Перехлест арматуры при вязке: Технические особенности нахлеста арматуры при вязке
Содержание
Как вязать арматуру для фундамента + видео
Строительство – это всегда очень затратное дело, поэтому каждый из тех, кто собирается построить дом, всегда заинтересован в экономии. Строительство своими руками – является верным путем для экономии средств. А поскольку любое строительство начинается с укладки фундамента, то очень важно иметь представление о таком термине как «технология вязки арматуры фундамента». Если вы изучите ее, то создание основы вашего будущего дома пройдет гладко и без проблем.
Во многих пособиях для строителей приведена исчерпывающая информация о том, как делать фундамент собственными руками. А вот об армировании фундамента, увы, информации немного, хотя это один из самых важных моментов в строительстве. Ведь если обвязка фундамента арматурой будет выполнена неверно, то целостность всей конструкции дома окажется под вопросом.
Способы соединения арматуры
Сегодня в строительстве используется два способа соединения арматуры: при помощи сварки и при помощи вязки проволокой. У каждого из этих способов существуют свои достоинства и недостатки.
У каждого из этих способов существуют свои достоинства и недостатки.
Соединении арматуры сваркой
Если говорить о соединении арматуры с помощью сварки, то как бы это не казалось странным, но при его использовании получается не очень надежное соединение. Ведь после использования сварки арматура становится хрупкой, а места ее соединения, оказываются более других подвержены воздействию коррозии. Такой вид соединения хоть и не предполагает необходимость купить крюк для вязки арматуры или прочих дополнительных приспособлений, однако способен существенно повысить сметную стоимость фундамента. Кроме того, сварочное соединение арматуры фундамента способен существенно повысить жесткость фундамента. Из-за этого целые блоки арматуры лишаются возможности перемещаться относительно друг друга, и попросту деформируются или ломаются. А вот вязка арматуры для ленточного фундамента с помощью проволоки способна решить все эти проблемы.
Подготовка к армированию фундамента
С чего же начинаются все эти работы? Как известно, вначале вырывается котлован или траншея под фундамент будущего дома. На дне котлована обустраивается подушка из песка и мелкого щебня, а вдоль его стен устанавливается опалубка. Когда все это сделано, можно переходить к армированию. При этом важным условием является то, чтобы длина всех металлических изделий, задействованных в строительстве фундамента, была равна глубине котлована.
На дне котлована обустраивается подушка из песка и мелкого щебня, а вдоль его стен устанавливается опалубка. Когда все это сделано, можно переходить к армированию. При этом важным условием является то, чтобы длина всех металлических изделий, задействованных в строительстве фундамента, была равна глубине котлована.
Расчёт арматуры
Перед тем, как начинать армирование нужно определиться, сколько нужно арматуры на фундамент и какого типа она должна быть. Исходя из предполагаемых нагрузок и целей использования будущего строения, могут быть задействованы металлические пруты различного диаметра, металлическая сетка или толстая проволока. Для того, чтобы не ошибиться с выбором, необходимо произвести расчет нагрузки на фундамент. Поскольку самому без определенных знаний сделать это невозможно, то обычно эту работу доверяют профессионалам-строителям. Специалист сам разработает проект строительства и рассчитает количество арматуры и ее тип, определит глубину ее погружения в грунт, на каких расстояниях друг от друга должен быть выполнен перехлест арматуры при вязке и все остальное, что для этого необходимо.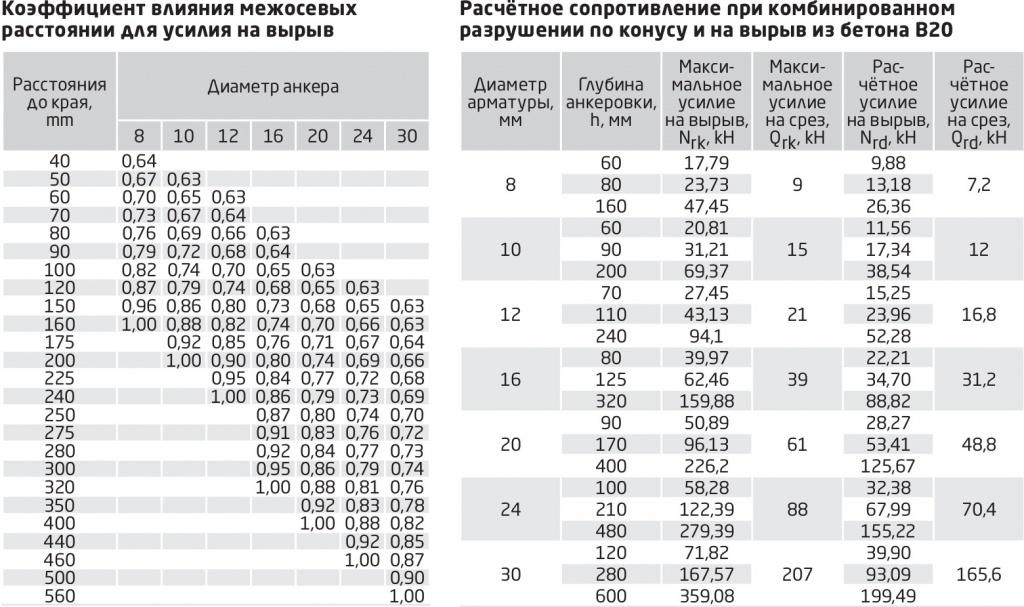
Подготовка арматуры
На начальном этапе армирования, необходимо визуально осмотреть прутья и предпринять некоторые меры к ее подготовке. Если на прутьях есть грязь или ржавчина, то перед тем, как использовать ее в армировании все это нужно убрать с ее поверхности. Если некоторые из заготовленных вами прутьев немного искривлены, то необходимо их выпрямить.
Способы вязки арматуры
В современном строительство принято использовать два способа вязки арматуры: ручной способ и автоматизированный. Хотя оба способа предлагают отличный результат, именно ручной способ вязки пользуется наибольшей популярностью и всегда применяется в частном строительстве.
Инструменты для вязки арматуры
Перед тем, как непосредственно переходить к вязке арматуры, необходимо запастись таким орудием труда как крючок для вязки арматуры, купить который сегодня совершенно не сложно. Также необходимо иметь собственные средства безопасности, в виде очков и плотной одежды с рукавицами, которые защитят во время работы ваше тело от повреждений металлом. Кроме того, вам понадобится вязальная стальная проволока.
Кроме того, вам понадобится вязальная стальная проволока.
Пистолет для вязки арматуры
Хотя с технологической точки зрения эта работа выглядит достаточно просто, физически она очень трудна. Ведь на вязку стальной проволоки всегда уходит большое количество человеческих сил. Если человек оказался не подготовленным к такой работе, то закончить ее ему представляется очень затруднительно. Специально для таких случаев специалисты создали крюк для вязки арматуры автоматический (пистолет). С помощью этого оборудования строителям удается существенно ускорить процесс своей работы, а также значительно урезать затраченные на это силы. Конструктивно, он напоминает мебельный стиплер, но вместо скоб в нем установлен моток вязальной проволоки. Это приспособление, хотя и существенно упрощает процесс вязки арматуры, но и существенно увеличивает стоимость этой работы. Но по мнению специалистов эти расходы очень быстро окупаются.
Обвязка арматуры фундамента
При выполнении этих работ необходимо помнить, что обвязка арматуры фундамента проводится в трех местах: в верхней и нижней частях нахлеста, а также посередине.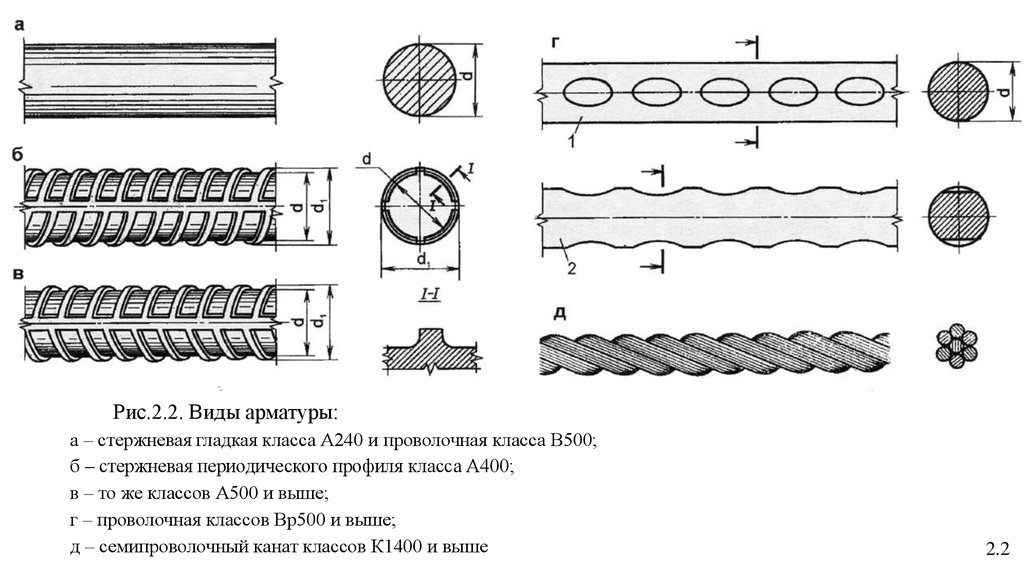 Ну а сам алгоритм вязки вам лучше всего может рассказать и показать специалист, подключенный вами к работе, хотя бы с целью практического ознакомления с навыками.
Ну а сам алгоритм вязки вам лучше всего может рассказать и показать специалист, подключенный вами к работе, хотя бы с целью практического ознакомления с навыками.
Как вязать арматуру?
Заливка фундамента 3 комментария
Содержание статьи
- Вязать или варить что лучше?
- Технология вязки арматуры
- Заключение/a>
- Видео — инструкция
Всем привет! У тех домашних мастеров, особенно это касается новичков, кто решил самостоятельно возвести фундамент, очень быстро возникнет вопрос, а как — же правильно вязать арматуру, ведь без нее невозможно залить более-менее качественную конструкцию? Именно на этот вопрос я и решил ответить и обстоятельно в нем разобраться.
Арматура: вязать или варить?
К арматурному каркасу железобетонных конструкций предъявляются высокие требования – металл работает на сжатие и растяжение, он должен выдерживать расчетные нагрузки. Для армирования используются специальные стержни диаметром от 6 до 40 мм, причем для обустройства фундаментного основания в частном домостроительстве рекомендуется использовать прутки диаметром 12 — 16 мм.
Для армирования используются специальные стержни диаметром от 6 до 40 мм, причем для обустройства фундаментного основания в частном домостроительстве рекомендуется использовать прутки диаметром 12 — 16 мм.
К основным вариантам соединения элементов арматурного каркаса является крепление:
- путем сварки металла;
- при помощи скруток из вязальной проволоки.
Каждый из способов имеет свои преимущества и недостатки, причем при выборе технологии важно в первую очередь учитывать сечение используемой арматуры.
Это связано с тем, что в результате сварочных работ под воздействием дуги нарушается структура металла – как поверхностная, так и внутренняя. Кроме того, часть металла сгорает, да и коррозию в месте сварки никто не отменял. В результате получившийся стык элементов слабее, чем стык таких же элементов в каркасе, смонтированном при помощи вязальной проволоки.Таким образом, сварку оптимально использовать только при армировании с использованием стержней большого диаметра. Чем меньше толщина металла, тем более хрупким он станет в районе сварного шва.
Чем меньше толщина металла, тем более хрупким он станет в районе сварного шва.
Вязальная проволока, которая при монтаже каркаса скручивается при помощи специального крючка, не влияет на прочность металла арматурных стержней и не создает жесткого крепления элементов. Полученная железобетонная конструкция лучше переносит неравномерные нагрузки. Соединять арматурные прутья вязальной проволокой рекомендуется при обустройстве монолитных фундаментов на грунтах, склонных к пучению и при создании малозаглубленных ленточных фундаментов, поскольку они подвергаются неравномерным нагрузкам. Также вязальная проволока – лучший выбор при монтаже каркаса из стержней небольшого диаметра.
Технология вязки арматуры
Для скрепления арматурных стержней между собой используется отожженная (термообработанная) стальная проволока сечением 1,2 — 1,4 мм. Для удобства применения моток проволоки разрубают на сегменты, чтобы получить пучки проволочных отрезков длиной около 25 см.
Из пучка вытягивают несколько проволочек и сгибают их пополам. Затем каждую проволочку, сложенную пополам, необходимо слегка скрутить, чтобы на конце образовалась петелька. Подготовленный крепежный элемент также слегка сгибают пополам, чтобы конец с петелькой было проще подсунуть под перекрестье арматурных стержней. Чтобы скрепить два стержня в точке их пересечения, проволочный элемент с петелькой на конце должен охватывать узел крепления по диагонали. Оба конца проволочного крепежа выводятся в одну плоскость.
Затем каждую проволочку, сложенную пополам, необходимо слегка скрутить, чтобы на конце образовалась петелька. Подготовленный крепежный элемент также слегка сгибают пополам, чтобы конец с петелькой было проще подсунуть под перекрестье арматурных стержней. Чтобы скрепить два стержня в точке их пересечения, проволочный элемент с петелькой на конце должен охватывать узел крепления по диагонали. Оба конца проволочного крепежа выводятся в одну плоскость.
Затем при помощи специального инструмента или самодельного крючка, изготовленного из заточенного и изогнутого арматурного стержня, проволочный элемент скручивается. Для этого крючок просовывают через петельку и захватывают свободный конец проволочного элемента. Затем выполняют скручивающие движения, пока крепеж не затянется. Закрученный конец отгибают, прижимая к одному из арматурных стержней.
Вязать арматуру крючком следует аккуратно – если перекрутить крепеж, проволока лопнет. Именно поэтому для механизации процесса требуется правильно подобрать инструмент.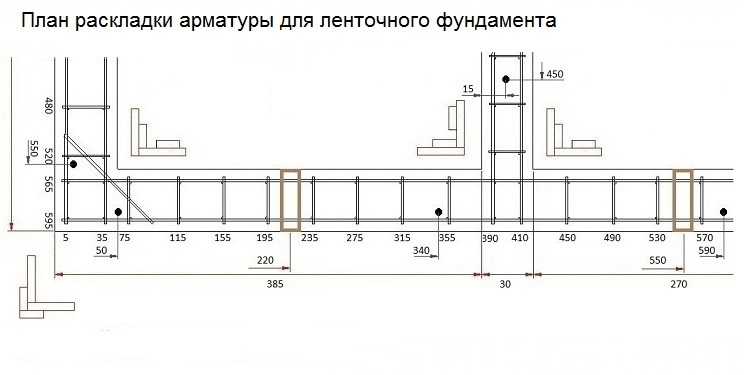
Для этой цели подходит шуруповерт или электродрель при условии, что инструмент снабжен устройством для регулировки оборотов. В патрон такого инструмента вставляется крючок для вязания проволоки, регулятор оборотов устанавливается на одно из минимальных значений. Захватив конец проволочного элемента крючком, просунутым сквозь колечко, необходимо нажать на кнопку, чтобы выполнить скрутку. Первые несколько оборотов должны выполняться на минимальной скорости, потом ее можно прибавить.
Перед началом серьезных работ рекомендуется предварительно поэкспериментировать, подбирая оптимальный режим работы инструмента. Важно не только понять, как вязать проволокой арматуру, но и выработать навык вовремя останавливать вращение крючка.
При армировании железобетонных конструкций необходимо скреплять между собой стержни, из которых состоят горизонтальные нити каркаса. Чтобы обеспечить необходимую прочность, перехлест арматуры при вязке должен соответствовать нормативным параметрам:
- 250 мм для стержней диаметром 6 мм;
- 300 мм для ∅ 10 мм;
- 380 мм для ∅12 мм;
- 480 мм для ∅ 16 мм.

Каждый перехлест фиксируется скрутками из вязальной проволоки в двух точках, что обеспечивает необходимую жесткость конструкции.
Заключение
Крепление арматурных стержней при помощи вязальной проволоки – классический вариант вязки каркаса. Он требует минимальных финансовых вложений по сравнению с использованием сварки, пластиковых хомутов и иных современных фиксаторов.
Видео:
способы, схема для начинающих пошагово
Армирующий каркас внутри фундамента – это конструкция, которая работает на изгиб и на растяжение. Ведь сам бетон при таких нагрузках покрывается трещинами, а в конце просто раскалывается. Поэтому армокаркас – необходимая и неотъемлемая часть фундаментного основания. При этом соединение прутков между собой должно проводиться не сваркой, а вязанием проволокой.
Потому что при сварке под действием высокой температуры меняется кристаллическая решетка стали, что приводит к снижению прочности стыка. Поэтому вопрос, как правильно вязать арматуру для фундамента, сегодня стоит актуально для тех, кто своими руками пытается залить основание дома. Рассмотрим все процессы более подробно.
Как правильно производить монтаж
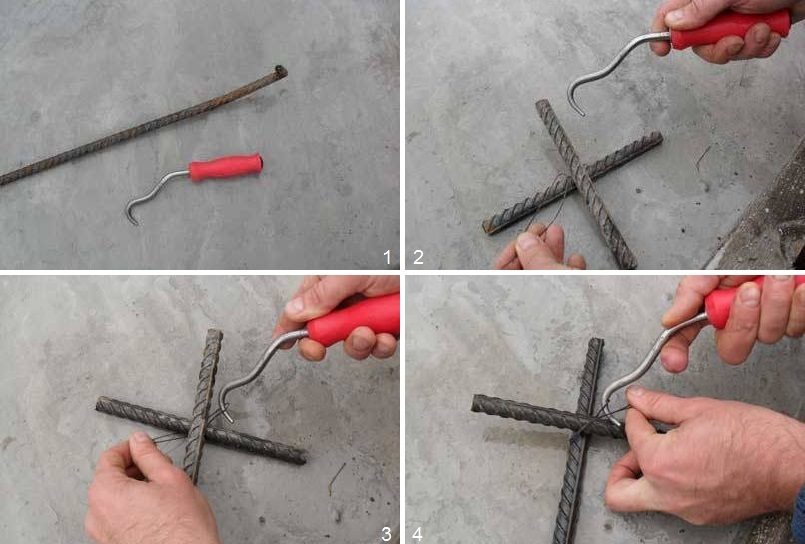
Процесс вязки арматуры состоит из следующих элементов:
- От бухты вязальной проволоки отделяется кусок длиной 25-30 см.
- Отрезок сгибается пополам.
- Образовавшаяся полупетля заводится под перекрестие арматурных стержней и диагонально обхватывает его.
- Крючок заводится в петлю, свободный конец придерживается рукой.
- Свободный конец перехлестывается с крючком, который совершает вращательные движения. В результате проволочная петля закручивается и прочно соединяет стержни. Обычно хватает 3-4 оборотов.
При продольном соединении стержней выполняются аналогичные действия, только охват петли получается не диагональный, а поперечный. Рекомендуется устанавливать не менее 2 скруток на каждом продольном соединении.
Рекомендуется устанавливать не менее 2 скруток на каждом продольном соединении.
Стеклопластиковая арматура
Для вязки стеклопластиковых стержней могут быть использованы как вязальная проволока, так и пластиковые хомуты. Вес арматуры значительно ниже, чем при использовании металлических прутков, поэтому пластиковые хомуты выдерживают нагрузки и рекомендуются для неподготовленных строителей, не имеющих опыта вязки каркасов.
Все приемы вязки, применяемые для соединения металлических стержней, используются и при изготовлении стеклопластиковых каркасов. Никаких принципиальных отличий не имеется.
ВАЖНО! Композитные разновидности арматурных стержней используются сравнительно недавно, поэтому изучены слабо. Специальных методов соединения каркасов пока не разработано, на практике используют стандартные технологические приемы.
Композитная арматура
Прежде всего, необходимо уточнить, что стеклопластиковая арматура так же относится к композитному типу, являясь одной из разновидностей. Помимо этого, существует углепластиковая и базальтопластиковая арматура, обладающая схожими качествами.
Помимо этого, существует углепластиковая и базальтопластиковая арматура, обладающая схожими качествами.
Их отличие состоит в том, что они всегда окрашены в темный (черный) цвет, тогда как стеклопластиковые прутки имеют светлую желтоватую окраску. Все приемы и способы вязки, используемые для традиционных металлических каркасов, применимы и для этих видов арматуры.
Единственным отличием всех композитных разновидностей можно считать невозможность выполнения сварных соединений. Кроме того, имеется возможность более широкого использования пластиковых хомутов взамен проволочных соединений, которая обусловлена малым весом материала.
Проволока
Для арматурных каркасов необходимо использовать проволоку, выпущенную по ГОСТу 3282-74, где обозначается, что этот материал классифицируется по нескольким позициям.
- Способ обработки: необработанная или отожженная.
- Точность обработки.
- Сопротивление нагрузкам.
- С защитным цинковым покрытием или без такового.

Диаметр изделия варьируется в диапазоне 0,16-10 мм. Она может иметь черный цвет или стальной. Так как нас интересует вязальная проволока, то есть, мягкая с большим циклом изгибания, то лучше выбирать отожженный вариант.
Кто — то может сказать, что оцинкованная проволока прослужит долго, и с этим никто спорить не будет. Но она дороже обычной, к тому же внутри затвердевшего бетона коррозийные процессы практически не происходят.
Для вязки армирующего каркаса для фундаментных конструкций используется проволока диаметром 1,2 — 1,4 мм, реже 1,8, если только диаметр арматурных прутьев выбран для каркаса самым большим (18 мм).
Сегодня на рынке появились бухты вязальной проволоки, которая подрезана по длине 80 — 180 мм, а на концах уже сделаны петли. То есть, это уже готовые отрезки под вязку. В одной бухте 1000 отрезков.
Ее преимущества и недостатки
Связка арматуры для фундамента в первую очередь определяется прочностными характеристиками основания. И это основное преимущество армирующего каркаса. Но с учетом вязания проволокой определяются и другие положительные стороны конструкции.
И это основное преимущество армирующего каркаса. Но с учетом вязания проволокой определяются и другие положительные стороны конструкции.
- Соединение проволокой сохраняет объемную и линейную форму каркасной конструкции.
- При этом место соединение не фиксируется прочно, как это получается со сваркой. Остается место балансированию арматурных стержней между собой, что очень важно при заливке, вибрировании и застывании бетонного раствора. То есть, соединение арматуры дает возможность смещаться на миллиметры в области вязки, принимая идеальное положение при возникающих нагрузках со стороны бетонной смеси.
Что касается недостатков, то они в основном касаются временных характеристик и трудоемкости самого процесса. То есть, сварить каркас быстрее, чем вязать его проволокой. И разница здесь существенная. Вязка арматурных каркасов фундамента – дело непростое. Здесь требуется знание способов и умение пользоваться специальным инструментом. Хотя, как показывает практика, несколько узлов уже дают необходимый опыт, который уменьшает и сложность вязки, и время, затрачиваемое на ее проведение.используют
Хотя, как показывает практика, несколько узлов уже дают необходимый опыт, который уменьшает и сложность вязки, и время, затрачиваемое на ее проведение.используют
Выбираем арматуру
Наиболее распространенные размеры бетонной ленты, используемые в малоэтажном частном домостроении — 30-40 см в ширину и 50-70 см в высоту. Оптимальный вариант — использование продольных стержней диаметром 12-14 мм, а для хомутов применять гладкий пруток диаметром 8 мм.
Такие результаты получаются при расчетах фундамента, они многократно проверены на практике и гарантированно выполняют свои функции.
Существует также композитная арматура (стеклопластик), которая имеет некоторое преимущество перед традиционными металлическими стержнями:
- Малый вес.
- Полная устойчивость к коррозии.
- Высокие несущие возможности.
- Низкая цена.
К недостаткам можно отнести только неспособность изгибаться, что в некоторых случаях вызывает необходимость дополнительных соединений, что снижает прочность каркаса и вообще не лучший вариант для бетонной ленты. Тем не менее, для оснований несложной формы выбор композитной арматуры вполне оправдан и рационален.
Тем не менее, для оснований несложной формы выбор композитной арматуры вполне оправдан и рационален.
ОБРАТИТЕ ВНИМАНИЕ! На рынке имеется множество некачественных прутков, изготовленных с нарушениями технологии. В частности, нередко встречается отслаивание спиралевидного оребрения
При покупке надо обращать внимание на производителя и проверять сертификаты.
Как сделать самодельный крючок для вязки арматуры
Инструмент легко сделать из подручных материалов:
- Из электродов или металлического стержня необходимого сечения, с другой стороны которого выгибается рукоятка. На нее наматывается изолента или надевается деревянная рукоятка.
- Из старой отвертки, строительного шила, малярного валика: наконечник затачивается, выгибается, в итоге получается инструмент с готовой удобной ручкой.
- Выгнуть из гвоздя 150 мм.
Армирование углов и примыканий
Очень часто армирование углов и примыканий в ленточных фундаментах делается неправильно, т. е. концы арматуры просто укладываются друг на друга и связываются без усиления. На углах и примыканиях арматуру следует гнуть, чтобы угол получался без разрывов. Для сгибания арматуры она зажимается в тиски, а на свободный конец одевается отрезок трубы – это позволяет согнуть прут аккуратно.
е. концы арматуры просто укладываются друг на друга и связываются без усиления. На углах и примыканиях арматуру следует гнуть, чтобы угол получался без разрывов. Для сгибания арматуры она зажимается в тиски, а на свободный конец одевается отрезок трубы – это позволяет согнуть прут аккуратно.
Если концы плетей приходятся на угол, то правильно будет усилить их Г-образными накладками из согнутой арматуры. Примыкания усиливают такими же накладками.
На углах ленточного фундамента образуется повышенное напряжение, при небрежном армировании они могут со временем подвергнуться деформации, усиление устраняет эту опасность. Обвязка углов арматуры поперечными вертикальными и горизонтальными связками производится с меньшим шагом – в два раза чаще, чем в остальных местах фундамента.
Применяем вязальный пистолет
Пистолет для вязки арматуры значительно упрощает работу по созданию любого армирующего каркаса.
Удобства и плюсы применения:
- кассета с вязальной проволокой вставлена внутрь устройства;
- ее подача происходит автоматически;
- вязальный пистолет питается от встроенного аккумулятора;
- правильная вязка арматуры с минимальным использованием ручного труда;
- автоматический пистолет для вязки арматуры позволяет сделать все скрутки с одинаковым натяжением.
Но у такого удобного и полезного устройства есть недостатки:
- невозможность проведения работ в труднодоступных местах;
- пистолет для вязки арматуры стоит дорого, поэтому его применение экономически оправдано только при проведении больших объемов работ.
Таблица с ориентировочными ценами на основные модели, имеющиеся в продаже на строительном рынке:
| Модель | Ø арматуры (мм) | Время изготовления узла (сек) | Количество узлов от одного заряда аккумулятора | Ориентировочная цена (руб) |
| GS308-6512 | 6,5÷12 | 0,8 | 1000 | 19000÷21000 |
| GS308-1016 | 10÷16 | 0,8 | 1000 | 22000÷24000 |
| GS24T | 6÷24 | 0,8 | 1000 | 26000÷28000 |
| GS34T | 8÷34 | 0,8 | 1000 | 28000÷30000 |
| RT308В | 4÷19 | 0,8 | 1100 | 31000÷35000 |
| BM400 | 10÷29 | 1,0 | 2000 | 44000÷46000 |
| BM200 | 9÷21 | 0,85 | 2000 | 28000÷30000 |
| KW-0039 | 10÷22 | 0,8 | 1200 | 47000÷54000 |
| RDL40 | 12÷32 | 0,9 | 3000 | 43000÷45000 |
| RDL20 | 9÷21 | 0,9 | 3000 | 41000÷43000 |
| ПВА-32 | 6÷18 | 1,6 | 450 | 44000÷45000 |
Способы соединения армирующих элементов
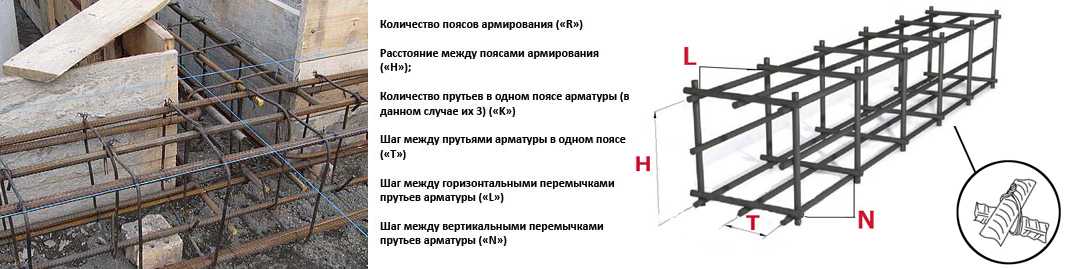
При помощи арматуры, состоящей из металлических прутков, в фундаменте формируется силовой каркас, который по своей геометрии напоминает клетку. Такая армирующая клетка, как правило, состоит минимум из двух горизонтальных слоев, включающих в себя как горизонтальные, так и вертикальные перемычки.
Такая армирующая клетка, как правило, состоит минимум из двух горизонтальных слоев, включающих в себя как горизонтальные, так и вертикальные перемычки.
Чтобы армирующий каркас, состоящий из отдельных металлических прутков, обладал требуемой надежностью, необходимо правильно соединить все его элементы. Если их не зафиксировать соответствующим образом, то вся армирующая конструкция может подвергнуться деформации под воздействием массы заливаемого бетона или из-за нагрузок, воздействующих на всю строительную систему.
Пистолет для вязки арматуры
Вязание арматуры необходимо выполнять и в местах пересечения металлических прутков, а также в тех участках, где они пересекают друг друга по своей длине.
Вязка арматуры для фундамента может выполняться несколькими способами. Выбор конкретного из этих вариантов зависит от требуемой надежности арматурного каркаса и условий для его создания.
Проведение расчета арматуры
При возведении ленточного фундамента своими силами важно провести расчет потребного количества арматурного профиля:
- Продольное армирование: рекомендуемый материал — ребристая стальная арматура класса АIII диаметром 12-14 мм, количество элементов в одном сечении — 4 (при глубине фундамента более 1 м — 6).

- Поперечная увязка: гладкий стальной прут класса АI диаметром 8 мм, шаг вязки — 20-30 см.
Расчет арматуры проводится в следующем порядке. Вначале определяется длина продольной арматуры. Для примера можно провести расчет для фундамента под дом площадью 5х6 м с одной несущей внутренней стеной (2 примыкания). Параметры фундамента: ширина подошвы — 50 см, глубина заложения — 80 см.
Для расчета поперечной арматуры диаметром 8 мм необходимо узнать количество вязок и длину в одном ввязочном кольце (2 вертикальных и 2 горизонтальных отрезка). Продольные стержни отступают от края фундамента на 5 см. То есть расстояние между ними по горизонтали составит 50-10=40 см, а по вертикали — 80-10=70 см. Итого, длина кольца составляет 2х40+2х70=220 см. Запас на выпуск при вязке выбирает 2 см на сторону, т. е. следует добавить (2+2)х4=16 см. Всего длина — 220+16=236 см или округленно 2,4 м.
Количество вязок вычисляется, исходя из шага крепления стержней. Общее количество колец составит 22 (периметр дома)/0,3(шаг)=73. Общая длина поперечной арматуры составит 73х2,4=175,2 м. Принимается с запасом 180 м.
Общая длина поперечной арматуры составит 73х2,4=175,2 м. Принимается с запасом 180 м.
Вязальная проволока используется диаметром 2-3 мм. На одну вязку в среднем необходимо 0,3 м. Выходит, что на весь ленточный фундамент потребуется 73х0,3=149 м.
Вязка углов и примыканий дает свою корректировку. В одном углу на изгиб продольной арматуры и дополнительные вставки потребуется 2,5 м. На весь фундамент, соответственно, 10 м. Дополнительно придется закрепить в каждом углу 2 поперечных кольца, а это — 5 м, т. е. на всю ленту — 20 м. Примыканий имеется два. Расход дополнительный аналогичен вязке углов. Значит, добавится продольной арматуры — 5 м, поперечной — 10 м.
Необходимые инструменты, используемые технологии
При помощи инструментов для увязывания арматуры работы по армированию фундамента, перегородок, стен проводятся быстро и качественно. Это могут быть крюки (простой, реверсивный), вязальные пистолеты или сварка.
Какую проволоку лучше использовать
Выполнить обвязку арматуры позволит специальная отожженная стальная проволока диаметром 0,8–2 мм. Ее характеристики:
Ее характеристики:
- легко сгибается;
- пластична, не лопается при вязке;
- плотно ложится на место соединения.
Использование такой проволоки позволяет одинаково качественно вязать каркас столбчатого основания, свай, опорных колонн и т. п.
Увязывание выполняется проволокой, длина которой составляет 25-30 см. Чтобы постоянно не отмерять, не отрезать необходимую длину, специалисты советуют свернуть проволоку на отрезки необходимой длины и в местах сгибов разрезать болгаркой.
Метраж необходимой вязальной проволоки рассчитывается от количества сопряжений, умноженного на 0,3 м. Именно столько проволоки понадобится на одно соединение.
Варианты армирования прямых углов и мест примыканий
Угловые элементы ленточного фундамента испытывают наибольшие нагрузки после возведения здания. Поэтому от того, насколько качественно выполнено армирование этих участков фундамента будет зависеть надежность и долговечность всего сооружения. Простая вязка продольных элементов арматуры под прямым углом недопустима, так как такой способ не обеспечивает дополнительной прочности. Есть три основных метода армирования угловых частей и мест примыканий для ленточных фундаментов:
Простая вязка продольных элементов арматуры под прямым углом недопустима, так как такой способ не обеспечивает дополнительной прочности. Есть три основных метода армирования угловых частей и мест примыканий для ленточных фундаментов:
Первый способ
Основная внешняя продольная арматура загибается под 90 градусов. Внутренние продольные прутки также загибаются под 90 градусов и крепятся проволокой к внешним продольным пруткам. Величина загнутой части внутренних прутков должна равняться 50 диаметрам продольной арматуры. Такие же операции необходимо провести на всех горизонтальных уровнях армирующего каркаса.
Шаг вертикальных (поперечных) арматур в угловых элементах и местах примыканий должен составлять 0,5 основного шага. Это же требование к шагу относится и ко всем остальным методам армирования угловых частей и мест примыканий.
Второй способ
Этот метод анкеровки в угловых соединениях и местах примыканий для изготовления металлического каркаса считается наиболее простым и часто используется.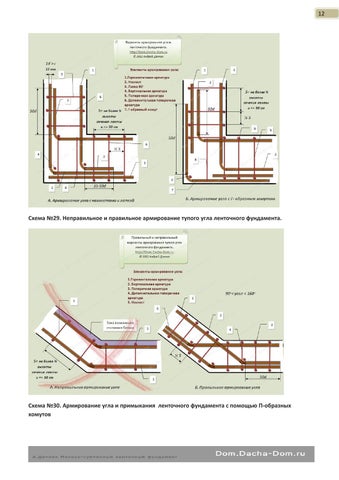 Если длины продольных прутьев не хватает, чтобы их загнуть, применяют Г-образные крепящие элементы. Длина каждого плеча такого элементов должна составлять не менее 50 диаметров основной арматуры. Внешние продольные прутки связываются одним Г-образным элементом между собой. Каждый внутренний продольный элемент соединяется с внешним прутком арматуры с помощью Г-образного элемента. Для армирования одного углового соединения потребуется три Г-образных хомута на каждый продольный уровень каркаса. Для места примыкания необходимо по два таких элемента на каждый уровень.
Если длины продольных прутьев не хватает, чтобы их загнуть, применяют Г-образные крепящие элементы. Длина каждого плеча такого элементов должна составлять не менее 50 диаметров основной арматуры. Внешние продольные прутки связываются одним Г-образным элементом между собой. Каждый внутренний продольный элемент соединяется с внешним прутком арматуры с помощью Г-образного элемента. Для армирования одного углового соединения потребуется три Г-образных хомута на каждый продольный уровень каркаса. Для места примыкания необходимо по два таких элемента на каждый уровень.
Третий способ
Чтобы сделать металлический армирующий каркас более прочным устанавливаем в углах и местах примыканий П-образные элементы. Ширина таких элементов соответствует ширине армирующего каркаса, а длина – не менее 50 диаметров продольного арматурного прутка. Эти элементы вяжутся к основным продольным прутьям открытой частью буквы «П» по направлению от угла. Для армирования одного угла требуется два таких элемента (на каждом горизонтальном уровне), для места примыкания по одному элементу на каждый уровень.
Хомуты из полимерных материалов
Вязка арматуры для фундамента может выполняться с использованием хомутов, изготовленных из пластика. Такой метод является наиболее передовым и не требует специальной подготовки материалов. Заключается он в том, что арматурные прутки вручную связывают пластиковыми хомутами, соединяя их в тех местах, где они пересекаются. Материал, из которого изготовлен такой хомут, не подвержен коррозии, поэтому вязка, выполненная с его помощью, получается очень надежной.
Вязка арматуры с помощью пластиковых хомутов
Каким должно быть армирование
При закладке фундамента учитывают запас прочности. Обязательное требование – максимальная устойчивость в отношении климатических, механических факторов.
Каркас фундамента
Требования к арматуре:
- разрешается заменять несущие стержни. Возможно, если нагрузка при расчете не превышает СНИП;
- при верном устройстве каркаса основания, не будет препятствовать заливке;
- при установке арматуры нужно учитывать расчетный шаг;
Антикоррозийное покрытие
- конструкция должна иметь антикоррозийное покрытие;
- не допускаются подвижные «плавающие» соединения стержней на пересечениях каркаса.
 Относится к любым способам соединения.
Относится к любым способам соединения.
Методы
Вязать арматуру можно разными методами:
- вручную;
- при помощи инерционного полуавтоматического крючка;
- с применением специального вязального пистолета.
Ручная
Схема вязания от инструмента не зависит. Выше описана вязка вручную, то есть при помощи обычного крючка.
Такой инструмент можно приобрести в строительном магазине или изготовить самостоятельно. Его делают из заточенной арматуры. Ручку наплавляют растопленным пластиком.
Сам крючок может иметь практически любой изгиб и длину. Мастер выбирает наиболее удобную для себя конфигурацию крючка опытным путем.
Полуавтоматом
Инструмент, работающий по инерционному принципу, тоже имеет форму крючка. Его применение ускоряет и упрощает процесс. Стоит он недорого, продается в строительных магазинах.
Принцип действия такого инструмента следующий:
- крючком поддевается проволока и с усилием натягивается вверх;
- в это время ножка крючка, имеющая спиральную нарезку и помещенная в пластиковый корпус, проворачивается, скручивая проволоку;
- если после одного такого движения проволочная петля скрутилась недостаточно плотно, снова поддеть петлю крючком и потянуть.

Полуавтомат применяется профессиональными строителями при возведении частных домов.
Использование вязального пистолета
Пистолет – это полноценное строительное оборудование. Он выполняет вязку автоматически.
При создании каркаса пистолет просто подносится к месту соединения, после этого нужно нажать на рычаг или кнопку (в зависимости от модели инструмента).
Пистолет обмотает соединение проволокой, затянет ее и обрежет. Вся процедура занимает несколько секунд.
В видео советы и руководство по обвязке арматуры шуруповертом и крючком:
Что такое арматурный каркас для фундамента – как правильно вязать
Арматурный каркас – остов из железных прутьев, расположенный в середине залитого бетоном основания. Он перенимает на себя все растягивающие, сжимающие, сгибающие нагрузки, препятствует растрескиванию, разрушению бетонного монолита. Чтобы каркас справился с любыми нагрузками, нужно понимать, как правильно вязать арматуру.
Несмотря на внешнюю простоту конструкции, правильная связка арматуры для фундамента – процесс серьезный.![]() Он должен осуществляться с учетом нескольких правил:
Он должен осуществляться с учетом нескольких правил:
- Армированию подлежит вся площадь фундамента.
- Кромки металла не должны торчать из бетона, иначе внутрь конструкции проберется коррозия.
- Места соединения лучше связывать, а не сваривать между собой: сварка нарушает структуру металла, частично лишая необходимых качеств.
- При сборке арматурного каркаса нужны разные прутья: «рабочие» должны быть большего сечения, иметь рифленую поверхность для лучшей связки с бетоном; поперечные прутки и стойки могут быть ровными, без рифлений, меньшего сечения.
- При выборе прута учитывается загруженность основания, особенности почвы.
- Сегменты каркаса вяжутся на поверхности, только потом, в готовом виде, укладываются в котлован или опалубку.
Есть разные способы сбора армирующей конструкции, но самым доступным, простым и часто используемым является вязание арматуры проволокой. В процессе не нужно задействовать дорогое оборудование. Закручивание и фиксация проволоки выполняется специальным крючком, который можно приобрести за незначительные деньги в строительном магазине или сделать самостоятельно. Для выполнения работы достаточно двух человек, но вполне справится и один.
Для выполнения работы достаточно двух человек, но вполне справится и один.
Чем больше людей задействовано в процессе, тем выше скорость изготовления армирующего каркаса.
Особенности материала
Бетон – это строительный материал, обладающий на начальном этапе полужидкой структурой, и твердеющий при заливке в форму (опалубку). Из него можно изготовить монолитную деталь любой формы и размера, создать стены, перекрытия, опорные конструкции (фундамент). Материал обладает высокой прочностью, долговечностью, хорошо переносит перепады температуры.
Кроме этого, важными достоинствами бетона являются сравнительно низкая цена, а также простота работы с ним. Материал можно замешивать самостоятельно, прямо на площадке, но для больших отливок проще покупать нужное количество готового бетона определённой марки. Это позволит получить качественный материал, соответствующий всем нормам, требованиям ГОСТ и СНиП.
Однако, для того, чтобы выяснить, можно ли варить арматуру для фундамента, надо разобраться с отрицательными свойствами бетона. Прежде всего, он впитывает и попускает воду. Фундамент, находящийся под землёй, приходится гидроизолировать, защищая материал от контакта с почвенной влагой. Это важный момент, так как вода при замерзании расширяется и может разорвать отливку изнутри.
Прежде всего, он впитывает и попускает воду. Фундамент, находящийся под землёй, приходится гидроизолировать, защищая материал от контакта с почвенной влагой. Это важный момент, так как вода при замерзании расширяется и может разорвать отливку изнутри.
Бетон крошится при замерзании водыИсточник promportal.su
Второй недостаток бетона состоит в разной реакции на внешние воздействия. Он способен выдерживать большое давление, но на растяжение работает очень плохо. Это означает, что длинная бетонная лента легко выдержит любое давление, но усилие, приложенное к центральной точке, станет для неё губительным.
Расчет объема арматуры
А сколько именно арматуры нужно для укладки и армирование ленточного фундамента – принимают во внимание то, какая именно схема будет применяться в том или ином случае. Если возводиться небольшого размера дом, гараж или же баня – применяется строителями следующая схема:
- укладка нижнего, после верхнего пояса.
- 3-4 арматурных прута в каждом поясе.
- расстояние между каждым из стержней – 10 см., но расстояние между краями фундамента и арматурой – 5 см.
- соединение в единое целое пояса проводят посредством применении специального хомута, при шаге от 5 и до 30 см.
Такая схема считается самой оптимальной и принимая во внимание размеры будущее постройки и самого фундамента не так уж и сложно провести расчеты. Как пример, вы строите дом при площади в 150 кв.м., и внешними стенами периметра в 50 м
Применяют два пояса и по 3 прута в каждом – получаем 6, умножаем на 50. Соответственно сумма в 300 метров это и будет основанием арматуры
Как пример, вы строите дом при площади в 150 кв.м., и внешними стенами периметра в 50 м. Применяют два пояса и по 3 прута в каждом – получаем 6, умножаем на 50. Соответственно сумма в 300 метров это и будет основанием арматуры.
Рисунок 2. Арматурный каркас
Перемычки идут с шагом в 30 см., потому 50 делим на 0.3 – выходит 167 штук при длине каждой в 30 см. . На вертикального типа перемычки нужно 200.4 метра – 167 множим на 0.6 и на 2. Для горизонтальных – 100.2 метра, поскольку 167 умножаем на 0.3 и на 2. Потому нужно закупать 300 м. толстой, с рифленой поверхностью и 300.6 с гладкой поверхностью арматуры
. На вертикального типа перемычки нужно 200.4 метра – 167 множим на 0.6 и на 2. Для горизонтальных – 100.2 метра, поскольку 167 умножаем на 0.3 и на 2. Потому нужно закупать 300 м. толстой, с рифленой поверхностью и 300.6 с гладкой поверхностью арматуры
Но важно отметить – оптимально покупать материал с запасом в 10-15% от итогового подсчета объема стройматериала
Основные параметры
Параметры указаны в таблице:
| Параметр | Описание |
| Антикоррозийная защита | Арматурный каркас должен быть полностью залит бетоном. Оптимальное расстояние от опалубки – 60-80 мм. |
| Стержни | Есть 2 вида стержней – хомуты, рабочая арматура. Хомуты бывают вертикальными, горизонтальными. Служат для связывания каркаса в единое целое. Оптимальное сечение хомута для арматуры – 10-15 мм. Профиль – периодический, применяется в качестве дополнения к хомутам. |
| Вертикальные компоненты | Предназначены для соединения, поддержки обоих слоев фундамента. Размещаются через 400-900 мм. Нагрузка незначительна, поэтому оптимальное сечение для стержней – 5-10 мм. Размещаются через 400-900 мм. Нагрузка незначительна, поэтому оптимальное сечение для стержней – 5-10 мм. |
| Горизонтальные компоненты | Стержни выкладываются внахлест. Если фундамент мелкозаглубленный, оптимальное число слоев – два. В каждом, от двух до четырех стержней. Если основание глубокозаглубленное, используется 3 слоя. Нельзя, чтобы расстояние превышало 300-400 мм. |
Какое количество материалов требуется
Количество рассчитывается в погонных метрах, килограммах. За основу нужно взять:
- схемы армирования;
- параметры фундамента.
Виды углов
Не все соединения одинаково просты при проведении усиления. Первым делом следует определиться, какой именно градус примыкания будет у стыка. В соответствии с этим проводится подбор оптимальных материалов и техники проведения процедуры. Различают следующие виды:
- Прямые. Это самые популярные из имеющихся вариантов. Работа с ними не вызывает особых трудностей.

- Тупые, развернутые. Связывать их довольно легко. Прутья устанавливаются в направлении внутренней части с увеличением периодичности поперечных вставок по отношению к остальным участкам.
- Острые. Довольно нечасто можно встретить данный тип при возведении частных домов малой этажности. С ними не просто работать, и для этого потребуются определенные навыки и опыт.
Армирование углов и мест примыкания ленточного фундамента
Как правило, последовательность сборки арматурного каркаса фундамента состоит из последовательной сборки прямых участков и связи их в углах фундамента и в местах примыкания внутренних перегородок
На эти участки стоит обращать особенное внимание, так как основные изгибающие и скалывающие напряжения возникают здесь
Армирование углов ленточного фундамента и мест примыкания стен проводят при помощи жестких лапок, Г и П-образных хомутов.
При использовании жесткой лапки, напоминающей кочергу, длиной не менее 35d рабочего стержня, гнутая часть арматуры располагается таким образом, чтобы внешние стержни в обоих направлениях были соединены, а внутренние стержни привариваются к внешним прутьям.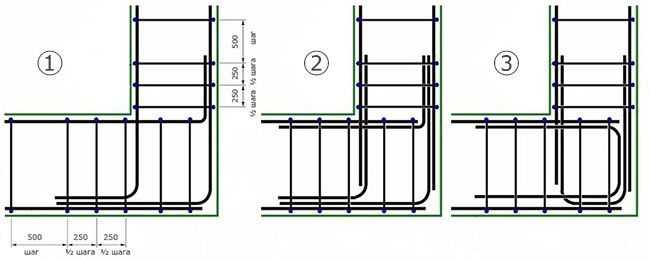 Этим способом можно избежать распространенной ошибки при армировании– отсутствия связи между внешними и внутренними стержнями. В местах изгиба с внутренней стороны ставится вертикальная арматура.
Этим способом можно избежать распространенной ошибки при армировании– отсутствия связи между внешними и внутренними стержнями. В местах изгиба с внутренней стороны ставится вертикальная арматура.
Принцип установки Г-образного хомута аналогичен, только вместо лапки используют гнутый стержень стороной не менее 50d рабочей арматуры. Здесь также внутренние стержни одного направления соединяются с внешними прутьями другой стороны. Хомуты П-образной формы позволяют соединять параллельные внешние и внутренние стержни в одном направлении соединить к перпендикулярно расположенному внешнему стержню в другом направлении. На углах фундаментов применяют два таких хомута, на местах примыкания стены только один.
Наглядно схемы примыкания углов и стыков арматуры показаны на схемах ниже:
Здесь возникает вопрос, как правильно гнуть арматуру для фундамента. Для этого используют специальное приспособление — арматурогиб, состоящее из трех стержней разного диаметра, жестко закрепленных на устойчивое, преимущественно стальное основание. Такое приспособление можно изготовить самостоятельно, либо приобрести в магазине.
Такое приспособление можно изготовить самостоятельно, либо приобрести в магазине.
Плюсы и минусы сварного соединения арматуры
Помимо связывания остова проволокой, прутья можно сваривать при помощи электросварки. Такие соединения делаются быстро и просто, придают конструкции дополнительную жесткость.
В последнее время сваривание арматуры при сборке каркаса фундамента в строительстве частных домов используется крайне редко. Существует большая вероятность того, что сварные швы могут ослабиться, лопнуть, что приведет к смещениям конструкции при заливке бетоном. В местах сварки изменяется структура металла, уменьшается прочность на изгиб, разрыв.
Такой каркас не будет выполнять возлагаемую на него функцию, что рано или поздно приведет к растрескиванию, проседанию фундамента. Если же для сборки все-таки выбран метод сварки, необходимо следить за качеством сварных швов, избегать прожогов, прочих дефектов.
Схемы распределения арматуры в конструкции каркаса ленточного фундамента
Как уже говорилось выше, арматура в конструкции фундамента способствует равномерному распределению основной нагрузки от веса здания и внешних динамических воздействий, сохраняет целостность конструкции под влиянием возникающих внутренних напряжений Поэтому, насколько качественно будет произведено крепление элементов каркаса, настолько прочен и долговечен будет фундамент, а значит, и всё строение в целом.
Обустраивая каркас ленточного фундамента, нужно учитывать некоторые нюансы:
- Наибольшие нагрузки выпадают на продольные прутья каркаса верхнего и нижнего (в особенности) пояса армирования. Поэтому, учитывая характеристики грунта и особенности будущего здания, для них выбирается арматура периодического профиля диаметром от 10 мм, а если длина ленты на любом из участков превышает 3 метра (а так чаще всего и получается) то не менее 12 мм.
- Продольная арматура должна быть расположена на расстоянии от донной части, боковых стен и верхней границы заливки цементного раствора на расстоянии от 30 до 50 мм. Например, если обустраивается фундамент шириной в 400 мм, расстояние между продольными прутьями в горизонтальной плоскости должно составлять 300 мм.
- Расстояние между двумя соседними параллельными прутьями продольного армирования не должно превышать 400 мм.
- Для поперечных и вертикальных элементов каркаса используются гладкие прутья диаметром 6÷8 мм (при высоте ленты 800 мм и более – не менее 8 мм).
 Такого сечения будет вполне достаточно, так как на них выпадает меньшая нагрузка.
Такого сечения будет вполне достаточно, так как на них выпадает меньшая нагрузка.
Одна из самых простых схем армирования ленточного фундамента неглубокого заложения
- Расстояние между хомутами (поперечными арматурными отрезками и стойками) может варьироваться от 100 до 500 мм. Последнее значение является максимальным, поэтому превышать его – нельзя. Лучше всего исходить из расчета, что шаг установки хомутов равен 0,75×h, где h – это общая высота фундаментной ленты.
- Количество ярусов продольного армирования и количество стержней будет зависеть от высоты и ширины ленточного фундамента. СНиП установлены минимальные соотношения площади сечения ленты и суммарной пощади сечения прутов продольного основного армирования.
- Если нагрузка на фундамент не будет слишком велика, то конструкция каркаса предельно упрощается и представляет собой в сечении прямоугольник без дополнительных, укрепляющих прутов. То есть в нижнем и верхнем армирующем поясе используются по два продольных прута, которые увязываются с вертикальными и горизонтальными перемычками или готовыми хомутами.
Повышенную сложность представляют участки, требующие дополнительного усиления – это углы и области примыкания фундаментных лент. Подробно об этом рассказывается в соответствующей статье.
Вязка арматуры при помощи сварки
Нередко в качестве способа вязки арматуры выбирается сварка. Однако следует знать, что сваривать между собой можно только арматурные прутки, в маркировке которых имеется буква «С». В таких ситуациях, как правило, применяется точечная сварка.
Следует иметь в виду, что такой способ соединения потребует использования сварочного аппарата, а также наличия опыта работы с таким оборудованием. Кроме того, сварные соединения очень плохо выдерживают вибрационные нагрузки, возникающие при использовании уплотнительных устройств, а также устройств, с помощью которых из бетона удаляются воздушные пузырьки.
Схема арматурного каркаса ленточного фундамента
4 Способы, как связать арматуру для фундамента
Если вам недоступен специальный пистолет для соединения проволокой арматуры, а также нет под рукой насадки-крючка на электрическую дрель, остается работать вручную, для чего вполне можно использовать обычные плоскогубцы. Однако намного быстрее дело пойдет, если вы освоите, как связать арматуру для фундамента специальным крючком. Существует три распространенных среди мастеров способа, каждый из которых значительно облегчит вам задачу.
Однако намного быстрее дело пойдет, если вы освоите, как связать арматуру для фундамента специальным крючком. Существует три распространенных среди мастеров способа, каждый из которых значительно облегчит вам задачу.
>Первый вариант довольно прост. Складываем проволоку пополам, продергиваем получившуюся петлю под скрещенными прутками, продеваем в петлю крючок, натягиваем второй конец и, вращая инструмент, цепляем его концом натянутую стальную нить. Продолжая закручивать, получаем нужное количество витков, которые зафиксируют попавшие в захват прутки. Второй способ подразумевает пропускание сложенной пополам проволоки, соединение ее над арматурной крестовиной и сгибание на расстоянии нескольких сантиметров. В изгиб вставляется крючок и вращается, после чего лишние концы обрезаются.
Механизация процесса
Наиболее распространенным способом механизации процесса вязки арматуры является использование специального крюка. Такой крюк несложно изготовить своими руками, для этого можно использовать кусок арматуры, который с одной стороны загибается ушком (для удобства вращения), а с другой немного выгибается и остро затачивается. Посмотреть процесс изготовления такого крюка можно на многочисленных видео, размещенных в сети интернет.
Посмотреть процесс изготовления такого крюка можно на многочисленных видео, размещенных в сети интернет.
Как вязать арматуру для фундамента с помощью такого устройства? Все очень просто: достаточно поместить заточенный конец крюка в проволочную петлю и вращать его до тугого закручивания.
Как правильно вязать арматуру для ленточного фундамента
С точки зрения важности, укладка и вязка каркаса никак не менее ответственный этап, что и расчет. Прежде всего нужно понять, для чего все эти хлопоты по предварительному сбору каркаса
Задача тут стоит расположить в пространстве все металлические элементы и зафиксировать до заливки бетоном. И удержать на месте во время заливки. Не нарушая при этом прочностных характеристик самой арматуры – вот почему арматуру вяжут, а не сваривают.
Фото: Схема вязки арматуры для ленточного фундамента
Термическая обработка ослабляет отдельные участки по краям соединения и на разрыв они становятся менее прочными. Хотя в сейсмических районах сварку все же применяют. Но соединяют только вертикальные и продольные связи. А поперечные все равно вяжут. Правда, как уже говорилось, в этом случае стоит применять особую марку арматуры. Той, в маркировке которой есть буква С.
Но соединяют только вертикальные и продольные связи. А поперечные все равно вяжут. Правда, как уже говорилось, в этом случае стоит применять особую марку арматуры. Той, в маркировке которой есть буква С.
Сначала в траншее устанавливают опалубку. Иногда в качестве нижнего ограничителя использует стенки траншеи, но это не всегда удобно и возможно. Поэтому лучше все же работать с полноразмерной опалубкой.
На опалубку пускают любые доступные материалы: доски, листы РСП, металл
Важно, чтобы все элементы конструкции стыковались с щелями не более 3 мм. В противном случае возможно образование раковин
Лучше, когда схема армирования ленточного фундамента нарисована заранее – легче будет ориентироваться при закладке арматуры внутрь опалубки. Если опалубка выходит высокая, то желательно проектировать ее шириной 50 см или более, даже если требуются в теории менее массивные конструкции – просто чтобы можно было работать внутри нее и нормально соединять элементы.
Вяжут в местах пересечения любых элементов конструкции и там, где они соединяются, наращиваются. Вязки при этом идут не реже чем через 25 см, а взаимный перехлест прутьев должен быть в пределах 25 – 50 диаметров. То есть при толщине 10 мм нахлест должен составлять от 25 до 50 см. На углах частота хомутов удваивается.
Вязки при этом идут не реже чем через 25 см, а взаимный перехлест прутьев должен быть в пределах 25 – 50 диаметров. То есть при толщине 10 мм нахлест должен составлять от 25 до 50 см. На углах частота хомутов удваивается.
Нельзя в углах просто соединять нахлестом продольные прутья и связывать их. Для крепления углов нужно использовать Г-образные или П-образные (при Т-образном примыкании стен) гнутые элементы. При этом нахлест арматуры при вязке минимум 50 диаметров. В углах увеличивают количество и поперечных элементов, пуская их с шагом 0,4 высоты элемента, но не реже чем через 25 см.
Вязка арматуры на углах
Технически это выглядит примерно так. На дно траншеи засыпают песок толщиной примерно 15 см, проливают его. Затем монтируют опалубку и заливают первый слой бетона примерно в 5 см. Чтобы выровнять основание. Потом монтируют опалубку.
Продольные связи должны проходить не ближе чем в 5 см от стен опалубки. В противном случае они заржавеют. Чтобы арматурный пояс не соприкасался с низом формы, под него подкладывают небольшие камни или кирпичи, которые потом останутся в заливке. Но можно поступить иначе. На месте поперечных арматурин по всему нижнему поясу сверлятся в опалубке отверстия, равные диаметру арматуры или чуть больше. В которые затем вставляют прутья арматуры, отрезанные с небольшим запасом. Получаются как бы небольшие кронштейны, на которые потом и опираются продольные элементы, а уж к ним прикручиваются и вертикальные.
Но можно поступить иначе. На месте поперечных арматурин по всему нижнему поясу сверлятся в опалубке отверстия, равные диаметру арматуры или чуть больше. В которые затем вставляют прутья арматуры, отрезанные с небольшим запасом. Получаются как бы небольшие кронштейны, на которые потом и опираются продольные элементы, а уж к ним прикручиваются и вертикальные.
Схема вязки на углах
Арматуру монтируют поясами. Лучше прямо в опалубке. Крутить все это снаружи, а потом переносить в опалубку много сложнее и тяжело физически. Прутья режут ножовкой по металлу, болгаркой, гидроножницами – чем удобнее, что имеется под рукой.
Соединения
Традиционный материал для фиксации арматуры – мягкая вязальная проволока, сложенная вдвое. Считается, что удобнее
Так вяжут арматуру крючком
всего в работе проволока для вязки арматуры, диаметр которой 1,2 – 1,5 мм. Правда, в пособиях по строительству часто поднимается вопрос, можно ли вязать арматуру пластиковыми хомутами. Этот способ несколько менее бюджетен, но предпочтительнее с точки зрения временных затрат.
Конечно, задача вязки – зафиксировать некую пространственную конструкцию до заливки ее бетоном. И с этой позиции применение хомутов допустимо. Но на деле метод лучше оставить для каких-то неответственных и малогабаритных элементов. Для фундамента все же лучше применять проволоку, поскольку где-то придется опираться на вязки, где-то потребуется максимально жесткое крепление, которых пластиковый хомут не в состоянии обеспечить. Тем более, что существует простое приспособление для вязки, заметно ускоряющее процесс.
Как правильно вязать арматуру для ленточного фундамента этапы работ
Как правильно производить монтаж
Процесс вязки арматуры состоит из следующих элементов:
- От бухты вязальной проволоки отделяется кусок длиной 25-30 см.
- Отрезок сгибается пополам.
- Образовавшаяся полупетля заводится под перекрестие арматурных стержней и диагонально обхватывает его.
- Крючок заводится в петлю, свободный конец придерживается рукой.
- Свободный конец перехлестывается с крючком, который совершает вращательные движения.
 В результате проволочная петля закручивается и прочно соединяет стержни. Обычно хватает 3-4 оборотов.
В результате проволочная петля закручивается и прочно соединяет стержни. Обычно хватает 3-4 оборотов.
При продольном соединении стержней выполняются аналогичные действия, только охват петли получается не диагональный, а поперечный. Рекомендуется устанавливать не менее 2 скруток на каждом продольном соединении.
Стеклопластиковая арматура
Для вязки стеклопластиковых стержней могут быть использованы как вязальная проволока, так и пластиковые хомуты. Вес арматуры значительно ниже, чем при использовании металлических прутков, поэтому пластиковые хомуты выдерживают нагрузки и рекомендуются для неподготовленных строителей, не имеющих опыта вязки каркасов.
Все приемы вязки, применяемые для соединения металлических стержней, используются и при изготовлении стеклопластиковых каркасов. Никаких принципиальных отличий не имеется.
ВАЖНО!
Композитные разновидности арматурных стержней используются сравнительно недавно, поэтому изучены слабо. Специальных методов соединения каркасов пока не разработано, на практике используют стандартные технологические приемы.
Композитная арматура
Прежде всего, необходимо уточнить, что стеклопластиковая арматура так же относится к композитному типу, являясь одной из разновидностей. Помимо этого, существует углепластиковая и базальтопластиковая арматура, обладающая схожими качествами.
Их отличие состоит в том, что они всегда окрашены в темный (черный) цвет, тогда как стеклопластиковые прутки имеют светлую желтоватую окраску. Все приемы и способы вязки, используемые для традиционных металлических каркасов, применимы и для этих видов арматуры.
Единственным отличием всех композитных разновидностей можно считать невозможность выполнения сварных соединений. Кроме того, имеется возможность более широкого использования пластиковых хомутов взамен проволочных соединений, которая обусловлена малым весом материала.
Выбираем арматуру
Наиболее распространенные размеры бетонной ленты, используемые в малоэтажном частном домостроении — 30-40 см в ширину и 50-70 см в высоту. Оптимальный вариант — использование продольных стержней диаметром 12-14 мм, а для хомутов применять гладкий пруток диаметром 8 мм.
Оптимальный вариант — использование продольных стержней диаметром 12-14 мм, а для хомутов применять гладкий пруток диаметром 8 мм.
Такие результаты получаются при расчетах фундамента, они многократно проверены на практике и гарантированно выполняют свои функции.
Существует также композитная арматура (стеклопластик), которая имеет некоторое преимущество перед традиционными металлическими стержнями:
- Малый вес.
- Полная устойчивость к коррозии.
- Высокие несущие возможности.
- Низкая цена.
К недостаткам можно отнести только неспособность изгибаться, что в некоторых случаях вызывает необходимость дополнительных соединений, что снижает прочность каркаса и вообще не лучший вариант для бетонной ленты. Тем не менее, для оснований несложной формы выбор композитной арматуры вполне оправдан и рационален.
ОБРАТИТЕ ВНИМАНИЕ!
На рынке имеется множество некачественных прутков, изготовленных с нарушениями технологии. В частности, нередко встречается отслаивание спиралевидного оребрения
При покупке надо обращать внимание на производителя и проверять сертификаты.
Армирование углов и примыканий
Очень часто армирование углов и примыканий в ленточных фундаментах делается неправильно, т.е. концы арматуры просто укладываются друг на друга и связываются без усиления. На углах и примыканиях арматуру следует гнуть, чтобы угол получался без разрывов. Для сгибания арматуры она зажимается в тиски, а на свободный конец одевается отрезок трубы – это позволяет согнуть прут аккуратно.
Если концы плетей приходятся на угол, то правильно будет усилить их Г-образными накладками из согнутой арматуры. Примыкания усиливают такими же накладками.
На углах ленточного фундамента образуется повышенное напряжение, при небрежном армировании они могут со временем подвергнуться деформации, усиление устраняет эту опасность. Обвязка углов арматуры поперечными вертикальными и горизонтальными связками производится с меньшим шагом – в два раза чаще, чем в остальных местах фундамента.
Применяем вязальный пистолет
Пистолет для вязки арматуры значительно упрощает работу по созданию любого армирующего каркаса.
Удобства и плюсы применения:
- кассета с вязальной проволокой вставлена внутрь устройства;
- ее подача происходит автоматически;
- вязальный пистолет питается от встроенного аккумулятора;
- правильная вязка арматуры с минимальным использованием ручного труда;
- автоматический пистолет для вязки арматуры позволяет сделать все скрутки с одинаковым натяжением.
Но у такого удобного и полезного устройства есть недостатки:
- невозможность проведения работ в труднодоступных местах;
- пистолет для вязки арматуры стоит дорого, поэтому его применение экономически оправдано только при проведении больших объемов работ.
Таблица с ориентировочными ценами на основные модели, имеющиеся в продаже на строительном рынке:
| Модель | Ø арматуры (мм) | Время изготовления узла (сек) | Количество узлов от одного заряда аккумулятора | Ориентировочная цена (руб) |
|---|---|---|---|---|
| GS308-6512 | 6,5÷12 | 0,8 | 1000 | 19000÷21000 |
| GS308-1016 | 10÷16 | 0,8 | 1000 | 22000÷24000 |
| GS24T | 6÷24 | 0,8 | 1000 | 26000÷28000 |
| GS34T | 8÷34 | 0,8 | 1000 | 28000÷30000 |
| RT308В | 4÷19 | 0,8 | 1100 | 31000÷35000 |
| BM400 | 10÷29 | 1,0 | 2000 | 44000÷46000 |
| BM200 | 9÷21 | 0,85 | 2000 | 28000÷30000 |
| KW-0039 | 10÷22 | 0,8 | 1200 | 47000÷54000 |
| RDL40 | 12÷32 | 0,9 | 3000 | 43000÷45000 |
| RDL20 | 9÷21 | 0,9 | 3000 | 41000÷43000 |
| ПВА-32 | 6÷18 | 1,6 | 450 | 44000÷45000 |
Проведение расчета арматуры
При возведении ленточного фундамента своими силами важно провести расчет потребного количества арматурного профиля:
- Продольное армирование: рекомендуемый материал — ребристая стальная арматура класса АIII диаметром 12-14 мм, количество элементов в одном сечении — 4 (при глубине фундамента более 1 м — 6).

- Поперечная увязка: гладкий стальной прут класса АI диаметром 8 мм, шаг вязки — 20-30 см.
Расчет арматуры проводится в следующем порядке. Вначале определяется длина продольной арматуры. Для примера можно провести расчет для фундамента под дом площадью 5х6 м с одной несущей внутренней стеной (2 примыкания). Параметры фундамента: ширина подошвы — 50 см, глубина заложения — 80 см.
Для расчета поперечной арматуры диаметром 8 мм необходимо узнать количество вязок и длину в одном ввязочном кольце (2 вертикальных и 2 горизонтальных отрезка). Продольные стержни отступают от края фундамента на 5 см. То есть расстояние между ними по горизонтали составит 50-10=40 см, а по вертикали — 80-10=70 см. Итого, длина кольца составляет 2х40+2х70=220 см. Запас на выпуск при вязке выбирает 2 см на сторону, т. е. следует добавить (2+2)х4=16 см. Всего длина — 220+16=236 см или округленно 2,4 м.
Итого, длина кольца составляет 2х40+2х70=220 см. Запас на выпуск при вязке выбирает 2 см на сторону, т. е. следует добавить (2+2)х4=16 см. Всего длина — 220+16=236 см или округленно 2,4 м.
Количество вязок вычисляется, исходя из шага крепления стержней. Общее количество колец составит 22 (периметр дома)/0,3(шаг)=73. Общая длина поперечной арматуры составит 73х2,4=175,2 м. Принимается с запасом 180 м.
Вязальная проволока используется диаметром 2-3 мм. На одну вязку в среднем необходимо 0,3 м. Выходит, что на весь ленточный фундамент потребуется 73х0,3=149 м.
Вязка углов и примыканий дает свою корректировку. В одном углу на изгиб продольной арматуры и дополнительные вставки потребуется 2,5 м. На весь фундамент, соответственно, 10 м. Дополнительно придется закрепить в каждом углу 2 поперечных кольца, а это — 5 м, т. е. на всю ленту — 20 м. Примыканий имеется два. Расход дополнительный аналогичен вязке углов. Значит, добавится продольной арматуры — 5 м, поперечной — 10 м.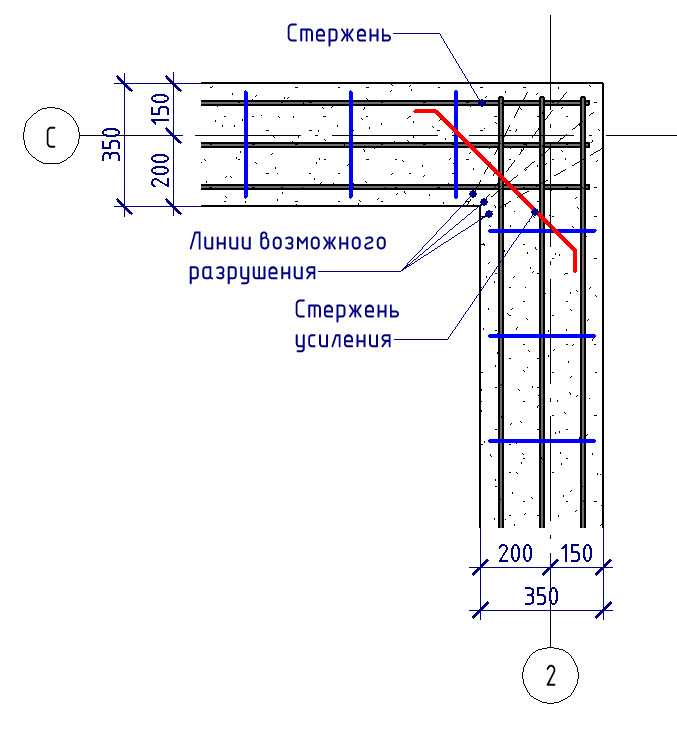
Варианты армирования прямых углов и мест примыканий
Угловые элементы ленточного фундамента испытывают наибольшие нагрузки после возведения здания. Поэтому от того, насколько качественно выполнено армирование этих участков фундамента будет зависеть надежность и долговечность всего сооружения. Простая вязка продольных элементов арматуры под прямым углом недопустима, так как такой способ не обеспечивает дополнительной прочности. Есть три основных метода армирования угловых частей и мест примыканий для ленточных фундаментов:
Первый способ
Основная внешняя продольная арматура загибается под 90 градусов. Внутренние продольные прутки также загибаются под 90 градусов и крепятся проволокой к внешним продольным пруткам. Величина загнутой части внутренних прутков должна равняться 50 диаметрам продольной арматуры. Такие же операции необходимо провести на всех горизонтальных уровнях армирующего каркаса.
Шаг вертикальных (поперечных) арматур в угловых элементах и местах примыканий должен составлять 0,5 основного шага. Это же требование к шагу относится и ко всем остальным методам армирования угловых частей и мест примыканий.
Это же требование к шагу относится и ко всем остальным методам армирования угловых частей и мест примыканий.
Второй способ
Этот метод анкеровки в угловых соединениях и местах примыканий для изготовления металлического каркаса считается наиболее простым и часто используется. Если длины продольных прутьев не хватает, чтобы их загнуть, применяют Г-образные крепящие элементы. Длина каждого плеча такого элементов должна составлять не менее 50 диаметров основной арматуры. Внешние продольные прутки связываются одним Г-образным элементом между собой. Каждый внутренний продольный элемент соединяется с внешним прутком арматуры с помощью Г-образного элемента. Для армирования одного углового соединения потребуется три Г-образных хомута на каждый продольный уровень каркаса. Для места примыкания необходимо по два таких элемента на каждый уровень.
Третий способ
Чтобы сделать металлический армирующий каркас более прочным устанавливаем в углах и местах примыканий П-образные элементы. Ширина таких элементов соответствует ширине армирующего каркаса, а длина – не менее 50 диаметров продольного арматурного прутка. Эти элементы вяжутся к основным продольным прутьям открытой частью буквы «П» по направлению от угла. Для армирования одного угла требуется два таких элемента (на каждом горизонтальном уровне), для места примыкания по одному элементу на каждый уровень.
Ширина таких элементов соответствует ширине армирующего каркаса, а длина – не менее 50 диаметров продольного арматурного прутка. Эти элементы вяжутся к основным продольным прутьям открытой частью буквы «П» по направлению от угла. Для армирования одного угла требуется два таких элемента (на каждом горизонтальном уровне), для места примыкания по одному элементу на каждый уровень.
Каким должно быть армирование
При закладке фундамента учитывают запас прочности. Обязательное требование – максимальная устойчивость в отношении климатических, механических факторов.
Каркас фундамента
Требования к арматуре:
- разрешается заменять несущие стержни. Возможно, если нагрузка при расчете не превышает СНИП;
- при верном устройстве каркаса основания, не будет препятствовать заливке;
- при установке арматуры нужно учитывать расчетный шаг;
Антикоррозийное покрытие
- конструкция должна иметь антикоррозийное покрытие;
- не допускаются подвижные «плавающие» соединения стержней на пересечениях каркаса.
 Относится к любым способам соединения.
Относится к любым способам соединения.
Методы
Вязать арматуру можно разными методами:
- вручную;
- при помощи инерционного полуавтоматического крючка;
- с применением специального вязального пистолета.
Ручная
Схема вязания от инструмента не зависит. Выше описана вязка вручную, то есть при помощи обычного крючка.
Такой инструмент можно приобрести в строительном магазине или изготовить самостоятельно. Его делают из заточенной арматуры. Ручку наплавляют растопленным пластиком.
Сам крючок может иметь практически любой изгиб и длину. Мастер выбирает наиболее удобную для себя конфигурацию крючка опытным путем.
Полуавтоматом
Инструмент, работающий по инерционному принципу, тоже имеет форму крючка. Его применение ускоряет и упрощает процесс. Стоит он недорого, продается в строительных магазинах.
Принцип действия такого инструмента следующий:
- крючком поддевается проволока и с усилием натягивается вверх;
- в это время ножка крючка, имеющая спиральную нарезку и помещенная в пластиковый корпус, проворачивается, скручивая проволоку;
- если после одного такого движения проволочная петля скрутилась недостаточно плотно, снова поддеть петлю крючком и потянуть.

Полуавтомат применяется профессиональными строителями при возведении частных домов.
Использование вязального пистолета
Пистолет – это полноценное строительное оборудование. Он выполняет вязку автоматически.
При создании каркаса пистолет просто подносится к месту соединения, после этого нужно нажать на рычаг или кнопку (в зависимости от модели инструмента).
Пистолет обмотает соединение проволокой, затянет ее и обрежет. Вся процедура занимает несколько секунд.
В видео советы и руководство по обвязке арматуры шуруповертом и крючком:
Особенности материала
Бетон – это строительный материал, обладающий на начальном этапе полужидкой структурой, и твердеющий при заливке в форму (опалубку). Из него можно изготовить монолитную деталь любой формы и размера, создать стены, перекрытия, опорные конструкции (фундамент). Материал обладает высокой прочностью, долговечностью, хорошо переносит перепады температуры.
Из него можно изготовить монолитную деталь любой формы и размера, создать стены, перекрытия, опорные конструкции (фундамент). Материал обладает высокой прочностью, долговечностью, хорошо переносит перепады температуры.
Кроме этого, важными достоинствами бетона являются сравнительно низкая цена, а также простота работы с ним. Материал можно замешивать самостоятельно, прямо на площадке, но для больших отливок проще покупать нужное количество готового бетона определённой марки. Это позволит получить качественный материал, соответствующий всем нормам, требованиям ГОСТ и СНиП.
Однако, для того, чтобы выяснить, можно ли варить арматуру для фундамента, надо разобраться с отрицательными свойствами бетона. Прежде всего, он впитывает и попускает воду. Фундамент, находящийся под землёй, приходится гидроизолировать, защищая материал от контакта с почвенной влагой. Это важный момент, так как вода при замерзании расширяется и может разорвать отливку изнутри.
Бетон крошится при замерзании водыИсточник promportal.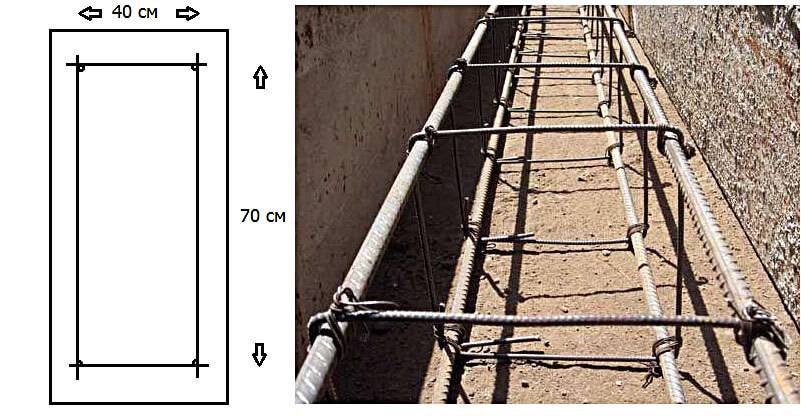 su
su
Второй недостаток бетона состоит в разной реакции на внешние воздействия. Он способен выдерживать большое давление, но на растяжение работает очень плохо. Это означает, что длинная бетонная лента легко выдержит любое давление, но усилие, приложенное к центральной точке, станет для неё губительным.
Расчет объема арматуры
А сколько именно арматуры нужно для укладки и армирование ленточного фундамента – принимают во внимание то, какая именно схема будет применяться в том или ином случае. Если возводиться небольшого размера дом, гараж или же баня – применяется строителями следующая схема:
- укладка нижнего, после верхнего пояса.
- 3-4 арматурных прута в каждом поясе.
- расстояние между каждым из стержней – 10 см., но расстояние между краями фундамента и арматурой – 5 см.
- соединение в единое целое пояса проводят посредством применении специального хомута, при шаге от 5 и до 30 см.
Такая схема считается самой оптимальной и принимая во внимание размеры будущее постройки и самого фундамента не так уж и сложно провести расчеты. Как пример, вы строите дом при площади в 150 кв.м., и внешними стенами периметра в 50 м
Как пример, вы строите дом при площади в 150 кв.м., и внешними стенами периметра в 50 м
Применяют два пояса и по 3 прута в каждом – получаем 6, умножаем на 50. Соответственно сумма в 300 метров это и будет основанием арматуры
Как пример, вы строите дом при площади в 150 кв.м., и внешними стенами периметра в 50 м. Применяют два пояса и по 3 прута в каждом – получаем 6, умножаем на 50. Соответственно сумма в 300 метров это и будет основанием арматуры.
Рисунок 2. Арматурный каркас
Перемычки идут с шагом в 30 см., потому 50 делим на 0.3 – выходит 167 штук при длине каждой в 30 см.. На вертикального типа перемычки нужно 200.4 метра – 167 множим на 0.6 и на 2. Для горизонтальных – 100.2 метра, поскольку 167 умножаем на 0.3 и на 2. Потому нужно закупать 300 м. толстой, с рифленой поверхностью и 300.6 с гладкой поверхностью арматуры
Но важно отметить – оптимально покупать материал с запасом в 10-15% от итогового подсчета объема стройматериала
Основные параметры
Параметры указаны в таблице:
| Параметр | Описание |
| Антикоррозийная защита | Арматурный каркас должен быть полностью залит бетоном. |
| Стержни | Есть 2 вида стержней – хомуты, рабочая арматура. Хомуты бывают вертикальными, горизонтальными. Служат для связывания каркаса в единое целое. Оптимальное сечение хомута для арматуры – 10-15 мм. Профиль – периодический, применяется в качестве дополнения к хомутам. |
| Вертикальные компоненты | Предназначены для соединения, поддержки обоих слоев фундамента. Размещаются через 400-900 мм. Нагрузка незначительна, поэтому оптимальное сечение для стержней – 5-10 мм. |
| Горизонтальные компоненты | Стержни выкладываются внахлест. Если фундамент мелкозаглубленный, оптимальное число слоев – два. В каждом, от двух до четырех стержней. Если основание глубокозаглубленное, используется 3 слоя. Нельзя, чтобы расстояние превышало 300-400 мм. |
 Оптимальное расстояние от опалубки – 60-80 мм.
Оптимальное расстояние от опалубки – 60-80 мм.Какое количество материалов требуется
Количество рассчитывается в погонных метрах, килограммах. За основу нужно взять:
За основу нужно взять:
- схемы армирования;
- параметры фундамента.
Виды углов
Не все соединения одинаково просты при проведении усиления. Первым делом следует определиться, какой именно градус примыкания будет у стыка. В соответствии с этим проводится подбор оптимальных материалов и техники проведения процедуры. Различают следующие виды:
Прямые. Это самые популярные из имеющихся вариантов. Работа с ними не вызывает особых трудностей.
Тупые, развернутые. Связывать их довольно легко. Прутья устанавливаются в направлении внутренней части с увеличением периодичности поперечных вставок по отношению к остальным участкам.
Острые. Довольно нечасто можно встретить данный тип при возведении частных домов малой этажности. С ними не просто работать, и для этого потребуются определенные навыки и опыт.
Армирование углов и мест примыкания ленточного фундамента
Как правило, последовательность сборки арматурного каркаса фундамента состоит из последовательной сборки прямых участков и связи их в углах фундамента и в местах примыкания внутренних перегородок
На эти участки стоит обращать особенное внимание, так как основные изгибающие и скалывающие напряжения возникают здесь
Армирование углов ленточного фундамента и мест примыкания стен проводят при помощи жестких лапок, Г и П-образных хомутов.
При использовании жесткой лапки, напоминающей кочергу, длиной не менее 35d рабочего стержня, гнутая часть арматуры располагается таким образом, чтобы внешние стержни в обоих направлениях были соединены, а внутренние стержни привариваются к внешним прутьям. Этим способом можно избежать распространенной ошибки при армировании– отсутствия связи между внешними и внутренними стержнями. В местах изгиба с внутренней стороны ставится вертикальная арматура.
Принцип установки Г-образного хомута аналогичен, только вместо лапки используют гнутый стержень стороной не менее 50d рабочей арматуры. Здесь также внутренние стержни одного направления соединяются с внешними прутьями другой стороны. Хомуты П-образной формы позволяют соединять параллельные внешние и внутренние стержни в одном направлении соединить к перпендикулярно расположенному внешнему стержню в другом направлении. На углах фундаментов применяют два таких хомута, на местах примыкания стены только один.
Наглядно схемы примыкания углов и стыков арматуры показаны на схемах ниже:
Здесь возникает вопрос, как правильно гнуть арматуру для фундамента.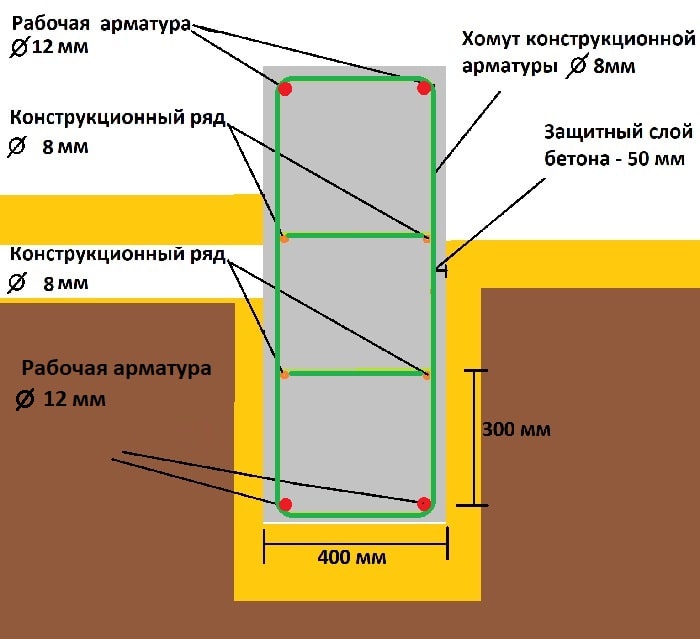 Для этого используют специальное приспособление — арматурогиб, состоящее из трех стержней разного диаметра, жестко закрепленных на устойчивое, преимущественно стальное основание. Такое приспособление можно изготовить самостоятельно, либо приобрести в магазине.
Для этого используют специальное приспособление — арматурогиб, состоящее из трех стержней разного диаметра, жестко закрепленных на устойчивое, преимущественно стальное основание. Такое приспособление можно изготовить самостоятельно, либо приобрести в магазине.
Схемы распределения арматуры в конструкции каркаса ленточного фундамента
Как уже говорилось выше, арматура в конструкции фундамента способствует равномерному распределению основной нагрузки от веса здания и внешних динамических воздействий, сохраняет целостность конструкции под влиянием возникающих внутренних напряжений Поэтому, насколько качественно будет произведено крепление элементов каркаса, настолько прочен и долговечен будет фундамент, а значит, и всё строение в целом.
Обустраивая каркас ленточного фундамента, нужно учитывать некоторые нюансы:
- Наибольшие нагрузки выпадают на продольные прутья каркаса верхнего и нижнего (в особенности) пояса армирования. Поэтому, учитывая характеристики грунта и особенности будущего здания, для них выбирается арматура периодического профиля диаметром от 10 мм, а если длина ленты на любом из участков превышает 3 метра (а так чаще всего и получается) то не менее 12 мм.

- Продольная арматура должна быть расположена на расстоянии от донной части, боковых стен и верхней границы заливки цементного раствора на расстоянии от 30 до 50 мм. Например, если обустраивается фундамент шириной в 400 мм, расстояние между продольными прутьями в горизонтальной плоскости должно составлять 300 мм.
- Расстояние между двумя соседними параллельными прутьями продольного армирования не должно превышать 400 мм.
- Для поперечных и вертикальных элементов каркаса используются гладкие прутья диаметром 6÷8 мм (при высоте ленты 800 мм и более – не менее 8 мм). Такого сечения будет вполне достаточно, так как на них выпадает меньшая нагрузка.
Одна из самых простых схем армирования ленточного фундамента неглубокого заложения
- Расстояние между хомутами (поперечными арматурными отрезками и стойками) может варьироваться от 100 до 500 мм. Последнее значение является максимальным, поэтому превышать его – нельзя. Лучше всего исходить из расчета, что шаг установки хомутов равен 0,75×h, где h – это общая высота фундаментной ленты.

- Количество ярусов продольного армирования и количество стержней будет зависеть от высоты и ширины ленточного фундамента. СНиП установлены минимальные соотношения площади сечения ленты и суммарной пощади сечения прутов продольного основного армирования.
- Если нагрузка на фундамент не будет слишком велика, то конструкция каркаса предельно упрощается и представляет собой в сечении прямоугольник без дополнительных, укрепляющих прутов. То есть в нижнем и верхнем армирующем поясе используются по два продольных прута, которые увязываются с вертикальными и горизонтальными перемычками или готовыми хомутами.
Повышенную сложность представляют участки, требующие дополнительного усиления – это углы и области примыкания фундаментных лент. Подробно об этом рассказывается в соответствующей статье.
Интерьер кухни в частном доме
4 Способы, как связать арматуру для фундамента
Если вам недоступен специальный пистолет для соединения проволокой арматуры, а также нет под рукой насадки-крючка на электрическую дрель, остается работать вручную, для чего вполне можно использовать обычные плоскогубцы.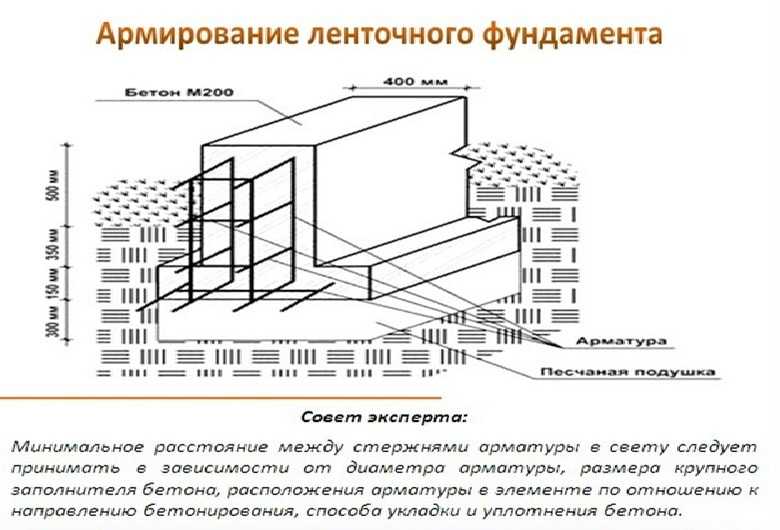 Однако намного быстрее дело пойдет, если вы освоите, как связать арматуру для фундамента специальным крючком. Существует три распространенных среди мастеров способа, каждый из которых значительно облегчит вам задачу.
Однако намного быстрее дело пойдет, если вы освоите, как связать арматуру для фундамента специальным крючком. Существует три распространенных среди мастеров способа, каждый из которых значительно облегчит вам задачу.
>Первый вариант довольно прост. Складываем проволоку пополам, продергиваем получившуюся петлю под скрещенными прутками, продеваем в петлю крючок, натягиваем второй конец и, вращая инструмент, цепляем его концом натянутую стальную нить. Продолжая закручивать, получаем нужное количество витков, которые зафиксируют попавшие в захват прутки. Второй способ подразумевает пропускание сложенной пополам проволоки, соединение ее над арматурной крестовиной и сгибание на расстоянии нескольких сантиметров. В изгиб вставляется крючок и вращается, после чего лишние концы обрезаются.
Как правильно вязать арматуру для ленточного фундамента
С точки зрения важности, укладка и вязка каркаса никак не менее ответственный этап, что и расчет. Прежде всего нужно понять, для чего все эти хлопоты по предварительному сбору каркаса
Задача тут стоит расположить в пространстве все металлические элементы и зафиксировать до заливки бетоном. И удержать на месте во время заливки. Не нарушая при этом прочностных характеристик самой арматуры – вот почему арматуру вяжут, а не сваривают.
И удержать на месте во время заливки. Не нарушая при этом прочностных характеристик самой арматуры – вот почему арматуру вяжут, а не сваривают.
Фото: Схема вязки арматуры для ленточного фундамента
Термическая обработка ослабляет отдельные участки по краям соединения и на разрыв они становятся менее прочными. Хотя в сейсмических районах сварку все же применяют. Но соединяют только вертикальные и продольные связи. А поперечные все равно вяжут. Правда, как уже говорилось, в этом случае стоит применять особую марку арматуры. Той, в маркировке которой есть буква С.
Сначала в траншее устанавливают опалубку. Иногда в качестве нижнего ограничителя использует стенки траншеи, но это не всегда удобно и возможно. Поэтому лучше все же работать с полноразмерной опалубкой.
На опалубку пускают любые доступные материалы: доски, листы РСП, металл
Важно, чтобы все элементы конструкции стыковались с щелями не более 3 мм. В противном случае возможно образование раковин
Лучше, когда схема армирования ленточного фундамента нарисована заранее – легче будет ориентироваться при закладке арматуры внутрь опалубки.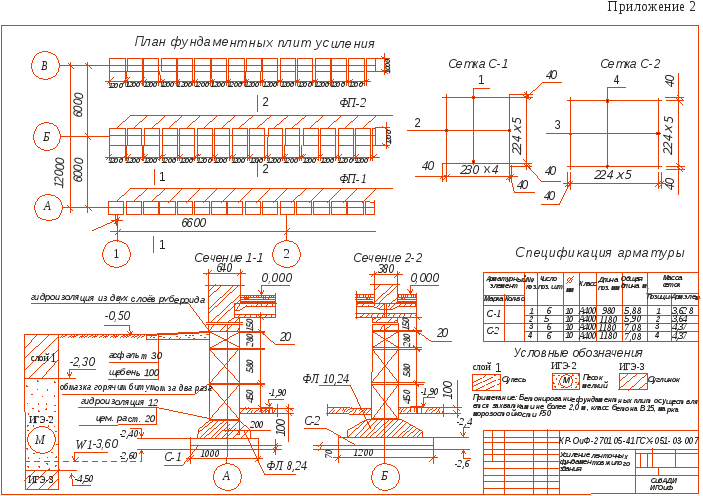 Если опалубка выходит высокая, то желательно проектировать ее шириной 50 см или более, даже если требуются в теории менее массивные конструкции – просто чтобы можно было работать внутри нее и нормально соединять элементы.
Если опалубка выходит высокая, то желательно проектировать ее шириной 50 см или более, даже если требуются в теории менее массивные конструкции – просто чтобы можно было работать внутри нее и нормально соединять элементы.
Вяжут в местах пересечения любых элементов конструкции и там, где они соединяются, наращиваются. Вязки при этом идут не реже чем через 25 см, а взаимный перехлест прутьев должен быть в пределах 25 – 50 диаметров. То есть при толщине 10 мм нахлест должен составлять от 25 до 50 см. На углах частота хомутов удваивается.
Нельзя в углах просто соединять нахлестом продольные прутья и связывать их. Для крепления углов нужно использовать Г-образные или П-образные (при Т-образном примыкании стен) гнутые элементы. При этом нахлест арматуры при вязке минимум 50 диаметров. В углах увеличивают количество и поперечных элементов, пуская их с шагом 0,4 высоты элемента, но не реже чем через 25 см.
Вязка арматуры на углах
Технически это выглядит примерно так. На дно траншеи засыпают песок толщиной примерно 15 см, проливают его.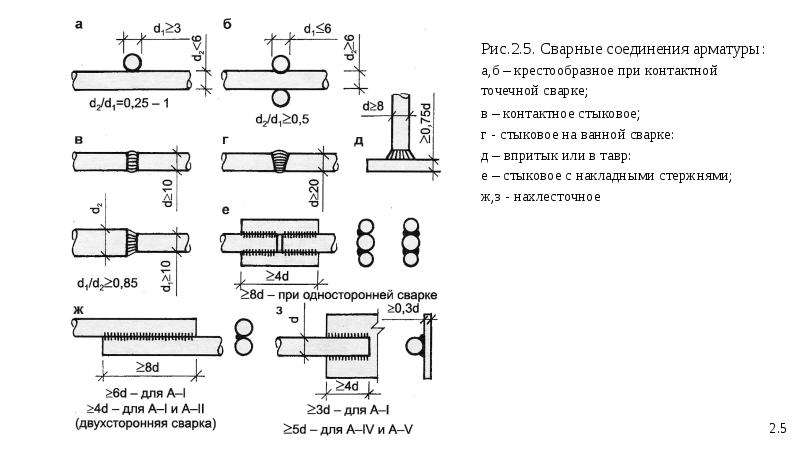 Затем монтируют опалубку и заливают первый слой бетона примерно в 5 см. Чтобы выровнять основание. Потом монтируют опалубку.
Затем монтируют опалубку и заливают первый слой бетона примерно в 5 см. Чтобы выровнять основание. Потом монтируют опалубку.
Продольные связи должны проходить не ближе чем в 5 см от стен опалубки. В противном случае они заржавеют. Чтобы арматурный пояс не соприкасался с низом формы, под него подкладывают небольшие камни или кирпичи, которые потом останутся в заливке. Но можно поступить иначе. На месте поперечных арматурин по всему нижнему поясу сверлятся в опалубке отверстия, равные диаметру арматуры или чуть больше. В которые затем вставляют прутья арматуры, отрезанные с небольшим запасом. Получаются как бы небольшие кронштейны, на которые потом и опираются продольные элементы, а уж к ним прикручиваются и вертикальные.
Схема вязки на углах
Арматуру монтируют поясами. Лучше прямо в опалубке. Крутить все это снаружи, а потом переносить в опалубку много сложнее и тяжело физически. Прутья режут ножовкой по металлу, болгаркой, гидроножницами – чем удобнее, что имеется под рукой.
Соединения
Традиционный материал для фиксации арматуры – мягкая вязальная проволока, сложенная вдвое. Считается, что удобнее
Так вяжут арматуру крючком
всего в работе проволока для вязки арматуры, диаметр которой 1,2 – 1,5 мм. Правда, в пособиях по строительству часто поднимается вопрос, можно ли вязать арматуру пластиковыми хомутами. Этот способ несколько менее бюджетен, но предпочтительнее с точки зрения временных затрат.
Конечно, задача вязки – зафиксировать некую пространственную конструкцию до заливки ее бетоном. И с этой позиции применение хомутов допустимо. Но на деле метод лучше оставить для каких-то неответственных и малогабаритных элементов. Для фундамента все же лучше применять проволоку, поскольку где-то придется опираться на вязки, где-то потребуется максимально жесткое крепление, которых пластиковый хомут не в состоянии обеспечить. Тем более, что существует простое приспособление для вязки, заметно ускоряющее процесс.
Стыковка арматуры внахлест без сварки.
 Правильный нахлест арматуры при вязке. Соединение арматуры внахлест при вязке
Правильный нахлест арматуры при вязке. Соединение арматуры внахлест при вязке
Соединяя стальные пруты, армируя ленточный фундамент, у многих возникает естественный вопрос: как грамотно выполнить нахлест арматуры, и какова должна быть его длинна. Ведь правильная сборка металлического силового каркаса, позволит предотвратить деформацию и разрушение монолитной бетонной конструкции от воздействующих на нее нагрузок и увеличить безаварийный срок ее эксплуатации. Каковы технические особенности выполнения стыковых соединений, рассмотрим в данной статье.
Типы соединения арматуры внахлест
Согласно требованиям СНиП бетонное основание должно иметь не менее двух сплошных безразрывных контуров арматуры. Выполнить данное условие на практике позволяет стыковка армирующих прутов внахлест. При этом соединения в стыках могут быть нескольких типов:
- Внахлестку без сварки
- Сварные и механические соединения.
Первый вариант соединения широко используется в частном домостроении благодаря простоте исполнения, доступности и невысокой стоимости материалов. В данном случае применяется распространенный класс арматуры A400 AIII. Стыковка нахлеста арматурных стержней без использования сварки может осуществляться как с применением вязальной проволоки, так и без нее. Второй вариант чаще всего используется в промышленном домостроении.
В данном случае применяется распространенный класс арматуры A400 AIII. Стыковка нахлеста арматурных стержней без использования сварки может осуществляться как с применением вязальной проволоки, так и без нее. Второй вариант чаще всего используется в промышленном домостроении.
Согласно строительным нормам и правилам соединение арматуры нахлестом при вязке и сварке предусматривает использование прутов диаметром до 40мм. Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Согласно строительной нормативной документации запрещено выполнять нахлест арматуры при вязке и сварке на участках максимального сосредоточения нагрузки и местах максимального напряжения металлических прутов.
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.
Согласно американским нормам нельзя сваривать перекрестия арматурных стержней. Действующие нагрузки на основание могут вызвать возможные разрывы, как самих прутьев, так и мест их соединения.

Соединение арматуры внахлест при вязке
В случаях использования распространенных прутов марки А400 АIII, что бы передать расчетные усилия от одного стержня другому используют способ соединения без сварки. При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.
Варианты нахлеста арматуры
В соответствие с действующим СНиП безсварочное соединение стержней при монтаже силового каркаса ЖБИ может производиться одним из следующих вариантов:
- Накладка профильных стержней с прямыми концами;
- Нахлест арматурного профиля с прямым окончанием с приваркой или монтажом на протяжении всего перепуска поперечно расположенных прутов;
- С загнутыми окончаниями в виде крюков, петель и лапок.
Вязать такими соединениями можно профилированную арматуру диаметром до 40 миллиметров, хотя американский стандарт ACI-318-05 допускает к использованию стержни диаметром не более 36 мм.
Использование стержней с гладким профилем требует применять варианты нахлестного соединения либо путем приварки поперечной арматуры, либо использовать стержни с крюками и лапками.
Основные требования к выполнению соединений нахлестом
При выполнении вязки стыков арматуры нахлестом существуют определенные строительной документацией правила. Они определяют следующие параметры:
- Величину накладки стержней;
- Особенности расположения самих соединений в теле бетонируемой конструкции;
- Местонахождение соседних перепусков относительно друг друга.
Учет этих правил позволяет создавать надежные железобетонные конструкции, и увеличивать срок их безаварийной работы. Теперь обо всем подробнее.
Где располагать при вязке нахлестные соединения арматуры
СНиП не допускает расположение мест вязки арматуры нахлестом в областях наибольшей нагрузки на них. Не рекомендуется располагать стыки и в местах, где стальные стержни испытывают максимальное напряжение. Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
В случае отсутствия технологической возможности выполнить данные условия, протяженность нахлеста армирующих стержней берется из расчета 90 диаметров стыкуемых прутов.
Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений. При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).

В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска. Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
| Величина напуска арматуры в диаметрах | ||
|---|---|---|
| Диаметр арматурной стали А400, мм | Величина нахлеста | |
| в диаметрах | в мм | |
| 10 | 30 | 300 мм |
| 12 | 31,6 | 380 мм |
| 16 | 30 | 480 мм |
| 18 | 32,2 | 580 мм |
| 22 | 30,9 | 680 мм |
| 25 | 30,4 | 760 мм |
| 28 | 30,7 | 860 мм |
| 32 | 30 | 960 мм |
| 36 | 30,3 | 1090 мм |
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
| Для сжатого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в сжатом бетоне, мм | ||||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
| Для растянутого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в растянутом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 275 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1040 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Как расположить друг относительно друга арматурные перепуски
Для увеличения прочности силового каркаса фундамента очень важно правильно располагать нахлесты арматуры относительно друг друга в обеих плоскостях тела бетона. СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
Если центры нахлеста вязаной арматуры находятся в пределах указанной величины, то считается, что соединения стержней располагается в одном сечении.
Согласно нормам ACI 318-05 взаимное расположение стыковочных соединений должно находиться на расстоянии не менее 61 сантиметра. Если дистанция будет не соблюдена, то повышается вероятность деформации бетонного монолитного основания от нагрузок, оказываемых на него в процессе возведения здания и его последующей эксплуатации.
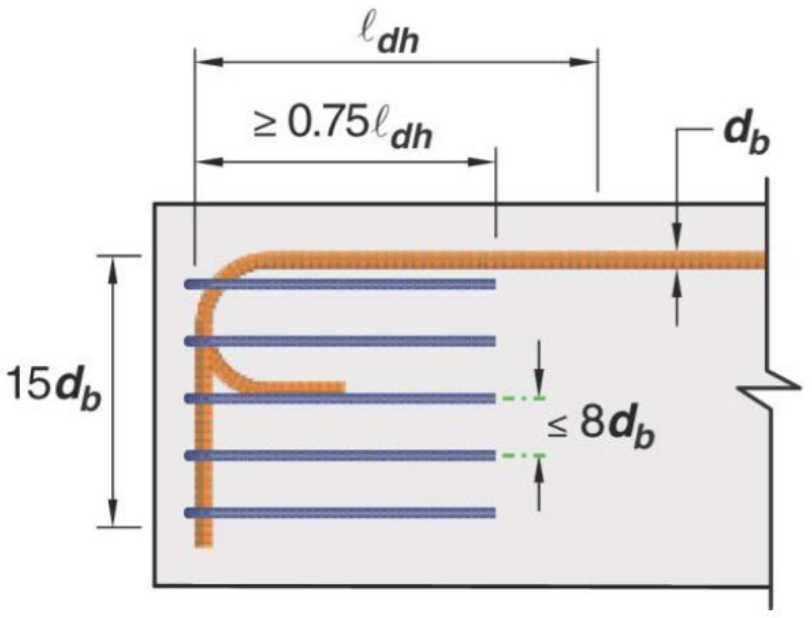 Нормы ACI 318-05 для анкеровки арматуры, работающей как на растяжение (нижний ряд армирования в ленточном фундаменте), так и на сжатие (верхний ряд арматуры) предусматривают нахлест стержней не менее 30 см [пункты 12.15.1 и 12.16.1]. В Международных строительных нормах [пункт R611.7.1.4 IBC/IRC 2003] минимальная длина нахлеста стержней определяется как 40 диаметров стрежней соединяемой арматуры. В справочном пособии «Нормативные требования к качеству строительных и монтажных работ» (СПб, 2002) в разделе 3.2 для арматуры А400 минимальный нахлест определен в 50 диаметров стержня арматуры. Величина нахлеста зависит и от класса (марки бетона: если для бетона класса В15 (M200) минимальный нахлест составляет 50d (диаметров арматуры), то при использовании бетона класса В20 (M250), нахлест можно уменьшить до 40d. Для бетона класса В25 (M300) минимальный нахлест равен 35d. Для арматуры А-I и А-II минимальный нахлест равен 40d. Всегда в расчетах принимается наименьший из диаметров стрежней соединяемой арматуры.
Нормы ACI 318-05 для анкеровки арматуры, работающей как на растяжение (нижний ряд армирования в ленточном фундаменте), так и на сжатие (верхний ряд арматуры) предусматривают нахлест стержней не менее 30 см [пункты 12.15.1 и 12.16.1]. В Международных строительных нормах [пункт R611.7.1.4 IBC/IRC 2003] минимальная длина нахлеста стержней определяется как 40 диаметров стрежней соединяемой арматуры. В справочном пособии «Нормативные требования к качеству строительных и монтажных работ» (СПб, 2002) в разделе 3.2 для арматуры А400 минимальный нахлест определен в 50 диаметров стержня арматуры. Величина нахлеста зависит и от класса (марки бетона: если для бетона класса В15 (M200) минимальный нахлест составляет 50d (диаметров арматуры), то при использовании бетона класса В20 (M250), нахлест можно уменьшить до 40d. Для бетона класса В25 (M300) минимальный нахлест равен 35d. Для арматуры А-I и А-II минимальный нахлест равен 40d. Всегда в расчетах принимается наименьший из диаметров стрежней соединяемой арматуры. Однако рекомендуемые расчетные значения нахлеста исходя из диаметра арматуры, класса бетона и других условий, могут оказаться значительно больше, чем минимально допустимые (в 2-3 и более раз). Более точные значения величин нахлеста стрежней арматуры при прямых свободных и связанных соединениях без сварки можно посмотреть в следующих таблицах: Таблица №50. Рекомендуемые величины нахлеста для соединяемых стрежней арматуры работающих на сжатие на основе требований разделов 12.3 и 12.16 ACI 318-05
Однако рекомендуемые расчетные значения нахлеста исходя из диаметра арматуры, класса бетона и других условий, могут оказаться значительно больше, чем минимально допустимые (в 2-3 и более раз). Более точные значения величин нахлеста стрежней арматуры при прямых свободных и связанных соединениях без сварки можно посмотреть в следующих таблицах: Таблица №50. Рекомендуемые величины нахлеста для соединяемых стрежней арматуры работающих на сжатие на основе требований разделов 12.3 и 12.16 ACI 318-05*Расчеты выполнены компанией-поставщиком металлоизделий для промышленного строительстваDayton Superior (США). **Расчеты приведены для диаметров арматуры, принятых в США («имперские» размеры).
Например, для арматуры диаметром 12 мм расчетное значение длины нахлеста при максимальной нагрузке ряда на растяжение по нормам ACI 318-05 составляет 73 см при свободном соединении и 109 см при связанном соединении.
| Класс бетона по прочности | ||||
| В20 | В25 | В30 | В35 | |
| Ближайшая марка бетона | ||||
| М250 | М350 | М400 | М450 | |
| Длина нахлеста стрежней, см | ||||
| 21,5 | ||||
| 28,5 | 24,5 | 22,5 | ||
| 35,5 | 30,5 | |||
| 36,5 | 33,5 | 29,5 | ||
| 34,5 | ||||
| 44,5 | 39,5 | |||
| 44,5 | ||||
| 49,5 | ||||
| 78,5 | 54,5 | |||
| 76,5 | 69,5 | 61,5 | ||
| 99,5 | 85,5 | |||
| 97,5 | ||||
| 115,5 | 98,5 | |||
| 135,5 | 123,5 | 109,5 |
| Ряд арматуры с максимальной нагрузкой на растяжение | Другие ряды арматуры | |||
| Номинальный диаметр арматуры | Межцентровое расстояние = 2 диаметрам арматуры или более (свободное соединение) | Межцентровое расстояние меньше 2-х диаметров арматуры (связанное соединение) | ||
| Величина нахлеста арматуры, см | ||||
| 13** (12) | ||||
| 19** (18) | ||||
| 29** (30) | ||||
*Расчеты выполнены компанией-поставщиком комплектующих для промышленного строительстваDaytonSuperior (США).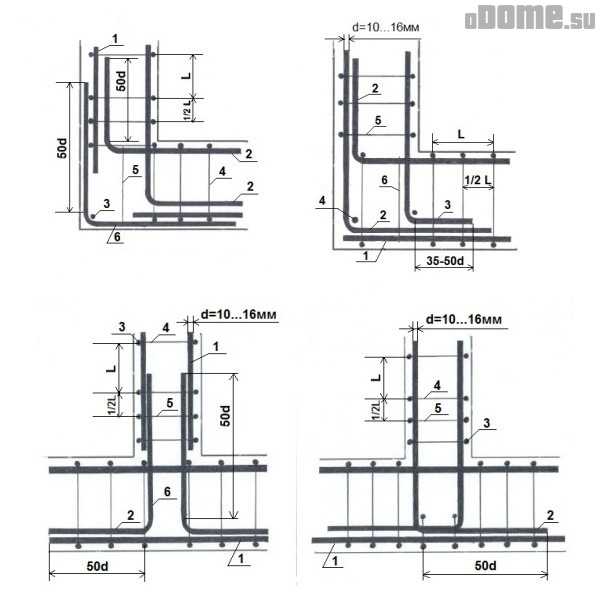
**Расчеты приведены для диаметров арматуры, принятых в США («имперские» размеры).
| Класс бетона по прочности | ||||
| Диаметр арматуры класса А400, мм | В20 | В25 | В30 | В35 |
| Ближайшая марка бетона | ||||
| М250 | М350 | М400 | М450 | |
| Длина нахлеста стрежней, см | ||||
| 28,5 | 24,5 | 22,5 | ||
| 32,5 | 26,5 | |||
| 47,5 | ||||
| 44,5 | 39,5 | |||
| 66,5 | ||||
| 59,5 | 52,5 | |||
| 85,5 | 74,5 | |||
| 81,5 | 81,5 | |||
| 104,5 | 89,5 | 89,5 | 72,5 | |
| 118,5 | 101,5 | |||
| 132,5 | ||||
| 151,5 | 118,5 | |||
| 189,5 | 162,5 | 148,5 | 131,5 | |
| 201,5 | 180,5 |
*Расчеты выполнены специалистами компании поставщика металлоизделий ОАО «Инпром» и Ростовского государственного строительного университета (Ростов-на-Дону, 2010) на основании требований пособия по проектированию «Армирование элементов монолитных железобетонных зданий» (Москва, 2009).
Соединения соседних стержней арматуры должны быть разнесены минимум на 40 диаметров соединяемой арматуры или 1,5 длины нахлеста стержней, но не менее 61 см. В зоне стыковки нахлестом обязательно устанавливают дополнительную поперечную арматуру.
Крестообразные нахлесты стержней арматуры соединяются вязкой отожженной проволокой, пластиковыми фиксаторами [пункт 2.102 СНиП 3.03.01-87] или пластиковыми хомутами.
Соединение (анкеровка) арматуры с помощью стандартного крюка или лапки
Соединение арматуры с использованием стандартного крюка (загиб конца арматуры на угол 180° – арматура класса A-II) или лапки (загиб конца арматуры на угол 90° градусов – арматура класса A-III [таблица 5.2, Голышев, 1990] применяют для соединения арматуры периодического профиля, работающей преимущественно на растяжение. Лапки и крюки не рекомендуется применять для анкеровки сжатой арматуры [пункт 8.3.19 СП 52-101-2003].Максимальный угол изгиба не должен превышать 180°. Загнутый элемент арматуры усиливает скрепление стержня с бетоном.
Схема №24. Стандартный крюк и лапка для анкеровки арматуры, работающей на растяжение
Доброе утро!
Сегодня в Непрошеных советах
я продолжу тему о рабочих швах бетонирования и стыковке арматуры. Точнее, о швах мы уже поговорили , теперь поговорим о стыковке.
Далеко не всегда на стройку попадает арматура нужной длины, в итоге встает вопрос о том, что ее нужно стыковать. Как и с вопросом о швах бетонирования, многие проектировщики пытаются игнорировать эту проблему и отдают принятие решения на откуп строителям. Все, кто так делает, подвергают риску проектируемую конструкцию.
Строитель не обязан знать о том, где стыковать арматуру. Он состыкует ее в самом удобном для него месте, но одновременно – в самом опасном месте для конструкции. В «Рекомендациях по применению арматурного проката по ДСТУ 3760-98 при проектировании и изготовлении железобетонных конструкций без предварительного напряжения арматуры» хорошо описаны требования (см. п. 2.3.3), парочку, особо важных, я приведу здесь:
1. «Стыки рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в зоне действия максимальных усилий и местах полного использования арматуры. Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
«Стыки рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в зоне действия максимальных усилий и местах полного использования арматуры. Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
Я привела пример для плиты перекрытия, но подобные схемы можно сделать для любой конструкции, арматура в которой заказана погонными метрами. Иногда проектировщик сразу задает раскладку стержней определенной длины с указанием мест стыковки.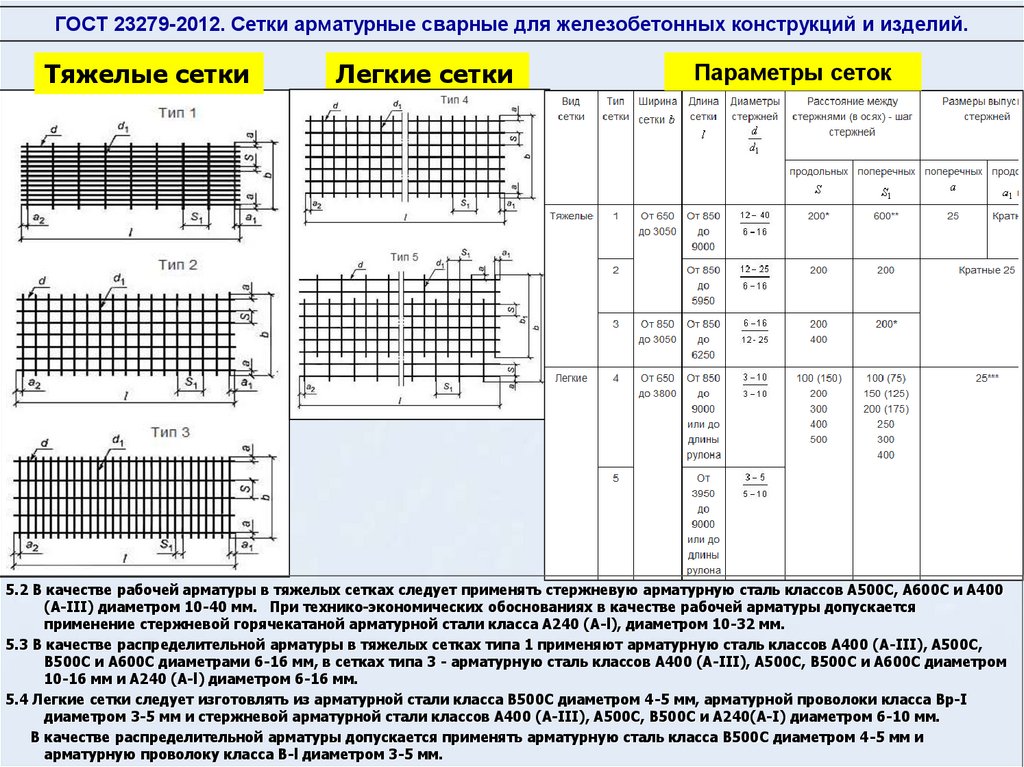 Здесь есть риск утонуть в переписке по согласованию все новых мест стыковки, т.к. у строителей может оказаться в наличии арматура совсем не предсказуемой длины. Величины L/4 и L/3 берутся из конкретного расчета и могут отличаться от приведенных мной.
Здесь есть риск утонуть в переписке по согласованию все новых мест стыковки, т.к. у строителей может оказаться в наличии арматура совсем не предсказуемой длины. Величины L/4 и L/3 берутся из конкретного расчета и могут отличаться от приведенных мной.
2. «Стыки сварных сеток и каркасов, а также растянутых стержней вязаных каркасов и сеток внахлестку должны располагаться вразбежку. При этом площадь сечения рабочих стержней, стыкуемых в одном месте или на расстоянии менее длины перепуска l l , должна составлять не более 50% общей площади сечения растянутой арматуры.
Стержни должны располагаться по возможности без зазора, максимальное расстояние в свету между стыкуемыми стержнями не должно превышать 4d или 50мм.
Расстояние в свету между стыками, расположенными в разных местах по длине элемента, должно быть не менее 0,5 l l , или в осях стыков не менее 1,5 l l .
Соседние стыки внахлестку должны располагаться на расстоянии в свету не менее 2d и не менее 30 мм». Как все это донести до строителя? Я советую взять за основу рисунок 6 «Рекомендаций…» и привести на чертеже следующую схему:
Обратите внимание, величина нахлестки для рабочей арматуры в верхней и нижней зоне плиты отличается (см.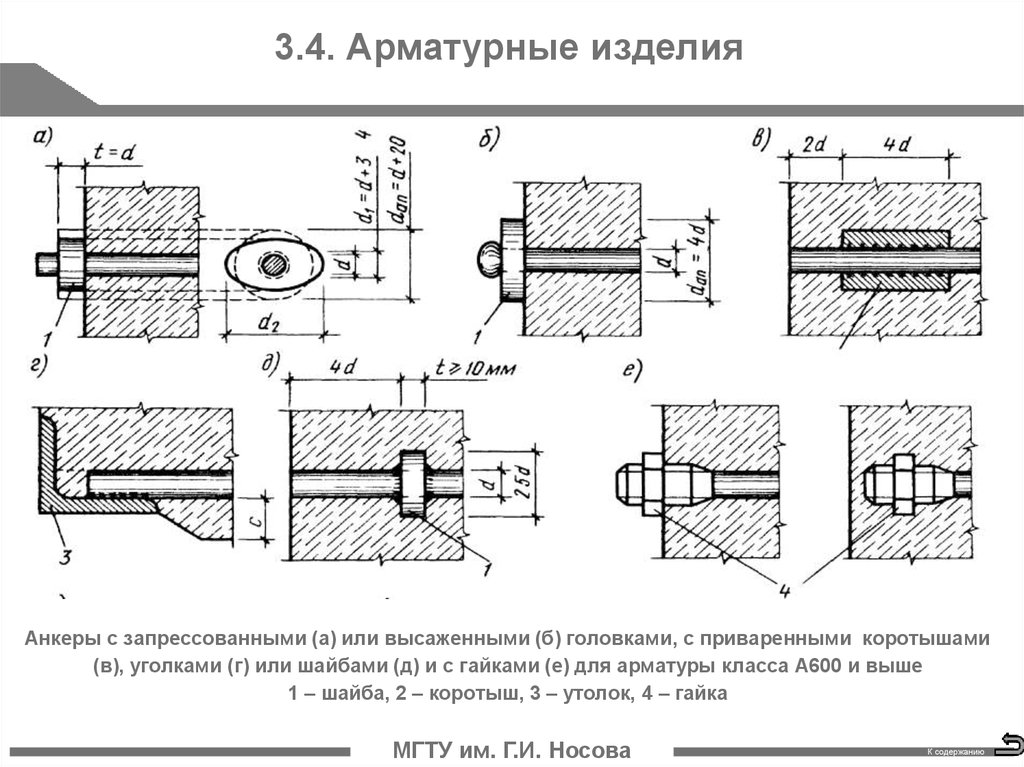 коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
Всегда обращайте внимание на то, что в одном сечении должно быть не более 50% стыков растянутых стержней арматуры. Иногда это требование очень сложно выполнить, особенно в стесненных обстоятельствах, и приходится менять диаметры стержней и их количество.
Вообще, советую Вам вдоль и поперек изучить рекомендации, прежде чем приступать к конструированию нахлестки в конкретной конструкции.
Еще хочу написать о стыковке арматуры в колоннах. Это специфическая тема, разгадка которой для меня еще не найдена. Как раньше, до введения проката по ДСТУ 3760, стыковали арматурные стержни по ГОСТ 5781? Вот рисунок из «Руководства по конструированию жбк»:
Из рисунка ясно, что половина стержней-выпусков выходят из перекрытия на длину нахлестки, вторая половина – на две длины нахлестки. Этим обеспечивается разбежка стыков – не более 50% в одном сечении. Но в гостовской арматуре были совсем другие длины нахлестки – в несколько раз меньше (!), чем для арматуры по ДСТУ 3760. Для примера глянем: для стержня по ДСТУ диаметром 20 мм в бетоне В25 величина нахлестки составляет 1630 мм (согласно расчету по «Рекомендациям…»). Две длины нахлестки – это уже 3260 мм (иногда, это меньше, чем высота этажа!). Что с этим делать, нормы молчат. Что с этим делают проектировщики? Либо выпускают все стержни на одну величину нахлестки (не скажу, что это верно), либо выбирают способ стыковки сваркой с накладками или методом опрессовки. Но все эти варианты нужно согласовывать с заказчиком – все-таки его деньги и его возможности.
Для примера глянем: для стержня по ДСТУ диаметром 20 мм в бетоне В25 величина нахлестки составляет 1630 мм (согласно расчету по «Рекомендациям…»). Две длины нахлестки – это уже 3260 мм (иногда, это меньше, чем высота этажа!). Что с этим делать, нормы молчат. Что с этим делают проектировщики? Либо выпускают все стержни на одну величину нахлестки (не скажу, что это верно), либо выбирают способ стыковки сваркой с накладками или методом опрессовки. Но все эти варианты нужно согласовывать с заказчиком – все-таки его деньги и его возможности.
Пожалуй, об особенностях стыковки арматуры в колоннах я расскажу в следующем выпуске. Успешного Вам проектирования!
С уважением, Ирина.
class=»eliadunit»>
Комментарии
1
2
0
#33
Иринa
Во время армирования фундамента или изготовления любого из видов армопояса практически у каждого человека возникает вопрос о том, какой должна быть длина нахлеста, и каким образом правильно его выполнить. Действительно, это имеет большое значение. Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму. Как следствие — увеличивается безаварийный срок эксплуатации.
Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму. Как следствие — увеличивается безаварийный срок эксплуатации.
Нахлест арматуры при вязке – это самый простой и при этом по-настоящему надежный вариант соединения арматуры
Типы соединения
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами. На сегодняшний день известны такие методы состыковки арматурных прутьев, как:
- Стыки внахлест, выполненные без сварки:
- нахлест при стыковке с помощью изогнутых деталей (петлей, лапок, крюков).
- нахлест в соединениях прямых прутьев арматуры с поперечной фиксацией;
- нахлест прямых концов прутьев.
- Механические и сварные типы соединений встык:
- с использованием сварочных аппаратов;
- при помощи профессиональных механических агрегатов.

В требованиях СНиП сказано о том, что в бетонном основании необходимо устанавливать как минимум 2 неразрывных арматурных каркаса. Они выполняются фиксированием армирующих прутьев внахлест.
Вариант сплетения прутьев внахлест популярен в частном строительстве. И этому есть объяснение — такой способ доступен, а необходимые материалы имеют невысокую стоимость. Состыковать нахлест стержней арматуры без применения сварки можно с использованием вязальной проволоки.
Промышленное строительство чаще использует второй вариант соединения арматурных прутьев.
Строительными нормами допускается во время соединения арматуры внахлест применение прутьев разных сечений (диаметров). Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
Соединение стержней сваркой
Нахлест арматуры с использованием сварки допускается только со стержнями марок А400С и А500С. Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии.
Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии.
Запрещается сваривать места, где есть перехлест арматуры, независимо от класса последней. Существует вероятность разрывов стержней при воздействии на них больших нагрузок. Так говорят зарубежные источники. В российских правилах разрешается использование дуговой электросварки этих мест, но размер диаметров не должен превышать 2,5 см.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Длина сварочных швов и классов арматуры находятся в прямой зависимости. В работе используются электроды с сечением 4-5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.

Монтаж армопояса без применения сварочных работ
При проведении монтажа соединений внахлест при вязке используются прутья самой популярной марки — А400 AIII. Места, где выполнен перехлест, связываются вязальной проволокой. СНиП предъявляют особые требования при выборе такого способа связки.
Сколько есть вариантов фиксации прутьев без сварки?
Соединение арматуры:
- перехлест конечных прутьев;
- нахлест прутьев с прямыми концами с подваркой поперечных стержней;
- с изогнутыми концами.
Если стержни имеют гладкий профиль, возможно применение только 2-го или 3-го вариантов.
Соединение арматуры не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения
Существенные требования к соединениям
Во время вязания соединений методом нахлеста без применения сварки правилами определяются некоторые параметры:
- Длина накладки.
- Особенности местонахождения узлов в конструкции.
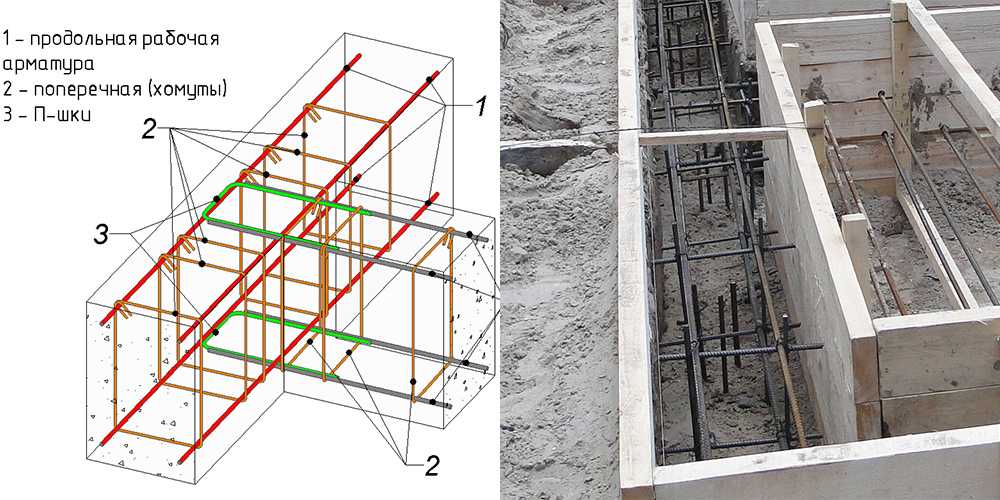
- Расположение перехлестов по отношению друг к другу.
Как уже было сказано, запрещается размещать арматуру, связанную внахлест, в местах наивысшей нагрузки и максимального напряжения. Располагаться они должны в тех местах железобетонного изделия, где отсутствует нагрузка, либо же она минимальна. Если такой технологической возможности нет, размер соединения выбирается из расчета — 90 сечений (диаметров) стыкующихся прутьев.
Технические нормы четко регламентируют, какими должны быть размеры таких соединений. Однако их величина может зависеть не только от сечения. На неё также влияют следующие критерии:
- степень нагрузки;
- марка используемого бетона;
- класс арматуры;
- расположение узлов соединения в конструкции;
- место применения железобетонного изделия.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю
Основополагающим условием при выборе протяженности перехлеста является диаметр арматуры.
Следующая таблица может быть использована для удобного расчета размеров стыковки прутьев при вязании без применения метода сварки. Как правило, их размер подводится к 30-кратной величине сечения применяемой арматуры.
| Сечение арматуры, см | Размер нахлеста | |
| В сантиметрах | В миллиметрах | |
| 1 | 30 | 300 |
| 1,2 | 31,6 | 380 |
| 1,6 | 30 | 480 |
| 1,8 | 32,2 | 580 |
| 2,2 | 30,9 | 680 |
| 2,5 | 30,4 | 760 |
| 2,8 | 30,7 | 860 |
| 3,2 | 30 | 960 |
| 3,6 | 30,3 | 1090 |
Существуют также минимизированные величины связки прутьев внахлест. Они назначаются исходя из прочности бетона и степени давления.
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
В сжатой зоне бетона:
| Сечение арматуры (класс А400), см | Класс бетона (прочность) | |||
| В/20 | В/25 | В/30 | В/35 | |
| Марка бетона | ||||
| М/250 | М/350 | М/400 | М/450 | |
| Размер нахлеста (в сантиметрах) | ||||
| 1 | 35,5 | 30,5 | 28 | 25 |
| 1,2 | 43 | 36,5 | 33,5 | 29,5 |
| 1,6 | 57 | 49 | 44,5 | 39,5 |
| 1,8 | 64 | 55 | 50 | 44,5 |
| 2,2 | 78,5 | 67 | 56 | 54,5 |
| 2,5 | 89 | 76,5 | 69,5 | 61,5 |
| 2,8 | 99,5 | 85,5 | 78 | 69 |
| 3,2 | 114 | 97,5 | 89 | 79 |
| 3,6 | 142 | 122 | 115,5 | 98,5 |
При выполнении мероприятий, связанных с армированием бетонных конструкций, возникает необходимость соединить между собой арматурные стержни. При выполнении работ необходимо знать какой перехлёст арматуры, сколько диаметров по СНиП составляет величина перекрытия прутков. От правильно подобранной длины перехлеста, учитывающего площадь поперечного сечения арматуры, зависит прочность фундамента, или армопояса. Правильно выполненный расчет железобетонных элементов с учетом типа соединения обеспечивает долговечность и прочность объектов строительства.
При выполнении работ необходимо знать какой перехлёст арматуры, сколько диаметров по СНиП составляет величина перекрытия прутков. От правильно подобранной длины перехлеста, учитывающего площадь поперечного сечения арматуры, зависит прочность фундамента, или армопояса. Правильно выполненный расчет железобетонных элементов с учетом типа соединения обеспечивает долговечность и прочность объектов строительства.
Виды соединений между арматурными элементами
Желая разобраться с возможными вариантами стыковки арматурных прутков, многие мастера обращаются к требованиям действующих нормативных документов. Ведь удачно выполненное соединение обеспечивает требуемый запас прочности на сжатие и растяжение. Некоторые застройщики пытаются найти ответ согласно СНиП 2 01. Другие – изучают строительные нормы и правила под номером 52-101-2003, содержащие рекомендации по проектированию конструкций из железобетона, усиленного ненапряженной стальной арматурой.
В соответствии с требованиями действующих нормативных документов для усиления ненапряженных элементов применяется стальная арматура, в отличие от напряженных конструкций, где для армирования используются арматурные канаты классов К7 и выше. Остановимся на применяемых методах фиксации арматурных стержней.
Остановимся на применяемых методах фиксации арматурных стержней.
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами
Возможны следующие варианты:
- соединение внахлест вязаных стержней без применения сварки. Фиксация осуществляется с использованием дополнительных стальных прутков изогнутой формы, повторяющих конфигурацию арматурного соединения. Допускается согласно СНиП выполнение нахлеста прямых стержней с поперечным креплением элементов при помощи вязальной проволоки или специальных хомутов.
Нахлест арматуры при вязке зависит от диаметра прутков. Залитые бетоном конструкции из вязаных прутков широко применяются в области частного домостроения. Застройщика привлекает простота технологии, легкость соединения и приемлемая стоимость стройматериалов;
- фиксация арматурных прутков с помощью бытового электросварочного оборудования и профессиональных агрегатов.
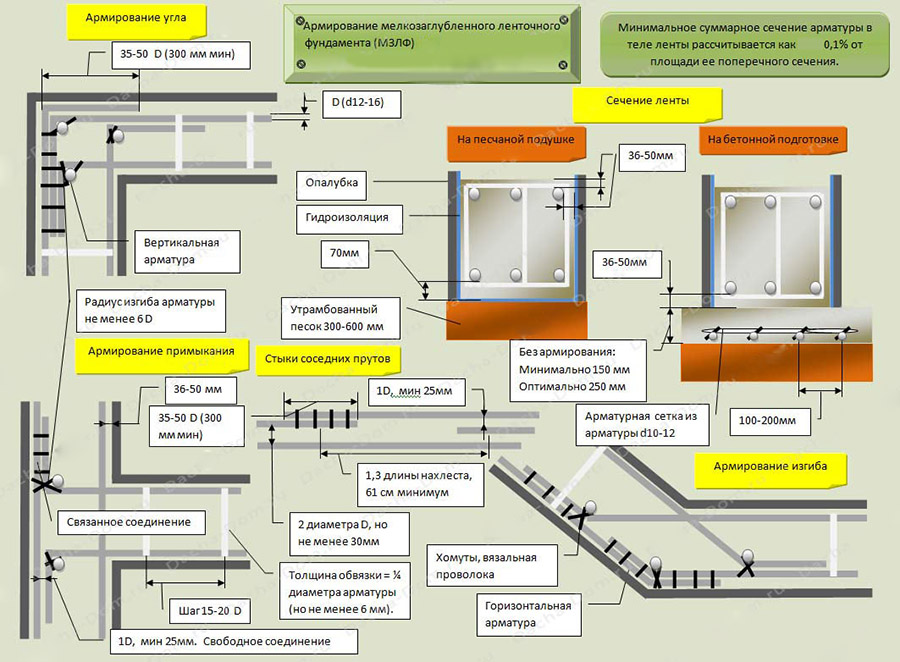 Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.
Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.
Выполнить перехлест арматурных прутков с помощью электросварки можно, используя арматуру определенных марок, например, А400С. Технология сваривания стальной арматуры в основном используется в области промышленного строительства.
Строительные нормы и правила содержат указание о необходимости усиления бетонного массива не менее, чем двумя цельными арматурными контурами. Для реализации указанного требования производится соединение стальных стержней с перекрытием. СНиП допускает использование стержней различных диаметров. При этом максимальный размер поперечного сечения прутка не должен превышать 4 см. СНиП запрещает производить соединение стержней внахлест с помощью вязальной проволоки и сварки в местах действия значительной нагрузки, расположенной вдоль или поперек оси.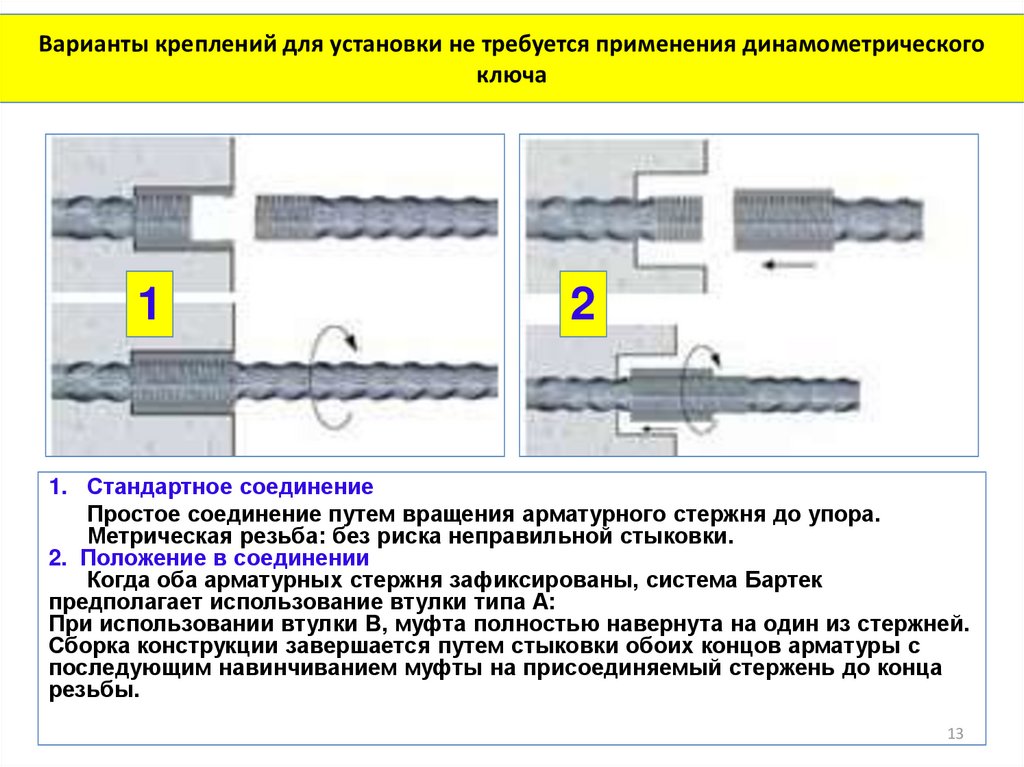
К таковым относят механические и сварные соединения стыкового типа, а также стыки внахлест, выполняемые без сварки
Фиксация арматурных прутков электросваркой
Стыковка арматуры с использованием электрической сварки применяется в областях промышленного и специального строительства. При соединении с помощью электросварки важно добиться минимального расстояния между стержнями и зафиксировать элементы без зазора. Повышенная нагрузочная способность зоны соединения, растянутой от действия, достигается при использовании арматурных прутков с маркировкой А400С или А500С.
Профессиональные строители обращают внимание на следующие моменты:
- недопустимость применения для сварных соединений распространенной арматуры с маркировкой А400. В результате нагрева значительно снижается прочность и повышается восприимчивость к воздействию коррозии;
- повышенную вероятность нарушения целостности стержней под влиянием значительных нагрузок.
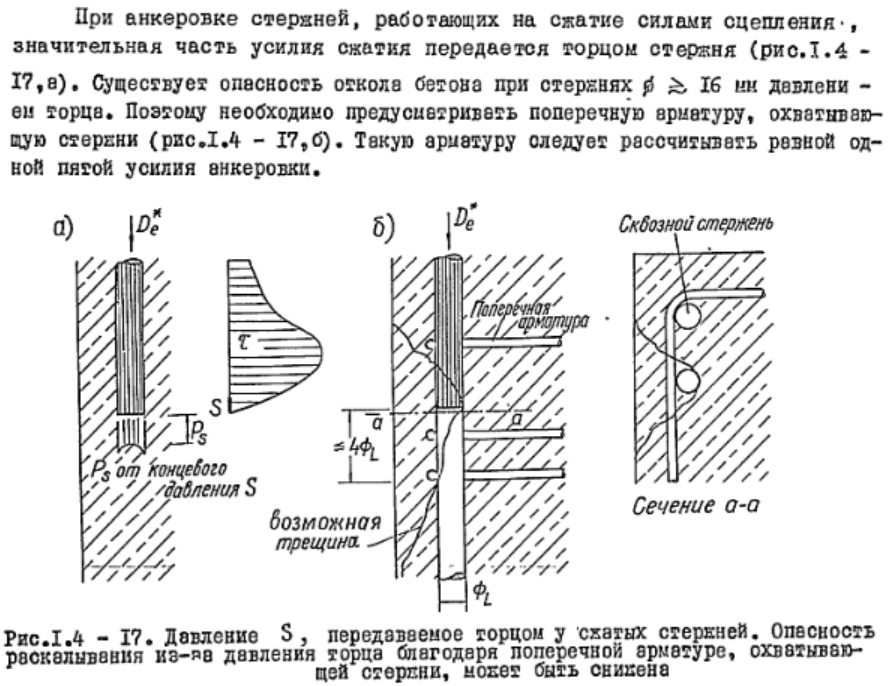 Действующие правила разрешают применять электродуговую сварку для фиксации арматуры диаметром до 25 мм;
Действующие правила разрешают применять электродуговую сварку для фиксации арматуры диаметром до 25 мм; - протяженность сварочного шва и класс применяемых прутков взаимосвязаны. Таблица нормативного документа содержит всю необходимую информацию о фиксации стержней с помощью электродуговой сварки.
Нормативный документ допускает при выполнении сварочных мероприятий применение электродов диаметром 0,4-0,5 см и регламентирует величину нахлеста, превышающую десять диаметров применяемых стержней.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Соединение арматуры внахлест без сварки при монтаже армопояса
Используя популярные в строительстве стержни с маркировкой А400 AIII, несложно выполнить перехлест арматуры с применением отожженной проволоки для вязания.
- соединение с перехлестом прямых концов арматурных стержней;
- фиксация прутков внахлест с использованием дополнительных элементов усиления;
- связывание стержней с выгнутыми в форме своеобразных петель или крюков концами.

С помощью проволоки для вязания допускается соединять арматуру профильного сечения диаметром до 4 см. Величина перехлеста возрастает пропорционально изменению диаметра стержней. Величина перекрытия прутков возрастает от 25 см (для прутков диаметром 0,6 см) до 158 см (для стержней диаметром 4 см). Величина перехлеста, согласно стандарту, должна превышать диаметр прутков в 35-50 раз. СНиП допускает применение винтовых муфт наравне с проволокой для вязания.
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
Требования нормативных документов к арматурным соединениям
При соединении прутков вязальным методом важно учитывать ряд факторов:
- взаимное расположение арматуры в пространственном каркасе;
- особенности размещения участков с нахлестом относительно друг друга;
- длину участка перехлеста, определяемую сечением стержня и маркой бетона.

При расположении участка с расположенными внахлест стержнями в зоне максимальной нагрузки, следует увеличить величину перехлеста до 90 диаметром соединяемых стержней. Строительные нормы четко указывают размеры стыковочных участков.
На длину стыка влияет не только диаметр поперечного сечения, но и следующие моменты:
- величина действующей нагрузки;
- марка применяемой бетонной смеси;
- класс используемой стальной арматуры;
- размещение стыковых узлов в пространственном каркасе;
- назначение и область применения железобетонной продукции.
Следует обратить внимание, что величина нахлеста уменьшается при возрастании марки применяемого бетона.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю, так как в данной ситуации она зависит исключительно от высоты профильных выступов
Рассмотрим изменение величины нахлеста, воспринимающего сжимающие нагрузки, для арматуры класса А400 с диаметром 25 мм:
- для бетона марки М250 стержни фиксируются с максимальным перехлестом, равным 890 мм;
- бетонирование арматурной решетки раствором марки М350 позволяет уменьшить нахлест до 765 мм;
- при возрастании марки применяемого бетона до М400 нахлест прутков уменьшается до 695 мм;
- заливка арматурного каркаса бетонным раствором М450 позволяет уменьшить перехлест до 615 мм.

Для усилений растянутой зоны арматурного каркаса перехлест для указанной арматуры увеличен и составляет:
- 1185 мм для бетона М200;
- 1015 мм для бетона М350;
- 930 мм для бетона М400;
- 820 мм для бетона М450.
При выполнении мероприятий, связанных с армированием, важно правильно располагать участки нахлеста, и учитывать требования строительных норм и правил.
- равномерно распределять соединения по всему арматурному каркасу;
- выдерживать минимальное расстояние между стыками не менее 610 мм;
- учитывать марку бетонного раствора и сечение арматурных стержней.
Соблюдение требований строительных норм гарантирует прочность и надёжность бетонных конструкций, усиленных арматурным каркасом. Детально изучив рекомендации СНиП, несложно самостоятельно подобрать требуемую величину перехлеста арматуры с учетом конструктивных особенностей железобетонного изделия. Рекомендации профессиональных строителей позволят не допустить ошибок.
Вязка арматуры, способы вязки арматуры, полезные советы.
Возведение фундамента любого типа невозможно осуществить без прочного армированного каркаса. Вязка арматуры это не единственная ручная операция, без которой невозможно возвести фундамент. Принцип вязки не новый и не требует высокой квалификации. Однако, от вязальщика потребуется определенное физическое усилие и сноровка.
Содержание
- 1 Арматура всех типов, соединяйся!
- 2 Способы арматурной вязки
- 3 Материал для вязки арматуры
- 4 Что выбрать: хитрый крючок для вязки арматуры или вязальный пистолет
- 5 Как производить вязку арматуры собственноручно
- 5.1 создание магистрального каркаса
- 5.2 вязка арматуры в углах
- 6 Вязка арматуры своими руками с помощью крючка
Арматура всех типов, соединяйся!
При соединении элементов конструкций арматурных каркасов, предназначенных для фундаментов, основное внимание уделяют вязке арматуры. Процесс вязки арматуры включен в этапы возведения фундамента при строительстве частного дома.
Процесс вязки арматуры включен в этапы возведения фундамента при строительстве частного дома.
Арматурную вязку производят определенным способом согласно схеме армирования. Пролетарский лозунг: «Арматура всех типов, соединяйся!» объединяет простоту соединения «железа» и правильно подобранный материал. Ну, тут без советов профессионалов просто не обойтись. И опять на помощь спешит Домашний Мастер.
Способы арматурной вязки
Теоретически, что может быть проще, чем осуществить соединение арматурных прутков. Взял в одну руку самодельный крючок, в другую – проволоку, и… Однако, на практике процесс соединения арматуры определен схемой вязки.
Алгоритм вязки арматуры для фундамента несложен и состоит из следующих манипуляций: проволоку складывают вдвое, делают из нее петлю, вставляют в петлю специальный крючок и закручивают проволоку. Но при скручивании любой петли из проволоки существуют свои секреты, аналогичные секретам скручивания узлов у моряков и рыбаков.
«Вязать узлы» помогают несложные, но такие необходимые приспособления: механические крючки, цанги и фиксаторы, вязальные пистолеты и гибкая проволока.
Материал для вязки арматуры
Проволока для арматуры является главным материалом при вязальных работах. Поэтому, от качества проволоки будет зависеть качество узлового соединения при фиксации арматурного стержня или каркаса.
Предпочтение лучше отдать низкоуглеродистой обожженной проволоке круглого сечения диаметром 1-1,2 мм. Термически обработанная проволока обладает лучшими качествами по сравнению с необожженной. Проволоку просто согнуть, при вязке она не рвется и плотно прилегает к арматурному стержню. Проволоку вязальную поставляют в виде цилиндрической увязки, в которой может быть до 1000 штук готовых отрезков длиной от 140 до 180 мм.
Полезные советы
Производители арматурной проволоки пошли навстречу пожеланиям строителей. Проволоку поставляют уже с готовыми удобными при работе колечками. Поэтому, выбирая увязки из проволоки, присмотритесь к наличию колец у концов отрезков проволоки.
Поэтому, выбирая увязки из проволоки, присмотритесь к наличию колец у концов отрезков проволоки.
Что выбрать: хитрый крючок для вязки арматуры или вязальный пистолет
После выбора соединительного элемента, необходимо приобрести приспособление для вязания. В арсенале приспособлений являются популярными:
• крючок из проволоки
• плоскогубцы
• крючок механический
• пистолет вязальный.
Примитивным приспособлением, которое совершенно не требует навыков при работе, является крючок. Изготовить крючок можно своими руками из простой проволоки или крупного гвоздя. При работе с крючком место сгиба сложенной пополам проволоки зацепляют и закручивают проволоку.
Плоскогубцы используют при создании единичного соединения, поэтому при обширном фронте работ они будут бесполезны.
Крючок механический работает по принципу винта Архимеда, при котором в процессе скручивания проволоки окончание крючка приобретает вращательное движение.
Средством малой механизации является пистолет для вязки арматуры, представляющий собой аккумуляторный электроинструмент. Настроив основные параметры «вязки» время соединения арматуры сокращается до нескольких секунд.
Подскажем, что при вязке арматуры крючком на один узел потребуется примерно 20 см проволоки. При работе с пистолетом эта норма увеличивается до 30 см.
Полезные советы
Настало время поговорить о крючках. На первом месте по удобству остается самодельный крючок, изящно изогнутый и с удобной ручкой, отполированной временем и ладонями. Кстати, в ручку самодельного крючка можно вмонтировать небольшой подшипник, который облегчит процесс вращения проволоки. Вязка арматуры с помощью магазинных крючков оставляет обрывки проволоки. Такие «хвосты» приходится удалять.
Как производить вязку арматуры собственноручно
создание магистрального каркаса
Производить вязку арматуры можно в вертикальном и горизонтальном направлениях. Классическим вариантом является горизонтальное армирование, при котором нагрузка равномерно распределяется на монолитный фундамент.
Классическим вариантом является горизонтальное армирование, при котором нагрузка равномерно распределяется на монолитный фундамент.
Первоначально создают каркас по периметру из арматурных прутьев с шагом 25-30 мм. Одновременно должны быть уложены магистральные пруты, располагать которые необходимо на едином уровне относительно основания фундамента.
Затем поперек магистральных прутов располагают перемычки, под которыми устанавливают продольные элементы. Продольные элементы магистрали каркаса соединяют с поперечными элементами.
Основным способами вязки считаются: «одна петля внахлест» и «две петли соединения встык».
вязка арматуры в углах
Сложным участком магистрального каркаса являются углы. Здесь вязку арматуры необходимо производить более тщательно. Прутки по углам загибают и стараются перехлест проволочных нитей уложить в стене.
Обязательным условием угловой вязки арматуры является отсутствие перехлеста в напряженном месте.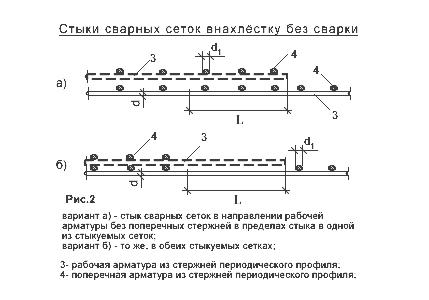 Отрезки арматуры не должны быть оставлены под прямым углом.
Отрезки арматуры не должны быть оставлены под прямым углом.
Вязка арматуры своими руками с помощью крючка
Произвести вязку арматуры своими руками можно за несколько этапов:
• подготавливаем отрезок проволоки длиной 20-30 см.
• проволоку складываем вдвое с петлей на одном конце
• петлю располагаем по диагонали арматурной крестовины
• продеваем крюк в петлю и закручиваем до плотного соединения арматуры.
При вращении кисти с крючком в руке концы проволоки будут аккуратно закручиваться. Закручивать проволоку слишком туго не рекомендуется, потому что проволока может лопнуть. Достаточно создать плотное соединение.
Более подробная информация о том, как произвести вязку арматуры, представлена в этом видео.
Схема вязания крючком и проволокой, технология монтажа
Бетон хорошо работает на сжатие, но упрочняется металлом для повышения прочности на изгиб и растяжение. Для соединения брусьев с рамами используется арматурная вязка. Количество металлических элементов, их диаметр определяются предварительным расчетом в соответствии с планом. Чаще всего используется стальная проволока, но иногда используются пластиковые зажимы.
Для соединения брусьев с рамами используется арматурная вязка. Количество металлических элементов, их диаметр определяются предварительным расчетом в соответствии с планом. Чаще всего используется стальная проволока, но иногда используются пластиковые зажимы.
Содержимое
- Инструменты и материалы для вязания арматуры
- Рабочая технология
- Методы вязания арматуры
- Wire
- Сварка
- Пластиковые зажимы
- Правильное использование Hook
- Выбор проволоки
- Преимущества и приподнятие для привязки. значительно ускорить процесс вязки арматуры
В каркасе железобетонных изделий используется отожженная вязальная проволока с цинковым покрытием или без него. Термообработанный материал не растягивается, его фиксирующие свойства улучшаются по сравнению с холоднотянутым видом. Оцинкованная проволока более устойчива к агрессивным средам.
Диаметр вязального стержня зависит от диаметра стального стержня в каркасе, обычно для арматуры 6 — 12 мм берется проволока толщиной 0,8 — 1,4 мм.
 Более крупные стержни вяжут армированной проволокой, но жестких ограничений по выбору диаметра нет. Применение вязального стержня сечением менее 0,8 мм затруднительно, т. к. он лопнет от рывка. Проволоку больше 1,6 мм трудно стянуть в прочный узел.
Более крупные стержни вяжут армированной проволокой, но жестких ограничений по выбору диаметра нет. Применение вязального стержня сечением менее 0,8 мм затруднительно, т. к. он лопнет от рывка. Проволоку больше 1,6 мм трудно стянуть в прочный узел.Вязание арматуры можно выполнить вручную, но процесс ускоряется с применением инструментов:
- крючок;
- вязальный пистолет;
- отвертка с регулировкой числа оборотов;
- сварочный аппарат.
Крючки продаются в магазине, есть простые, полуавтоматические и винтовые модели. Упрощенный вариант делается своими руками. Использование крючка требует усилий. Пистолеты используются в условиях крупного строительства, экономят время и силы рабочего. Устройство держат в одной руке, а другой используют для поддержки элементов.
Отвертка пригодится для домашнего использования, а в патрон вставляется самодельный крючок. Сварка является альтернативным вариантом и используется в соответствии с рекомендациями проекта.
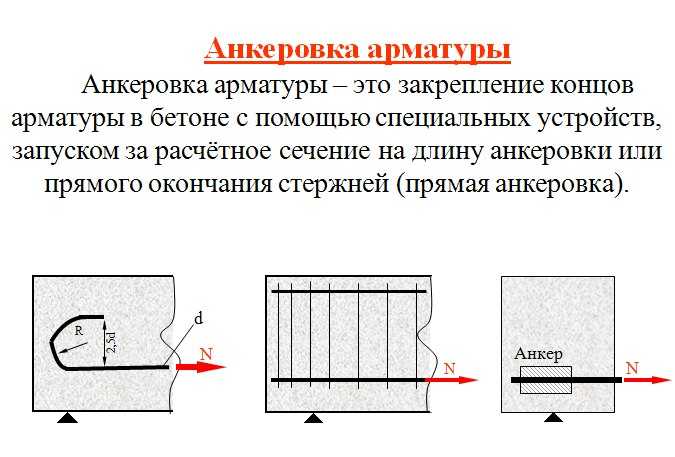
Технология работы
Перед началом работы специалисты определяют материал, диаметр арматуры и проволоки, рассчитывают количество составляющих, выбирают способ сварки или вязки.
Завязывание арматуры под ленточный фундамент выполняется по следующей технологии:
- Устанавливается опалубка из дерева или других материалов, внутри нее натягивается леска для обозначения верхней плоскости фундамента.
- Снизу отмечают высоту 5 см, с этого уровня начинают раскладку продольных стержней и перевязку стыков. На дно укладывают кирпичи, чтобы было соблюдено такое условие, а вертикальные армирующие элементы втыкают в землю. Стальные прутья также отстоят на 5 см от стенок опалубки.
- Элементы продольные изготавливаются цельными на длину 6 м. Допускается связка стержней с нахлестом 25 – 35 см, если фундамент ленточный. Плитка длинная. По периметру выставляют металлические стержни, на них стягивают верхний и нижний армированные пояса.
- Бетон заливают слоями после окончания вязки, при этом применяют вибрацию для вытеснения пузырьков воздуха.

Армокаркас можно вязать секциями вне опалубки и последовательно устанавливать внутри траншеи, но для монтажа таким способом требуется больше рабочих. В узлах не допускается наличие мусора и посторонних предметов, соединение не должно иметь выступающих петли и неравномерные затяжки со свободными концами проволоки.
Способы вязания арматуры
Наиболее распространенной практикой является соединение арматурных стержней с помощью крючков. Элементы сращиваются по схеме, при этом продольные полосы соединяются в трех местах (в начале, конце и посередине) отожженной проволокой. Гладкие стержни без гофры соединяются с загибом концов.
Перед соединением материал переносится в траншею, раскладывается по схеме и выравнивается. Под первый пояс подкладывают габаритные элементы (кирпичи, пластиковые обоймы) так, чтобы после заливки все прутья были покрыты слоем бетона.
Есть несколько способов правильного вязания арматуры:
- проволока;
- сварка;
- пластиковые хомуты.
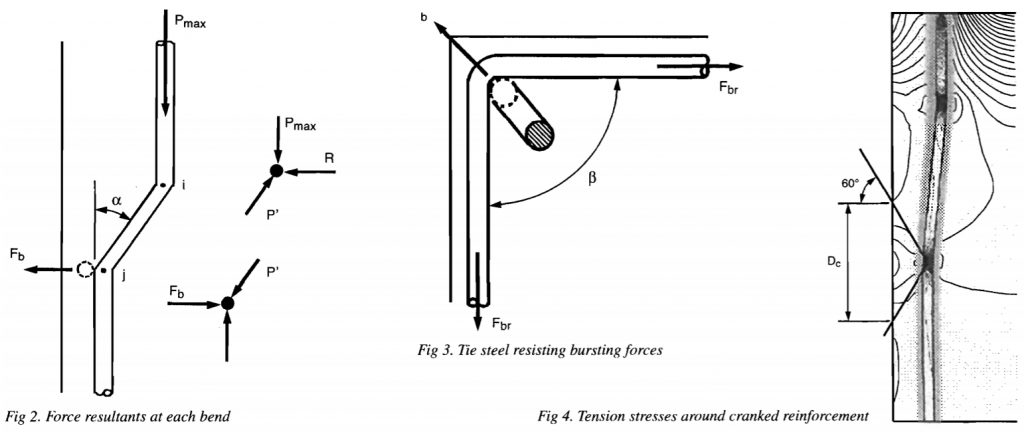
Первый способ трудоемкий, отличается несколькими вариантами составления узлов, разной техникой. Для затяжки разработаны механические и электрические инструменты, ускоряющие рабочий процесс.
Пластмассовые хомуты являются самозатягивающимися, экономят значительное время, но имеют некоторые ограничения по их использованию. Сварка выбирается для некоторых видов фурнитуры, если в марке есть буква С.
Проволока
Проволочная вязка арматуры
Армируют не только ленточные виды, каркас укладывают в столбчатые опоры, колонны, фундаментные балки, монолитные участки перекрытий и покрытий.
Особенности вязки разных конструкций:
- Столбчатые элементы армированы стержнями без бокового гофра, поэтому при использовании проволочного соединения применяется механическое натяжение узлов. Вязаные модули фиксируются цангами или крючками, можно использовать пистолет.
- Плитные и ленточные фундаменты содержат каркас с верхней и нижней сеткой (поясом).
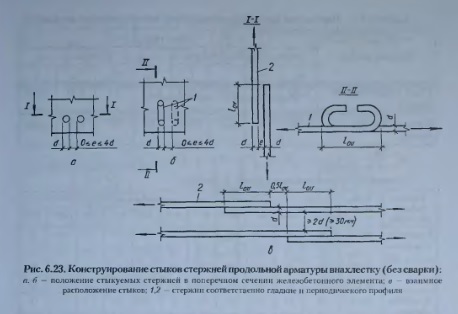 Соединять арматуру необходимо с натяжением продольных элементов, чтобы они не упали в процессе заливки. Внимание уделяется соединению углов.
Соединять арматуру необходимо с натяжением продольных элементов, чтобы они не упали в процессе заливки. Внимание уделяется соединению углов.
Нижние стержни могут выпасть из каркаса и после бетонирования оказаться непосредственно в грунте, что приведет к коррозии и нарушению несущей способности бетона. Для вязальной арматуры в конструкциях с высоким основанием (более 1,8 метра) устраивают подмости и подмости. При бетонировании колодцев каркас вяжут с помощью опускающихся лотков, люлек и траверс.
Узлы вязальной проволоки не разрушаются под воздействием агрессивных компонентов бетона. Соединения отличаются своей эластичностью, что повышает сопротивление конструкций деформации, повышает их прочность при появлении изгибающих усилий в условиях эксплуатации.
Сварка
Сварка изменяет структуру металла
Каркасы свариваются в гражданском и промышленном строительстве за счет снижения трудоемкости, соединения арматуры разных размеров, автоматизации сборки.
 На крупных объектах работают совместные бригады бетонщиков и сварщиков, но арматурщики не набираются.
На крупных объектах работают совместные бригады бетонщиков и сварщиков, но арматурщики не набираются.Каркас сваривается следующими способами:
- контактный;
- электрическая дуга;
- полуавтоматический;
- электрошлак.
Соединение по длине арматурных стержней осуществляется контактным, полуавтоматическим способом, а для пространственных узлов применяется электрошлаковый, дуговой вариант. Процесс происходит при силе тока от 250 до 350 А, соединение нагартованного металла осуществляется на высоком токе кратковременного действия (твердая сварка).
Контактный метод позволяет сваривать встык стержни различного диаметра, что позволяет экономить материал. Равнопрочные соединения получаются при разнице размеров поперечного сечения не более 1,25 — 1,5 мм. Часто вертикальные и продольные элементы проектируют разного диаметра, а контактная сварка прочно соединяет части обвязки, стоек, уголков и поясов.
Ограничения связаны с типом металла для каркаса.
 Некоторые стали специально обрабатываются при производстве и термически упрочняются, чтобы внутри воспроизводилась структура, повышающая прочность. Высокая температура при сварке разрушает эти структуры и снижается несущая способность.
Некоторые стали специально обрабатываются при производстве и термически упрочняются, чтобы внутри воспроизводилась структура, повышающая прочность. Высокая температура при сварке разрушает эти структуры и снижается несущая способность.Популярные фитинги с обозначением АШ, А400 нельзя приваривать — они соединяются другими способами.
Пластмассовые хомуты
Вязание с пластиковыми хомутами
Популярность синтетических связующих набирает популярность, но консервативные строители не доверяют такому соединению. Хомуты надежно фиксируют части каркаса, но их использование имеет специфические особенности. К достоинствам можно отнести простоту затяжки, процесс не требует специальной подготовки и инструментов. Клипса стягивается до щелчка, действие занимает мало времени.
Каркас из гладкой арматуры плохо противостоит динамическим нагрузкам, крепления могут треснуть, если человек наступит на верхние продольные элементы конструкции. Учтите тот факт, что хомуты могут быть повреждены, если бетон будет вибрировать во время заливки.
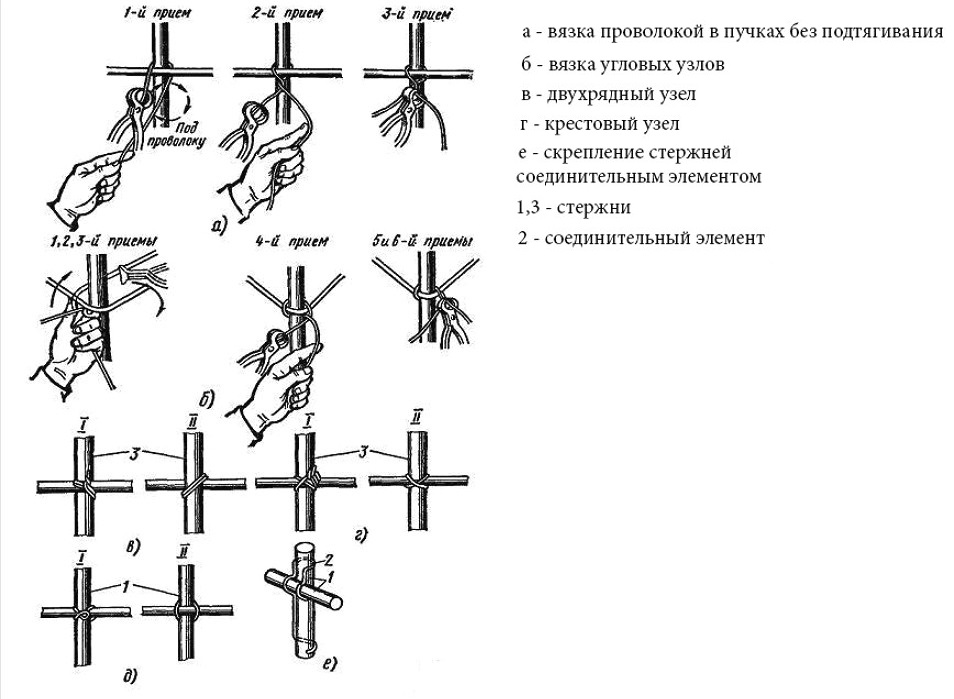
Многие строители используют раму в качестве опоры для ног при бетонировании, но это невозможно сделать с конструкцией на пластиковых хомутах. Вибрация от электроинструмента повредит соединение, а крупный заполнитель может треснуть, что приведет к ослаблению соединения.
Специалисты не рекомендуют использовать пластиковые клипсы в морозную погоду, так как материал растрескивается при воздействии отрицательных температур. Разработан вариант полимерных хомутов с металлической полосой посередине; такие элементы имеют больше возможностей для применения. Используются новые виды пластика, которые не портятся на морозе.
Правильное использование крюка
Ручное крепление крюка упрощает вязку арматуры фундамента, экономя время и усилия. Металлический крючок продается, но вы можете сделать его сами. Берется арматурный стержень или стальной стержень диаметром 8 мм и длиной 20 см. Вам понадобятся две гайки и шайбы диаметром чуть больше стержня и ручка от старого валика или отвертки.
 Одна сторона заточена под острие шила и загнута, а ручка крепится метизами на стержне.
Одна сторона заточена под острие шила и загнута, а ручка крепится метизами на стержне.Процесс формирования узла:
- Кусок проволоки 30 см складывается пополам и в месте пересечения арматурных стержней обхватывается так, чтобы петля на изгибе была напротив хвостиков.
- Крючок закручивается в петлю, захватывает конские хвосты и вращается, оборачивая концы вокруг петли.
- Полученный узел затягивается с усилием, не доводя до разрыва проволоки.
- Крючок вынимается из петли, остатки обрезаются.
Используются винтовые крюки, которые относятся к полуавтоматическим устройствам. Наконечник постепенно вращается в устройстве. Если потянуть крючок на себя, кончик делает поворот и проволока затягивается. Рабочий прилагает минимальные усилия, а время создания узла сокращается на 3-5 секунд.
Проволока также складывается пополам, крючок заводится в петлю, конец оборачивается вокруг петли и крючок тянется на себя.
 При повороте ручка затягивается.
При повороте ручка затягивается.Выбор провода
Проволока вязальная
Проволока берется для крепления прутьев каркаса. Изделие не предназначено специально для вязки и является разновидностью металлопроката по ГОСТ 32.82 — 1974. Катанка пригодна для вязки арматуры в конструкции.
Берется материал круглого сечения, диаметр определяется индивидуально для каждой рамы или принимается по проекту. Если нет возможности купить отожженную проволоку, можно укрепить имеющуюся, подержав ее над пламенем 25 — 30 минут, после чего оставить остывать на открытом воздухе.
Специалисты советуют сложить спицу несколько раз, чтобы между складками был нужный размер (30 см), а затем срезать участки сгиба болгаркой. Это ускоряет процесс обрезки спицы по размеру, чтобы не отмерять каждый раз необходимую длину.
Точный расход проволоки определить сложно, поэтому используется предварительный расчет. Количество узлов берется в местах стыков продольных элементов с вертикальными стойками, учитываются угловые соединения, стыки арматуры по длине.
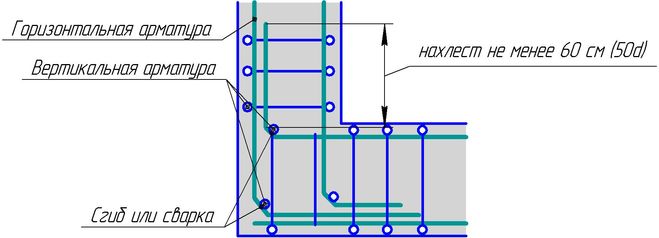 На одно подключение уходит примерно 0,3 – 0,5 метра провода, этот размер умножается на количество подключений и получается нужный метраж.
На одно подключение уходит примерно 0,3 – 0,5 метра провода, этот размер умножается на количество подключений и получается нужный метраж.Соединение элементов проволокой является трудоемким процессом и применяется при небольших объемах строительного производства. Проволочные узлы дешевле сварных соединений, так как для последних требуются электроды, а эксплуатация и транспортировка аппарата также требует материальных затрат. Оцинкованная проволока практически не портится со временем.
Сварные соединения менее долговечны, работа требует квалифицированных рабочих для исключения выгорания стали, а в качестве материала используется только определенная арматура. После бетонирования фундамента конструкция дает усадку. Проводные соединения дают свободу, поэтому напряжение в раме исключается. Сварные соединения разрушаются при усадке и не применяются на участках с неустойчивым грунтом, например на заболоченных участках.
Соединения проводов не нарушают внутреннюю структуру металла, а сварка восстанавливает структуру за счет действия высокой температуры.
 Пластиковые хомуты имеют другой коэффициент расширения по сравнению с бетоном и сталью, поэтому при изменении температуры железобетонной конструкции могут треснуть.
Пластиковые хомуты имеют другой коэффициент расширения по сравнению с бетоном и сталью, поэтому при изменении температуры железобетонной конструкции могут треснуть.Патент США на способы армирования композитной трубки для системы доставки жидкости (Патент № 9,366,365, выдан 14 июня 2016 г.)
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Это приложение является частичным продолжением одновременно рассматриваемого приложения Сер. № 12/983,069, поданной 31 декабря 2010 г. и озаглавленной «Композитная трубка для системы доставки жидкости», указанная заявка которой включена в настоящий документ посредством ссылки во всей своей полноте.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к композитным трубам, используемым в системах подачи жидкости, и, более конкретно, к способам армирования композитных труб для повышения прочности композитных труб, специально приспособленных для использования при подаче жидкости в топливных системах. транспортных средств или самолетов.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Композиции на основе полимеров находят все более широкое применение в различных технологических приложениях, включая транспортные и аэрокосмические приложения. Композиты на основе полимеров используются не только в конструкционных приложениях, но и в конструкции компонентов системы, чтобы контролировать электропроводность и удельное сопротивление компонентов. Полимеры сильно различаются по своей способности рассеивать статические заряды и препятствовать тому, чтобы композитный материал действовал как простой проводник электрического тока.

Полимерные композиты, обладающие как проводящими, так и непроводящими свойствами, могут быть выбраны путем постепенного добавления выбранных материалов, таких как сажа, углеродное волокно, металлические волокна и порошки, а также путем выбора изначально проводящих полимерных композиций, таких как полианилин. Кроме того, известно, что путем изменения количества добавляемых в композицию проводящих или резистивных частиц можно получить некоторый дополнительный контроль для установления проводящих или резистивных свойств материала.
Топливопроводы, особенно те, которые используются в самолетах, предпочтительно должны удовлетворять широкому диапазону требований к электрическим характеристикам в зависимости от расположения топливопровода, типа топливопровода и других факторов. Желательно, чтобы топливопроводы были достаточно устойчивыми, чтобы предотвратить их действие в качестве проводников электрического тока, например, вызванного ударом молнии, но топливопроводы должны быть достаточно проводящими, чтобы предотвратить накопление статического заряда, который может привести к электрической дуге.
 создание искры в топливопроводе.
создание искры в топливопроводе.Были предприняты различные попытки изолировать топливопроводы, чтобы гарантировать, что топливопроводы сохраняют желаемые электрические свойства; однако традиционные топливопроводы не могут удовлетворить широкие требования к электрическим характеристикам при сравнении таких событий, как удар молнии, с медленным, но возрастающим накоплением статического электричества.
Один пример ссылки, которая раскрывает топливопроводы с контролируемым удельным сопротивлением, включает международную публикацию WO2009/087372. В этой публикации описана композитная труба, армированная стекловолокном, имеющая электрически непроводящую матрицу из полимерной смолы и электрически непроводящее армирование жгутом, такое как стекловолокно. Композиция дополнительно включает выбранную дисперсию электропроводящего дисперсного наполнителя, такого как технический углерод, в котором удельное сопротивление внешней части композитной трубы предпочтительно устанавливается в пределах от 50 кОм на метр длины до 4 МОм на метр длины.

Другой ссылкой, в которой рассматриваются проблемы электропроводности, связанные с трубками или трубками, по которым подается топливо, является публикация заявки на европейский патент № 0028310. В этой ссылке раскрыто пластиковое изделие, армированное волокном, имеющее непроницаемую для жидкости стенку с относительно низким удельным поверхностным сопротивлением для предотвращения образования электростатический заряд. Изделие включает перекрывающиеся полосы нити, покрытые пластиковым материалом. Небольшая часть нити в некоторых полосах является электропроводной за счет использования электропроводящих нитей, которые могут быть распределены по всей стенке изделия.
Другим примером топливной трубы или трубы, отвечающих требуемым электрическим свойствам, является публикация заявки на патент США № US 2010/011,694. В этой публикации описывается воздуховод, содержащий по меньшей мере одну многослойную трубу, имеющую соответствующие внутренний и наружный слои, изготовленные из композитного пластика и армированные электропроводящим армирующим слоем.
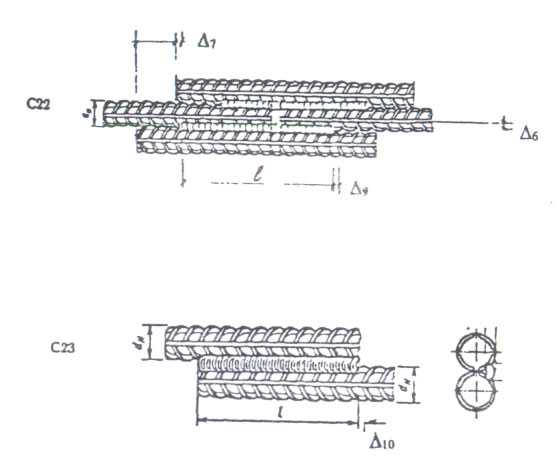 Промежуточный слой предусмотрен для придания жесткости трубе при изгибе и/или для изоляции трубы. Каждый из внутреннего и внешнего слоев имеет по меньшей мере одну обмотку со смежными витками из материала, изготовленного из композиционного термопласта. Труба способна разряжать накопленный электростатический заряд через свой внутренний слой, а электрические заряды из-за молнии отклоняются от трубы через ее внешний слой.
Промежуточный слой предусмотрен для придания жесткости трубе при изгибе и/или для изоляции трубы. Каждый из внутреннего и внешнего слоев имеет по меньшей мере одну обмотку со смежными витками из материала, изготовленного из композиционного термопласта. Труба способна разряжать накопленный электростатический заряд через свой внутренний слой, а электрические заряды из-за молнии отклоняются от трубы через ее внешний слой.Несмотря на то, что эти каталожные номера могут быть достаточными для их предполагаемых целей, по-прежнему существует потребность в трубах или трубах для транспортировки жидкости, которые экономичны в производстве и могут соответствовать широкому диапазону электрических характеристик как для защиты от статического разряда, так и для защиты от молнии. Кроме того, существует потребность в конструкции трубы или трубы, форма и размер которой могут быть использованы для многих различных применений. Например, необходимо обеспечить возможность изготовления топливопроводов для самолетов, в которых трубы можно было бы легко подобрать по размеру и форме, чтобы они помещались в ограниченном пространстве.
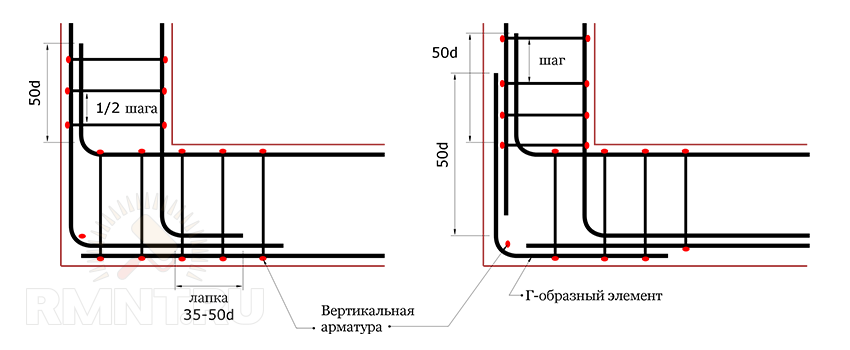
Одним из ограничений, связанных с трубами для транспортировки жидкости, в целом является то, что методы изготовления ограничиваются созданием армирующих слоев в одной заранее выбранной конфигурации.
Например, известно, что плетеные трубы включают в себя металлический оплеточный материал для повышения прочности трубы, но они явно ограничены тем, что конфигурация плетения не может быть легко изменена между соседними секциями трубы и не может быть изменена для изменения в одной и той же секции трубы. трубка. Плетеный металлический материал не может быть легко изменен без существенного изменения производственного процесса. Следовательно, плетеный материал обычно остается однородным по всей трубке, используемой в конкретной системе транспортировки жидкости. Кроме того, металлическим армирующим слоям трудно придать изогнутую или неправильную форму, что затрудняет их использование в системах транспортировки жидкости, которые имеют множество изгибов или поворотов.

Одной из особых проблем, связанных с композитными трубами, является расслоение, которое может происходить между соединенными секциями труб или слоями труб. Наиболее распространенной производственной практикой является простое наложение кромок соединяемых трубных секций внахлест. Хотя изначально эти перекрывающиеся края могут обеспечивать адекватное структурное соединение, вибрация и химическое разрушение при контакте топлива с композитным материалом в конечном итоге приводят к некоторой степени расслаивания. В частности, в участках трубопровода, которые должны следовать извилистым путем, может быть несколько соединенных секций труб/труб. В этих случаях может оказаться непрактичным или невозможным использование механических соединителей на каждом стыке из-за ограничений по весу и размеру. Следовательно, также существует потребность в конструкции составной трубы, в которой длинные непрерывные участки трубы сложной формы создаются без опасения расслоения между примыкающими секциями трубы.

Несмотря на достижения в области химических аспектов композитных материалов, большинство современных самолетов по-прежнему изготавливаются из металлических труб (таких как алюминий, нержавеющая сталь или титан). Чтобы электрически настроить эти металлические трубы, требуются различные статические и электрические изоляторы, которые увеличивают стоимость и вес самолета.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с изобретением предлагается композитная трубка, специально приспособленная для использования в системах подачи жидкости, содержащих топливо или другие коррозионно-активные химические составы. Изобретение дополнительно включает способ изготовления композитной трубы, а также систему композитных труб, в которой множество композитных труб соединены для доставки текучей среды в более крупную сборку, такую как транспортное средство или самолет.
Композитная трубка представляет собой трубчатую структуру волокон, созданную вязаным волокнистым узором, характеризующимся множеством переплетенных петель.
 Термин «вязаное волокно» определяется как группа волокон, которые соединены между собой множеством последовательных петель или стежков. По мере формирования каждого ряда петель новая петля протягивается через существующую петлю. Выбранные вязаные узоры могут быть сформированы для обеспечения желаемой плотности или расстояния между волокнами. Извилистый путь или направление волокон можно регулировать с точки зрения расстояния между последовательными петлями для достижения желаемой плотности волокон на единицу площади. В отличие от плетения, при котором нити или волокна проходят линейно и существенно более параллельно в продольном или поперечном направлении, вязаный рисунок по настоящему изобретению содержит волокна, которые следуют извилистыми путями с образованием петель. Петли могут быть симметричными или неправильной формы. Соответственно, ход или пути вязаных волокон имеют множественные изменения направления, включая по меньшей мере одно изменение направления примерно на 180 градусов для образования петли.
Термин «вязаное волокно» определяется как группа волокон, которые соединены между собой множеством последовательных петель или стежков. По мере формирования каждого ряда петель новая петля протягивается через существующую петлю. Выбранные вязаные узоры могут быть сформированы для обеспечения желаемой плотности или расстояния между волокнами. Извилистый путь или направление волокон можно регулировать с точки зрения расстояния между последовательными петлями для достижения желаемой плотности волокон на единицу площади. В отличие от плетения, при котором нити или волокна проходят линейно и существенно более параллельно в продольном или поперечном направлении, вязаный рисунок по настоящему изобретению содержит волокна, которые следуют извилистыми путями с образованием петель. Петли могут быть симметричными или неправильной формы. Соответственно, ход или пути вязаных волокон имеют множественные изменения направления, включая по меньшей мере одно изменение направления примерно на 180 градусов для образования петли. Вязаный узор имеет присущую ему способность к смещению или растяжению/сжатию, что позволяет пользователю дополнительно регулировать плотность или расстояние между волокнами путем выборочного растяжения волокон до желаемой формы. Конкретный вязаный рисунок может быть выбран для изменения желаемого расстояния между вязаными волокнами и их плотности. Примеры различных вязаных узоров могут включать простую или жемчужную вышивку. Другие типы вязания могут быть использованы для дополнительной настройки параметров вязаного узора, таких как плотность волокна. Эти другие типы вязания могут включать в себя вязание по основе, вязание по утку и плетение.
Вязаный узор имеет присущую ему способность к смещению или растяжению/сжатию, что позволяет пользователю дополнительно регулировать плотность или расстояние между волокнами путем выборочного растяжения волокон до желаемой формы. Конкретный вязаный рисунок может быть выбран для изменения желаемого расстояния между вязаными волокнами и их плотности. Примеры различных вязаных узоров могут включать простую или жемчужную вышивку. Другие типы вязания могут быть использованы для дополнительной настройки параметров вязаного узора, таких как плотность волокна. Эти другие типы вязания могут включать в себя вязание по основе, вязание по утку и плетение.Ряд характеристик композитной трубки можно точно контролировать с помощью вязаного узора. Например, можно связать различные типы волокон, чтобы отрегулировать проводимость или удельное сопротивление композитной трубы. В вязаный узор также могут быть включены устройства контроля, такие как различные тензометрические датчики или другие датчики.

Особая геометрия композитной трубы может быть выполнена в бесконечном количестве форм на основе способности вязать трубчатые секции желаемой формы. Можно не только изменить диаметр трубы, но и создать повороты или изгибы и другие элементы. Пересекающиеся участки труб могут быть соединены путем сшивания стыкуемых поверхностей друг с другом. Таким образом, вязаный узор из волокон можно рассматривать как непрерывную цельную опорную конструкцию, которая устраняет необходимость перекрытия секций в местах пересечения труб, тем самым избегая расслоения между слоями материала.
Кругловязальная машина может быть использована для создания трубчатых вязаных узоров. Один пример кругловязальной машины содержит цилиндр, способный вращаться в одном или обоих направлениях. На периферийной поверхности расположен ряд разнесенных по окружности прорезей для игл. Ряд индивидуально подвижных вязальных спиц совершает возвратно-поступательное движение в соответствующих пазах для игл.
 Ряд домкратов расположен под соответствующими иглами в направлении конец к концу для возвратно-поступательного движения с соответствующими иглами в пазах для игл. Каждый из домкратов имеет торец, выходящий из соответствующей прорези для иглы. Кулачковый механизм включает в себя ряд подъемных кулачков, образующих кулачковую дорожку, через которую проходит каждый торец при вращении цилиндра. На вязание может влиять всякий раз, когда каждый торец домкрата входит в контакт с подъемными кулачками и, таким образом, перемещается вместе с соответствующей иглой вверх в соответствующей прорези для иглы. Эта машина описана в патенте США No. №3,971,233, и эта ссылка тем самым включена в качестве ссылки с целью раскрытия кругловязальной машины, способной производить трубчатую конфигурацию вязаного узора.
Ряд домкратов расположен под соответствующими иглами в направлении конец к концу для возвратно-поступательного движения с соответствующими иглами в пазах для игл. Каждый из домкратов имеет торец, выходящий из соответствующей прорези для иглы. Кулачковый механизм включает в себя ряд подъемных кулачков, образующих кулачковую дорожку, через которую проходит каждый торец при вращении цилиндра. На вязание может влиять всякий раз, когда каждый торец домкрата входит в контакт с подъемными кулачками и, таким образом, перемещается вместе с соответствующей иглой вверх в соответствующей прорези для иглы. Эта машина описана в патенте США No. №3,971,233, и эта ссылка тем самым включена в качестве ссылки с целью раскрытия кругловязальной машины, способной производить трубчатую конфигурацию вязаного узора.Использование обычной кругловязальной машины, такой как используемая для тканей, позволяет создать трубчатое расположение волокон в настоящем изобретении. Волокно может включать такие материалы, как кевлар®, углеродное волокно, стекло и их комбинации.
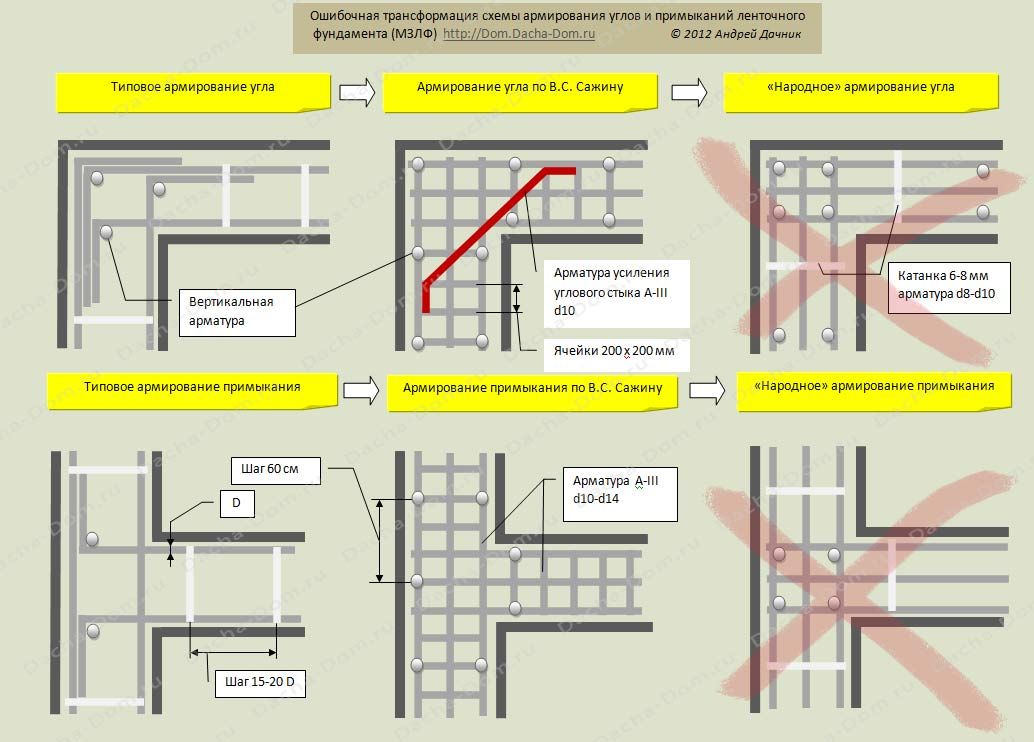 Трубчатый вязаный рисунок обеспечивает различные электрические, механические и геометрические параметры, которые трудно, если вообще возможно, достичь с помощью обычных процессов производства композитных труб.
Трубчатый вязаный рисунок обеспечивает различные электрические, механические и геометрические параметры, которые трудно, если вообще возможно, достичь с помощью обычных процессов производства композитных труб.После того, как вязаный узор завершен, композитная трубка формируется в процессе формования в вакуумном мешке. Как правило, процесс формования вакуумного мешка включает в себя двустороннюю форму, которая формирует как внутреннюю, так и внешнюю поверхности объекта. Как правило, внутренняя форма или оправка являются жесткими, а внешняя форма представляет собой гибкую мембрану или вакуумный мешок. В настоящем изобретении вместо жесткого внутреннего сердечника или оправки внутри вязаного рисунка размещается надувная камера для создания внутреннего давления. Предпочтительно надувная камера имеет скрученный спиральный рисунок, который обеспечивает способность надувной камеры оказывать даже внутреннее давление на вязаный рисунок, который может иметь различные повороты или изменения диаметра.
 Скрученный спиральный рисунок позволяет надувать мочевой пузырь, выходящий за пределы цилиндрической формы. В камере имеется избыточный материал, который может заполнять большие пространства или может легко помещаться в пределах меньших площадей, таким образом приспосабливаясь к формируемым трубкам различной формы. После установки надувной трубки поверх вязаного узора наносится полимерная матрица. Матричный материал проходит между промежутками в вязаном узоре, и матричный материал подается в количестве, достаточном для создания желаемой толщины в соответствии со спецификациями трубы. Предпочтительно матричный материал представляет собой комбинацию композитной смолы и эпоксидной смолы с желаемыми свойствами для конкретного применения трубы.
Скрученный спиральный рисунок позволяет надувать мочевой пузырь, выходящий за пределы цилиндрической формы. В камере имеется избыточный материал, который может заполнять большие пространства или может легко помещаться в пределах меньших площадей, таким образом приспосабливаясь к формируемым трубкам различной формы. После установки надувной трубки поверх вязаного узора наносится полимерная матрица. Матричный материал проходит между промежутками в вязаном узоре, и матричный материал подается в количестве, достаточном для создания желаемой толщины в соответствии со спецификациями трубы. Предпочтительно матричный материал представляет собой комбинацию композитной смолы и эпоксидной смолы с желаемыми свойствами для конкретного применения трубы.После нанесения матрицы поверх нее накладываются дополнительные слои, в том числе перфорированный пластиковый или рельефный пластиковый слой, абсорбирующий слой поверх перфорированного пластикового слоя и внешний непроницаемый вакуумный мешок поверх абсорбирующего материала.
 Вакуумный порт предусмотрен для создания вакуума для удаления воздуха и, таким образом, для создания сжимающей силы на матричный слой. Внешнее давление можно увеличить, поместив узел в автоклав, что может увеличить перепад давления. Избыток матричного материала может течь через перфорированный пластиковый слой и поглощаться абсорбирующим слоем. Матрице дают затвердеть, а затем удаляют формовочные материалы, оставляя композитную трубчатую оболочку, которую можно обрезать и обработать. Отделка может включать покраску, маркировку деталей, нанесение декалей и т. д.
Вакуумный порт предусмотрен для создания вакуума для удаления воздуха и, таким образом, для создания сжимающей силы на матричный слой. Внешнее давление можно увеличить, поместив узел в автоклав, что может увеличить перепад давления. Избыток матричного материала может течь через перфорированный пластиковый слой и поглощаться абсорбирующим слоем. Матрице дают затвердеть, а затем удаляют формовочные материалы, оставляя композитную трубчатую оболочку, которую можно обрезать и обработать. Отделка может включать покраску, маркировку деталей, нанесение декалей и т. д.Модульное и регулируемое внешнее крепление может использоваться для фиксации критических геометрических областей на трубе, таких как сужения, точки крепления и концевые конфигурации. Это модульное/регулируемое внешнее крепление также можно использовать для крепления фланцев или другого оборудования, и его можно прикрепить к концам трубы или другим местам на трубе.
Управляя электрическими и механическими свойствами как волокнистого материала, так и матричного материала, можно достичь желаемых резистивных свойств.
 Путем механической обработки и другой отделки трубы также можно регулировать поверхностное и объемное удельное сопротивление продукта.
Путем механической обработки и другой отделки трубы также можно регулировать поверхностное и объемное удельное сопротивление продукта.Как уже упоминалось в отношении цельного или однокомпонентного вязаного рисунка, расслоение предотвращается в точках пересечения труб или в других областях, где соединяются отдельные секции труб, поскольку матричный материал можно наносить непрерывно через эти точки пересечения. Непрерывно расширяющееся трубчатое волокно в сочетании с непрерывно нанесенным матричным материалом позволяет избежать всех ламинированных швов или областей перекрытия.
Хорошо известно, что большинство композитных труб формируются на жестких внутренних оправках, имеющих ограниченную гибкость. Это уменьшает доступную геометрию для формирования трубы, потому что в конечном итоге оправку необходимо удалить из внутренней части секции трубы. В настоящем изобретении свойство сохранения формы трубчатой конструкции встроено в сам лежащий в основе рисунок волокна.
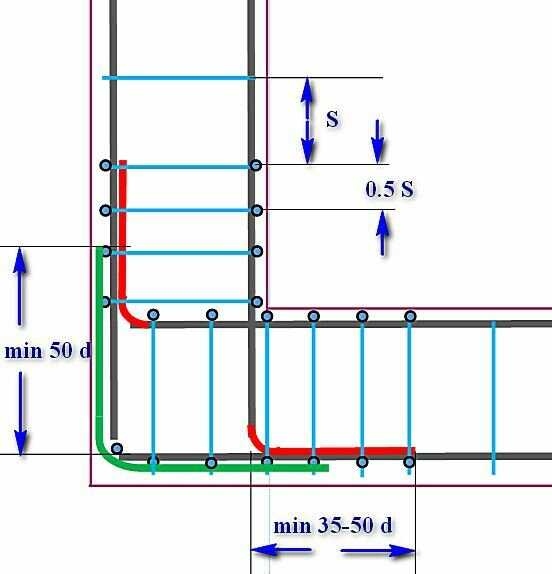 Таким образом, этот метод позволяет использовать очень гибкую и складную внутреннюю форму, такую как надувной баллон. Тем не менее, технология формования в вакуумных мешках может использоваться для необходимого внутреннего и внешнего прессования, в то время как важные внешние элементы и различные конфигурации концов могут удерживаться на месте с помощью модульных внешних креплений. Таким образом, способ изготовления согласно изобретению допускает крайнюю вариативность при создании пересечений труб, малых радиусов поворота, различных диаметров, различных форм, а также способствует очень низким затратам на инструмент. Таким образом, очевидно, что термин «труба» или «трубка» по настоящему изобретению охватывает не только элементы поперечного сечения круглой формы, но также широкий диапазон других полых форм, в которых можно использовать различные диаметры и формы для завершения всей конструкции. набор различных элементов транспортировки жидкости в системе транспортировки жидкости.
Таким образом, этот метод позволяет использовать очень гибкую и складную внутреннюю форму, такую как надувной баллон. Тем не менее, технология формования в вакуумных мешках может использоваться для необходимого внутреннего и внешнего прессования, в то время как важные внешние элементы и различные конфигурации концов могут удерживаться на месте с помощью модульных внешних креплений. Таким образом, способ изготовления согласно изобретению допускает крайнюю вариативность при создании пересечений труб, малых радиусов поворота, различных диаметров, различных форм, а также способствует очень низким затратам на инструмент. Таким образом, очевидно, что термин «труба» или «трубка» по настоящему изобретению охватывает не только элементы поперечного сечения круглой формы, но также широкий диапазон других полых форм, в которых можно использовать различные диаметры и формы для завершения всей конструкции. набор различных элементов транспортировки жидкости в системе транспортировки жидкости.Кроме того, этот производственный метод позволяет изготавливать очень длинные участки труб, для которых традиционно требуется множество ламинированных швов или соединений, соединенных муфтами.
 Метод производства также позволяет интегрировать в электронику различные датчики контроля или нагревательные элементы для контроля температуры, например, для соблюдения требований защиты от обледенения для самолетов. Композитная трубка по настоящему изобретению обеспечивает множество материальных преимуществ, включая неметаллический, бесшовный композит, которому можно придать бесконечное количество жестких форм, и композитная трубка может быть настроена на тонкие/постепенные изменения электрических и механических свойств.
Метод производства также позволяет интегрировать в электронику различные датчики контроля или нагревательные элементы для контроля температуры, например, для соблюдения требований защиты от обледенения для самолетов. Композитная трубка по настоящему изобретению обеспечивает множество материальных преимуществ, включая неметаллический, бесшовный композит, которому можно придать бесконечное количество жестких форм, и композитная трубка может быть настроена на тонкие/постепенные изменения электрических и механических свойств.В другом аспекте изобретения предложен способ армирования композитных труб путем выборочной конфигурации вязаного армирующего слоя в соответствии с техническими характеристиками прочности труб. В первом предпочтительном варианте осуществления способ включает обеспечение конфигурации вязаного армирующего слоя внахлест, при этом вязаный армирующий слой изготавливается таким образом, что его длина приблизительно в два раза превышает предполагаемую конечную длину трубы, и вязаный армирующий слой загибается назад.
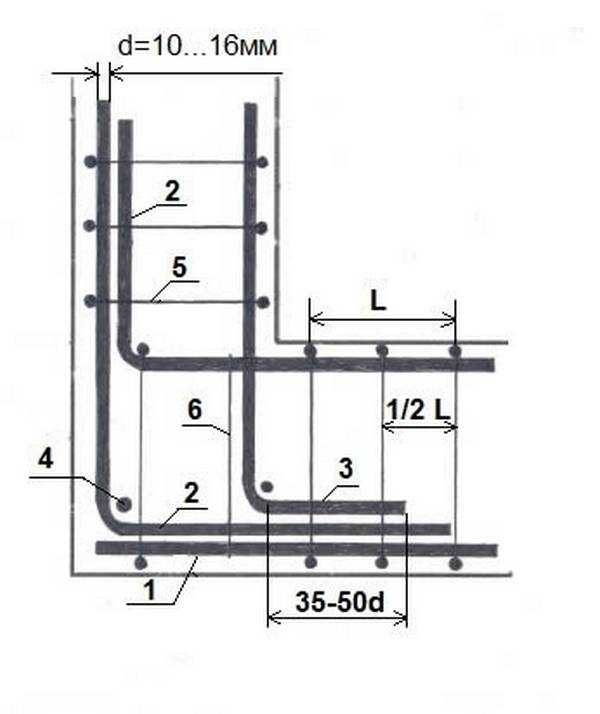 себя, чтобы обеспечить два слоя трикотажной арматуры. В другом предпочтительном варианте способ включает обеспечение перекрывающейся конфигурации армирующего слоя для трубы сложной формы, в которой вязаный армирующий слой включает в себя первую секцию, выполненную в общем виде трубы сложной формы, и вторую секцию, соединенную с первой секцией. раздел, который является зеркальным отражением первого раздела. Затем вторая секция загибается сама на себя, а поверх первой секции две создают двухслойное вязаное усиление. Используя эту особенность вязания внахлестку, можно также создать вязаное армирование, имеющее более двух слоев. Например, для усиления формы трубы, имеющей 90° изгиба трубы, вязаная арматура может быть изготовлена из четырех секций изгиба 90°, соединенных последовательно. Последовательное складывание секций под углом 90° приводит к вязаному армированию из четырех отдельных слоев. В другом предпочтительном варианте осуществления способ включает армирование композитных труб путем создания армирующей обертки, которая крепится к внешней поверхности существующей трубы.
себя, чтобы обеспечить два слоя трикотажной арматуры. В другом предпочтительном варианте способ включает обеспечение перекрывающейся конфигурации армирующего слоя для трубы сложной формы, в которой вязаный армирующий слой включает в себя первую секцию, выполненную в общем виде трубы сложной формы, и вторую секцию, соединенную с первой секцией. раздел, который является зеркальным отражением первого раздела. Затем вторая секция загибается сама на себя, а поверх первой секции две создают двухслойное вязаное усиление. Используя эту особенность вязания внахлестку, можно также создать вязаное армирование, имеющее более двух слоев. Например, для усиления формы трубы, имеющей 90° изгиба трубы, вязаная арматура может быть изготовлена из четырех секций изгиба 90°, соединенных последовательно. Последовательное складывание секций под углом 90° приводит к вязаному армированию из четырех отдельных слоев. В другом предпочтительном варианте осуществления способ включает армирование композитных труб путем создания армирующей обертки, которая крепится к внешней поверхности существующей трубы. Существующая трубка может быть изготовлена из предпочтительного матричного материала или другого выбранного материала для повышения прочности готовой композитной трубки. Затем на армирующую обертку наносится дополнительный слой матричного материала или ламината, тем самым завершая армирование композитной трубы. В еще одном предпочтительном варианте способ включает армирование композитных труб за счет гибкого и/или эластомерного слоя, помещенного внутри вязаного армирующего слоя. В соответствии с этим способом гибкий/эластомерный слой может иметь форму внутреннего надувного баллонного элемента. Этот способ включает расширение надувного внутреннего баллонного элемента для контакта с внутренней поверхностью вязаного армирующего слоя. После расширения баллона наносится матричный материал для соединения внутреннего элемента баллона с вязаным армирующим слоем. Внутренний баллонный элемент служит не только армирующим слоем, но и химическим барьером между жидкостью, транспортируемой внутри трубы, и материалом матрицы.
Существующая трубка может быть изготовлена из предпочтительного матричного материала или другого выбранного материала для повышения прочности готовой композитной трубки. Затем на армирующую обертку наносится дополнительный слой матричного материала или ламината, тем самым завершая армирование композитной трубы. В еще одном предпочтительном варианте способ включает армирование композитных труб за счет гибкого и/или эластомерного слоя, помещенного внутри вязаного армирующего слоя. В соответствии с этим способом гибкий/эластомерный слой может иметь форму внутреннего надувного баллонного элемента. Этот способ включает расширение надувного внутреннего баллонного элемента для контакта с внутренней поверхностью вязаного армирующего слоя. После расширения баллона наносится матричный материал для соединения внутреннего элемента баллона с вязаным армирующим слоем. Внутренний баллонный элемент служит не только армирующим слоем, но и химическим барьером между жидкостью, транспортируемой внутри трубы, и материалом матрицы. Кроме того, внутренний баллонный элемент можно также использовать в качестве внутренней формовочной оправки, тем самым устраняя необходимость в съемной оправке или внешнем штампе для придания формы композитной трубе.
Кроме того, внутренний баллонный элемент можно также использовать в качестве внутренней формовочной оправки, тем самым устраняя необходимость в съемной оправке или внешнем штампе для придания формы композитной трубе.Принимая во внимание вышеописанные особенности изобретения, изобретение можно рассматривать в одном аспекте как способ армирования композитной трубы, включающий: (i) получение вязаного армирующего материала, содержащего множество переплетенных петель волокна, причем указанный вязаный армирующий материал имеющие первый и второй концы; (ii) сгибание указанного второго конца указанного материала по направлению к указанному первому концу с образованием двухслойной конфигурации; (iii) нанесение матрицы поверх указанной двухслойной конфигурации, причем указанная матрица содержит компоненты из смолы и эпоксидной смолы, причем указанная матрица заполняет пустоты между указанными петлями волокна и между обоими слоями указанной двухслойной конфигурации и вокруг них, причем указанная матрица имеет внутреннюю поверхность, простирающуюся радиально внутрь за внутренний слой указанной двухслойной конфигурации и внешнюю поверхность, простирающуюся радиально наружу за пределы внешнего слоя указанной двухслойной конфигурации, тем самым образуя армированную композитную трубу желаемой толщины.
В другом аспекте изобретения можно также рассматривать способ армирования композитной трубы, включающий: (i) получение вязаного армирующего материала, содержащего множество переплетенных петель волокна, причем указанный вязаный армирующий материал имеет первый и второй концы; (ii) обеспечение внутреннего надувного баллонного элемента, находящегося в контакте с внутренней поверхностью указанного вязаного армирующего материала; и (iii) нанесение матрицы поверх указанного вязаного армирующего материала, причем указанная матрица содержит компоненты из смолы и эпоксидной смолы, указанная матрица заполняет пустоты между указанными петлями волокна, причем указанная матрица имеет внутреннюю поверхность, контактирующую с указанным внутренним элементом надувного баллона, и внешнюю поверхность, продолжающуюся радиально наружу и за пределы указанного вязаного армирующего материала, тем самым образуя армированную композитную трубу желаемой толщины, в которой внутренняя поверхность указанной композитной трубы определяется внутренней поверхностью указанного элемента надувного баллона, а внешняя поверхность указанной композитной трубы определяется указанной внешней поверхностью указанной матрицы.
В еще одном аспекте изобретения можно также рассматривать способ армирования композитной трубы, включающий: (i) изготовление существующей трубы; (ii) наматывание армирующего слоя на внешнюю поверхность указанной существующей трубы; и (iii) прикрепление указанного армирующего слоя к указанной существующей трубе с помощью первого матричного материала, нанесенного поверх указанного армирующего слоя, при этом сформирована композитная труба, в которой внутренняя поверхность указанной композитной трубы определяется внутренней поверхностью указанной существующей трубы и внешней Поверхность указанной композитной трубки определяется внешней поверхностью указанного первого матричного материала.
Для каждого из этих описанных способов изобретением также могут считаться армированные композитные трубы, изготовленные из элементов, описанных в способах.
Другие особенности и преимущества настоящего изобретения станут очевидными из подробного описания, приведенного вместе с чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой вид в перспективе сечения композитной трубы, сформированной в соответствии со способом формования в вакуумном мешке;
РИС. 2 представляет собой вид сверху одного примера вязаного узора, используемого с трубчатым расположением волокон по настоящему изобретению;
РИС. 3 представляет собой вид в перспективе готовой композитной трубы, имеющей множество элементов;
РИС. 3А представляет собой сильно увеличенный вид в перспективе, иллюстрирующий вязаное соединение между примыкающими секциями трубы;
РИС. 3В представляет собой сильно увеличенный вид в перспективе, иллюстрирующий интеграцию функции контроля в вязаный узор, такой как электронный элемент.
РИС. 4А представляет собой вид в перспективе вязаного армирующего слоя трубчатой формы в соответствии с первым вариантом осуществления способа армирования по изобретению;
РИС.
4В представляет собой вид в перспективе вязаного армирующего слоя, показанного на ФИГ. 4А, показывающий один конец вязаного армирующего слоя, загнутый на себя;РИС. 4C представляет собой другой вид в перспективе вязаного армирующего слоя по фиг. 4, показывающий вязаный армирующий слой, полностью загнутый на себя, тем самым создавая двухслойный вязаный армирующий слой;
РИС. 4D представляет собой вид в разрезе по линии D-D на фиг. 4C, иллюстрирующий внутреннее расположение вязаных армирующих слоев и матричного материала в готовой композитной трубной конструкции
. Фиг. 5А представляет собой вид в перспективе вязаного армирующего слоя неправильной формы в соответствии с другим вариантом осуществления способа армирования по изобретению, включая первую секцию, имеющую форму, соответствующую изготавливаемой композитной трубе, и вторую секцию, соединенную с первой. секция, имеющая форму, которая является зеркальным отражением первой секции;
РИС.
5В представляет собой вид в перспективе вязаного армирующего слоя, показанного на ФИГ. 5А, показывающий конец второй секции, загнутый поверх первой секции;РИС. 5С представляет собой вид в перспективе вязаного армирующего слоя, показанного на ФИГ. 5А, показывающий вторую секцию, полностью сложенную поверх первой секции, тем самым создавая двухслойное вязаное усиление;
РИС. 5D представляет собой вид в разрезе по линии D-D на фиг. 5C, иллюстрирующий внутреннее расположение вязаных армирующих слоев и матричного материала в готовой композитной трубчатой конструкции;
РИС. 6А представляет собой вид в перспективе другого вязаного армирующего слоя неправильной формы в соответствии с другим вариантом осуществления способа армирования по изобретению, включающего первую секцию, имеющую форму, соответствующую изготавливаемой композитной трубе, и три дополнительные секции, последовательно соединенные с одной другая, и каждая дополнительная секция имеет форму, которая является зеркальным отражением первой секции;
РИС.
6В представляет собой вид в перспективе вязаного армирующего слоя, показанного на ФИГ. 6А, показывающий концы двух секций, загнутых назад поверх двух оставшихся секций;РИС. 6С представляет собой вид в перспективе вязаного армирующего слоя, показанного на ФИГ. 5В, показывающий один конец согнутой секции, показанной на ФИГ. 6B, снова загибается поверх оставшейся секции, создавая тем самым четырехслойное вязаное усиление;
РИС. 6D представляет собой вид в разрезе по линии D-D на фиг. 6С, иллюстрирующий внутреннее расположение вязаных армирующих слоев и матричного материала в готовой композитной трубчатой конструкции;
РИС. 7А представляет собой вид в перспективе внутренней трубы или оболочки для использования в другом варианте осуществления способа армирования изобретения;
РИС. 7В представляет собой вид в перспективе внутренней трубы по фиг. 7А, иллюстрирующий частично установленную усиливающую обертку, закрепленную на внутренней трубе по спирали;
РИС.
7C представляет собой вид в перспективе полностью установленной усиливающей обмотки, закрепленной на внутренней трубе;РИС. 7D представляет собой вид в разрезе по линии D-D на фиг. 7C, иллюстрирующий внутреннее расположение армирующей обертки и матричного материала в готовой композитной трубной конструкции;
РИС. 8А представляет собой вид в перспективе вязаного армирующего слоя трубчатой формы и внутреннего элемента надувного баллона в соответствии с другим вариантом осуществления способа армирования по изобретению;
РИС. 8B представляет собой вид в перспективе вязаного армирующего слоя трубчатой формы по фиг. 8А, показывающий внутренний надувной баллонный элемент, помещенный во внутреннюю полость вязаного армирующего слоя трубчатой формы;
РИС. 8С представляет собой вид в перспективе вязаного армирующего слоя трубчатой формы, показанного на ФИГ. 8B, показывающий внутренний баллонный элемент с удаленными концами баллонного элемента, чтобы показать, как внутренний баллонный элемент служит внутренним опорным слоем; и
РИС.
8D представляет собой вид в разрезе по линии D-D на фиг. 8С, иллюстрирующий внутреннее расположение внутреннего баллонного элемента, вязаного армирующего слоя и матричного материала в готовой композитной трубчатой конструкции.ПОДРОБНОЕ ОПИСАНИЕ
На фиг. 1 показан способ изготовления композитной трубы по настоящему изобретению. Композитная трубка 10 изготовлена методом вакуумного формования. В иллюстративных целях последовательные слои материала показаны открытыми. Во-первых, спиральный внутренний пузырь 12 размещается во внутреннем отверстии трикотажного армирующего слоя 20 . Трубчатый вязаный узор, образованный для армирующего слоя 20 , состоит из ранее описанного вязаного узора, имеющего выбранную группу волокон, образованных множеством петель. Внутренний баллон 12 надувается через порт 14 для надувания, чтобы расширить вязаный армирующий слой 20 до желаемого диаметра или формы.
Кроме того, вязаный армирующий слой 20 показан с изгибом. Армирующий слой можно вязать с изгибом. Этот тип вязания для создания изгиба может быть подобен образованию изгиба в тканом изделии, таком как пяточная часть вязаного носка или тапочки.Каждый конец формируемой секции композитной трубы может иметь внешние приспособления 16 , прикрепленные к нему для стабилизации формы композитной трубы, а также для обеспечения средств, с помощью которых внешнее оборудование может быть прикреплено к конструкции трубы. В примере на фиг. 1, внешний крепеж 16 в левой части схемы включает отверстие для крепления детали, такой как фланец 34 , который можно прикрепить к композитной трубе в процессе формования вакуумного мешка. Внешнее крепление также можно использовать для изменения формы трубы, например, жесткое крепление в форме коробки, расположенное поверх и на конце трубы, может использоваться для ограничения расширения и формирования конечного продукта в виде трубы, имеющей конец геометрической формы с плоским стороны.
Помимо использования фиксаторов на концах трубок, фиксаторы 16 можно разместить в промежуточных или внутренних секциях трубы между концами, чтобы стабилизировать форму трубы в этом промежуточном месте(ах).Затем поверх трикотажного армирующего слоя 20 помещается матричный слой 22 , причем матрикс предпочтительно включает компоненты смолы и эпоксидных материалов. Материал матрицы обычно находится в жидкой форме, что позволяет слою матрицы течь между зазорами в вязаном армирующем слое 9.0187 20 , а также для полной герметизации вязаного слоя 20 . Количество матрицы применяется для установки желаемого внешнего и внутреннего диаметра трубы. Матрица может быть нанесена несколькими способами, например распылением или нанесением кистью матричного слоя на вязаный слой.
После нанесения матричного материала на матричный слой 22 накладывается слой перфорированного пластика 24 .
Перфорированный пластиковый слой 24 содержит множество перфораций 26 , как показано на рисунке.Затем на перфорированный пластиковый слой 24 накладывается впитывающий слой 28 . Наконец, на впитывающий слой 28 накладывается непроницаемый вакуумный мешок 30 . Вакуумный порт 32 сформирован на вакуумном мешке. Вакуум подается через вакуумный порт для удаления воздуха между слоями материала, в результате чего к матричному слою 22 прикладывается внешнее усилие. Эта внешняя сила может быть увеличена, как уже упоминалось, путем помещения узла в камеру под давлением, такую как автоклав. Избыток матричного материала может вытекать через перфорацию 26 , а абсорбирующий слой 28 поглощает значительную часть избыточного матричного материала, протекающего через перфорации.
Композитная трубка затем подвергается отверждению, и отверждение может быть ускорено нагреванием в печи или автоклаве.
После отверждения внешние слои снимаются с отвержденного и затвердевшего матричного слоя. Спиральная внутренняя камера 12 сдувается, а затем удаляется, оставляя композитную трубку. Затем трубку можно отполировать, отполировав открытые поверхности и покрасив, или трубку можно оставить незавершенной. Хотя в предпочтительном варианте осуществления показано использование как поглощающего, так и перфорированного слоев, следует понимать, что выбранный конкретный процесс формования вакуумных мешков может включать другие слои или может исключать один или несколько из этих слоев в зависимости от конкретного типа сечения трубы, подлежащего обработке. созданный.На фиг. 2 показан один пример для вязаного армирующего слоя 22 . Слой характеризуется одним или несколькими наборами волокон и вязаным узором, образующим множество переплетенных петель. Более конкретно, фиг. 2 показаны два набора волокон 60 и 62 , и волокна, связанные меандром, так что множество петель образуется в последовательных рядах, которые соединяются в точках переплетения петель 64 .
ИНЖИР. 2 представлен пример того, как различные наборы волокон могут использоваться для обеспечения четких границ для изменения рабочих характеристик трубки при сохранении непрерывной целостности материала без необходимости перекрытия слоев материала. Например, первый набор волокон 60 может иметь более высокие резистивные свойства, в то время как второй набор волокон 62 может иметь более высокие проводящие характеристики. Каждый набор волокон может включать в себя различные типы волокон в каждом наборе, которые также выбраны для обеспечения желаемых электрических или механических характеристик или других характеристик. Следовательно, можно оценить способность вязаного армирующего слоя 20 обеспечивать точные характеристики как прочности, так и электропроводности/удельного сопротивления в зависимости от геометрии и местоположения.На фиг. 3 показана готовая композитная трубчатая конструкция 10 , имеющая ряд различных особенностей/характеристик.
Область трубки, расположенная на изгибе 66 , представляет собой область, которая может иметь рисунок вязания большей плотности или дополнительные волокна на изгибе для лучшей поддержки трубки в этом месте, а также волокна, связанные по кривизне, которая обеспечивает форму изгиба. . Трикотажный материал, показанный в области 66 , покрыт матричным слоем, но показан на этой фигуре открытым в иллюстративных целях для обозначения области, имеющей другой рисунок вязания. Район 68 на трубке может представлять собой область, на которую нанесен матричный материал другого типа, другой рисунок вязания или другие вязаные материалы, с целью проиллюстрировать, как можно изменить рабочие характеристики очень небольшой части трубки, при этом избегает традиционных перекрывающихся слоев матричного материала, которые склонны к расслаиванию. Зона 70 иллюстрирует еще одно изменение либо в вязаном усиливающем слое, либо в матричном материале для поддержки выступающего элемента фурнитуры 9. 0187 46 . Зона 40 на фиг. 3 и фиг. 3В, предназначены для иллюстрации включения электронного элемента, такого как тензодатчик или датчик температуры, который может быть встроен непосредственно в вязаный рисунок или может сам быть изготовлен из волокнистого материала, который можно вязать непосредственно в вязаный слой 20 . Электронный элемент также может быть элементом, измеряющим накопление статического электричества и перепады напряжения на различных участках трубки. Такие электронные элементы можно использовать для контроля состояния трубки, например внутреннего давления, температуры и других факторов окружающей среды. ИНЖИР. 3А показан армирующий слой 9.0187 20 с двумя перекрещивающимися трубочками, провязанными вместе по линии перекрещивания 44 . В этом месте наборы волокон из обеих секций трубки могут быть соединены друг с другом петлей для очень надежного соединения. Когда матричный материал накладывается поверх пересекающейся линии трикотажа 44 , матричный материал является непрерывным, и поэтому можно избежать традиционного ламинированного шва. Модифицированная секция 48 имеет геометрическую форму, которая сильно отличается от цилиндрической трубы. Эта секция может быть изготовлена с использованием внешних приспособлений (не показаны), аналогично тому, как приспособление 16 держит фланец 34 . Участок 50 может представлять собой усиленную часть трубки, например, путем нанесения дополнительного матричного материала, тем самым утолщая стенку трубки и/или увеличивая плотность вязаного узора. Хотя это не показано, трубка также может быть выполнена очень плоской с узкой внутренней полостью, причем эта форма называется плоской с зазором.В другом аспекте изобретения предложен способ армирования композитных труб путем выборочной конфигурации одного или нескольких вязаных армирующих слоев материала для удовлетворения характеристик прочности труб. Ссылаясь на фиг. 4A-4D первый предпочтительный вариант осуществления иллюстрирует способ изобретения.
Трикотажный армирующий слой 80 показан в трубчатой конфигурации. Слой 80 включает в себя соответствующие первый и второй концы 82 и 84 . Для обеспечения двойного армированного слоя один из концов 82 / 84 загибается поверх слоя 80 . Соответственно, двойной армирующий слой включает несложенную секцию 81 и сложенную секцию 86 . Как показано на фиг. 4C материал сложен так, что концы 82 и 84 лежат рядом друг с другом и практически совпадают друг с другом. Новый загнутый конец 88 создается на противоположном конце загнутого материала. В конфигурации, показанной на фиг. 4C, обеспечен двойной армирующий слой, в котором вязаный армирующий материал способен выборочно загибаться на себя без нарушения структурной целостности вязаного армирующего материала. Поскольку вязаный армирующий материал является гибким во многих направлениях и плоскостях, его можно складывать, как показано, без использования специального оборудования для обработки. Сравните это преимущество трикотажного армирующего слоя по сравнению с тканым армирующим слоем, в котором способность избирательно складываться значительно затруднена из-за природы тканых нитей. Ссылаясь на фиг. 4D показано поперечное сечение готовой армированной композитной трубной конструкции. Композитный матричный материал 90 был нанесен на согнутый вязаный армирующий слой таким образом, что матричный материал находится между согнутыми секциями 81 и 86 и радиально окружает согнутые секции 81 и 86 . Соответственно, нанесенный матричный материал 90 определяет внутреннюю поверхность 94 армированной трубы и внешнюю поверхность 92 армированной трубы.Ссылаясь на ФИГ. 5A-5D другой предпочтительный вариант осуществления иллюстрирует способ изобретения. В этом варианте вязаный армирующий слой 100 имеет неправильную форму.
Армирующий слой 100 включает в себя первую секцию 102 и вторую секцию 104 , которая является зеркальным отражением первой секции 102 . Создаваемая композитная труба имеет изгиб 90° 110 и выступающий стержень или удлинитель 112 . Биссектрисы 105 служат опорными точками, по которым сгибается армирующий слой. Как показано на фиг. 5Б, конец 108 второй секции 104 загибается на себя, а затем складывается так, что конец 108 второй секции 104 приближается к концу 106 первой секции 1882 90. Как показано на фиг. 5C, вязаный армирующий слой неправильной формы 100 был полностью сложен таким образом, что сложенный вязаный армирующий слой напоминает форму композитной трубы, которую необходимо построить, включая изгиб 90°.0187 110 и шток 112 . В окончательной согнутой конфигурации создается новый согнутый конец , 114, , совпадающий с положением биссектрисы , 105, на ФИГ. 5А, и первый и второй концы , 106, и , 108, соприкасаются друг с другом на противоположном конце. Не только первичный путь потока через трубку снабжен двойным слоем вязаного армирования, но и выступающий стержень 112 благодаря зеркальной форме секции 9.0187 104 . ИНЖИР. 5D показано поперечное сечение готовой композитной трубы, на которую был нанесен матричный материал 90 . Соответственно матричный материал заполняет промежутки между вязанными армирующими слоями, а также определяет внешнюю поверхность 116 трубы и внутреннюю поверхность 118 трубы. Из обзора фиг. 5A-5D видно, что композитные трубы неправильной и сложной формы могут быть обеспечены несколькими слоями вязаной арматуры, в которой один вязаный элемент используется для создания нескольких армирующих слоев и без необходимости вязать и прикреплять несколько армирующих слоев. Сложенная конфигурация трикотажных армирующих слоев обеспечивает простую, но конструктивно прочную конструкцию, которая позволяет практически неограниченное количество комбинаций трикотажных армирующих слоев в конструкции из одной трубы.Ссылаясь на ФИГ. 6A-6D другой предпочтительный вариант осуществления иллюстрирует способ изобретения. В этом варианте предусмотрено четырехслойное трикотажное усиление. Обратимся сначала к фиг. 6A, вязаная арматурная трубка 140 снабжена четырьмя отдельными изгибами 90° 90° 152 . Вязаная арматурная трубка 140 имеет первый конец 154 и второй конец 156 . Концептуально вязаная конфигурация, показанная на фиг. 6А можно рассматривать как четыре отдельных раздела, а именно разделы 142 , 144 , 146 и 148 . Чтобы создать четырехслойную вязаную арматуру, три из четырех секций должны быть сложены друг на друга некоторым последовательным образом, чтобы сформировать желаемую форму композитной трубы, а именно трубу с одним изгибом 90°.
В одном способе складывания три секции сгибаются по контрольным линиям 150 , при этом пара первых складок создается сгибанием секции 142 по секции 144 9.0188 и складная секция 148 поверх секции 146 . На этом начальном этапе складывания создаются два новых сложенных конца, а именно складки , 158, , расположенные на обоих концах частично сложенного вязаного материала. Как показано на фиг. 6В исходные концы 154 и 156 упираются друг в друга относительно оставшейся базовой линии 150 . Затем выполняется последний сгиб, в котором секции 146 и 148 складываются поверх секций 142 9.0188 и 144 . Окончательная сложенная форма показана на фиг. 6С, на котором сложенные секции объединяются для получения окончательной формы трубы, имеющей единственный изгиб на 90°. Последняя сделанная складка образует конец 160 , который совпадает с положением оставшейся контрольной линии 150 , показанной на ФИГ. 6Б. ИНЖИР. 6D показано поперечное сечение готовой композитной трубы, на которую был нанесен матричный материал 90 . Соответственно матричный материал заполняет промежутки между вязанными армирующими слоями, а также определяет внешнюю поверхность 9.0187 162 трубки и внутренней поверхности 164 трубки.На фиг. 7A-7D другой предпочтительный вариант осуществления иллюстрирует способ изобретения. В этом варианте осуществления армирование композитных труб осуществляется путем намотки армирующего материала вокруг существующей композитной трубы или оболочки внутренней трубы. Ссылаясь на фиг. 7А, существующая композитная труба или оболочка внутренней трубы , 120, снабжена внутренней поверхностью , 126 и внешней поверхностью 9.0187 127 . Армирующий материал 122 обернут вокруг внешней поверхности 127 трубы 120 . Армирующий материал , 122, может включать скрученные пряди из волокна и/или проволочного материала, тот же материал, который используется в конструкции вязаных армирующих слоев в других вариантах осуществления, или их комбинации.
Как показано, армирующий материал , 122, можно намотать по спирали. Однако предполагается, что могут быть предусмотрены другие геометрические схемы обертывания, включающие несколько слоев армирующего материала 9.0187 122 с различными узорами переплетения или переплетения. ФИГ. 7В и 7С иллюстрируют эту конфигурацию спиральной намотки. ИНЖИР. 7D показано поперечное сечение готовой композитной трубы, на которую был нанесен матричный материал 90 . Соответственно матричный материал заполняет промежутки между нитями армирующего материала , 122, и определяет внешнюю поверхность , 124, трубы. В этом варианте внутренняя поверхность трубки определяется внутренней поверхностью 9.0187 126 существующей композитной трубы или оболочки 120 .Ссылаясь на 8 A- 8 D, другой предпочтительный вариант иллюстрирует способ изобретения. В этом варианте осуществления предусмотрены один или несколько вязаных усиливающих слоев вместе с внутренним гибким и/или эластомерным элементом, который может служить как конструкционным опорным слоем, так и химическим барьерным слоем.
Ссылаясь на фиг. 8А вязаный армирующий слой 80 показан таким же, как вязаный армирующий слой 9.0187 80 на фиг. 4А. Этот усиливающий слой 80 дополнен внутренним надувным баллонным элементом 130 . Форма элемента надутого баллона 130 может быть выбрана в соответствии с желаемой окончательной формой изготавливаемой композитной трубы. В примере на фиг. 8А баллонный элемент , 130, показан имеющим цилиндрическую форму; однако баллонный элемент может иметь один или несколько изгибов или может иметь любую неправильную форму для согласования с окончательной формой изготавливаемой композитной трубы. В этом аспекте баллонный элемент 130 , он имеет те же функциональные возможности, что и спиральный внутренний баллон 12 , как описано ранее в отношении ФИГ. 1. Обращаясь к фиг. 8В, баллонный элемент 130 вставлен во внутреннюю полость вязаного армирующего слоя 80 . Как показано, баллонный элемент выходит за концы 82 и 84 армирующего слоя 80 . Один или несколько портов для надувания , 132, могут быть встроены в баллонный элемент 9.0187 134 для надувания/сдувания баллона. Ссылаясь на фиг. 8С концы баллонного элемента удалены, чтобы визуализировать баллонный элемент, служащий внутренним опорным слоем для трубчатой конструкции. ИНЖИР. 8D показано поперечное сечение готовой композитной трубы, на которую был нанесен матричный материал 90 . Соответственно матричный материал заполняет промежутки внутри вязаного армирующего слоя и выходит наружу за пределы вязаного армирующего слоя 9.0187 80 , тем самым определяя внешнюю поверхность 134 . В этом варианте осуществления внутренняя поверхность трубки 136 определяется внутренней поверхностью элемента 130 надувного баллона.Хотя предпочтительные варианты на фиг.
4-8 иллюстрируют конкретную толщину армирующих слоев/материалов, а также толщину наносимого матричного материала, следует понимать, что элементы этих предпочтительных вариантов осуществления не ограничиваются какой-либо конкретной толщиной, и поэтому фигуры не обязательно показаны для масштабе и, скорее, нарисованы в иллюстративных целях для визуализации различных элементов.В дополнение к способам изобретения для создания армирования композитной трубы, изобретение может также рассматриваться как дополнительные варианты реализации композитной трубы, которые включают в себя различные типы армирующих элементов, в том числе фальцованные трикотажные армирующие слои, армирующую обертку и надувной воздушный шар.
В другом аспекте настоящего изобретения предлагается система композитных труб для включения в более крупную сборку, такую как самолет или транспортное средство. В соответствии с системой множество отдельных составных труб образуют сеть транспортировки жидкости с трубами, имеющими различные диаметры, длины и формы.
Из-за легкости изменения формы и диаметра система из композитных труб легко адаптируется для применений, в которых есть ограниченное пространство для установки сети транспортировки жидкости, такой как топливная система.Хотя настоящее изобретение изложено в различных вариантах осуществления, следует понимать, что изменения и модификации предпочтительных вариантов осуществления могут быть сделаны в пределах объема прилагаемой формулы изобретения.
Бесшовный предмет одежды, контролирующий туловище, с контрольной зоной и способ его изготовления
1. Область изобретения
Настоящее изобретение в целом относится к контролирующему предмету одежды и способу обеспечения дополнительного контроля в отдельных частях предмета одежды. Более конкретно, настоящее изобретение относится к бесшовным предметам одежды, снабженным одной или несколькими армирующими зонами, образованными различной плотностью и плотностью стежков.
2. Описание предшествующего уровня техники
Ранее известные методы, используемые для добавления поддержки нижнему белью, включают способы, раскрытые в патенте США № 2 736 036 Синигальези.
В этом патенте предложено бесшовное нижнее белье, связанное как цельный кусок трубчатого трикотажного полотна, но содержащее усиливающую накладку.Патент США. В патенте № 3
4, выданном Sackman, предложено нижнее белье, имеющее множество цельновязанных панелей. Каждая панель проходит по окружности вокруг предмета одежды. Некоторые ряды каждой панели связаны из эластомерной пряжи, чтобы придать этой области эластичный характер.
Патент США. В патенте № 5572888, выданном Browder, Jr. et al., который принадлежит правопреемнику настоящего изобретения, предложен бесшовный трикотаж для нижнего белья из первой пряжи. Контрольная зона формируется путем вязания второй, более толстой пряжи на определенных рядах вместе с первой пряжей. Предварительно заданная конфигурация петель простого джерси и петель для подворачивания используется в контрольной зоне для достижения характеристик основного предмета одежды.
Патент США. В US 55 Osborne предложены трусики кругового вязания с втачиваемыми формирующими вставками.
Панели образованы путем модификации вязаной структуры в выбранных областях с образованием областей, обладающих большей устойчивостью, в частности сопротивлением в продольном направлении, растяжению, чем остальная часть трубчатого тела. Патент предусматривает, что большее сопротивление растяжению может быть достигнуто за счет использования обычных структур вязания, таких как плавание в эластичной пряже или подворачивание пряжи в выбранных чередующихся рядах.Однако существует потребность в улучшенном бесшовном нижнем белье, снабженном контрольными областями, специально сформированными для воздействия на определенные области тела, такие как бедра, талия и живот. Эти контрольные области сформированы за одно целое с одеждой, чтобы выглядеть как эстетический, не выпирающий элемент и, таким образом, ничем не отличаться от остальной части цельного предмета одежды.
Целью настоящего изобретения является создание усовершенствованного бесшовного предмета одежды, имеющего зоны дополнительного контроля, форма которых влияет на желаемые участки тела.
Еще одной целью настоящего изобретения является создание такого предмета одежды, в котором контрольные зоны представляют собой усиленные трикотажные участки, имеющие более высокую плотность стежков, чем остальная часть предмета одежды.
Еще одной задачей настоящего изобретения является создание такого предмета одежды, который выполнен с использованием любой комбинации джерси, чередования лицевых и пропущенных или чередования лицевых и защипы.
Еще одной целью настоящего изобретения является создание такого предмета одежды, в котором области с более высокой плотностью стежков имеют более низкую растяжимость и более высокий модуль и мощность.
Еще одной целью настоящего изобретения является создание такого предмета одежды, в котором усиленные трикотажные участки образованы с использованием выбранного натяжения подачи нити, при этом либо изменяя, либо сохраняя ту же конфигурацию базовой конструкции стежка, что и для джерси полотняного трикотажа. , чередование лицевых и пропущенных или чередование лицевых и сложенных петель.
Еще одной целью настоящего изобретения является создание такого предмета одежды, в котором усиленные трикотажные участки образованы путем укорочения длины стежка в определенных участках или участках в процессе вязания.
Еще одной целью настоящего изобретения является создание такого предмета одежды, имеющего цельновязанный рисунок, который не скрыт усиленными участками.
Также целью настоящего изобретения является создание такого предмета одежды, как нижнее белье для нижней части туловища.
Еще одной целью настоящего изобретения является создание такого предмета одежды, имеющего пояс с отворотом и ножные полосы.
Еще одной целью настоящего изобретения является создание способа изготовления заготовки и предмета одежды описанного здесь типа.
В соответствии с настоящим изобретением кругловязальная машина вяжет одну трубчатую заготовку, включающую в себя трубчатое вязаное тело. Трубчатое вязаное тело может быть сформировано с использованием любой комбинации джерси, чередования лицевых и пропущенных или чередования лицевых и защипных петель.
В области изделия, где желателен повышенный контроль, вяжется усиленная область с более высокой плотностью стежков. Усиленный участок или участки формируются за счет укорочения длины стежков в процессе вязания.РИС. 1 представляет собой вид спереди трусов предпочтительного варианта осуществления настоящего изобретения;
РИС. 2 — вид сзади трусов согласно предпочтительному варианту осуществления настоящего изобретения, имеющих усиленную область в области нижней части бедра;
РИС. 3 представляет собой вид спереди альтернативного варианта осуществления настоящего изобретения, имеющего усиленную область в области живота;
РИС. 4 представляет собой вид спереди другого варианта осуществления настоящего изобретения, имеющего усиленные участки в области бедер;
РИС. 5 представляет собой стежок более высокой плотности, имеющий более короткую длину стежка усиленного участка или участков предмета одежды по настоящему изобретению;
РИС. 6 представляет собой стежок более низкой плотности, имеющий большую длину стежка, с областью или областями с более высоким растяжением и более низким модулем предмета одежды по настоящему изобретению; и
РИС.
7 представляет собой схему стежков предпочтительного варианта осуществления настоящего изобретения.Ссылаясь на чертежи и, в частности, на фиг. 1 и 2 проиллюстрировано краткое описание настоящего изобретения, в целом обозначенное ссылочной позицией 9.0733 10 . Краткое описание 10 , как и все варианты осуществления настоящего изобретения, выполнено в виде единой бесшовной трикотажной трубчатой заготовки одежды или основной части 15 . Тело 15 предпочтительно имеет пояс 40 и предпочтительно пару штанин или кромок 50 . Краткое описание 10 также имеет усиленный участок или участки 35 , как показано на ФИГ. 2, 3 и 4 , для обеспечения лучшей подгонки и большей поддержки одежды.
Участок или участки усиления 35 , как показано на ФИГ. 2, 3 и 4 , являются краткими областями 10 , где требуется повышенный контроль. Зона усиления 35 представляет собой узор внахлест, образованный с использованием опции возможности перекрытия узоров на вязальной машине и меньшей длины стежка.
Более короткие стежки уменьшают количество пряжи, доступной для стежка или серии стежков в ряду, тем самым уменьшая количество пряжи, доступной для растяжения в полученной ткани. Более длинные стежки увеличивают количество пряжи, доступной для стежка или серии стежков в ряду, тем самым увеличивая количество пряжи, доступной для растяжения в полученной ткани. Опция возможности перекрытия узора позволяет осуществлять электронное управление шаговыми двигателями кулачка стежка во время вязания выбранной области перекрывающегося узора без изменения исходного базового узора фактического изделия.В предпочтительном варианте усиленный участок 35 расположен сзади изделия. Предпочтительно усиленные участки 35 находятся в области штанин в нижней части одежды, закрывающей бедро, под ягодицами пользователя, как показано на ФИГ. 2. Однако усиленная зона или зоны 35 могут быть размещены в любом месте, где требуется повышенный контроль. Такие области могут включать часть одежды, закрывающую брюшную полость, как показано на ФИГ.
3, или части предмета одежды, закрывающие бедра, как показано на ФИГ. 4.В соответствии с настоящим изобретением заготовку формируют на кругловязальной машине, предпочтительно имеющей полностью компьютеризированную электронную систему выбора иглы и подачи пряжи, такой как, например, машины Модель № SM8-8, SM8-83, производства Santoni® из Брешии, Италия, которые имеют варианты перекрывающихся рисунков. Вязальные машины для производства кругловязанного полотна широко используются в промышленности, их конструкция и принцип работы хорошо известны. Отдельные детали штанин по низу бесшовной трубчатой вязаной заготовки трусов 10 вырезаются из заготовки с помощью швейной машины, которая одновременно отрезает по линии разреза и обрабатывает область промежности, прикрепляя подходящую вставку из ткани промежности, которая может быть изготовлена из аналогичной или аналогичной круглой вязки из спандекса/нейлона трусов 10 . В способе изготовления трусов 10 или бесшовного изделия кругового вязания, формирующего нижнюю часть туловища, которое имеет цельновязанные верхние поясные и нижние комфортные полосы для ног, используются цельновязанные области с различной степенью плотности и плотности стежков.
Эти области имеют выбранное натяжение подачи пряжи, при этом либо изменяя, либо сохраняя ту же базовую конфигурацию конструкции стежка: лицевые, пропущенные или защипы по всему изделию нижней части туловища.Нижнее белье всех вариантов осуществления настоящего изобретения, включая трусы 10 , имеет основную часть 15 , сформированную из эластомерной или эластичной пряжи, такой как спандекс, и жесткой неэластичной или малоэластичной пряжи, такой как текстурированная нейлоновая нить. Такие нити обеспечивают мягкость, комфорт и желаемые свойства впитывания.
В предпочтительном варианте эластичная пряжа представляет собой спандекс, покрытый поливолокном с текстурированной нейлоновой нитью. Предпочтительно плотность спандекса находится в диапазоне от около 20 до около 140 денье. Более предпочтительно спандекс имеет плотность около 70 денье. Предпочтительно нейлоновое покрытие находится в диапазоне от примерно 20 денье до примерно 120 денье. Более предпочтительно нейлоновое покрытие имеет плотность около 40 денье.
Предпочтительно диапазон количества нитей составляет от примерно 6 до примерно 200 нитей. Более предпочтительно количество нитей составляет около 34 нитей. Хотя это и не является предпочтительным, вместо покрытой спандексной пряжи можно использовать пряжу прямого вязания из спандекса без покрытия, а плоскую или текстурированную неэластичную нейлоновую пряжу, поступающую из отдельного механизма подачи пряжи, можно вязать вместе с голым спандексом, а не с использованием покрытой нити. компонент пряжи спандекс.Жесткая неэластичная пряжа представляет собой непрерывную плоскую нейлоновую нить. Предпочтительно плотность плоского нейлона с непрерывными нитями находится в диапазоне от около 40 до около 150 денье, а более предпочтительно около 78 денье. Предпочтительно плоская нейлоновая пряжа из непрерывных филаментов имеет яркий блеск и количество нитей в диапазоне от примерно 8 до примерно 100, а более предпочтительно составляет примерно 48.
трикотажная конструкция. Тем не менее, тело 15 также может состоять из любой комбинации простых трикотажных конструкций, таких как полотняное, пропущенное, трикотажное или со складкой.
Например, можно использовать чередующиеся лицевые петли или чередующиеся лицевые петли.В предпочтительном варианте осуществления эластичная и жесткая неэластичная пряжа или нити с низкой эластичностью вяжутся по всему предмету одежды по настоящему изобретению с постепенным уменьшением натяжения, начиная с области наибольшего натяжения, прилегающей к поясу 40 , и заканчивая последовательно более свободное формирование стежка, смежные ножные полосы 50 . Градация плотности достигается за счет выбора натяжения подачи пряжи при сохранении того же основного трикотажного трикотажа или чередования лицевых стежков или чередования лицевых стежков с защипами по всему изделию. Длина стежков увеличивается по мере того, как ряды вяжутся по направлению к штанинам 50 . Предпочтительно, чтобы стежки нитей в области, примыкающей к поясу 40, были примерно на 30-35% более тугими и плотными, с более короткой длиной стежка, более высоким модулем упругости и меньшим растяжением, чем установка нулевой точки основного предмета одежды.
Предпочтительно, чтобы стежки нитей в области, прилегающей к ножным полосам 9,0733 50 находятся в нулевой точке основной ткани и примерно на 30-35% свободнее и менее плотны, с большей длиной стежка, меньшим модулем упругости и большей растяжимостью, чем область, прилегающая к поясу 40 .Зоны усиления 35 представляют собой дифференциальные или перекрывающиеся зоны рисунков с повышенной плотностью и плотностью стежка. Перекрывающийся рисунок позволяет машине вязать в узком месте в блоке, не скрывая и не изменяя рисунок в блоке, например тюльпан 9.0733 18 . Более узкие области стежков формируются за счет укорочения длины стежка в желаемых областях поддержки во время вязания с использованием выбранного натяжения подачи пряжи. Укороченная длина стежка увеличивает плотность и модуль ткани, поэтому ткань меньше растягивается и больше контролируется. Предпочтительно модуль ткани увеличивается примерно на 20-30% и более предпочтительно примерно на 25%. Увеличение модуля примерно на 25% обеспечивает желаемый компромисс между контролем и комфортом.
Как показано на фиг. 2, перекрывающийся рисунок или участки усиления 35 находятся на задней линии разреза трусов 10 .
В предпочтительном варианте осуществления трусы 10 , начиная с пояса 40 , имеют область A рядов с настройкой плотности длины стежка по всей площади A на 35% меньше, чем установка нулевой точки, и продолжаются предпочтительно около 176 рядов. заканчивается на линии B. На линии B зона градуировки стежков 60 начинается с длины стежка на минус 35 % меньше, чем нулевая точка. Зона градуировки стежков 60 составляет около 440 рядов и идет вниз к штанинам 9.№ 0733 50 , вязать постепенно слабее плавным градуированным способом до и заканчивая линией С, где длина и плотность стежков достигают нулевой начальной точки. Участок усиления 35 представляет собой перекрывающийся рисунок. Площадь армирования 35 предпочтительно составляет около 304 рядов. Участок усиления 35 предпочтительно на 20–30 % плотнее, чем базовая настройка нулевой точки.
Между участком усиления 35 и началом лямок 50 , имеется участок D, который имеет от 35 до 40 рядов в длину и продолжает вязание с нулевой начальной точкой настройки плотности петель по всему участку D.рант или просто линия поворота сгиба. Предпочтительно, пояс 40 представляет собой вывернутый рант. Полотно, образующее цельновязанный точеный рант, вяжется на кругловязальной машине, имеющей возможность обметывания, с использованием цилиндрических игл и циферблатных трензелей известным способом. Пояс 40 предпочтительно имеет одну или несколько толстых спандексных нитей, добавленных в процессе вязания. Предпочтительно добавленные нити спандекса добавляют на 25% исходной пряжи. Добавленная пряжа предпочтительно находится в диапазоне от около 100 до около 400 денье и более предпочтительно составляет около 210 денье. Предпочтительно использование спандекса высокой плотности, чтобы трусы 10 удобно сидели на теле пользователя. В качестве альтернативы, хотя и не предпочтительно, пояс 40 и ножные лямки 50 могут быть выбраны из узких эластичных тканей, таких как тканые, уточные или основы, такие как кружево, и прикреплены к трусам 10 обычными методами шитья.
Трусы 10 могут иметь однотонный вид или, по выбору, могут иметь жаккардовый, геометрический, стилизованный, абстрактный или другой узор, связанный спицами. Такие узоры формируются в процессе вязания из жесткой блестящей пряжи с добавлением спандекса. пряжа. Предпочтительно яркая блестящая пряжа представляет собой непрерывную комплексную плоскую или нетекстурированную нейлоновую пряжу, которая контрастирует с более матовой блестящей комплексной текстурированной нейлоновой основой. Техника плавающего стежка с мисс-позитивом используется для нанесения яркой блестящей пряжи на поверхность трикотажа в виде желаемого рисунка. ИНЖИР. 7 иллюстрирует желаемую технику сшивания предпочтительного варианта осуществления настоящего изобретения.
Настоящее изобретение было описано как предмет одежды для нижней части туловища, такой как трусы. Однако следует понимать, что настоящее изобретение можно применять на любом предмете одежды, где предусмотрена поддержка. Примеры таких предметов одежды включают комбинезон, боди, прокладку для брюк или трусы для беременных.
Таким образом, настоящее изобретение было описано с конкретной ссылкой на его предпочтительные формы, и становится очевидным, что в него могут быть внесены различные изменения и модификации без отклонения от сущности и объема настоящего изобретения, как определено в прилагаемой формуле изобретения.
КЛЕЙКАЯ ЛЕНТА И ЕЕ УСИЛЕНИЕ
КЛЕЙКАЯ ЛЕНТА И ЕЕ АРМИРОВАНИЕ Область техники Настоящее изобретение относится к производству клейкой ленты и армирующей ткани подложки, в частности армирующей ткани с уточной вставкой (WIWK) для такой ленты, в частности к ленте, включающей армирование утком. нити под косым углом к направлению основы сшивающих нитей ткани WIWK, причем направление основы также обычно соответствует продольному направлению клейкой ленты.
Предшествующий уровень техники В ЕР 0379478 описан способ изготовления армирующих тканей. Усиления с наклонными нитями утка, которые выполнены для принятия этой ориентации путем наклонного вытягивания ткани с прямым углом (или ортогональным) расположением основных и уточных нитей с использованием процесса прокатки, который имеет наклонный отрыв от отклоняющего ролика, который выровнена по существу перпендикулярно направлению исходного пробега.
США 4 055 697 показана тканая арматура с нитями утка под косым углом. Говорят, что она полезна для нерастяжимых материалов, таких как графит, стекло и т. д. В патенте Великобритании
2 159 845 описывается формирование ленты для изготовления объекта из армированной пластмассы.
Лента состоит из продольных взаимно параллельных нитей и поперечных взаимно параллельных нитей, причем последние образуют косой угол с продольными нитями. Процесс включает в себя формирование армирующей основы из переплетенных ортогональных нитей, а затем ее наматывание под углом к прижимному ролику. Угол взлета может составлять от 20 до 70 градусов. Лента необязательно обрабатывается на линии перед ее намоткой на окончательный намоточный валик. Предпочтительными нитями являются стекловолокна, но в качестве альтернативы могут использоваться полимерные материалы. Говорят, что уточные нити примерно в 10 раз длиннее основных нитей, т.е. грамм. 1000 децитекс и 100 децитекс. Приведен пример использования армирования, в котором лево- и правосторонние косоугольные ленты чередуются с ровными ортогональными лентами для создания четырехслойной трубчатой армирующей конструкции.
Количество нитей на сантиметр 4,0 по основе и 2,2 по утку.Машины, подобные описанным в US 4 703 631 и 4 677 831 и 4 518 640, способны производить ткани, в которых армирующие нити могут быть ориентированы в нескольких направлениях, включая основу, уток и наклон. Ткань, изготовленная на таких машинах, имеет тенденцию быть более дорогой, чем ткань, полученная способами вытяжки, описанными в ЕР 0 379 478, US 4 055 697 или GB 2 159 845.
. скотч.
WIWK – это техника вязания, которая включает введение отрезка пряжи по ширине вязальных элементов и закрепление этой уточной пряжи между игольной петлей и изнаночным нахлестом. Ткань может также или в качестве альтернативы иметь внутреннюю основу.
Клейкая лента с армирующей подложкой WIWK описана в US 4 304 813. Конструкция состоит из чувствительной к давлению ленты, содержащей полиэтиленовую пленку; основовязанная основа с вставленным утком, основа ткани из непрерывных нитей и чувствительный к давлению клей, нанесенный на пленку через основу ткани.
Тканевая основа представляет собой ткань WIWK с цепным вязанием, базовая конструкция из полиэфирной непрерывной нити 40 денье. Вставленная уточная нить представляет собой текстурированную полиэфирную непрерывную нить 150 денье. Это обеспечивает основу из 100% синтетической ткани. Как поясняется в ЕР 0466342 (US5017425), производство этой подложки было дорогостоящим, поскольку в каждую петлю основной цепи вставлялся уток. Уток перпендикулярен к основе и используется в ленте так, чтобы он был перпендикулярен продольному направлению ленты. 9В ЕР 0466342 0003описана усовершенствованная техническая лента, армированная WIWK, содержащая слой пластиковой пленки, слой полностью синтетической ткани WIWK, ламинированный на указанной пленке, и клей, чувствительный к давлению, примыкающий к указанной ткани. Структура ткани относительно открыта, в результате чего получается экономичная подложка. В EP 0466 342 утверждается выбор от 5 до 12, предпочтительно 9 уточных нитей на дюйм в ткани WIWK, что дает более дешевую, легкую и более открытую ткань, чем описано в US 4304 813.
Улучшенную ткань изготавливали на трикотажной машине с использованием Уточная пряжа 150 денье (167 децитекс). Утверждается, что эта конструкция WIWK имеет то преимущество, что ее можно разорвать в направлении производства технической ленты. Эта способность к разрыву обусловлена наличием в ткани уточной нити, которая направляет разрыв. Склеивание ткани с пленкой обеспечивает одновременную загрузку лишь небольшого количества основных нитей при разрыве ленты в поперечном направлении.Низкое сопротивление разрыву. Поскольку уток проходит перпендикулярно направлению ленты, любой разрыв перпендикулярен ленте.
Проблема с армированными клейкими лентами, особенно лентами с низкой эластичностью, заключается в том, что когда они наматываются на по существу цилиндрический объект, такой как пучок проводов, любое наложение ленты на уже сформированный слой будет иметь тенденцию к перекосу ленты обратно на себя, что приводит к постепенному увеличению количества перекрытий. Эта проблема может увеличить количество требуемой ленты, а также может привести к необходимости прекратить намотку и возобновить работу с новой длиной ленты.
Попытки сохранить ленту в рабочем состоянии приводят к нежелательным складкам на ленте, что может привести к появлению слабых мест в обмотке и неприглядному внешнему виду.Еще одна проблема с рвущимися армированными лентами предшествующего уровня техники заключается в том, что если линия разрыва проходит вдоль уточной нити, проходящей перпендикулярно ленте, это приводит к разорванному концу, который не может аккуратно прилегать к концу цилиндра. Таким образом, необходимо обрезать конец, или оставить конец неопрятным, или наложить на него еще один кусок ленты.
Задачей настоящего изобретения является решение вышеуказанных проблем путем изготовления подложки, которая помогает наматывать ленту более точно и ровно и которую, если требуется разрывная способность, можно разорвать под косым углом.
Раскрытие изобретения В соответствии с настоящим изобретением предложена клейкая лента по п.1. Одно из преимуществ такой ленты состоит в том, что клейкая лента или «клейкая лента» рвется вручную в направлении утка вдоль наклонной угол, образованный утком.
Делая ленту разрываемой вручную под подходящим наклонным углом, можно избежать дополнительных разрезов, а обращение с лентой также может быть более простым и аккуратным при соединении с ранее нанесенной оберткой. Соответствующий косой угол, образованный оторванным концом ленты, позволит легче начать оборачивать ленту вокруг круглой детали; включая без ограничений: шланги, кабели и трубки.В качестве альтернативы ткани WIWK армирующей тканью с утком под косым углом может быть любая тканая и/или перевивочная ткань, пригодная для использования в производстве клейкой ленты и имеющая уток, закрепленный под косым углом. Тем не менее, WIWK является предпочтительной конструкцией по причинам, изложенным ниже.
У клейкой ленты концы основы выровнены и параллельны направлению ленты, а концы утка расположены под косым углом, выбранным в соответствии с диаметром объекта, вокруг которого будет наматываться лента. В идеальном случае оторванная от руки сторона ленты, следующая за углом утка, прикладывается к объекту, который необходимо обернуть, таким образом, чтобы оторванный под углом конец ленты был выровнен с линией, перпендикулярной оси по существу цилиндрического объекта.
Это гарантирует, что все уточные нити в армирующей ленте будут практически оборачиваться вокруг цилиндра в точке 9.0 градусов к оси цилиндра. Это предотвращает явление движения ленты по неспиральной траектории при наматывании и сохраняет по существу постоянным сдвиг в поперечном направлении между слоями ленты.Для лент с клейкой стороной только с одной стороны лента теперь «сдается». Лента, предназначенная для правшей, которая будет наматывать по часовой стрелке, будет иметь косой угол, расположенный так, что лента рвется более длинной стороной к переднему краю, тогда как лента, предназначенная для левшей, будет иметь косой угол. расположен в противоположном направлении, чтобы сделать его передней кромкой для намотки против часовой стрелки. Таким образом, армирование предпочтительно может быть получено под разными косыми углами, чтобы соответствовать этому использованию левой и правой рукой, а также для размещения различных возможных диаметров объектов, которые должны быть обернуты.
Это обеспечение множества наклонных углов может быть удобно достигнуто путем производства ткани WIWK с концами основы (стежковыми нитями и с прокладочными нитями или без них) в вертикальном (машинным способом) направлении, как обычно. Ткань в предпочтительном способе сначала изготавливают с ортогональными концами утка, а затем деформируют путем вытягивания, чтобы получить требуемый косой угол утка. С помощью такого процесса можно получить ткань WIWK, у которой все концы утка имеют правильный наклонный угол относительно нормального поперечного направления ткани. Уточные нити останутся параллельными и на равных
расстояние друг от друга. Это расстояние равно первоначальному количеству утков на см. Все утки могут быть под положительным или отрицательным косым углом, в зависимости от требований. Концы основы останутся в вертикальном направлении (в машинном направлении), как обычно. Нет ограничений по материалу и типу пряжи, используемой для инкрустации концов основы и концов утка, например: все натуральные, искусственные, искусственные нити, крученые (волокна) и/или непрерывные комплексные или моноволоконные нити, плоские, текстурированная и/или любая другая объемная пряжа, одинарная или крученая одиночная пряжа в суровом состоянии и/или в обработанном или покрытом состоянии, в диапазоне 10 дтекс (9денье) до 33 000 дтекс (30 000 денье), предпочтительно до 280 дтекс (250 денье).
Пряжа предпочтительно представляет собой полиэстер. В качестве альтернативы это может быть полиамид, например, полиамид 6,6, полиамид 6, полиамид 6,10, полиамид 6,12, полиамид 4.6, полиамид 11, полиамид 12, или это может быть искусственный шелк, сталь, полиэтилен, полипропилен, ПВА, стекло. волокно, арамид, углерод или любое другое сырье, подходящее для армирования ленты. Пряжа может не иметь крутки, или может быть перепутана без крутки, или быть скрученной, или скрученной. Пряжа также может быть растяжимой, эластичной, эластомерной пряжей и может быть обработана, например, для придания ему негорючести, антистатических свойств или свойств, препятствующих затеканию.Предпочтительная конструкция составляет от 0,5 до 20 рядов на см основы и от 0,5 до 20 рядов на см утка. В направлении утка предпочтительна пряжа, вставленная в каждую петлю, но можно провязывать одну нить в каждую вторую петлю (первая будет без утка), или в каждую третью петлю, или в каждую четвертую. стежок и т. д.
Также можно одновременно вязать несколько уток с теми же параметрами, что и для одного утка. В каждой из этих конструкций стежки или петли гарантируют, что стежки основы и нити косого утка удерживаются в фиксированном положении друг с другом, так что плотность армирования вдоль и поперек ленты не меняется. Это приводит к более высокой консистенции армирования, чем можно было бы получить, например, при использовании ажурного тканого армирования. Таким образом, для предпочтительной конструкции одного утка на каждый стежок основы соотношение составляет 1:1, тогда как при использовании конструкции с введением утка в каждый второй стежок основы соотношение составляет 2 стежка на 1 уточную петлю.Однако в обоих случаях соотношение остается постоянным на всей ленте.
Можно вязать одиночный уток, вставленный в каждую вторую петлю (первая петля без утка), или каждую третью петлю, или каждую четвертую петлю, или комбинацию этих возможностей и т. д. Также можно использовать мульти 3.
Аналогичным образом в направлении основы каждый конец основы вкладыша может быть вставлен в каждую петлю или в каждую вторую, третью, четвертую кисть и т. д. соответствующую иглу).
Для ткани с прокладочной основой предпочтительна конструкция от 0,5 до 12,6 рядов на см основы и от 2 до 18 рядов на см утка.
Швейная пряжа
Швейная пряжа может быть изготовлена из любого материала, предпочтительно из искусственных непрерывных нитей в диапазоне от 10 до 280 дтекс, предпочтительно от 22 до 280 дтекс, для облегчения вязания.
При деформации для придания косого утка ширина ткани будет уменьшена по сравнению с исходной шириной, сформированной на вязальной машине. Для этого количество концов основы (количество стежочных нитей) на вязальной машине соответственно уменьшается. Предпочтительной конструкцией может быть от 0,5 до 20 концов на см (или от 1 до 50 игл на дюйм) в случае одного стержня (или один конец на иглу), наиболее предпочтительной конструкцией является от 1 до 12,6 концов на см ( или/и от 3 до 32 игл на дюйм) в случае одного стержня (или одного конца на иглу).
Конструкции, выполненные с использованием нескольких стержней в основе i. е. также возможны несколько концов основы, работающих по-разному на одной или разных иглах. Сшивающая пряжа может быть, например, комплексной или моноволоконной полиэфирной или полиамидной пряжей или ленточной пряжей.Как уже обсуждалось, вставки основы могут быть вставлены в каждый второй столбик, третий столбик, четвертый столбик и т. д. Столбик изготавливается из каждой сшивающей нити и соответствующей иглы. При использовании прокладочной основной пряжи между каждым столбиком, выполненным из стежковых нитей, предпочтительным узорным стежком, который будет использоваться для сшивающей пряжи, является трикотажный стежок (1,0/1,2) с закрытыми петлями и/или открытыми петлями (0,1/2,1). . С помощью этих цепных или столбчатых стежков может быть добавлена базовая инкрустация со стежком узора с эффектом утка (0,0/1,1).
Базовая основа может быть выполнена двумя различными стежками узора в зависимости от необходимого аспекта: плоская сторона с прямой основой между рядами (0, 0/0, 0) и/или круглая форма с вращением основной основы вокруг стежков (0.
0/1. 1).Когда нет необходимости в инкрустации основы, предпочтительным узорным стежком для сшивающей пряжи является тамбурный шов (столбчатый шов) (0,1/0,1) с закрытыми стежками и/или тамбурный шов (столбчатый шов) (0,1/0,1). 1/1.0) с открытыми петлями. Несколько стержней (несколько петельных нитей, работающих на одной игле) можно использовать с различными узорными стежками, но это увеличит вклад швейных нитей в вес ткани WIWK. Также можно использовать несколько стержней основной пряжи для инкрустации с различными узорными стежками, учитывая одинаковое влияние на вес и прочность на растяжение ткани WIWK.
Предпочтительно иметь вставку основы, так как натяжение автоматически уравновешивается вставкой основы. Однако для ленты, отрываемой вручную, предпочтительно, чтобы вставка не имела деформации. В случае отсутствия упрочняющей основы вставки уточные нити предпочтительно представляют собой нити, которые составляют менее 50%, а предпочтительно менее 30% по массе всей ткани.
В случае, когда присутствует прокладочная основа, относительное количество утка к основе составляет от 1 к 4 и от 4 к 1, и предпочтительно, если одна и та же пряжа используется в обоих направлениях с одинаковой конструкцией на см утка и основы. вес примерно одинаков: в пределах плюс-минус 10%.Для получения утка с косым углом ткань WIWK пропускают как минимум через два прижимных ролика, прежде чем дозирующее устройство подберет деформированную ткань. Три ролика
дадут лучшие результаты, чем два, и позволят избежать чрезмерного давления на ролики. Использование этих роликов блокирует передачу натяжения ткани WIWK обратно на вязальную машину. Из-за косого угла схода полотна после прижимных валков получаем перекос ВИВК. Дозировочное устройство, как правило, расположено параллельно с. вязальная машина в традиционной ткани, теперь будет располагаться по отношению к вязальной машине под тем же углом а, что и отклонение, необходимое для утка. Уток остается параллельным вязальной машине.
Предпочтительно, чтобы концы основы находились под высоким натяжением, чтобы можно было свернуть деформированную ткань WIWK с правильным углом ß для направления основы и правильным углом a для направления утка. Кроме того, когда ткань WIWK снова разматывается для дальнейшей обработки или изготовления ленты, важно поддерживать это высокое натяжение, по крайней мере, до тех пор, пока армирующая ткань не будет покрыта или приклеена к основе. В одном из вариантов процесса деформирования ткань можно вязать и наматывать в ортогональной конфигурации, как обычно, а затем деформацию можно выполнять в автономном режиме, эффективно заменяя вязальную машину дополнительным дозирующим устройством в качестве источника ткани, подаваемой на прижимные ролики. Кроме того, можно деформировать ткань WIWK под необходимым косым углом утка непосредственно перед обработкой и/или обработкой, и/или ламинированием, и/или нанесением покрытия, что представляет собой следующий этап в процессе изготовления ленты.
После процесса вязания можно использовать поточный или автономный процесс, такой как ламинирование, и/или покрытие, и/или печать, для получения конечного изделия из самоклеящейся ленты. Преимущественно, непосредственно после прижимных роликов предусмотрена поточная машина для обработки/поточной отделки/поточной ламинации/поточной машины для нанесения покрытия, чтобы получить однопроходный непрерывный процесс.; Клейкую ленту можно использовать для оборачивания вокруг цилиндрических объектов, таких как трубы, шланги, пучки проводов, воздуховоды и т. д. цилиндра. Кроме того, уток должен иметь соответствующий угол, чтобы получить правильную длину, чтобы обеспечить идеальное соединение или слегка перекрывающуюся обмотку ленты вокруг цилиндра.
В идеале клейкие ленты имеют правильную ширину и угол утка, соответствующие каждому требуемому диаметру обертывания. Косой угол утка должен быть определен специально для каждого диапазона диаметров, которые необходимо намотать; отрыв ленты вручную соответствует углу, образуемому утком.
Характеристики армирующей ленты, такие как предел прочности при растяжении, относительное удлинение при разрыве, модуль упругости при растяжении, толщина, вес, жесткость и т. д., будут зависеть от выбора конструкции (количество концов в направлениях основы и утка), типа сырья , размер и тип пряжи и тип используемых узорных стежков, а также может зависеть от типа обработки/отделки/печати/ламинирования и/или покрытия, нанесенного на подложку.
Преимущества формирования ленты с использованием ткани WIWK в качестве отправной точки: более тонкая структура, имеющая ту же прочность, что и тканая арматура, которую можно деформировать под косым углом, не нарушая расстояния между нитями. Это дает экономию клея и более однородные свойства получаемой клейкой ленты.
Поскольку в ткани нет складок, ткань не проявляет удлинения при начальной нагрузке, в отличие от тканей.
Это удлинение происходит из-за растяжения нитей при удалении или замене извитости во время начальной загрузки.
Это облегчает сохранение однородной структуры при «перекосе» за счет натягивания ткани под косым углом.В WIWK прошивные нити соединяют два листа вместе, чтобы поддерживать точное расстояние между каждой основной нитью (или столбиком) и между каждой уточной нитью (или стежками или рядами), что приводит к идеальной геометрии уточной нити в ткани, потому что нити всегда удерживаются на месте сшивающими нитями. Это особенно важно, если конструкция ткани очень открытая, и это даже более важно в данном случае, когда ткань в противном случае будет неравномерно деформирована в процессе создания косого угла.
Далее изобретение будет описано только в качестве примера и со ссылкой на чертежи, которые кратко описаны следующим образом: Фигура 1 представляет собой вид сверху ткани WIWK, изготавливаемой с утком под косым углом. Фигура 2 представляет собой ткань WIWK с косым утком; инкрустация основы и трикотажной пряжи; фиг.3 — ткань WIWK с косым утком; инкрустация основы и пряжа для тамбурного шитья; На рис.
4 представлена ткань WIWK с косым утком, без набора основы и с использованием закрытых цепных стежков; Фиг.5 представляет собой вид сверху ткани WIWK, проходящей через прижимные ролики; Фигура 6 представляет собой рулон клейкой ленты со скошенным оборванным концом; фиг.7 — цилиндр, обмотанный липкой лентой перед приклеиванием оторванного конца; 8 — цилиндр, обмотанный липкой лентой после приклеивания оторванного конца.На рисунке 1 показана вязальная машина (А), которая представляет собой машину WIWK. Трикотажное ленточное армирующее полотно снимается с вязальной машины в направлении дозирующего устройства (В). Ткань содержит концы основы 2 (прошивные нити 2 и/или прокладочные нити 1) в машинном направлении, как обычно, и уточные нити 3, проходящие поперек ткани. Чтобы создать концы утка под косым углом, трикотажное полотно протягивается через прижимные ролики (С) до того, как оно будет намотано на дозирующее устройство (В).
Для получения косого утка 3 с углом а после вязальной машины (А) на рис.
1 и перед дозирующим устройством (В) ткань WIWK пропускают не менее чем через два прижимных ролика (С), три ролика дадут даже лучшие результаты и избежать чрезмерного давления на ролики; который заблокируетискажение ткани WIWK, возвращающейся к вязальной машине (A). Только после того, как ткань пройдет через эти прижимные ролики (С), мы получим косую деформацию ткани WIWK.
Можно изменить положение дозирующего устройства (B) так, чтобы концы утка имели косой угол a в диапазоне от -70° до 70° по сравнению с обычным направлением утка. Это традиционное направление обычно пересекает машину под углом 90° к концам основы (угол (3). Таким образом, косой угол а равен 0°, а угол ß равен 90°, когда уток перпендикулярен основе. (B) в сочетании с прижимными роликами (C) можно производить ткань WIWK, все концы утка которой 3 имеют угол a до 70° в любую сторону от нормали 9угол 0°. Применение этого метода к ткани WIWK имеет то преимущество, что все уточные нити 3 будут иметь одинаковый угол а, так что они останутся параллельными и равноудаленными друг от друга.
Расстояние между ними определяется их первоначальным расстоянием (уток на см), наклонным углом и, в некоторой степени, натяжением между прижимными роликами (С) и дозирующим устройством (В). Концы основы должны находиться под высоким натяжением, чтобы можно было свернуть ткань WIWK под правильным углом (3 для направления основы и под правильным углом a для направления утка.На рис. 1 также показаны нити для сшивания 2. Они необходимы для обеспечения соединения вместе концов основной основы 1 и концов утка 3. Нити для сшивания 2 представляют собой полиэфирные непрерывные филаментные нити плотностью 76 децитекс.
На рис. 2 показана ткань WIWK с косыми концами утка 3 и прокладочной основой 1 (0,0/0,0) и трикотажной пряжей 2 (0,1/2,1) в распущенном состоянии. Ткань имеет 8 петель на см основы и 12 концов на см утка. На рис. 3 показана ткань WIWK со скошенными концами утка 3 и прокладочной основой 1 (0,0/1,1) с поворотом вокруг цепной пряжи 2 (0,1/1). 0) открыть. Нити 2 удерживают косые концы утка 3.
Ткани рис. 2 и 3 с прокладкой основы имеют предпочтительную конструкцию с одним единственным утком 3, вставленным в каждый стежок. Кроме того, как показано на фиг.2, концы 1 основы вкладыша вставлены в каждую петлю. Строчка, показанная на рисунке 2, представляет собой трикотаж с открытыми стежками (0,1/2,1).
Основа для вкладок 1 может быть выполнена двумя разными узорчатыми стежками в зависимости от необходимого аспекта.
Плоская форма может быть создана с прямой основой 1 между столбиками 2 (0,0/0,0), как показано на рис. 2. Круглая форма может быть создана путем поворота основной основы 1 вокруг стежков 2 (0,0 / 1.1), как показано на рисунке 3. Варианты могут использоваться вместе для создания ткани со смешанными аспектами.
Возможно использование нескольких стержней, чтобы несколько стежковых нитей работали на одной игле, но это увеличит долю стежковых нитей, составляющих вес ткани WfWK. Поскольку вес швейной пряжи обычно должен быть сведен к минимуму, несколько стержней менее предпочтительны.
На рис. 4 показана ткань с косым утком 3 и без прокладочной основы. Предпочтительным узорчатым стежком для сшивающей нити 2 является цепной стежок (0,1/0,1) с закрытыми стежками. В качестве альтернативы это может быть цепной стежок (1.0/0.1) с открытыми стежками.
В качестве возможных вариантов процесса, показанного на рисунке 1, вязальная машина (А) может быть заменена дозирующим устройством для разматывания ткани, а отделочная машина или любая другая обрабатывающая машина может быть заменена дозирующим устройством (В). В этом случае ткань WIWK будет деформироваться под необходимым углом утка (а) непосредственно перед отделочной и/или обрабатывающей машиной на следующем этапе процесса. В другом варианте непосредственно после вязальной машины (А) и прижимных валков (С) предусмотрена обрабатывающая машина для получения однопроходного процесса. Однако это менее предпочтительно для применений, где может потребоваться время от времени изменять угол наклона для получения ряда армирующих основ с различными углами наклона.
На рис. 5 показано искажение ткани WIWK после прижимных роликов (C). При перекосе для получения косого утка ширина ткани будет уменьшена по сравнению с исходной шириной, сформированной на вязальной машине (ширина машины = mW). Косой угол концов основы 2, необходимый для получения концов утка под углом а, уменьшит mW, чтобы получить новую ширину ткани: FW [FW = mW (sina)]. Из-за этого уменьшения ширины количество концов основы на сантиметр увеличится. Если nK — количество концов основы (2) на сантиметр на вязальной машине, а nF — количество концов основы на сантиметр в готовой ткани (или ленте), формула будет: [nF = nK/(sina) ].
После этого процесса вязания для производства клейкой ленты можно использовать поточный или автономный процесс, такой как ламинирование, и/или покрытие, и/или печать.
Окончательные характеристики армирующей ленты, такие как предел прочности при растяжении, относительное удлинение при разрыве, модуль упругости при растяжении, толщина, вес, жесткость и т.
д., будут зависеть от выбора конструкции (количество концов как в направлении основы, так и в направлении утка), типа сырья материал, размер и тип пряжи и тип используемых узорных стежков, а также может зависеть от типа обработки, и/или отделки, и/или печати, и/или ламинирования, и/или покрытия, нанесенного на арматуру.Пример использования клейкой ленты можно проиллюстрировать со ссылкой на рис. 6, 7 и рис. 8. На рис. 7 показан цилиндр 4, который необходимо обернуть клейкой лентой 5, показанной на рис. 6. Рис. 6 показана клейкая лента 5 с разорванным вручную свободным концом 6 под углом а, образуемым утком 3. На рис. 7 показано начало намотки, свободный конец 6 которого еще не приклеен к цилиндру 4. 5 будет следовать за границей или концом цилиндра и может быть аккуратно приклеен к цилиндру 4, как показано на рис. 8.
Чтобы можно было точно обернуть цилиндр 4 (рис. 7 и рис. 8), ширина (tW) ленты 5, показанная на рис. 6, должна быть пропорциональна диаметру (Q) цилиндра 4, как показано на рис.
7. и рис. 8. Кроме того, уток 3 ленты 5 (рис. 6) должен иметь соответствующий угол а, чтобы получить правильную длину (wW), чтобы обеспечить идеальное соединение или небольшой перехлест ленты вокруг цилиндра 4. Формула для определения правильная ширина ленты (tW) для использования, следуя углу a для намотки, имея ширину утка (wW) ленты (рис. 6), точно соответствующую окружности оборачиваемого цилиндра, с диаметром цилиндра Q, составляет :Окружность цилиндра = TRI = wW tW = wW Cos a Таким образом, чем меньше угол a, тем больше должна быть ширина ленты, особенно если диаметр оборачиваемой ленты также велик.
В идеале клейкая лента имеет правильную ширину и угол утка, соответствующий каждому желаемому диаметру обертывания.
Пример ткани Образцы трикотажной ткани основы со вставкой утка были изготовлены с использованием полиэфирных нитей как в утке, так и в основе вставки (см. рис. 2 и 3). Ткань вытягивали под углом, как описано выше, чтобы получить уточные нити под косым углом 22° к поперечному направлению ткани.
(Ткани А и В) Третий образец ткани (Ткань С) был изготовлен без использования основы для вставки. В этом случае армирующие нити присутствуют только в направлении косого утка, а не в направлении основы или производства (см. рис. 4). В направлении основы присутствует только сшивающая нить, создающая ткань с помощью стежков. Однако из-за косого утка, проходящего как поперек, так и вдоль ленты, уток также обеспечивает некоторую степень поддержки растяжения вдоль ленты.Примеры лент Ниже приведены примеры липких лент, которые можно получить с косым утком в армировании.
Ленты можно получить обычным способом, за исключением того, что армирующая ткань представляет собой одну из тканей, приведенных выше, и ленту выдерживают при высоком натяжении в процессе производства, по крайней мере, до тех пор, пока она не будет ламинирована на полимерную пленку.
Таблица 1-Пример Клейкие ленты Пример 1 Пример 2 Пример 3 Армирующая ткань C Ткань A Ткань B Полимерная пленка Полиэтилен 2 мкм Пары алюминия Толстый полиэстер 5 мил полиэтилентерефталат с покрытием 2 мил Адгезив Основа из натурального каучука Акрилатная основа Бутадиен-акрилат-изопреновая основа
Ленту из Примера 1 сравнивали с лентой, имеющей обычную ортогональную армирующую ткань, путем их обертывания вокруг цилиндра диаметром 2 см.
Ленту в соответствии с изобретением было легче наносить равномерно без нахлеста, и на единицу длины цилиндра использовалась более короткая длина ленты. Кроме того, внешний вид закрытого цилиндра был улучшен с использованием примера 1, а концы стали более аккуратными и не требовали обрезки.Лента легко рвется рукой по косому углу утка.
Наш вклад в защиту от климата
Большинство чтения
Cordenka
Успешно завершенная
DITF
Development Umeclable Automotive Components
- 9002 FraUnhofer UMSICHTITIP
- 9002 FRAUNHOFE
Прочная и легкая направляющая система для амфибий из текстильного бетона – новинка для устойчивой защиты исчезающих видов (Источник: ITM)
Внесение активного и устойчивого вклада в защиту климата и предотвращение климатического кризиса уже много лет является целью исследовательской деятельности Института текстильного машиностроения и технологии высокоэффективных материалов (ITM) Технического университета Дрездена, Германия.
Энергосбережение, эффективность использования ресурсов, экономика замкнутого цикла и, следовательно, активная защита окружающей среды являются важными движущими силами для разработки новых материалов, технологий и машин по всей цепочке создания добавленной стоимости в текстильной промышленности. Это иллюстрируется следующими образцовыми исследовательскими проектами ITM по избранным темам, которые финансируются BMWK, BMBF и DFG.Эффективность использования материалов за счет малоотходных, близких по форме и адаптированных к нагрузке двухмерных и трехмерных армирующих структур
Эффективность материалов и затрат являются важными факторами для разработки малоотходных двухосных тканей на основе технологии основовязания для облегчения веса применения, подходящие для крупносерийного производства и многоосных тканей почти чистой формы с регулируемой на месте плотностью армирующей основной пряжи для конкретных компонентов. Производство тканей, близких к сетчатым формам, значительно снижает количество отходов в технологической цепочке производства композитов. Потенциал снижения затрат значителен при сохранении высокой производительности, что позволяет реализовывать новые приложения для легких конструкций, например. в электромобилях, авиации и возобновляемых источниках энергии. Разработка нового процесса преобразования основных нитей в уточные в процессе вязания также позволила производить трикотажные текстильные полуфабрикаты для сложных композиционных компонентов практически без необходимости раскроя, что сделало их значительно более ресурсосберегающими.Новые адаптированные к нагрузке плетеные текстильные армирующие конструкции почти сетчатой формы из высокоэффективных волокон могут быть созданы с помощью разработанного эластомерного ткацкого берда с регулируемой шириной. С помощью этого ткацкого берда можно получить локальную различную плотность основных нитей по длине ткани, кроме того, ход основных нитей внутри ткани можно контролировать в соответствии с путями силовых потоков или внешним контуром композитного компонента. Таким образом, эти разработки являются важным вкладом в достижение высокой эффективности использования материалов и ресурсов за счет максимального использования потенциала свойств волокон, а также проектирования, ориентированного на нагрузку, и производства преформ без превышения размеров.
Технологии многоосного основовязания для устойчивого армирования текстильного бетона
По сравнению с традиционными методами строительства, основанными на стальной арматуре, метод строительства из текстильного бетона экономит до 60 % бетона за счет значительного уменьшения необходимого бетонного перекрытия. Выбросы CO2 на тонну цемента — основного компонента бетона — составляют 590 кг и составляют до 8 % от ежегодных глобальных выбросов CO2 для строительной отрасли. Это означает, что в этом секторе имеется огромный потенциал для защиты климата, который необходимо использовать в дальнейшем.
В настоящее время ITM разрабатывает арматуру для текстильного бетона с профилированными нитями на основе методов плетения и пропитки. Профилирование пряжи создает дополнительную форму, подходящую к бетонной матрице, что обеспечивает более высокую прочность сцепления между бетоном и пряжей/текстилем. Это позволяет уменьшить необходимую длину склеивания, так что в значительной степени можно избежать перекрывания зон или слишком большого размера армирующего материала. Это также повышает эффективность использования материалов и приводит к экономии CO2.Новая направляющая система для амфибий из текстильного бетона, разработанная в ITM для использования на дорогах с интенсивным движением, сочетает в себе ресурсосберегающие методы строительства и высокую экологическую устойчивость с защитой природы и видов. Надежная и долговечная направляющая система из элементов из армированного углеродным волокном бетона имеет удобную для земноводных поверхность и направляет амфибий к безопасным для них дорожным переходам. Конструкция в виде элемента из текстильного бетона экономит огромное количество бетона (цемента), что приводит к уменьшению выбросов CO2 и, следовательно, является значительным вкладом в защиту климата, а также в сохранение биоразнообразия и глобальную защиту климата.
Эффективность использования материалов за счет новых методов формования трехмерных полуфабрикатов
Помимо непосредственного производства трехмерных полуфабрикатов, формирование плоских структур также предлагает огромный потенциал для повышения эффективности использования материалов и ресурсов. Полностью разработанный новый производственный процесс позволяет формировать плоские текстильные полуфабрикаты непосредственно в сложные 3D-геометрии с помощью эластичных 3D-инструментов. Это экономит 30 % армирующего материала, который ранее требовался в качестве добавки к материалу для процесса формования. После формирования армирующие волокна повторяют кривизну компонента, а это означает, что определение размеров высоконагруженных компонентов FRP может быть выполнено более ресурсоэффективным способом.Переработка посредством ремонта конструкций из углепластика
Долгий срок службы композитных компонентов должен быть одной из основных целей развития с точки зрения эффективного использования ресурсов, экологического баланса и экономической эффективности. Тем не менее, или именно из-за этого, здесь также требуются решения для полного ремонта этих компонентов. Поэтому был разработан подход к ремонту, при котором текстильные заплаты вставляются в место ремонта, которое было локально освобождено от матрицы. Очень четко выраженная локальная деградация матрицы инициируется УФ-облучением с использованием полупроводникового оксидного катализа. Дальнейшее исследование основных принципов, достигнутых в проекте, в настоящее время является предметом последующих проектов.Эффективность использования ресурсов за счет использования возобновляемого сырья
В рамках проекта междисциплинарного сотрудничества научно-исследовательские институты Papiertechnische Stiftung (PTS) и ITM разрабатывают инновационные экологически безопасные гибридные бумажно-текстильные сэндвич-материалы для легких панелей с поддержкой моделирования. Они основаны на пространственно развернутых, огнестойких бумажных лентах, которые интегрированы в технологический процесс и вставляются по форме между двумя ткаными покровными слоями. Сгибание бумаги приводит к высокой структурной устойчивости панелей к сдвигу и изгибу. Процесс, разработанный PTS, обеспечивает бумаге на основе целлюлозы присущие ему огнестойкие свойства (в соответствии с DIN 4102 B1) и устраняет необходимость в отдельных процессах отделки и нанесения покрытия.Устойчивое волокно за счет вторичной переработки и прядения из биополимеров
Благодаря своей исследовательской деятельности ITM накопила обширный научный опыт и глубокое понимание взаимосвязи между свойствами углеродного волокна и его поведением при обработке, т.е. по технологии формирования пряжи. Это основа для создания замкнутых циклов сырья в секторе композитов. Что касается волокон, ITM рассматривает всю технологическую цепочку технологии формирования промышленной пряжи, начиная со смешивания волокон с использованием процесса кардочесания, формирования ленты и вытягивания до прядения гибридной пряжи, например, из переработанных углеродных волокон (rCF) и термопластичных волокон. Структуры пряжи RCF, разработанные в ITM, могут быть реализованы с минимальными затратами благодаря низким затратам на волокно и производство и имеют следующие преимущества с точки зрения защиты климата:• эффективность с механическими свойствами в диапазоне исходных нитей,
• экологичность благодаря переработке отходов волокна и
• энерго- и ресурсосбережение за счет эффективной переработки.
Долгосрочное сокращение потребления первичного сырья требует, среди прочего, отказа от даунциклинга, создания полностью ресурсоэффективной экономики замкнутого цикла и продвижения продукции с длительным сроком службы. Следовательно, целью исследовательского проекта BMBF KuRT/PoCo-rPP совместно с партнером по проекту «Das Duale System Der Grüne Punkt» является разработка концепции процесса производства экологически чистых переработанных полипропиленовых волокон из бывших в употреблении отходов. С этой целью ITM разрабатывает процесс формования из расплава для производства 100 % переработанных комплексных полипропиленовых волокон с использованием рециклатов, предоставленных партнером по проекту.
Возобновляемое сырье хитин является вторым по распространенности биополимером в мире и обычно является побочным продуктом пищевой промышленности. Целью исследовательской деятельности ITM является использование хитина для производства хитозановых волокон путем разработки устойчивого процесса прядения массы с растворителем для специализированных филаментных нитей с высокими эксплуатационными характеристиками и функциональными возможностями.
Хитозан является биосовместимым, нетоксичным и биоразлагаемым, поэтому обладает очень хорошими физиологическими свойствами для широкого применения в биомедицинских, дерматологических и косметических целях. Использование ионных и, следовательно, пригодных для повторного использования растворителей позволяет наносить устойчивое, экологически безопасное центрифугирование хитозановых волокон в нейтральной водной среде коагуляции без использования химически агрессивных, вредных для окружающей среды или токсичных химикатов.
Разработка технологий, процессов и материалов в рамках исследований ITM убедительно демонстрирует возможности замкнутых циклов материалов при разработке и производстве промышленных продуктов. Следовательно, работа ITM вносит значительный вклад в защиту окружающей среды, сохранение ресурсов и устойчивость.Exam 5 note ch 14-15 Flashcards
Изготавливаются непосредственно из раствора полимера путем экструзии расплава или заливки раствора на горячий барабан.
— большинство интерьерных текстильных пленок изготавливаются из растворов винила или полиуретанаВиниловые пленки
-моющиеся -становятся жесткими и ломкими при химической чистке или при низких температурах.
уретановые пленки
пленки можно стирать и подвергать химической чистке, они остаются мягкими в холодной воде — водостойкие, непроницаемые, жесткие, недорогие и устойчивые к загрязнениям — плохо драпируются — напоминают кожу
обычные пленки
являются пленками плотные и однородные, обычно непроницаемые для воздуха и воды и обладающие высокой устойчивостью к загрязнению. Латексные и виниловые пленки представляют собой простые пленки, используемые в качестве одноразовых перчаток в здравоохранении
Вспененные пленки
более губчатые, мягкие и пухлые благодаря вспенивающему агенту, в состав которого входят оловянные воздушные ячейки -не такие прочные и стойкие к истиранию, как обычные пленки -непроницаемые для воздуха и воды добавлена подложка (тканая, трикотажная или волокнистая), называемая подложкой
пленки на подложке
— это композитные ткани, которые более долговечны, дороже, легче сшиваются и с меньшей вероятностью растрескиваются и раскалываются, чем неармированные пленки
-изготавливаются путем включения воздуха в эластичное вещество -наиболее распространен полиуретан -известен своей громоздкостью и губчатостью -используется в качестве подложки для ковров, набивки мебели и форм для подушек Стоимость?
Пены высокие, упругие, громоздкие и слишком слабые, чтобы их можно было использовать без подложки?
____ пленки более губчатые, мягкие и пухлые из-за вспенивающего агента в месте крошечных воздушных ячеек в компаунде.
вспененная
___ пленки — композитные ткани, более прочные и дорогие
поддерживаемая
___ — наиболее распространенная пена.
полиуретан
Основовязальная техника
– изобретена в машинной технике, никогда не была ручной, началась с изобретения трикотажной машины, в ней используется один или несколько наборов пряжи, которые наматываются на навои и закрепляются на вязальном машина — это самый быстрый способ изготовления ткани из пряжи — менее эластичная и более легкая, чем трикотаж с наполнителем, они могут быть стабильными в обоих направлениях или демонстрировать растяжение, конечным применением являются бельё, нижнее белье и обивка. Технические виды использования включали шиповник и укрепление плотин
Основовязание (продолжение)
— основовязание классифицируется по типу машины, используемой для производства ткани — трикотажные машины используют 1 набор игл — рашель машина использует 1 или 2 набора игл — жаккардовая рашель машина используется для сложных структур
Основовязание — Трикотажное основное трикотажное полотно
— общее название для всех основных трикотажных тканей.
— не рвется и трикотаж с замком не сползает. тем не менее, они могут разделиться или застегнуться между полосами — будут скручиваться так же, как и трикотаж с наполнителем, но более устойчивы, чем трикотаж с наполнителем. — обладает эластичностью в продольном направлении и некоторой эластичностью в поперечном направлении — используется для нижнего белья, одежды для сна, рубашек, платьев и автомобильной обивки. — может быть ворсованным, ворсованным или ворсованным трикотажем, волокна приподнимаются над поверхностью, на ощупь как бархат.Трикотажное основное трикотажное полотно
Трикотажная сетка может быть изготовлена путем пропуска каждой второй спицы, поэтому на открытых пространствах используется только 1/2 пряжи. — тюль представляет собой шестиугольную сетку, используемую для вуали — может быть изготовлен различными способами — тюль трикотажной вязки — это недорогой вид тюля.
Трикотаж с рашельной основой
— трикотажная сетчатая ткань, изготовленная с пропуском каждой второй спицы.
-выходит из машины вертикально, а не горизонтально -вяжут самые разные ткани, от прозрачной паутины до тяжелых ковров -технические изделия, такие как рыболовные сети, мешки для стирки и покрытия для бассейнов машина и дешевле, чем тканыеТрикотаж основы более эластичный и более тяжелый, чем трикотаж с наполнителем
Трикотаж имеет небольшую эластичность в продольном направлении и немного в поперечном направлении?
____ машины используют один комплект игл
трикотаж
____ ткани с рядом цепочечных петель, называемых столбиками пряжа. — многие трикотажные изделия изготавливаются только из одного набора пряжи — вы не найдете пряжи в продольном и поперечном направлении, трикотажные изделия изготавливаются из нитей, которые соединяются петлями, а не переплетаются, как тканые. — повышенное потребление трикотажа связано с нашим повседневным образом жизни — это более новая техника, чем ткачество — ручное вязание было методом производства до 1589 года.и машинное вязание готовой одежды в 1864
трикотажное и трикотажное полотно продолжение
-производительность на вязальных машинах в 4 раза больше, чем на ткацких станках.
— вязание очень эффективно и универсально, но требует рудной пряжи, а не тканых тканей, поэтому экономия на производстве компенсируется стоимостью дополнительной пряжи — трикотаж пористый, объемный, высокий, теплый, устойчивый к морщинам, удобный, хорошо сохраняет внешний вид, с низким покрытием. , проницаемые и эластичные, но они могут сползать и/или зацепляться (схлопывание киля — можно сделать вязаный аналог почти для любого тканого основного и фантазийного переплетениявязание более
— более склонны к усадке, чем тканые материалы -набивное или уточное вязание и вязание с обертыванием — два метода, используемые для производства трикотажных изделий -набивное или уточное вязание представляет собой процесс, при котором одна пряжа или комплект пряжи перемещаются горизонтально назад и четвертый или вокруг и под иглами для формирования ткани — основное вязание — это процесс, в котором навой вводится в машину, а наборы пряжи вмешиваются в ткань для формирования ткани. пряжа перемещается в ткани вертикально.
снова заметки по вязанию..
— нити не перемещаются в обоих направлениях, как в ткачестве, а не отдельные наборы основных и уточных нитей в трикотажных изделиях — при распускании ткани удаляются как основные, так и уполняющие нити — при распускании трикотажных тканей только ряд петель снят
лиц можно классифицировать по?
1. машина изготовлена 2. количество комплектов пряжи в трикотажном 3. тип стежка или петель 4. тип произведенной ткани (резинка = 1 комплект пряжи на машине двойного переплетения, поэтому его можно разделить на категории №1 или №2
спицы
— вязание осуществляется спицами: пружинными, шпингалетными, двойными шпингалетными или составными. -большинство трикотажных изделий с наполнителем изготавливаются с помощью иглы с защелкой -игла для бороды с пружиной может быть использована для изготовления фасонной одежды, флиса и тонкой пряжи -игла с двойной защелкой используется для изготовления изнаночной ткани -сложная игла используется в основном для вязания основы
вязание стежки
— иглы манипулируют нитями для образования стежков или петель — названия стежков обозначаются способом их выполнения — стежки могут быть открытыми или закрытыми в зависимости от того, как образована петля — открытые стежки наиболее распространены при вязании с заполнением — открытые и закрытая используется в основном вязании в зависимости от дизайна
характеристики трикотажного полотна
— зависят от типа трикотажа, петель и пряжи, из которых состоит ткань — плотность ткани определяется путем подсчета количества петель, а не нитей в определенном направлении — столбики представляют собой вертикальные столбцы количество петель в трикотажном полотне — ряды горизонтальные ряды
характеристики трикотажного полотна прод.
выражается в иглах на дюйм (NPI) — чем выше калибр, тем тоньше ткань — машина для наполнения тонкого калибра может иметь 28 npi или более, в то время как грубая машина может иметь только 13 npi или лихорадкахарактеристики трикотажного полотна продолжение.
— может быть трудно идентифицировать лицевую и изнаночную сторону трикотажного полотна — техническая лицевая сторона — это внешняя сторона трикотажного полотна — может быть или не быть модной стороной изделия — техническая изнаночная сторона — это внутренняя сторона ткани по мере ее вязания и использования в качестве модной стороны флисовых и махровых тканей — техническая лицевая сторона обычно имеет лучшую отделку, на лицевой стороне используются более тонкие и дорогие нити.
поплавки
— на лицевой стороне короче, тоньше и с меньшей вероятностью зацепятся. дизайн ткани более заметен на лицевой стороне
трикотаж воздействие на окружающую среду
— меньше, чем у тканых тканей — меньшее использование химикатов для подготовки пряжи — тише, чем у челночных ткацких станков (меньше вибрации, чем у ткацких станков) — меньше ворса — меньше потребление энергии — в связи с потребительским спросом социальные злоупотребления, чрезмерное количество часов работы и неудобные условия
трикотажные изделия менее склонны к усадке, чем тканые материалы
вязание – это переплетение нитей?
трикотажные изделия могут быть изготовлены из нескольких наборов пряжи
Ткань ____ относится к количеству петель в определенном направлении
плотность
____ определяет количество лицевых петель.
это два типа методов, используемых для производства трикотажных изделий
-уток -основа
когда вы распутываете трикотаж, обе нити основы и утка распутываются?
трикотаж с наполнителем
трикотаж с одинарным наполнителем изготавливается на круговой или плоской машине с одним набором игл — может быть простым или фантазийным, с любым рисунком и плотностью — менее стабилен, чем трикотаж с двойным наполнителем — закручивается по краям и легко работать, если сделан из нити
одинарный трикотаж
-образец #97 -простейший из трикотажных изделий с наполнителем -полотна видны спереди, а ряды видны сзади -натяните одинарный трикотаж поперек и заверните его на спину по продольным краям и концам закручиваться к лицу
Уплотнительные трикотажные ткани
-одинарное джерси- #97 -если они сделаны из крученой пряжи, они не сползают -широко используемый и самый быстрый в изготовлении трикотаж с наполнителем. — Трикотаж представляет собой простую базовую ткань, обычно изготавливаемую на круглом станке и продаваемую в трубчатой форме.
— Футболки без боковых швов изготавливаются из трикотажа кругового вязания.Жаккардовый трикотаж
-образцы #104 и #105 -одинарный трикотаж с жаккардовым узором -можно использовать комбинацию трикотажных, сборочных или плавающих петель -использовать пряжу разных цветов для создания узора -Интарсия представляет собой более сложный узор из одинарной вязки ткань, в которой пряжа, используемая для создания узора, вплетена в ткань только в этой области
Ворсовые трикотажные изделия
-образец №106-108 -сделаны на модифицированной круговой машине -похожи на плетеный ворс, но более гибкие и эластичные — поверхность ворса может состоять из 1. обрезанных или неразрезанных кусков пряжи или 2. волокон
велюр
— трикотаж с ворсовым ворсом и петлями, которые разрезаются и разрезаются
махровый трикотаж
— трикотаж с ворсовым ворсом, используемый для изготовления полотенец и халатов. Более впитывающая и более мягкая, чем махровая ткань.
Трикотаж с уточной вставкой
— образец № 109 и 110 — другая пряжа прокладывается по ходу, когда она провязывается или не провязывается в петли, а прокладывается или вставляется в петли петель — эта укладка в пряжу может повысить поперечную стабильность, добавить визуальный интерес, увеличение поперечной прочности или добавление комфорта — френч не требует дополнительного наполнения, техническая спинка используется как модная сторона. -из флиса, техническая спинка начесана
машина для наполнения трикотажных изделий
— формование на вязальной машине — части одежды можно вязать на машине для изготовления лепешек — основная часть свитера, полочки, спинка, рукава, юбки, носки и воротники — формование — это процесс, используемый для придания формы тезисам. части. это дорого и медленно — чтобы идентифицировать модные предметы одежды, ищите «модные знаки», сопровождаемые изменением количества вейлов.
-Можно использовать имитацию модных марок, но они не сопровождаются увеличением или уменьшением количества полосок -Полностью вылепленные свитера часто изготавливаются с помощью трикотажной стежки или комбинации стежков для создания узоров.
Круглые трикотажные свитера вырезаны и сшиты. -полномодные вещи сидят не лучше, чем скроенные, но полные всегда тянутся, лучше смотрятся, реже деформируются при стирке и качественнеечулочно-носочные изделия
— все чулочно-носочные изделия представляют собой набивной трикотаж, однотонный (джерси), ребристый, сетчатый, микросетчатый и жаккардовый. -однотонный трикотаж тянется в обоих направлениях, очень прозрачен, но легко скользит -чулки из сетчатого кружева не сползают, а зацепляются трикотажные изделия
-образец №102 -выполнено на машине с 2 рядами игл, со вторым комплектом игл, расположенным под прямым углом к первому ряду -может быть изготовлено из 1 или более комплектов пряжи -классифицируется в зависимости от расположения иголок в машине или походке машины.
резинка
2 ложа расположены таким образом, что обе спицы могут вязать одновременно ; используется только для истинного изнаночного трикотажа
трикотаж с двойным наполнителем
— ткани с двойным наполнителем могут быть выполнены с использованием любой из четырех стежков (лицевая, складка, поплавок или изнаночная) — эластичны в двух направлениях и обладают высокой размерной стабильностью.
Не скручиваются по краям и менее склонны к растяжению, чем одиночные трикотажные изделия — не скатываются 0 могут напоминать тканую структуру и часто получают тканые названия, такие как джинсовая ткань и провидческая присоскатрикотажная ткань с наполнителем — ребра
— образцы № 100 и 101 — ребристая структура состоит из лицевых и изнаночных полос — передняя и задняя части выглядят одинаково — ткань с обработанными краями, воротниками и отделкой — медленная, поэтому дороже, чем трикотаж -растягивается поперек в 2 раза по сравнению с одинарным трикотажем -не скручивается по краям, но идет -1X1, 2X2, 3X3, 4X4 и т.д… ткань двойного переплетения с интерлоком — состоит из двух переплетенных реберных структур 1×1 — выглядят одинаково спереди и сзади и напоминают лицевую сторону одного трикотажа — тянется как обычный трикотаж, но ткань более прочная — не скручивается, а сбегает и распутывается только на концах — вяжется легче, чем двойная резинка, но мягче
одинарные трикотажные изделия, изготовленные из крученой пряжи, сопротивляются течению из-за сцепления волокон?
однотонный или однотонный трикотаж является простым из всех трикотажных изделий с наполнителем
Если футболка не имеет бокового шва, можно предположить, что она изготовлена из трубчатого трикотажа
велюр — это трикотаж плие?
____трикотаж с наполнителем растягивается в двух направлениях и обладает высокой размерной стабильностью.
двойной
сетчатый шланг не пойдет, но зацепится?
_____ — трикотаж с уточной вставкой, не требующей дополнительной отделки, с технической спинкой, используемой в качестве модной стороны.
французская махровая ткань
набивочное или уточное вязание
— может быть изготовлено вручную или на машине. -этапы машинного вязания: -прогонка -очистка -подача пряжи -опрокидывание -вытягивание
вязание с наполнителем или уток
вязание может выполняться на плоской хлебопекарной машине, где пряжа проходит назад и вчетверо, или на круговой машине, где пряжа носится по спирали.
Кругловязальная машина
— трубчатое вязание с различными диаметрами трубок — новая пряжа может быть введена в структуру в любой точке — высокая подача пряжи на дюйм диаметра позволяет вязальным машинам быть более производительными, но в результате получается много ткани косой – используется для изготовления метража ткани, чулочно-носочных изделий и носков
планшетная машина
— вязать ткани различной ширины, обычно 100 дюймов — медленнее, чем круговые машины, но производят меньше перекосов — могут формировать одежду или детали изделий — вязальные машины можно охарактеризовать по типу ткани, которую они создают: джерси , жаккард и махровая ткань
Заполняющие трикотажные структуры- Стежки
Четыре возможных типа стежков: -лицевые -складки -плавающие -изнаночные
образец вязания № 97
-основной стежок, используемый для изготовления большинства трикотажных тканей с наполнителем — большее удлинение в поперечном и продольном направлении -при печати на трикотажных изделиях они печатаются на лицевой стороне (наиболее гладкая и равномерная поверхность) -у ворсовых трикотажных изделий в качестве модной стороны используется техническая спина
-образец № 102, 103, 104, 121 -создание ажурного вязания (узор на ткани) -старая петля остается на спице при формировании новой петли.
(две петли на спице) — в трикотажном стежке со сборочными петлями ткань более плотная и с меньшей вероятностью будет растягиваться в поперечном направлении, чем лицевая вязка — образуются пузыри или складки — жаккардовый трикотажстежка — плавающий или пропущенный
— образец № 105 — также используется для создания фантазийного вязания с узором — на игле не образуется новая петля, а соседние спицы образуют новые петли — используется, когда пряжа разных цветов вяжется для создания рисунка — более вероятно растяжение в поперечном направлении, чем лицевая петля
петли — изнаночные или изнаночные
— образец № 100 — выглядит одинаково спереди и сзади, как техническая спинка трикотажного трикотажа. — ткань двусторонняя — вязать медленно и дорого; требуются специальные машины — поскольку они выглядят как техническая задняя часть трикотажа, производители будут использовать заднюю часть трикотажа в качестве модной стороны, когда им нужен изнаночный вид.
Лицевая петля имеет большее удлинение во всех направлениях?
Плавающий шов создает причудливые вязания и растягивается в поперечном направлении, в большей степени, чем лицевой шов?
___ стежков создают пузыри на ткани
___ стежков образуют ткань, которая выглядит как техническая изнанка с обеих сторон ткани
вязать можно на ____ кровати или ____ машине.
плоская круговая
ткань из волокон
— изготовленная непосредственно из волокон или волокнообразующих смесей, без переработки волокон в пряжу или бумажное тутовое дерево. используется для одежды людьми в Центральной Америке (ткань тапа, расписанная вручную)
нетканые материалы, волокнистые полотна
-текстильные листовые структуры, изготовленные из волокнистых полотен, связанных с помощью смол, термического сплавления или механических средств -различные свойства, определяемые содержанием волокон, расположением волокон и механизмом склеивания
в случайном или ориентированном расположении; салфетки, фитили, стеганая подложка, ламинирование, покрытие основных тканей (образец № 127)
мокрого укладки
-волокна, уложенные из суспензии волокон и воды, ламинирование, покрытие основы, салфетки, кровля, подложка (образец № 128)
спанбонд
— укладка непрерывных нитей на конвейерную ленту, сплавление, склеивание под давлением, ковровая основа, геотекстиль, оболочки, фильтры, защитная одежда.
(образец № 23)гидрозапутанный (спанлейс)
-похож на скрученный, но струи воды создают рисунок; одежда и мебель (образец пилы № 128)
Выдувание из расплава
— экструдированные, разбитые на короткие волокна высокоскоростным воздухом, собранные на конвейерной ленте и склеенные; больнично-медицинское использование; сепараторы аккумуляторов
ткани из волокон – нетканые (волокнистые полотна)
– производство тканей – иглопробивное или иглопробивное: иглы с зазубринами механически сцепляют волокна (образец № 129) – химический клей: склеивает волокна вместе – нагревание: сплавляет волокна вместе при нахлесте
волокнистый наполнитель
— ватин, вата и волокнистый наполнитель не являются тканями — эластичные, легкие, устойчивые к смещению — полиэстер, пух и другие
плавкие нетканые материалы
— придают объем и форму предметам одежды в качестве прокладок или прокладок в рубашках, платьях и т. д.
Тесьма
— узкие ткани с переплетением нитей вдоль или по диагонали — плоские или объемные — хорошего удлинения, податливые, изогнутые по краям, для отделки одежды, мебели и промышленных товаров
ажурные ткани со сложными узорами или рисунками, ручной или машинной работы изготовлено
ткани с покрытием
сочетание текстильной ткани с полимерной пленкой
ламинирование
является наиболее распространенным методом добавления подложки.
подготовленная пленка приклеивается к ткани с помощью клея или нагревается до легкого плавления тыльной стороны пленкикаландрирование
полимер смешивается с растворами и наносится на предварительно нагретую ткань
покрытие
жидкая горячая пленка, наносимая ножом или валиком паропроницаемые — водонепроницаемые — ветрозащитные — дышащие
замшевоподобные ткани (композитные)
— представляют собой иглопробивные ткани из микроволокон в сочетании с полимерным покрытием и неволокнистым полиуретаном (образец № 129)
Флокированные ткани (композитные)
Флокирование происходит, когда тонкое натуральное или синтетическое волокно наносится на ткань-основу после ее изготовления – оно может быть локализовано для имитации дополнительных переплетений пряжи или сделано по всей поверхности для имитации ворсовых тканей
другие методы изготовления
— два метода, используемые для нанесения флока: механический или электростатический
тафтинговые ткани (композитные)
— пряжа, пришитая к ткани для создания ворсового вида.
