Перехлест при вязке арматуры: Технические особенности нахлеста арматуры при вязке
Содержание
Нахлест арматуры при вязке по таблице СНИП 2.03.01-84 и 52-101-2003
Когда мы собираемся строить свой дом, то хотим, чтоб он служил долгое время. Самое главное, чему стоит уделить особое внимание – это фундамент дома. Чтоб основание жилища было крепким, стоит также уделить внимание каркасу арматуры, который составляет прочный «скелет» фундамента. И в этом деле есть множество нюансов, о которых мы сейчас поговорим.
Как вязать?
Нормативная база
Согласно СНиП 52-101-2003, имеются механические и сварные соединения арматуры стыкового типа и сделанные без применения сварки стыки внахлест. Соединение механически происходит с помощью резьбовых либо спрессованных муфт.
Если вы собираетесь применять при соединении арматуры нахлест, то нужно помнить, что сечение не должно быть более сорока миллиметров. Согласно документу, который ACI 318-05 (мировой аналог строительных норм), допустимое значение сечения стержней не должно превышать 36 мм.
Данные рамки объясняются отсутствием проведения испытаний большей по диметру арматуры.
Арматуру не стоит соединять на тех участках, где идет максимальное напряжение и нагрузка. Прочность изделия в противном случае остается под большим вопросом.
Соединять можно как с вязальной проволокой, так и без нее. В первом варианте проволока применяется для связывания арматуры. Со стержнем, имеющим сечение не более 25 мм, лучше всего использовать опрессованные соединения или винтовые муфты. Таким образом повышается величина безопасности строения, а также уменьшаются денежные расходы на армирование (длина нахлеста арматуры при вязке составляет перерасход до 25% материала).
Какой нахлест арматуры при вязке нужно делать?
Когда вы собираетесь соединять арматуру, то нужно помнить, что длина запаса, как по горизонтали, так и по вертикали, должна быть не менее 25 мм. Если вы выполните данное правило, то бетон без препятствий попадет даже в самые недоступные уголки каркаса. Если арматура с сечением больше, чем 25 мм, то следует выбирать шаг стержней относительно их диаметра. Самое большое расстояние между элементами арматуры по ширине должно составлять 8 диаметров прута.
Самое большое расстояние между элементами арматуры по ширине должно составлять 8 диаметров прута.
В случае если вы используете проволоку для вязки расстояние между элементами должно быть не более 4 диаметров стержня арматуры
Бессварочное стыковое соединение
Строительные нормы и ACI 318-05 рекомендуют в конструкциях применять свободные соединения прутков без напряжения. При таком соединении сцепление фундамента становится более крепким за счет надежной сцепки всех прутьев. Такого эффекта нельзя достичь с помощью заливки арматурного элемента, который соединяется с соседним стержнем вязальной проволокой. Не стоит забывать, что припуск по длине не должен быть меньше, чем двадцать пять сантиметров.
В случае, когда имеется нагрузка, как на сжатие, так и на растяжени, размер припуска может быть даже больше, чем 30 мм. Согласно международным стандартам, которые применяются строителями в Европе, величина нахлеста скрепляемых деталей для армирования составляет 40 мм. В этом случае мы говорим об арматуре класса А400.
В этом случае мы говорим об арматуре класса А400.
Показатель рекомендованного припуска зависит от марки бетона, применяемого при заливке фундамента, или другого любого сооружения.
Соотношение нахлеста и диаметра прута смотрите в таблице:
В заключение хочется отметить, что при строительстве сооружений, в состав которых входит арматура, нужно четко соблюдать все пункты строительных норм, особенно 52-101-2003 и 2.03.01-84. Тогда ваше строение будет обладать долговечностью и прочностью.
Нахлест арматуры при армировании стен
Важные нюансы и требования для соединения вязкой
Процесс соединения арматур с помощью проволоки кажется намного более легким, чем вариант со сваркой или же использование спрессованных муфт и специальных аппаратов. Однако он также имеет свои тонкости и нюансы. Надо учитывать, что не стоит соединять арматуры в местах с повышенной нагрузкой (например, углы зданий).
Также необходимо обращать внимание на основные параметры:
- длину накладки прута;
- местонахождение соединения и особенности данного места;
- расположение нахлестов по отношению друг к другу.

Между соседними местами соединения стрежней арматуры должно быть расстояние, которое можно рассчитать по формуле: Расстояние=1.5*Длину нахлеста, однако получившаяся величина должна быть не меньше 61см.
Также не стоит забывать, что размеры таких соединений регламентированы техническими нормами и нахлест зависит не столько от сечения арматур, сколько от:
- марки бетона, который используется для заливки;
- цели использования соединений;
- класса эксплуатируемой арматуры;
- нагрузки, оказываемой на основание.
Факты, формулы и цифры, изложенные в СНиПе дают представление о том, как именно делать вязку арматур для построения крепкого и надежного каркаса. Эти знания необходимы владельцам дачных участков, которые хотят что-то построить своими силами.
Эти знания необходимы владельцам дачных участков, которые хотят что-то построить своими силами.
Нахлест арматуры является самым простым и надежным способом соединения стержней между собой. Нахлест гарантирует длительную эксплуатацию любого бетонного сооружения. Несмотря на свою простоту, есть несколько моментов, которые нужно изучить перед началом работы.
Виды сеток
Существует несколько типов изделий, используемых для армирования, основными из которых являются следующие материалы:
- стекловолоконные;
- металлические.
Виды армирующей сетки: а — металлическая; б — стекловолоконная
При нанесении тонкого слоя раствора на ровную поверхность применяют обычно стекловолоконное полотно. Для отделки кривых стен, когда толщина штукатурки составляет более 2-х сантиметров, подойдет исключительно изделие из металла.
В свою очередь, металлические сетки также бывают нескольких видов:
- тканая – прочный и гибкий материал, который изготавливают из проволоки небольшого сечения.
 Используют такое изделие как для внешних, так и для внутренних работ. При выборе тканого полотна для армирования следует учитывать, что оптимальный размер ячеек в этом случае составляет 1х1 см;
Используют такое изделие как для внешних, так и для внутренних работ. При выборе тканого полотна для армирования следует учитывать, что оптимальный размер ячеек в этом случае составляет 1х1 см; - плетеная – она же сетка-рабица. Лучше всего подходит для отделки поверхностей с большой площадью. Наиболее распространенный размер ячеек – 2х2 см;
- сварная – изготавливается из проволоки с помощью точечной сварки. Расположенные перпендикулярно друг другу прутья формируют квадратные ячейки, оптимальная величина которых при армировании составляет 2-3 см. Сварные изделия чаще всего применяют для отделки строений, подверженных сильной усадке;
- просечно-вытяжная – производится из листового металла путем формирования ромбовидных ячеек на специальном станке. Такой материал обычно монтируют в случаях, когда на 1 м2 предполагается небольшой расход раствора.
Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений.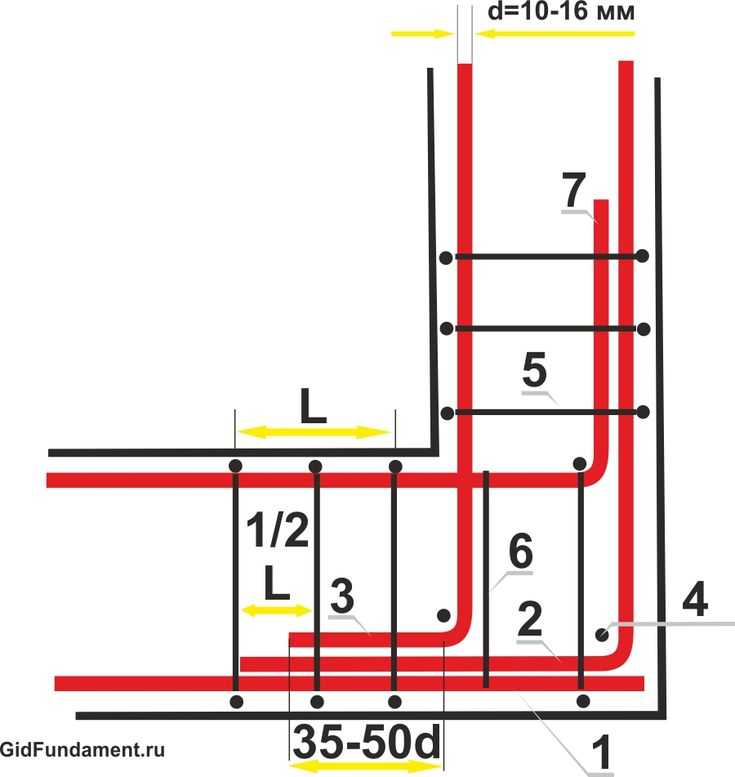 При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).
Сращивание арматурных стержней при выполнении нахлеста
В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска. Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
| Величина напуска арматуры в диаметрах | ||
|---|---|---|
| Диаметр арматурной стали А400, мм | Величина нахлеста | |
| в диаметрах | в мм | |
| 10 | 30 | 300 мм |
| 12 | 31,6 | 380 мм |
| 16 | 30 | 480 мм |
| 18 | 32,2 | 580 мм |
| 22 | 30,9 | 680 мм |
| 25 | 30,4 | 760 мм |
| 28 | 30,7 | 860 мм |
| 32 | 30 | 960 мм |
| 36 | 30,3 | 1090 мм |
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
| Напуск арматуры в зависимости от назначения ЖБИ | ||
|---|---|---|
| Вид нагрузки | Назначение ЖБИ | |
| Горизонтальное использование, в диаметрах | Вертикальное использование, в диаметрах | |
| В сжатом бетоне | 33,8 ᴓ | 48,3 ᴓ |
| В растянутом бетоне | 47,3 ᴓ | 67,6 ᴓ |
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
| Для сжатого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в сжатом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
| Для растянутого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в растянутом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 275 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1040 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
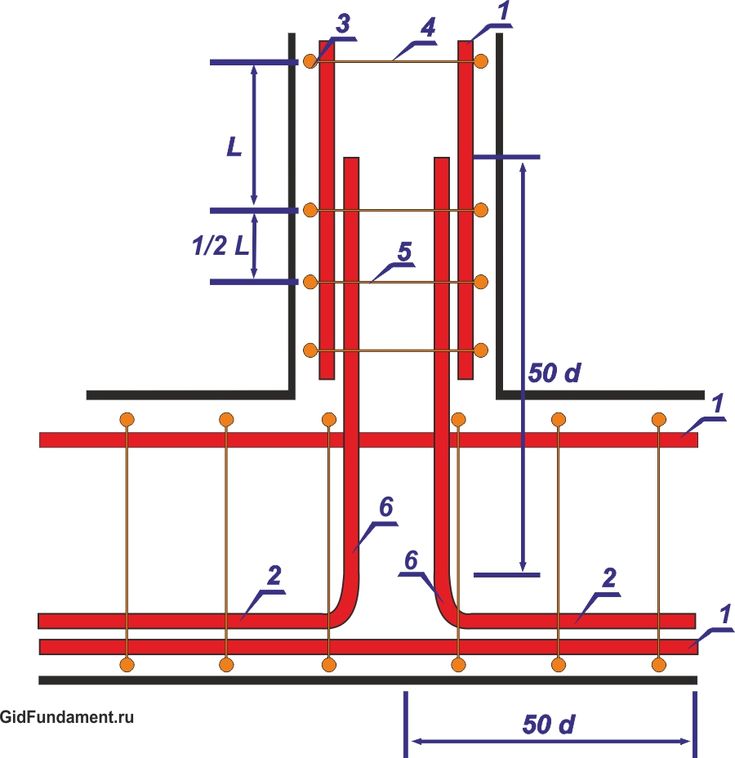
Соединение арматуры внахлест без сварки при монтаже армопояса
Используя популярные в строительстве стержни с маркировкой А400 AIII, несложно выполнить перехлест арматуры с применением отожженной проволоки для вязания.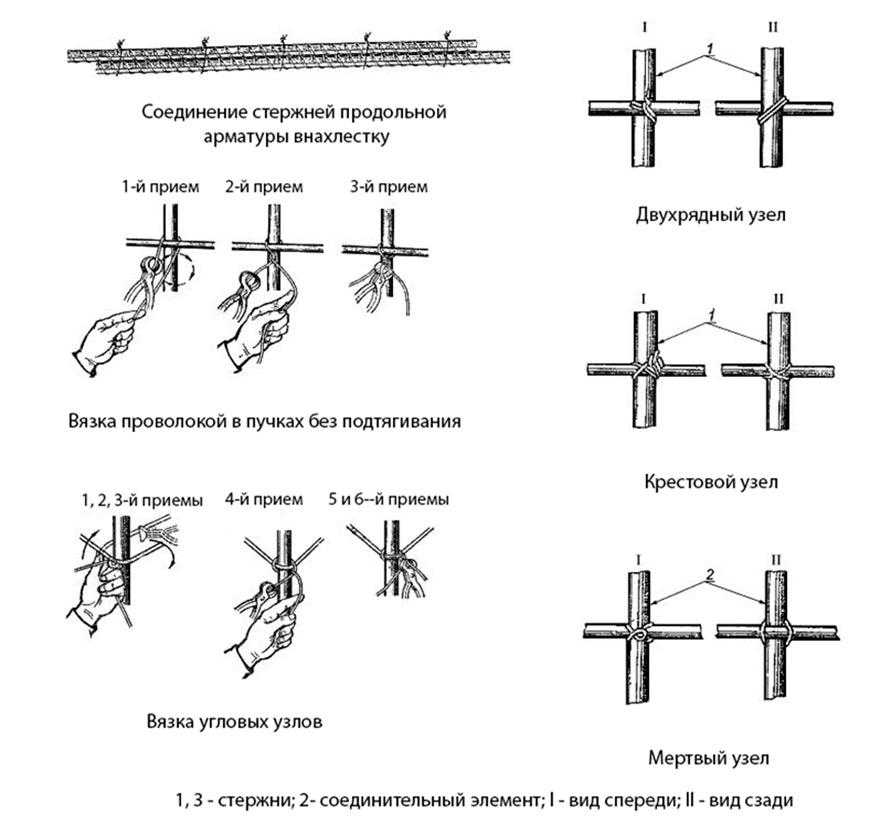
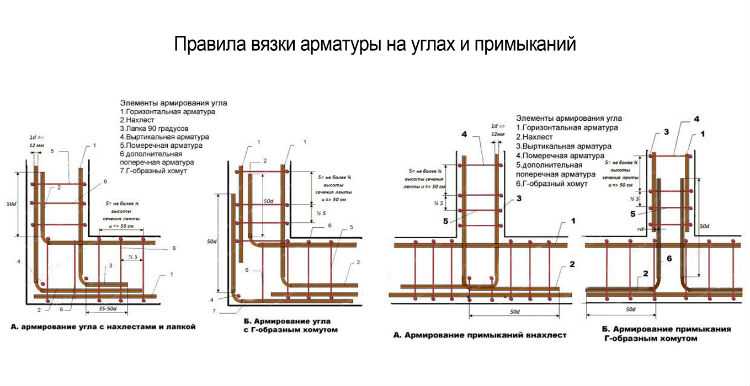
СНиП содержат рекомендации по осуществлению связывания арматуры и предусматривают различные варианты соединения прутков:
- соединение с перехлестом прямых концов арматурных стержней;
- фиксация прутков внахлест с использованием дополнительных элементов усиления;
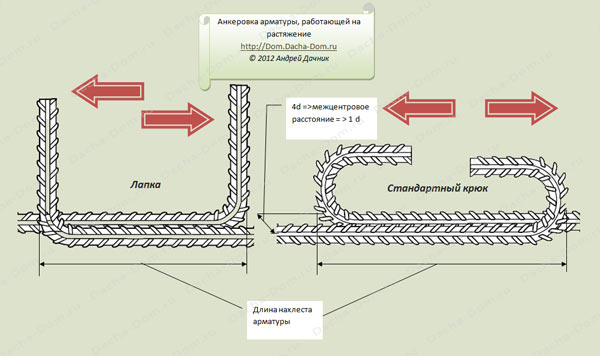
- связывание стержней с выгнутыми в форме своеобразных петель или крюков концами.
С помощью проволоки для вязания допускается соединять арматуру профильного сечения диаметром до 4 см. Величина перехлеста возрастает пропорционально изменению диаметра стержней. Величина перекрытия прутков возрастает от 25 см (для прутков диаметром 0,6 см)
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
Соединение внахлест вязанием
Дешевый и распространенный класс арматуры для соединений без сварки – А400 АIII. Стыки скрепляются вязальной проволокой, к местам вязки предъявляются особые требования.
Стыки скрепляются вязальной проволокой, к местам вязки предъявляются особые требования.
Анкеровка или нахлест арматуры при вязке таблица значений которого приведена ниже для вязки в бетоне марки BIO с прочностью 560 кг/см 2 , предполагает использование определенных марок и классов армостержней с определенным типом металлообработки для определенных диаметров:
Работа арматуры при сжатии и растяжении
Механическая стыковка прутьев в каркасе для ж/б изделий проводится один из следующих способов:
- Наложением прямых стержней друг на друга;
- Нахлест прута с прямым концом со сваркой или механическим креплением на всем перепуске поперечных стержней;
- Механическое и сварное крепление стержней с загнутыми в виде крючков, петель и лап законцовками.
Применение гладкой арматуры требует вязать ее внахлест или сваривать с поперечными прутьями каркаса.
Требования к вязке прутьев внахлест:
- Необходимо вязать стержни с соблюдением длины наложения прутьев;
- Соблюдать нахождение мест вязки в бетоне и перепусков арматуры по отношению друг к другу;
Соблюдение требований СНиП позволит эксплуатировать прочные ж/ плиты в фундаментах с большим и гарантированным сроком службы.
Способы ручной вязки арматуры
Требования нормативных документов к арматурным соединениям
При соединении прутков вязальным методом важно учитывать ряд факторов:
- взаимное расположение арматуры в пространственном каркасе;
- особенности размещения участков с нахлестом относительно друг друга;
- длину участка перехлеста, определяемую сечением стержня и маркой бетона.
При расположении участка с расположенными внахлест стержнями в зоне максимальной нагрузки, следует увеличить величину перехлеста до 90 диаметром соединяемых стержней. Строительные нормы четко указывают размеры стыковочных участков.
На длину стыка влияет не только диаметр поперечного сечения, но и следующие моменты:
- величина действующей нагрузки;
- марка применяемой бетонной смеси;
- класс используемой стальной арматуры;
- размещение стыковых узлов в пространственном каркасе;
- назначение и область применения железобетонной продукции.

Следует обратить внимание, что величина нахлеста уменьшается при возрастании марки применяемого бетона.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю, так как в данной ситуации она зависит исключительно от высоты профильных выступов
Рассмотрим изменение величины нахлеста, воспринимающего сжимающие нагрузки, для арматуры класса А400 с диаметром 25 мм:
- для бетона марки М250 стержни фиксируются с максимальным перехлестом, равным 890 мм;
- бетонирование арматурной решетки раствором марки М350 позволяет уменьшить нахлест до 765 мм;
- при возрастании марки применяемого бетона до М400 нахлест прутков уменьшается до 695 мм;
- заливка арматурного каркаса бетонным раствором М450 позволяет уменьшить перехлест до 615 мм.
Для усилений растянутой зоны арматурного каркаса перехлест для указанной арматуры увеличен и составляет:
- 1185 мм для бетона М200;
- 1015 мм для бетона М350;
- 930 мм для бетона М400;
- 820 мм для бетона М450.

При выполнении мероприятий, связанных с армированием, важно правильно располагать участки нахлеста, и учитывать требования строительных норм и правил.
- равномерно распределять соединения по всему арматурному каркасу;
- выдерживать минимальное расстояние между стыками не менее 610 мм;
- учитывать марку бетонного раствора и сечение арматурных стержней.
Соблюдение требований строительных норм гарантирует прочность и надёжность бетонных конструкций, усиленных арматурным каркасом. Детально изучив рекомендации СНиП, несложно самостоятельно подобрать требуемую величину перехлеста арматуры с учетом конструктивных особенностей железобетонного изделия. Рекомендации профессиональных строителей позволят не допустить ошибок.
Да фиксировать пруты необходимо, иначе их бетоном сместит и не будет ни защитного слое, ни равномерного распределения. Но его не смести если хомуты через 25-30см и он к ним притянут.
Один прут вытягивал бы другой если б ребра могли заходить друг в друга. Вроде на японской арматуре в теме проекты сейсмостойких домов рёбра перпендекулярны оси прута. А нашей витые рёбра пара прямых рёбер за рёбра друг-друга не удержат. Имхо.
Вроде на японской арматуре в теме проекты сейсмостойких домов рёбра перпендекулярны оси прута. А нашей витые рёбра пара прямых рёбер за рёбра друг-друга не удержат. Имхо.
За пожелание спасибо себе думаю всё же связывать, на всех прутах лапки сантиметров по 15 отгибать.
Не вся фибра имеет на концах зацепы, и не вся металлическая. Ф. Н. Рабинович в книге 2004г. «Композиты на основе дисперсноармированых бетонов» пишет, «Исследования показали , что для улучшения качества
бетонных изделий могут быть эффективно использованы
углеродные волокна. Они не подвергаются. коррозии в гидратирующемся цементе, заметно повышают прочность цементного
камня на растяжение и модуль его упругости. Однако стоимость
углеродных волокон значительно превышает стоимость стальных и стеклянных волокон, поэтому использование их в качестве арматуры требует специального обоснования. Наибольший
практический интерес представляет рассмотрение свойств стальных и минеральных (стеклянных) волокон, а также некоторых
видов волокон органического происхождения. Стальные волокна. Металлические волокна, применяемые в
качестве арматуры, изготавливаются различными способами:
механическим, электромеханическим, формованием из расплава. Получившие наибольшее распространение механические
способы включают волочение, обычное вытягивание, протяжку,
а также резку металлической фольги или листа и других подобных материалов. Выбор технологии производства металлических волокон существенно зависит от требуемого диаметра.
Сверхтонкие волокна обычно получают путем волочения через
алмазные фильтры. Однако, несмотря на высокую прочность и
эффективность подобных волокон, использование их из-за
значительной стоимости возможно лишь в небольших количествах в тех случаях, когда это экономически оправдано. Наибольшее применение для армирования бетонов получают
нарезанные из проволоки отрезки стальных волокон-фибр
диаметром 0,3-1,6 мм (рис. 6). Обычно используется стальная
низкоуглеродистая проволока общего назначения ГОСТ 3282-
74 (с изм.). Определенный интерес представляет получение
плоских стальных фибр сечением 0,15-0,4 на 0,25-0,9 мм
из металлической фольги, лент, листов, пластин или сплющенной круглой проволокй.
Стальные волокна. Металлические волокна, применяемые в
качестве арматуры, изготавливаются различными способами:
механическим, электромеханическим, формованием из расплава. Получившие наибольшее распространение механические
способы включают волочение, обычное вытягивание, протяжку,
а также резку металлической фольги или листа и других подобных материалов. Выбор технологии производства металлических волокон существенно зависит от требуемого диаметра.
Сверхтонкие волокна обычно получают путем волочения через
алмазные фильтры. Однако, несмотря на высокую прочность и
эффективность подобных волокон, использование их из-за
значительной стоимости возможно лишь в небольших количествах в тех случаях, когда это экономически оправдано. Наибольшее применение для армирования бетонов получают
нарезанные из проволоки отрезки стальных волокон-фибр
диаметром 0,3-1,6 мм (рис. 6). Обычно используется стальная
низкоуглеродистая проволока общего назначения ГОСТ 3282-
74 (с изм.). Определенный интерес представляет получение
плоских стальных фибр сечением 0,15-0,4 на 0,25-0,9 мм
из металлической фольги, лент, листов, пластин или сплющенной круглой проволокй.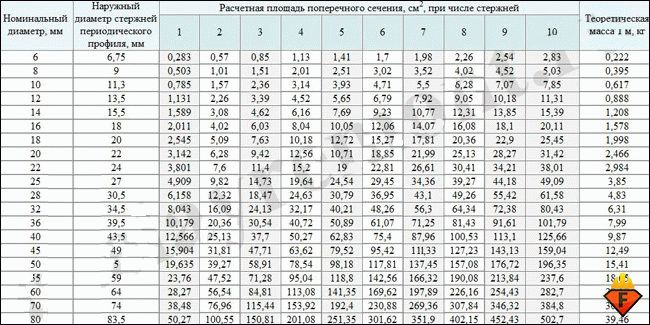 Объемы промышленного производства тонкой стальной проволоки составляют сравнительно незначительную часть (пример24 но 2,5-3,0 %) общего объема производства арматурной стали.
Поэтому достаточно актуальными в настоящее время являются
вопросы расширения производства стальной проволоки необходимых параметров для получения фибровой арматуры, что,
в свою очередь, может привести к соответствующему сокращению расхода традиционных сортаментов арматурной стали.
Перспективным также является расширение производства плоских фибр, получаемых из листовых материалов (тонколистового проката) или из стальных массивных заготовок. «
Объемы промышленного производства тонкой стальной проволоки составляют сравнительно незначительную часть (пример24 но 2,5-3,0 %) общего объема производства арматурной стали.
Поэтому достаточно актуальными в настоящее время являются
вопросы расширения производства стальной проволоки необходимых параметров для получения фибровой арматуры, что,
в свою очередь, может привести к соответствующему сокращению расхода традиционных сортаментов арматурной стали.
Перспективным также является расширение производства плоских фибр, получаемых из листовых материалов (тонколистового проката) или из стальных массивных заготовок. «
Спасибо за пожелание.
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном.
Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.
Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках. Поэтому важно разобраться, какой именно делать нахлест при вязке.
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.
Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего. Это связано с тем, что он доступный и дешевый.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и . Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс . Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.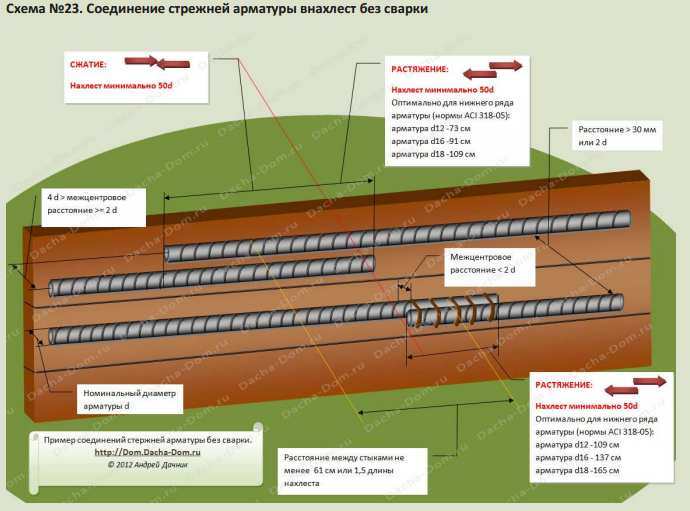
В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней. Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки. Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.
Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.
эффект инкрустации и тип волокна
%PDF-1.4
%
1 0 объект
>
эндообъект
6 0 объект
/Заголовок
/Предмет
/Автор
/Режиссер
/Ключевые слова
/CreationDate (D:20230212214241-00’00’)
/ModDate (D:20181024174044+02’00’)
>>
эндообъект
2 0 объект
>
эндообъект
3 0 объект
>
эндообъект
4 0 объект
>
эндообъект
5 0 объект
>
транслировать
2018-10-24T15:39:55ZAperçu2018-10-24T17:40:44+02:002018-10-24T17:40:44+02:00Mac OS X 10.12.6 Quartz PDFContextapplication/pdf
UUID: 75803211-eb3b-ff42-bb4b-1de2146cc572uuid: 8c1c3428-e4ed-5045-9a1c-b85252f4b2aa
конечный поток
эндообъект
7 0 объект
>
эндообъект
8 0 объект
>
эндообъект
90 объект
>
эндообъект
10 0 объект
>
эндообъект
11 0 объект
>
эндообъект
12 0 объект
>
эндообъект
13 0 объект
>
эндообъект
14 0 объект
>
эндообъект
15 0 объект
>
эндообъект
16 0 объект
>
эндообъект
17 0 объект
>
/ProcSet [/PDF /Text /ImageC /ImageB /ImageI]
>>
эндообъект
18 0 объект
>
транслировать
xڝXɎ#7+HCm9xA0~HQTjǝn,(Y˷-`I\Wz3= ɖO?y>va4ɕl4!/okZNLxg-鹞2
𝑝V2=T7[N L[L$lEE@D`!73r[g7xK-Kv MU٣7!y=X!4#-HLw:(cIuNXH/»n`qW.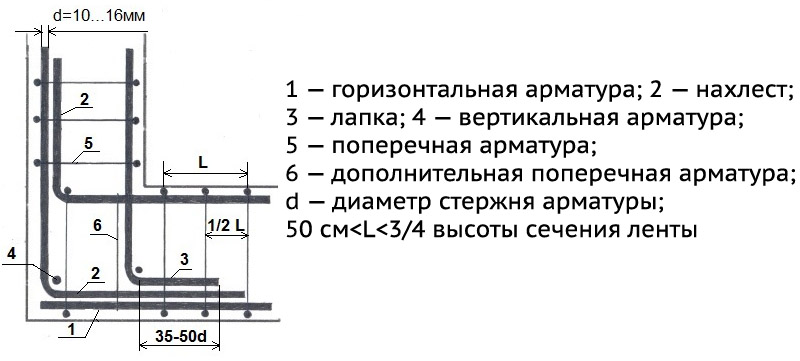 |}6a0D’Ur8RaUG»lQi9 8\ d{Zy=9x»sfOGu /3N?HŠW@BJ|0q?
|}6a0D’Ur8RaUG»lQi9 8\ d{Zy=9x»sfOGu /3N?HŠW@BJ|0q?
%98Z~kEwa.vP*Yvl] ͦecf73L:Hj[QثkP 2’Afj#d)DW>2I*F)f#i[;; 9.ojk뫡C
‘N>J☊yY>wg}9!Y4ζPc=eeW+uHDtpË>1mM3SS{=U8,Rw’=Z6RZHX:@qd`zkiȐxj|~Mx>Yw{B*d%’ʊqv3ɫ% Kĸ>5MERѭFy9Y{ASmwurw
28js3!1|П
1>.Pj-
vgcL17
ТЕХНОЛОГИИ ВЯЗАНИЯ И СВОЙСТВА НА РАСТЯЖЕНИЕ НОВОЙ ИЗОГНУТОЙ ПЛОСКОЙ ТКАНИ ДЛЯ ТРЕХМЕРНЫХ ПРОМЕЖУТОЧНЫХ ТКАНИ Научная научная статья по теме «Материаловедение»
DE GRUYTER
ТЕХНОЛОГИИ ВЯЗАНИЯ И СВОЙСТВА НА РАСТЯЖЕНИЕ 00HRVED FLAT-0KTT -РАЗМЕРНАЯ ПРОКЛАДОЧНАЯ ТКАНЬ
Xiaoying Li12, Gaoming Jiang1*, Xiaolin Nie1, Pibo Ma1*, Zhe Gao1
«Инженерно-исследовательский центр технологии вязания, Jiangnan University, Wuxi 214122, China; 2 Школа искусств и дизайна Гуандунского технологического университета, Гуанчжоу 510090, Китай Электронная почта: Jiang G. [email protected] Ma P. [email protected]
Abstract:
Эта статья знакомит с техникой вязания. для изготовления инновационных изогнутых трехмерных (3D) прокладочных тканей на компьютерной плосковязальной машине. Во время производства ряд армирующих нитей, изготовленных из арамидных волокон, вставляют в трехмерные прокладочные ткани вдоль направления утка, чтобы улучшить свойства ткани при растяжении. Также были разработаны изогнутые плосковязанные трехмерные прокладочные ткани с разными углами (в направлении основы). Были проведены испытания на растяжение в направлениях утка и основы для двух прокладочных тканей (с армирующими нитями и без них) и сравнивались их кривые напряжение-деформация. Результаты показали, что армирующие нити могут уменьшить деформацию ткани и улучшить растягивающее напряжение и размерную стабильность трехмерных прокладочных тканей. Это исследование может помочь в дальнейшем изучении трехмерной прокладочной ткани применительно к композитам.
Во время производства ряд армирующих нитей, изготовленных из арамидных волокон, вставляют в трехмерные прокладочные ткани вдоль направления утка, чтобы улучшить свойства ткани при растяжении. Также были разработаны изогнутые плосковязанные трехмерные прокладочные ткани с разными углами (в направлении основы). Были проведены испытания на растяжение в направлениях утка и основы для двух прокладочных тканей (с армирующими нитями и без них) и сравнивались их кривые напряжение-деформация. Результаты показали, что армирующие нити могут уменьшить деформацию ткани и улучшить растягивающее напряжение и размерную стабильность трехмерных прокладочных тканей. Это исследование может помочь в дальнейшем изучении трехмерной прокладочной ткани применительно к композитам.
Ключевые слова:
Трехмерная прокладочная ткань, арамидное волокно, компьютерная плосковязальная машина, технология вязания, свойство растяжения эпоксидная смола для некоторых армирующих композитов в аэрокосмической и автомобильной промышленности.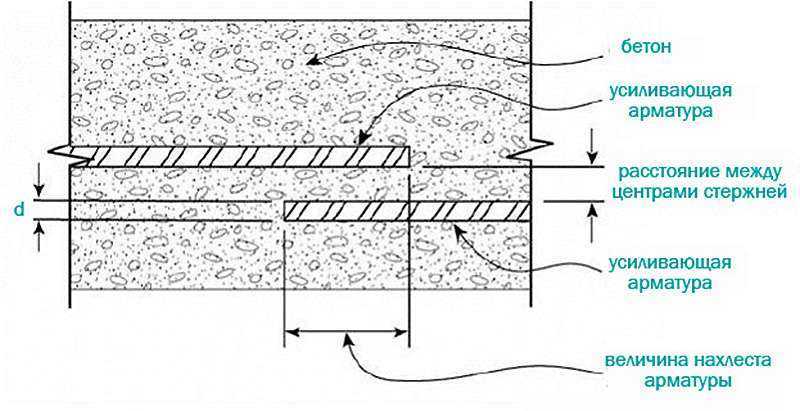 Это связано с тем, что текстильная структура позволяет максимизировать механические свойства материалов во время применения. Поэтому новые текстильные структуры привлекают внимание все большего числа исследователей текстильных композитов. В последние годы плосковязаные трехмерные (3D) прокладочные ткани становятся привлекательными для изготовления композитов благодаря своим специфическим свойствам. Структура плосковязаной трехмерной прокладочной ткани является новой: она состоит из двух отдельных слоев ткани, соединенных вертикально ворсовыми нитями. Эти трехмерные прокладочные ткани обычно имеют большую толщину и отличные характеристики, такие как хорошая структурная целостность, малый вес и плотность, а также высокая ударопрочность, термостойкость и звукопоглощение. Эти структурные 3D-ткани нашли применение в транспортных средствах, самолетах, хранилищах, мостах, морских приложениях и других [1-6]. Разделенные слои плосковязаных трехмерных прокладочных тканей могут быть соединены ворсовыми нитями или слоями ткани.
Это связано с тем, что текстильная структура позволяет максимизировать механические свойства материалов во время применения. Поэтому новые текстильные структуры привлекают внимание все большего числа исследователей текстильных композитов. В последние годы плосковязаные трехмерные (3D) прокладочные ткани становятся привлекательными для изготовления композитов благодаря своим специфическим свойствам. Структура плосковязаной трехмерной прокладочной ткани является новой: она состоит из двух отдельных слоев ткани, соединенных вертикально ворсовыми нитями. Эти трехмерные прокладочные ткани обычно имеют большую толщину и отличные характеристики, такие как хорошая структурная целостность, малый вес и плотность, а также высокая ударопрочность, термостойкость и звукопоглощение. Эти структурные 3D-ткани нашли применение в транспортных средствах, самолетах, хранилищах, мостах, морских приложениях и других [1-6]. Разделенные слои плосковязаных трехмерных прокладочных тканей могут быть соединены ворсовыми нитями или слоями ткани.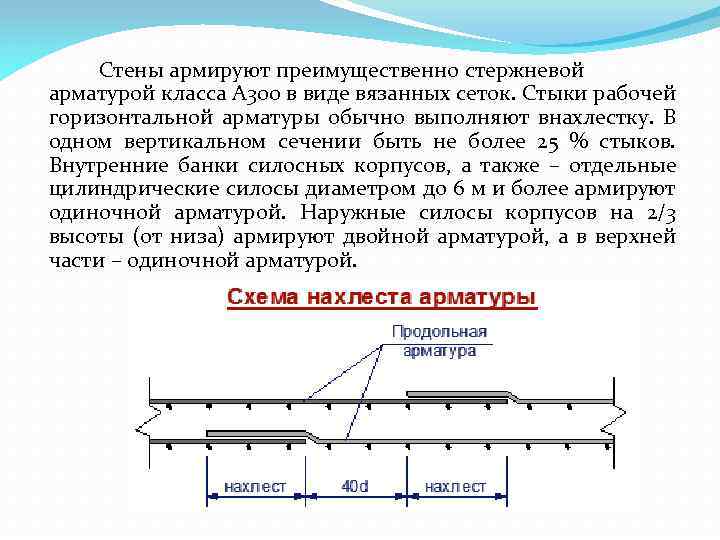 Прокладочные ткани, связанные слоями ткани, имеют большее потенциальное применение и ценность для развития из-за ткани без ограничения толщины от расстояния между двумя игольницами. Плосковязанные трехмерные прокладочные ткани могут быть изготовлены с использованием передовой современной плосковязальной машины, которая может стать хорошим решением для разработки таких инновационных трехмерных структур. К уникальным техническим характеристикам здесь относятся передача, стеллаж, продавливание, многомерность и т. д. [4, 6-10]. В настоящее время исследования прокладочных тканей в основном основаны на ткацком и основовязальном, а не на плосковязальном вязании [11-14]. Материалы более сконцентрированы на стекле и углеродном волокне из-за их высокого модуля и высокого коэффициента трения [11,12]. Исследования уделяют больше внимания тканям без искривления [11-16]; на криволинейных тканях проведено лишь несколько исследований [1-3].
Прокладочные ткани, связанные слоями ткани, имеют большее потенциальное применение и ценность для развития из-за ткани без ограничения толщины от расстояния между двумя игольницами. Плосковязанные трехмерные прокладочные ткани могут быть изготовлены с использованием передовой современной плосковязальной машины, которая может стать хорошим решением для разработки таких инновационных трехмерных структур. К уникальным техническим характеристикам здесь относятся передача, стеллаж, продавливание, многомерность и т. д. [4, 6-10]. В настоящее время исследования прокладочных тканей в основном основаны на ткацком и основовязальном, а не на плосковязальном вязании [11-14]. Материалы более сконцентрированы на стекле и углеродном волокне из-за их высокого модуля и высокого коэффициента трения [11,12]. Исследования уделяют больше внимания тканям без искривления [11-16]; на криволинейных тканях проведено лишь несколько исследований [1-3].
По сравнению со стеклянными и углеродными волокнами арамидные волокна и волокна из высокопрочного высокомодульного полиэтилена обладают лучшими ткацкими свойствами. Известно, что стекло и углерод широко используются из-за их высокого модуля и высокой прочности на растяжение, но они также демонстрируют высокую жесткость, низкую прочность на изгиб и в то же время высокую сложность вязания, что снижает эффективность производства. Поэтому арамидные волокна предпочтительны для разработки трехмерных прокладочных тканей.
Известно, что стекло и углерод широко используются из-за их высокого модуля и высокой прочности на растяжение, но они также демонстрируют высокую жесткость, низкую прочность на изгиб и в то же время высокую сложность вязания, что снижает эффективность производства. Поэтому арамидные волокна предпочтительны для разработки трехмерных прокладочных тканей.
Одной из целей настоящего исследования является разработка криволинейных плосковязаных трехмерных прокладочных тканей с использованием арамидных волокон. Эти ткани могут быть использованы в качестве армирующих материалов для различных композитов с улучшенными механическими свойствами. Это может удовлетворить высокие требования промышленного производства. Для достижения этой цели было изготовлено несколько реальных прокладочных тканей с использованием арамидных волокон. С точки зрения технологии, изогнутые плосковязаные трехмерные прокладочные ткани под разными углами (в направлении основы) были изготовлены на недавно разработанной компьютеризированной плосковязальной машине.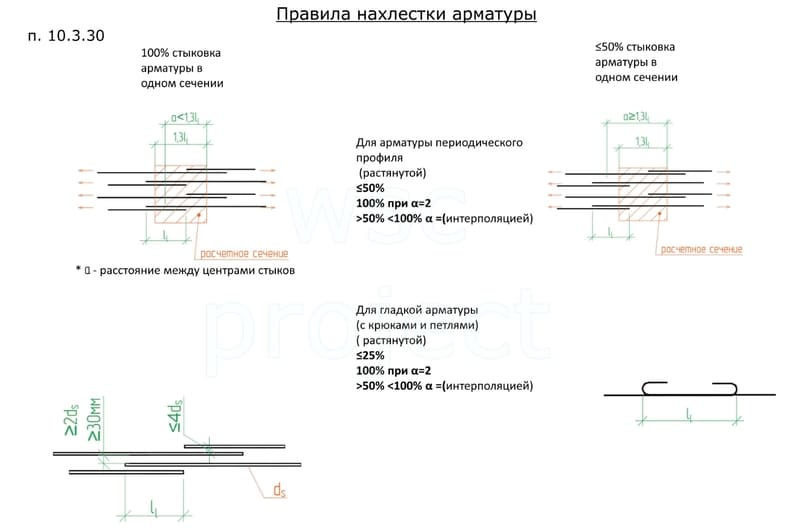 Армирующие нити вставляются в трехмерные прокладочные ткани в направлении утка, чтобы улучшить свойства ткани при растяжении. Дальнейший фундаментальный анализ композитов 3D дистанционной ткани сравнивает результаты свойств при растяжении двух структурных тканей (с армирующими нитями и без них).
Армирующие нити вставляются в трехмерные прокладочные ткани в направлении утка, чтобы улучшить свойства ткани при растяжении. Дальнейший фундаментальный анализ композитов 3D дистанционной ткани сравнивает результаты свойств при растяжении двух структурных тканей (с армирующими нитями и без них).
2. Экспериментальный
2.1 Плосковязанные инновационные трехмерные прокладочные ткани 2.1.1 Материалы
Арамидные волокна (440Dtex/100f*3) использовались для вязания, поставляемого Sinopec Yizheng Chemical Fiber Company Limited в Цзянсу, Китай.
2.1.2 Компьютеризированная плосковязальная машина
Вязание осуществлялось на современной компьютеризированной плосковязальной машине (CMS530 фирмы STOLL, Германия), как показано на рисунке 1. Толщина 3,5 мм. С диапазоном толщины от E5 до E18, рабочей шириной 50 дюймов/127 см и тремя системами CMS 530 может быстро вязать сложные узоры и отличается высокой производительностью. Он обеспечивает оптимальное сочетание «вязания/переноса/вязания» со схемами структурирования, распределения и стеллажей, что делает его идеальным для гибкого производства высокого уровня и чрезвычайно короткого времени настройки и настройки.
2.1.3 Плосковязанные трехмерные прокладочные ткани
Компьютеризированная технология плосковязального вязания является лучшим способом разработки инновационных структур за счет использования уникальных технических
(a) компьютерных плосковязальных машин STOLL
таких функций, как удерживающие грузила, передача, стеллажи и так далее. Ткани Spacer представляют собой сложные трехмерные конструкции с двумя отдельными слоями ткани, соединенными друг с другом. Нити должны пройти длинный путь от нитеводителя до зоны вязания, что создает большое трение и большое входное натяжение. Поэтому упрощенный путь пряжи, как показано на рисунке 1, для обеспечения плавного вязания очень важен. И полезно уменьшать тягу гребня, особенно в случае узкого участка вязания. Технологическая основа производства таких инновационных трехмерных прокладочных тканей представлена на рисунках 2-5.
(а). Одинарный трикотаж вяжется отдельно на передней и задней игольницах (А1, А2) до достижения высоты требования (Н) П1 и П2.
(б). Одинарный трикотаж вяжется по одному отдельно на обеих игольницах (Л1, Л2) до половины требуемой высоты.
(с). Соединение выполняется рядами резинки поочередным набором игл той же пряжей.
(д). Одинарный трикотаж вяжется по одному снова раздельно на обеих игольницах (Л3, Л4), спинка до 1, 2 изн.
Рисунок 2. Схема вязания плоской вязки 3D прокладочной ткани
(б) Упрощенный путь пряжи
Рисунок 1. Вязание на STOLL CMS530 HP
Рисунок 3. Схема плоской вязки 3D прокладочной ткани
Плоская Трикотажные трехмерные прокладочные ткани разработаны на основе вышеупомянутого инновационного навыка вязания. В нашей предыдущей работе реберный ход был выполнен только один раз в соединительном слое. Однако в ходе экспериментов было обнаружено, что одно ребро слишком легко согнуть, чтобы удовлетворить требованиям. Поэтому программа была усовершенствована, чтобы лучше сохранить форму пространства, провязывая два ряда резинкой.
2. 1.4 Разработка плосковязаных трехмерных прокладочных тканей с армирующими нитями
1.4 Разработка плосковязаных трехмерных прокладочных тканей с армирующими нитями
Для улучшения растяжимости плосковязаных трехмерных прокладочных тканей армирующие нити интегрируются в трехмерные прокладочные ткани в поверхностных слоях или в слоях ткани ( в направлении утка). Если армирующие нити заменены функциональными или проводящими нитями (такими как углеродная нить, медная проволока) в плосковязаных трехмерных прокладочных тканях. Если армирующие нити заменить другими высокофункциональными волокнами, в качестве высокофункциональных тканей можно будет использовать плосковязаные трехмерные прокладочные ткани. Способ вставки армирующих нитей в трехмерные прокладочные ткани в поверхностных слоях показан на рисунках 5-6.
(а). Одинарный трикотаж вяжется отдельно передней и задней игольницами.
(б). Поплавок вяжется отдельно на передней и задней игольницах. Подтяжка может быть выполнена после длины интервала am, чтобы избежать слишком длинной плавающей линии.
(Этап a чередуется с этапом b до достижения требуемой высоты. Этапы c-e аналогичны этапам b-d на рис. 2)
Этапы c-e аналогичны этапам b-d на рис. 2)
2.1.5 Плосковязанные трехмерные криволинейные прокладочные ткани
Усовершенствованная техника плоского вязания для объемного вязания дистанционные ткани также допускают различные криволинейные формы в направлении основы. Криволинейная прокладка представляет собой инновационную конструкцию, которую можно разработать из плосковязанных трехмерных прокладочных тканей. Чтобы сохранить относительный баланс зачеса вниз, длина Н изменена, а длина L должна быть скорректирована соответствующим образом, чтобы обеспечить гладкость вязания.
Рисунок 4. Схема вязания 3D прокладочной ткани с армирующими нитями
а) Структура вязания лицевой стороны 3D прокладки
б) Вязание левой стороны 3D прокладки Рисунок 5. Вязальные структуры 3D прокладки
(а) С армированными нитями
(б) Без армированных нитей короче, чем h3, поэтому длина L1 и L3 больше, чем L2 и L4.
2.2 Растягивающие свойства плосковязаных инновационных трехмерных прокладочных тканей
2. 2.1 Подготовка образцов
2.1 Подготовка образцов
Образцы ткани имеют размеры 120 мм * 50 мм, которые показаны на рисунке 10. Два вида плосковязанных трехмерных прокладочных тканей с изгибом 0° (с армирующими нитями и без них) подразделяются по направлению утка и основы. Есть 12 штук образцов для двух направлений. Каждый из двух концов образцов был пропитан смолой перед испытанием, чтобы гарантировать, что все нити выдерживают нагрузку равномерно, чтобы избежать разрыва в точках захвата.
3. Результаты и обсуждение
3.1 Инновационные трикотажные трехмерные прокладочные ткани и криволинейные эффекты
Стабильность формы достигается простым провязыванием резинки дважды в слоях ткани. Эта инновационная трехмерная прокладочная ткань плоского плетения явно демонстрирует лучшие механические свойства. А затем, чтобы улучшить свойства растяжения таких прокладочных тканей, армирующие нити интегрированы в направлении утка (рис. 8-а). Были успешно реализованы трехмерные изогнутые прокладки с углом дуги в направлении основы от 0° до 360° (рис. 8-б, 9).). Расстояние между поверхностными слоями и слоями ткани было рассчитано на 15 мм. Из-за наклонной стыковки слоев ткани она неодинакова для обоих поверхностных слоев прокладочных тканей с углами кривизны 90° и 360°.
8-б, 9).). Расстояние между поверхностными слоями и слоями ткани было рассчитано на 15 мм. Из-за наклонной стыковки слоев ткани она неодинакова для обоих поверхностных слоев прокладочных тканей с углами кривизны 90° и 360°.
2.2.2 Испытание на растяжение плосковязаных инновационных трехмерных прокладочных тканей
3.2 Прочность на растяжение трехмерных прокладочных тканей с армирующими нитями и без них
Испытания на растяжение проводятся на универсальной испытательной машине INSTRON (рис. 11). Условия проведения эксперимента: скорость растяжения 10 мм/мин, длина промежутка 60 мм, температура испытания 25°С, влажность 50%.
Типичные кривые напряжения-деформации образцов в разных направлениях показаны на рис. 12-а и 12-б соответственно. Из этих рисунков видно, что образцы с армирующими нитями демонстрируют улучшенные свойства при растяжении в обоих направлениях. Начало
кривых растяжения похоже, но различия усиливаются с увеличением деформации растяжения.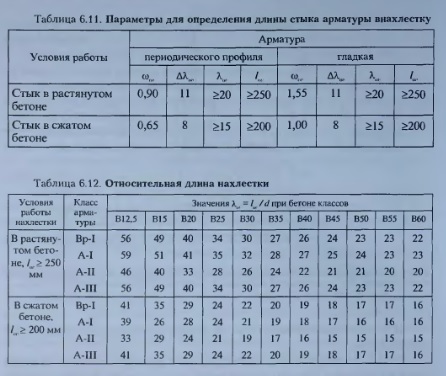 Причина в том, что образцы с армирующей структурой имеют много прямых нитей, которые улучшают свойства при растяжении, очевидно, в направлении утка. Однако в направлении основы из-за перекрытия некоторых витков из армирующих нитей и поверхностных слоев свойства тканей с армирующими нитями на растяжение все же выше, чем у тканей без армирующих нитей.
Причина в том, что образцы с армирующей структурой имеют много прямых нитей, которые улучшают свойства при растяжении, очевидно, в направлении утка. Однако в направлении основы из-за перекрытия некоторых витков из армирующих нитей и поверхностных слоев свойства тканей с армирующими нитями на растяжение все же выше, чем у тканей без армирующих нитей.
4. Заключение
Трехмерные прокладочные ткани изготавливаются инновационно и успешно путем двойного вязания ребер в слоях ткани и вставки армирующих нитей в поверхностные слои (направление утка), а затем под разными углами (направление основы). Все эти ткани изготавливаются из арамидного волокна на компьютеризированной плосковязальной машине.
По результатам испытаний на растяжение мы пришли к выводу, что прочностные свойства прокладочных тканей с армирующими нитями превосходят (как по утку, так и по основе) ткани без армирующих нитей.
Таким образом, помимо традиционных тенденций применения в области легких композитных материалов и интегрированных сэндвич-композитов, эта армированная тканью структура потенциально может использоваться в некоторых промышленных областях путем заполнения воском, проводами, укладкой электронных чипов и встроенных электронных компонентов.
Рисунок 7. Схема плосковязаных криволинейных прокладочных тканей 3D
(а) Плосковязанных объемных прокладочных тканей с армированными нитями
(б) Прокладочных тканей с кривизной 180° Рисунок 8. Образцы тканей
Рис. 9. Схема трехмерных прокладочных тканей с различными углами кривизны Научный фонд Китая (№ 11302085 и
51403080), Фонды фундаментальных исследований Центральных университетов
(№ JUSRP1043 и JUSRP51404A) и
Проект инновационного фонда сотрудничества между отраслями,
Университеты и научно-исследовательские институты провинции Цзянсу (№
BY2014023-34 и BY2014023-20).
Ссылки
[1] Абунаим М.Д. и Чокри С. Плосковязанные инновационные трехмерные прокладочные ткани: конкурентоспособное решение для легких композитных материалов. Журнал текстильных исследований, 2012: 82 (3): 288-298.
[2] Абунаим М.Д., Олаф Д., Джеральд Х. и Чокри С. Термопластичные композиты из криволинейных трехмерных многослойных прокладочных тканей. Журнал армированных пластиков и композитов, 2010: 29.(24): 3554-3565.
Журнал армированных пластиков и композитов, 2010: 29.(24): 3554-3565.
[3] Абунаим М.Д., Джеральд Х., Олаф Д. и Чокри С. Термопластичные композиты из криволинейной плосковязаной трехмерной многослойной прокладочной ткани с использованием гибридной пряжи и исследование механических свойств в двумерном пространстве. Наука и техника композитов, 2010. С. 70. С. 363–370.
[4] Унал А., Хоффманн Г. и Шериф С. Разработка уточных трикотажных прокладочных тканей для композиционных материалов. Меллианд Текстиль Берихте, 2006: 4 (224-226): E49-50.
[5] Абунаим, Мэриленд. Моделирование технических переплетов и изготовление плоских трикотажных и тканых прокладочных полотен с гибридной (GF/PP) пряжей в виде сэндвич-структуры. Магистерская диссертация № 1310, кафедра машиностроения, Технический университет Дрездена, Германия, 2006 г.
деформация (%)
(a) Зависимость напряжение-деформация ткани при растяжении вдоль направления 0°
(b) Зависимость напряжение-деформация ткани при растяжении вдоль направления 90°
Рисунок 12. Напряжение-деформация кривые трехмерных прокладочных тканей с армированными нитями и без них
Напряжение-деформация кривые трехмерных прокладочных тканей с армированными нитями и без них
[6] Hu H, Araujo M и Fangueiro R. Технические трехмерные ткани. Knitting Int, 1996: 1232: 55-57.
[7] Абунаим М., Хоффманн Г., Дистель О. и Шериф С. Трехмерная прокладочная ткань в виде сэндвич-структуры путем плоского вязания для композитов с использованием гибридной пряжи. In: Всемирная текстильная конференция AUTEX, Измир, Турция, 26-28 мая 2009 г.: 675-681.
[8] Araujo M, Hu H, Fangueiro R, Ciobanu O и Ciobanu L. Развитие технического текстиля утка. В: 1-я конференция Autex: TECHNITEX, Portugal, Vol. 1, 2001: 253-262.
[9] Чобану Л. Разработки по трикотажным сэндвич-тканям сложной формы. 1-я конференция Autex: Technitex, Португалия, Vol. 1, 2001: 490-496.
[10] Абунаим М., Хоффманн Г., Дистель О. и Шериф С. Плосковязанные прокладочные ткани с гибридными нитями для композиционных материалов. Меллианд Текстиль Берихте, 2009 г.: 3-4(87-89): E30-E31.
[11] Cao H, Qian K, Wei Q и Li H. Низкоскоростные ударные характеристики трехмерных сэндвич-композитов с полым интегрированным сердечником из стекловолокна. Полимеры и полимерные композиты, 2010: 18(4): 175-179.
Низкоскоростные ударные характеристики трехмерных сэндвич-композитов с полым интегрированным сердечником из стекловолокна. Полимеры и полимерные композиты, 2010: 18(4): 175-179.
[12] Cao H, Qian K, Wei Q и Li H. Сжатие после удара трехмерных сэндвич-композитов с интегрированным полым сердечником. Текстиль ве Конфессион, 2011: 21(1): 16-21.
[13] Ye X, Hu H и Feng X. Разработка основовязаных прокладочных тканей для подушек, Journal of Industrial Textiles, 2008: 37(3): 213-223.
[14] Xie Y, Fangueiro R и Hu H. Применение трикотажных прокладочных тканей в автомобильных сиденьях, Journal of Textile Institute, 2007: 98(4): 337-343.
[15] Чжан М., Сунь Б., Ху Х., Гу Б. Динамическое поведение трехмерной двуосной распорной плетеной композитной Т-образной балки при поперечном ударе
. Механика перспективных материалов и конструкций, 2009. С. 16. С. 365-370.
[16] Чжан М., Ху Х. Механические свойства нового трехмерного гибридного базальтового композита различной плотности сшивки.