Пайка меди с латунью: Чем паять медь и латунь, чтобы получить надежное соединение
Содержание
Как проводится пайка меди твердым и мягким припоем
Содержание
- 1 Какие инструменты и материалы нужны
- 2 Виды флюсов и припоев, особенности работы с ними
- 2.1 Мягкие припои
- 2.2 Твердые припои
- 3 Зачем нужна паяльная паста
- 4 Технология пайки
- 4.1 Работа с паяльником
- 4.2 Работа с горелкой
- 5 Можно ли паять медь оловом
- 6 Пайка серебряным припоем
- 7 Как спаять медь и нержавейку
- 8 Как припаять медь к железу
- 9 Основные ошибки при пайке своими руками
- 10 Техника безопасности
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Содержание
- Какие инструменты и материалы нужны
- Виды флюсов и припоев, особенности работы с ними
- Мягкие припои
- Твердые припои
- Зачем нужна паяльная паста
- Технология пайки
- Работа с паяльником
- Работа с горелкой
- Можно ли паять медь оловом
- Пайка серебряным припоем
- Как спаять медь и нержавейку
- Как припаять медь к железу
- Основные ошибки при пайке своими руками
- Техника безопасности
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.
Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, — проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
Пайка латуни медью в Украине. Цены на Пайка латуни медью на Prom.ua
Припій П-14 з флюсом прутик 2мм, для пайки міді, сталі та латуні
На складе
Доставка по Украине
36 грн
Купить
Магазин «ГЕЛЕОС ПЛЮС»
Кислота паяльная 30ml в пластиковой бутылке с дозатором для твердой пайки железа, латуни, меди, бронзы и т.п.
Доставка по Украине
35 грн
Купить
MA store
Флюс паста ВТС (пайка меди, латуни, бронзы, серебра, золота, платины, и их сплавов. )
На складе в г. Черновцы
Доставка по Украине
82.91 грн
Купить
cv-svet.com.ua (мінімальне замовлення 500 грн., ТІЛЬКИ через сайт, по телефону не приймаються)
Флюс ФНА; для пайки алюминия, алюминиевых сплавов, нержавеющих сталей, никеля, меди, латуни; 25мл.
Доставка по Украине
71.67 грн
Купить
Магазин К206 — «Электронные компоненты»
Кислота паяльная; для пайки и лужения стали, чугуна, меди, латуни, железа, никеля, бронзы, серебра; 30мл.
Доставка по Украине
24.26 грн
Купить
Магазин К206 — «Электронные компоненты»
Припій Castolin 192 FBK алюміній/мідь з флюсом, прутик. Швейцарія
На складе
Доставка по Украине
120 грн
Купить
Магазин «ГЕЛЕОС ПЛЮС»
Активатор жала MCN-20 MECHANIC. Паста для лужения и очистки жал.
На складе
Доставка по Украине
по 198 грн
от 5 продавцов
300 грн
198 грн
Купить
1000 мелочей
Припой Harris 0
Доставка по Украине
25 грн
Купить
ЧП ЛЕНДЕР
Припой Castolin 192 fbk
Доставка по Украине
130 грн
Купить
ЧП ЛЕНДЕР
Припій Castolin 196 FC алюміній/мідь з флюсом, прутик. Швейцарія
На складе
Доставка по Украине
110 грн
Купить
Магазин «ГЕЛЕОС ПЛЮС»
Припой в колбе для паяльника 14гр
Заканчивается
Доставка по Украине
по 11.8 грн
от 3 продавцов
20 грн
11.80 грн
Купить
1000 мелочей
Пруток Ø1,6 мм ERCuAl-A1 (БрА7; SG-CuAl8) для сварки алюминиевых бронз (упаковка 0,5 кг)
На складе в г. Днепр
Доставка по Украине
455 грн/упаковка
432.25 грн/упаковка
Купить
Спарк-Центр
Пруток Ø2,0 мм ERCuAl-A1 (БрА7; SG-CuAl8) для сварки алюминиевых бронз (упаковка 0,5 кг)
На складе в г. Днепр
Доставка по Украине
455 грн/упаковка
432.25 грн/упаковка
Купить
Спарк-Центр
Пруток Ø1,6мм ERCuSiA (БрКМц3; CuSi3Mn1; SG-CuSi3) для сварки кремнистых и оловянистых бронз (упаковка 0,5 кг)
На складе в г. Днепр
Доставка по Украине
546 грн/упаковка
518.70 грн/упаковка
Купить
Спарк-Центр
Пруток Ø2,0мм ERCuSiA (БрКМц3; CuSi3Mn1; SG-CuSi3) для сварки кремнистых и оловянистых бронз (упаковка 0,5 кг)
На складе в г. Днепр
Доставка по Украине
546 грн/упаковка
518.70 грн/упаковка
Купить
Спарк-Центр
Смотрите также
Пруток Ø2,4 мм ERCuNi (МНЖМц 30-1-1) для сварки медных сплавов с содержанием никеля (упаковка 0,5 кг)
На складе в г. Днепр
Доставка по Украине
931 грн/упаковка
884.45 грн/упаковка
Купить
Спарк-Центр
Флюс для пайки «Паяльная кислота» 1 л
На складе в г. Первомайский
Доставка по Украине
355 грн
Купить
Oildrop — смазки и флюсы для пайки в удобной упаковке
Набор «Домашний мастер»
Под заказ
Доставка по Украине
800 грн
Купить
Oildrop — смазки и флюсы для пайки в удобной упаковке
Припой медно-фосфорный Harris 0 / 1 пруток
Доставка по Украине
20 грн
Купить
OOO «Поларис — ЭКО»
Флюс-паста паяльная SFP-RO/RMA-30
На складе в г. Днепр
Днепр
Доставка по Украине
44 грн
Купить
Интернет-магазин радиодеталей Radioformat
Флюс для пайки «Спирто-канифольный» ФКСп 1 л
На складе в г. Первомайский
Доставка по Украине
335 грн
Купить
Oildrop — смазки и флюсы для пайки в удобной упаковке
Флюс для пайки «Спирто-канифольный» ФКСп 500 мл
На складе
Доставка по Украине
175 грн
Купить
Oildrop — смазки и флюсы для пайки в удобной упаковке
Флюс для пайки «Спирто-канифольный» ФКСп 5 л
На складе
Доставка по Украине
1 300 грн
Купить
Oildrop — смазки и флюсы для пайки в удобной упаковке
Алюминиевый припой c флюсом Castolin 192 FBK ф2мм
На складе
Доставка по Украине
195 грн
Купить
ТОВ Экспловелд-Б
Флюс для пайки аккумуляторов стали железа меди 20мл HWY-800
Доставка по Украине
174 грн
166 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «ЗАКУПИСЬ»
Сервисная тележка для промывки и поиска утечек для систем кондиционирования
Доставка по Украине
21 405 грн
Купить
НашКлимат
Промывочная станция для автомобильных и других систем кондиционирования
Доставка по Украине
9 742. 50 грн
50 грн
Купить
НашКлимат
Станция для промывания систем кондиционирования, MARIEL, Италия
Доставка по Украине
12 000 грн
Купить
НашКлимат
Флюс для пайки F5, 30 мл.
На складе в г. Днепр
Доставка по Украине
34 грн
Купить
Интернет-магазин радиодеталей Radioformat
Заказать Сварка и пайка латуни и меди
Сварочный процесс меди и медных сплавов является технически сложным. Проведение работ требует опыта и знаний. К усложняющим процесс факторам относят специфические свойства меди. При нагревании частицы этого металла вступают в химические соединения с водородом и кислородом. В результате образуется закись медных элементов. Для того, чтобы избежать негативных результатов, необходимо знать технологию сварочного процесса.
Технологические особенности
На практике сварка меди обладает несколькими особенностями, которые значительно осложняют протекание процесса работы. К ним относят:
К ним относят:
- Высокую теплопроводность металла. Эта характеристика предполагает использование в процессе сварки меди специальной дуги, при помощи которой часть создаваемого тепла выводится из рабочей зоны. Из-за повышенной теплопроводности во время процесса невозможно применять различные виды швов. Специалисты рекомендуют использовать для сварки соединения стык в стык.
- Во время плавления металл быстро стекает по поверхности, что затрудняет выполнение вертикальных и потолочных швов. Для того, чтобы избежать появления этой проблемы, необходимо использовать сварочную ванну небольших размеров и следить за тем, чтобы металл после плавки быстро охлаждался.
- При проведении сварки стыковочных швов в основании изделия важно обязательно использовать подкладки из асбеста и графита, а также флюсовые подушки. Они помогут избежать возможных прожогов деталей.
- Под действием высокотемпературных режимов медь активно соединяется с водородом и кислородом. Из-за этого в шве образуются небольшие трещины и мелкие пористые образования.
 В результате чего качество работ снижается. Для того, чтобы избежать появления этой проблемы, нужно позаботиться о защите рабочей зоны. Применение газа для нагревания металла поможет улучшить качество и надежность шва.
В результате чего качество работ снижается. Для того, чтобы избежать появления этой проблемы, нужно позаботиться о защите рабочей зоны. Применение газа для нагревания металла поможет улучшить качество и надежность шва. - Сплавы меди хорошо окисляются. Появившаяся пленка на металле отличается тугоплавкостью. Чтобы не начался окислительный процесс во время работы, необходимо применять присадочную проволоку. В ее состав должны входить: кремний, фосфор и марганец.
- В отличие от других металлов медь быстро деформируется при нагреве. На поверхности изделия образуются заломы и трещины. Для решения этой проблемы деталь перед началом работ прогревают в печи или над газовой горелкой до температуры 300ºС.
Если следовать правилам проведения процесса, сварка меди осуществляется в домашних условиях.
Выбор инструмента
Выбор используемого рабочего инструмента будет зависеть от задачи. Если необходимо припаять несколько проводов, то на прогрев нужно потратить небольшое количество энергии. Работу проводят при помощи паяльника.
Работу проводят при помощи паяльника.
При необходимости соединения друг с другом двух массивных деталей нужно учитывать высокую теплопроводность материала. Для улучшения процесса сварки меди применяют специальные флюсы. Их эффективность выше по сравнению с часто используемым веществом для сварки других металлов под названием канифоль. Флюсы наносят при помощи кисточки перед началом работы.
Крупные детали неудобно паять при помощи паяльника. При подготовке работы необходимо учитывать следующие особенности:
- Какая максимальная температура должна быть достигнута. В домашних условиях можно применять инструмент, при помощи которого достигают температуру плавления около 1500ºС. Когда речь идет о профессиональной мастерской, то там используют аппараты, способные разогреть металл до 2000ºС. Они позволят качественно паять крупные детали и применять флюсы и тугоплавкие припои.
- Какую форму и размер будет иметь пламя. Когда проводят точечные работы, то пламя должно быть небольшим.
 Его форма: заостренная кверху. Для крупных свариваемых деталей необходимо хорошее горение и появление вихревого пламени. На деле удобно, если в процессе сварки меди есть возможность настраивать газовую горелку и регулировать вид пламени.
Его форма: заостренная кверху. Для крупных свариваемых деталей необходимо хорошее горение и появление вихревого пламени. На деле удобно, если в процессе сварки меди есть возможность настраивать газовую горелку и регулировать вид пламени. - Сварка меди в домашних условиях может проводиться при помощи устройства, которое устанавливают на переносной газовый баллон. В профессиональных мастерских применяют горелки, которые присоединяют при помощи специальных шлангов к газовым баллонам.
Часто горелку пытаются изготовить своими руками. Но для этого необходимо обладать определенными знаниями и опытом. Их отсутствие может привести к несоблюдению элементарных правил безопасности во время сварочного процесса. Поэтому лучше приобретать горелки в специализированных магазинах.
Получите качественную сварочную работу от «Сиван-XXI»
Благодаря современному оборудованию, высококачественным инструментам и профессионализму наших специалистов, а также большому опыту — наша работа всегда качественная.
Получить предложение
Какой выбрать припой
Принимая во внимание технические характеристики, припои делят на три основные группы. К ним относят:
- Припои низкотемпературные. Ими стоит воспользоваться при условии, что при помощи выбранного инструмента невозможно обеспечить хороший разогрев изделия. Но прочности стыковочного шва будет невысока.
- Припои для пайки меди среднетемпературные. При достаточной мощности инструмента использование этого вида припоя помогает наложить достаточно прочный шов, эксплуатационные свойства которого будут высоки.
- Припои высокотемпературные. С их применением можно достичь более хорошее соединение. Важно учитывать, что не все медные сплавы способны сохранять свою прочность после сильного нагревания. Перед применением припоя для сварки меди нужно тщательно изучить состав соединения.
Припои отличаются друг от друга еще и по входящим в состав компонентам. Самым распространенным способом является пайка меди с применением твердого припоя. Для его изготовления используются различные смеси:
Для его изготовления используются различные смеси:
- олово с медью и медные припои с серебром относят к низкотемпературным;
- медь с фосфором – особый вид высокотемпературных припоев, позволяющий проводить работы без применения флюсов;
- медные припои с серебром и цинком – смесь отличается хорошей тугоплавкостью, шов после обработки обладает антикоррозийными свойствами;
- серебряные припои относят к высокотемпературным, обязательно использование флюсов, обладают высокой стоимостью.
Большой выбор различных припоев в продаже дает возможность подобрать нужную смесь для пайки меди.
Очень часто возникает вопрос: можно ли паять медные изделия, используя олово. При помощи этого элемента добиваются прочного соединения деталей. Важно помнить о том, что для этого нужно использовать мощный паяльный инструмент. Олово незаменимо, когда нужно сварить элементы изделий, которые используются для приготовления пищи.
Пайку меди проводят с использованием активных составов, таких как: Ф-38Н и ЗИЛ-2. В качестве флюсов также незаменимы паяльный жир и ортофосфорная кислота. После того, как проведение работ окончилось, шов тщательно промывают. Правильный выбор флюса влияет на надежность и прочность соединения сплавов из латуни.
В качестве флюсов также незаменимы паяльный жир и ортофосфорная кислота. После того, как проведение работ окончилось, шов тщательно промывают. Правильный выбор флюса влияет на надежность и прочность соединения сплавов из латуни.
Прайс-лист на виды сварочных работ
Мы сотрудничаем как с крупными заказчиками, так и осуществляем мелкие заказы, выполняя работы в требуемом объеме, качественно и строго в оговоренные сроки. Цена сварочных работ рассчитывается и прописывается в договоре. Сумма является фиксированной, а все затраты сверх сметы мы берем на себя.
Сварка металлоконструкций
Сварка листового металла
от 50р за 1см.
Сварка трубопровода
от 500р за стык
Сварка металлоконструкций
от 1500р за 1 п.м.
Сварка стальных труб
от 80р за 1см.
Как подготовиться к работе
Процесс пайки меди и пайки латуни требует проведения подготовительных этапов работы. При пайке медных труб изделия аккуратно режут на несколько элементов. Это можно делать при помощи трубореза или специальной шлифмашинки. Подготавливаются кроки деталей.
Это можно делать при помощи трубореза или специальной шлифмашинки. Подготавливаются кроки деталей.
Металлическая поверхность при пайке меди очищается от налипшей грязи и появившейся окисной пленки. Металл обезжиривается и обрабатывается вручную при помощи наждачки или специальной щетки с щетинками из металла. Во время проведения работ важно следить за сохранением целостности обрабатываемой поверхности.
В заранее подготовленном растворе делают травление детали и присадочного материала. В качестве основы раствора берется соляная или серная кислота. В воде растворяют кислоту и кладут в нее заготовки детали. После окончания процесса обработки части изделия тщательно промываются в чистой воде и сушатся с использованием горячего воздуха.
Если толщина детали составляет более 10 мм, то ее части перед началом пайки греют в печи или над горелкой. Затем детали стыкуют друг с другом. Важно оставлять между ними маленький зазор и следить за тем, чтобы его размер не менялся, если потребуется дополнительная стыковка. Для точной стыковки понадобятся специальные прихватки. Их также нужно предварительно зачистить для того, чтобы избежать появления трещин.
Для точной стыковки понадобятся специальные прихватки. Их также нужно предварительно зачистить для того, чтобы избежать появления трещин.
При сварке меди и сплавов меди нужно применять дополнительные инструменты и приспособления. Подкладки из графита и меди используют, когда стыкуются нижние швы. Специальные съемные экраны могут понадобиться при работе на ветру.
Технология процесса
На практике применяются электроды из угля и графита для сварки меди и пайки латуни. Во время работы допускается выпуск электрода не более 7 мм. Электроды из вольфрама не рекомендуют использовать, потому что этот элемент быстро расходуется. Необходимая проволока может быть медной, медно-никелевой или из сплава бронзы.
Проволоку рекомендуют подавать с края зоны, в которой ведется основная работа. Этим правилом пользуются для того, чтобы избежать попадания металла на электрод. Чтобы соединить детали изделия сверхпрочными швами используется диффузионная сварка. Работы проводятся в специальных камерах с вакуумом.
Процесс работы со сварочным аппаратом опасен для жизни и здоровья людей. Нельзя пренебрегать правилами собственной безопасности. Требуется использование спецодежды, очков и рукавиц для защиты рук.
Разобраться с технологией сварочного процесса при желании сможет каждый. Важно перед началом работ изучить информацию по этой теме и суметь воспользоваться ею на практике.
как паять газовой горелкой, твердым, мягким припоем
Содержание:
- 1 Пайка твердым припоем
- 2 Пайка в печах
- 3 Флюсовая пайка
- 4 Вакуумная пайка
- 5 Низкотемпературная пайка
- 6 Высокотемпературная пайка
- 7 Технология пайки труб
- 8 Видео: Пайка медных труб
При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.
В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.
Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.
Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка твердым припоем
Самым распространенным способом пайки в домашних условиях является пайка меди твердым припоем. Это объясняется свойствами меди, которая легко плавится при невысоких температурах. В качестве инструмента вполне подойдет паяльник или газовая горелка.
Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
- При пайке деталей используется дополнительное вещество-припой, который и соединяет эти элементы. Это возможно, благодаря свойствам припоя, который имеет низкую температуру плавления.
- Самый распространенный материал для спаивания деталей используют никель и олово. Это доступные и простые компоненты, которые используются в большинстве случаев. Что касается промышленного использования, то для этих целей применяют другие виды припоя, но для домашнего использования они достаточно дорогие, а, следовательно, нерентабельные.

- Чтобы паять медные изделия, необходимо сначала расплавить припой, до того состояния, пока он не достигнет нужной консистенции, чтобы нанести его на место спаивания элементов. После этого, следует подождать до полного остывания соединения.
Если все нюансы процесса выполнены в точности, то такое соединение получится прочным и долговечным.
Пайка в печах
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Флюсовая пайка
Эта процедура имеет один большой минус, это выполнение герметичного скрепления. Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа. Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа. Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Вакуумная пайка
Вакуумная печь для пайки меди
Вакуумную пайку используют для многих металлов, медь не считается исключением. Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь. Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом. Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Для того чтобы использовать кадмиевый припой, необходимо подготовить специальный инструмент, и запастись необходимыми знаниями в этой области, потому как технологичность у данного материала намного ниже, чем у оловянно-свинцовых тинолей.
Низкотемпературная пайка
Если во время пайки припой не плавится, не стоит спешить, необходимо подождать нагрева паяльника. После того как сплав начинает течь, источник нагрева убирают, позволяя составу самостоятельно заполнить зазоры между элементами. Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Если паять медь, применяя обычные прутья припоя, то его объем должен равняться диаметру соединяемой поверхности. Чтобы примерно рассчитать нужное количество материала, можно прут согнуть буквой Г, и приложить к трубе.
При данной технологии, прочность меди не изменяется, а вот механические критерии уменьшаются.
Высокотемпературная пайка
Высокотемпературная пайка
Данная технология подходит для тех поверхностей, которые будут использоваться с высокими температурами. Так как для осуществления этого процесса необходимая температура должна составлять 700 градусов, используют газопламенный вариант нагрева.
Готовность к спаиванию определяют при помощи прута сплава, который при окончании процесса расплавляется.
Чтобы увеличить качественные характеристики соединения, необходимо предварительно подогреть прут припоя. Преимуществом этого метода соединения является высокие показатели прочности швов, а также их стойкость в процессе эксплуатации, под воздействием высоких температур. Но есть и недостаток, который заключается в неизбежном отжиге меди. Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Технология пайки труб
Чтобы паять трубы из меди, необходимо подготовить труборез. После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.
Пайка медных труб
На трубу с меньшим диаметром наносят флюс, и скрепляются два элемента тр. Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Видео: Пайка медных труб
Припой для пайки меди в домашних условиях, флюс и припой фосфорный или с серебром
– знаменитая и самая сложная тройка для сварки и любых других металлических работ. Выбор способа их соединения всегда склоняется не в пользу сварки. Самое оптимальное решение – это, конечно, пайка.
Ее надежность и качество будут зависеть от расходных материалов, которые должны соответствовать определённым требованиям.
В дополнение к этом не будем забывать, что качественные материалы не бывают дешевыми, так что будем готовиться к определённым затратам как денег, так и других ресурсов в виде усилий, времени и мастерства.
Содержание
- Как проходит пайка сложных металлов?
- Технологические советы и замечания
- Преимущества пайки
- Классификация припоев
- Низкотемпературный или мягкий вид припоя
- Высокотемпературный или твердый вид припоя
- Пара слов о флюсах
- Как выбирать припой для меди?
Как проходит пайка сложных металлов?
Не так уж она и отличается от соединения других металлов по своей технологии. Например, наш процесс — пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.
Таблица паяльных флюсов.
Между заготовками не забудем оставить зазор адекватно ширины – примерно 0,5 мм. Разогрев металлов нужно проводить также, без каких-либо новых нюансов. При достижении рабочего температурного уровня припой соединяем с деталями.
Затем конструкцию оставлять остывать максимально естественным образом. Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Нюанс, конечно, есть. Имя ему – припой для пайки меди. Все дело в его качестве и природе. Он великолепно подходит для работы как с медными заготовками, так и деталями из ее самых разнообразных сплавов, в которых партнерами выступают железо, никель, фосфор, олово, марганец и другие.
Все многочисленные варианты сплавов и их применения изложены в ГОСТе 52955 – 2008. Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если же «партнерские» металлы имеют свойства образовывать оксиды, с которыми флюсы для справляются с трудом или вообще не справляются, то могут возникнуть проблемы.
Если говорить о типе соединений, то в пайке медных труб чаще всего применяется нахлесточный вид шва с шириной нахлеста не меньше 5-ти мм. Это не самый эстетичный вариант металлических соединений, но зато самый прочный и долговечный.

К счастью, в пайке можно формировать швы любой толщины без потреб качества, что никак не получится при сварке с помощью электрода. В зазор между заготовками медно фосфорный припой отлично втягивается, чтобы заполнить все возможные ниши и промежутки с образованием отличной герметичности соединения.
Технологические советы и замечания
Они касаются пайки меди со сталью и другими добавочными металлами:
- Обязательное требование к припою по меди – это его хорошо расплавленное состояние. Это необходимо для полноценного заполнения пространства между соединяемыми поверхностями.
- Смесь должна растечься по абсолютно всей поверхности, следить за этим неукоснительно.
- используется для удаления оксидной пленки и любых других видов грязи.
- Стоимость данных смесей находится в очень широком диапазоне, это объясняется различными составами и техническими характеристиками их сплавов.
Преимущества пайки
Пайка меди.
Соединение металлов методом пайки – очень популярная технология.
Этому есть серьезные причины:
- Пайка не деформирует детали во время процесса, их форма остается первоначальной.
- Не приходится иметь дела с явлениями коробления и какого-либо внутреннего напряжения.
- Прочность и герметичность сформированного шва.
- Независимость данной технологии и качества швов от различных температурных режимов, включая значительное нагревание.
- Возможность соединения металла с неметаллическими материалами.
- Нетрудное разъединение швов.
Классификация припоев
подразделяются ровно на две категории по следующим параметрам:
- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
Главный фактор – характеристики металла и сплава – компаньона.
По этому критерию виды различаются следующим образом:
Низкотемпературный или мягкий вид припоя
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
Тем не менее, свойства соединяемых материалов не меняются во время процесса, так что прочность в итоге получается вполне приемлемая.
Внутри этого вида также есть свои подвиды исходя из химического состава:
- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.
Припой для пайки меди.
Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.
Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% — олово и 5% — серебро.
Их долевой состав почти такой же: 95% — олово и 5% — серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.
Высокотемпературный или твердый вид припоя
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.

Одно из главных правил эффективного применения медного припоя – это его максимальное соответствие металлу, с которым он будет соединяться в процессе пайки. При этом должно выполняться еще одно требование, чтобы температура плавления сплава была ниже, чем у основного металла.
Это необходимо из-за риска повредить структуру детали из-за основного в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
Припои твердого типа делятся на:
- тугоплавкие
- легкоплавкие
Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.
Разновидности медных фитингов.
Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.
Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» — слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.
Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% — медь, 2% — серебро, 6% — фосфор.
При работе с твердыми марками обязательно применение флюсовых смесей. Вид флюса и его объем нужно подобрать правильно, исходя из технических характеристик.
Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
Пара слов о флюсах
Чаще всего применяют следующие составы:
- Специальный флюс для работы с алюминием, в котором главным элементом является олово с дополнениями из цинка, кадмия и буры. У цинка и кадмия в этой смеси особая функция: они повышают силу диффузии.
- Так называемая паста – флюс для пайки медных изделий. Это та же флюсовая смесь, только по консистенции она гуще обычных флюсов. Особенности паст-флюсов – их способность усиливать адгезию соединения и минимизирует формирование пузырьков из воздуха.
С алюминием часто работают как в промышленности, так и в домашних условиях. В составе припоя для пайки алюминия обязательно должны присутствовать кремний, цинк, медь и серебро. Сплавы должны быть высокотемпературными.
Как выбирать припой для меди?
Один из самых главных критериев – это уровень температуры плавления. Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Если эта стенка толстая, прожечь ее трудно и, следовательно, риск повреждений ниже. В этом случае вполне приемлемо использование твердого типа для меди, у которого достаточно высокий уровень температуры плавления.
Если же вы работает с тонкостенными трубами, и для них высокая прочность соединения не критична, выбирайте мягкий тип медно-фосфорного припоя с низкой температурой плавления.
Для пайки пищевой меди существуют специальные сплавы, в которых отсутствуют какие-либо токсичные вещества или ядовитые элементы.
Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т.
 д.
д.
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.

Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов.
 Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°. - Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Была ли статья полезна?Мы хотим стать лучше. Спасибо за мнение!
Если вам понравилась статья, пожалуйста, поделитесь ей
Источник
Поделиться
Можно ли припаять латунь к меди? Ответ может вас удивить!
Припаять латунь к меди совсем несложно. Вам просто нужны базовые навыки пайки, чтобы выполнить этот тип работы. Вы действительно можете совершать ошибки как новичок. Но вы будете совершенны в этом процессе через определенный период.
Вам просто нужны базовые навыки пайки, чтобы выполнить этот тип работы. Вы действительно можете совершать ошибки как новичок. Но вы будете совершенны в этом процессе через определенный период.
В этой статье я сообщу вам о можно ли припаять латунь к меди? Кроме того, вы сможете узнать, какие инструменты и детали вам потребуются для пайки.
Вы также узнаете, как применять необходимые инструменты при пайке и какие действия будут эффективны для вашего проекта. (Прочитать Можно ли приварить латунь к стали?)
Итак, давайте начнем наше путешествие.
- Что такое флюс для пайки?
- Справочник по влиянию паров припоя на здоровье (обновлено)
- Краткое руководство: проводит ли припой электричество?
- 6 распространенных причин, по которым пайка не прилипает к проводу с помощью профессиональных наконечников
- 12 лучших проектов по пайке для начинающих, которые вы можете попробовать прямо сейчас!
- Обзор лучших паяльных станций 2 в 1
Работает ли пайка на латуни?
Если я хочу ответить на этот вопрос одним предложением, то должен сказать да, можно. Можно даже спаять медь и латунь вместе.
Можно даже спаять медь и латунь вместе.
Здесь мы объясним, как можно соединить латунь и медь вместе. Кроме того, вы получите четкое представление об использовании конкретного металла на основе вашего проекта.
Давайте попробуем что-нибудь новое.
Латунь для пайки
Пайка латуни — обычная работа паяльного работника. Это может быть сделано без каких-либо проблем, даже для новичка в этой области.
Прежде всего, необходимо очистить поверхность, которую необходимо соединить. Латунь нагревается очень медленно. Поэтому вы должны работать с терпением.
После очистки нагрейте латунь до тех пор, пока флюс не начнет выделять дым. Теперь нанесите припой на латунь и нанесите его.
Изделия из латуни
Для каких целей лучше всего подходит пайка латуни?
Латунь — самый обычный металл. Но этот металл имеет большое разнообразие. Пользователь может паять латунь для различных целей.
Трубы и фитинги являются наиболее распространенными вещами в этом процессе. Это просто присоединиться и легко использовать. Скорее всего, по этой причине латунные трубы и фитинги считаются одним из самых распространенных видов латунного припоя.
Это просто присоединиться и легко использовать. Скорее всего, по этой причине латунные трубы и фитинги считаются одним из самых распространенных видов латунного припоя.
Использование латуни в ювелирных изделиях не так уж мало. Латунь используется в ювелирных изделиях, известных как патронная латунь. Поэтому латунный припой широко используется в ювелирных изделиях.
Помимо этих применений, латунный припой также удобен для украшения, автомобилей и труб.
Связанный: Что произойдет, если вы вдохнете пары флюса?
Пайка меди
Медная пайка не очень сложная задача. С этой задачей может справиться даже начинающий работник, не сталкиваясь с жизненно важными проблемами.
Для пайки меди нужна аккуратная и чистая поверхность. Нарежьте медные металлы идеального размера. И никогда не забывайте очищать металл перед началом пайки.
Включите паяльник и нагрейте. После нагревания нанесите припой на медные металлы. Сделано. Теперь просто пусть это будет круто.
Никогда не забывайте удалять остатки флюса с рабочей поверхности. Это поможет вам избежать непредвиденных ситуаций.
Связанный: Какой припой будет прилипать к алюминию?
Для каких целей лучше всего подходит паяльная медь?
Медь — еще один обычный металл, который используется для самых разных целей. Медная труба является обычным металлом. Таким образом, пайка медных труб является наиболее легкой задачей.
Нельзя пренебрегать важностью медной проволоки. Это металл, который широко используется в электромонтажных работах. А для ваших электромонтажных работ вам нужно паять медные провода.
Кроме того, к медным металлам относятся медные пластины, трубы, прутки. Эти вещи полезны для различных инструментов в нашем повседневном использовании. Таким образом, пользователь должен время от времени паять эти металлы.
Различия между пайкой меди и латуни
Хотя эти два металла наиболее распространены в нашем обычном использовании, между ними есть некоторые заметные различия при пайке.
Во-первых, для пайки меди и латуни требуется разная температура. Мы знаем, что для идеальной пайки необходимо тепло. Латунный припой требует больше тепла для идеальной пайки. Наоборот, медный припой требует меньше тепла, чем латунный.
Во-вторых, медь — это металл, который считается основным металлом или чистым металлом. С другой стороны, латунь является легированным металлом. Латунь в основном состоит из цинка и меди. Таким образом, использование флюса и тепла при пайке этих металлов должно быть разным.
В-третьих, температуры плавления меди и латуни контрастны. Так что при пайке медью и латунью необходимо помнить об этом факте.
Однако медь и латунь — два разных металла. Они отличаются друг от друга. Так что имейте в виду, что ваш проект. И какой металл подходит для вашего проекта.
Можно ли спаять латунь и медь вместе?
Выше мы уже упоминали, что латунь является легированным металлом. Этот металл обычно изготавливается из меди и цинка. Так что латунь компетентна с медью. Существует множество сантехнических фитингов из меди и латуни, которые можно соединять друг с другом.
Так что латунь компетентна с медью. Существует множество сантехнических фитингов из меди и латуни, которые можно соединять друг с другом.
Есть некоторые жизненно важные инструменты и детали, необходимые для завершения любого проекта. Инструменты включают флюс, припой, гаечный ключ, паяльную лампу и средства индивидуальной защиты.
- Чтобы использовать эти два металла в сговоре, вам будут полезны следующие шаги. Подготовьте металлы.
- Сделать их чистыми.
- Теперь нанесите флюс на металлы, которые вы хотите спаять.
- Нагревайте арматуру в течение определенного времени.
- Установите припой на металл и начинайте паять.
- Припой мгновенно расплавится и пойдет по припаиваемому металлу.
Какой металл лучше: медь или латунь
Мы упоминали, что медь – это чистый металл. Когда для вашего проекта требуется чистый металл, вам подойдет медь.
Например, вам нужно работать с электрической схемой. В таком положении что для вас лучше, медь или латунь? Медная проволока будет лучшим выбором для электромонтажных работ. Потому что большая часть электрического провода идет из базовой меди.
Потому что большая часть электрического провода идет из базовой меди.
С другой стороны, латунь представляет собой соединение двух или трех металлов. Поэтому, если для вашего проекта требуется легированный металл, то латунь подходит для использования. В ювелирных изделиях широко используются латунные металлы.
Итак, теперь вам должно быть ясно, что пайка латунью или медью зависит от ваших проектов и потребностей.
Связанный: Практика пайки: пошаговый процесс
Часто задаваемые вопросы (FAQ)
Какой припой используется для соединения меди с латунью?
Существует много типов припоя, но для соединения меди с латунью обычно рекомендуется припой со смоляным сердечником. Этот тип припоя имеет флюсовое ядро, которое помогает металлам соединяться друг с другом.
Можно ли навинчивать латунь на медь?
Да, латунь можно навинтить на медь. Латунь – это металлический сплав, состоящий из меди и цинка. Два металла можно соединить вместе, потому что они имеют схожие свойства.
Два металла можно соединить вместе, потому что они имеют схожие свойства.
Вердикт
Пайка — это искусство, а ты художник. В этом задании вы должны сконцентрироваться. В то же время нельзя игнорировать вопрос выбора металла. Вы должны выбрать идеальный металл, который подходит для вашего проекта.
Надеюсь, теперь у вас есть четкое представление о том, как соединить медь с латунью. Убедитесь, что вы регулярно работаете с соответствующим металлом, и соблюдайте меры безопасности при работе с ним.
Удачи!
Как паять, паять и сваривать нержавеющую сталь с медью — за 5 простых шагов! – Научитесь самогоноварению
Если вы строите проект, требующий соединения детали из меди и нержавеющей стали, эта статья научит вас, как это сделать. В моем случае я собирал самодельный перегонный куб, и мне нужно было приклеить тройные зажимные наконечники из нержавеющей стали 9.0005 на 2-дюймовую медную колонну. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать?
Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать?
Можно ли сваривать медь и нержавеющую сталь?
Так можно ли сваривать медь и нержавеющую сталь? Короткий ответ: «Да», они могут быть сварены вместе, но это чрезвычайно сложно и обеспечивает очень небольшую прочность конструкции. Почему ты спрашиваешь ? Ну вот длинный ответ.
При сварке меди и нержавеющей стали возникают две проблемы. Во-первых, эти два металла имеют существенно разные температуры плавления. Нержавеющая сталь плавится при температуре около 1400 ° C, а медь плавится при 1085 ° C, разница составляет 315 ° C, что делает формирование лужи из двух металлов чрезвычайно трудным. Кроме того, существуют металлургические проблемы смешивания разнородных металлов в процессе сварки. Поскольку нержавеющая сталь не полностью растворяется в меди и имеет значительно более высокую температуру плавления, она сначала начнет затвердевать и формировать зернистые/кристаллические структуры. Присутствующая медь останется жидкой и будет вытесняться между этими формирующимися кристаллическими структурами, создавая очень слабую связь. По мере дальнейшего охлаждения сварного шва зерна нержавеющей стали начнут сжиматься из-за охлаждения, что приведет к разрыву зерен. В этот момент медь еще слишком горячая, чтобы добавить структурной прочности зернистой структуре, и в сварном шве образуются большие трещины, это известно как горячее растрескивание. Горячее растрескивание серьезно снижает прочность сварного шва этого типа.
Нержавеющая сталь плавится при температуре около 1400 ° C, а медь плавится при 1085 ° C, разница составляет 315 ° C, что делает формирование лужи из двух металлов чрезвычайно трудным. Кроме того, существуют металлургические проблемы смешивания разнородных металлов в процессе сварки. Поскольку нержавеющая сталь не полностью растворяется в меди и имеет значительно более высокую температуру плавления, она сначала начнет затвердевать и формировать зернистые/кристаллические структуры. Присутствующая медь останется жидкой и будет вытесняться между этими формирующимися кристаллическими структурами, создавая очень слабую связь. По мере дальнейшего охлаждения сварного шва зерна нержавеющей стали начнут сжиматься из-за охлаждения, что приведет к разрыву зерен. В этот момент медь еще слишком горячая, чтобы добавить структурной прочности зернистой структуре, и в сварном шве образуются большие трещины, это известно как горячее растрескивание. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена.
Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена.
Как приварить медь к нержавеющей стали TIG
На рис. 1 показана сварка нержавеющей стали с медью
Если у вас в гараже нет электронно-лучевого сварочного аппарата, такого как Eb Industries, есть другой способ сварки/пайки нержавеющей стали и меди. Ниже приведено изображение успешного приваривания медной трубы к нержавеющей стали с тройным зажимом. Это было сделано с помощью сварочного аппарата TIG со стержнем из кремниевой бронзы. Теперь технически это можно было бы классифицировать как пайку TIG, потому что нержавеющая сталь имеет более высокую температуру плавления, чем присадочный стержень из кремниевой бронзы. Стержень из кремниевой бронзы имеет температуру плавления около 1050°C, а нержавеющая сталь имеет температуру плавления 1400-1450°C. Этот процесс подробнее обсуждается на adiforums. com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
Если вы хотите попробовать сварить/припаять медь к нержавеющей стали с помощью сварочного аппарата Tig, у Тома Списака III есть несколько полезных советов. Он говорит: «Любой, у кого есть некоторый опыт работы с TIG, должен быть в состоянии сделать это соединение, используя проволоку из силиконовой бронзы, которую легко можно приобрести в вашем местном магазине сварочных материалов. На изображении выше показан сварной шов, который Том сделал между тройным зажимом из нержавеющей стали и медной трубой.
Что потребуется для сварки/пайки меди и нержавеющей стали:
- Tig Welder
- Газ аргон
- Стержень из силиконовой бронзы 1/16″
- Остроконечная головка вольфрамового электрода
Процедура сварки TIG:
- Шаг 1: Очистите все детали, подлежащие сварке/пайке, с помощью кусочка Эмори или стальной ваты.
- Шаг 2: Соберите детали, убедившись, что они плотно прилегают друг к другу.
 Зажать, если требуется.
Зажать, если требуется. - Шаг 3: Включите подачу аргона, установите сварочный аппарат TIG на постоянный ток и
33 имп/сек с остроконечным вольфрамовым электродом. - Шаг 4 : Сконцентрируйте свое тепло на меди Медленно добавляйте наполнитель в бассейн, перетаскивая бассейн к нержавеющей стали
наконечник. Вы не хотите плавить нержавеющую сталь здесь, иначе вы получите структурное растрескивание, как упоминалось выше. - Шаг 5: После завершения сварки проверьте наличие дефектов, очистив участок металлической щеткой, а также проверьте наличие утечек. Если вы строите все еще, как я, вы должны убедиться, что нет утечек.
В этом видеоролике демонстрируется сварка/пайка TIG меди с нержавеющей сталью.
Можно ли спаивать медь и нержавеющую сталь вместе?
Да, медь и нержавеющая сталь могут быть легко спаяны или спаяны вместе с использованием присадочного материала, который обычно содержит олово и серебро. В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их.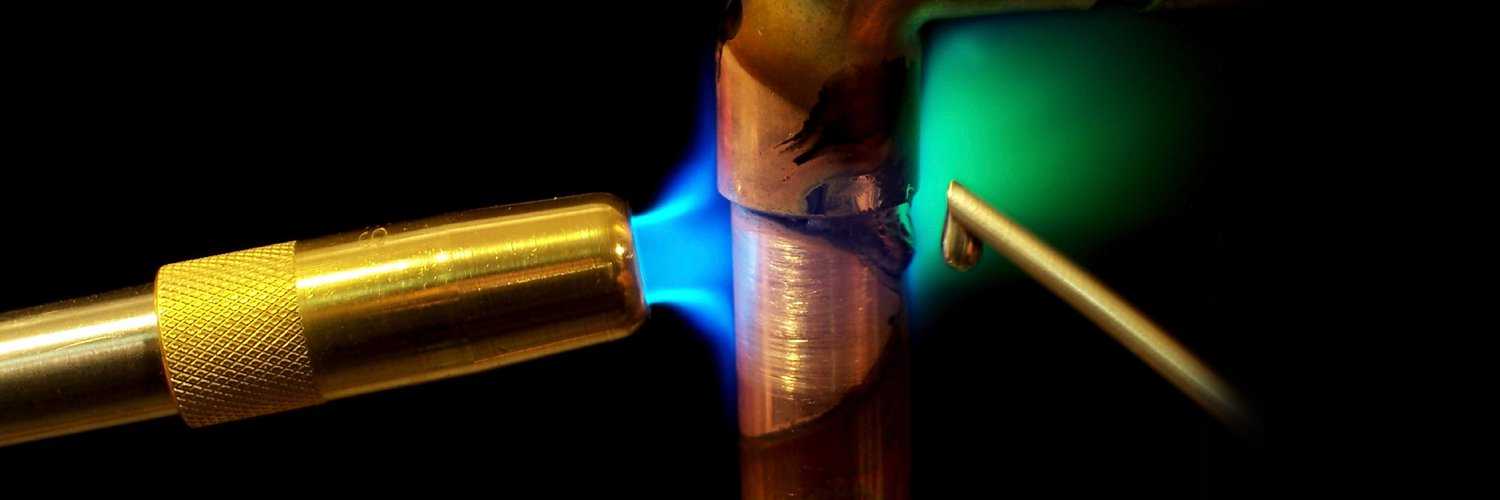 Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка.
Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка.
Как припаять нержавеющую сталь к меди
Если вы решите спаять компоненты вместе, то с этой задачей отлично справится обычный сантехнический припой, содержащий 95% олова и 5% сурьмы. Вы также можете использовать комплект Lincon Electric Solder Stay-Bright Kit с флюсом, который на 95% состоит из олова и на 5% из серебра, для достижения лучших результатов. Оба припоя будут иметь температуру плавления 230°C/450°F и могут быть нагреты простой пропановой или газовой горелкой Mapp. Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.
Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.
Ниже я подробно описал процесс пайки медных фитингов к фитингам из нержавеющей стали в пошаговом формате, что должно упростить его выполнение. Если вы собираетесь паять медь к меди, вас может заинтересовать руководство по пайке меди
Материалы, необходимые для пайки:
- Пропановая или газовая горелка Mapp
- Сантехнический припой, содержащий 95% олова, 5% сурьмы или линкона Электрический припой Stay-Bright Kit с флюсом, который на 95% состоит из олова и на 5% из серебра, лучше
- Белый флюс-паста Harris или эквивалентный флюс убедитесь, что он подходит для травления нержавеющей стали.
- Стальная вата или стальная ткань эмори
Процедура пайки:
- Шаг 1: Очистите все детали, подлежащие пайке, с помощью куска ткани Эмори или стальной шерсти.

- Шаг 2: Нанесите белый флюс на поверхности, подлежащие пайке. Важно использовать флюс, подходящий для нержавеющей стали, так как он должен травить поверхность, чтобы припой мог правильно сцепиться. Вы могли бы использовать
Соляная (соляная) кислота, фосфорная кислота, фторборатные флюсы и хлорид цинка – все это будет работать. - Шаг 3: Соедините две детали вместе и начните нагревать медь с помощью пропановой или газовой горелки MAPP. Не нагревайте нержавеющую сталь напрямую. Как только припой начнет плавиться на меди, переместите тепло на нержавеющую сталь. Нагревайте, пока не увидите, как припой течет в соединение. Затем удалите источник тепла.
- Шаг 4: Дайте детали остыть, пока она не станет теплой, затем сотрите излишки флюса водой с мылом.
- Шаг 5: Выполните испытание на герметичность, чтобы убедиться, что соединение полностью герметично.
Вот еще несколько продуктов, рекомендованных участниками группы Home Disttilers of America в Facebook:
- Серебряный припой Stay-brite 8 1/8″
- Harris SCLF16 Жидкий паяльный флюс, 16 унций
Как паять Нержавеющая сталь к меди
Медный припой обеспечивает более прочную связь из-за высокого % серебра в прутке для пайки. Но это также будет стоить дороже и требует использования ацетиленовой или газовой горелки Mapp для плавления припоя. Вы можете приобрести прутки для пайки с различным процентным содержанием серебра, а также прутки с флюсовым или непокрытым покрытием. В моем случае я бы порекомендовал использовать прут для пайки 45% серебра, покрытый синим флюсом, который имеет температуру плавления приблизительно 600°C/1100°F для соединения деталей из меди и нержавеющей стали. Если вам требуется большая прочность, вы можете использовать припой из 56% серебра с оранжевым флюсовым покрытием. Вы также можете применить флюс для серебряного припоя Harris «Stay-Silv» или аналогичный продукт для очистки всех деталей перед пайкой. Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.
Но это также будет стоить дороже и требует использования ацетиленовой или газовой горелки Mapp для плавления припоя. Вы можете приобрести прутки для пайки с различным процентным содержанием серебра, а также прутки с флюсовым или непокрытым покрытием. В моем случае я бы порекомендовал использовать прут для пайки 45% серебра, покрытый синим флюсом, который имеет температуру плавления приблизительно 600°C/1100°F для соединения деталей из меди и нержавеющей стали. Если вам требуется большая прочность, вы можете использовать припой из 56% серебра с оранжевым флюсовым покрытием. Вы также можете применить флюс для серебряного припоя Harris «Stay-Silv» или аналогичный продукт для очистки всех деталей перед пайкой. Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.
Я подробно описал процесс пайки фитингов из меди и нержавеющей стали в пошаговом формате ниже. Прежде чем начать, важно понимать, что вы можете повредить поверхность нержавеющей стали, перегрев ее в процессе пайки.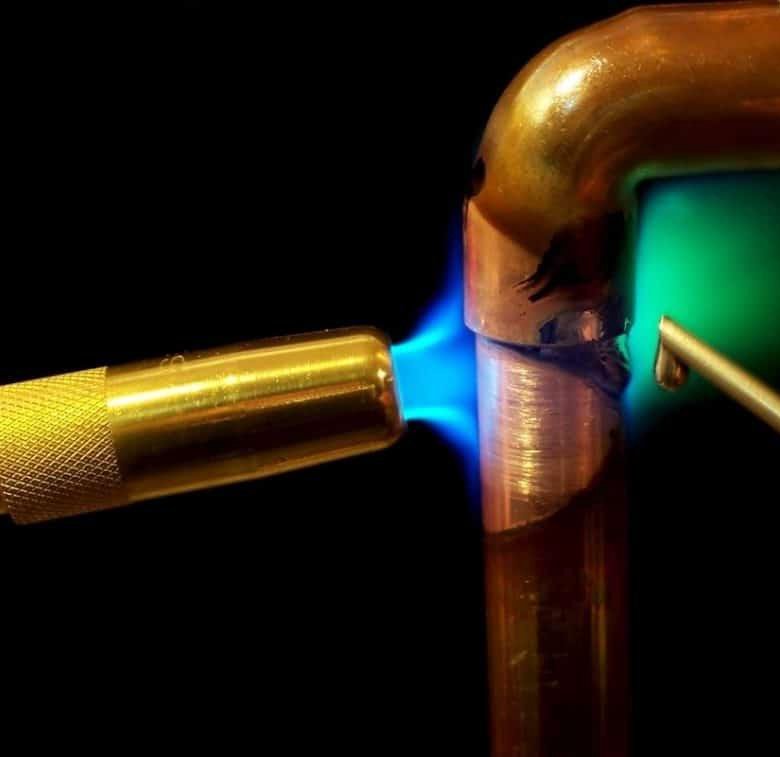 Хром используется в нержавеющей стали для предотвращения коррозии, когда вы нагреваете нержавеющую сталь при температуре 425–870 °C (800–1600 °F) в течение длительного периода времени, хром может диффундировать с поверхности и образовывать карбиды хрома, что сделает сталь уже не нержавеющая. Оставляя его подверженным коррозии и растрескиванию. Вы можете предотвратить это, избегая чрезмерного нагрева деталей и охлаждая детали в воде после 4 минут нагрева.
Хром используется в нержавеющей стали для предотвращения коррозии, когда вы нагреваете нержавеющую сталь при температуре 425–870 °C (800–1600 °F) в течение длительного периода времени, хром может диффундировать с поверхности и образовывать карбиды хрома, что сделает сталь уже не нержавеющая. Оставляя его подверженным коррозии и растрескиванию. Вы можете предотвратить это, избегая чрезмерного нагрева деталей и охлаждая детали в воде после 4 минут нагрева.
Материалы, необходимые для пайки:
- Ацетиленовые горелки или газовый факел MAPP
- СИНИЙ Флюкс. 45% серебряный палочке
- Стальная шерсть или ткань эмори
Процедура бразирования:
. поверхность стальной ватой или тканью Эмори.
 здесь.
здесь.В чем разница между покрытым флюсом и непокрытым серебряным припоем?
Давайте поговорим о преимуществах и недостатках использования прутков для припоя с флюсовым покрытием по сравнению с прутками для припоя без покрытия. Очевидным преимуществом использования стержней для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы припаиваем, потому что он уже находится на стержне, и поэтому нам не нужно покупать флюс для серебряного припоя отдельно. Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, нанесенного на соединение, когда оно уже находится на стержне, и, что еще хуже, если вы перегреете соединение, флюс может образовать твердую черную пленку, похожую на стекло, которую невероятно трудно удалить. удалять. Я слышал аргументы в пользу того, что лично мне больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
Очевидным преимуществом использования стержней для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы припаиваем, потому что он уже находится на стержне, и поэтому нам не нужно покупать флюс для серебряного припоя отдельно. Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, нанесенного на соединение, когда оно уже находится на стержне, и, что еще хуже, если вы перегреете соединение, флюс может образовать твердую черную пленку, похожую на стекло, которую невероятно трудно удалить. удалять. Я слышал аргументы в пользу того, что лично мне больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
Прочие ресурсы
Вот некоторые дополнительные ресурсы о пайке, пайке меди и строительных кубах, которые стоит прочитать.
- Homedistillers.org – Как припаять наконечник из нержавеющей стали к медной трубе
- Обсуждение в группе Facbook – Советы по креплению втулки из нержавеющей стали к медной трубе.

- Ebindustries.com – Сварка меди с нержавеющей сталью
- Learntomoonshine.com – Соберите свой собственный медный самогонный аппарат
Если у вас есть какие-либо вопросы или вы думаете, что я пропустил некоторую информацию, которая должна быть включена в эту статью, не стесняйтесь, оставить комментарий внизу. Мне нравится, когда вы, ребята, помогаете улучшать эти статьи. Не забудьте присоединиться к нашей группе в Facebook, это отличное место, чтобы учиться и делиться знаниями о дистилляции.
Латунь и медные сплавы для пайки твердым припоем
Дешевые сплавы общего назначения с более высокой температурой плавления, чем сплавы серебра. Они используются для соединения железа, стали, меди и ее сплавов, никеля и его сплавов. Эти сплавы можно использовать как для пайки, так и для пайки с жидким флюсом, создаваемым пламенем горелки из специального испарителя.
Медь в основном используется в виде колец или предварительно отформована для пайки в печи в защищенной атмосфере. Они доступны в различных форматах: стержни, проволока, фольга, готовые формы, порошок и пасты.
Они доступны в различных форматах: стержни, проволока, фольга, готовые формы, порошок и пасты.
Пайка латуни
Латунь с никелем
Пайка меди
Пайка бронзы
Запрос котировок
Состав
Диапазон плавления (°C)
Удельный вес (г/см3)
Стандарт
Спецификация
ПАЯЯ ЛАТУНЬ
Cu60Zn
Сплав, обычно применяемый для стали, никеля и их сплавов. Их можно использовать со всеми процессами пайки, включая пламенную пайку, при условии, что они немного восстановительны.
Не подходит для пайки в печи в контролируемой атмосфере.
Мы рекомендуем избегать сильного перегрева во время пайки во избежание испарения цинка.
Cu 60% Zn 39,7% Si 0,3%
875-900
ISO 17672 Cu 470a
EN 1044 Cu 301
Cu59ZnSn
Сплав, обычно наносимый на сталь, никель и их сплавы с добавлением олова для повышения текучести. Их можно использовать со всеми процессами пайки, включая пламенную пайку, при условии, что они немного восстановительны. Не подходит для пайки в печи в контролируемой атмосфере.
Их можно использовать со всеми процессами пайки, включая пламенную пайку, при условии, что они немного восстановительны. Не подходит для пайки в печи в контролируемой атмосфере.
Рекомендуем избегать сильного перегрева во время пайки во избежание испарения цинка. Сплав
часто используется с жидким флюсом, дозируемым непосредственно на пламя горелки через соответствующий испаритель.
Используется в качестве наполнителя или для восстановления зубьев шестерен, подшипников, валов, седел клапанов, рулевых шарниров, рулей и велосипедных рам, металлической мебели, труб и т. д.
Cu 59% Zn 40,3%
Sn 0,4% Si 0 ,3%
875-900
ISO 17672 Cu 470
EN 1044 Cu 302
АВС А5.8 РБКуЗн-А
Cu59ZnSnMn
Сплав, обычно наносимый на сталь, никель и их сплавы с добавлением олова и марганца для повышения текучести и механической прочности. Их можно использовать со всеми процессами пайки, включая пламенную пайку, при условии, что они немного восстановительны. Не подходит для пайки в печи в контролируемой атмосфере.
Не подходит для пайки в печи в контролируемой атмосфере.
Мы рекомендуем избегать сильного перегрева во время пайки во избежание испарения цинка.
Сплав часто используется с жидким флюсом, дозируемым непосредственно на пламя горелки через соответствующий испаритель.
Используется в качестве наполнителя или для восстановления зубьев шестерен, подшипников, валов, седел клапанов, рулевых шарниров, рулей и велосипедных рам, металлической мебели, труб и т. д.
Cu 59% Zn 40,3% Sn 0,4%
Si 0 ,3% Mn 0,7%
870-890
ISO 17672 Cu 471
EN 1044 Cu 304
AWS A5.8 RBCuZn-C
ЛАТУНЬ С НИКЕЛЕМ
СБ/4Ni
Латунь с 4% содержанием никеля, с высокой коррозионной стойкостью и отличными механическими характеристиками.
Сплав обычно применяется для стали, никеля и их сплавов. Сплав
часто используется с жидким флюсом, дозируемым непосредственно на пламя горелки через соответствующий испаритель.
Используется в качестве наполнителя или для восстановления зубьев шестерен, подшипников, валов, седел клапанов, рулевых шарниров, рулей и велосипедных рам, металлической мебели, труб и т. д.
Cu 57% Zn 38% Nichel 4,4%
Si 0,2 %
860-910
СБ/10Ni
Латунь с содержанием 10% никеля, с высокой коррозионной стойкостью и отличными механическими характеристиками.
Сплав обычно применяется для стали, никеля и их сплавов. Сплав в основном используется для пайки карбидов вольфрама. Сплав
часто используется с жидким флюсом, дозируемым непосредственно на пламя горелки через соответствующий испаритель.
Cu 48% Zn 4,8% Nichel 10%
Si 0,2%
900-930
ISO 17672 Cu 773
EN 1044 ТС 305
ПАЙКА МЕДЬ
Cu ЭТП
Бронза в основном используется для пайки в печи оцинкованных сталей, медных сплавов и чугуна. Высокая твердость паяного соединения.
Высокая твердость паяного соединения.
Cu 99,9%
ISO 17672 Cu 110
EN 1044 CU 101
AWS A5.8 BCu-1b
Cu OF
Медная пайка с минимальной примесью кислорода.
Cu 99,95%
ISO 17672 Cu 110
EN 1044 CU 101
AWS A5.8 BCU-1b
Cu ДХП
Пайка меди с фосфором.
Cu 99,95% P 0,05%
ISO 17672 Cu 110
EN 1044 CU 101
AWS A5.8 BCu-1b
CuSi3
Медный сплав для пайки с 3% кремния.
Cu 97% Si 3%
Cu87MnCo3
Сплав на основе меди с высокой температурой плавления. Подходит для соединения стали, нержавеющей стали, никеля и никелевых сплавов. Поскольку он не содержит цинка и из-за высокой температуры пайки он обычно используется только в защитной атмосфере, защищающей пайку. Его типичное применение — в области твердосплавных и алмазных инструментов.
Поскольку он не содержит цинка и из-за высокой температуры пайки он обычно используется только в защитной атмосфере, защищающей пайку. Его типичное применение — в области твердосплавных и алмазных инструментов.
Cu 87% Mn 10% Co 3%
980-1030
Припой из бронзы
CuSn6
Бронза в основном используется для пайки в печи оцинкованных сталей, медных сплавов и чугуна. Высокая твердость паяного соединения.
Cu 93,3% Sn 6,5%
910-1040
UNI EN 1652
CuSn6
CuSn12
Бронза в основном используется для пайки в печи оцинкованных сталей, медных сплавов и чугуна. Высокая твердость паяного соединения.
Cu 87,8% Sn 12% P 0,2%
UNI EN 1982
CuSn12
Доступные форматы
Проволока и стержни
Фольга и листы
Кольца для пайки и предварительно отформованные
Порошки и пасты
Пайка меди и медных сплавов Пайка
Введение в пайку и пайку меди
Основная теория и техника пайки и пайки меди одинаковы для труб всех диаметров. Единственными переменными являются присадочный металл и количество времени и тепла, необходимых для завершения данного соединения медных труб. Американское общество сварщиков определяет пайку как процесс соединения, который происходит при температуре ниже 840°F, а пайку — как процесс, который происходит при температуре выше 840°F, но ниже температуры плавления основных металлов. На практике для медных систем большая часть пайки выполняется при температурах от 350°F до 600°F, в то время как большая часть пайки меди выполняется при температурах в диапазоне от 1100°F до 1500°F.
Единственными переменными являются присадочный металл и количество времени и тепла, необходимых для завершения данного соединения медных труб. Американское общество сварщиков определяет пайку как процесс соединения, который происходит при температуре ниже 840°F, а пайку — как процесс, который происходит при температуре выше 840°F, но ниже температуры плавления основных металлов. На практике для медных систем большая часть пайки выполняется при температурах от 350°F до 600°F, в то время как большая часть пайки меди выполняется при температурах в диапазоне от 1100°F до 1500°F.
Выбор между пайкой или пайкой обычно зависит от условий эксплуатации системы и требований действующих строительных норм и правил. Паяные соединения обычно используются там, где рабочая температура не превышает 250°F, в то время как паяные соединения могут использоваться там, где требуется большая прочность соединения или где температура системы достигает 350°F.
Хотя паяные медные соединения в целом обеспечивают более высокую прочность соединения, отжиг трубы и фитинга в результате более высокой температуры, используемой в процессе пайки, может привести к тому, что номинальное давление в системе будет меньше, чем у паяного соединения. Этот факт следует учитывать при выборе используемого процесса соединения.
Этот факт следует учитывать при выборе используемого процесса соединения.
Хотя пайка и пайка являются наиболее распространенными методами соединения медных труб и фитингов, они часто наименее понятны.
Именно это непонимание может привести к неправильным методам монтажа и привести к некачественным или неисправным соединениям. Исследования распространенных причин отказов суставов выявили несколько факторов, способствующих возникновению дефектов суставов, в том числе:
- • Неправильная подготовка соединения перед пайкой.
- • Отсутствие надлежащей поддержки и/или подвешивание во время пайки или пайки.
- • Неправильный контроль и распределение тепла на протяжении всего процесса соединения.
- • Неправильное нанесение припоя или припоя на соединение.
- • Недостаточное количество присадочного металла, нанесенного на соединение.
- • Внезапное резкое охлаждение и/или вытирание расплавленного присадочного металла после пайки или пайки.

- • Предварительное лужение соединений перед сборкой и пайкой.
Хотя операции пайки и пайки по своей сути просты, удаление или неправильное применение одной части процесса может означать разницу между хорошим соединением и отказом.
Процесс соединения твердого сплава или пайки меди
Независимо от процесса, пайки или пайки, должны выполняться одни и те же основные этапы, с единственными отличиями, касающимися флюсов, присадочных металлов и количества используемого тепла. В следующем процессе соединения изложены основные требования для стабильного выполнения высококачественного паяного или паяного соединения:
- • измерение и резка
- • развертывание
- • очистка
- • флюсование
- • сборка и поддержка
- • нагрев
- • нанесение присадочного металла
- • охлаждение и очистка
Измерение и резка перед пайкой меди
Отрежьте трубку до измеренной длины. Резка может быть выполнена различными способами для получения удовлетворительного прямоугольного конца. Точно измерьте длину каждого сегмента трубы. Неточность может поставить под угрозу качество соединения. Если трубка слишком короткая, она не войдет полностью в чашку фитинга, и правильное соединение будет невозможно. Если отрезок трубы слишком длинный, может возникнуть деформация системы, что может повлиять на срок службы.
Резка может быть выполнена различными способами для получения удовлетворительного прямоугольного конца. Точно измерьте длину каждого сегмента трубы. Неточность может поставить под угрозу качество соединения. Если трубка слишком короткая, она не войдет полностью в чашку фитинга, и правильное соединение будет невозможно. Если отрезок трубы слишком длинный, может возникнуть деформация системы, что может повлиять на срок службы.
Трубу можно разрезать дисковым труборезом (рис. 1), ножовкой, абразивным кругом, стационарной или переносной ленточной пилой. Необходимо следить за тем, чтобы трубка не деформировалась во время резки. Независимо от метода разрез должен быть перпендикулярен ходу трубки, чтобы трубка правильно вошла в чашку фитинга.
Рассверливание
Рассверлите все обрезанные концы труб до полного внутреннего диаметра трубы, чтобы удалить небольшой заусенец, образовавшийся в результате операции резки. Если эту шероховатую внутреннюю кромку не удалить путем развертывания, может возникнуть эрозия-коррозия из-за местной турбулентности и увеличения локальной скорости потока в трубе. Правильно рассверленный кусок трубки обеспечивает ненарушенную поверхность для плавного ламинарного потока.
Правильно рассверленный кусок трубки обеспечивает ненарушенную поверхность для плавного ламинарного потока.
Удалите все заусенцы на внешней стороне концов трубы, образовавшиеся в результате операции резки, чтобы обеспечить правильную сборку трубы в чашке фитинга.
Инструменты, используемые для развертывания концов труб, включают лезвие для развертывания трубореза, полукруглые или круглые напильники (рис. 2), перочинный нож и подходящий инструмент для удаления заусенцев (рис. 3). При работе с мягкой трубкой необходимо соблюдать осторожность, чтобы не деформировать конец трубки из-за чрезмерного давления.
Мягкая отпускная труба, если она деформирована, может быть возвращена к округлости с помощью калибровочного инструмента, состоящего из заглушки и калибровочного кольца.
Очистка
Удаление всех окислов и поверхностных загрязнений с концов труб и манжет фитингов имеет решающее значение для правильного поступления присадочного металла в соединение. Если их не удалить, это может помешать капиллярному действию, снизить прочность соединения и привести к его разрушению.
Если их не удалить, это может помешать капиллярному действию, снизить прочность соединения и привести к его разрушению.
Капиллярное пространство между трубкой и фитингом составляет примерно 0,004 дюйма. Присадочный металл заполняет этот зазор за счет капиллярного действия. Это расстояние имеет решающее значение, поскольку оно определяет, будет ли надлежащий поток присадочного металла в зазор, обеспечивающий прочное соединение.
Слегка отшлифуйте (очистите) концы трубок с помощью наждачной ткани или нейлоновых абразивных подушечек (рис. 4) на расстоянии, немного превышающем глубину чашки фитинга.
Очистите чашки фитинга с помощью наждачной ткани, абразивных подушечек или щетки для фитинга подходящего размера (Рис. 5).
Медь — относительно мягкий металл. Если с конца трубы или чашки фитинга будет удалено слишком много материала, свободная посадка может привести к некачественному соединению.
Химическая очистка может использоваться, если концы труб и фитинги тщательно промыты после очистки в соответствии с процедурой, предоставленной производителем химикатов. Не прикасайтесь к очищенной поверхности голыми руками или в промасленных перчатках. Масла для кожи, смазочные масла и жиры ухудшают сцепление присадочного металла.
Паяные соединения – флюсование
Используйте флюс для пайки, который растворяет и удаляет следы оксида с очищаемых поверхностей, подлежащих соединению, защищает очищенные поверхности от повторного окисления во время нагрева и способствует смачиванию поверхностей металлическим припоем, как это рекомендовано в общих требованиях ASTM B. 813. Нанесите кистью тонкий равномерный слой флюса на трубу и фитинг как можно скорее после очистки (рис. 6 и 7).
ВНИМАНИЕ! Не наносить пальцами. Химические вещества, содержащиеся в флюсе, могут быть вредными при попадании в глаза, рот или открытые порезы.
Будьте осторожны при нанесении флюса. Небрежное отношение к работе может вызвать проблемы еще долго после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию. В экстремальных случаях такая коррозия флюса может привести к перфорации стенки трубы, фитинга или того и другого.
| Рис. 1. Резка | Рис. 2. Расширение: файл | Рис. 3. Развёртывание: инструмент для удаления заусенцев | ||
| Рис. 4. Очистка: Абразивная подушечка | Рисунок 5: Очистка: щетка для установки | Рис. 6. Флюсование: трубка | ||
Сборка
Поддерживайте узел трубки и фитинга, чтобы обеспечить достаточное капиллярное пространство по всей окружности соединения. Равномерность капиллярного пространства обеспечит хорошее капиллярное течение (рис. 12) расплавленного металла припоя. Чрезмерный зазор в соединении может привести к растрескиванию металла припоя в условиях нагрузки или вибрации. Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга. Легкое вращательное движение обеспечивает равномерное покрытие флюсом. Удалите излишки флюса с внешней стороны соединения хлопчатобумажной тряпкой (рис. 8).
Равномерность капиллярного пространства обеспечит хорошее капиллярное течение (рис. 12) расплавленного металла припоя. Чрезмерный зазор в соединении может привести к растрескиванию металла припоя в условиях нагрузки или вибрации. Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга. Легкое вращательное движение обеспечивает равномерное покрытие флюсом. Удалите излишки флюса с внешней стороны соединения хлопчатобумажной тряпкой (рис. 8).
| Рис. 7. Флюсование: Фитинг | Рис. 8. Удаление лишнего флюса | Рисунок 9. Пайка | ||
| Рис. 10. Инструмент для пайки электрическим сопротивлением | Рисунок 11. Очистка | |||
Отопление
Начните нагревание с пламенем, перпендикулярным трубке (Рисунок 12, позиция 1). Медная трубка отводит начальное тепло в чашку фитинга для равномерного распределения тепла в области соединения. Степень этого предварительного нагрева зависит от размера соединения. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы довести всю сборку до приемлемого состояния. ПРЕДУПРЕЖДЕНИЕ: При работе с открытым пламенем, высокими температурами и горючими газами необходимо соблюдать меры предосторожности, описанные в ANSI/AWS Z49..1.
Медная трубка отводит начальное тепло в чашку фитинга для равномерного распределения тепла в области соединения. Степень этого предварительного нагрева зависит от размера соединения. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы довести всю сборку до приемлемого состояния. ПРЕДУПРЕЖДЕНИЕ: При работе с открытым пламенем, высокими температурами и горючими газами необходимо соблюдать меры предосторожности, описанные в ANSI/AWS Z49..1.
состояние предварительного нагрева. Однако для соединений в горизонтальном положении избегайте непосредственного предварительного нагрева верхней части соединения, чтобы избежать возгорания флюса для пайки. Естественная тенденция к повышению температуры обеспечит достаточный предварительный нагрев верхней части сборки. Опыт покажет количество тепла и необходимое время.
Затем переместите пламя на чашку фитинга (Рисунок 12, позиция 2). Проведите пламенем попеременно между чашкой фитинга и трубкой на расстояние, равное глубине чаши фитинга (рис. 12, поз. 3). Опять же, предварительно нагревая сборку по окружности, как описано выше, горелкой у основания чашки фитинга (рис. 12, позиция 4), коснитесь припоем соединения. Если припой не плавится, удалите его и продолжайте нагрев.
12, поз. 3). Опять же, предварительно нагревая сборку по окружности, как описано выше, горелкой у основания чашки фитинга (рис. 12, позиция 4), коснитесь припоем соединения. Если припой не плавится, удалите его и продолжайте нагрев.
ОСТОРОЖНО: Не перегревайте соединение и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что снизит его эффективность, и припой не войдет в соединение должным образом.
Когда припой расплавится, нагрейте основание припоя, чтобы помочь капиллярному эффекту втянуть расплавленный припой в припой по направлению к источнику тепла.
Нагрев обычно осуществляется с помощью воздушно-топливной горелки (рис. 9). В таких горелках используется ацетилен или сжиженный нефтяной газ. Также можно использовать инструменты для пайки электрическим сопротивлением (рис. 10). В них используются нагревательные электроды, и их следует учитывать, когда возникает опасность открытого пламени.
Рис. 12. Схема паяного соединения
Нанесение припоя
Теперь затвердевший припой в нижней части шва создал эффективную преграду, которая предотвращает вытекание припоя из шва по мере заполнения боковых и верхней части шва. Для швов в горизонтальном положении начните наносить припойте металл немного не по центру в нижней части соединения (рис. 12, позиция а и рис. 9). Когда припой начнет плавиться от тепла трубки и фитинга, введите припой прямо в соединение, держа горелку у основания фитинга и немного впереди точки нанесения припоя. Продолжайте эту технику через нижнюю часть фитинга и вверх по одной стороне до верхней части фитинга (Рисунок 12, позиция b).
Вернитесь в исходную точку, слегка перекрывая друг друга (рис. 12, позиция c), и продолжайте движение вверх по незавершенной стороне вверх, снова слегка перекрывая друг друга (рис. 12, позиция d). Во время пайки за местом нанесения припоя могут появляться небольшие капли, указывающие на то, что соединение заполнено до этой точки и припой больше не требуется. На протяжении всего этого процесса вы используете все три физических состояния припоя: твердое, пастообразное и жидкое.
На протяжении всего этого процесса вы используете все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с удобного места.
Паяные соединения зависят от капиллярного действия, втягивающего свободно текущий расплавленный припой в узкий зазор между фитингом и трубой.
Расплавленный припой втягивается в соединение под действием капиллярных сил независимо от того, направлен ли поток припоя вверх, вниз или горизонтально.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет от 0,002 до 0,005 дюйма. Можно допустить некоторую свободную посадку, но слишком свободная посадка может вызвать трудности с фитингами большего размера.
Для присоединения медной трубки к клапанам с припоем следуйте инструкциям производителя. Клапан должен быть в открытом положении перед подачей тепла, и тепло следует прикладывать в первую очередь к трубке. Имеющиеся в продаже теплоотводящие материалы также можно использовать для защиты чувствительных к температуре компонентов во время операции соединения.
Клапан должен быть в открытом положении перед подачей тепла, и тепло следует прикладывать в первую очередь к трубке. Имеющиеся в продаже теплоотводящие материалы также можно использовать для защиты чувствительных к температуре компонентов во время операции соединения.
Количество припоя, израсходованного при адекватном заполнении капиллярного пространства между трубкой и коваными или литыми фитингами, можно оценить по таблице 1. Требуемый флюс обычно составляет 2 унции на фунт припоя.
Таблица 1: Требования к припою для фитингов под пайку, длина в дюймах (1)
Номинал или Стандартный размер (дюймы) | Н.Д. из Трубка (дюймы) | Глубина чашки Фитинг (дюймы) | Совместный зазор (дюймы) | Вес в фунтах при 0,010 зазор на 100 соединений | |||||||||
0,001 | 0,002 | 0,003 | 0,004 | 0,005 | 0,006 | 0,007 | 0,008 | 0,009 | 0,010 | ||||
| 1/4 | . 375 375 | .310 | .030 | .060 | .089 | .119 | .149 | .179 | .208 | .238 | .268 | .298 | .097 |
| 3/8 | .500 | .380 | .049 | .097 | .146 | .195 | .243 | .292 | .341 | .389 | .438 | .486 | .159 |
| 1/2 | .625 | . 500 500 | .080 | .160 | .240 | .320 | .400 | .480 | .560 | .640 | .720 | .800 | .261 |
| 5/8 | .750 | .620 | .119 | .238 | .357 | .476 | .595 | .714 | .833 | .952 | 1,072 | 1,191 | .389 |
| 3/4 | .875 | . 750 750 | .168 | .336 | .504 | .672 | .840 | 1,008 | 1,176 | 1,344 | 1,512 | 1,680 | .548 |
| 1 | 1,125 | .910 | .262 | .524 | .786 | 1,048 | 1,311 | 1,573 | 1,835 | 2,097 | 2,359 | 2,621 | . 856 856 |
| 1 ¼ | 1,375 | .970 | .341 | .683 | 1,024 | 1,366 | 1,707 | 2,049 | 2,390 | 2,732 | 3,073 | 3,415 | 1,115 |
| 1 ½ | 1,625 | 1,090 | .454 | .907 | 1,361 | 1,814 | 2,268 | 2,721 | 3,175 | 3,628 | 4,082 | 4,535 | 1,480 |
| 2 | 2,125 | 1,340 | . 729 729 | 1,458 | 2,187 | 2,916 | 3,645 | 4,374 | 5.103 | 5,833 | 6,562 | 7,291 | 2,380 |
| 2 ½ | 2,625 | 1,470 | .988 | 1,976 | 2,964 | 3,952 | 4,940 | 5,928 | 6,916 | 7,904 | 8,892 | 9.880 | 3,225 |
| 3 | 3,125 | 1,660 | 1,328 | 2,656 | 3,985 | 5. 313 313 | 6,641 | 7,969 | 9,297 | 10,626 | 11,954 | 13,282 | 4,335 |
| 3 ½ | 3,625 | 1,910 | 1,773 | 3,546 | 5,318 | 7,091 | 8,864 | 10,637 | 12.409 | 14,182 | 15,955 | 17,728 | 5,786 |
| 4 | 4,125 | 2,160 | 2,281 | 4,563 | 6,844 | 9,125 | 11. 407 407 | 13,688 | 15,969 | 18.250 | 20,532 | 22.813 | 7,446 |
| 5 | 5,125 | 2,660 | 3,490 | 6,981 | 10.471 | 13,962 | 17.452 | 20,943 | 24.433 | 27,924 | 31.414 | 34,905 | 11.392 |
| 6 | 6,125 | 3,090 | 4,846 | 9,692 | 14,538 | 19. 383 383 | 24.229 | 29.075 | 33.921 | 38,767 | 43,613 | 48.459 | 15.815 |
| 8 | 8,125 | 3,970 | 8,259 | 16,518 | 24.777 | 33.035 | 41,294 | 49,553 | 57,812 | 66.071 | 74.330 | 82,589 | 26,955 |
| 10 | 10,125 | 4. 000 | 10.370 | 20,739 | 31.109 | 41.478 | 51,848 | 62,218 | 72,587 | 82,957 | 93,326 | 103,696 | 33,845 |
| 12 | 12,125 | 4.500 | 13,970 | 27,940 | 41,910 | 55,881 | 69,851 | 83,821 | 97,791 | 111,761 | 125,731 | 139,701 | 45,596 |
Среднее фактическое потребление 2 | Для целей оценки 3 | ||||||||||||
1. Используя диаметр 1/8 дюйма (№ 9) Проволочный припой (длина 1 дюйм = 0,01227 кубических дюймов)
2. Фактический расход зависит от качества изготовления
3. Включает допуск в размере 100% для покрытия убытков и потерь
Примечание. Требования к флюсу обычно составляют 2 унции на фунт припой.
Охлаждение и очистка
Дайте готовому соединению остыть естественным путем. Резкое охлаждение водой может вызвать напряжение или растрескивание соединения. Когда остынет, удалите остатки флюса влажной тряпкой (Рисунок 11). По возможности, в зависимости от конечного использования, завершенные системы следует промыть, чтобы удалить избыток флюса и мусора. Используйте флюс для пайки, отвечающий требованиям ASTM B 813 9.0003
Тестирование
Проверьте все собранные узлы на целостность соединений. Следуйте процедуре тестирования, предписанной применимыми нормами, регулирующими предполагаемую услугу.
Паяные медные соединения
Таблица 2: Присадочные металлы для пайки
АВС Классификация 1 | Основные элементы (%) | Температура °F | ||||||
Серебро (Ag) | Фосфор (P) | Цинк (Zn) | Кадмий (Cd) | Олово (Sn) | Медь (Cu) | Солидус | Ликвидус | |
| BCup-2 | – | 7.00-7.5 | – | – | – | Остаток | 1310 | 1460 |
| BCup-3 | 4,8-5,2 | 5,8-6,2 | – | – | – | Остаток | 1190 | 1495 |
| BCup-4 | 5,8-6,2 | 7,0-7,5 | – | – | – | Остаток | 1190 | 1325 |
| BCup-5 | 14,5-15,5 | 4,8-5,2 | – | – | – | Остаток | 1190 | 1475 |
| БАг-1 2 | 44-46 | – | 14-18 | 23-25 2 | – | 14-16 | 1125 | 1145 |
| БАг-2 2 | 34-36 | – | 19-23 | 17-19 2 | – | 25-27 | 1125 | 1295 |
| БАг-5 | 44-46 | – | 23-27 | – | – | 29-31 | 1225 | 1370 |
| БАг-7 | 55-57 | – | 15-19 | – | 4,5-5,5 | 21-23 | 1145 | 1205 |
1. Спецификация ANSI/AWS A5.8 для присадочных металлов для пайки
2. ВНИМАНИЕ: BAg-1 и BAg-2 содержат кадмий. Нагрев при пайке может привести к образованию высокотоксичных паров.
Избегать вдыхания паров. Используйте адекватную вентиляцию. См. ANSI/ASC Z49 1 Безопасность при сварке и резке.
Прочные, герметичные паяные соединения для медных труб могут быть выполнены путем пайки присадочными металлами, которые плавятся при температурах в диапазоне от 1100°F до 1500°F, как указано в Таблице 2. Припои для пайки иногда называют « твердые припои» или «серебряные припои». Следует избегать этих запутанных терминов.
Температура, при которой присадочный металл начинает плавиться при нагревании, называется температурой солидуса; температура ликвидуса – это более высокая температура, при которой присадочный металл полностью расплавляется. Температура ликвидуса – это минимальная температура, при которой будет происходить пайка.
Разница между солидусом и ликвидусом заключается в диапазоне плавления и может иметь значение при выборе присадочного металла. Он указывает рабочий диапазон для присадочного металла и скорость, с которой присадочный металл затвердевает после пайки. Присадочные металлы с узкими интервалами, с серебром или без него, затвердевают быстрее и поэтому требуют осторожного нагревания. Рабочие диапазоны обычных припоев показаны на рис. 13а.
Рис. 13. Диапазоны температур плавления
Припой для пайки |
Твердые припои, подходящие для соединения медных труб, бывают двух классов: (1) сплавы серии BCuP, содержащие фосфор, и (2) сплавы серии BAg, содержащие высокое содержание серебра. Эти два класса различаются по своим характеристикам плавления, флюсования и текучести, и это следует учитывать при выборе присадочного металла (см. Таблицу 2). Хотя можно использовать любой из перечисленных присадочных металлов, те
, наиболее часто используемые в сантехнических, холодильных и противопожарных системах отопления, вентиляции и кондиционирования воздуха, — это BCuP-2 (для жестких допусков), BCuP-3, 4 или 5 (где жесткие допуски не могут быть соблюдены) и BAg-1, BAg-5 и BAg-7 . Присадочные металлы серии BCuP более экономичны, чем присадочные металлы серии BAg, и лучше подходят для обычных применений в трубопроводах. Присадные металлы серии BAg следует использовать при соединении разнородных металлов, в противном случае требуются особые характеристики присадочных металлов серии BAg. Для соединения медных труб любой из этих присадочных металлов обеспечит необходимую прочность при использовании со стандартными фитингами для пайки или имеющимися в продаже фитингами для пайки с короткими муфтами.
По данным Американского общества сварщиков (AWS), прочность паяного соединения будет соответствовать или превышать прочность соединения трубы и фитинга, если соединение перекрывается, а глубина проникновения присадочного металла как минимум в три раза превышает толщину более тонкий основной металл (труба или фитинг), присутствует хорошо развитая галтель.
Прочность паяного соединения медных труб не сильно зависит от различных присадочных металлов, но в основном зависит от соблюдения надлежащего зазора между внешней стороной трубы и чашкой фитинга. Медная трубка и фитинги под пайку точно изготовлены друг для друга, и допуски, разрешенные для каждого из них, гарантируют, что капиллярное пространство будет в пределах, необходимых для соединения удовлетворительной прочности.
Номинальные внутренние рабочие давления паяных медных трубных систем при рабочих температурах до 350°F (температура насыщенного пара при 120 фунтов на кв. дюйм) показаны в таблице 3. Эти номинальные значения давления следует использовать только при соблюдении надлежащего капиллярного пространства. .
Таблица 3: Номинальные значения давления и температуры для соединений медных труб
Соединительный материал(4) | Рабочая температура, ИЗ | Тип фитинга | Максимальное рабочее манометрическое давление (фунт/кв. | ||||
Номинал типоразмера, дюймы | |||||||
от 1/8 до 1 | от 11/4 до 2 | с 21/2 по 4 | от 5 до 8 | от 10 до 12 | |||
Сплав Sn50 50-50 Оловянно-свинцовый припой (5) | 100 | Давление(2) | 200 | 175 | 150 | 135 | 100 |
ДВВ(3) | — | 95 | 80 | 70 | — | ||
150 | Давление(2) | 150 | 125 | 100 | 90 | 70 | |
ДВВ(3) | — | 70 | 55 | 45 | — | ||
200 | Давление(2) | 100 | 90 | 75 | 70 | 50 | |
ДВВ(3) | — | 50 | 40 | 35 | — | ||
250 | Давление(2) | 85 | 75 | 50 | 45 | 40 | |
ДВВ(3) | — | — | — | — | — | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав Sb5 95-5 Оловянно-сурьмяный припой | 100 | Давление(2) | 1090 | 850 | 705 | 660 | 500 |
ДВВ(3) | — | 390 | 325 | 330 | — | ||
150 | Давление(2) | 625 | 485 | 405 | 375 | 285 | |
ДВВ(3) | — | 225 | 185 | 190 | — | ||
200 | Давление(2) | 505 | 395 | 325 | 305 | 230 | |
ДВВ(3) | — | 180 | 150 | 155 | — | ||
250 | Давление(2) | 270 | 210 | 175 | 165 | 125 | |
ДВВ(3) | — | 95 | 80 | 80 | — | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав Е | 100 | Давление(2) | 710 | 555 | 460 | 430 | 325 |
ДВВ(3) | — | 255 | 210 | 215 | — | ||
150 | Давление(2) | 475 | 370 | 305 | 285 | 215 | |
ДВВ(3) | — | 170 | 140 | 140 | — | ||
200 | Давление(2) | 375 | 290 | 240 | 225 | 170 | |
ДВВ(3) | — | 135 | 110 | 115 | — | ||
250 | Давление(2) | 320 | 250 | 205 | 195 | 145 | |
ДВВ(3) | — | 115 | 95 | 95 | — | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Сплав HB | 100 | Давление(2) | 1035 | 805 | 670 | 625 | 475 |
ДВВ(3) | — | 370 | 310 | 315 | — | ||
150 | Давление(2) | 710 | 555 | 460 | 430 | 325 | |
ДВВ(3) | — | 255 | 210 | 215 | — | ||
200 | Давление(2) | 440 | 345 | 285 | 265 | 200 | |
ДВВ(3) | — | 155 | 130 | 135 | — | ||
250 | Давление(2) | 430 | 335 | 275 | 260 | 195 | |
ДВВ(3) | — | 155 | 125 | 130 | — | ||
Насыщенный пар | Давление | 15 | 15 | 15 | 15 | 15 | |
Соединительные материалы, плавящиеся при температуре 1100ºF(6) или выше | Номинальные значения давления-температуры соответствуют используемым материалам и процедурам (см. | ||||||
Насыщенный пар | Давление | 120 | 120 | 120 | 120 | 120 | |
ПРИМЕЧАНИЕ: Для чрезвычайно низких рабочих температур в диапазоне от 0°F до минус 200°F рекомендуется использовать соединительный материал, плавящийся при температуре 1100°F или выше (см. Примечание (6) ).
(1) Стандартные размеры водопроводных труб в соответствии со стандартом ASTM B 88.
(2) Номинальные параметры размером до 8 дюймов приведены в ASME B16.22 «Фитинги для соединений под пайкой из кованой меди и медных сплавов» и ASME B16.18
«Литая медь и Фитинги для пайки медных сплавов. Номинальные значения для размеров от 10 до 12 дюймов приведены в ASME B16.18 Фитинги для соединения под пайку из литой меди и медного сплава.
(3) Использование дренажных фитингов из кованой меди и кованого медного сплава по стандарту ASME B16. 29 — DWV и дренажных фитингов из сплава литой меди под пайку по ASME B16.23 — DWV.
(4) Обозначения сплавов соответствуют ASTM B 32.
(5) Поправка к Закону о безопасной питьевой воде от 1986 г. запрещает использование в системах питьевой воды любых припоев с содержанием свинца более 0,2%.
(6) Эти соединительные материалы определяются Американским обществом сварщиков как припои.
Флюсы
Флюсы, используемые для пайки медных соединений, отличаются по составу от флюсов для пайки. Эти два типа нельзя использовать взаимозаменяемо.
Флюсы для пайки на водной основе; тогда как большинство паяльных флюсов имеют нефтяную основу. Подобно флюсам для пайки, флюсы для пайки растворяют и удаляют с поверхности металла остаточные оксиды, защищают металл от повторного окисления при нагреве и способствуют смачиванию соединяемых поверхностей припоем.
Флюсы для пайки
также дают мастеру информацию о температуре (рис. 13b). Если флюсом покрыть наружную часть фитинга и зону термического влияния трубы (в дополнение к концу трубы и чашке фитинга), окисление будет сведено к минимуму, а внешний вид соединения значительно улучшится.
Флюсы, наиболее подходящие для пайки труб из меди и медных сплавов, должны соответствовать требованиям стандарта AWS A5.31, тип FB3-A или FB3-C.
На рис. 14 показана потребность в флюсе для пайки различных типов труб из меди и медных сплавов, фитингов и присадочных металлов при пайке.
Рис. 14. Рекомендации по пайке флюсом
Сборка
Соберите соединение, вставив трубку в гнездо до упора и повернув, если это возможно. Узел должен быть прочно закреплен, чтобы он оставался выровненным во время операции пайки.
Нанесение тепла и пайка меди
Нагрейте соединяемые детали, желательно с помощью кислородно-топливной горелки с нейтральным пламенем. Воздух-топливо иногда используется на меньших размерах. Сначала нагрейте трубку, начиная примерно в одном дюйме от края фитинга, направляя пламя вокруг трубки короткими движениями под прямым углом к оси трубки (рис. 12, позиция 1).
Очень важно, чтобы пламя постоянно двигалось и не оставалось в одной точке достаточно долго, чтобы повредить трубку. Поток можно использовать в качестве руководства относительно того, как долго нагревать трубку. Поведение флюса во время цикла пайки показано на рис. 13b.
Переключите пламя на штуцер в основании чаши (Рисунок 12, позиция 2). Равномерно нагревайте, перемещая пламя попеременно от фитинга к трубке, пока поток не успокоится. Избегайте чрезмерного нагрева литых фитингов из-за возможности растрескивания.
Когда флюс станет жидким и прозрачным, начните перемещать пламя вперед и назад вдоль оси соединения, чтобы поддерживать тепло на соединяемых деталях, особенно в направлении основания чашки фитинга (рис. 12, позиция 3). Пламя должно постоянно двигаться, чтобы не расплавить трубку или фитинг.
Для труб диаметром 1 дюйм и более может быть сложно одновременно нагреть все соединение до температуры. Часто оказывается желательным использовать кислородно-топливный нагревательный наконечник с несколькими отверстиями для поддержания более равномерной температуры на больших площадях. Для больших размеров рекомендуется умеренный предварительный нагрев всего фитинга, а для больших диаметров может потребоваться использование второй горелки для поддержания равномерного предварительного нагрева всего фитинга в сборе. Затем можно продолжить нагрев, как описано выше.
Нанесите припой в точке, где трубка входит в гнездо фитинга. При достижении надлежащей температуры присадочный металл будет легко затекать в пространство между трубой и гнездом фитинга, втягиваемый естественной силой капиллярного действия.
Держите пламя подальше от самого присадочного металла, когда он подается в соединение.
Температура трубы и фитинга в месте соединения должна быть достаточно высокой, чтобы расплавить присадочный металл.
Поддерживайте подогрев фитинга и трубки, перемещая пламя вперед и назад от одного к другому, пока присадочный металл втягивается в соединение.
Когда соединение выполнено правильно, присадочный металл будет втягиваться в гнездо фитинга под действием капиллярных сил, и вокруг соединения будет полностью видна непрерывная галтель из присадочного металла. Чтобы способствовать развитию этого скругления во время пайки, пламя следует держать немного впереди точки нанесения присадочного металла. Прекратите кормить, как только увидите полное филе.
Горизонтальные и вертикальные соединения
При пайке горизонтальных стыков предпочтительно сначала наносить присадочный металл немного не по центру в нижней части стыка, продвигаясь по нижней части стыка и продолжая подниматься вверх по стороне к верхней части стыка. Затем вернитесь в начальную точку, слегка перекрывая друг друга, и продолжайте движение вверх по незавершенной стороне вверх, снова слегка перекрывая друг друга. Эта процедура идентична той, что используется для пайки.
Также, как и в процессе пайки, убедитесь, что операции перекрываются. На вертикальных стыках не имеет значения, где производится начало. Если отверстие патрубка направлено вниз, следует соблюдать осторожность, чтобы не перегреть трубку, так как это может привести к вытеканию припоя по наружной поверхности трубки.
Удаление остатков
После остывания паяного соединения остатки флюса следует удалить чистой тканью, щеткой или тампоном, смоченным теплой водой. Удалите все остатки флюса, чтобы избежать риска того, что затвердевший флюс временно удержит давление и замаскирует некачественно спаянное медное соединение. Кованые фитинги могут охлаждаться быстрее, чем литые, но перед смачиванием все фитинги должны охлаждаться естественным путем.
Общие советы и предложения
Если присадочный металл не течет или имеет тенденцию к комкообразованию, это указывает на окисление металлических поверхностей или недостаточный нагрев соединяемых деталей. Если труба или фитинг начинают окисляться во время нагревания, флюса слишком мало. Если присадочный металл не входит в соединение и имеет тенденцию течь по внешней стороне любого элемента соединения, это указывает на то, что один элемент перегрет или другой недогрет.
Тестирование
Проверьте все собранные узлы на целостность соединений. Следуйте процедуре тестирования, предписанной применимыми нормами, регулирующими предполагаемую услугу.
Продувка
Некоторые установки, такие как медицинские газы и системы ACR, требуют добавления инертного газа в процессе пайки. Продувочный газ вытесняет кислород из внутренней части системы, пока она подвергается воздействию высоких температур пайки, и, таким образом, исключает возможность образования оксида на внутренней поверхности трубы.
Скорость потока продувочного газа и методы применения должны быть включены в Спецификации процедуры пайки для этих применений.
Для получения дополнительной информации о пайке медных труб и фитингов обращайтесь по телефону:
Ассоциация развития меди, Inc.
260 Мэдисон Авеню
Нью-Йорк, NY 10016
Тел. 212/251-7200
Факс 212/251-7234
УВЕДОМЛЕНИЕ. Эта публикация подготовлена для использования подмастерьями-сантехниками, монтажниками трубопроводов, слесарями-холодильниками, спринклерами, подрядчиками по сантехнике и отоплению, инженерами и другими лицами, занимающимися проектированием или установкой сантехники, отопления, кондиционирования воздуха, охлаждения и других связанных с ними систем. системы.
Он составлен из источников информации, которые Ассоциация развития меди (CDA) считает компетентными. Тем не менее, CDA не берет на себя никакой ответственности или обязательств любого рода в связи с этой публикацией или ее использованием каким-либо лицом или организацией и не дает никаких заявлений или гарантий.
Не следует полагаться на технические советы и рекомендации, содержащиеся в данном листе технических данных, или действовать в соответствии с ними без проведения собственных дальнейших исследований, включая, при необходимости, испытания на воздействие коррозии. Пожалуйста, ознакомьтесь с текущими изданиями стандартов по проектным характеристикам. Компания Austral Wright Metals не несет ответственности за информацию, содержащуюся в данном листе технических данных. Austral Wright Metals поставляет широкий ассортимент нержавеющей стали, медных сплавов, никелевых сплавов и других металлов с высокими эксплуатационными характеристиками для сложных условий эксплуатации. Наши инженеры и металлурги будут рады предоставить дополнительные данные и рекомендации по применению. |
Подходят ли латунные компрессионные фитинги для работы?
Компрессионные фитинги из латуни быстро завоевывают популярность в отрасли. Тенденция, по-видимому, связана с тем, что развальцовка труб требует особого внимания к мастерству и требует больше времени при сборке. Компрессионные фитинги также устраняют необходимость в пайке, что делает их более безопасной альтернативой.
В этом посте мы разобрали преимущества и недостатки латунных компрессионных фитингов, чтобы вы получили полную информацию и удостоверились, что компрессионные фитинги лучше всего подходят для вашего применения. Давайте начнем!
Компрессионные фитинги
Компрессионные фитинги состоят из трех частей, образуя механический соединительный фитинг, который широко используется в сантехнических системах для соединения труб друг с другом.
Три компонента:
- Феррула, втулка или компрессионное кольцо
- Накидная гайка
- Корпус фитинга (переходник, муфта, колено, тройник)
Преимущества:
- Компрессионные фитинги становятся все более популярными, поскольку они устраняют необходимость в развальцовке, припое или любом другом способе подготовки трубок перед сборкой.

- так же быстро и легко использовать, как и фитинги с развальцовкой или пайкой. Компрессионные фитинги не требуют специальных инструментов или специальных навыков для работы.
- Сжатие можно использовать в ситуациях, когда запрещены источники тепла, в частности паяльная горелка.
- идеально подходят для соединений труб из разнородных материалов. Это особенно важно в установках, которые могут потребовать периодической разборки или частичного снятия в связи с техническим обслуживанием. Компрессионные фитинги позволяют разрывать и переделывать соединения, не нарушая целостности соединения.
Компрессионные фитинги
Компрессионные фитинги
Недостатки:
- Компрессионные фитинги более громоздки и могут считаться менее эстетичными по сравнению с паяным соединением.
- Компрессионные фитинги не так прочны, как паяные фитинги, что делает их гораздо более чувствительными к сильным нагрузкам.
- Они не идеальны для применений, где они потенциально могут подвергаться большому изгибу, изгибу и чрезмерной вибрации или движению трубы. Паяное соединение очень устойчиво к изгибу или изгибу, например, когда трубы трясутся от внезапных изменений давления.
Что, черт возьми, такое феррула?
Не знаете, что такое феррула? На самом деле это может быть наиболее важным компонентом компрессионного фитинга. Наконечник легко повреждается, поэтому при его установке необходимо соблюдать особую осторожность. Однако установить замену в случае повреждения наконечника очень просто.
Втулка различается по материалу и форме, но чаще всего встречается в форме кольца со скошенными или закругленными краями. Они обычно изготавливаются из латуни или в соответствии с материалом трубы.
Если наконечники идентичны на обоих концах, то направление их установки не имеет значения. Если феррула коническая, то феррула устанавливается так, чтобы самая длинная наклонная поверхность находилась в стороне от гайки. Меньший диаметр должен быть напротив корпуса фитинга.
Как они работают?
При затягивании гайки феррула сжимается между гайкой и приемными фитингами. Конец феррулы зажимается вокруг трубы, заставляя середину феррулы изгибаться в сторону от трубы, что делает феррулу фактически более толстой. Муфта герметизирует пространство между трубой, гайкой и приемным фитингом, обеспечивая герметичность соединения.
Приложения
- Горячее и холодное
- Запорные вентили для унитазов
- Замкнутые пространства, где медную трубу будет очень трудно паять, не создавая опасности пожара
Может также использоваться для бензиновых, смазочных, масляных, воздушных и вакуумных линий. Не рекомендуется для «газообразных» сред, таких как кислород или двуокись углерода.
Какие типы трубок можно подсоединять?
Компрессионные фитинги
идеально подходят для использования с трубками из отожженной меди, алюминия, PEX, полиэтилена и нейлона, изготовленными по стандарту CTS (размер медной трубки). Не рекомендуется использовать компрессионные фитинги со стальной трубой. При использовании компрессионных фитингов с пластиковыми трубками любого типа необходимо использовать латунную вставку для дополнительной поддержки.
Компрессионные фитинги бывают разных размеров и номеров деталей. Независимо от требуемого применения, скорее всего, найдется компрессионный фитинг, который будет работать идеально. Знание всех преимуществ и недостатков делает процесс выбора простым и беззаботным.
Есть дополнительные вопросы по этой теме?
Перейдите к базе знаний Boshart: техническая информация о продукте, рекомендации и многое другое.
Метки:
Сантехника,
ОВК,
промышленный,
Сельскохозяйственное снабжение,
Орошение,
Компрессионные фитинги
Серебряный флюс для порошковой сварки меди с латунью
Введение продукта: FLUX |
Фото продукта
NO7-Один, который вам нужен, все, что мы поддерживаем.
Преимущество продукта
NO7-один, который вам нужен, все, что мы поддерживаем. Хорошая текучесть.
- Способствует теплопроводности
- Удалить оксидные и масляные загрязнения с поверхности основного металла и припоя
- Поверхностное натяжение сварочного материала, увеличение площади сварки, предотвращение повторного окисления
- Широко используется в холодильниках, кондиционерах и холодильной промышленности
Серебряный флюс для порошковой сварки меди с латунью Индекс
NO7-One вам нужен, все, что мы поддерживаем.
Тип | КОД | Название продукта | Собственность и применение |
Серебряный припой | SFB-101 | Флюс для серебряного припоя | Порошок. |
СФБ-102 | Флюс для серебряного припоя | Порошок. Используется в диапазоне температур 650-850 ℃ для координации серебряного припоя, пайки меди, медных сплавов, стали и нержавеющей стали и т. д. Он может эффективно удалять различные оксиды металлов и способствовать перетеканию припоя. | |
Медная пайка | SFB-301 | Флюс для медного припоя | Порошок. Используется в диапазоне температур 850-1150℃ в качестве флюса для пайки меди, стали и нержавеющей стали. |
Серебряный припой под флюсом порошковая сварка меди с латунью Пакет
NO7-Один, который вам нужен, все, что мы поддерживаем.
1. Медный поток пайки: 100 г/банка, 10 кг на картон
2. Поток серебряной пайки: 500 г/банка, 8 кг на картон
3. Костомеризованный пакет доступен
9000
Информация о компании |
Изображение компании
NO7-One, который вам нужен, все, что мы поддерживаем.
Профиль
NO7-One вам нужно, все, что мы поддерживаем.
Xinxiang Qixing Welding Materials Co., Ltd, является членом Китайской ассоциации сварщиков, самым профессиональным производителем сварочных материалов, стремящимся создать самую превосходную марку сварочных материалов в мире.
История | Создано в 2008 г. Экспортировано на международный рынок в 2010 г. | Персонал | Более 120 сотрудников Научный персонал: 10 Помощники по контролю качества: 8 |
Емкость | Годовой объем производства: 2000 тонн. | Размер | 5000 квадратных метров |
Администрация | Сертифицировано по ISO9001:2008 | Честь | Член Китайской ассоциации сварщиков |
Основной бизнес
NO7-One вам нужно, все мы поддерживаем.
Преимущество компании
NO7-One вам нужно, все мы поддерживаем.
1. Член Китайской ассоциации сварщиков , и полагающийся на факультет сварки Университета Цинхуа, с мощной технологической поддержкой.
2. Полная система управления качеством, одобренная ISO9001:2008.
3. Современное производственное оборудование, обеспечивающее качество и количество продукции.
4. Современное испытательное оборудование для обеспечения стабильности ингредиентов продуктов
5. Производство припоя из фосфорно-медного припоя занимает лидирующие позиции в Китае.
Лаборатория
NO7-один, который вам нужен, все, что мы поддерживаем.
Испытательное оборудование: Усовершенствованное испытательное оборудование для обеспечения стабильности ингредиентов продукта.
Почему выбрали нас? |
Наша репутация
7-Один, который вам нужен, все, что мы поддерживаем.
Наш рынок
NO7-один вам нужно, все мы поддерживаем.
Продукция в основном экспортируется во Вьетнам, Камбоджу, Малайзию и другие страны Юго-Восточной Азии, а также в США, Великобританию, Германию, Францию, Италию, Испанию, Австралию, Новую Зеландию, Чили, Бразилию, Японию и Нигерию и другие африканские страны и регионы.
Наш клиент
NO7-один вам нужно, все мы поддерживаем.
Являясь профессиональным производителем сварочных материалов, наши партнеры со всего мира. Чтобы глубоко изучить историю и культуру нашей компании, большинство клиентов приходят к нам напрямую. Пообщавшись друг с другом лицом к лицу, мы установили с ними долгие хорошие отношения.
Q1. Какие продукты являются вашими самыми продаваемыми продуктами?
A1: Наши самые продаваемые продукты:
Фосфор-медные припои
Припои на основе серебра
Латунные припои
Q2. Что насчет вашего порта доставки?
A2: Обычно порт Циндао, другие требования к портам могут быть согласованы.
Q3. Можете ли вы предоставить индивидуальные продукты?
A3: Да. У нас есть профессиональный отдел исследований и разработок, если у вас есть какие-либо особые потребности в продуктах, просто свяжитесь с нами для лучшего сотрудничества.
В4. Как вы можете гарантировать качество продукции?
A4: У нас есть сертификация управления качеством ISO 9001: 2008 и очень строгая система контроля качества, с почти 10-летним опытом экспорта, мы получили 0 жалоб от наших клиентов, удовлетворение клиентов всегда является нашей целью.
Q5.Где находится ваш основной рынок?
A5: мы экспортируем нашу продукцию в Юго-Восточную Азию, Северную Америку, Европу и другие регионы и страны, всегда поддерживаем долгосрочные отношения сотрудничества с нашими клиентами в области международного маркетинга.
Q6. Как насчет условий оплаты?
A6: Обычно L/C, T/T, D/P, D/A, это определяется нашими переговорами.
Q7.
