Пайка латуни какой припой: как и чем паять латунь
Содержание
Припой твердый ROLOT S94 2х2х500, 1 шт
КОД:
03023
- Описание
- Характеристики
- Комплект поставки
Припой с квадратным сечением ROLOT S 94 используется для пайки латуни, меди, бронзы, красной бронзы. За счет содержания малой доли фосфора припой отличается большим диапазоном температур плавления, что становится причиной прочных соединений с повышенной устойчивостью к деформациям. Припой стандартизирован DIN EN 1044 и используется в стандартных условиях в ходе монтажа медных труб и идеален для капиллярно-щелевой пайки трубопроводов, не использующих фитинги.
Состав припоя: фосфор (5,9-6,5%), медь (94,1-93,5%).
Особенности припоя ROLOT:
- отсутствие пенообразования;
- для пайки меди не обязательно использование флюса, в остальных случаях применяется флюс LP 5;
- выдерживает температуру до 200°С;
- безвреден для окружающей среды, не способствует проявлению коррозии;
- обладает повышенной текучестью;
- не применяется с материалами, имеющими в составе серу и сплавами меди и железа с никелем.


Твердые припои для пайки медных труб:
РОТЕНБЕРГЕР РОЛОТ – специальные твердые припои, особенно подходят для капиллярно-щелевой пайки при монтаже медных труб в системах холодного и горячего водоснабжения, открытых и закрытых отопительных систем, в соответствии с DVGW, предписание GW 2, систем газоснабжения (жидкий, природный газ), а также для монтажа холодильных систем / систем кондиционирования и маслопроводов. Припои РОТЕНБЕРГЕР РОЛОТ специально предназначены для капиллярно-щелевой пайки медных трубопроводов, смонтированных без использования фитингов. Серебросодержащие медно-фосфорные припои имеют более высокие деформационные характеристики и рекомендуются к использованию для пайки систем, подверженных высоким температурным и механическим нагрузкам. Производитель: Rothenberger (Ротенбергер).
Характеристики твердых припоев:
- Не пенятся
- Жаростойкие до 200°C
- При пайке соединений меди с медью не требуется флюс
- При пайке соединений с латунью, красной бронзой, медно-оловянными сплавами, медно-цинковыми сплавами используется флюс LP 5
- Не используются с серосодержащими веществами, со сплавами железа и никеля, а также никельсодержащими медными сплавами
- Не наносят вред окружающей среде, не вызывают коррозию, имеют улучшенную текучесть
Технические характеристики
| Вид припоя | Твердый припой |
| Рабочая температура, °С | 730 |
| Температура плавления, °С | 710-880 |
Сечение, кв. мм мм | 2 x 2 |
| Масса, кг | 1 |
| Длина, мм | 500 |
| Длина, мм | 500 |
Твердый меднофосфорный припой ROLOT S 94 2 х 2 х500 мм массой 1000 г, в коробке.
Цена указана за 1 шт.
Похожие товары
все для сварки. Вопросы и ответы по сварке. Вопрос №74.
Расскажите, пожалуйста, о технологии газопламенной пайки.
При пайке основной металл не плавится, а нагревается лишь до температуры расплавления припоя, которая значительно ниже температуры плавления основного металла. Такая особенность процесса позволяет использовать пайку для получения прочноплотных соединений не только однородных, но и разнородных металлов. Успешно паяют чугун, углеродистую и легированную стали, медь и ее сплавы, никель, алюминий и большинство конструкционных металлов и сплавов.
Различают два основных вида пайки: высокотемпературную и низкотемпературную. В первом случае применяют припои с температурой плавления выше 550 °С, а во втором — ниже 550 °С.
В первом случае применяют припои с температурой плавления выше 550 °С, а во втором — ниже 550 °С.
Высокотемпературную газопламенную пайку выполняют стандартными горелками, работающими на смеси горючего газа с кислородом. В качестве горючего газа можно использовать как ацетилен, так и пропан–бутан, газ МАФ и др.
Низкотемпературную пайку можно выполнять как с использованием газовоздушных горелок, так и промышленных электрических фенов.
Решающее влияние на качество пайки оказывает состав припоя и флюса, тип соединения и техника пайки.
Припои. Как правило, при низкотемпературной пайке используют припои с температурой плавления до 350–400 °С, а при высокотемпературной — выше 650 °С.
Для низкотемпературной пайки наибольшее применение находят оловянисто–свинцовые припои (табл. 1), а для высокотемпературной — серебряные, медно–цинковые и медно–фосфоритовые припои (табл. 2).
Таблица 1. Припои для низкотемпературной пайки
| |||||||||||||||||||||||||||
Таблица 2.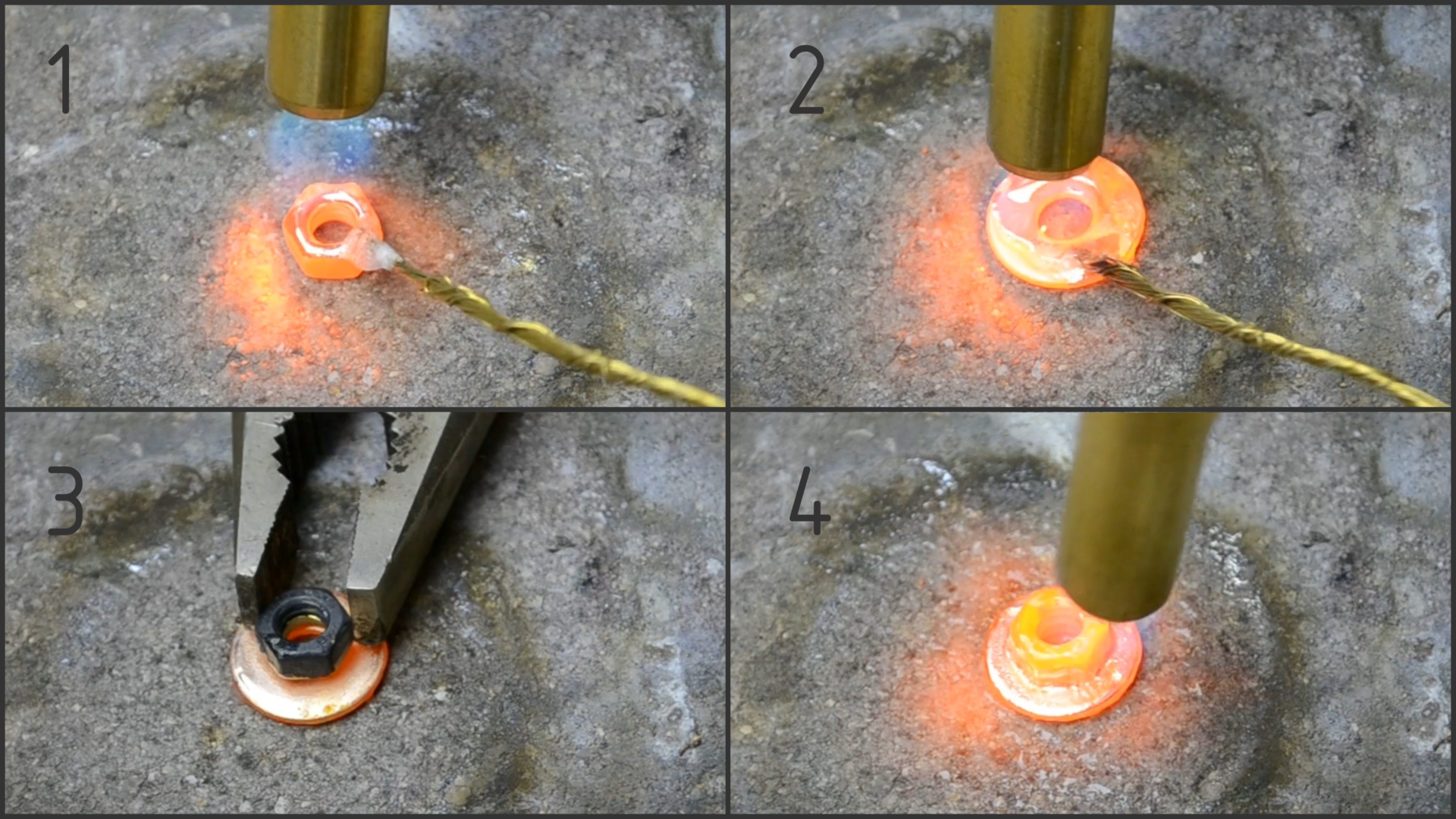 Припои для высокотемпературной пайки
Припои для высокотемпературной пайки
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка. Медно–цинковые припои используют преимущественно для пайки стали, чугуна, меди, бронзы и никеля. Лучшие результаты дает припой ЛОК62–06–04.
Медно–фосфористые припои являются заменителями припоев на основе дефицитного серебра и низкотемпературных припоев при пайке меди, латуни и бронзы. При пайке меди эти припои не требуют флюса, однако из–за хрупкости соединений, выполненных с применением медно–фосфористых припоев, их нельзя использовать в конструкциях, работающих при ударных нагрузках.
Большинство припоев выпускают в виде прутков, проволоки, порошков или полос. Медно–цинковые припои из–за повышенной хрупкости поставляют в виде зерен различной грануляции.
Медно–цинковые припои из–за повышенной хрупкости поставляют в виде зерен различной грануляции.
Флюсы. Назначение флюса: предохранить припой и основной металл от окисления; растворить оксиды, образующиеся в процессе пайки; способствовать смачиванию металла расплавленным припоем за счет снижения его поверхностного натяжения. Состав некоторых промышленных флюсов для низко– и высокотемпературной пайки приведен в табл. 3 и 4.
Таблица 3. Флюсы для низкотемпературной пайки
|
Таблица 4. Флюсы для высокотемпературной пайки
Флюсы для высокотемпературной пайки
|
Конструкция паяных соединений. Прочность паяного соединения во многом зависит от площади спая и взаимной подгонки соединяемых деталей, т. е. от величины зазора между ними. При пайке рекомендуют применять соединения, показанные на рис. 1. В основном применяют нахлесточные соединения, поскольку, увеличивая величину нахлеста, легко повысить прочность соединения. Для улучшения механических свойств стыкового соединения практикуют увеличение рабочего сечения за счет применения косого или зубчатого стыка.
Прочность паяного соединения во многом зависит от площади спая и взаимной подгонки соединяемых деталей, т. е. от величины зазора между ними. При пайке рекомендуют применять соединения, показанные на рис. 1. В основном применяют нахлесточные соединения, поскольку, увеличивая величину нахлеста, легко повысить прочность соединения. Для улучшения механических свойств стыкового соединения практикуют увеличение рабочего сечения за счет применения косого или зубчатого стыка.
а — стыковые; б — нахлесточные; в — с отбортовкой; г — втулочные; д — специальные
 2. Вид трубчатых соединений
2. Вид трубчатых соединенийТавровые соединения при пайке применяют очень редко. Пайку широко используют при получении трубчатых соединений (рис. 2): а, б — когда допускается увеличение наружного диаметра трубы; в и г — при необходимости его сохранения. Зазор между соединяемыми деталями при пайке должен быть минимальным для улучшения заполнения его расплавленным припоем под действием капиллярных сил. Рекомендуемые зазоры в деталях, изготовленных механической обработкой или штамповкой, приведены в табл. 5.
Таблица 5. Рекомендуемые зазоры при газопламенной пайке металлов
| |||||||||||||||||||||||||||
Техника пайки. При низкотемпературной пайке очищенные детали предварительно подвергают лужению, собирают, наносят на поверхность припоя флюс и расплавляют припой пламенем горелки. Расплавленный припой затекает в зазор или на соединяемые детали, после чего пламя отводят, чтобы обеспечить охлаждение.
При низкотемпературной пайке очищенные детали предварительно подвергают лужению, собирают, наносят на поверхность припоя флюс и расплавляют припой пламенем горелки. Расплавленный припой затекает в зазор или на соединяемые детали, после чего пламя отводят, чтобы обеспечить охлаждение.
Высокотемпературную пайку выполняют газовым пламенем нормального состава. Возможен небольшой избыток горючего. Удельная мощность пламени (по ацетилену), л/(ч·мм): для углеродистой стали — 100–200, нержавеющей — не более 70, меди — 150–200, латуни — 100–120. При использовании газов–заменителей необходимо учитывать коэффициент замены для соответствующего газа и расход кислорода, обеспечивающий нормальное пламя. Детали нагревают факелом пламени — зоной, находящейся на расстоянии 20–30 мм от ядра. Это не допускает перегрева металла. Пламя следует всегда направлять на деталь, имеющую наибольшую толщину и теплопроводность (при пайке разнородных металлов).
Диаметр или ширину припоя (при использовании полос) выбирают из расчета, что они должны быть равны 1–3 толщины наиболее тонкого элемента спаиваемых деталей. Последовательность операций и техника высокотемпературной пайки приведены в табл. 6.
Последовательность операций и техника высокотемпературной пайки приведены в табл. 6.
Таблица 6. Последовательность операций и техника высокотемпературной пайки газовым пламенем
|
 Закрепить детали в кондукторе или приспособлении так, чтобы место под пайку было в горизонтальной плоскости и в зоне действия вытяжной вентиляции. Установить необходимый зазор и величину перекрытия деталей (при нахлесточном соединении)
Закрепить детали в кондукторе или приспособлении так, чтобы место под пайку было в горизонтальной плоскости и в зоне действия вытяжной вентиляции. Установить необходимый зазор и величину перекрытия деталей (при нахлесточном соединении)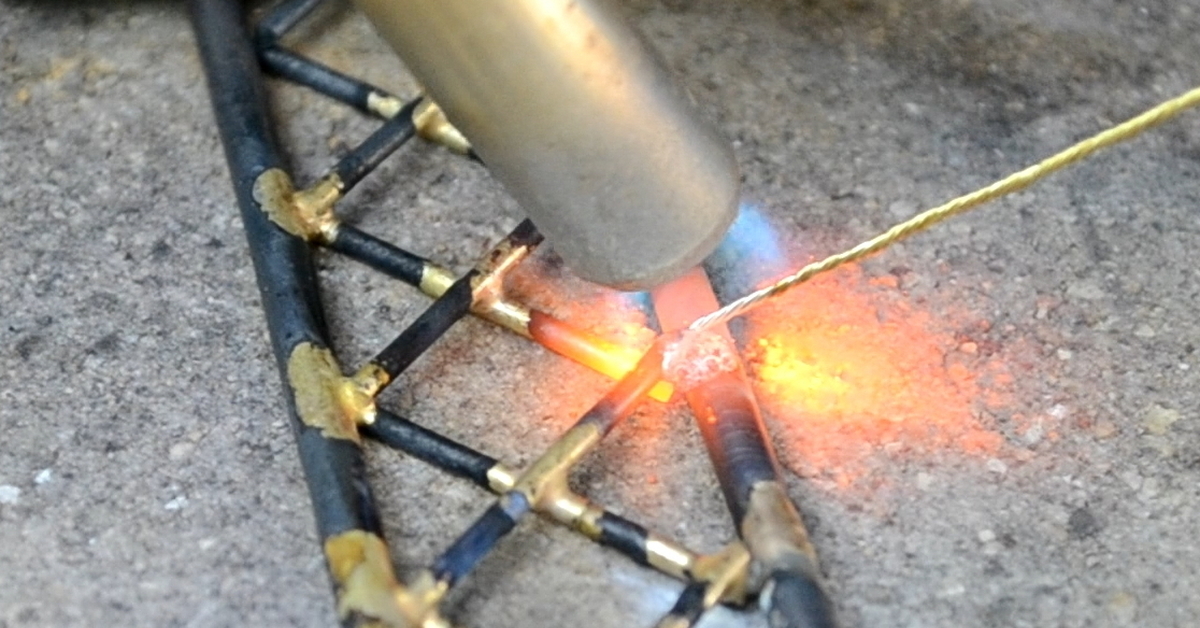 Очистить шов от флюса тщательной промывкой паяного соединения в теплой воде протиркой чистой материей после полного затвердения припоя. Произвести правку изделия и термообработку паяного соединения, если в этом имеется необходимость
Очистить шов от флюса тщательной промывкой паяного соединения в теплой воде протиркой чистой материей после полного затвердения припоя. Произвести правку изделия и термообработку паяного соединения, если в этом имеется необходимость
|
Вернуться в раздел Вопросы и ответы.
Какие существуют типы припоя?
Наверх
< Вернуться на главную
Припой — это материал, который используется для постоянного соединения объектов, таких как трубы или провода. Основное применение пайки в сантехнике — это соединения без утечек. В электронной промышленности пайка используется для соединения проводов компонентов схемы.
Для пайки сантехники на место соединения медной трубы и фитинга нагревается горелка. После нагревания припой помещается в стык и плавится и течет, чтобы герметизировать его. Это соединение обеспечивает соединение между трубой и фитингом.
Припой представляет собой металл или металлический сплав, который исторически состоял из свинца и олова в различных пропорциях. Сегодня бессвинцовый припой доступен в соответствии с Законом о безопасной питьевой воде, который ограничивает количество свинца, используемого в портативных системах водоснабжения.
Давайте рассмотрим три разных типа пайки.
Типы припоя
1. Припой на основе свинца
Свинцовый припой, изготовленный из свинца и олова, используется в большинстве электронных производственных приложений для образования прочной связи между соединениями других металлов, таких как медь и алюминий. Припой на основе свинца не используется для водопроводных труб.
2. Бессвинцовый припой
Бессвинцовый припой обычно имеет более высокую температуру плавления, чем обычный припой.
● Оловянно-сурьмяный припой: Содержит 95 % олова и 5 % сурьмы. Этот тип припоя не содержит свинца и поэтому безопасен для водопроводных сетей. Разработан для использования в сантехнике, где возникают частые резкие перепады температуры и вибрации (холодильники, холодильное оборудование и теплопроводы, также используется для пайки электроники. Мы рекомендуем использовать кислотный сердечник 95/5 для работы с воздуховодами и канифольный сердечник 95/5 для электрики. Диапазон плавления составляет от 450 ° F до 464 ° F и имеет неограниченный срок хранения.
Диапазон плавления составляет от 450 ° F до 464 ° F и имеет неограниченный срок хранения.
● Припой медно-оловянный: Содержит 97 % олова и 3 % меди. Бессвинцовый и безопасный для водопроводных сетей, этот тип припоя предназначен для запотевания медных и латунных сантехнических соединений. Диапазон плавления составляет от 440 ° F до 572 ° F, и он имеет неограниченный срок хранения.
● Серебросодержащий припой: Содержит серебро, медь, висмут и олово. Этот припой, не содержащий свинца и безопасный для водопроводных сетей, идеально подходит для латуни с низким содержанием свинца. Он имеет широкий диапазон плавления (от 420°F до 460°F), что дает больше времени для пайки соединений.
Типы флюса
Флюс предназначен для очистки труб и фитингов от любого поверхностного окисления. Все флюсы Oatey не содержат свинца, соответствуют требованиям NSF и имеют срок годности два года с даты изготовления.
Существует четыре типа флюса, которые вы можете выбрать в зависимости от области применения:
● Флюс на нефтяной основе (или петролатумный флюс): Промывка необходима и разработана для обеспечения превосходных смачивающих свойств для улучшения текучести припоя.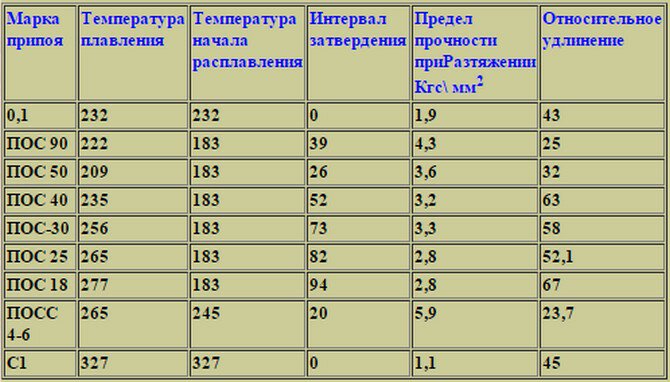 Этот флюс совместим со всеми распространенными припоями для сантехники, такими как медь, металлы с медным покрытием, латунь, цинк, оцинкованное железо, свинец и олово.
Этот флюс совместим со всеми распространенными припоями для сантехники, такими как медь, металлы с медным покрытием, латунь, цинк, оцинкованное железо, свинец и олово.
● Водорастворимый флюс: Смываемый водой и совместимый со всеми распространенными припоями для сантехники, он менее коррозионно-активен, поскольку самоочищается внутри трубы при протекании воды по линиям. Этот флюс имеет более узкий диапазон температур при нагреве, но работает со всеми припоями.
● Флюс для жаркой погоды: Специально разработанный для жаркого климата, этот флюс не расслаивается при температуре до 135°F.
● Флюс для лужения: Доступный как в водорастворимой, так и в нефтяной формуле, этот флюс обогащен частицами луженого порошка для предварительного лужения трубопровода и улучшения текучести припоя, а также обеспечивает равномерный нагрев фитинга. Последнее необходимо при пайке латунных систем с низким содержанием свинца или трубопроводов большого диаметра. Он совместим со всеми распространенными припоями для сантехники.
Он совместим со всеми распространенными припоями для сантехники.
Дополнительные советы
● В некоторых случаях вместе с припоем могут понадобиться расходные материалы. Большинство наборов для пайки включают щетку для крепления проводов, наждачную ткань и, в зависимости от типа припоя, контейнер с флюсом и щетку для флюса.
● Если вы паяете вблизи легковоспламеняющихся предметов, рассмотрите возможность использования Oatey Flame Protector, чтобы поверхность не загорелась и не загорелась. Поместите пламегаситель между соединением и поверхностью, чтобы предотвратить повреждение.
● При использовании припоя в вашем следующем проекте мы рекомендуем вам ознакомиться с инструкциями производителя по применению конкретного продукта и правилам техники безопасности.
Посмотреть больше
Можно ли припаять латунь к латуни? Как это паять!
Трэвис Кларк
0
акции
Можно ли припаять латунь к латуни? Это вопрос, который могут задать многие люди, и ответ: да, вы можете припаять латунь к латуни. Вам просто нужно использовать правильный тип припоя и убедиться, что оба куска латуни чистые и не содержат мусора или оксидов. Но есть несколько вещей, которые вам нужно знать, прежде чем вы попробуете это сделать. Следите за обновлениями!
Как припаять латунь к латуни?
Первое, что вам нужно сделать, это убедиться, что оба куска латуни чистые. Любая грязь или мусор на поверхности латуни будет препятствовать правильному прилипанию припоя. Вы можете очистить латунь мягким мыльным раствором или использовать очиститель для латуни.
Когда латунь станет чистой, вам нужно будет нанести флюс на оба куска металла. Флюс помогает удалить любые оксиды с поверхности металла и позволяет припою равномерно растекаться по соединению. Вы можете купить флюс в большинстве хозяйственных магазинов.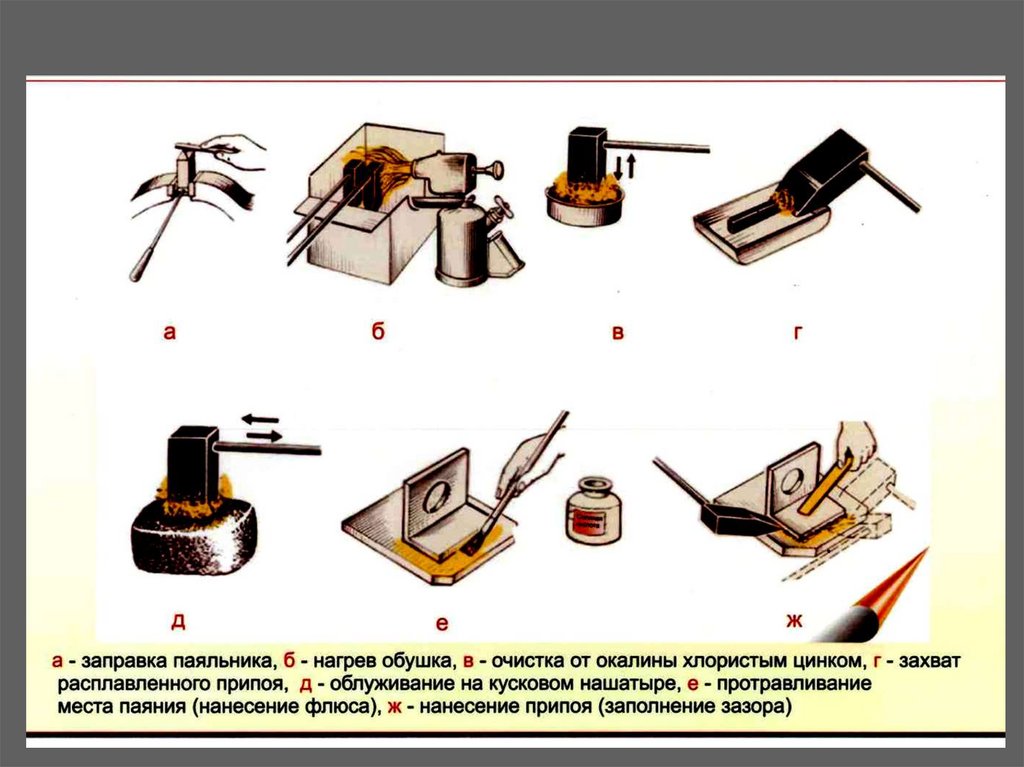
Далее вам нужно будет нагреть обе части латуни с помощью паяльника. Цель состоит в том, чтобы нагреть латунь до такой степени, чтобы припой мог свободно течь, но не настолько, чтобы сжечь флюс. Как только латунь нагреется, прикоснитесь припоем к соединению и дайте ему равномерно растечься по поверхности.
Наконец, дайте соединению остыть, прежде чем обращаться с ним. Как только он остынет, вы можете проверить соединение, чтобы убедиться, что оно прочное и надежное.
Посмотреть это видео на YouTube
Теперь вы знаете, как припаять латунь к латуни! Этот простой процесс можно использовать для создания прочных и долговечных соединений между двумя кусками латуни. Просто внимательно следуйте инструкциям и используйте правильный флюс и припой.
Преимущества пайки латунных фитингов вместо использования винтов или болтов?
Пайка латунных фитингов имеет ряд преимуществ по сравнению с использованием винтов или болтов.
- Паяные соединения прочнее и долговечнее, чем резьбовые или болтовые соединения.
- Они также менее подвержены протечкам, что делает их идеальными для применения в сантехнике.
- Кроме того, паяные соединения менее подвержены вибрации со временем, что делает их идеальными для использования в тех случаях, когда вибрация является проблемой.
- Наконец, паяные соединения менее подвержены коррозии со временем, что делает их хорошим выбором для наружного применения.
Итак, если вам нужно прочное, надежное соединение без утечек, пайка латунью — это то, что вам нужно.
Опасности, связанные с пайкой латунных фитингов, и как их избежать?
Да, существуют некоторые опасности, связанные с пайкой латунных фитингов. Наиболее распространенной опасностью является воздействие паров свинца. Свинец является токсичным металлом, который может нанести вред при вдыхании. Чтобы избежать этой опасности, убедитесь, что вы работаете в хорошо проветриваемом помещении и при необходимости используйте респиратор или пылезащитную маску.
Горит еще одна опасность. Паяльник и сам припой очень горячие и могут вызвать серьезные ожоги, если вы не будете осторожны. Будьте осторожны при обращении с паяльником и горячим припоем.
Наконец, существует опасность поражения электрическим током. Это может произойти, если вы коснетесь паяльником электрического провода под напряжением. Чтобы избежать этого, всегда отключайте паяльник от сети, прежде чем прикасаться им к какой-либо металлической поверхности.
Соблюдая эти простые меры предосторожности, вы можете избежать опасностей, связанных с пайкой латунных фитингов.
Советы по обеспечению надежной пайки латунных компонентов
Вот несколько советов по обеспечению успешной пайки латунных компонентов:
- Убедитесь, что припаиваемые поверхности чистые и на них нет оксидной пленки. Используйте мягкий абразив, например, наждачную бумагу или стальную губку, чтобы удалить следы окисления.
- Обильно нанесите флюс на обе поверхности.
 Это поможет припою течь равномерно и предотвратит его слишком быстрое высыхание.
Это поможет припою течь равномерно и предотвратит его слишком быстрое высыхание. - Используйте паяльник с жалом соответствующего размера для соединения. Слишком сильный нагрев может привести к деформации или обесцвечиванию латуни.
- Наносите припой на соединение, а не на утюг. Прикоснитесь припоем к обеим поверхностям соединения, затем удалите утюг и дайте соединению остыть.
- Осмотрите соединение, чтобы убедиться в отсутствии пустот. При необходимости нанесите дополнительный припой, пока соединение не будет заполнено.
- Дайте соединению полностью остыть, прежде чем обращаться с ним. В противном случае вы рискуете повредить паяное соединение.
Помня об этих советах, вы сможете создать прочное и надежное паяное соединение между латунными компонентами.
Можно ли использовать припой для устранения других проблем с латунными фитингами, таких как протечки или сорванная резьба?
Да, в большинстве случаев для устранения утечек или сорванной резьбы в латунных фитингах можно использовать припой.
- Сначала очистите область вокруг места утечки или зачистите резьбу проволочной щеткой.
- Затем нанесите на участок тонкий слой флюса.
- Затем нанесите на участок небольшое количество припоя и нагрейте его паяльником до тех пор, пока припой не расплавится и не потечет в место утечки или сорванную резьбу.
- Дайте участку остыть, а затем проверьте его, чтобы убедиться, что утечка устранена или резьба больше не сорвана.
Часто задаваемые вопросы – пайка латуни к латуни
Какой припой прилипнет к латуни?
Различные типы припоя дают разные результаты при использовании на латуни. Например, припой на основе свинца не будет хорошо прилипать к латуни, а припой на основе олова создаст более прочное соединение.
Припой на основе серебра также подходит для пайки латуни, но он дороже, чем другие типы припоев. Если вы не уверены, какой тип припоя использовать, вы можете обратиться за советом к профессиональному паяльщику.
Насколько прочен латунный припой?
На прочность паяного соединения латуни могут влиять многие факторы, включая тип используемого металла, толщину металлов, чистоту соединяемых поверхностей и используемый метод пайки. Однако в целом латунь является очень прочным металлом, и паяные соединения, выполненные из латуни, также имеют тенденцию быть очень прочными.
Плавит ли паяльник латунь?
Нет, паяльник не плавит латунь. Латунь имеет температуру плавления около 1700 градусов по Фаренгейту, что намного выше максимальной температуры, которую может достичь большинство паяльников. Поэтому можно смело использовать паяльник на латуни, не беспокоясь о ее плавлении.
Final Words
Да, латунь можно припаять к латуни. Это сложный процесс, требующий использования флюса, но его можно выполнить с помощью правильных инструментов и методов.
Следуя советам из этого поста, вы сможете легко паять медные детали. Получайте удовольствие, экспериментируя с этим процессом, и посмотрите, какие красивые творения вы можете придумать!
Если вы не будете осторожны, вы можете получить испорченную работу, которую будет трудно исправить.