыситься прицельность и точность ведения электрода по поверхности рабочего изделия.
Основные операции по сбору точечной сварки своими руками из обычной б/у микроволновки завершены.
Мастеру останется лишь потренироваться перед началом работы, что позволит понять суть и вникнуть в особенности протекания основных процессов сварки различных металлов, исходя из формы и толщины металлоизделий. И только потом можно приступать к практическому применению самодельного оборудования из микроволновки.
Важно! Особенностью работы на оборудовании для точечной сварки, изготовленном своими руками из микроволновки, заключается в том, что подавать ток нужно только на сжатые электроды.
Если подача тока осуществляется на электроды, не находящиеся в состоянии сжатия, сварщик столкнется с интенсивным искрением сварной проволоки и ее активным подгоранием.
Еще одной проблемой, с которой может столкнуться мастер в процессе применения самодельного агрегата для сваривания металлических деталей, является риск сильного нагрева трансформатора и токопроводящих элементов этого оборудования.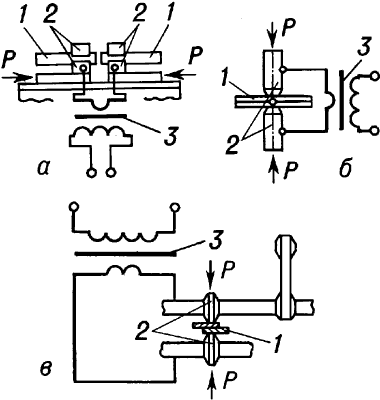
Такая ситуация приводит к выходу самодельной модели из строя. Избежать перегрева позволит создание простейшей системы охлаждения сварочного аппарата из вентилятора.
Еще одной хитростью, уберегающей точечную сварку от перегрева, являются такие временные перерывы в ее работе, на протяжении которых трансформатор и токопроводящие элементы успевают остыть.
Время выдержки сварных электродов под током в сжатом состоянии при сварных операциях нужно контролировать визуально, с учетом цвета точки в месте соединения. Малоопытный сварщик может применить с этой целью специальное реле.
https://youtu.be/eUmhrj36UNQ
Заключение
Бытовую сварку из трансформатора микроволновки можно сделать при минимуме материальных вложений и временных затрат в бытовых условиях. Технология сборки контактной сварки из микроволновки проста и не требует наличия дорогостоящего оборудования, специфического инвентаря, редких материалов.
Важно подготовить подробную схему сборки агрегата, проявить бдительность при разборке СВЧ печи и сборке самодельной сварки на ее основе. Тогда сварщику удастся сэкономить и выполнять ряд несложных сварочных операций по соединению металлических деталей в бытовых условиях самодельным оборудованием.
Тогда сварщику удастся сэкономить и выполнять ряд несложных сварочных операций по соединению металлических деталей в бытовых условиях самодельным оборудованием.
Схемы питания машин контактной сварки
Применяются следующие схемы питания:
1. Однофазные машины переменного тока.
2. Машины с накоплением энергии во время пауз между сварочными импульсами.
3. Низкочастотные с питанием трансформатора от трехфазной цепи через выпрямитель.
4. Машины с выпрямлением сварочного тока во вторичном контуре, питание от трехфазной цепи и трехфазного трансформатора.
Достоинства:
1. Простота преобразования энергии.
2. Широкий диапазон регулирования сварочного тока за счет изменения угла управления вентилем.
Современная аппаратура обеспечивает синхронное включение сварочного тока. При этом предусматривается, что последовательность импульсов начинается с полупериода другого направления, чтобы уничтожить остаточный магнитный поток с предыдущего полупериода.
3. Регулирование длительности сварочного импульса можно осуществлять под 0, 0,1 сек. до очень больших пределов, определяя лишь целостность охлаждения обмоток трансформатора и токоведущих элементов.
Недостатки:
1. Неравномерная нагрузка фаз потребления энергии из фазы А и В, из С — нет. Надо чередовать фазы.
2. Высокая индуктивность вторичного и первичного контура. Особенно высокая индуктивность сопротивления и потери при высоких размеров вылета и размеров высоты, при введении перритных масс в контур. Эта огромная мощность машин до 300-400кВА для точечных машин, для рельефных машин – до 2000кВА
Нежелательно изготавливать машины большой мощности, т.к. тепловая мощность, выделяется на деталь значительно меньше (составляет 50-60% от мощности).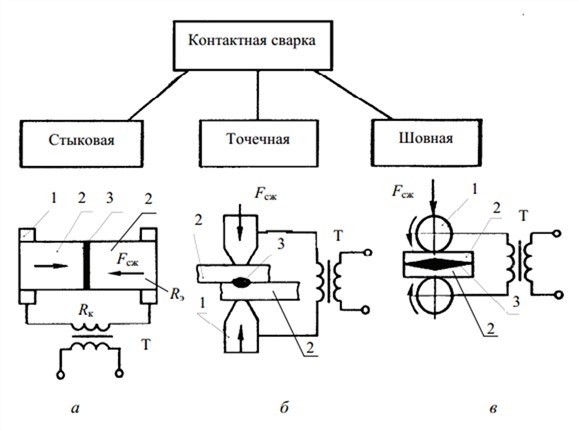
3. Больше потери.
Используют низкочастотные машины (чтобы компенсировать эти недостатки).
Индуктивное сопротивление первичной и вторичной обмотки терристора и сварочного контура меньше, чем при переменном токе, т.к. скорость изменения тока в несколько раз меньше, чем при переменном токе частотой 50 Гц.
Равномерно нагружающаяся фазовая сеть. Потери снижаются. Недостаток: ограниченная продолжительность импульса, чем больше коэффициент трансформации, тем длительность импульса больше, амплитудное значение уменьшается.
низкочастотная машина.
Контактные машины с выпрямлением тока во вторичном контуре
Основным минусом низкочастотной машины является ограниченное время протекания сварочного импульса. Гораздо большую длительность при min потерях обеспечивает машина с выпрямителем сварочного тока во вторичном контуре. Используется 3-х фазный трансформатор.
Тиристоры Т1,Т2, Т3 подают на соответствующие обмотки трансформатора Тр. полупериуды соответствующих фаз сдвинутых на 120 градусов. Длительность протекания импульса практически неограниченна, но следует учитывать что следование импульса в одном направлении в каждой фазе оставляет остаточный магнитный поток. Однако импульсы по другим фазам замыкают магнитный поток через соседний стержень.
полупериуды соответствующих фаз сдвинутых на 120 градусов. Длительность протекания импульса практически неограниченна, но следует учитывать что следование импульса в одном направлении в каждой фазе оставляет остаточный магнитный поток. Однако импульсы по другим фазам замыкают магнитный поток через соседний стержень.
Для того что бы ток протекал в одном направлении в цепь вторичной обмотки включаются диоды.
При трехфазном трансформаторе:
Диоды Д1, Д2, Д3 для того что бы они не сгорали, собираются из блоков из несколько параллельных диодов.
Большое количество диодов приводит к большому падению напряжения. Для увеличения напряжения на вторичной обмотке делают либо в два раза больше витков либо уменьшают сечение первичной обмотки, следовательно, изменить сечение шины, на которую наматывают вторичную обмотку. Делают контур с большим вылетом и раствором. Эта машина обладает хорошими качествами: варят высокотеплопроводы, стали, и т.д.
Конденсаторные машины (с накоплением энергии в батарее)
Отличаются тем, что энергия сварочного импульса накапливается в батарее конденсатора в период пауз между сварочными импульсами. Заряд батареи относительно малым током, т.к. продолжительность заряда гораздо больше времени разряда поэтому ток питающей сети гораздо меньше чем во всех остальных рассмотренных схемах.
Заряд батареи относительно малым током, т.к. продолжительность заряда гораздо больше времени разряда поэтому ток питающей сети гораздо меньше чем во всех остальных рассмотренных схемах.
Наиболее точно дозируют энергию вводимую в зону сварки. Варят детали из теплоэлектропропроводных металлов, тонкие детали.
У этой машины очень широкие возможности по вариантам изменения энергии.
Благодаря возможности изменения напряжение заряда конденсатора и возможности изменения ёмкости конденсатора и коэффициента трансформатора базирование импульса осуществляется в широких пределах и с высокой точностью.
При сварке тонких и особотонких деталей необходимо обеспечить высокую повторяемость параметров всех последующих импульсов т.к. падение напряжения сети мало влияет на энергию запасенную конденсатором, легко применим стабилизатор, т.к. не требуется большая мощность, то стабильность сварки самая высокая.
Напряжение сети. Тр. повышающий до 450–500 В, часто изменение напряжения составляет 10 В. Через Д3. переменное напряжение выпрямляется и импульс тока заряжает С1, С2, С3.
Через Д3. переменное напряжение выпрямляется и импульс тока заряжает С1, С2, С3.
Сопротивление (Rзар) ограничено силой тока заряда (Iзар) с целью снижения тока питающей сети I.
Наводится магнитный поток на вторичную обмотку формирующегося импульса напряжения аналогичной формы.
При такой скорости нарастания тока тепло не успевает перейти в другие зоны, окружающего сварного соединения, свариваются Al и Cu сплавы.
При сварке алюминия возможен выплеск. Во избежание формирования сварочного импульса применяют подогрев.
В настоящее время большое число сварных конструкций (авиация, автомобили строение и т.д.) изготавливают из алюминиевых сплавов – нужны выпрямители во вторичном контуре либо конденсаторные машины.
Также по теме:
Типы контакторов. Включение тока в контактных машинах.
Сварочный контур. Вторичный контур машин контактной сварки.
Принцип контактной сварки
Одной из основных разновидностей сварки с использованием давления является контактная сварка, относимая к термомеханическому классу. Процесс нагрева в ней осуществляется теплом, выделяемым от пропускания электрических токов через контактирующие части соединения. Отличительным признаком контактной, как и всех прочих видов сварки под давлением, служит пластическое деформирование материала в зоне соприкосновения соединяемых заготовок.
Процесс нагрева в ней осуществляется теплом, выделяемым от пропускания электрических токов через контактирующие части соединения. Отличительным признаком контактной, как и всех прочих видов сварки под давлением, служит пластическое деформирование материала в зоне соприкосновения соединяемых заготовок.
Принцип контактной сварки
В ходе контактной точечной сварки принудительное формирование межатомных связей в кристаллических решетках контактирующих металлов способствует образованию сварного шва. Под действием тока с высокой плотностью в местах соприкосновения металлы заготовок нагреваются с переходом в термопластическую форму либо оплавление. От постоянного сдавливания разогретых изделий образуются дополнительные области контакта. В ходе процесса их становится все больше до окончательного сближения, то есть сварки.
Принципиальной схемой контактной сварки предусмотрено осуществление операций в три стадии. Они включают начало физического контактирования свариваемых деталей, образование химических связей в кристаллических решетках материалов и продолжение происходящих реакций на границах кромок до получения соединения. Первая стадия работы машины контактной сварки способствует сближению атомов соединяемых поверхностей. При этом не только обеспечивается их физическое взаимодействие, но и удаляются с поверхностей пленки, сглаживаются шероховатости.
Одновременно начинается межатомное взаимодействие материалов. На второй ступени при соединении электронных оболочек создаются химические реакции, способствующие формированию сварного соединения. В ходе третьей стадии сварки на контактирующих границах деталей происходит взаимное диффузное проникновение атомов. Оно вместе с попутными реакциями, протекающими в зоне сварки, оказывает деформирующее действие на металл формируемого шва и прилегающие участки.
Оборудование для контактной сварки
Контактную сварку, цена которой сегодня доступна всем, производят с помощью специальных машин. Механической составляющей этого оборудования служат узлы с механизмами, способствующие созданию требуемого давления для сжимания соединяемых изделий. Электрическую часть данного оборудования составляют сварочный трансформатор, переключатель (регулятор) контактной сварки, прерыватель сварочного тока, токопроводящие элементы.
Машины разделяют по видам осуществляемых ими швов на стыковые, шовные либо точечные. По конструкциям аппараты контактной сварки схожи между собой. Аппараты для выполнения шовных соединений добавочно снабжены приводом, вращающим электроды. Оборудование, применяемое в стыковой сварке, имеет особый привод сближения заготовок с определенной скоростью: малой – для оплавки, большей – для осаждения.
Питают данные аппараты переменными трансформаторными токами. Первичная обмотка таких трансформаторов для контактной сварки подключается к электросетям 220-380 В. Она состоит из секций, что требуется для переключения уровня мощности посредством корректировки количества работающих витков. Один-два витка с напряжением 1-12 В составляют вторичную обмотку трансформатора. Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.
Необходимостью регулярных включений и отключений тока в ходе работ обусловлено применение специальных прерывателей. Они выполняются в виде электронной, электромагнитной аппаратуры либо традиционных механических контакторов. Последние чаще всего используют в аппаратах точечной либо стыковой контактной сварки невысокой мощности, с неавтоматическим действием. Электромагнитного типа контакторы эффективны не только в точечной, стыковой, но и при шовной сварке со средней мощностью оборудования. А электронные прерыватели, обеспечивающие синхронность включения (отключения) тока при определенной длительности пауз и импульсного действия, используются в различных машинах контактной точечной сварки автоматического принципа действия.
При сжатии деталей между электродами машины контактной сварки мт необходимы особые устройства давления. Сжиманию изделий в них способствуют приводы: электромеханический, пружинный, гидравлический, пневматический. Реже используется привод ручной, целесообразность его применения доказана для стыковых, точечных станков контактной сварки, имеющих небольшую мощность.
Аппараты точечной сварки эффективны для обработки заготовок малых толщин. Стыковые – активно применяются в автоматической сварке методом оплавления заготовок со значительным поперечным сечением. Отличаясь от них, аппараты для шовных соединений оснащены специальным скользящим токопроводом и механизмом привода роликовых электродов для контактной сварки.
м 1-12 В составляют вторичную обмотку трансформатора. Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.
Из-за хорошей производительности, благодаря простоте выполнения все виды контактного оборудования получили широкое распространение в промышленном производстве, особенно в автомобилестроении. Этот способ сварки лежит в основе технологического процесса кузовных работ. Эффективны как стационарные установки, особые стенды, так и подвесные клещи для контактной сварки. Выбор машины зависит от характеристик металлов, сварных соединений, типов профилей обрабатываемых материалов, по ним практически нет ограничений, будь то контактная сварка арматуры, труб, цепей либо рельсов.
Проведение сварки контактным способом возможно как с помощью расплавления материала, так и без него. В последнем варианте соединение достигается деформацией материала с физическим взаимодействием свариваемых поверхностей, вследствие чего образуется их общая структура. В другом случае происходит смешивание расплавов с пластической деформацией впоследствии кристаллизующегося металла. Аппарат контактной точечной сварки позволяет это делать на ограниченном участке, а стыковая сварка методом оплавления предполагает отчасти вытеснение расплава.
На характеристики металла швов и свойства сварных соединений оказывают существенное влияние скорости нагревания, пластического деформирования и охлаждения. С повышением скорости выше бывает прочность и твердость соединения. Если последний показатель удовлетворителен, а первый недостаточен, изделие подвергают термообработке для достижения необходимых эксплуатационных свойств. Местную термическую обработку участка соединения можно производить непосредственно в сварочном аппарате контактной сварки.
Контактная точечная сварка для аккумуляторов своими руками: схема
Основным принципом контактной сварки является тепловое воздействие на соединяемые детали. Это активно используется при ремонте аккумуляторов. Аппараты для выполнения этой процедуры можно не только приобрести в готовом виде в магазине, но и сделать самостоятельно. Контактная сварка аккумуляторов своими руками уступает по многим параметрам заводской сборке, но для домашних работ это может оказаться вполне приемлемой. В основном такие аппараты применяются для соединения клемм на аккумуляторах. За последние годы контактная сварка для аккумуляторов только набирает свою популярность.
Контактная сварка аккумуляторов своими руками
Для домашних аппаратов, которые будут использоваться для закрепления небольших пластинок из металла не требуется слишком мощных характеристик. Продолжительность воздействия импульса не должна быть выше 450 миллисекунд. Параметры тока должны регулироваться в пределах 400-1200 А.
Преимущества самодельного аппарат для точечной сварки
Точечная сварка для аккумуляторов своими руками обладает следующими преимуществами:
- Относительна низкая себестоимость самого аппарата;
- Простота конструкции и доступность расходных материалов;
- Получение требуемых рабочих параметров;
- Малое количество потребляемой мощности;
- Возможность работы с тонким листовым металлом;
- Возможность регулировки параметров в заданном диапазоне.
Недостатки
Также стоит выделить недостатки, которыми обладает аппарат для точечной сварки, сделанный самостоятельно:
- Слабая защищенность корпуса от внешних воздействий;
- Нет возможности тонкой регулировки рабочих параметров;
- Конструкция оказывается не столь надежной, как ее заводские аналоги.
Устройство
Контактная сварка для аккумуляторов имеет несколько основных частей, которые входят в ее общее устройство. В механической части присутствуют электроды, которые проводят электричество. Также тут присутствуют элементы для сжатия деталей во время сварки. В мощных заводских аппаратах здесь может применяться гидравлика, но в самодельных практически все механическое.
В электрической части основным устройством является сварочный трансформатор. Он соединяется с прерывателем первичной цепи, а также с элементами подачи электроэнергии на место сварки. В современных заводских моделях также присутствует сложная электроника, которая в самодельных аппаратах не применяется.
Трансформатор в конструкции
Принцип работы
Аппарат для точечной сварки своими руками обладает достаточно простым принципом действия, основанным на воздействии тепловой энергии. На электроды, которые впоследствии соприкасаются с металлическими деталями, подается электричество. В месте соединения образуется сварное ядро. Под механическим воздействием электроды сильно прижимаются к свариваемой детали. При воздействии электрического тока детали нагреваются и привариваются друг к другу.
Схема
Схема управления контактной сваркой для аккумуляторов:
Схема контактной сварки аккумуляторов своими руками
Существует множество схем аппарата. В данном случае в нее входят следующие компоненты:
- С – емкость конденсатора составляет 1000 мкФ, а минимальное напряжение на нем 25 В;
- R – номинальное сопротивление на 100 Ом;
- F – плавкая вставка рассчитанная на 5 А;
- VD1 – тиристор марки КУ202;
- VD2-VD5 – диоды марки S4M или Д232А;
- VD6-VD9 – IN4007 или Д226Б.
Процесс изготовления
Точечная сварка для литиевых аккумуляторов своими руками требует специального подхода и тщательности при изготовлении. Сам процесс состоит из следующих этапов:
«Важно!
Вторичную обмотку нужно удалить из взятого трансформатора. Это можно сделать при помощи обыкновенного молотка или болгарки. Верх обмотки можно спилить, а остальное попросту выбить или выломать из корпуса изделия. Склеивать распиленный сердечник намного сложнее, чем сначала поработать своими руками, чтобы все очистить.»
- После очистки паз должен освободиться и в него наматывается вторичная обмотка, которую можно сделать из толстого сварочного кабеля.
 Четыре витка дают показатель в 5 В. Исходя из этого значения можно рассчитать требуемые условия. Чем более длинным окажется кабель, тем менее производительной оказывается конструкция. Также она теряет в своей надежности.
Четыре витка дают показатель в 5 В. Исходя из этого значения можно рассчитать требуемые условия. Чем более длинным окажется кабель, тем менее производительной оказывается конструкция. Также она теряет в своей надежности. - Обновленная конструкция сварочного трансформатора должна быть смонтирована на основу при помощи саморезов.
- Нижний брусок прикручивается к основанию так, чтобы он находился на расстоянии от трансформатора на пару сантиметров. Уголки прикручиваются к нему с двух различных сторон.
- Подобный брус можно ставить еще во вторую часть клещей. Это облегчит процесс прикручивания. Благодаря этому манипуляции станут намного проще. В данном случае брус, который находится сверху, будет выполнять роль рычага. С его помощью можно обеспечить дополнительное сжатие свариваемых поверхностей.
- Друг напротив друга, к точности расположения нужно отнестись особенно ответственно, закрепляем электроды. Если спаять эти изделия между собой, то это окажется более надежно и ничего не будет подвергаться окислению.
- После этого электроды можно соединить с проводами. Спаивать дополнительно их не стоит, так как во время процесса работы их нужно будет подпиливать своими руками. Это необходимо для того, чтобы создать соединение максимально высокого качества. В свою очередь это приводит к быстрому расходу материалов, так что спаивание будет излишней мерой предосторожности. В ином случае нужно будет слишком часто срывать напаянные элементы и припаивать новые. Здесь вполне достаточно прочного соединения нескольких элементов между собой.
- Выключатель желательно ставить таким образом, чтобы он располагался недалеко от клещей. Традиционно это делается с левой стороны корпуса. Данный тип расположения объясняется технологией проведения сварки. Сначала детали зажимаются плотно между собой, после чего включается тумблер всего на одну секунду. В это время производится импульс, благодаря которому происходит спаивание. Дольше держать его включенным не стоит, так что прибор нужно будет впоследствии быстро отключить. Левой рукой дотягиваться до этой кнопки будет попросту неудобно, а если передержать аппарат включенным, то он может пережечь заготовку.
- Выключатель встраивается в первичную обмотку.
Испытание устройства
Аппарат, которым производится конденсаторная точечная сварка для аккумуляторов своими руками, может быть не совсем качественно сделан и его функции могут не соответствовать заявленным требованиям. Во время сборки вы можете допустить ошибки, которых сразу не заметить. Поэтому, нужно обеспечить предварительную проверку, прежде чем запускать все в действие.
Для предварительной проверки нужно соблюдать правила безопасности, которые предписываются данному типу сварки. Для пробы нужно взять ненужные детали, порча которых не повлечет за собой особых утрат. Сварку желательно проводить на минимальной мощности, чтобы не пережечь. Если опыт прошел удачно, то его стоит повторить с максимальной мощностью.
Заключение
Данный тип аппаратов вполне возможно сделать дома. Но использовать в профессиональной сфере такую технику не рекомендуется.
|
Навигация:
Топ: Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда… Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования… Основы обеспечения единства измерений: Обеспечение единства измерений — деятельность метрологических служб, направленная на достижение…
Интересное: Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов. Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья… Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы…
Дисциплины:
|
⇐ ПредыдущаяСтр 2 из 14Следующая ⇒ Существуют следующие способы контактной сварки: точечная, шовная (роликовая) и стыковая. Точечная сварка – свариваемые детали 1 (рис. 2.1) собирают внахлест и зажимают усилием между двумя электродами 2, подводящими ток большой силы (до нескольких десятков кА) к месту сварки от источника электрической энергии 3 невысокого напряжения (обычно 3-8 В). Детали нагреваются кратковременным (0,01-0,5с) импульсом тока до появления расплавленного металла в зоне контакта 4.
Рис. 2.1. Схема точечной сварки
Нагрев сопровождается пластической деформацией металла и образованием уплотняющего пояска 5, предохраняющего жидкий металл от выплеска и от взаимодействия с воздухом. Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактах деталей с электродами. Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. Поэтому сечение электродов должно быть относительно большим, а материал электродов – обладать большой электро- и теплопроводностью. Точечная контактная сварка осуществляется током, продолжительность импульса которого может меняться от долей секунды до нескольких секунд. Поэтому включение должно производиться выключателем, управляемым программным регулятором времени. Применяются в основном игнитронные и тиристорные выключатели. Электромагнитные контакторы на большие токи не удовлетворяют требованиям надежности, частоте включения и точности дозирования энергии. Схема игнитронного выключателя показана на рис. 2.2.
Рис. 2.2. Схема игнитронного выключателя
В схеме с игнитронным выключателем (рис. 2.2) питание от сварочного трансформатора ТС проходит через два игнитрона И1 и И2, включенных по встречно-параллельной схеме между собой и последовательно с первичной обмоткой сварочного трансформатора. Игнитроны имеют зажигательные электроды, контактирующие с ртутным катодом игнитрона. Выключатель включается контактами К1реле при условии, что замкнут контакт гидрореле К, контролирующий наличие охлаждения игнитронов. Работа тиристорного выключателя аналогична работе игнитронного выключателя.
Рис. 2.3. Схема тиристорного выключателя
Тиристорный выключатель (рис. 2.3) содержит два тиристора VS1 и VS2, которые встречно-параллельны друг другу. Когда контакт реле К1 разомкнут, тиристоры закрыты и сварочный трансформатор обесточен. При замкнутом контакте К1 каждый из тиристоров проводит ток только в течение положительного полупериода напряжения на его аноде. Если положителен верхний (по схеме) провод источника питания, то ток пройдет через тиристор VS1, поскольку на его анод и управляющий электрод подается положительное напряжение (напряжение на управляющий электрод поступает через первичную обмотку сварочного трансформатора, диод VD2, резисторы R1 и R2 и контакт реле K1). В следующий полупериод становится положительным нижний провод источника и начинает проводить ток тиристор VS2, на который управляющее напряжение поступает через диод VD3, замкнутый контакт реле К1 и резисторы R1 и R2. Резистор R2 предназначен для регулировки угла отпирания тиристоров, и соответственно для регулировки силы сварочного тока. Таким образом, в цепи сварочного трансформатора проходит переменный ток синусоидальной формы, а напряжение на нагрузке в течение каждого полупериода равно напряжению сети, за вычетом падения напряжения на открытом тиристоре. При размыкании контакта К1 тиристоры выключаются и трансформатор ТС обесточивается. Тиристорный выключатель (рис. 2.3) имеет ряд преимуществ по сравнению с игнитронным выключателем: – малое падение напряжения в проводящем состоянии; – высокая скорость переключения; – простота управления; – небольшие габариты при значительной пропускаемой мощности.
Контрольные вопросы 1. Какие способы контактной сварки (сварка давлением) Вам известны? 2. 3. Как осуществляется точечная сварка? 4. Какие выключатели и для чего применяют в электрических схемах контактной сварки? 5. Достоинства и недостатки выключателей для контактной сварки. ⇐ Предыдущая12345678910Следующая ⇒ Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства… Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни… Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой… Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций…
|
5 видов контактной сварки | процессы | Сварка
РЕКЛАМА:
Следующие пункты выделяют пять основных типов контактной сварки. Типы: 1. Точечная сварка 2. Выступающая сварка 3. Шовная сварка 4. Стыковая сварка 5. Стыковая сварка оплавлением.
Тип № 1. Точечная сварка:
Используется для соединения двух и более листов металла. Свариваемые листы удерживаются внахлест между двумя электродами, один подвижный, а другой неподвижный. Через электроды пропускают сильный ток. Давление прикладывается от верхнего электрода путем его перемещения вниз.
Сплав материала происходит на месте. Затем лист перемещают, чтобы выполнить еще одну точечную сварку в нужном месте. Период времени для каждого сварного шва может составлять 1/100 секунды или более. Сила тока может быть порядка 5000 ампер и более. Напряжение между электродами около 2 вольт. Напряжение холостого хода менее 12 вольт.
РЕКЛАМА:
На рис. 4.4 показано, как выполняется точечная сварка. Прутки, проволока и мелкие детали также могут быть сварены этим методом. Для листов требуемое время составляет около 1/50 с. на каждые 0,25 мм общей толщины двух свариваемых листов.
Аппарат для точечной сварки :
Аппарат для точечной сварки показан на рис. 4.5. Переменный ток подается на первичную обмотку сварочного трансформатора через таймер, который контролирует время, в течение которого протекает ток. Первичная часть имеет отводы, и конкретный отвод выбирается селекторным переключателем S в зависимости от тока, необходимого для сварки.
РЕКЛАМА:
Для максимального сварочного тока переключатель должен находиться в положении № 1. Вторичная обмотка подключается к двум электродам из меди или бронзы и охлаждается водой. Когда на педаль не оказывается давление, электроды удерживаются врозь пружиной.
Свариваемые листы помещаются внахлест друг на друга между двумя электродами и прикладывают давление, нажимая на педаль. Точечная сварка выполняется между листами. Толщина и состав пластин определяют продолжительность и величину тока. Он варьируется от 1000 до 10 000 ампер и может течь от долей секунды до нескольких секунд. Точечная сварка в основном применяется при изготовлении автомобилей, холодильников и других штампованных металлических узлов.
Преимущества точечной сварки :
РЕКЛАМА:
(i) Низкая начальная стоимость.
(ii) Более высокая производительность.
(iii) Менее квалифицированный рабочий может выполнять эту сварку.
(iv) Подготовка кромок не требуется.
РЕКЛАМА:
(v) Операция может быть автоматической или полуавтоматической.
Недостатки точечной сварки :
1. Заготовка большей толщины сварке не подлежит.
2. Высокая начальная стоимость оборудования.
РЕКЛАМА:
3. Для технического обслуживания требуется квалифицированная рабочая сила.
Применение точечной сварки :
(i) Может часто использоваться в автомобильной и авиационной промышленности.
(ii) Используется для изготовления контейнеров.
(iii) Производство стальной домашней мебели.
Тип # 2. Выступающая сварка :
Фактически это модифицированная форма точечной сварки. Одна из свариваемых таким образом деталей имеет выступы, создаваемые давлением. Электроды плоские. Электроды помещают на обрабатываемую деталь и пропускают ток между ними. На контактах выделяется тепло, и в этих точках заготовка сваривается.
Некоторые детали, которые невозможно сварить точечной сваркой, легко свариваются. Когда две свариваемые пластины имеют разное поперечное сечение, то для получения желаемой прочности необходимо иметь выступы на более толстой пластине.
Преимущества рельефной сварки :
(i) Одновременно можно сваривать более одной точки.
(ii) Можно легко получить надлежащий тепловой баланс.
(iii) Сварные швы могут быть расположены ближе, чем точечная сварка.
(iv) Срок службы электрода намного больше, чем срок службы электрода при точечной сварке.
(v) Внешний вид и однородность сварного шва лучше, чем при точечной сварке.
(vi) С помощью рельефной сварки легко сваривать определенные детали, которые нельзя сварить точечной сваркой.
Недостатки рельефной сварки :
1. Металлы, которые не могут поддерживать выступ, не могут быть сварены удовлетворительно.
2. Сделать проекцию — дополнительная операция.
3. Первоначальная стоимость оборудования, необходимого для рельефной сварки, высока, поскольку для этого типа сварки требуются машины прессового типа.
Применение рельефной сварки :
(i) Он обычно используется для перфорации, где выступ существует автоматически.
(ii) Небольшие крепежные детали, гайки и т. д. могут быть приварены к более крупным компонентам.
(iii) Выступающая сварка используется для сварки конденсаторов холодильников, решеток с перекрестной сваркой и т. д.
(iv) Сварка деталей из нержавеющей стали.
Тип # 3. Шовная сварка :
На рис. 4.7 показано, как осуществляется шовная сварка. В этом случае используются электроды колесного или роликового типа, а давление между ними остается постоянным. Шовная сварка выполняется для получения непрерывного соединения, которое может потребоваться для изготовления резервуаров, трансформаторных холодильников, бензобаков, самолетов, контейнеров и цилиндрических деталей. Сварной шов на самом деле представляет собой серию перекрывающихся точечных сварных швов. Обычно количество точек, полученных на метр шва, составляет от 200 до 400.
Два листа, на которых требуется шовная сварка, укладываются внахлест друг на друга. Ток проходит между двумя движущимися электродами, как показано на рис. 4.7. Электроды должны иметь форму постоянно вращающегося колеса, которое также оказывает давление на работу. Он используется, когда требуется непрерывный шов между двумя перекрывающимися металлическими листами.
Преимущества шовной сварки :
(i) Меньшее перекрытие, чем при точечной или выступающей сварке.
(ii) Может быть выполнено несколько параллельных швов.
(iii) Могут быть изготовлены газонепроницаемые или непроницаемые для жидкости соединения.
Недостатки шовной сварки :
(i) Высокая стоимость оборудования по сравнению с установкой для точечной сварки.
(ii) Трудно сваривать толщину более 3 мм.
(iii) Сварку можно производить только по прямой линии.
Применение шовной сварки :
1. Применяется для сварки нержавеющей стали, алюминия и его сплавов, никеля и его сплавов и т. д.
Тип # 4. Стыковая сварка :
На рис.4.8 показано, как выполняется стыковая сварка. Сварочный трансформатор имеет сравнительно большее количество витков на первичной обмотке и меньшее количество витков на вторичной обмотке, поскольку на вторичной стороне требуется большой ток. Две детали, подлежащие сварке, соприкасаются друг с другом встык, образуя стыковое соединение.
Давление также прикладывается в осевом направлении сварного шва. Рабочие места надежно закреплены, и через них проходит сильный ток. Выделяемого тепла достаточно, чтобы поднять температуру материала до пластического состояния, и при приложении давления с обеих сторон в точках контакта происходит плавление.
Этот метод используется для сварки труб, проволоки, стержней и т. д. Напряжение, необходимое для сварки, составляет от 2 до 10 вольт, а сила тока варьируется от 50 А до нескольких сотен ампер, в зависимости от материала и зоны сварки.
Тип # 5. Стыковая сварка оплавлением :
Это похоже на стыковую сварку, за исключением того, что свариваемые детали соединяются вместе под небольшим давлением, а через соединение проходит сильный ток. Из-за плохого контакта в месте соединения возникает искрение. Когда произведено достаточное количество тепла, две части внезапно прижимаются друг к другу, и ток одновременно прекращается. Вокруг стыка образуется тонкая пленка, которую затем удаляют, чтобы получить сварной шов такого типа. Используется для сварки цепей, концов рельсов, осей валов и т. д.
Примечание: Сварка сопротивлением может применяться к железу и стали, латуни, меди, алюминию и некоторым другим металлам с исключительно удовлетворительными результатами.
Преимущества стыковой сварки оплавлением :
(i) Это более быстрый процесс.
(ii) Подготовка поверхности сварного шва не требуется.
(iii) Требуемая мощность меньше.
(iv) Многие разнородные металлы с разными температурами плавления могут быть сварены оплавлением.
(v) Процесс дешевый.
(vi) Обеспечивает коэффициент прочности до 100%.
Недостатки стыковой сварки оплавлением :
(i) Больше шансов возникновения пожара.
(ii) Потеря металла во время оплавления и осадки.
(iii) Концентричность и прямолинейность заготовок в процессе сварки часто трудно поддерживать.
Применение стыковой сварки оплавлением :
(i) Используется для сварки металлических листов, стержней, стержневой арматуры и т. д.
(ii) Сварка оплавлением находит применение в автомобильной и авиационной промышленности.
(iii) Он также используется в бытовой технике, холодильниках и сельскохозяйственных орудиях.
Главная ›› Металлургия ›› Отрасли ›› Сварка ›› Процессы ›› Сварка сопротивлением ›› Виды сварки сопротивлением
Адаптивное управление процессом контактной точечной сварки на основе электротермической модели
Интеллектуальное управление и автоматизация
Vol.06 No.02 (2015), ID статьи: 56542, 12 страниц
10.4236/ica.2015.62014
Адаптивное управление процессом контактной точечной сварки на основе электротермической модели
Зияд Кас, Манохар Дас
Факультет электротехники и вычислительной техники, Оклендский университет, Рочестер, США
Электронная почта: zrkas@oakland. edu, [email protected]
Авторские права © 2015 принадлежат авторам и Scientific Research Publishing Inc.
Эта работа находится под лицензией Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/
Поступила в редакцию 26 февраля 2015 г.; принят 18 мая 2015 г.; опубликовано 22 мая 2015 г.
АННОТАЦИЯ
Точечная сварка сопротивлением (RSW) — это процесс, обычно используемый для соединения стопки двух или трех металлических листов в нужных местах. Сварка выполняется путем удерживания металлических заготовок вместе путем приложения давления через кончики пары электродов, а затем пропускания сильного электрического тока в течение короткого времени. Неравномерный сварной шов и недостаточный размер куска металла являются одними из распространенных проблем, связанных с RSW. Для преодоления этих проблем в данной статье предлагается новая схема адаптивного управления. Он основан на электротермической динамической модели процесса RSW и использует принцип адаптивного управления на один шаг вперед. По сути, это контроллер слежения, который непрерывно регулирует сварочный ток, чтобы убедиться, что температура заготовок или сварного шва соответствует желаемому эталонному температурному профилю. Ожидается, что предложенная схема управления снизит потребление энергии на 5% или более на сварку, что может привести к значительной экономии энергии для любого применения, требующего большого количества точечных сварных швов. Подробно обсуждаются этапы проектирования. Также представлены результаты некоторых имитационных исследований.
Ключевые слова:
Точечная сварка сопротивлением, адаптивное управление, формирование наггетсов, энергосбережение
1. Введение между парой электродов. Затем через электроды пропускают сварочный ток, вызывая резистивный нагрев металлических заготовок и образование сварного шва или наггета, как показано на рис. 1. Образование сварного шва сильно зависит от электрических и термических свойств листа. и материалы покрытия [1] . Поскольку контактное сопротивление вблизи поверхности обшивки намного выше, чем сопротивление листов и электродов, большая часть нагрева концентрируется вблизи поверхности обшивки, вызывая плавление и образование самородка 9.0003
Рис. 1. Система контактной точечной сварки.
там. В зависимости от толщины и типа материала сварочный ток составляет от 1000 до 20000 ампер и более, а напряжение обычно составляет от 1 до 30 вольт [2].
A Цикл контактной точечной сварки состоит из трех основных этапов:
Этап 1: Время сжатия, то есть время, когда электроды прижимают свариваемые детали друг к другу.
Стадия 2: Время сварки, т. е. время, когда подается сварочный ток, выделяя тепло на соприкасающейся поверхности заготовок и, таким образом, создавая сварной шов.
Этап 3: Время выдержки, то есть время, в течение которого сила электрода еще прижимает заготовки друг к другу и охлаждает сварной шов после отключения сварочного тока.
Одним из наиболее распространенных применений контактной точечной сварки является автомобилестроение, где она почти повсеместно используется для сварки листового металла для изготовления кузова и деталей автомобиля. Типичный автомобильный автомобиль сегодня требует около 4000-6000 точечных сварных швов на автомобиль. Учитывая мировой годовой объем производства в 80 миллионов автомобилей, энергосберегающий контроллер RSW может привести к значительной экономии энергии и соответствующему уменьшению углеродного следа.
За последние два десятилетия был проведен ряд исследований по усовершенствованию процесса RSW, который фокусируется на мониторинге и контроле параметров сварки для улучшения качества сварки. Методы управления RSW, предложенные на сегодняшний день, включают пропорционально-интегральное (PI) [3], пропорционально-дифференциальное (PD) [4], пропорционально-интегрально-производное (PID) [5], нечеткое [6] — [8], нейронное. Сети (NN) [9] [10] или комбинация Fuzzy и NN [11]. Основным недостатком этих методик является то, что они не учитывают тепловую динамику процесса УВР, т.е. не используют динамические модели, управляющие теплообменом и самородкообразованием в процессе УВР. Кроме того, эти системы не учитывают любые изменения процесса сварки, такие как различия в материалах покрытия, деградация электрода и колебания силы сварки.
В этой статье представлен новый подход к управлению RSW. Этот подход не был изучен другими исследователями. Мы начнем с упрощенной модели теплового баланса процесса RSW, предложенной в [12] и [13], а затем используем ее для проектирования регулятора. Эта тепловая модель теплового баланса является функцией роста самородков и определяет изменение температуры во время сварки. Эта модель позже используется для разработки адаптивного контроллера с опережением на один шаг (AOSA) и контроллера с адаптивным взвешиванием на один шаг вперед (AWOSA), которые компенсируют неизвестные изменения процесса и отслеживают желаемый эталонный температурный профиль. Наконец, некоторые результаты моделирования, которые показывают производительность предложенных регуляторов, представлены и сравнены с производительностью ПИД-регулятора. Результаты моделирования показывают, что контроллеры AOSA и AWOSA способны отслеживать эталонный профиль температуры, когда параметры сварки неизвестны, а также снижать энергию, необходимую для выполнения сварки, на 6%.
Структура этого документа следующая. В разделе 2 представлена упрощенная электротермическая динамическая модель процесса образования самородков ТБО. Конструкция адаптивных контроллеров OSA и WOSA обсуждается в Разделе 3. В Разделе 4 представлены результаты некоторых имитационных исследований, и, наконец, некоторые заключительные результаты представлены в Разделе 5.
2. Электротермическая динамическая модель процесса формирования кристаллов ТБО Для начала рассмотрим упрощенную модель теплового баланса процесса УВР, представленную в [13]. Упрощенная динамическая модель процесса РВУ определяет тепловой баланс в системе в зависимости от температуры самородка. Для упрощенной модели самородка, показанной на рис. 2, тепловой баланс можно описать следующими уравнениями:
Суммарная мощность тепловыделения определяется как
(1a)
(1b)
где обозначает сварочный ток, а обозначает общее сопротивление, состоящее из сопротивления деталей, , контактного сопротивления, , и сопротивления электрода ,. Так как и очень малы по сравнению с полным контактным сопротивлением, и в (1б) ими можно пренебречь.
Тогда полное контактное сопротивление может быть описано как
(1c)
Линейная зависимость между сопротивлением и температурой предполагается для моделирования тепловыделения как функции температуры. Таким образом,
(1d)
(1e)
(1f)
где – удельное сопротивление материала, – расстояние от границы плавления до контактной поверхности электрода, p – глубина проникновения, A – площадь поперечного сечения, – удельное сопротивление при эталонной температуре и представляют собой контролируемую температуру и температурный коэффициент соответственно.
Подставляя (1f) в (1d) и (1e), получаем
Рис. 2. Упрощенная модель сварного шва.
(1г)
(1з)
где
(1и)
(1ж)
(1к)
(1л)
(1г) и подставляя1
(1m)
(1n)
где
(1o)
(1p)
Теплота плавления, необходимая для образования самородка, определяется по формуле:
(2a)
где обозначает теплоту плавления на единицу объема, обозначает объем самородка, а p, a обозначает глубину проникновения и радиус самородка соответственно. Подставляя (2б) в (2а) и нормируя по продолжительности сварки, получаем теплоту плавления в единицу времени:
(2c)
Пренебрегая потерями тепла в окружающую среду и электроды, количество тепла, необходимое для повышения температуры, определяется выражением
(3a)
, где обозначает плотность, обозначает удельную теплоемкость, объем это повышение температуры. Мы переписываем (3A) как:
(3B)
, где
(3C)
Общая скорость тепла определяется
(4A)
(4B)
, где
(4B)
, где
(4B)
. 4в)
(4d)
В приведенных выше уравнениях и обозначают осевые и радиальные скорости потерь соответственно;
– теплопроводность, a – радиус самородка; , , – температура плавления и температура поверхности раздела на заготовке соответственно; – расстояние от границы плавления до контактной площадки электродов; представляет отношение конечного проникновения к толщине заготовки; L — толщина листа; представляют собой радиус электрода и температуропроводность заготовки соответственно.
Уравнение баланса тепла во времени имеет вид
или, что то же самое,
(6b)
где
(6c)
(6b)
(6c)
(6d)
Для удобства и обозначения пусть. Тогда (6б) можно переписать как
(7)
Уравнение (7) представляет собой билинейную электротермическую динамическую модель процесса УВР. Обратите внимание, что в этой упрощенной модели не учитывается тепло, необходимое для повышения температуры электродов и окружения самородка. Кроме того, предполагается, что большая часть нагрева происходит вблизи поверхности обшивки из-за ее высокого контактного сопротивления. Размер заготовок предполагается бесконечным в радиальном направлении, а форма самородка принимается в виде диска, растущего радиально и аксиально в тех же пропорциях. Номинальный диаметр самородка принимается равным, где L — толщина листа.
Используя аппроксимацию Эйлера первого порядка с периодом дискретизации, из уравнения системы (7) выводится следующее уравнение дискретного времени:
(8d)
(8e)
(8f)
Кроме того, k обозначает индекс дискретного времени и обозначает экземпляры выборки. Вышеупомянутая электротермическая модель характеризуется четырьмя неизвестными параметрами, а именно, A, B, C и D.
3. Конструкция контроллера RSW
Для разработки схемы управления температурой самородка модели RSW, представленной уравнением (8a), мы понимаем, что она представляет собой билинейную систему, характеризующуюся некоторыми неизвестными параметрами. Эти параметры могут варьироваться от сварки к сварке, и в большинстве случаев у нас нет предварительных сведений о значениях параметров. В связи с этим мы предлагаем использовать адаптивные контроллеры OSA и WOSA.
Предлагаемая схема адаптивного управления включает измерение входов и выходов системы, оценку неизвестных параметров системы с использованием алгоритма оценки параметров рекурсивного метода наименьших квадратов (RLS) и вычисление управляющего сигнала на основе оцененных значений параметров. Кроме того, температуру сварного шва контролируют косвенно, предполагая, что она пропорциональна контактному сопротивлению.
3.1. Адаптивные контроллеры OSA и WOSA
В адаптивном контроллере выборочные измерения и используются для оценки параметров модели и D в уравнении (8b) с использованием метода рекурсивной оценки параметров, такого как рекурсивный метод наименьших квадратов (RLS). Оцененные значения этих параметров затем используются для вычисления управляющих сигналов OSA/WOSA.
3.2. Параметр Оценка
Сначала запишем уравнение модели (7) в следующем виде:
(9a)
где
(9b)
(9c)
Далее оценочное значение вычисляется рекурсивно с использованием следующего алгоритма RLS:
, где это маленькое число и выбрано большим. Кроме того, всегда ограничивается неотрицательностью, т. е.
(10e)
Учитывая оценку, мы определяем прогнозируемый объем производства во времени как:
(11)
3.3. Адаптивный контроллер отслеживания на один шаг вперед
Схема управления на один шаг вперед (OSA) для линейных систем хорошо исследована в [14] . Контроллер OSA пытается довести прогнозируемый выходной сигнал до желаемого значения за один шаг. Таким образом, он минимизирует следующую функцию стоимости:
(12)
Соответствующий закон управления OSA определяется формулой [14]: контроллер, следующим образом:
(14)
Адаптивный контроллер OSA использует оценку в уравнении (11) для вычисления управляющего сигнала из следующей адаптивной версии уравнения (13) выше:
(15)
где и обозначают оценочные значения и соответственно , at time
Одним из потенциальных недостатков контроллеров OSA являются чрезмерные усилия по управлению, которые часто возникают в результате попытки привести к за один шаг. Чтобы решить эту потенциальную проблему, контроллер AWSA обсуждается ниже.
3.4. Адаптивный взвешенный контроллер с опережением на один шаг
Чрезмерные усилия по доведению выходного сигнала до желаемого значения за один шаг с использованием AOSA могут
привести к неблагоприятному насыщению входного сигнала. Адаптивный взвешенный контроллер с опережением на один шаг пытается найти компромисс между точностью отслеживания и усилием управления, рассматривая небольшое обобщение функции стоимости (12) до формы (16), приведенной ниже. Таким образом, он минимизирует следующую функцию стоимости:
(16)
где выбирается для обеспечения желаемого компромисса.
Минимизация функции стоимости в (16) приводит к взвешенному закону управления на один шаг вперед [14]: показано в уравнении (14) выше. Выбор обеспечивает желаемый компромисс между точностью отслеживания и усилием управления. Небольшое приводит к хорошему отслеживанию, но требует больших усилий по контролю. Большой, с другой стороны, снижает усилия по контролю за счет точности отслеживания.
Адаптивный контроллер WOSA использует оценку в уравнении (11) для вычисления управляющего сигнала из следующей адаптивной версии уравнения (17) выше:
(18)
где и обозначают оценочные значения и соответственно, в момент времени
4. Результаты моделирования и обсуждение
В этом разделе представлены результаты исследования моделирования, показывающие производительность системы с предложенными контроллерами AOSA и AWOSA, а также их сравнение с ПИД-регулятором. Каждый контроллер предназначен для отслеживания эталонного температурного профиля.
Эталонный температурный профиль является хорошим индикатором качества сварки. Следовательно, желательно поддерживать изменение температуры близко к желаемой кривой изменения, которая может быть предварительно определена экспериментально для хороших сварных швов. Типичный эталонный температурный профиль для хорошего сварного шва показан на рисунке 3 ниже [1]. В основном такая кривая характеризуется быстрым подъемом температуры до точки плавления, плавлением заготовок на стыковой поверхности, что вызывает небольшое падение температуры, с последующей зоной охлаждения, возникающей в результате снятия сварочного тока. Фактическая температура заготовки измеряется во время цикла сварки с использованием соотношения, описываемого уравнением (1f). В зависимости от сигнала ошибки отслеживания сварочный ток регулируется таким образом, чтобы уменьшить температурную ошибку.
Для этого моделирования мы выбрали два листа мягкой стали той же толщины, что и свариваемые материалы. Изменение усилия и износ электрода рассматриваются как неизвестные переменные процесса, влияющие на размер самородка (диаметр и проникновение). На рисунках ниже показаны характеристики AOSA, AWOSA и ПИД-регуляторов из-за 20-процентного увеличения диаметра самородка и 50-процентного увеличения отступа от их желаемых значений.
Рисунок 3. Требуемый температурный профиль.
На рис. 4 показаны рабочие характеристики контроллера AOSA с использованием, где обозначает максимальную мощность подачи тока контроллера сварки. Мы видим, что контроллер AOSA адаптируется к изменению параметра и заставляет профиль выходной температуры следовать желаемому профилю температуры. Кроме того, мы видим, что энергия, необходимая для сварки, ниже, чем у ПИД-регулятора.
На Рисунке 5 и Рисунке 6 показана производительность контроллера AWSA при использовании с и
1 соответственно. Здесь мы замечаем, что при высоком значении профиль выходной температуры не соответствует желаемому профилю выходной температуры. Однако увеличение приводит к уменьшению общей энергии, необходимой для сварки.
На рис. 7 показаны характеристики ПИД-регулятора до использования любого изменения параметра. После многократных проб и ошибок, чтобы получить удовлетворительные результаты, параметры ПИД-регуляторов: Пропорциональный (P) = 0,5, Интегральный (I) = 26,56, Производный (D) = 0,
На рисунке 8 мы видим, что ПИД-регуляторы контроллер теряет отслеживание эталонного температурного профиля из-за изменения параметров сварки. Также мы видим, что ПИД-регулятор требует больше энергии для сварки по сравнению с AOSA и AWOSA.
Рисунок 4. Производительность контроллера AOSA при увеличении диаметра самородка на 20 % и увеличении отступа на 50 %.
Рисунок 5. Производительность контроллера AWOSA при увеличении диаметра самородка на 20% и увеличении отступа на 50%.
Рисунок 6. Производительность контроллера AWOSA при увеличении диаметра самородка на 20 % и увеличении отступа на 50 %.
Рис. 7. Работа ПИД-регулятора до изменения неизвестных параметров; я макс =.
Рисунок 8. Производительность ПИД-регулятора при увеличении диаметра ядра на 20 % и увеличении отступа на 50 %.
Сравнивая результаты моделирования для трех контроллеров, мы видим, что контроллеры AOSA и AVOSA компенсируют колебания параметров и достаточно хорошо отслеживают эталонный температурный профиль. Результаты моделирования на рисунке 5 для контроллера AWOSA показывают удовлетворительную производительность и хороший компромисс между ошибкой отслеживания и общей энергией, необходимой для сварки, независимо от изменения параметров сварки. Профиль температуры на выходе достаточно хорошо соответствует желаемому профилю температуры во время стадии нагрева до точки плавления. Кроме того, мы видим, что общая энергия, необходимая для выполнения сварки с использованием AWSA, снижается на 6% по сравнению с ПИД-регулятором. Это может привести к значительной экономии энергии для приложений, требующих большого объема точечной сварки, таких как производство автомобилей.
5. Заключение
В данной статье представлен новый подход к разработке адаптивных контроллеров OSA и WOSA для процессов контактной точечной сварки с использованием упрощенной электротермической динамической модели процесса. Результаты моделирования характеристик AOSA и AWOSA сравниваются с результатами ПИД-регулятора. Эти результаты показывают, что при использовании предложенных контроллеров AOSA и AWOSA температурный профиль самородка принудительно отслеживает желаемый эталонный температурный профиль при наличии неизвестных изменений параметров. Кроме того, эти контроллеры снижают потребление энергии для выполнения точечной сварки, что может привести к значительной экономии энергии для приложений, требующих большого количества точечных сварок, таких как производство автомобилей.
Ссылки
- Чжан, Х. и Сенкара, Дж. (2012) Основы контактной сварки и ее применение. Группа Тейлор и Фрэнсис, Бока-Ратон.
- Говик, А. (2009) Моделирование процесса контактной точечной сварки. РС. Диссертация, Технологический институт, Университет Линчёпинга, Линчёпинг.
- Вон, Ю.Дж., Чо, Х.С. и Ли, К. В. (1983) Микропроцессорная система управления процессом контактной точечной сварки. Слушания ACC, Сан-Франциско, 22–24 июня 1983 г., 734–738.
- Чжоу, К. и Цай, Л. (2014) Метод нелинейного управления током для контактной точечной сварки. Труды ASME Transactions по мехатронике, 19, 559-569. http://dx.doi.org/10.1109/TMECH.2013.2251351
- Салем М. и Браун Л. Дж. (2011 г.) Улучшенная постоянство точечной сварки сопротивлением с контролем напряжения на конце. Материалы CCECE, Ниагарский водопад, 8–11 мая 2011 г., стр. 548–551. http://dx.doi.org/10.1109/ccece.2011.6030511
- Чен X., Араки К. и Мизуно Т. (1997) Моделирование и нечеткое управление процессом контактной точечной сварки. Труды SICE, Токусима, 29-31 июля 1997 г., 898-994.
- Эль-Банна, М., Филев, Д. и Чиннам, Р. Б. (2006) Интеллектуальное управление постоянным током для контактной точечной сварки. Материалы конференции IEEE по нечетким системам, Ванкувер, 16–21 июля 2006 г., 15:70–15:77. http://dx.doi.org/10.1109/fuzzy.2006.1681917
- Чен, X. и Араки, К. (1997) Нечеткое адаптивное управление процессом точечной сварки сопротивлением с текущей эталонной моделью. Материалы конференции IEEE по интеллектуальным системам обработки, Пекин, 28-31 октября 1997, 190-194.
- Шрайвер Дж., Пэн Х. и Ху С.Дж. (1999) Контроль контактной точечной сварки. Слушания ACC, Сан-Диего, 2–4 июня 1999 г., 187–191. http://dx.doi.org/10.1109/acc.1999.782766
- Ивезич, Н., Аллен младший, Дж. Д. и Захария, Т. (1999) Управление точечной сваркой сопротивлением на основе нейронной сети и прогнозирование качества. Труды IPMM, Гонолулу, 10–15 июля 1999 г., 989–994. http://dx.doi.org/10.1109/ipmm.1999.7
- Месслер-младший, Р.
В., Джоу, М. и Ли, К.Дж. (1995) Интеллектуальная система управления контактной точечной сваркой с использованием нейронной сети и нечеткой логики. Труды IAC, Орландо, октябрь 1995 г., 1757–1763 гг. http://dx.doi.org/10.1109/ias.1995.530518- Ким Э. У. и Игар Т. У. (1988) Параметрический анализ лепестковой кривой контактной точечной сварки. Серия технических документов SAE, Warrendale.
- Кас, З. и Дас, М. (2014) Управление точечной сваркой сопротивлением на основе термодинамической модели. Материалы конференции IEEE EIT 2014, Милуоки, 5–7 июня 2014 г., стр. 264–269.. http://dx.doi.org/10.1109/eit.2014.6871774
- Гудвин, Г.К. и Син, К.С. (1983) Прогнозирование и управление адаптивной фильтрацией. Прентис-Холл, Энглвудские скалы.
Приложение
Ограниченность температуры самородка
Поскольку RSW является ограниченным по времени процессом (обычно), установление доказательства асимптотического отслеживания было бы бессмысленным. Однако важно следить за тем, чтобы температура самородка оставалась ограниченной во времени.
Теоретическая верхняя граница повышения температуры самородка во времени может быть установлена следующим образом.Обратите внимание, количество поглощенного тепла = количеству подведенного тепла ? количество тепловых потерь
Предположим,
= повышение температуры во времени,
Таким образом,
(19)
где — постоянная.
(20a)
, где
(20b)
и обозначает максимальный сварочный ток.
(21)
где, – константа.
Таким образом,
(22a)
или,
(22b)
или,
(22c)
, что доказывает ограниченность повышения температуры заготовки во время сварки,
Повышение производительности шовной сварки с помощью адаптивного управления
Преимущества включают регулирование консистенции сварного шва, работу на высоких скоростях производства и улучшение качества сварки
By Роберт К. КоэнСоздание газонепроницаемого шва с помощью машины для сварки швов включает в себя создание ряда перекрывающихся точек.
Каждое образовавшееся пятно должно представлять собой полностью сформированный самородок, не подверженный вытеснению. При слишком малом нагреве образуется пятно меньшего размера, что может привести к утечке. Использование слишком большого количества тепла приводит к изгнанию, что также может вызвать утечку. В дополнение к контролю за формированием каждого самородка необходимо поддерживать достаточный контроль за расстоянием между точками, чтобы гарантировать, что каждый самородок перекрывает следующий.Каждое приложение для точной точечной сварки обычно требует выбора электродов из правильного материала, а также правильного диаметра поверхности электрода, силы электрода, силы тока и количества времени. Для поддержания контроля площади контакта электрода с деталью и приложения силы электрода, которая повторяется от сварки к сварке, требуется эффективная машина с надлежащими инструментами. Для обеспечения точной подачи запрограммированного тока для каждого сварного шва требуется надежное управление.
Изменение любого из этих параметров повлияет на результаты точечной сварки.Машина для точечной сварки может использоваться для создания газонепроницаемого соединения путем выполнения сварного шва, отрыва электродов от детали, перемещения детали на заданное расстояние, возвращения электродов на деталь для выполнения другого сварного шва и повторения этого пока не получится шов нужной длины. Расстояние между точками должно точно контролироваться, чтобы каждое создаваемое пятно в достаточной степени перекрывалось с последующим.
При создании точек перекрытия второй сварной шов меньше первого. Это связано с тем, что часть тока, используемого для производства второго сварного шва, проходит через электрический путь, созданный первым сварным швом. Третий сварной шов меньше второго. Это связано с тем, что в дополнение к части тока, используемого для создания третьего сварного шва, проводимого через электрический путь, созданный вторым сварным швом, некоторая часть тока также проходит через первый сварной шов.
Это явление известно как шунтирование.Сварочные операции, которые программируют один и тот же ток для всех сварных швов в шве, сталкиваются с высокой частотой выталкивания на первом и втором сварных швах. Если ток снижен настолько, чтобы предотвратить выбросы в первых нескольких сварных швах, то все последующие сварные швы в шве в конечном итоге будут меньше, чем хотелось бы. Это условие можно исправить, запрограммировав соответственно более низкие токи для первого и второго сварных швов.
Детали шовной сварки
Машина для шовной сварки может обеспечить газонепроницаемое соединение намного эффективнее, чем это может быть достигнуто с помощью машины для точечной сварки. Колеса шовных электродов могут просто катиться к следующему месту, чтобы выполнить следующий сварной шов, вместо того, чтобы поднимать электроды с детали, продвигать деталь на заданное расстояние и возвращать электроды обратно на деталь. Кроме того, машина для сварки швов, интегрированная с эффективным управлением, способна точно контролировать расстояние между точками без необходимости добавления каких-либо специальных механизмов позиционирования или инструментов.Существует два основных режима шовной сварки — прерывистый (также известный как роликовая точечная сварка) и непрерывный.
Сварка с прерывистым швом
При сварке с прерывистым швом колеса перемещаются в нужное положение и останавливаются для выполнения каждого сварного шва. После завершения сварки колеса перемещаются к следующему месту и останавливаются, чтобы выполнить следующий сварной шов. Этот процесс повторяется до тех пор, пока не будет сделан шов нужной длины.Физическая динамика сварки прерывистым швом аналогична точечной сварке. Контроль может занять любое время, необходимое для качественного сварного шва. Все действия, которые обычно используются адаптивным управлением для регулирования качества точечной сварки, могут быть применены и к сварке с прерывистым швом. Такие действия могут включать в себя автоматическое исправление таких проблем, как загрязнение поверхности детали и плохая подгонка детали, а в случаях, когда происходит выброс, мгновенное отключение нагрева в течение 1 мс и автоматическое выполнение ремонтной сварки на месте.
В процессе прерывистой или роликовой/точечной сварки производительность ограничена тем, насколько быстро колеса могут быть ускорены из стационарного состояния после сварки до следующего положения для сварки, а затем полностью остановлены, чтобы можно было выполнить следующий сварной шов. быть сделано.
Непрерывная шовная сварка
При непрерывной шовной сварке колеса продолжают вращаться по мере выполнения каждого сварного шва. В отличие от сварки с прерывистым швом, этот процесс накладывает ограничение на фиксированное временное окно для выполнения каждого сварного шва. Поскольку нет возможности изменять продолжительность каждого сварного шва, все адаптивные решения и компенсирующие действия должны приниматься во время выполнения сварного шва. Основное преимущество заключается в том, что производство может происходить на гораздо более высоких скоростях.Скорость
При сварке непрерывным швом скорость – это еще один фундаментальный параметр , который вводится в процесс сварки. Как только геометрия электрода, усилие электрода, сварочный ток и время сварки определены для получения желаемого сварного шва, увеличение скорости вращения колеса приводит к более холодным сварным швам, а уменьшение скорости вращения колеса приводит к более горячим сварным швам.Типовые режимы работы
В производстве обычно используются три основных режима сварки непрерывным швом.1. Все сварные швы производятся путем прокатки колес по поверхности детали с одинаковой скоростью. Колеса зажимают деталь и начинают катиться. Сварка не начинается до тех пор, пока колеса не разгонятся до запрограммированной скорости сварки. Последний сварной шов завершается до того, как колеса начинают замедляться до нуля.
Если на машину подаются согласованные детали с согласованными инструментами и поддерживается контроль силы электрода, скорости круга, тепла и времени, то управление явлением шунтирования во время первых нескольких сварных швов, как правило, является единственным оставшимся конкретным процессом условие, которое необходимо решить.
2. Не все сварные швы выполняются при одинаковой скорости вращения колеса. Колеса зажимают деталь и начинают катиться. Сварка начинается до того, как колеса закончат разгон до запрограммированной скорости сварки. Сварка в конце шва все еще продолжается, когда колеса замедляются до нуля.
Эта компоновка требует выполнения действий в начале и конце шва, чтобы избежать перегрева сварных швов, производимых при более низких скоростях. Обычный метод управления этим условием заключается в использовании восходящего нагрева в начале пласта и нисходящего нагрева в конце пласта. Достижение стабильной производительности сварки требует точного масштабирования и согласования нарастания нагрева с возрастающей скоростью круга в начале шва, а также точного масштабирования и согласования спада нагрева со скоростью падения в конце шва. На практике этого может быть трудно добиться.
По мере увеличения скорости колеса мгновенные колебания скорости также увеличиваются из-за таких факторов, как переменная нагрузка на деталь, подаваемую на станок.
Все эти вариации могут привести к вариациям размеров сварных швов.3. Сварка происходит встык по всей детали. Типичные применения сварки встык используются в производстве таких продуктов, как водонагреватели, 55-галлонные бочки, ведра и аэрозольные баллончики. По мере того, как каждая свариваемая деталь проходит через машину, шовные ролики должны накатывать на переднюю кромку детали, перемещаться по всей длине детали и скатываться с задней кромки. Целостность шва по всей длине детали необходима для предотвращения ее брака.
Обычная система
В большинстве операций по изготовлению этих типов деталей предпринимается попытка управления процессом путем использования восходящего нагрева в начале шва и нисходящего нагрева в конце шва. Концевой выключатель или датчик приближения определяет приближение детали к шовным роликам и запускает последовательность графика сварки. Датчик, обнаруживающий приближение задней части детали, запускает спуск в конце шва. Производители, использующие этот тип операции, имеют высокий процент брака из-за непостоянных характеристик сварки.Кроме того, приборы для шовной сварки по этой схеме показывают, что сварные швы на передней кромке детали либо слишком холодные, либо слишком горячие. Независимо от того, какие корректировки вносятся в датчики приближения, временная неопределенность системы обнаружения переднего конца детали в сочетании с изменчивостью времени от момента обнаружения до момента контакта детали со шовными колесами делает практически невозможным точно синхронизировать начало накала с входом передней кромки детали в шовные круги.
Синхронизация наклона вниз на задней части детали и отключение нагрева в нужное время создает аналогичные проблемы. Если нагрев отключится слишком рано, до того, как колеса начнут скатываться с задней кромки, сварные швы будут слишком холодными. Если нагрев будет продолжаться слишком долго после того, как колеса сойдут с задней кромки, сварные швы будут слишком горячими.
Если последний сварной шов на детали все еще выполняется, когда колеса откатились слишком далеко от задней кромки детали, то произойдет чрезмерное искрение из-за выталкивания и потери материала.Особенности примера
Производитель стальных бочек емкостью 55 галлонов в Нью-Джерси выполняет сварку встык со скоростью 50 футов/мин. Чтобы улучшить качество сварки и уменьшить брак, компания заменила свой однофазный сварочный трансформатор переменного тока (AC) и управление сваркой на основе кремниевого управляемого выпрямителя (SCR) на среднечастотный трансформатор постоянного тока (MFDC) и обычное инверторное управление.Вместо увеличения производительности и сокращения брака эти модернизации оборудования привели к снижению производительности и увеличению брака. Производитель обратился в WeldComputer Corp., г. Трой, штат Нью-Йорк, с просьбой проанализировать операцию сварки.
Портативный монитор WeldView® был подключен к машине на производственной линии для контроля существующего процесса сварки.
Изучение данных, записанных в течение нескольких часов во время фактического производства, выявило множество проблем, наиболее распространенными из которых были следующие: непостоянная подача контроля нагрева для каждого сварочного импульса и непостоянная синхронизация начала нагрева с передней кромкой детали, плюс остановка нагрева задней кромкой детали.Первой замеченной проблемой была непостоянная подача тепла при каждом сварочном импульсе. Монитор зафиксировал множественные случаи колебаний тока более чем на 10 % и колебания продолжительности сварочного импульса более чем на 50 %. Также наблюдался непостоянный высокий остаточный ток во время интервала охлаждения между каждым сварочным импульсом. Эти колебания тока варьировались в достаточно широком диапазоне, чтобы сварные швы были слишком горячими и слишком холодными.
Второй замеченной проблемой была непоследовательная синхронизация начала нагрева с передним краем детали и прекращения нагрева с задним краем детали.
Монитор зафиксировал повторные случаи нагревания детали до того, как деталь достигла сварочных кругов, за которыми последовали другие случаи, когда колеса уже накатывались на деталь до включения тока.В случаях, когда нагрев начинался до контакта детали со сварочными кругами, сварной шов на передней кромке детали был слишком горячим. В начале контакта детали со сварочными кругами возникали искры, и наблюдалось отложение выбрасываемого материала на сварочных кругах.
В случаях, когда колеса уже накатывались на деталь до начала тока, передняя кромка детали была недостаточно приварена. Аналогичное явление имело место на задней кромке детали. Чрезмерный нагрев и выталкивание материала происходили всякий раз, когда тепло все еще продолжалось, когда колеса соскальзывали с заднего конца детали, а неадекватная сварка происходила, когда тепло отключалось до того, как колеса начинали скатываться с заднего конца детали.
Также наблюдались случаи слишком раннего начала нагрева одной детали и слишком позднего для следующей детали без каких-либо корректировок на производственной линии.
Это привело к выводу, что существующая система была неспособна надежно координировать синхронизацию тепла и времени, необходимого для надлежащего нагрева каждой детали, когда она проходит через машину.Записанные трассировки монитора документируют блок управления, выдающий непоследовательные тепловые импульсы, которые непоследовательно синхронизированы с деталями, проходящими через машину.
Использование адаптивного управления определяет, когда колеса начинают накатываться на переднюю часть детали, и динамически регулирует нагрев в зависимости от профиля колеса, накатывающегося на деталь.
Оптимальным нагревом задней части детали можно аналогичным образом управлять, профилируя тепло в зависимости от того, как колеса скатываются с задней части детали. Адаптивное управление также может мгновенно прекратить нагрев в течение 1 мс после обнаружения того, что колеса откатились на заданное расстояние от задней части детали. Это ограничивает восприимчивость процесса к искрообразованию и выбросу материала из-за слишком долгого поддержания тока.
Это также увеличивает количество времени, в течение которого производство может продолжаться до очистки электродов.Факторы, ограничивающие скорость сварки непрерывным швом
Два фактора, которые ограничивают скорость процесса сварки производственным швом, — это возможности машины и возможности управления.По мере увеличения скорости круга для производства каждого сварного шва требуется больший ток. По мере увеличения тока требуется больше охлаждения, чтобы электроды и проводники с током не перегревались, и требуется большее усилие электрода для удержания материала во время формирования каждого сварного шва. Скорость процесса шовной сварки можно увеличивать до тех пор, пока не будет достигнут предел, на который можно дополнительно увеличить один из этих четырех параметров.
Выбор управления с достаточно высоким пределом рабочего тока, чтобы ток не был ограничивающим фактором при определении того, насколько быстро может происходить сварка, гарантирует, что адаптивное управление сможет управлять машиной на максимальной скорости, которая может быть достигнута при поддержание целостности сварного шва в соответствии со стандартами сварочных работ.
Скорость
По мере увеличения скорости машины для шовной сварки переменная нагрузка детали, подаваемой на машину, ограничение крутящего момента двигателя, люфт шестерни, колебания ремня, неоптимальная настройка параметров обратной связи управления двигателем и машина механические резонансы, могут вызвать мгновенные колебания скорости колеса. Увеличение скорости также сокращает время, необходимое для выполнения каждого сварного шва. По мере того, как время сварки сокращается, мгновенные колебания скорости становятся растущим источником вариаций сварки.Изменения скорости машины для шовной сварки приводят к изменению размеров сварных швов. Уменьшение колебаний скорости существующей машины может потребовать внесения изменений в конструкцию и модернизации. Отклонения сварного шва от этих колебаний можно уменьшить, модернизировав машину с адаптивным управлением, которое автоматически регулирует нагрев вверх и вниз в ответ на эти мгновенные колебания скорости.
Вибрация
По мере увеличения скорости машины для шовной сварки повышенная вариация силы электрода становится источником вариаций сварного шва. Поскольку шовные ролики накатываются на переднюю часть детали на высоких скоростях, они часто промахиваются и отскакивают от детали. Кратковременное более высокое усилие на электроде, вызванное отскоком, может привести к недостаточному размеру сварного шва, что может вызвать утечку. В зависимости от резонансных характеристик электродной силовой системы шаг накатывания колес на деталь может возбудить машинный резонанс, для затухания которого может потребоваться несколько циклов колебаний. Каждый из этих циклов колебаний может превратиться в слишком холодный сварной шов, когда диск отскакивает от детали, за которым следует слишком горячий сварной шов, когда диск отскакивает от детали.Устранение флуктуаций усилия на электроде, вызванных возбуждающими резонансами на существующей машине, может потребовать внесения изменений в конструкцию и модернизации.
В дополнение к компенсации колебаний скорости машины, адаптивное управление может уменьшить колебания сварного шва из-за колебаний силы электрода, автоматически регулируя нагрев вверх и вниз в ответ на эти мгновенные колебания силы.Ток
Поскольку скорость круга увеличивается, кроме того, что требуется более высокий ток, каждый сварной шов должен производиться за более короткий период времени. Для выполнения каждой точки требуется меньше времени, потому что точка должна быть создана и завершена до того, как значительная часть поверхности колеса откатится от места выполнения сварного шва.Для контроля воспроизводимости сварки требуется точная подача коротких импульсов сильного тока. Время охлаждения между каждым из этих импульсов сварки полезно, поскольку оно способствует формированию отдельных перекрывающихся сварных швов и снижает рабочую температуру кругов для шовной сварки. Снижение температуры кругов для шовной сварки обычно улучшает качество сварки, продлевает срок службы электрода и снижает требования к техническому обслуживанию машины.
Элементы управления SCR
Во многих операциях шовной сварки контроль является ограничивающим фактором, который ограничивает скорость, на которой может работать машина. Поскольку производитель пытается увеличить скорость производственной линии, управление часто становится самым большим источником изменчивости в операции сварки. Это приводит к высокому проценту брака, высоким потерям из-за снижения общей производительности, потерям от разрушающих испытаний и потерям рабочей силы.Существующие операции шовной сварки с использованием более старой технологии управления сваркой на основе SCR для привода однофазного сварочного трансформатора переменного тока имеют ограничения по скорости из-за используемой технологии управления. Это ограничение связано с частотой электроэнергии, поставляемой энергетической компанией. Количество сварных швов в секунду, которое может произвести машина для шовной сварки, равно количеству полупериодов мощности в секунду, отдаваемых энергокомпанией.
На линиях электропередач переменного тока с частотой 60 Гц это означает, что операция шовной сварки ограничена 120 сварочными импульсами в секунду. При питании от сети переменного тока с частотой 50 Гц это сокращается до 100 сварочных импульсов в секунду. Время возникновения каждого сварного шва предопределено, поскольку оно должно быть синхронизировано со временем, когда энергетическая компания обеспечивает полупериод, а не со временем, когда желательно, чтобы сварка имела место. По мере увеличения скорости шовного ролика требование синхронизации сварного шва со временем доставки полуцикла, а не со временем, когда деталь входит в машину, становится большим источником изменчивости сварного шва, что влияет на стабильность сварного шва на края части.
Возможность регулирования температуры любого отдельного сварочного импульса с помощью управления SCR также ограничена, поскольку, как только управление инициирует импульс полупериода сварки, оно больше не влияет на то, что происходит во время сварки.
Фактическое тепло, выделяемое при сварке, определяется тем, что электроэнергетическая компания подает в течение полуцикла, в течение которого происходит сварка. На сварной шов также влияет кратковременная нагрузка других заводских машин.Другим ограничением технологии управления SCR является то, что после включения сварочного импульса его нельзя отключить системой управления.
Управление инвертором
Чтобы преодолеть ограничения, накладываемые технологией управления SCR, производители, выполняющие высокоскоростную шовную сварку, переходят на инверторную технологию. Ожидается, что новая технология инверторного управления обеспечит превосходное регулирование сварочного тока, улучшит качество сварки и повысит производительность.Производители, обращающиеся за советом к эксперту, часто получают информацию о том, что для использования преимущества более новой инверторной технологии необходимо выбросить существующий сварочный трансформатор переменного тока и заменить его сварочным трансформатором MFDC более новой технологии.
В тематических исследованиях производителей шовной сварки, которые осуществили переход с однофазного переменного тока на MFDC, они сообщили, что вместо увеличения производительности и улучшения качества сварки вместо этого произошло снижение производительности, снижение качества сварки и увеличение объема технического обслуживания. Эти проблемы усугубились, когда производители запрограммировали более короткое время импульса сварки и более короткое время охлаждения между каждым импульсом, пытаясь попытаться достичь или превысить скорость импульса 120 сварок в секунду, реализованную с помощью более старой технологии управления.
Приборы для этих сварочных операций выявляют две перечисленные ниже причины ухудшения характеристик сварки.
Выбранное управление инвертором, если оно запрограммировано на создание коротких импульсов, обеспечивает неточную и/или нестабильную регулировку тока, что приводит к большей изменчивости сварочного импульсного тока, чем то, что было достигнуто ранее при более раннем управлении на основе SCR.
В течение запрограммированного времени охлаждения между каждым импульсом ток медленно спадает и часто не спадает до нуля до начала следующего сварочного импульса. Этот высокий остаточный ток во время каждого интервала охлаждения, вызванный введением трансформатора MFDC, снижает эффективность функции времени охлаждения.
Это приводит к тому, что шовные ролики работают при более высокой температуре для выполнения сварных швов того же размера, что и раньше, когда ток можно было довести до нуля в течение большей части запрограммированного интервала охлаждения. Повышенная температура колеса, вызванная переключением на трансформатор MFDC, создает вторичные проблемы, в том числе более быстрое налипание материала на поверхность колеса.
Соображения по поводу MFDC
В дополнение к плохо определенным интервалам охлаждения при работе на высоких скоростях, к другим факторам, связанным с MFDC, относятся следующие: Повышенный механический износ машины. На машинах с коротким зевом нормальная функция переключения 1-кГц регуляторов MFDC вызывает два колебания тока в течение каждой мс запрограммированного нагрева сварки. Эти колебания вызывают тепловое расширение и сжатие, дважды за мс, многих движущихся частей сварочного аппарата. Дополнительная нагрузка и движение машины из-за этих расширений и сжатий приводят к более быстрому износу подшипников и подвижных звеньев.Увеличение размера горловины сварочного аппарата помогает подавить эти колебания тока, возникающие во время каждой запрограммированной мс операции, но замедляет скорость регулировки тока системой управления.
Машина и изделие намагничиваются. При сварке магнитного материала на машине с трансформатором MFDC машина и свариваемые детали намагничиваются. Металлические опилки притягиваются к поверхностям машины. Эти накапливающиеся опилки в конечном итоге попадают в движущиеся подшипники, направляющие и рычажные механизмы сварочного аппарата. Это увеличивает количество отказов оборудования и налагает дополнительные требования к техническому обслуживанию.
Несбалансированная температура и износ двух электродов. Широко известный как эффект Пельтье, выпрямленный вторичный ток, создаваемый сварочным трансформатором MFDC, приводит к тому, что анодный электрод (колесо, соединенное со стороной + трансформатора MFDC) имеет более высокую рабочую температуру, чем другой электрод. В дополнение к созданию температурного дисбаланса, который может сместить расположение самородков в свариваемой детали, вместо равномерного износа обоих электродов положительный электрод деформируется и собирает загрязнения быстрее, чем отрицательный электрод.
Синтез волны переменного тока
Анализ нескольких высокоскоростных операций шовной сварки показал, что правильное применение инверторной технологии к существующему сварочному трансформатору переменного тока дает лучшие результаты, чем те, которые можно было бы получить, заменив трансформатор переменного тока трансформатором MFDC.В дополнение к дополнительным затратам на снижение производительности процесса сварки, новый трансформатор MFDC не прослужит так же долго, как существующий трансформатор переменного тока.
В трансформатор MFDC встроены диоды, которые могут выйти из строя. Одно событие перегрузки по току может повредить диоды. Напротив, трансформатор переменного тока является более надежным компонентом, который может выдерживать перегрузки по току без ухудшения или сокращения ожидаемого срока службы трансформатора.Компании, предписывающие производителю взять на себя расходы, связанные с выбрасыванием существующего сварочного трансформатора переменного тока и заменой его трансформатором MFDC, либо не знают, что инверторная технология может быть применена непосредственно к трансформатору переменного тока, либо не проводят реальных измерений, сравнивающих характеристики тот же процесс с трансформатором переменного тока и трансформатором MFDC, где выбор трансформатора является единственной переменной, вводимой в процесс.
На рис. 6 показано среднеквадратичное значение тока с интервалом 10 мкс для последовательности импульсов, создаваемых инвертором WeldComputer®, сконфигурированным для создания оптимально настроенной схемы переключения MFDC, при этом каждый импульс состоит из 4 мс нагрева и 1 мс охлаждается в повторяющемся шаблоне.
На рис. 7 показано среднеквадратичное значение тока с интервалом 10 мкс для последовательности импульсов, создаваемых инверторным управлением синтезом волны WeldComputer®, приводящим в действие трансформатор переменного тока с частотой 60 Гц стандартного типа, при этом каждый импульс состоит из 4 мс нагрева и 1 мс. прохладно в повторяющемся узоре. (Это тот же режим нагрева-охлаждения, который был запрограммирован в предыдущей конфигурации MFDC.)
Обратите внимание, что график среднеквадратичного значения тока не предоставляет информацию о фактической полярности тока.
На Рисунке 8 показана фактическая форма волны тока с тем же сигналом, что и на Рис. 7. На нем видна чередующаяся полярность каждого сварного шва, созданная с помощью управления синтезом волны инвертора переменного тока.
Выводы
К преимуществам трансформаторов переменного тока относятся:1) возможность выполнения сварных швов меньшей продолжительности с хорошей переходной характеристикой;
2) обеспечение регулирования за счет большего количества регулировок в мс и управления при коротком времени охлаждения;
3) доведение шовных колес и токопроводов машин до работы при более низкой температуре;
4) не намагничивающие машину или свариваемые детали;
5) избежание проблемы с эффектом Пельтье, из-за которого анодный электрод достигает более высокой рабочей температуры, чем катодный электрод после выполнения нескольких сварных швов; и
6) предотвращение проблемы с асимметричной деградацией электродов, связанной с полярностью тока.
Использование системы управления, способной обеспечить стабилизацию каждого произведенного импульса тока на запрограммированном значении до того, как будет запрограммировано новое значение, необходимо для обеспечения повторяемости процесса, который точно регулируется системой управления.
Кроме того, скорость, с которой может производиться шов при сохранении контроля над процессом, может быть максимизирована за счет использования многопараметрического адаптивного управления, которое может динамически компенсировать изменения площади контакта электрода с деталью, силы электрода, положения и скорости шва. производится.
Ссылки
Автор цитирует результаты своего исследования в следующих шести отчетах:1. 2014. Многовариантный адаптивный график сварки швов промышленных водонагревателей. Отчет WeldComputer Corp. WC60214-1.
2. 2012. Анализ MFDC применительно к сварочному аппарату со стальным барабаном на 55 галлонов.
Отчет WeldComputer Corp. WC42412-1.3. 2011 г. Анализ смещения шва при сварке 5 mil нержавеющей стали с MFDC. Отчет WeldComputer Corp. WC21711-1.
4. 2010. Анализ MFDC применительно к производству радиаторов. Отчет WeldComputer Corp. WC93010-1.
5. 2006. Контролируемый эксперимент по синтезу волн MFDC и AC при высокоскоростной шовной сварке. Отчет WeldComputer Corp. WC62706-1.
6. 2006. Анализ MFDC применительно к сварке швов банок с краской. Отчет WeldComputer Corp. WC32106-1.
Эта статья «Повышение производительности шовной сварки сопротивлением с помощью адаптивного управления» была опубликована в февральском номере журнала Welding Journal за 2015 г. и опубликована с разрешения. Узнайте больше об адаптивном управлении WeldComputer с приложениями для сварки швов.
Механические свойства и механизмы разрушения — Исследовательский портал Университета Гронингена
Безопасность легковых и грузовых автомобилей в значительной степени определяется эффективностью точечной сварки сопротивлением (RSW), которая удерживает компоненты стали вместе.
Известно, что улучшенные высокопрочные стали (AHSS) более подвержены разрушению сварного шва, чем обычные мягкие стали. Ключевой проблемой, с которой сталкиваются в настоящее время при разработке AHSS и автомобильных сталей следующего поколения, является катастрофическое разрушение сварных швов, сопровождающееся значительным снижением прочности и ударной вязкости. Проблемы возникают, главным образом, при испытаниях на поперечное растяжение точечных сварных швов из быстрорежущих сталей прочностью > 800 МПа, где сварные швы подвергаются нагружению по режиму I. Пониженная прочность на поперечное растяжение и плохой режим разрушения точечной сварки создают прямое препятствие для успешного внедрения этих новых передовых сталей в автомобильной промышленности. Таким образом, улучшение механических характеристик точечных сварных швов из нержавеющей стали имеет жизненно важное значение для обеспечения безопасности и ударопрочности автомобилей. Настоящая работа направлена на выявление взаимосвязи процесс-структура-свойства в RSW двухфазных (DP) сталей и сталей AHSS третьего поколения. Особое внимание уделено эволюции микроструктуры сварных швов в зависимости от схемы и параметров сварки. Было изучено влияние точной схемы сварки (т. е. одиночного и двойного импульса) на изменение микроструктуры и механическую реакцию контактной точечной сварки DP10009.0003Original language English Qualification Doctor of Philosophy Awarding Institution - University of Groningen
Supervisors/Advisors - Pei, Yutao , руководитель
- де Хоссон, Джефф , руководитель
Дата присуждения 18 марта 2019 г. Place of Publication [Groningen] Publisher - University of Groningen
Print ISBNs 978-94-034-1451-5 Electronic ISBNs 978-94-034-1450-8 Статус публикации Опубликовано — 2019 Название и содержание 30 КБ 90 90 10623
ГЛАВА 1FINAL Издательская версия, 337 KB
Версия издателя Главы 2, 1,15 МБ
ГЛАВА 3FINAL Publisher’s, версия 4.
54 МБГлава 6. Окончательная версия издателя, 1,07 МБ
Глава 7. Окончательная версия издателя, 2,01 МБ
SummaryFinal publisher’s version, 108 KB
SamenvattingFinal publisher’s version, 129 KB
PublicationsFinal publisher’s version, 129 KB
AcknowledgementFinal publisher’s version, 122 KB
Complete thesisFinal publisher’s version, 8.51 MB
PropositionsОкончательная версия издателя, 131 КБ
ГЛАВОЙ ВЕРСИОН 4f 4f. 9plylish 9flicer 9flicer. версия, 1,14 МБ
- АПА
- Автор
- БИБТЕКС
- Гарвард
- Стандарт
- РИС
- Ванкувер
@phdthesis{0425d3f520774bd89e515609c7493611,
title = «Точечная контактная сварка современных высокопрочных сталей: механические свойства и механизмы разрушения»,
abstract = «Безопасность легковых и грузовых автомобилей в значительной степени определяется характеристиками контактной точечной сварки (RSW), которые сохраняют Компоненты стали вместе.
Известно, что усовершенствованные высокопрочные стали (AHSS) более подвержены разрушению при сварке, чем обычные мягкие стали.Ключевой проблемой, возникающей в текущей разработке AHSS и автомобильных сталей следующего поколения, является катастрофический отказ сварных швов, сопровождающееся значительным снижением прочности и ударной вязкости Проблемы возникают в основном при испытаниях на поперечное растяжение точечных сварных швов из высокопрочных сталей прочностью > 800 МПа, где сварные швы подвергаются нагружению типа I. Пониженная прочность на поперечное растяжение и плохая отказы точечных сварных швов являются прямым препятствием для успешного внедрения этих новых усовершенствованных сталей в автомобильной промышленности. Изменение механических характеристик точечных сварных швов из нержавеющей стали имеет жизненно важное значение для обеспечения безопасности и ударопрочности автомобилей. Настоящая работа направлена на выявление взаимосвязи процесс-структура-свойства в RSW двухфазных (DP) сталей и сталей AHSS третьего поколения. Особое внимание уделено эволюции микроструктуры сварных швов в зависимости от схемы и параметров сварки. Было изучено влияние точной схемы сварки (т.е. одиночного и двойного импульса) на изменение микроструктуры и механическую реакцию контактных точечных сварных швов DP1000»,автор = «Али Чабок»,
год = «2019»,
язык = «английский»,
isbn = «978-94-034-1451-5»,
издатель = «Университет Гронингена» ,
school = «Университет Гронингена»,
}
Чабок, А. 2019, «Точечная контактная сварка современных высокопрочных сталей: механические свойства и механизмы разрушения», доктор философии, Гронингенский университет, [Гронинген].
TY — THES
T1 — Контактная точечная сварка усовершенствованных высокопрочных сталей
T2 — Механические свойства и механизмы отказа
AU — Чабок, Али
PY — 2019
Y1 — 2019
N2 — Безопасность легковых и грузовых автомобилей в значительной степени определяется эффективностью контактной точечной сварки (RSW) которые удерживают компоненты стали вместе.
Известно, что улучшенные высокопрочные стали (AHSS) более подвержены разрушению сварного шва, чем обычные мягкие стали. Ключевой проблемой, с которой сталкиваются в настоящее время при разработке AHSS и автомобильных сталей следующего поколения, является катастрофическое разрушение сварных швов, сопровождающееся значительным снижением прочности и ударной вязкости. Проблемы возникают, главным образом, при испытаниях на поперечное растяжение точечных сварных швов из быстрорежущих сталей прочностью > 800 МПа, где сварные швы подвергаются нагружению по режиму I. Пониженная прочность на поперечное растяжение и плохой режим разрушения точечной сварки создают прямое препятствие для успешного внедрения этих новых передовых сталей в автомобильной промышленности. Таким образом, улучшение механических характеристик точечных сварных швов из нержавеющей стали имеет жизненно важное значение для обеспечения безопасности и ударопрочности автомобилей. Настоящая работа направлена на выявление взаимосвязи процесс-структура-свойства в RSW двухфазных (DP) сталей и сталей AHSS третьего поколения. Особое внимание уделено эволюции микроструктуры сварных швов в зависимости от схемы и параметров сварки. Было изучено влияние точной схемы сварки (т. е. одиночного и двойного импульса) на изменение микроструктуры и механическую реакцию контактной точечной сварки DP10009.0003AB — Безопасность легковых и грузовых автомобилей в значительной степени определяется эффективностью точечной сварки сопротивлением (RSW), которая удерживает компоненты стали вместе. Известно, что улучшенные высокопрочные стали (AHSS) более подвержены разрушению сварного шва, чем обычные мягкие стали. Ключевой проблемой, с которой сталкиваются в настоящее время при разработке AHSS и автомобильных сталей следующего поколения, является катастрофическое разрушение сварных швов, сопровождающееся значительным снижением прочности и ударной вязкости. Проблемы возникают, главным образом, при испытаниях на поперечное растяжение точечных сварных швов из быстрорежущих сталей прочностью > 800 МПа, где сварные швы подвергаются нагружению по режиму I.
Пониженная прочность на поперечное растяжение и плохой режим разрушения точечной сварки создают прямое препятствие для успешного внедрения этих новых передовых сталей в автомобильной промышленности. Таким образом, улучшение механических характеристик точечных сварных швов из нержавеющей стали имеет жизненно важное значение для обеспечения безопасности и ударопрочности автомобилей. Настоящая работа направлена на выявление взаимосвязи процесс-структура-свойства в RSW двухфазных (DP) сталей и сталей AHSS третьего поколения. Особое внимание уделено эволюции микроструктуры сварных швов в зависимости от схемы и параметров сварки. Было изучено влияние точной схемы сварки (т. е. одиночного и двойного импульса) на изменение микроструктуры и механическую реакцию контактной точечной сварки DP10009.0003M3 — Диссертация полностью внутренняя (DIV)
SN — 978-94-034-1451-5
PB — Университет Гронингена
CY — [Гронинген]
ER —
MFDC Контроллер контактной сварки | Rosen Welding
Мы разрабатываем и поставляем различные типы контроллеров контактной сварки.
Они часто используются для управления среднечастотным трансформатором. Как видно из графиков, наш сварочный контроллер MFDC может выдавать ток в постоянном токе. Таким образом, при использовании нашего сварочного контроллера процесс сварки может быть легче контролировать, сварка может выполняться быстрее, а процесс сварки может быть более стабильным. Частота контроллера сварки составляет 1 кГц, поэтому с источником питания 50 Гц процесс регулировки электрического тока происходит быстрее и точнее. Как видно из этих графиков, наш среднечастотный сварочный контроллер может стабильно регулировать выходную мощность.Схема формы сигнала сварки контроллера инвертора сопротивления MFDC
Что касается общего управления сваркой, то наш источник питания для управления сваркой сопротивлением средней частоты более выгоден в следующих областях:
- Вторичный сварочный контур течет на постоянном токе. Таким образом, из-за этой тесной связи для вашего проекта сварки, различные степени глубины создают индукционное реактивное сопротивление вторичной цепи, что позволит вашему сварному шву с электрическим током быть более стабильным, а его колебания значительно уменьшатся.
- Вес требуемого трансформатора можно значительно уменьшить.
- Срок службы вашего электрода может быть больше.
- Включает способность сваривать алюминий и оцинкованные металлические материалы и т. д., и его сварка дает хорошие результаты.
- Особенно хорошо подходит для сварки трехслойного листового металла, чрезвычайно тонких материалов и, при необходимости, очень точных сварных швов.
- Создает меньше снарядов.
- Благодаря тому, что наша машина контролирует свой электрический ток, качество точечной сварки значительно улучшится.
Сварочный контроллер MFDC Основные характеристики:
- Выходная частота источника питания: 1 кГц с точностью до миллисекунды.
- Можно запрограммировать до 64 графиков сварки (для серии SMF1). Серия SMF3 представляет собой экономичный инвертор, имеет 15-32 графика сварки. Серия SMF2 имеет 256 графиков сварки.
- Контроллер инвертора серии SMF2 имеет функцию адаптивного управления.
- Процесс нагрева, состоящий из трех частей: предварительный нагрев, сварка и повторный нагрев; во время процесса сварки можно настроить управление сваркой на постепенное увеличение нагрева или постепенное уменьшение тепла.
- Возможность программирования регуляторов давления и определение не более 10 секций давления.
- Возможность программирования выхода ввода-вывода.
MFDC Welding Controller Model Table(SMF3 series):
Controller Model SMF3-400 SMF3-600 SMF3-800 SMF3-1200 SMF3-1600 SMF3- 2400 Блок питания AC 380V-480V AC 380V-480V AC 380V-480V AC 380V-480V AC 380V-480V AC 380V-480V Output Power PWM 500V PWM 500V PWM 500V PWM 500V PWM 500V PWM 500V Output Frequency 1000HZ 1000HZ 1000HZ 1000HZ 1000HZ 1000HZ Duty Rate 10% 10% 10% 10% 10% 10% Max. Output Current 400A 600A 800A 1200A 1600A 2400A .0929 35mm 2 50mm 2 75mm 2 75mm 2 *2 Output Wire Area 25mm 2 25mm 2 50mm 2 75mm 2 95mm 2 95mm 2 *2 Cooling Water ≥4L/min ≥4L/min ≥10L/min ≥12L/min ≥16L/min ≥18L/min Weld Schedule No. 15-32 15-32 15-32 15-32 15-32 15-32 Secondary Feedback No No No No No No Networking RS485 RS485 RS485 RS485 RS485 RS485 Valve Output DC24V DC24V DC24V DC24V DC24V DC24V — — — — — — — контроль, подсчет точек сварки, контроль производственного номера, увеличение шага тока, зачистка электрода и другие функции.
Примечание 2: Контроллер серии SMF3 имеет график 15 сварок в обычном режиме точечной сварки. SMF3 имеет график 32 сварок в режиме роботизированной сварки.
SMF1 series and SMF2 series,SMF3 series Medium Frequency Inverter Controller Difference:
Inverter Model SMF1 serie SMF2 serie SMF3 serie Weld Schedule № 64 256 15-32 Secondary Feedback Yes Yes No Proportional Valve Yes Yes No Networkable Нет Да Да, RS485 Метод адаптивного управления Нет Да - 8
9
4
Примечание.
Инвертор серии SMF1/2 может работать с двумя сварочными горелками. Метод связи включает опцию Fieldbus, цифровой ввод-вывод, Devicenet, CC-LINK, Profibus, EIP. Серия SMF2 представляет собой сварочную систему с адаптивным управлением. .SMF-400 MFDC инверторный сварочный контроллер SMF-1200 среднечастотный инверторный контроллер сварки SMF-1600 среднечастотный инверторный сварочный контроллер SMF-2400 среднечастотный инверторный сварочный контроллер
Электрическая сварка — Mundolatas
Индекс:
— Хронология
ANUNCIOS
— Основы электрической сварки
9000 2 1º. -хронологии 9053 9000 2
1º.- ХРНИРДОЛОДОЛОДА
313131313131313131313. 9023 9000 9000 9000 9000 1º. -ХРНИРДОЛОДОЛОДОВ.
В начале 60-х годов прошлого века более-менее одновременно были разработаны два разных процесса сварки без легирования, в коммерческих целях, для соединения боковых кромок корпусов банок «тройкой».
Этот процесс сварки основан на подаче в зоны соединения определенного количества энергии за определенное время. Эта энергия преобразуется в тепло, способное расплавить свариваемые металлические детали. Вклад энергии осуществляется с помощью электрического тока, и этот развязанный процесс очень хорошо изучен законами физики.
Continental Can представила Conoweld. Эта технология первоначально использовалась для производства стальных банок для напитков с хромовым электролитическим покрытием (ТФС). Для удовлетворительного выполнения сварных швов на первых машинах требовалось, чтобы поверхность стали имела хромовое покрытие шириной около 2 мм на каждой стороны кромок, образующих шов.
Примерно в то же время швейцарская компания Soudronic AG представила полуавтоматические швейные машины с электросваркой для белой жести. Эти первые сварочные аппараты Soudronic использовались при производстве больших металлических контейнеров для продуктов в целом. Боковые швы накладывались внахлест до 4,5 мм, производя то, что стало известно как сварка «бабочка» (Butterfly) (см.
рисунок ниже). В пищевой упаковке эта сварка «Баттерфляй» не стоила, так как обнаружились большие трудности с лакированием ярко выраженных краев шва. Толщина этого вида сварки была настолько велика, что ее нельзя было покрыть слоем лака, какой бы высокой ни была нагрузка.- b) SOUNDRONIC WELDING DEVELOPMENTS
К середине 1960-х годов компания Soudronic представила полностью автоматические машины для производства корпусов банок среднего и большого размера. В 1969 году компания ввела в эксплуатацию более скоростные станки для изготовления аэрозольных баллончиков производительностью 200 единиц в минуту. Однако, возможно, самый важный вклад был сделан в 1975 году с системой сварки проволокой «система сварки проволочным замесом» (WIMA). В этом методе используется натянутая и раздавленная медная проволока, так что контактная поверхность в зоне сварки увеличивается, что обеспечивает более прочную и адекватную сварку с лепестком шириной всего 1 мм (см.
рис. 1). ). Компания Soudronic разработала использование медной проволоки в качестве промежуточного электрода между швом банки и медными сварочными шкивами для решения проблемы загрязнения поверхности электрода и его влияния на качество сварки. Поскольку проволока не используется повторно, загрязнение электрода больше не является проблемой. С другой стороны, утилизация проволоки имеет большое экономическое значение. Ролики были установлены с наклоном 2°, чтобы слегка скосить край шва и, таким образом, уменьшить шаг и облегчить его повторную обработку.Anuncios
Эти усовершенствования позволили производителям банок производить банки с боковым соединением с помощью нелегированной сварки для использования в пищевой промышленности и других сферах применения.
Рисунок 1: Различные виды электросварки бокового шва
В 1978 году была представлена сварочная система SUPEWIMA. Это развитие процесса сварки требует нахлеста всего 0,15-0,3 мм в боковом шве.
К этому следует добавить другие преимущества: уменьшение зоны сварки, подверженной нагреву; меньшее упрочнение и уменьшение толщины шва (примерно в 1,2 раза больше толщины пластины). Наряду с большей эффективностью процесса сварки были улучшены скорости, с которыми могли работать машины, и они могли производить более 500 контейнеров в минуту.Базовая система станков для изготовления корпусов Soudronic включает систему подачи плоских корпусов на станок, систему их дефибрирования, узел закатки и участок сварки. В последнем находятся руки, поддерживающие ролдады. В нижнем рычаге объединены все системы воздуховодов для различных функций (медная проволока, охлаждение, азот, лак…). См. рис. 2. Машина для изготовления корпусов банок может также иметь режущий узел для корпусов двойной или тройной высоты, встроенную систему сварки в инертной атмосфере для предотвращения образования ржавчины и узел покрытия швов сбоку как на внутри и снаружи тела
Рисунок 2: Фрагмент концов плеч
Сформированный корпус контейнера механически вводится в сварочную станцию, где перекрытие остается постоянным.
Техника, используемая сваркой Soudronic, представляет собой просто процедуру сварки с непрерывным разрядом.В процессах WIMA и SUPERWIMA температура корпуса превышает 900ºC, чтобы гарантировать эффективное преодоление твердой фазы металла по шву. Однако это значительно меньше температур, которые были достигнуты с предыдущими моделями.
В системе Soudronic используется синусоидальный вход переменного тока. 50-герцевая машина производит 100 разрядов (точек сварки) в секунду, а 500-герцовая машина производит 1000 за то же время.
Как мы уже указывали, включение режущего узла в сварочный аппарат также позволяет сваривать кузова двойной высоты. Кроме того, это включение может увеличить производительность за счет более низкой частоты сварки или сделать возможным изготовление более коротких корпусов, с которыми иначе машина не справилась бы. Если контейнер должен быть шнуровым или надрезанным, сварка выполняется в атмосфере инертного газа, поскольку на нем не должно быть ржавчины.
Образование оксидной пленки было бы очень негативным, так как она могла бы отделиться в более позднем процессе. Последующее повторное покрытие зоны сварки выполняется потому, что процесс не позволяет наносить лак в виде плоского листа в зоне сварки, так как это будет препятствовать прохождению тока. Этот лак впоследствии отверждается на производственной линии.Anuncios
Компания Soudronic является мировым лидером в области производства боковых швов с помощью электросварки. По всему миру работают тысячи различных установок.
2- ОСНОВЫ ЭЛЕКТРИЧЕСКОЙ СВАРКИ
1- ОСНОВНАЯ СХЕМА ТОЧКИ малая разница мощности.
Хотя существует два типа тока, непрерывный и переменный, мы знаем, что обычно используется второй. Он называется переменным током (сокращенно CA на испанском языке и AC на английском языке) для электрического тока, величина и направление которого циклически изменяются. Форма волны наиболее часто используемого переменного тока представляет собой синусоидальную волну, поскольку достигается более эффективная передача энергии.
Для достижения большого количества точек сварки в единицу времени увеличивают частоту используемого переменного тока. Поясним процесс немного подробнее.Переменный ток на нормальной частоте питания промышленной сети поступает на сварочный аппарат, который вводит его в преобразователь частоты, тем самым повышая его на значительное число герц. Например, в конкретном случае она идет от 50 герц/сек — частота питания — до 500 герц/сек — выход преобразователя.
Сила тока во время сварки колеблется между значениями от 1500 до 2000 ампер и напряжением или разностью потенциалов около 4,5 – 6,5 вольт. Таким образом, электрический ток, удобно преобразованный в эти условия частоты, силы и напряжения, проходит через сварочную станцию с помощью профилированной медной проволоки, направляемой шкивами, воздействующими на нахлест белой жести, для создания точки сварки. . См. рис. 3:
Рисунок 3: Принципиальная схема точки сварки
2º.- ОСНОВНАЯ СХЕМА НЕПРЕРЫВНОЙ ЛИНИИ ТОЧЕК СВАРКИ поэтому две точки сварки.
Следовательно, при выходной частоте 500 герц генерируется 1000 точек сварки/секунду. Эта последовательность точек приводит к непрерывному сварному шву вдоль бокового шва банки. См. рисунок 4:Рисунок 4: Принципиальная схема непрерывной линии точек сварки
Союз производит следующие основные законы:
– Закон Ома. I = V / R
I = сила тока, проходящего через цепь
V = разность потенциалов
R = сопротивление системы
Anuncios
Закон Джоуля калории
I = сила тока, протекающего и измеряемая в амперах
R = электрическое сопротивление проводника, измеряемое в омах
t = время, измеряемое в секундах
При постоянном значении добротности правильное формирование точки, чем выше интенсивность требуется, тем меньше времени. То есть время обратно пропорционально квадрату силы тока.
Поскольку тепловая энергия, используемая для сварки, является функцией квадрата интенсивности, то очевидно, что значения последней удобно делать высокими.
Важно всегда поддерживать постоянное действующее значение тока, чтобы не было изменений в энергии, используемой в данный момент для сварки. Машины имеют компенсатор напряжения, который автоматически изменяет угол раскрытия переменного тока, чтобы поддерживать действующее значение одним и тем же постоянным.В отличие от интенсивности, важно, чтобы время сварки было как можно короче, поскольку длительное время вызывает:
– Повышение температуры шва без достижения точки плавления.
– Увеличение убытков.
– Износ электродов.
Время сварочных работ меньше полуволны синусоиды частотного цикла. См. рисунок 5. Он выражается в процентах от общей площади полуволны. По практической ценности машины Soudronic находятся между 85 и 95%. Оставшийся процент представляет собой время покоя
различные допущения:
1-я.- Без сварки
2-я.- При сварке
3-я.- При горении точки
получим график, как показано на рис.
6, в котором выделены три дифференцированные зоны. 9Рис. 6. Схема зон сварки по «I» и «t» 3º.- СОПРОТИВЛЕНИЕ В ТОЧКЕ СВАРКИВ цепи сварки появляется ряд сопротивлений, которые мы перечислим, для этого нам поможет рисунок 7:
Рисунок 7: Сопротивления в точке сварки
– Сопротивление «r»: объединяет все внутренние сопротивления проводников цепи, сварочных роликов, опорного рычага, медной проволоки, действующей в качестве электрода, и т. д. Это сопротивление будет зависеть от электрических характеристик каждого из этих компонентов. Будучи сопротивлением, которое ничего не вносит в операцию сварки точки, оно должно быть как можно меньше, чтобы не потреблять энергию стерильным образом. Следовательно, например, сварочный рычаг изготовлен из меди, хотя и с небольшим процентным содержанием хрома, чтобы придать ему большую твердость и стабильность, чтобы соответствовать его механическим требованиям.
Anuncios
– R1: Контактное сопротивление между верхним шкивом и медным профилированным проводом.
– R2: Контактное сопротивление между нижним шкивом и медным профилированным проводом.
– Re и R’e: контактные резисторы между медным проводом и привариваемой жестью.
– Ri и R’i: внутренние резисторы двух концов белой жести, подлежащие сварке.
– Rc: контактное сопротивление между двумя свариваемыми концами белой жести.
Существует ряд факторов, влияющих на значения этих сопротивлений.
На Rc, Re и R’e влияют:
– Регулировка машины
– Давление, оказываемое сварочными шкивами. Увеличение давления снижает его значения
– Свариваемый материал: характер и состояние его поверхности и его твердость
– Электропроводность материала. Повышение температуры увеличивает сопротивление.
– Размеры и вид профилирования медной проволоки.
– Материал и качество медной проволоки.
Перечисленные сопротивления подразделяются на две группы:
- А) Полезные или эффективные: те, которые необходимы и активно способствуют плавлению материала. Это: Ri, R’i и Rc.
Генерируют эффективную энергию Мы.
We = Wi + W’i + Wc
- Б) Паразитическая и нежелательная. Это те, которые ничего не вносят в это слияние, но заложены в системе и не могут быть устранены, просто постарайтесь свести их к минимуму. Это: R1, R2, Re и R’e
Генерируют потери энергии Wp.
Wp = W1 + W2+ We +W’e
Потери W1 и W2 могут увеличиваться в зависимости от накопления оловянной окалины в шейке шкивов, а также износа указанных канавок.
Общая энергия, необходимая для сварки, составит:
Wt = We + Wp
4-й.- ОКИСЛЕНИЕ
В процессе сварки олово, сохраняющее жесть в этой зоне, плавится и осаждается на меди провод. Поэтому сталь незащищенная и к тому же при высокой температуре. Это вызывает быстрое окисление в присутствии кислорода воздуха.
Энергетические порядки We и W’e нагревают контактные поверхности между медной проволокой и внешними поверхностями жести, способствуя окислению сварного шва.
Количество образовавшегося оксида зависит от достигнутой температуры и времени пребывания при ней.
Q оксид = Функция (температура x время)
См. рис. 8:
предел окисления будет больше и, следовательно, окисление будет больше.
Присутствие оксида отрицательно влияет на сварку по нескольким причинам:
– При повторной прошивке шва лак прилипает к оксиду плохо и может отслоиться. Особенно, если банка впоследствии надрезана или оцеплена
– Появляется ржавая полоса, что ухудшает эстетический вид.
Во избежание окисления при сварке на место сварки в момент ее производства подается струя нейтрального газа (азота). Этот газ вытесняет присутствие воздуха, тем самым устраняя кислород в этом районе.
5.- ЭНЕРГИЯ, НЕОБХОДИМАЯ ДЛЯ СВАРКИ
Выше мы видели, что полная энергия, необходимая для сварки, будет:
Wt = We + Wp
объем металла, который необходимо расплавить.
Объем плавления в секунду (Vm) зависит от толщины белой жести (e), площади перекрытия (c) и скорости сварки (Vs). См. рис. 9:Рис. 9: Нахлест или нахлест материала
Vm =2e x c x Vs
Другими факторами, которые также влияют на необходимую энергию, являются удельная теплоемкость металла и тепловые потери системы.
Эти потери тепла важны и связаны с несколькими причинами:
– A.) Потери через медный провод:
– Повышение температуры того же.
– Проводимость резьбы
– Время контакта между проволокой и материалом
– B) Потеря проводимости внутри свариваемого металла
– C) Потери из-за излучения
– D) Потери через контур охлаждающей воды системы.
Их трудно уменьшить, и производитель машины уделяет большое внимание их конструкции, чтобы ее стоимость была минимально возможной, поскольку она влияет на изоляцию системы, качество материалов и т.
д.6º.- ДАВЛЕНИЕ ПРИ ПАЯНИИ
Внешний шкив передает на точку сварки определенное давление, которое создает упругую систему, действующую на его плечо. Функции этого давления несколько:
1º.- Обеспечьте контакт двух частей материала внахлест
2º.- Обеспечьте равномерное сопротивление по всему шву, исключая возможные волнистости и шероховатости материала.
3º.- Принудительное прохождение тока через точку сварки.
4º.- Устранить воздушные камеры между свариваемыми деталями.
Anuncios
5º.- Раздавите расплавленный материал, уменьшив толщину сварного шва.
6º.- Избегайте образования «запятых» и пор.
7º.- Способствует охлаждению, обеспечивая рекристаллизацию материала.
8º.- Избегайте выброса расплавленного металла за пределы места сварки.
9º.- Обеспечьте линейное смещение трубы.
Заключение:
Идеальным сварочным контуром будет тот, который удовлетворяет следующим условиям:
- а) Минимальные потери.
- б) Минимальное количество оксида.
- c) Максимальная эффективная энергия
- г) Однородность оптимальной сварки.
7º.- ХАРАКТЕРИСТИКИ СВАРИВАЕМОГО МЕТАЛЛА
Оборудование для сварки боковых швов трехсекционных банок предназначено для использования белой жести в качестве соединяемого материала. Среди различных типов более распространен MR из-за его хороших антикоррозионных свойств.
Оловянная защита, покрывающая сталь, улучшает контактные поверхности, поскольку мягкий металл заполняет шероховатости при воздействии давления. Поэтому сопротивление в зоне перекрытия уменьшается.
Это олово, подвергшееся действию тепла, плавится намного раньше, чем сталь. В этом состоянии он должен быть удален из зоны сварки, чтобы две свариваемые стальные детали находились в тесном контакте и, таким образом, достигалось хорошее перемешивание кристаллов в месте соединения. Выталкивание достигается действием сварочного давления.
Таким образом, из листов с высоким содержанием белой жести трудно правильно удалить олово, а из листов с низким покрытием трудно получить хорошую начальную контактную поверхность.
Идеально промежуточное лужение.С другой стороны, лужение загрязняет горловины сварочных роликов, которые снимают его с протянутой медной проволоки.
Хром и оксид хрома препятствуют прохождению тока. Поэтому сложность использования материала TFS.
8º.- РАЗМЕРЫ ТОЧКИ СВАРКИ
Точка сварки определяется тремя измерениями.
– Длина: зависит от скорости сварки
– Ширина: связана с нахлестом.
– Толщина: зависит от толщины металла.
Длина (L):
Зависит от скорости сварки, то есть скорости медной проволоки и смещения свариваемого тела. Ваш расчет будет лучше определен на практическом примере:
У нас есть сварочный аппарат, который работает на частоте 500 герц и на скорости 60 м/мин.
Количество точек/сек. = 500 Гц x 2 = 1000
Длина сварки/сек = 60 м. х 1000/60 сек = 1000 мм.
Anuncios
Длина точки = длина сварного шва / номер точки.
= 1000 мм / 1000 точек = 1 ммШирина (A):
Это функция теоретического перекрытия и немного больше его. В следующем разделе (Перекрытие) мы изучим эту взаимосвязь.
Толщина (E):
Всегда меньше суммы двух толщин белой жести.
Он получает название «коэффициент дробления» сварки, константа (K), которая умножается на толщину белой жести (e), дает нам значение толщины (E) того же самого. Значение этой константы (K) должно быть между 1,40 и 1,60.
1,40< K < 1,60
1,40 e < E < 1,60 e
Следовательно, толщина сварного шва всегда меньше удвоенной толщины металла, так как за счет действия давление внешней руки.
9º.- TRASLAPE
Это наложение материала, необходимого для сварки. В машинах с определенным каденсом его теоретическое значение колеблется от 0,2 до 0,4 мм. Важно, чтобы количество оставалось равномерным по всему шву, чтобы они были и точками сварки.
Вариация одного и того же предполагает изменение количества свариваемого материала, и работая с теми же параметрами, результаты не будут одинаковыми во всех сварках.Деталь, определяющая величину перекрытия, называется «Z-образный стержень». Он состоит из полосы с Z-образным сечением, размещенной в сварочном рукаве, который принимает края корпуса в своих двух пазах, которые перекрывают теоретическое значение перекрытия. См. рисунок 10:
примерно больше. Z-образный стержень должен быть очень хорошо изолирован во избежание его износа электроэрозией, а также во избежание потерь энергии.
Se puede calcular el traslape teórico del siguiente modo:
Предполагается, что сечение S металла внахлест остается постоянным до и после сварки. См. Рисунок 11:
Рисунок 11: Перекрытие
В нем необходимо выполнить, что:
S = C X 2 E (перед сваркой) и S = A X E (после сварки)
где: C x 2e = A x E и C (теоретическое перекрытие) = A x E / 2e
Зная толщину металла, достаточно будет измерить на уже сделанном сварном шве его толщину (Е) и ширину (А), чтобы узнать его теоретическое перекрытие.
Anuncios
Для измерения E и A можно действовать следующим образом:
Отрежьте два куска шва на расстоянии 10 мм от концов. См. рисунок 12.
и А) в обоих разделах. Примените приведенную ниже формулу. Выполняя это двойное определение, проверяют, остается ли перекрытие постоянным. В противном случае, помимо возможных проблем при сварке, мы получили бы коническое тело.
10.- МЕТАЛЛУРГИЯ СВАРКИ
Период нагрева:
Прохождение тока вызывает локальный нагрев, который вызывает плавление металла в обеих соединяемых частях, вызывая точка сварки. Ядро этой точки называют контактной линзой, потому что оно имеет сходную с ней форму. При нагреве эта металлическая зона расширяется. Давление верхнего ролика должно быть таким, чтобы нейтрализовать растягивающее напряжение расплавленного металла. Если это давление слабое, расплавленный металл вытекает в виде выступов. Выступы сами по себе являются серьезным дефектом, но также вызывают другие внутренние проблемы сварки, такие как пористость.
- Месслер-младший, Р.
