Пайка латунью железа: как и чем паять латунь
Содержание
все для сварки. Вопросы и ответы по сварке. Вопрос №74.
Расскажите, пожалуйста, о технологии газопламенной пайки.
При пайке основной металл не плавится, а нагревается лишь до температуры расплавления припоя, которая значительно ниже температуры плавления основного металла. Такая особенность процесса позволяет использовать пайку для получения прочноплотных соединений не только однородных, но и разнородных металлов. Успешно паяют чугун, углеродистую и легированную стали, медь и ее сплавы, никель, алюминий и большинство конструкционных металлов и сплавов.
Различают два основных вида пайки: высокотемпературную и низкотемпературную. В первом случае применяют припои с температурой плавления выше 550 °С, а во втором — ниже 550 °С.
Высокотемпературную газопламенную пайку выполняют стандартными горелками, работающими на смеси горючего газа с кислородом. В качестве горючего газа можно использовать как ацетилен, так и пропан–бутан, газ МАФ и др.
Низкотемпературную пайку можно выполнять как с использованием газовоздушных горелок, так и промышленных электрических фенов.
Решающее влияние на качество пайки оказывает состав припоя и флюса, тип соединения и техника пайки.
Припои. Как правило, при низкотемпературной пайке используют припои с температурой плавления до 350–400 °С, а при высокотемпературной — выше 650 °С.
Для низкотемпературной пайки наибольшее применение находят оловянисто–свинцовые припои (табл. 1), а для высокотемпературной — серебряные, медно–цинковые и медно–фосфоритовые припои (табл. 2).
Таблица 1. Припои для низкотемпературной пайки
| |||||||||||||||||||||||||||
Таблица 2. Припои для высокотемпературной пайки
Припои для высокотемпературной пайки
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка. Медно–цинковые припои используют преимущественно для пайки стали, чугуна, меди, бронзы и никеля. Лучшие результаты дает припой ЛОК62–06–04.
Медно–фосфористые припои являются заменителями припоев на основе дефицитного серебра и низкотемпературных припоев при пайке меди, латуни и бронзы. При пайке меди эти припои не требуют флюса, однако из–за хрупкости соединений, выполненных с применением медно–фосфористых припоев, их нельзя использовать в конструкциях, работающих при ударных нагрузках.
Большинство припоев выпускают в виде прутков, проволоки, порошков или полос. Медно–цинковые припои из–за повышенной хрупкости поставляют в виде зерен различной грануляции.
Медно–цинковые припои из–за повышенной хрупкости поставляют в виде зерен различной грануляции.
Флюсы. Назначение флюса: предохранить припой и основной металл от окисления; растворить оксиды, образующиеся в процессе пайки; способствовать смачиванию металла расплавленным припоем за счет снижения его поверхностного натяжения. Состав некоторых промышленных флюсов для низко– и высокотемпературной пайки приведен в табл. 3 и 4.
Таблица 3. Флюсы для низкотемпературной пайки
|
Таблица 4.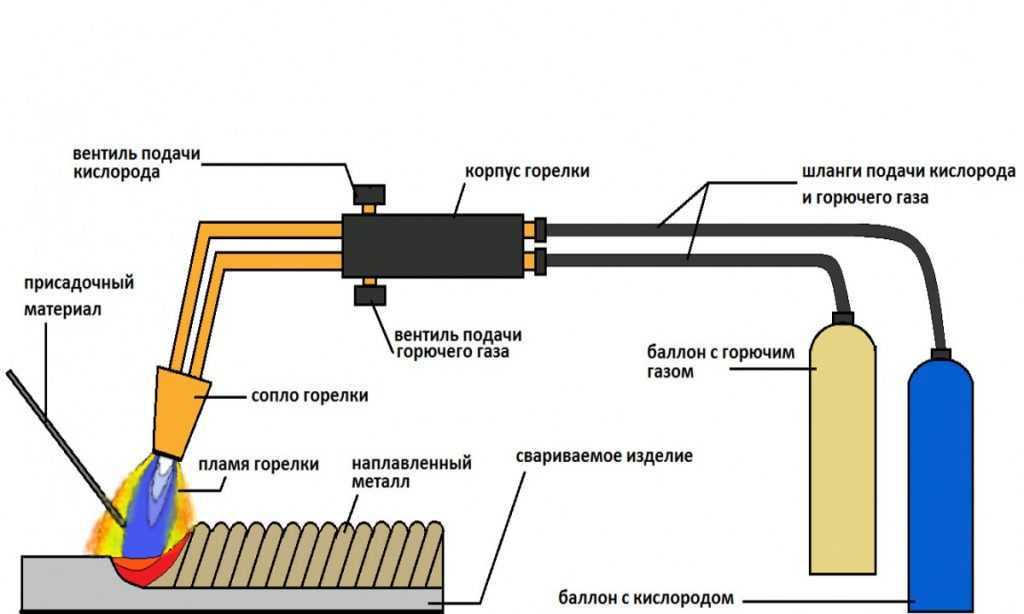 Флюсы для высокотемпературной пайки
Флюсы для высокотемпературной пайки
|
Конструкция паяных соединений. Прочность паяного соединения во многом зависит от площади спая и взаимной подгонки соединяемых деталей, т. е. от величины зазора между ними. При пайке рекомендуют применять соединения, показанные на рис. 1. В основном применяют нахлесточные соединения, поскольку, увеличивая величину нахлеста, легко повысить прочность соединения. Для улучшения механических свойств стыкового соединения практикуют увеличение рабочего сечения за счет применения косого или зубчатого стыка.
Прочность паяного соединения во многом зависит от площади спая и взаимной подгонки соединяемых деталей, т. е. от величины зазора между ними. При пайке рекомендуют применять соединения, показанные на рис. 1. В основном применяют нахлесточные соединения, поскольку, увеличивая величину нахлеста, легко повысить прочность соединения. Для улучшения механических свойств стыкового соединения практикуют увеличение рабочего сечения за счет применения косого или зубчатого стыка.
а — стыковые; б — нахлесточные; в — с отбортовкой; г — втулочные; д — специальные
 2. Вид трубчатых соединений
2. Вид трубчатых соединенийТавровые соединения при пайке применяют очень редко. Пайку широко используют при получении трубчатых соединений (рис. 2): а, б — когда допускается увеличение наружного диаметра трубы; в и г — при необходимости его сохранения. Зазор между соединяемыми деталями при пайке должен быть минимальным для улучшения заполнения его расплавленным припоем под действием капиллярных сил. Рекомендуемые зазоры в деталях, изготовленных механической обработкой или штамповкой, приведены в табл. 5.
Таблица 5. Рекомендуемые зазоры при газопламенной пайке металлов
| |||||||||||||||||||||||||||
Техника пайки. При низкотемпературной пайке очищенные детали предварительно подвергают лужению, собирают, наносят на поверхность припоя флюс и расплавляют припой пламенем горелки. Расплавленный припой затекает в зазор или на соединяемые детали, после чего пламя отводят, чтобы обеспечить охлаждение.
При низкотемпературной пайке очищенные детали предварительно подвергают лужению, собирают, наносят на поверхность припоя флюс и расплавляют припой пламенем горелки. Расплавленный припой затекает в зазор или на соединяемые детали, после чего пламя отводят, чтобы обеспечить охлаждение.
Высокотемпературную пайку выполняют газовым пламенем нормального состава. Возможен небольшой избыток горючего. Удельная мощность пламени (по ацетилену), л/(ч·мм): для углеродистой стали — 100–200, нержавеющей — не более 70, меди — 150–200, латуни — 100–120. При использовании газов–заменителей необходимо учитывать коэффициент замены для соответствующего газа и расход кислорода, обеспечивающий нормальное пламя. Детали нагревают факелом пламени — зоной, находящейся на расстоянии 20–30 мм от ядра. Это не допускает перегрева металла. Пламя следует всегда направлять на деталь, имеющую наибольшую толщину и теплопроводность (при пайке разнородных металлов).
Диаметр или ширину припоя (при использовании полос) выбирают из расчета, что они должны быть равны 1–3 толщины наиболее тонкого элемента спаиваемых деталей. Последовательность операций и техника высокотемпературной пайки приведены в табл. 6.
Последовательность операций и техника высокотемпературной пайки приведены в табл. 6.
Таблица 6. Последовательность операций и техника высокотемпературной пайки газовым пламенем
|
 Закрепить детали в кондукторе или приспособлении так, чтобы место под пайку было в горизонтальной плоскости и в зоне действия вытяжной вентиляции. Установить необходимый зазор и величину перекрытия деталей (при нахлесточном соединении)
Закрепить детали в кондукторе или приспособлении так, чтобы место под пайку было в горизонтальной плоскости и в зоне действия вытяжной вентиляции. Установить необходимый зазор и величину перекрытия деталей (при нахлесточном соединении) Очистить шов от флюса тщательной промывкой паяного соединения в теплой воде протиркой чистой материей после полного затвердения припоя. Произвести правку изделия и термообработку паяного соединения, если в этом имеется необходимость
Очистить шов от флюса тщательной промывкой паяного соединения в теплой воде протиркой чистой материей после полного затвердения припоя. Произвести правку изделия и термообработку паяного соединения, если в этом имеется необходимость
|
Вернуться в раздел Вопросы и ответы.
|
Предварительное нанесение покрытий Категория: Пайка Предварительное нанесение покрытий Для того чтобы облегчить пайку, поверхность основного металла до пайки иногда покрывают слоем другого, легче паяемого металла или сплава. Для этой цели применяют олово, медь, серебро, кадмий, железо, никель и сплавы: олово— свинец, олово — цинк и олово — медь. Такое покрытие имеет два преимущества: Почти всегда приходится проводить предварительное покрытие металлов, на поверхности которых образуются прочные окисные пленки. К таким металлам относятся прежде всего алюминий, алюминиевая бронза, высоколегированные стали и чугун. Покрытия на поверхность металла наносят несколькими способами. Припои или олово наносят паяльником (обычным или ультразвуковым), погружением в расплавленный металл, а такие гальваническим и химическим способами. Нанесение покрытий путем погружения осуществляют, окуная детали по одной в расплав олова или припоя любого состава Мелкие детали укладывают в проволочные корзины, травят, norpvi жают в расплавленный металл и центрифугируют для удаления избытка припоя. Способом погружения наносят покрытия на углеродистые стали, легированные стали, чугун, медь и некоторые медные сплавы и иногда на латунь и алюминий. По вопросам нанесения покрытий методом погружения Исследовательским институтом по олову выпущена специальная брошюра. Гальванические покрытия наносят в стационарных ваннах, в конвейерных установках или во вращающихся барабанах. Данный метод применим для всех сталей, медных сплавов, никелевых сплавов, для цинковых отливок под давлением и алюминия. В настоящее время широко применяются некоторые двойные гальванические покрытия, когда поверх одного металла наносят слой другого. Так, например, для латуни хорошие результаты дает нанесение слоя олова толщиной 0,01 мм по медному покрытию в 0,005 мм. Паяемость алюминия можно повысить нанесением слоя никеля толщиной 0,0012 мм и поверх него слоя олова толщиной 0,007 мм или комбинацией цинка, меди и олова. Для чугуна рекомендуется нанесение слоя олова по железу. Покрытия оловом, серебром и никелем, получаемые способом погружения или химическим способом, применимы для большинства паяемых металлов. Однако эти покрытия обычно очень тонки и разрушаются при длительном хранении. Срок хранения деталей с покрытием определяется условиями хранения. Реклама:Читать далее:Оборудование, процессы и методы пайки
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 На поверхности стали, латуни и меди наносить покрытия не обязательно, однако в некоторых случаях покрытия полезны.
На поверхности стали, латуни и меди наносить покрытия не обязательно, однако в некоторых случаях покрытия полезны. Для покрытий применяют не только олово или припои, но и медь, кадмий, серебро, благородные металлы, железо, никель, а также сплавы: олово—медь, олово—цинк, олово—кадмий и олово—никель; Способы гальванического покрытия из этих металлов и сплавов приведены в «Справочнике по обработке -металлов».
Для покрытий применяют не только олово или припои, но и медь, кадмий, серебро, благородные металлы, железо, никель, а также сплавы: олово—медь, олово—цинк, олово—кадмий и олово—никель; Способы гальванического покрытия из этих металлов и сплавов приведены в «Справочнике по обработке -металлов». Наиболее долговечны покрытия оловом, полученные методом горячего погружения, а также электролитическим способом с последующим расплавлением нанесенного покрытия. Для деталей длительного хранения толщина оловянного покрытия должна быть 0,005—0,012 мм.
Наиболее долговечны покрытия оловом, полученные методом горячего погружения, а также электролитическим способом с последующим расплавлением нанесенного покрытия. Для деталей длительного хранения толщина оловянного покрытия должна быть 0,005—0,012 мм.СР-459 | Очиститель жала паяльника
Дом
Специальные предложения
новые продукты
Моя тележка
Поиск
Описание
Часть #
Артикул: СР-459
Сменная латунная стружка для очистителя жала паяльника SR-460. Революционно новый метод очистки наконечников. В этой безводной системе для удаления излишков припоя используется мелкая латунная стружка. Окислы и другие загрязнения безопасно удаляются с любого паяльного жала, не повреждая покрытие жала. Предотвращает перепады температуры, характерные для обычных установок с губкой и водой.
Революционно новый метод очистки наконечников. В этой безводной системе для удаления излишков припоя используется мелкая латунная стружка. Окислы и другие загрязнения безопасно удаляются с любого паяльного жала, не повреждая покрытие жала. Предотвращает перепады температуры, характерные для обычных установок с губкой и водой.
Особенности:
- , изготовленные из низких абразивных латунных струж
400+ 4,84 долл. США цена 4,60 доллара США 5–9 (скидка 5 %) 4,35 доллара США 10 + (скидка 10%) Аксессуары и сопутствующие товары СР-460
Держатель очистителя наконечника 10,98 долларов США По желанию СТВ-60
Пинцет для SX-500 и SX-500D 65,32 долларов США По желанию Заказывайте включенные товары, ТОЛЬКО если вам требуется дополнительное количество.

Основание для очистки жала паяльника 6 шт. Спиральный латунный шарик Проволочного типа …
- Основание для очистки жала паяльника 6 шт. Спиральный латунный шарик Проволочная сетка
- Описание
Основание для очистки паяльного жала 6 шт. спиральных латунных шариков Проволочная сетка
Черная основа этого чистящего средства для паяльного жала включает 6 сменных шариков из латунной проволоки. Он очищает ваши паяльные жала без воды, что снижает вероятность окисления и не снижает температуру жала.
 Метод очистки наконечника влажной губкой влияет на температуру наконечника, а также сокращает срок его службы. Проволочные шарики сделаны из латунных витков, которые мягче, чем покрытие наконечника, но тверже, чем окисление, которое образуется на наконечнике. Чтобы очистить наконечник, просто погрузите наконечник утюга во флюс и погрузите (проткните) утюг в держатель, что является отличной альтернативой влажной губке.
Метод очистки наконечника влажной губкой влияет на температуру наконечника, а также сокращает срок его службы. Проволочные шарики сделаны из латунных витков, которые мягче, чем покрытие наконечника, но тверже, чем окисление, которое образуется на наконечнике. Чтобы очистить наконечник, просто погрузите наконечник утюга во флюс и погрузите (проткните) утюг в держатель, что является отличной альтернативой влажной губке.Особенности:
- Очиститель паяльного жала эффективно удаляет оксиды и припой
- Очищает лучше, чем обычные губки, продлевает срок службы жала
- Не требует воды, не снижает температуру жала
- Не вызывает преждевременного износа жал
- Отсутствие риска загрязнения по сравнению с обычными формовщиками для жал
Технические характеристики:
- Модель: WHC
- Изготовлен из стали
- Цвет: Черный
- 6pcs латунные винолочные шарики
- Диаметр: 2,7 дюйма или 68 мм
- Высота: 2,9 дюйма или 73 мм
- Вес: 3,5 унции или 100G
Примечание:
9003
29002 .
