Патрон поводковый для токарного станка: Токарные поводковые патроны: назначение, типы, ГОСТ, чертежи
Содержание
Центры, хомутики и поводковые патроны
Центры
Исходя из размеров и формы заготовок, при их обработке используются центры разнообразных типов (рис. 1). Рабочий угол, образующий вершину центра – а), всегда равняется 60°. Конусные плоскости хвостовой 2 и рабочей 1 составляющих центра должны быть гладкими, без забоин. Любые шероховатости создают погрешности при обработке деталей.
Рис.1. Центры:
а – прямой; б – с обратным конусом; в – со срезанным конусом; г – сферический; д – с рифленой рабочей поверхностью; е – с твердосплавной рабочей поверхностью; 1 – рабочая часть; 2 — хвостовая часть; 3 – опорная часть
Сечение опоры 3 всегда меньше малого сечения конуса хвостовой составляющей 2. Эта особенность позволяет демонтировать центр путем выбивания из гнезда, не повреждая конусную плоскость хвостовой составляющей. На рисунке – б) показан центр, который используется при обработке деталей сечением до 4 мм. На них вместо центрирующих отверстий имеется наружный конус с углом вершины 60°.
На них вместо центрирующих отверстий имеется наружный конус с углом вершины 60°.
Он заходит внутрь конуса центра, из-за этого его называют обратным. При необходимости подрезки торца детали используют центр, срезанный сзади, позиция – в). Его располагают в пиноли задней бабки станка.
Центр, имеющий рабочую составляющую со сферической поверхностью – г), используют при обработке детали, несоосной с вращением шпинделя станка.
Центр, у которого рифленая плоскость рабочей составляющей – д), применяют для обработки безповодкового патрона деталей, у которых большие центровые отверстия. В момент операции передний центр вращается вслед за заготовкой, представляя собой только опору.
Задний центр остается неподвижным, поэтому подвергается интенсивному износу. Это следствие потери твердости в результате повышенного нагрева.
Чтобы предотвратить износ, рабочую составляющую заднего центра выполняют из твердых сплавов – е).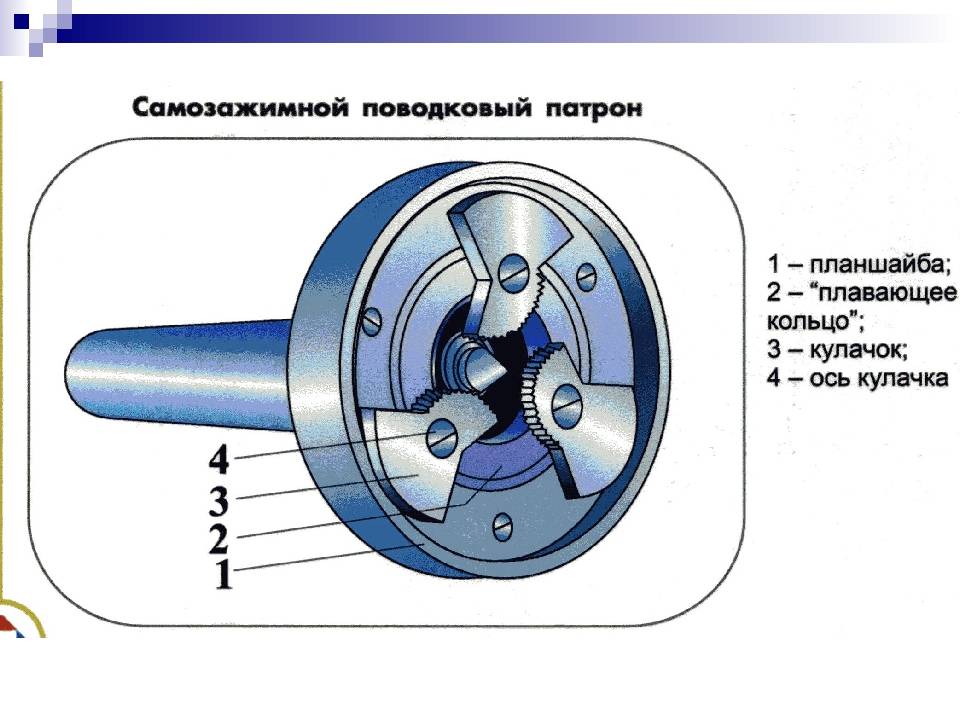 Обрабатывая заготовки на больших скоростях резания, при высоких нагрузках, применяют центры вращения сзади (рис. 2).
Обрабатывая заготовки на больших скоростях резания, при высоких нагрузках, применяют центры вращения сзади (рис. 2).
Рис. 2. Вращающийся центр:
1 – центр; 2 – роликовый подшипник; 3, 5 – шариковые подшипники; 4 – корпус
В хвостовую составляющую 4 этого центра в опорах качения 2, 3, 5 установлена ось. На ее конце изготовлена рабочая составляющая 1. Это придает ей вращение вместе с обрабатываемой деталью.
Хомутики
На рис. 3 показано, что вращение от шпинделя к детали, которая находится в центрах станка, передается посредством хомутиков. Их устанавливают на заготовку, крепят болтом 1 – а). Хвостовиком 2 хомутик упирается в палец на поводковом патроне. Максимально удобен в пользовании хомутик с самозатяжкой – б). Его хвостовик 2 установлен в корпус 5 подвижно на ось 4.
Рис. 3 Токарные хомутики:
а — простой: 1 — болт; 2 — хвостовая часть; б — с самозатягиванием; 1 — упорный винт; 2 — хвостовая часть; 3 — пружинная пластина; 4 — палец; 5 — призматический корпус.
Низ хвостовика 2 со стороны детали изготовлен в виде эксцентрика к оси 4 с насечками. Чтобы поместить хомутик на деталь, хвостовик 2 наклоняется к пружине 3. После помещения хомутика, пружина предварительно натягивает деталь хвостовиком. По ходу операции палец-поводок 1 патрона осуществляет полную затяжку детали пропорционально мощности резания.
Поводковые патроны
На рис. 4 показано, что обрабатываемой в центрах 4 и 6 детали движение передает поводковый патрон 1 посредством пальца-поводка 2 и хомутика 3, закрепленного на заготовке 5 болтом.
Рис. 4. Поводковый патрон:
1 – патрон; 2 – палец-поводок; 3 – хомутик; 4, 6 – центры; 5 — заготовка
Чтобы сократить вспомогательное время черновой обработки в центрах валов сечением 15-90 мм, используются поводковые патроны с самозажимами (рис. 5).
Рис. 5. Самозажимные поводковые патроны:
5. Самозажимные поводковые патроны:
1 – корпус; 2 – центр; 3 – диск, 4, 5 – кольцо; 6 – пальцы; 7 – ось; 8 – кулачки; 9 – заготовка; 10 – цанга; 11 – винты; 12 – пружины
Деталь 9 помещается в центрах станка, ее поджимает пиноль задней бабки. Центр 2 патрона смещается, поджимает пружины 12 до такого состояния, что деталь торцом нажимает на цангу 10. Последняя жестко укрепляет центр. Запускается шпиндель, с корпусом патрона 1 начинает вращаться кольцо 5. Оно прикручено к корпусу болтами 11 и с помощью пальцев 6 разворачивает кулачки 8 против часовой стрелки по отношению осей 7. Зубчатая плоскость кулачков соприкасается с поверхностью детали.
Мощность зажима детали кулачками зависит от мощности резания. Чтобы нагрузка на кулачки 8 была равномерной, кольцо 4 с закрепленными осями 7 может передвигаться в радиальной плоскости, обеспечивая самостоятельное расположение кулачков по плоскости детали. При остановленном шпинделе заготовка, вращаясь благодаря силе инерции, диском 3 поворачивает кулачки 8 по часовой стрелке относительно осей 7. Так она становится свободной от крепежа.
Так она становится свободной от крепежа.
Токарные патроны для станков — виды, нюансы выбора различных токарных патронов. Кулачки для токарных патронов.
Токарный патрон — важный элемент оснастки токарного станка. От того, насколько надежно закреплена заготовка на станке, зависит точность обработки. От качества изготовления патрона — зависит длительность эксплуатации. В процессе совершенствования металлообрабатывающих технологий было разработано множество конструкций патронов, из которых были выбраны наиболее эффективные.
Закрепление патронов на токарном станке
Крепление и центрирование токарных патронов производится на шпинделе токарного станка. Диаметры патронов и способы их крепления — стандартизированы. В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя — это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя — это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
Для крепления токарных патронов широко используются фланцы и планшайбы, размещаемые на шпинделе. Они имеют такую же конструкцию, как и фланец токарного патрона, однако такие приспособления позволяют значительно повысить универсальность, поскольку на них можно устанавливать различные патроны. На планшайбах имеются многочисленные отверстия для затяжных болтов и центрирующий выступ. При установке патрона на планшайбу или фланец также можно добиться высокой точности.
Виды токарных патронов
Токарные патроны делятся на такие виды:
-
Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
Шестикулачковые патроны используются реже всего. -
Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические. не получили широкого распространения.
|
Токарный патрон с механическим управлением |
Патрон с пневматическим приводом |
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм.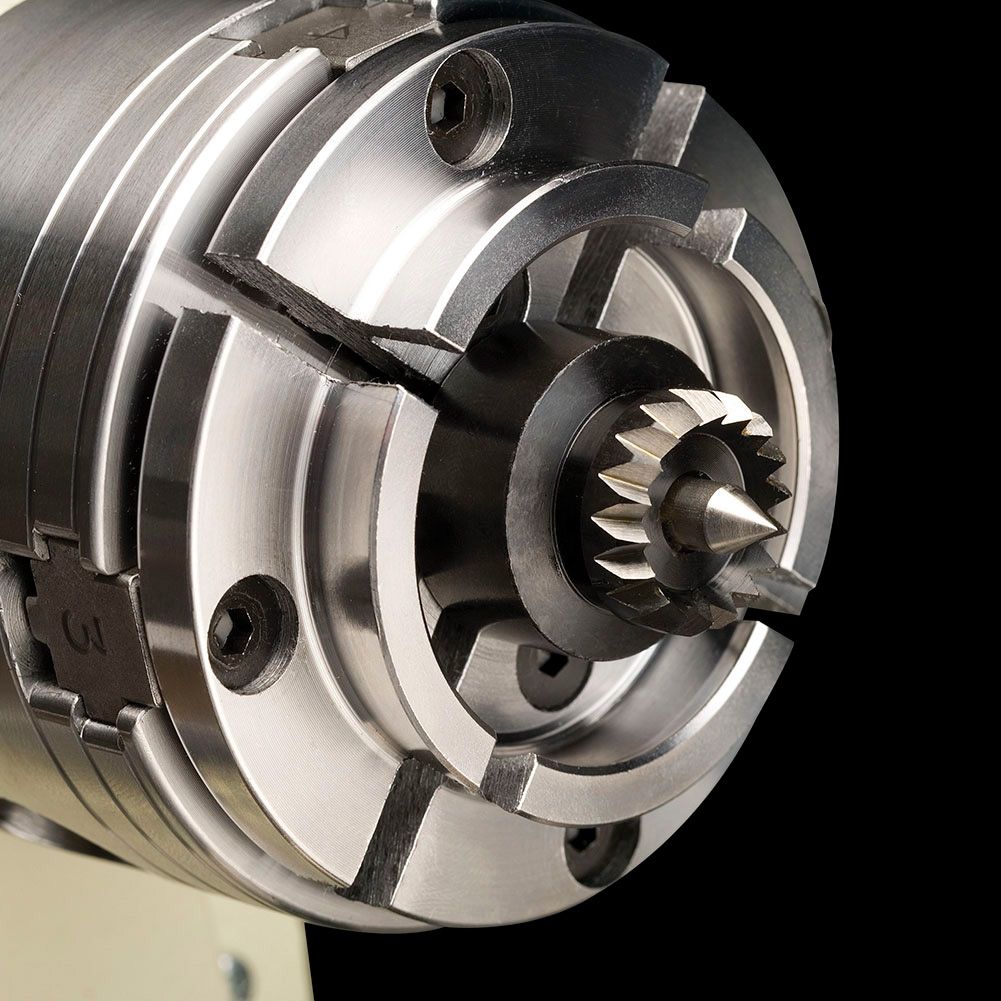 Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Двухкулачковые патроны
Патроны этого типа имеют достаточно простое строение. Они могут быть ручными с двухзаходным винтом или с механическим приводом. В ручных устройствах винт располагается либо среди кулачков, либо сбоку.
Главный недостаток двухкулачковых патронов — при перекосе кулачков в направляющих из-за боковых зазоров происходит смещение центра заготовки. Поэтому направляющие тщательно шлифуют, а кулачки подгоняют под них с минимальным зазором.
Ходовой винт выполняется из прочных легированных сталей с высоким содержанием хрома. Кулачки производятся из цементируемой стали, термическая обработка которой придает высокую прочность.
Трехкулачковые патроны
Трехкулачковый патрон получил наибольшее распространение. Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто.
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
Четырехкулачковые патроны
Патрон этого типа имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности. С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
Наиболее простые четырехкулачковые токарные зажимы представляют собой чугунную планшайбу, на которой винтами зажимаются кулачки. Планшайба имеет лучевые пазы, на которых возможно размещение дополнительной оснастки.
Для крупных станков используются массивные патроны с Т-образными пазами. Перемещение кулачков выполняется винтами, ось которых лежит на плоскости планшайбы. В таких патронах часто используются составные кулачки.
Выбор токарного патрона
Выбор патрона ведется в зависимости от обрабатываемой детали. Двухкулачковые патроны применяются для зажима небольших фасонных заготовок. Для простых симметричных заготовок чаще всего используются трехкулачковые патроны, которые позволяют быстро закрепить деталь на шпинделе. Чтобы зажать несимметричную деталь, применяются двух- или четырехкулачковые патроны. Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Благодаря независимому перемещению кулачков, их можно настроить на детали различной формы.
Если длина заготовки превышает ее диаметр в 4 раза и более, то ее крепление выполняется патроном, в зависимости от формы, и подвижным центром задней бабки. Другим вариантом является применение крепления заготовки в центрах с использованием поводкового патрона для передачи вращающего момента. Таким образом можно закреплять деталь, длина которой превышает диаметр в 10 раз. Для еще более длинных заготовок используются дополнительные опоры — люнеты.
Несмотря на все разнообразие патронов для токарных станков с ЧПУ, некоторые детали сложной и несимметричной формы невозможно закрепить в них. Для таких заготовок используются планшайбы с противовесом.
Дата внесения последних изменений 16.06.2020
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Наборы губок для токарных патронов Nova
Перейти к содержанию
Магазин не будет работать корректно в случае, если куки отключены.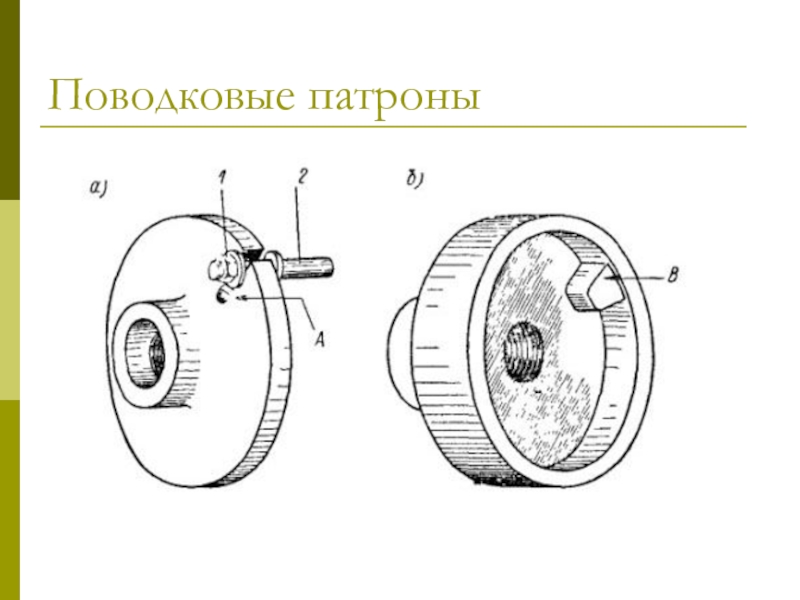
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Адрес магазина
| Продукт | Цена | Кол-во |
|---|---|---|
Набор челюстей Nova 130 мм (5 дюймов) | $ 81. шт. | Кол-во |
Набор губок Nova 25 мм (1 дюйм) | $ 69. 99 шт. | Кол-во |
Набор губок Nova 50 мм (2 дюйма) | $ 69. шт. | Кол-во |
Набор губок Nova 100 мм (4 дюйма) | $ 72. 99 шт. | Кол-во |
Набор челюстей Nova 35 мм (1,37 дюйма) | $ 56. шт. | Кол-во |
Набор челюстей Nova 70 мм (2,75 дюйма) | $ 57. 99 шт. | Кол-во |
 99
99  99
99 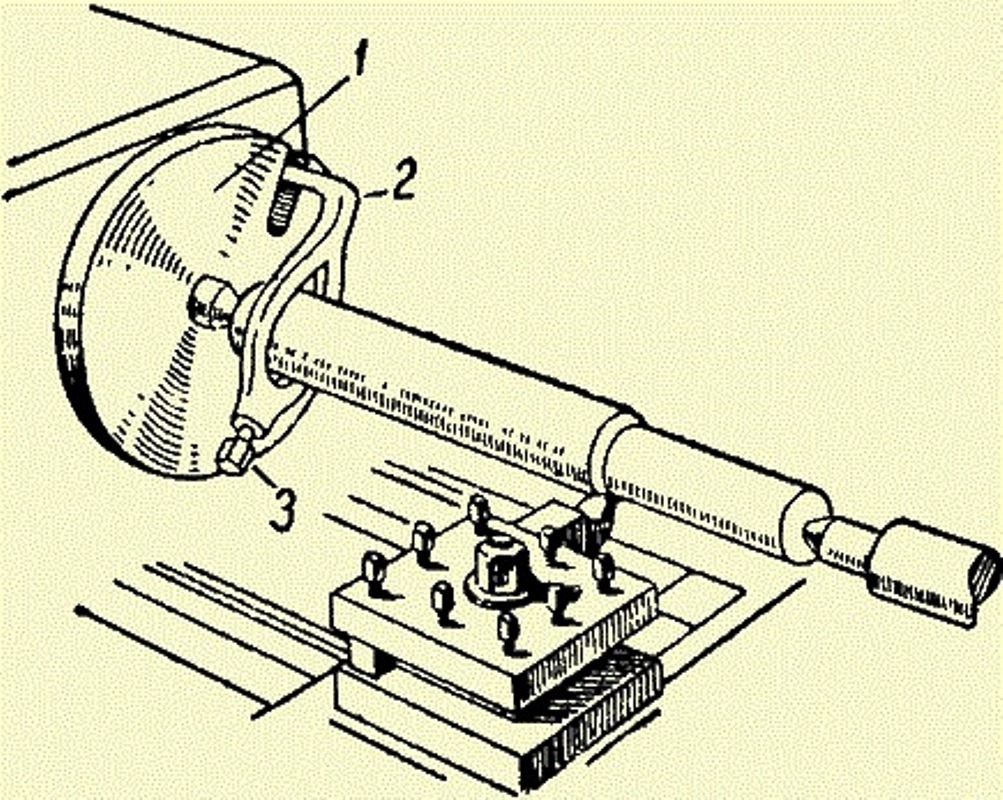 99
99 Узнайте, как получить бесплатную стандартную доставку.
Получить консультацию эксперта
Правила возврата
Токарные патроны
Токарные патроны
Поиск по категориям
- Абразивы и шлифовальные материалы
- Клеи
- Аксессуары для воздуха
- Воздушные компрессоры
- Автомобильное оборудование
- Ленточнопильные станки по дереву
- Ленточные пилы по металлу
- Книги, чертежи и DVD
- Расточные станки
- Ролики
- Зажимы
- Комбинация токарно-фрезерных станков
- Подрядчик, дом и магазин
- Столовые приборы
- Режущие инструменты
- Сверлильные станки
- Сверление и растачивание
- Аксессуары для сбора пыли
- Пылесборники
- Крепеж
- Отделка
- Подарки
- Оружейное дело и стрельба
- Ручной инструмент
- Оборудование
- Приспособления и приспособления
- Фуганки
- Токарные станки
- Принадлежности для мастеров
- Принадлежности для машин
- Транспортировка материалов
- Измерительные инструменты
- Металлообрабатывающие станки-Разное
- Фрезерные станки
- Мобильные основания и стойки
- Двигатели, переключатели и электрооборудование
- Гвоздезабиватели и степлеры
- Части
- Строгальные станки
- Пневматические инструменты
- Электроинструменты
- Прессы
- Фрезы
- Оборудование для обеспечения безопасности
- Пескоструйные аппараты
- Сандерс
- Пилы
- Охранное оборудование
- Формовочные фрезы
- Формирователи
- Станки для обработки листового металла
- Магазин аксессуаров
- Аксессуары Саут-Бенд
- Настольные пилы
- Ящики для инструментов
- Инструменты
- Тиски
- Принадлежности для сварки
- Колеса
- Изделия из дерева
- Деревообрабатывающие станки — Разное
- Верстаки
×
{{bucket.
 label}}
label}}
$ {{bucket.label === ‘Цена’ ? option.label[0].slice(0, option.label[0].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?!\d))/g , «$&,») : option.label}} {{option.label[0].slice(option.label[0].indexOf(‘.’)+1)}} {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? ‘ to ‘ : Bucket.label === ‘Цена’ ? ‘+’ : » }} $ {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? option.label[1].slice(0, option.label[1].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?!\d))/g , «$&,») : »}} {{option.label[1].slice(option.label[1].indexOf(‘.’)+1)}}
Показать больше…
{{result.values.instock === ‘true’ ? «Готово к отправке»: «Еще в пути»}}
{{результат.
