Штамповка листового алюминия: Серийная штамповка алюминия в кратчайшие сроки
Содержание
Особенности и технологии холодной штамповки листового металла.
Мы проконсультируем вас по любым вопросам!
Холодная штамповка считается передовым методом в металлообработке. С помощью этой технологии можно изготавливать различные детали, формы и конструкции. Весь процесс упрощается тем, что после холодной обработки детали не требуют дополнительной термической обработки и готовы к использованию. Чтобы понять, как получаются готовые конструкции и формы, необходимо разобраться в особенностях процесса.
История возникновения процесса
Штамповка изделий из металла претерпевала изменения на протяжении всей истории. Первый подъём в этом процессе был отмечен в 1850-ее годы. С этого периода времени в штамповке металлов начали применяться станки, благодаря чему улучшилось качество готовой продукции.
Следующий подъём в процессе штамповки произошёл в 20 веке. Благодаря развитию новых технологий начала активно развиваться сфера автомобилестроения. С помощью штамповки изготавливались детали корпуса и внутренних механизмов автомобиля.
С помощью штамповки изготавливались детали корпуса и внутренних механизмов автомобиля.
В 1930-е годы процесс штамповки начал использоваться в корабле- и самолетостроении. Спустя 20 лет эта технология получила популярность в области ракетостроения.
Существует несколько причин, объясняющих рост популярности этой технологии обработки деталей:
- Можно производить как готовые детали, так и заготовки для дальнейшей обработки. Форма и параметры могут быть любыми.
- В процессе штамповки можно изготавливать детали малой массы и высокой прочности.
- Высокая точность работ исключает необходимость в дополнительной обработке детали другими инструментами.
- Роторно-конвеерная линия, работающая автоматически, облегчала и ускоряла процесс производства.
С помощью холодной штамповки можно изготавливать конструкции и детали различных форм, однако касательно размеров есть ограничения. Эта технология рассчитана на производство заготовок массой до 1 тонны.
Если нужна деталь большей массы, применять холодный способ обработки металла нецелесообразно.
Краткая характеристика
При холодной листовой штамповке заготовки обрабатываются на специальном оборудовании под большим давлением. Изменяется их форма и размер. Другие геометрические характеристики деталей остаются в изначальном состоянии.
В процессе штамповки металл становится гораздо прочнее. Однако при повышении прочности, увеличивается хрупкость металла. Чтобы снизить влияние этого негативного фактора на состояние готовой детали, проводится дополнительный процесс термической обработки. Называется он рекристаллизационный отжиг. Благодаря проведению этого этапа достигаются оптимальные показатели хрупкости и прочности металла.
Принцип проведения работы
Существует горячая и холодная обработка металлов. Если в процессе изготовления не используются этапы с использованием высоких температур (кроме рекристаллизационного отжига), значит, обработка называется холодной.
Процесс проходит с использованием специальных штампов, в которых металл упрочняется под воздействием высокого давления. В качестве заготовок используется металл, который прошёл этап прокатки. На выходе получается лист или полоса, которую сворачивают в рулон и передают на штамповочную обработку. Главная особенность этого процесса — температура до которой разогреваются заготовки должна равняться или быть ниже ковочной.
Оборудование и материалы
Для выполнения холодной штамповки важно правильно выбирать материалы. Чтобы делать детали различных форм и габаритов, используется низкоуглеродистая и легированная сталь, латунь, медь, магниевые сплавы. Очень популярна алюминиевая штамповка, в которой используется алюминий и его сплавы.
При изготовлении заготовок используется специальное оборудование. К нему относятся автоматы и прессы.
Прессовочные станки разделяются на две группы:
- Механические. К этой группе относится однопозиционное и многопозиционное оборудование.
 Во многопозиционных станках можно совмещать несколько операций, что ускоряет производство.
Во многопозиционных станках можно совмещать несколько операций, что ускоряет производство. - Гидравлические. Они используются при мелкосерийном производстве. С помощью гидравлических прессов производят детали удлинённой формы. Такое оборудование обладает множеством преимуществ. Гидравлические прессы не боятся больших нагрузок, в них доступна регулировка усилий, появляется возможность изменять скорость движения ползуна. Если снизить скорость рабочей части в момент её соприкосновения с заготовкой, можно уменьшить динамический удар. Однако у гидравлических прессов есть серьёзные недостатки. Они имеют низкую производительность. Дополнительно к этому подвижный механизм имеет неравномерную скорость хода, из-за чего он быстро выходит из строя или повреждает заготовки.
Автоматы для проведения холодной штамповки могут выполнять различные операции — осадка, выдавливание, высадка, обжим, отрезка, калибровка, чеканка. От количества операций зависит возможность изготавливать сложные детали.
Прогрессивные способы штамповки листового металла
Существует несколько инновационных методов холодной штамповки:
- Обработка жидкостью. С помощью высокого давления и жидкости происходит деформация металла. В итоге он принимает форму матрицы. Этот способ используют для изготовления полых, продолговатых деталей.
- Штамповка взрывом. Чтобы изменить форму металла, используются взрывчатые газы (гексоген, метан, пропан). Благодаря взрыву создаётся высокое давление. Из-за этого изначальная заготовка принимает форму подготовленного заранее штампа. Давление, которое создают взрывчатые газы, позволяет производить детали большого размера и сложных форм. Главное преимущество такой обработки — минимальные затраты на обработку заготовок и исключение необходимости приобретения дорогостоящего оборудования.
- Обработка резиной. Этот способ используется только для обработки тонколистового металла (до 2 мм).
- Электрогидравлическая обработка. Особенность этого метода в том, что электрический заряд большого напряжения является энергоносителем.
 Разряд проходит по жидкости и вызывает ударную волну. Под воздействием давления изменяется форма заготовки. Ключевые преимущества этого метода — высокая точность и малые затраты энергии на производственный процесс.
Разряд проходит по жидкости и вызывает ударную волну. Под воздействием давления изменяется форма заготовки. Ключевые преимущества этого метода — высокая точность и малые затраты энергии на производственный процесс.
Каждый год появляются новые технологии обработки металлов, которые экономичнее и производительнее старых.
Какие операции подразумевает холодная штамповка
Холодная штамповка металла подразумевает наличие различных этапов обработки заготовок. Их можно разделить на две большие группы:
- Разделительные операции. К ним относится грубая обработка заготовок. Сюда входят операции по вырезке, отрезке, обрезке, создании надрезов, зачистки листов, вырубке отверстий.
- Формоизменяющие операции. Сюда относится обжимка заготовок, калибровка, правка, осадка, высадка, формовка, чеканка, клеймение, гибка.
Также в отдельную группу можно выделить комбинированные операции, которые представляют собой соединение нескольких методов обработки.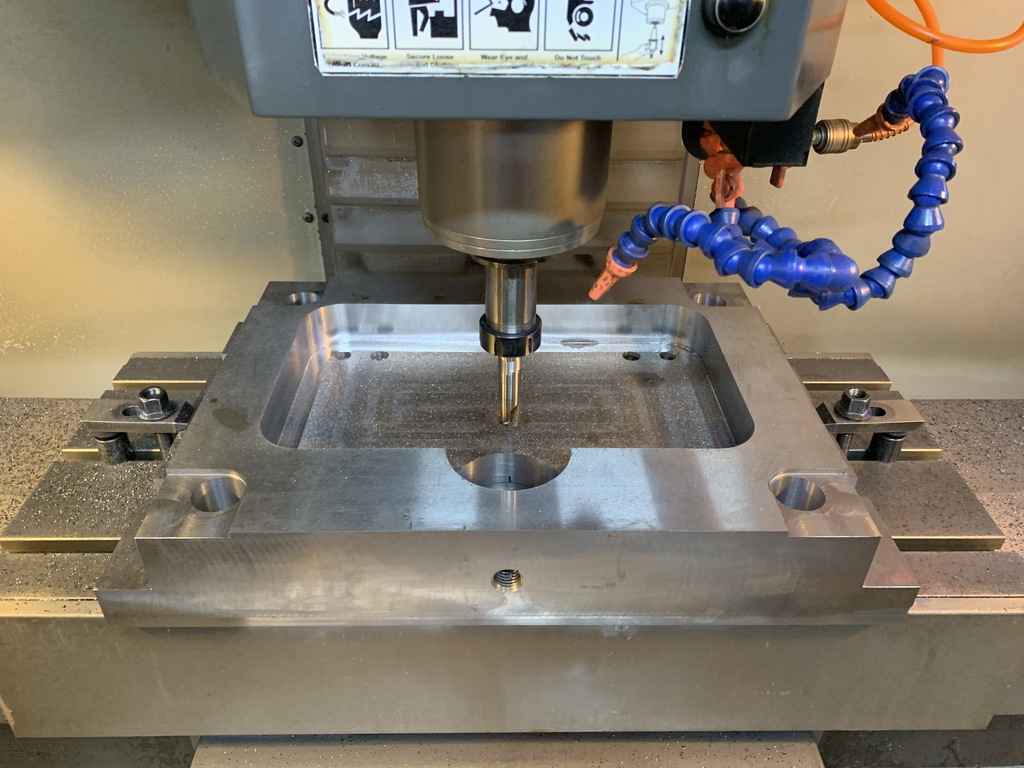 Таким образом удешевляются детали, получаемые холодной штамповкой.
Таким образом удешевляются детали, получаемые холодной штамповкой.
Технология процесса
Технология обработки металла холодным методом подразумевает под собой выбор одной из нескольких операций:
- Выдавливание. Используется для изготовления прутковых заготовок.
- Холодная высадка. С помощью этого способа производят заклёпки, болты, гайки, шпильки, винты.
- Формовка. Для этой операции используются закрытые и открытые штампы. Таким образом изготавливаются детали сложной формы.
В первую очередь, составляется эскиз штампа. Затем проводится проверка и подгонка его размеров на компьютере. Обозначаются технологические отверстия в рабочих поверхностях штампа. Изготавливается форма. Для снижения прочности металла, заготовка подвергается термической обработке. Подготавливается поверхность будущей детали. Проводится штамповка выбранным способом.
Холодная штамповка металла подходит для серийного производства деталей и предметов различной формы. Главное ограничение — размер готовой конструкции. Если нужно изготовить большую деталь, то желательно выбрать горячий способ обработки.
Главное ограничение — размер готовой конструкции. Если нужно изготовить большую деталь, то желательно выбрать горячий способ обработки.
Видео
Мы проконсультируем вас по любым вопросам!
Close Menu
Штамповка деталей из листового металла
Холодная штамповка металла в СПб используется для выпуска самых различных деталей из листового материала. Разнообразные изделия на заказ выпускает по этой технологии, и компания «Металлист». Мы осуществляем штамповку из листов различной толщины, причем производство деталей осуществляется нами в строжайшем соответствии со всеми требованиями заказчика.
Разнообразные изделия на заказ выпускает по этой технологии, и компания «Металлист». Мы осуществляем штамповку из листов различной толщины, причем производство деталей осуществляется нами в строжайшем соответствии со всеми требованиями заказчика.
Собственное производство
Доставка заказов по регионам РФ
Минимальные сроки выполнения
Цена по запросу
заказать холодную штамповку
Цены могут меняться в зависимости от объема
заказа и времени его исполнения
Штамповка металла,
как происходит процесс
Процесс холодной штамповки металлов подразумевает то, что они предварительно не разогреваются. Детали, изготовление которых осуществляется по этой технологии, могут быть самой различной (в том числе и достаточно сложной) формы.
Детали, изготовление которых осуществляется по этой технологии, могут быть самой различной (в том числе и достаточно сложной) формы.
Мы используем для производства современное оборудование компании TRUMPF со специализированной оснасткой.
Следует заметить, что листовая штамповка этого типа позволяет осуществлять производство металлических изделий существенно более высокого качества, чем те, которые получаются при горячей штамповке.
Выпуск деталей из листового металла методом такой штамповки выгоден и с экономической точки зрения, поскольку их себестоимость оказывается сравнительно невысока.
Скачать прайс на услугу штамповка металла
Детали из листового металла, производимые в соответствии с технологическим процессом холодного штампования, требуют для выпуска относительно немного времени.
Операции холодной листовой штамповки на координатно-пробивном станке
Производство деталей таким способом, как холодная штамповка из листа металла, предполагает воздействие на него довольно значительного давления пресса в течение сравнительно короткого промежутка времени. Детали штамповки выпускаются с применением различных технологических операций. В их процессе лист металла подвергают различным воздействиям, необходимым для производства деталей согласно требованиям заказчика. Штамповка металла — одна из самых востребованных услуг в сфере металлообработки.
Детали штамповки выпускаются с применением различных технологических операций. В их процессе лист металла подвергают различным воздействиям, необходимым для производства деталей согласно требованиям заказчика. Штамповка металла — одна из самых востребованных услуг в сфере металлообработки.
Наше оборудование Trumpf TruPunch 1000 позволяет выполнить следующие работы на заказ:
- Пробивка металла — данная операция позволяет получить деталь с отверстием или же пазом. Их формы определяются конфигурациями пуансонов и матриц. Пробивка детали из металла осуществляется в два этапа. На первом из них листовой материал подвергается упругой деформации при помощи пуансона, а на втором осуществляется процесс скалывания.
- Высечка и вырубка металла из листа металла представляет собой процесс, при котором от заготовки производится полное отделение детали с помощью специального штампа, называемого пуансоном.
 Во время этой операции штампования из стали обрабатываемый металл располагается на матрице. При помощи пресса изделие буквально выдавливается из листа. Отходы металла после вырубки удаляются специальным съемным манипулятором. Операции высечки и вырубки используются достаточно широко и активно.
Во время этой операции штампования из стали обрабатываемый металл располагается на матрице. При помощи пресса изделие буквально выдавливается из листа. Отходы металла после вырубки удаляются специальным съемным манипулятором. Операции высечки и вырубки используются достаточно широко и активно. - Отрезка участка металла от листа или полосы представляет собой штамповочную операцию, в результате которой происходит полное отделение детали от исходной заготовки. Такая штамповка предусматривает использование специального ножа и сдвиг готовых деталей по незамкнутому кругу.
- Гибка полок металла — операция холодная гибка металла в процессе изготовления детали осуществляется путем придания заготовке криволинейной формы или изменения углов между различными ее частями. В ходе гибки происходит деформация как наружных, так и внутренних слоев металлического листа или заготовки.
- Формообразование металла — пуклевка, биговка, зиговка, ребра жесткости, жалюзи.

Таким образом, штамповка металла — это целый комплекс технологических операций, благодаря которому можно произвести бесконечное множество самых разных изделий, которые повсеместно окружают нас в быту.
Метод холодного штампования хорошо подходит для производства продукции из листовой стали и других материалов большими сериями.
Заказать услугу штамповки металла в Санкт-Петербурге можно обратившись в нашу компанию «Металлист».
При помощи листовой штамповки можно осуществлять пробивку листов таких металлов как:
- Алюминий
- Латунь
- Медь
- Титан
ЭКОНОМИЧЕСКИЙ ЭФФЕКТ
ХОЛОДНОЙ ЛИСТОВОЙ ШТАМПОВКИ
Ответим на все вопросы и поможем вам разобраться в реализуемой услуге
Вы получите детали высшего качества, в минимальные сроки и по доступной цене
Штамповка изделий из металла на заказ по чертежам и типовым проектам
Гибкая система скидок для новых и постоянных клиентов
Доставка по Санкт — Петербургу и в любой регион РФ
Помочь с выбором?
Наши менеджеры вас проконсультируют!
Задать вопрос
Вам также может быть интересно
Лазерная резка металла
от 4,50 руб/ м.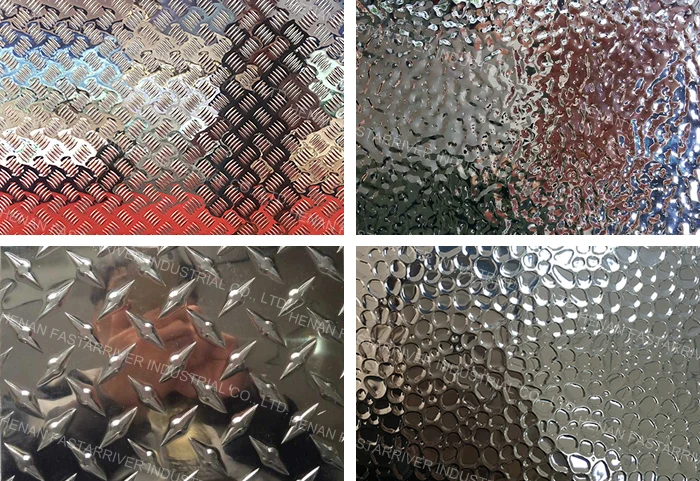 п.
п.
Гибка металла
от 5,00 руб/ гиб
Порошковая покраска металла
от 250 руб/ кв.м
Слесарные работы
от 5000 руб
Штамповка деталей из листового металла: принцип, стоимость
Что такое штамповка металла и зачем она применяется? Задача штамповки металла — это предание заготовке из листовой стали (которую, очень часто, получают методом лазерной резки металла) нужного размера и формы. Как следствие, после штамповки металла, получаем готовое к эксплуатации изделие или заготовку с последующей обработкой (допустим, порошковой покраской) или, что очень часто бывает, обработка заключается в сборке: сварочных и иных работ.
Как следствие, после штамповки металла, получаем готовое к эксплуатации изделие или заготовку с последующей обработкой (допустим, порошковой покраской) или, что очень часто бывает, обработка заключается в сборке: сварочных и иных работ.
Кстати! Мы гарантируем штамповку металл по низкой цене в Санкт-Петербурге, данную услугу по обработке листового металла вы можете заказать по телефону в Санкт-Петербурге.
В нашей компании мы обещаем Вам решение нестандартных задач, поэтому услуга по штамповке листового металла точно Вам понравится!
Почему же все-таки штамповка листового металла? Основной плюс работы — высокая скорость и точность изготовления изделия. За одну смену мастер нашей компании в Санкт-Петербурге способен изготовить большое количество изделий, так как штамповка происходит на прессах, каждый из которых служит определенной задаче. На одних прессах может происходить вырубка заготовки, на других — получение непосредственно нужной формы изделия.
Мы выполняем услугу по холодной штамповке листовой стали, горячую штамповку планируем освоить в ближайшее время. Выполняем штамповку листовой стали как в штампах открытого типа, так и в закрытых — зависит от типа изделий, которые необходимо произвести.
Выполняем штамповку листовой стали как в штампах открытого типа, так и в закрытых — зависит от типа изделий, которые необходимо произвести.
Помимо самой штамповки, наша компания проектирует и изготавлвивает сами штампы для холодной штамповки листовой стали. Способы изготовления штампов, то есть оснастки, в которую входит: матрица и пуансон, различные: начиная от мехобработки заготовок на токарно-ферезрных станках, заканчивая изобрительностью наших мастеров — оснастку можно «обварить» из листовой стали, а далее «заточить».
Преимущества штамповки металла из листовой стали:
- быстрота исполнения штамповки;
- дешевле по себестоимости
- простой технологический процесс
- гарантия сохранности размеров изделия
Приходим к следующему выводу, зачем же нужно штамповка и почему мы — один из лучших поставщиков по услуге штамповки металла в СПб?
Штамповка используется для серийного изготовления небольших по размеру изделий, которая позволит Вам по низкой цене получить нестандартное изделие, имеющие радиусы или нестандартные гибы, в кратчайшие сроки.
Заказывайте штамповку металла на нашем производстве и вы получите самые низкие цены на штамповку в Санкт-Петербурге (СПб), а также на изготовление оснасток штампа, пуансонов и матриц.
В нашем портфолио уже более десяти успешных нестандартных и сложных реализованных проектов, Заказчики возвращаются к нам и заказывают услугу по штамповке листового металла. Будем рады видеть Вам в лице наших постоянных Заказчиков!
Наша компания специализируется на разработке и изготовлении штампов. Нам достаточно получить от Вас опытный образец изделия/чертеж/3d модель и мы сможем сделать под него необходимый штамп, оснастку, которая будет служить Вашего предприятию долгую и надежную службу. Даем гарантии на все виды работ!
Штамповка металла. Процесс. Технология. Низкая стоимость.
Процесс холодного деформирования металлопроката при помощи штампа предусматривает смену формы и типоразмеров изделия, сохранив начальную высоту. В роли материала для получения штамп-изделий холодным методом применяют тонкую ленту, полосы, листы обычно из низкоуглеродистых и сталей, а также сплавов меди, латуни, медных, латунных (с содержанием 60% меди), алюминия, магния, титана и других. Использование для штамповки изделий сплавов, которые пластичны, связано с тем, что они легко меняют форму. Для холодной методики применяют разные операции, которые зависят от необходимого результата, достижения требуемой формы заготовки. Их можно разделить формоизменяющие и разделяющие действия. Разновидности мер, что не приводят к физразрушению формы следующие:
Использование для штамповки изделий сплавов, которые пластичны, связано с тем, что они легко меняют форму. Для холодной методики применяют разные операции, которые зависят от необходимого результата, достижения требуемой формы заготовки. Их можно разделить формоизменяющие и разделяющие действия. Разновидности мер, что не приводят к физразрушению формы следующие:
- Вытяжка
- Гибка
- Рельефная формовка.
Возможно использование комбинированных операций, которые включают деление образование формы одной детали. Технология осуществления холодного детального процесса состоит из этапов, которые связываются с характером операции деформирования и зависят от разновидности станка.
Услуги штамповки металла недорого
На нашем предприятии по обрабатыванию цветных и чёрных металлов можно провести штампование. Наши техвозможности являются одними из более широких в Санкт-Петербурге, благодаря чему, получается, преодолеть множество ограничений. Кроме того у нас есть всё что нужно в плане станков и инструментов, опытные мастера, квалифицированные специалисты, а это означает, в качестве продукции вы можете не сомневаться! Обратившись к нам, записавшись на услугу, вы получите требуемые вам металлические предметы максимально срочно и без дефектов.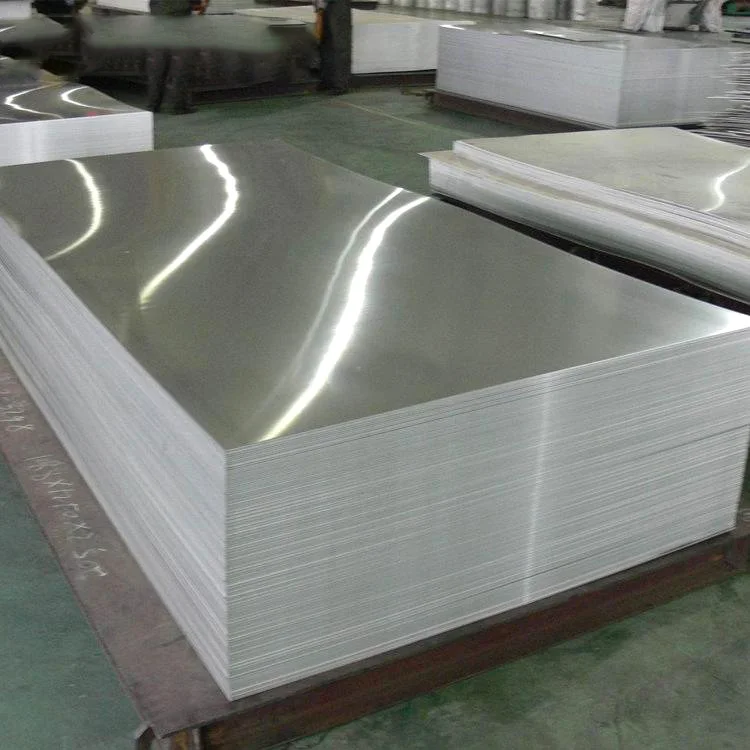
Мы работаем с различными материалами, реализуя задачи любого уровня сложности. И это при том, что цены услуг приемлемые большому кругу заказчиков. Мы сделали все, чтобы вы могли начать 100% выгодное сотрудничество! Уточнить подробности, задать вопросы, оформить заказ вы сможете по телефонному номеру.
Алюминиевые сплавы
, используемые при штамповке металлов Комментарии отключены на алюминиевых сплавах, используемых при штамповке металлов
Штамповка металлов – это процесс металлообработки, используемый для формирования различных деталей и изделий из листового металла. Он подходит для широкого спектра материалов, включая алюминий.
Алюминий
отлично подходит для штамповки благодаря своей прочности и обрабатываемости. Штампованные алюминиевые компоненты находят применение практически во всех отраслях промышленности, в том числе в аэрокосмической, автомобильной, электронной, морской, медицинской и других. Ниже мы приводим обзор процесса штамповки алюминия, включая типичные используемые материалы для штамповки металла и свойства, которые они проявляют.
Алюминиевые сплавы, обычно используемые в операциях штамповки металлов
Для операций штамповки чистый алюминий часто сплавляют с другими металлами, чтобы добавить или улучшить определенные свойства материала для улучшения характеристик конечного продукта. Типичные легирующие материалы включают медь, железо, магний, марганец, кремний и цинк. Каждому сплаву присваивается уникальный четырехзначный номер, первая цифра которого определяется основным легирующим элементом. Например:
- 1xxx используется для 99% чистого алюминия без легирующих элементов
- 2xxx используется для сплава алюминия с медью
- 3xxx используется для сплава алюминия с марганцем
- 4xxx используется для сплава алюминия с кремнием
- 5xxx используется для сплава алюминия с магнием
- 6xxx используется для алюминия, легированного магнием и кремнием
- 7xxx используется для сплава алюминия с цинком
- 8xxx используется для алюминиевого сплава с другими элементами
Четырехзначный номер может также включать букву, прикрепленную к концу. Эта буква указывает на обозначение состояния сплава. Например, изготовленный обозначается буквой F, отожженный обозначается буквой O, деформационно-упрочненный обозначается буквой H, термообработанный раствор обозначается буквой W, а термообработанный (неприменимо к обозначениям F, O или H) обозначается буквой T.
Эта буква указывает на обозначение состояния сплава. Например, изготовленный обозначается буквой F, отожженный обозначается буквой O, деформационно-упрочненный обозначается буквой H, термообработанный раствор обозначается буквой W, а термообработанный (неприменимо к обозначениям F, O или H) обозначается буквой T.
Некоторые из наиболее часто используемых алюминиевых сплавов в операциях штамповки металлов:
- 1100: Этот коммерчески чистый алюминий обладает высокой пластичностью, мягкостью и обрабатываемостью. Он идеально подходит для операций формования, включающих сложные конструкции деталей или изделий, например столовых приборов или декоративных компонентов.
- 3003: Этот алюминиево-марганцевый сплав обладает большей прочностью, чем алюминий 1100. Он также демонстрирует хорошую коррозионную стойкость и обрабатываемость.
 Некоторые из его типичных применений включают кухонные инструменты, кухонное оборудование и продукты для обработки химикатов.
Некоторые из его типичных применений включают кухонные инструменты, кухонное оборудование и продукты для обработки химикатов. - 5052: Этот алюминиево-магниевый сплав имеет более высокую прочность, чем любые другие распространенные нетермообрабатываемые варианты. Он также обеспечивает лучшую усталостную прочность, высокую коррозионную стойкость и хорошие характеристики обрабатываемости и отделки. Типичные варианты использования включают детали самолетов, бытовую технику и тяжелые кухонные принадлежности.
- 6061: Этот алюминиевый сплав поддается термообработке. Он очень универсален благодаря своим многочисленным полезным механическим и химическим свойствам, включая коррозионную стойкость, формуемость и свариваемость. Он широко используется для изготовления конструкционных деталей, таких как кузова и рамы автомобилей.
<Подробнее о процессе штамповки металла.>
Общие свойства алюминиевых сплавов
Как указано выше, алюминиевые сплавы могут демонстрировать различные свойства в зависимости от точного состава. Однако в группе материалов есть некоторые общие свойства, в том числе:
Однако в группе материалов есть некоторые общие свойства, в том числе:
- Высокое соотношение прочности и веса
- Гибкость и податливость
- Электрическая и теплопроводность
- Коррозионная стойкость
- Низкотемпературная стойкость
- Гладкая и блестящая поверхность, практически не требующая ухода
Решения для штамповки алюминия от Aranda Tooling
Aranda Tooling — сертифицированная по ISO 9001: 2015 компания с миноритарным участием, которая предоставляет различные услуги по металлообработке. Одной из наших основных услуг является штамповка металла. Обладая 45-летним опытом работы в отрасли и современным производственным оборудованием, наша команда имеет все необходимое для выполнения даже самых сложных запросов на штамповку для отечественных и зарубежных клиентов. В дополнение к алюминию мы принимаем множество других металлов, включая латунь, бронзу, медь, никель, сталь, нержавеющую сталь и титан. Мы предлагаем возможности штамповки металла для заготовок шириной до 48 дюймов и толщиной от 0,005 до 0,5 дюйма.
Чтобы ознакомиться с примерами прошлых проектов по штамповке металла, ознакомьтесь с нашим портфолио по штамповке металла. Чтобы узнать больше о наших возможностях штамповки металлов и о том, как мы можем помочь вашему следующему проекту, свяжитесь с нами или запросите предложение сегодня.
Штамповка и изготовление листа из алюминиевого сплава
US10406893 — ВНУТРЕННЯЯ ОПОРНАЯ ПАНЕЛЬ ДЛЯ МОНТАЖА АППАРАТНОГО МОДУЛЯ ДВЕРИ ТРАНСПОРТНОГО СРЕДСТВА В СБОРЕ — GM Global Technology Operations LLC (США) — Внутренняя опорная панель двери для дверного узла автомобиля включает в себя верхнюю секцию с оконной рамой для получения оконного стекла. Секция оболочки прикреплена к секции жатки и крепится к дверной раме кузова транспортного средства. Секция корпуса имеет аппаратную рамку для монтажа аппаратного модуля. Оконная рама и секция оболочки изготавливаются как единое целое посредством штамповки или гидроформовки. Отверстия, апертуры и пазы можно вырезать, пробить или просверлить после того, как будет сформирована основная форма и контуры. Может оказаться предпочтительным, в зависимости от применения, вырезать и штамповать внутреннюю панель 24 из более прочного и тяжелого металла, такого как сталь и ее сплавы, или легкого металла, такого как алюминий или магний. Аппаратный каркас включает в себя: монтажный интерфейс на внутренней поверхности секции корпуса для соединения с внешней поверхностью аппаратного модуля; монтажный интерфейс на фланцевой поверхности секции корпуса для крепления к периферийной поверхности аппаратного модуля; и монтажный интерфейс на внешней поверхности секции корпуса для соединения с внутренней поверхностью аппаратной рамы. Также раскрыт способ изготовления внутренней опорной панели двери.
Может оказаться предпочтительным, в зависимости от применения, вырезать и штамповать внутреннюю панель 24 из более прочного и тяжелого металла, такого как сталь и ее сплавы, или легкого металла, такого как алюминий или магний. Аппаратный каркас включает в себя: монтажный интерфейс на внутренней поверхности секции корпуса для соединения с внешней поверхностью аппаратного модуля; монтажный интерфейс на фланцевой поверхности секции корпуса для крепления к периферийной поверхности аппаратного модуля; и монтажный интерфейс на внешней поверхности секции корпуса для соединения с внутренней поверхностью аппаратной рамы. Также раскрыт способ изготовления внутренней опорной панели двери.
US10384292 — ГОРЯЧАЯ ФОРМОВКА ЛИСТОВЫХ НАГРЕВАЕМЫХ СПЛАВОВ — GM Global Technology Operations LLC (США) — Описаны способы формовки сложных деталей из нагартованных листовых материалов ограниченной формуемости. Способность нагартованного листа штамповаться, то есть поступающий плоский лист, полученный от поставщика, помещается между парой штампов комплементарной формы и штампы смыкаются на листе для придания листу требуемой формы, составляет усиливается формованием при повышенной температуре. Температуру формования предпочтительно выбирают так, чтобы свести к минимуму эффекты деформационного упрочнения, чтобы формованная деталь обладала более высокой прочностью, чем аналогичная деталь, сформированная из отожженного листа. Метод применим к дисперсионно-твердеющим и нестареющим алюминиевым и магниевым сплавам.
Температуру формования предпочтительно выбирают так, чтобы свести к минимуму эффекты деформационного упрочнения, чтобы формованная деталь обладала более высокой прочностью, чем аналогичная деталь, сформированная из отожженного листа. Метод применим к дисперсионно-твердеющим и нестареющим алюминиевым и магниевым сплавам.
US10366937 — ОХЛАЖДАЮЩЕЕ УСТРОЙСТВО, СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕГО УСТРОЙСТВА И СХЕМЫ ПИТАНИЯ — CPT Group GmbH (Германия) — Охлаждающее устройство включает алюминиевый радиатор и не менее одного сегмента из никелевого листа. Сегмент никелевого листа соединен с алюминиевым радиатором слоем припоя. Охлаждающее устройство включает фиксирующую поверхность для крепления и поглощения тепла. Защитная поверхность образована той стороной сегмента никелевого листа, которая обращена в сторону от алюминиевого радиатора. Алюминиевый радиатор выполнен из множества алюминиевых листов, уложенных друг на друга и соединенных друг с другом. Перед укладкой по крайней мере один из алюминиевых листов может быть проштампован. Штамповкой формируются вырезы, образующие охлаждающий канал, закрытый соседними листами или сегментами листа. По меньшей мере, один алюминиевый лист имеет вырезы, образующие охлаждающий канал, закрытый по меньшей мере одним из алюминиевых листов. Кроме того, представлены способ изготовления охлаждающего устройства и схема питания, содержащая радиатор, как описано здесь.
Штамповкой формируются вырезы, образующие охлаждающий канал, закрытый соседними листами или сегментами листа. По меньшей мере, один алюминиевый лист имеет вырезы, образующие охлаждающий канал, закрытый по меньшей мере одним из алюминиевых листов. Кроме того, представлены способ изготовления охлаждающего устройства и схема питания, содержащая радиатор, как описано здесь.
US10344364 — ПРОЦЕСС ТЕПЛОЙ ФОРМОВКИ ЗАКАЛЕННОГО АЛЮМИНИЕВОГО СПЛАВА — Novelis Inc. (США) — Описаны процессы формовки закаленных термообрабатываемых дисперсионно-упрочняемых алюминиевых сплавов, таких как закаленные алюминиевые сплавы 2XXX, 6XXX и 7XXX или изделия из таких сплавов, в том числе листы из алюминиевых сплавов. Процессы включают нагрев изделия, которое может иметь форму листа или заготовки, до и/или одновременно с этапом формования. Формование изделия включает штамповку, прессование или штамповку изделия, такого как панель транспортного средства. В некоторых примерах сплав нагревают до заданной температуры в диапазоне 125-425°С с заданной скоростью нагрева в диапазоне примерно 3-200°С/с, например, 3-90°C/с или 90-150°C/с. Такое сочетание температуры и скорости нагревания может привести к благоприятному сочетанию свойств изделия.
Такое сочетание температуры и скорости нагревания может привести к благоприятному сочетанию свойств изделия.
US10343726 — ПРОИЗВОДСТВО ФОРМОВАННЫХ АВТОМОБИЛЬНЫХ КОНСТРУКЦИОННЫХ ЧАСТЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СЕРИИ AA7XXX — ALERIS ALUMINIUM DUFFEL BVBA (Бельгия) — Способ изготовления формованной автомобильной конструкционной детали из алюминиевого сплава или кузова в белом цвете (BIW) часть автомобиля посредством штамповки, глубокой вытяжки или профилирования, включая следующие этапы: обеспечение проката листового проката из алюминиевого сплава без покрытия или составного листа толщиной примерно от 0,5 мм до 4 мм, при этом листовой продукт включает по меньшей мере один слой из алюминиевого сплава серии АА7ххх, листовой продукт, подвергнутый термообработке на твердый раствор и закалке с последующим естественным старением не менее 1 суток; подвергание естественно состаренного листового изделия обработке реверсивным отжигом, а именно термообработке при температуре от 100°С до 350°С в течение от 0,1 до 60 секунд; необязательно подвергнуть нагретый листовой продукт операции принудительного охлаждения; в течение 2 часов, предпочтительно в течение 30 минут, после обработки реверсивным отжигом, формование листового изделия для получения трехмерно сформированной автомобильной конструкционной детали или детали кузова в белом (BIW).
US10335845 — ПЕЧЬ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ И СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ — Ford Global Technologies, LLC (США) — Настоящее изобретение относится к устройству и способу изготовления деталей горячей штамповки, пригодных для использования в автомобилях. Печь для горячей штамповки включает в себя корпус, образующий нагревательную камеру, разделенную на отсеки, выполненные с возможностью иметь разные температуры. Нагревательная камера имеет отверстие, которое по меньшей мере частично закрыто дверцей, установленной на корпусе с возможностью перемещения. Дверь сконфигурирована так, чтобы выступать только за часть проема, когда она находится в закрытом положении. Съемная панель проходит от края двери таким образом, что панель проходит над частью проема, над которой не проходит дверь.
US10328470 — УСТРОЙСТВО И СПОСОБ ДЛЯ ПОДГОТОВКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК — Welker Engineered Products (США) — Устройство и способ подготовки металлических заготовок, включая нанесение серии лунок в металлическую заготовку.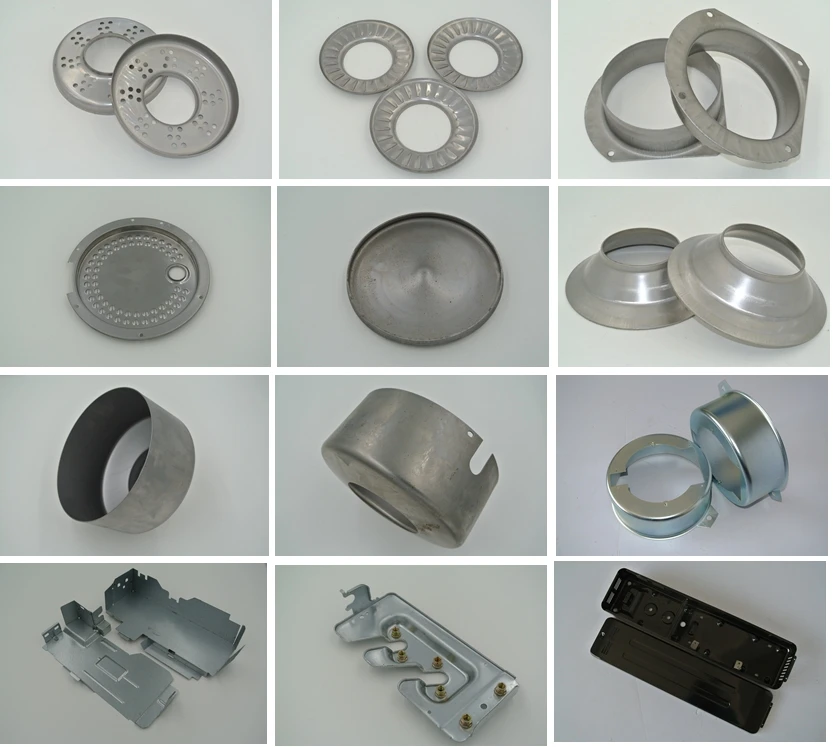 Потребность в роликовых ямках возникла из-за более широкого использования алюминиевых штампованных панелей в автомобильной и других отраслях промышленности. В настоящее время одна линия производит заготовки, укладывает их в стопки, а затем отправляет на линию окончательной штамповки. Заготовки укладываются на специальные поддоны для транспортировки. Поддоны позволяют пневматическим присоскам вертикально поднимать, а затем горизонтально подавать заготовки в пресс. Стальные заготовки обычно разделяются устройством, называемым веерным магнитом. Это устройство с помощью магнита поднимает верхний лист и сдвигает его в сторону от нижних листов, чтобы вакуумные присоски могли легко его поднять. Немагнитная природа алюминия создала новые серьезные проблемы при разделении заготовок. Воздушных ножей и других традиционных технологий было недостаточно для разделения заготовок. Разделение важно в процессе вырубки, потому что двойная подача заготовки может серьезно повредить матрицу и остановить производственную линию.
Потребность в роликовых ямках возникла из-за более широкого использования алюминиевых штампованных панелей в автомобильной и других отраслях промышленности. В настоящее время одна линия производит заготовки, укладывает их в стопки, а затем отправляет на линию окончательной штамповки. Заготовки укладываются на специальные поддоны для транспортировки. Поддоны позволяют пневматическим присоскам вертикально поднимать, а затем горизонтально подавать заготовки в пресс. Стальные заготовки обычно разделяются устройством, называемым веерным магнитом. Это устройство с помощью магнита поднимает верхний лист и сдвигает его в сторону от нижних листов, чтобы вакуумные присоски могли легко его поднять. Немагнитная природа алюминия создала новые серьезные проблемы при разделении заготовок. Воздушных ножей и других традиционных технологий было недостаточно для разделения заготовок. Разделение важно в процессе вырубки, потому что двойная подача заготовки может серьезно повредить матрицу и остановить производственную линию.
US10308992 — СПОСОБ И СИСТЕМА ДЛЯ СЕЛЕКТИВНОГО РАЗМЯГЧЕНИЯ ГОРЯЧЕШТАМПАННЫХ ДЕТАЛЕЙ ПУТЕМ ИНДУКЦИОННОГО НАГРЕВА — Ford Motor Company (США) — Раскрыты способ и система для обработки закаленной под давлением детали индукционным нагревом локализованных участков детали с пониженная твердость. Детали из закаленной под давлением стали можно соединять с другими стальными деталями с помощью сварки. Однако новые автомобильные узлы могут включать в себя комбинации деталей из разных материалов, таких как алюминий и композитные детали. Балка из закаленной под давлением сверхвысокопрочной стали (UHSS) и композитная деталь или алюминиевая деталь не могут быть эффективно соединены друг с другом с помощью сварки. Предпочтительным методом соединения таких сборок деталей является заклепка или иное скрепление частей вместе. Твердость таких высокопрочных деталей создает серьезные проблемы при крупносерийном производстве, поскольку заклепки с трудом проникают в упрочненную прессом балку UHSS. Система отслеживает температуру окружающей среды, время цикла, требования к свойствам исходящей детали и твердость исходящей детали в локальных областях. Значение времени и значение температуры задаются компьютерной системой для множества индукционных нагревателей. Локальная область детали подвергается индукционному нагреву, чтобы смягчить деталь в локализованных областях. Твердость локализованных участков проверяется после индукционного нагрева.
Система отслеживает температуру окружающей среды, время цикла, требования к свойствам исходящей детали и твердость исходящей детали в локальных областях. Значение времени и значение температуры задаются компьютерной системой для множества индукционных нагревателей. Локальная область детали подвергается индукционному нагреву, чтобы смягчить деталь в локализованных областях. Твердость локализованных участков проверяется после индукционного нагрева.
US10308892 — КОМПОЗИЦИИ И ИХ ИСПОЛЬЗОВАНИЕ ДЛЯ ФОРМИРОВАНИЯ МЕТАЛЛА — Houghton Technical Corp. (США) — Настоящее изобретение обеспечивает композиции для формовки металлов и способы их использования для формообразования металлических подложек, включая подложки из алюминия и алюминиевых сплавов. В частности, обсуждаемые здесь составы для обработки металлов давлением являются экологически чистыми водосодержащими составами, которые обеспечивают превосходную смазывающую способность в условиях процесса обработки металлов давлением, а также обеспечивают превосходную защиту от ржавчины. рубка и гидроформинг. Обсуждаемые здесь составы для формовки металлов содержат (i) пленкообразующую смазку, способную растворяться в воде в диспергируемой или эмульгируемой форме и которая размягчается при температуре от примерно 80 до примерно 200°С; (ii) пленкообразующее полимерное связующее, способное растворяться в воде в диспергируемой или эмульгируемой форме; (iii) твердая смазка, способная растворяться в воде в диспергируемой или эмульгируемой форме; и (iv) ингибитор коррозии.
рубка и гидроформинг. Обсуждаемые здесь составы для формовки металлов содержат (i) пленкообразующую смазку, способную растворяться в воде в диспергируемой или эмульгируемой форме и которая размягчается при температуре от примерно 80 до примерно 200°С; (ii) пленкообразующее полимерное связующее, способное растворяться в воде в диспергируемой или эмульгируемой форме; (iii) твердая смазка, способная растворяться в воде в диспергируемой или эмульгируемой форме; и (iv) ингибитор коррозии.
US10253402 — ЛИСТ ИЗ АЛЮМИНИЕВОГО СПЛАВА ДЛЯ КОНСТРУКЦИИ КУЗОВА АВТОТРАНСПОРТНОГО СРЕДСТВА — Constellium Neuf-Brisach (Франция) — Изобретение относится к применению листа из алюминиевого сплава для изготовления штампованного кузова или конструкционная часть кузова автомобиля, называемая также «кузовом белого цвета», отличающаяся тем, что указанный лист имеет предел текучести Rp 0,2 не ниже 60 МПа и относительное удлинение при растяжении Ag0 не ниже 34%. При этом состав указанного листа является следующим (в весовых процентах): Si: 0,15-0,30; Fe: 0,3-0,7; Cu: 0,05-0,10; Мн: 1,0-1,5; другие элементы <0,05 каждый и <0,15 в сумме, а остальное алюминий. Изобретение также относится к способу изготовления такого штампованного кузова или конструктивной детали кузова автомобиля, изготовленного из указанного листа и выбранного из группы, включающей внутренние панели или накладки на двери автомобиля, пол пассажирского салона, пол багажника, ниша запасного колеса или даже боковина салона.
Изобретение также относится к способу изготовления такого штампованного кузова или конструктивной детали кузова автомобиля, изготовленного из указанного листа и выбранного из группы, включающей внутренние панели или накладки на двери автомобиля, пол пассажирского салона, пол багажника, ниша запасного колеса или даже боковина салона.
US10239108 — МЕТОД ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ФОРМОВКИ — Ford Global Technologies, LLC (США) — Один или несколько электрогидравлических формовочных инструментов приводятся в действие прессом и обеспечивают формованные детали для операции обрезки. Стопорный механизм удерживает матрицу напротив камеры во время электрогидравлического формования (ЭГФ). Замок может быть штифтовым или зажимным. Один из способов изготовления изделия включает использование трех инструментов EHF, которые питают один обрезной пресс на линии. Альтернативный вариант осуществления раскрывает единственный инструмент EHF, который подает детали на производственной линии к электрогидравлическому (EH) инструменту для обрезки. Электрогидравлический импульсный генератор может быть использован для обеспечения накопленного заряда ЭГЧ-инструмента и ЭГ-инструмента обрезки. EHF имеет несколько преимуществ по сравнению с обычной штамповкой и другими процессами производства листового металла с более низкой скоростью деформации. Благодаря односторонней оснастке EHF имеет более низкие капитальные затраты, чем обычная штамповка. EHF также обеспечивает значительно повышенную формуемость многих материалов из листового металла из-за повышенных скоростей деформации, возникающих в результате разряда.
Электрогидравлический импульсный генератор может быть использован для обеспечения накопленного заряда ЭГЧ-инструмента и ЭГ-инструмента обрезки. EHF имеет несколько преимуществ по сравнению с обычной штамповкой и другими процессами производства листового металла с более низкой скоростью деформации. Благодаря односторонней оснастке EHF имеет более низкие капитальные затраты, чем обычная штамповка. EHF также обеспечивает значительно повышенную формуемость многих материалов из листового металла из-за повышенных скоростей деформации, возникающих в результате разряда.
US10189227 — ИНДИВИДУАЛЬНАЯ СБОРКА ПАНЕЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ — GM Global Technology Operations LLC (США) — Сборка панели образована множеством связей между двумя листовыми материалами, расположенными лицом к лицу, образуя преформа. Множество соединений определяет область закрытого периметра между двумя листовыми материалами и область открытого периметра между двумя листовыми материалами. Заготовке может быть придана заранее заданная форма. Жидкость под давлением подается через впускное отверстие в область открытого периметра для расширения преформы. Текучая среда под давлением расширяет область открытого периметра, так что два листовых материала расширяются в противоположных направлениях, тем самым образуя расширенную область открытого периметра. Область закрытого периметра между двумя листовыми материалами остается свободной для жидкости под давлением, так что область закрытого периметра не расширяется. Расширенная область открытого периметра заполнена наполнителем для улучшения эксплуатационных характеристик панели в сборе, например, прочности, звукопоглощения или жесткости.
Заготовке может быть придана заранее заданная форма. Жидкость под давлением подается через впускное отверстие в область открытого периметра для расширения преформы. Текучая среда под давлением расширяет область открытого периметра, так что два листовых материала расширяются в противоположных направлениях, тем самым образуя расширенную область открытого периметра. Область закрытого периметра между двумя листовыми материалами остается свободной для жидкости под давлением, так что область закрытого периметра не расширяется. Расширенная область открытого периметра заполнена наполнителем для улучшения эксплуатационных характеристик панели в сборе, например, прочности, звукопоглощения или жесткости.
US10150519 — УСТРОЙСТВО И СПОСОБ ПРОЕКТИРОВАНИЯ ПОРОГА И ЗАДНЕЙ СТОЙКИ — Toyota Motor Engineering & Manufacturing North America, Inc. (США) — Обычно боковые панели настила изготавливаются из листового металла, например стали. или алюминий, который может быть получен во время операции вытягивания. Характеристики и свойства стали и алюминия могут различаться. Алюминий обеспечивает значительное преимущество в весе по сравнению со стальным листовым металлом; однако характеристики и свойства алюминия могут потребовать дополнительного усиления конструкции. Например, углы платформы пикапа, изготовленные из алюминия, обычно изготавливаются в виде отдельных узлов; кроме того, платформа также может принимать заднюю дверь и различные типы нагрузок, создаваемых пользователем или движением пикапа. Соответственно, палубе может потребоваться усиление для удовлетворения требований к производительности. Устройство и способ проектирования армирующей конструкции. Усиливающая конструкция включает в себя палубную балку с соединительным концом, имеющую практически одинаковый момент инерции площади по всей длине палубной балки. Кроме того, усиливающая конструкция включает в себя заднюю стойку с соединительным концом и свободным концом, имеющую переменный момент инерции площади, причем задняя стойка прикреплена к порогу палубы по существу перпендикулярно путем прикрепления соединительного конца палубы.
Характеристики и свойства стали и алюминия могут различаться. Алюминий обеспечивает значительное преимущество в весе по сравнению со стальным листовым металлом; однако характеристики и свойства алюминия могут потребовать дополнительного усиления конструкции. Например, углы платформы пикапа, изготовленные из алюминия, обычно изготавливаются в виде отдельных узлов; кроме того, платформа также может принимать заднюю дверь и различные типы нагрузок, создаваемых пользователем или движением пикапа. Соответственно, палубе может потребоваться усиление для удовлетворения требований к производительности. Устройство и способ проектирования армирующей конструкции. Усиливающая конструкция включает в себя палубную балку с соединительным концом, имеющую практически одинаковый момент инерции площади по всей длине палубной балки. Кроме того, усиливающая конструкция включает в себя заднюю стойку с соединительным концом и свободным концом, имеющую переменный момент инерции площади, причем задняя стойка прикреплена к порогу палубы по существу перпендикулярно путем прикрепления соединительного конца палубы. порог к соединительному концу задней стойки, образуя усиливающую конструкцию, которая ограничивает прогиб свободного конца задней стойки до целевого значения при приложении консольной силы к свободному концу задней стойки.
порог к соединительному концу задней стойки, образуя усиливающую конструкцию, которая ограничивает прогиб свободного конца задней стойки до целевого значения при приложении консольной силы к свободному концу задней стойки.
US10124555 — СЭНДВИЧНАЯ КОНСТРУКЦИЯ, ВКЛЮЧАЯ ВНЕШНИЙ ЛИСТ С РЕЗЬБАМИ — CellTech Metals, Inc. (США) — В сэндвич-структуре используется основной лист с чередующимися пиками и впадинами в нем и по крайней мере один внешний лицевой лист с канавками или ребрами на нем . В другом аспекте сэндвич-структура включает в себя, по меньшей мере, одну сердцевину и, по меньшей мере, один приклеенный внешний лицевой лист, включающий в себя удлиненные канавки или ребра, выполненные в нем. Еще один аспект многослойной структуры имеет приподнятые гребни, соединяющие соседние вершины в сердцевинном листе в одном направлении, но не в перпендикулярном направлении, которые взаимодействуют, зацепляются или контактируют с канавками или ребрами, сформированными во внешнем лицевом листе. Листы предпочтительно являются металлическими, такими как низкоуглеродистая сталь или алюминий, но альтернативно любой из этих листов может быть из нержавеющей стали или других металлических материалов, хотя многие предпочтительные этапы изготовления и свойства конечного продукта могут быть другими и менее желательными.
Листы предпочтительно являются металлическими, такими как низкоуглеродистая сталь или алюминий, но альтернативно любой из этих листов может быть из нержавеющей стали или других металлических материалов, хотя многие предпочтительные этапы изготовления и свойства конечного продукта могут быть другими и менее желательными.
US9956838 — СПОСОБ ПОЛУЧЕНИЯ РЫЧАГА ПОДВЕСКИ АВТОМОБИЛЬНЫХ ТРАНСПОРТНЫХ СРЕДСТВ И РЫЧАГА ПОДВЕСКИ — Engineering Developments for Automotive Industry, S.L. (Испания) — Настоящее раскрытие относится к способам изготовления рычага подвески для автомобильных транспортных средств, где некоторые варианты осуществления включают получение двух идентичных частей для формирования корпуса, причем каждая часть получается посредством: а) резки металлического или композитного листа, формирующего базовую плоскость так, чтобы были определены центральный сегмент и два конца, б) прочерчивание не менее одного отверстия в каждом конце, в) штамповка каждой детали с образованием в ее центральном сегменте двух фланцев, состоящих из первого фланца и второго фланца, расположенных на противоположных стороны центрального сегмента и ориентированы перпендикулярно базовой плоскости, при этом указанные фланцы расположены асимметрично относительно средней плоскости, проходящей через геометрические центры отверстий двух концов и перпендикулярной базовой плоскости, при этом второй фланец отделен от средней плоскости на расстояние, равное расстоянию первой полки от средней плоскости плюс расстояние, равное, по меньшей мере, величине толщины листа или плиты.
US9943901 — РЕГУЛИРУЕМАЯ ШТАМПОВОЧНАЯ МАТРИЦА — Ford Global Technologies, LLC (США) — Штамповочная матрица предоставляется. Штамповочный штамп включает в себя штамповочный блок, пуансон и ловушку. Пуансон выполнен с возможностью взаимодействия с блоком матрицы для формирования деталей из заготовки из листового металла. Стенка ловушки прикреплена к пуансону и сконфигурирована так, чтобы ограничивать поток листового металла в блок матрицы во время взаимодействия пуансона и блока матрицы. Стенка ловушки регулируется относительно пуансона таким образом, что регулировка стенки ловушки изменяет поток листового металла в штамповочный блок. Для штампа для двусторонней штамповки набор штампов сконфигурирован для формирования деталей из заготовки из алюминиевого сплава серии 7ххх при закрытии набора штампов. Набор штампов определяет каналы охлаждения, которые сконфигурированы для охлаждения набора штампов таким образом, что набор штампов охлаждает деталь при закрытии набора штампов. Пара регулируемых стенок ловушки прикреплена к противоположным концам первой стороны набора штампов и выполнена с возможностью контакта с верхней поверхностью заготовки из алюминиевого сплава при закрытии набора штампов, так что поток заготовки из алюминиевого сплава ограничивается. Регулировка стенок ловушки относительно набора фильер изменяет поток заготовки из алюминиевого сплава в набор фильер.
Пара регулируемых стенок ловушки прикреплена к противоположным концам первой стороны набора штампов и выполнена с возможностью контакта с верхней поверхностью заготовки из алюминиевого сплава при закрытии набора штампов, так что поток заготовки из алюминиевого сплава ограничивается. Регулировка стенок ловушки относительно набора фильер изменяет поток заготовки из алюминиевого сплава в набор фильер.
US9938612 — СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ СПЛАВА AL-MG-SI С ОТЛИЧНОЙ ФОРМУЛИРУЕМОСТЬЮ — Aleris Aluminium Duffel BVBA (Бельгия) — Способ производства прокатного листа из алюминиевого сплава с превосходной формуемостью, пригодного для изготовления кузова автомобиля , способ включающий: отливку слитка алюминиевого сплава, мас. %: Si от 0,5 до 1,5, Mg от 0,2 до 0,7, Fe от 0,03 до 0,30, Cu до 0,30, необязательно один или несколько элементов, выбранных из группы: (Mn, Zr, Cr, V), Zn до 0,3, Ti до до 0,15, примеси и алюминий; гомогенизация литого слитка при 450 или С или более; горячую прокатку слитка в горячекатаный продукт; холодная прокатка горячекатаного проката в холоднокатаный прокат промежуточной толщины; непрерывный промежуточный отжиг холоднокатаного проката промежуточной толщины в диапазоне 360-580 o С; холодная прокатка промежуточного отожженного холоднокатаного проката в лист окончательной толщины до 2,5 мм; термообработка листа на твердый раствор; и закалки на раствор термообработанного листа. В соответствии с изобретением было обнаружено, что непрерывный межфазный отжиг во время холодной прокатки в сочетании с более низким содержанием Fe приводит к очень благоприятному сочетанию свойств повышенной анизотропии значений Ланкфорда, увеличенных значений r как при 0°, так и при 9°.Направление 0°, высокое удлинение при растяжении и высокий предел текучести после имитации обжига краски. Это делает лист из алюминиевого сплава хорошим кандидатом для изготовления формованных автомобильных деталей, особенно при формовании с помощью процессов глубокой вытяжки.
В соответствии с изобретением было обнаружено, что непрерывный межфазный отжиг во время холодной прокатки в сочетании с более низким содержанием Fe приводит к очень благоприятному сочетанию свойств повышенной анизотропии значений Ланкфорда, увеличенных значений r как при 0°, так и при 9°.Направление 0°, высокое удлинение при растяжении и высокий предел текучести после имитации обжига краски. Это делает лист из алюминиевого сплава хорошим кандидатом для изготовления формованных автомобильных деталей, особенно при формовании с помощью процессов глубокой вытяжки.
US9926620 — АЛЮМИНИЕВЫЕ СПЛАВЫ 2XXX И СПОСОБЫ ИХ ПРОИЗВОДСТВА — Arconic Inc. (США) — Раскрыты новые корпуса из алюминиевого сплава 2xxx и способы их производства. Новые корпуса из алюминиевого сплава 2ххх могут быть изготовлены путем подготовки корпуса из алюминиевого сплава к последующей холодной обработке раствором, холодной обработке не менее чем на 25% и последующей термической обработке. Новые корпуса из алюминиевого сплава 2ххх могут обладать повышенной прочностью и другими свойствами. В одном подходе многослойный продукт представляет собой продукт NHT-2xxx-NHT, где NHT означает слой нетермообрабатываемого сплава, а 2xxx представляет собой слой продукта из алюминиевого сплава 2xxx, полученного в соответствии с изобретением. В одном варианте осуществления многослойное изделие представляет собой изделие 3ххх-2ххх-3ххх, при этом наружные слои представляют собой изделие из алюминиевого сплава 3ххх, а внутренний слой представляет собой изделие из алюминиевого сплава 2ххх, обработанное в соответствии с раскрытыми здесь способами. Такие многослойные изделия могут найти применение в упаковке (например, в контейнерах (банках, бутылках, крышках), лотках или других конфигурациях), в автомобильной промышленности (например, в панелях или кузове в белом), в аэрокосмической промышленности (например, в обшивке фюзеляжа). , стрингеры, шпангоуты, переборки, лонжероны, нервюры и т.п.) и применение в морских конструкциях (например, переборки, шпангоуты, корпуса, палубы и т.
Новые корпуса из алюминиевого сплава 2ххх могут обладать повышенной прочностью и другими свойствами. В одном подходе многослойный продукт представляет собой продукт NHT-2xxx-NHT, где NHT означает слой нетермообрабатываемого сплава, а 2xxx представляет собой слой продукта из алюминиевого сплава 2xxx, полученного в соответствии с изобретением. В одном варианте осуществления многослойное изделие представляет собой изделие 3ххх-2ххх-3ххх, при этом наружные слои представляют собой изделие из алюминиевого сплава 3ххх, а внутренний слой представляет собой изделие из алюминиевого сплава 2ххх, обработанное в соответствии с раскрытыми здесь способами. Такие многослойные изделия могут найти применение в упаковке (например, в контейнерах (банках, бутылках, крышках), лотках или других конфигурациях), в автомобильной промышленности (например, в панелях или кузове в белом), в аэрокосмической промышленности (например, в обшивке фюзеляжа). , стрингеры, шпангоуты, переборки, лонжероны, нервюры и т.п.) и применение в морских конструкциях (например, переборки, шпангоуты, корпуса, палубы и т. п.), и это лишь некоторые из них). Точно так же продукты 5xxx-2xxx-5xxx могут использоваться для тех же или аналогичных целей. Можно использовать и другие комбинации NHT-2xxx-NHT, и не требуется, чтобы один и тот же NHT использовался с обеих сторон слоя 2xxx, т. е. для сэндвич-слоя 2xxx можно использовать разные сплавы NHT.
п.), и это лишь некоторые из них). Точно так же продукты 5xxx-2xxx-5xxx могут использоваться для тех же или аналогичных целей. Можно использовать и другие комбинации NHT-2xxx-NHT, и не требуется, чтобы один и тот же NHT использовался с обеих сторон слоя 2xxx, т. е. для сэндвич-слоя 2xxx можно использовать разные сплавы NHT.
US9889634 — ФОРМИРУЕМЫЕ ЛЕГКИЕ КОМПОЗИТЫ — Productive Research LLC (США) — Настоящее изобретение относится к легким композитным материалам, которые содержат металлический слой и полимерный слой, причем полимерный слой содержит термопластичный полимер с наполнителем, который включает термопластичный полимер и металлическое волокно. Композитные материалы по настоящему изобретению могут быть сформированы с использованием обычного штамповочного оборудования при температуре окружающей среды. Композитные материалы по настоящему изобретению также можно приваривать к другим металлическим материалам с использованием процесса контактной сварки, такого как контактная точечная сварка.
US9889632 — МЕТАЛЛИЧЕСКИЙ ЛАМИНАТ С МЕТАЛЛУРГИЧЕСКИМИ СВЯЗЯМИ И МЕТАЛЛИЧЕСКИМ СЕРДНИЧНЫМ СЛОЕМ ПОНИЖЕННОЙ ПЛОТНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ — Materion Corporation (США) — Жесткий, легкий металлический ламинат включает первый сплошной металлический слой, второй сплошной металлический слой , и слой металлической сердцевины пониженной плотности, расположенный между первым и вторым непрерывными металлическими слоями. Металлический сердцевинный слой пониженной плотности содержит металл сердцевины и имеет среднюю плотность, которая меньше плотности металла сердцевины. Плоские металлургические связи прикрепляют первый и второй непрерывные металлические слои к металлическому центральному слою пониженной плотности. Металлический ламинат может быть изготовлен путем прокатки в прессе металлического сердцевинного слоя пониженной плотности, расположенного между двумя непрерывными металлическими слоями, после удаления или нанесения слоя естественного оксида на поверхность каждого слоя, которая контактирует с другим слоем металлического ламината. Легкие, жесткие, легко формуемые листовые материалы могут использоваться для приложений, требующих легких, но жестких листовых материалов и/или совместимых с существующей инфраструктурой металлообработки для штамповки и формовки металлических компонентов.
Легкие, жесткие, легко формуемые листовые материалы могут использоваться для приложений, требующих легких, но жестких листовых материалов и/или совместимых с существующей инфраструктурой металлообработки для штамповки и формовки металлических компонентов.
US9844809 — ФОРМОВОЧНЫЕ ИНСТРУМЕНТЫ С ТЕКСТУРИРОВАННОЙ ПОВЕРХНОСТЬЮ — Ford Global Technologies, LLC, The Boeing Company и Northwestern University (США) — Настоящее изобретение в целом относится к формовке металлов, а более конкретно, к усовершенствованным формовочным инструментам такие как штампы для волочения/штамповки с возможностью манипулирования потоками металла во время волочения. Формовочный инструмент штампует заготовки из листового металла, придавая им желаемую форму. Контурная поверхность задается для формовочного инструмента таким образом, чтобы соответствующие части металлической заготовки обтекали контурную поверхность во время формовки. Внутренний характер течения материала, возникающий в результате контурной поверхности, сравнивают с требуемым потоком, чтобы идентифицировать области контурной поверхности, имеющие недостаточный поток, который создает области в формованной металлической заготовке, принимающие меньше желаемого количества металла. Микротекстура поверхности наносится на контурную поверхность по рисунку, выбранному для увеличения потока металла вдоль идентифицированных областей за счет обеспечения коэффициента трения в идентифицированных областях, который уменьшается по сравнению с соседними участками контурной поверхности.
Микротекстура поверхности наносится на контурную поверхность по рисунку, выбранному для увеличения потока металла вдоль идентифицированных областей за счет обеспечения коэффициента трения в идентифицированных областях, который уменьшается по сравнению с соседними участками контурной поверхности.
US9821858 — СТАЛЬНОЙ АЛЮМИНИРОВАННЫЙ ЛИСТ, СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ АЛЮМИНИЕВОГО СТАЛЬНОГО ЛИСТА И АВТОМОБИЛЬНАЯ ЧАСТЬ — Nippon Steel & Sumitomo Metal Corporation (Япония) — Стальной лист с алюминиевым покрытием включает: стальной лист ; слой алюминиевого покрытия, сформированный на одной или обеих поверхностях стального листа и содержащий по меньшей мере 85% или более алюминия по массе; и слой поверхностного покрытия, который нанесен на поверхность слоя алюминиевого покрытия и содержит ZnO и одно или несколько соединений, улучшающих смазывающую способность. Таким образом, настоящее изобретение расширяет область применения горячего прессования/штамповки стального листа с алюминиевым покрытием и повышает применимость стального листа с алюминиевым покрытием для автомобильного и промышленного оборудования, которые являются конечными областями применения.
US9770749 — СИСТЕМА ГИБРИДНОЙ ШТАМПОВКИ — GM Global Technology Operations LLC (США) — Система гибридной штамповки для формирования заготовки включает в себя штамповочный пресс. Пресс включает в себя первый и второй штампы, которые имеют соответственно первое и второе основания штампов, сформированные из первого материала. Система также включает первую и вторую вкладки. Каждая вкладка сформирована из второго материала и имеет противоположные стороны штампа и заготовки. Твердость второго материала больше, чем твердость первого материала. Сторона штампа первой вставки отливается в первое основание, а сторона заготовки первой вкладки контурируется, образуя одну сторону заготовки. Сторона штампа второй вставки отливается во второе основание, а сторона заготовки второй вкладки контурируется, чтобы сформировать другую сторону заготовки. Первый и второй штампы устанавливаются в прессе напротив друг друга для формирования заготовки между первой и второй вкладышами. Как первоначально предполагалось, система гибридной штамповки может использоваться для «малосерийного» производства компонентов из любого формуемого основного металла, такого как сталь, алюминий, магний или титан, без потери четкости желаемого контура для изготовленных компонентов, но может аналогичным образом можно использовать для изготовления компонентов из других материалов, таких как полистирол. Такие «малосерийные» производственные циклы могут иногда создавать тысячи компонентов.
Как первоначально предполагалось, система гибридной штамповки может использоваться для «малосерийного» производства компонентов из любого формуемого основного металла, такого как сталь, алюминий, магний или титан, без потери четкости желаемого контура для изготовленных компонентов, но может аналогичным образом можно использовать для изготовления компонентов из других материалов, таких как полистирол. Такие «малосерийные» производственные циклы могут иногда создавать тысячи компонентов.
US9682418 — СПОСОБ И УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОГО ФОРМОВАНИЯ ЛИСТА — The Boeing Company (США) — Способ и устройство для обработки листового материала. Лист материала может быть закреплен относительно инструмента в станке для формовки листового металла с приращением. Пошаговое формование листового металла может выполняться на алюминии, стали, титане и/или других подходящих металлах. Листу материала можно постепенно придавать форму детали с помощью стилуса. Игла может содержать стержень, имеющий первый конец и второй конец, существенно изогнутую поверхность на первом конце и текстуру по меньшей мере на части существенно изогнутой поверхности на первом конце. Текстура может быть выполнена с возможностью направления смазки на первый конец.
Текстура может быть выполнена с возможностью направления смазки на первый конец.
US9682415 — ПРОЦЕСС РАЗГРУЗКИ ДЛЯ РАЗДЕЛЕНИЯ СМАЗАННЫХ АЛЮМИНИЕВЫХ ЛИСТОВ — Novelis Inc. (США) — Здесь описан новый процесс отделения отдельных смазанных алюминиевых листов от стопки смазанных алюминиевых листов, когда они поступают в штамповочный пресс для изготовления. Процесс включает в себя размещение подъемника под стопкой алюминиевых листов и поднятие центра вверх. Это, в свою очередь, заставляет края стопки изгибаться вниз, создавая вогнутую кривизну изгиба, обращенную к подъемнику. Индуцированная кривизна достаточна для обеспечения межлистового сдвига, необходимого для нарушения адгезии, вызванной смазкой.
US9656317 — ШТАМПОВКА, ФОРМОВКА, ЗАКАЛКА АЛЮМИНИЕВЫХ И МАГНИЕВЫХ ЛИСТОВ — Temper IP, LLC (США) — Настоящее изобретение направлено на способ изготовления компонентов из алюминиевых и магниевых листов, в частности, для использования в автомобилестроении. Способ формования и закалки изделия с помощью электрического нагрева включает в себя использование инструментов, которые были электрически нагреты, обеспечение формообразующей оболочки для поддержки компонента и придания окончательной формы формованному изделию, сформированному из компонента, и обеспечение опорной конструкции для поддержка формовочной оболочки во время нагревания компонента или инструментов. Две части формирующей штамп оболочки соединяются вместе, так что внутренняя поверхность двух частей совместно образует полость, которая определяет форму формируемого изделия. Компонент формуют в формованный продукт, при этом компонент (а) нагревают перед формованием формованного продукта и/или (b) нагревают во время формирования формованного продукта. Формованное изделие закаливают путем кондуктивной закалки через формующую оболочку по меньшей мере одним из воды и газа.
Способ формования и закалки изделия с помощью электрического нагрева включает в себя использование инструментов, которые были электрически нагреты, обеспечение формообразующей оболочки для поддержки компонента и придания окончательной формы формованному изделию, сформированному из компонента, и обеспечение опорной конструкции для поддержка формовочной оболочки во время нагревания компонента или инструментов. Две части формирующей штамп оболочки соединяются вместе, так что внутренняя поверхность двух частей совместно образует полость, которая определяет форму формируемого изделия. Компонент формуют в формованный продукт, при этом компонент (а) нагревают перед формованием формованного продукта и/или (b) нагревают во время формирования формованного продукта. Формованное изделие закаливают путем кондуктивной закалки через формующую оболочку по меньшей мере одним из воды и газа.
US9630230 — УСТРОЙСТВО И СПОСОБ ФОРМОВАНИЯ СТАНДАРТНОЙ ШТАМПОВКОЙ НА ВЫСОКОЙ СКОРОСТИ — ADM28 S. R.L (Люксемеург) — Устройство и способ формовки штамповкой изогнутого металлического листа. Устройство включает пробойник, изготовленный из деформируемого и практически несжимаемого материала, молоток, выполненный с возможностью нанесения ударов по штампу вдоль продольной оси Z. Генератор для создания магнитного поля, выполненный с возможностью сообщать ударнику скорость, превышающую заданную скорость в направление Z. Устройство дополнительно содержит матрицу заданной формы, приблизительно осесимметричную относительно продольной оси Z. Пуансон осесимметричен относительно продольной оси и выполнен с возможностью расположения перед матрицей. Пуансон имеет продольный размер того же порядка, что и его размер, перпендикулярный продольной оси Z.
R.L (Люксемеург) — Устройство и способ формовки штамповкой изогнутого металлического листа. Устройство включает пробойник, изготовленный из деформируемого и практически несжимаемого материала, молоток, выполненный с возможностью нанесения ударов по штампу вдоль продольной оси Z. Генератор для создания магнитного поля, выполненный с возможностью сообщать ударнику скорость, превышающую заданную скорость в направление Z. Устройство дополнительно содержит матрицу заданной формы, приблизительно осесимметричную относительно продольной оси Z. Пуансон осесимметричен относительно продольной оси и выполнен с возможностью расположения перед матрицей. Пуансон имеет продольный размер того же порядка, что и его размер, перпендикулярный продольной оси Z.
US9616513 — СПОСОБ ФОРМИРОВАНИЯ ЛИСТОВОЙ ЛИСТОВОЙ ЛАМИНИРОВАННОЙ ЛИСТОВОЙ ЛИСТОВОЙ ЛИСТОВОЙ ПЛЕНКИ ГЛУБОКОЙ ВЫТЯЖКИ И ИЗДЕЛИЙ ИЗ НЕГО — 3M Innovative Properties Company (США) и McMaster University (Канада) — Способ окраски сложного или составного криволинейного трехмерного поверхность части изделия. Способ включает получение пленки краски; обеспечение листового металла, имеющего противоположные основные поверхности и изготовленного из стали, алюминия или любого другого желаемого элементарного или легированного металла; нанесение пленки краски на основную поверхность листового металла с образованием ламината из окрашенного листового металла, состоящего из первой части и второй части; необратимую деформацию первой части ламината из окрашенного листового металла в формованную часть изделия, имеющего сложную или составную криволинейную трехмерную форму; приложение начального усилия для закрепления второй части ламината из окрашенного листового металла на начальном этапе указанного этапа необратимой деформации; и приложение последующей силы для закрепления второй части ламината из окрашенного листового металла на более поздней стадии указанной стадии необратимой деформации. Последующая приложенная сила больше первоначально приложенной силы.
Способ включает получение пленки краски; обеспечение листового металла, имеющего противоположные основные поверхности и изготовленного из стали, алюминия или любого другого желаемого элементарного или легированного металла; нанесение пленки краски на основную поверхность листового металла с образованием ламината из окрашенного листового металла, состоящего из первой части и второй части; необратимую деформацию первой части ламината из окрашенного листового металла в формованную часть изделия, имеющего сложную или составную криволинейную трехмерную форму; приложение начального усилия для закрепления второй части ламината из окрашенного листового металла на начальном этапе указанного этапа необратимой деформации; и приложение последующей силы для закрепления второй части ламината из окрашенного листового металла на более поздней стадии указанной стадии необратимой деформации. Последующая приложенная сила больше первоначально приложенной силы.
US9522419 — СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ПУТЕМ ПЕРВОЙ ФОРМОВКИ ПРОМЕЖУТОЧНОЙ ДЕТАЛИ, КОТОРАЯ ИМЕЕТ ДОНОРНЫЕ КАРМАНЫ В ОБЛАСТЯХ ПРОГНОЗИРОВАННЫХ НИЗКИХ НАПРЯЖЕНИЙ, СМЕЖНЫХ ОБЛАСТЯХ ПРОГНОЗИРОВАННЫХ ВЫСОКИХ НАПРЯЖЕНИЙ — Ford Global Technologies, LLC (USA) 90 метод формования деталь, которая имеет области высокой деформации и предполагаемые области низкой деформации от заготовки, и способ конструирования штампа для изготовления такой детали. Идентифицируются прогнозируемые области низкой деформации, которые примыкают к прогнозируемым областям высокой деформации. Матрица для предварительного формования предназначена для формирования заготовки для создания донорного кармана в промежуточной части в зоне прогнозируемой низкой деформации, которая примыкает к зоне прогнозируемой высокой деформации. Донорский карман промежуточной детали втягивается в прогнозируемую область высокой деформации при формовании промежуточной детали в деталь в операции штамповки.
Идентифицируются прогнозируемые области низкой деформации, которые примыкают к прогнозируемым областям высокой деформации. Матрица для предварительного формования предназначена для формирования заготовки для создания донорного кармана в промежуточной части в зоне прогнозируемой низкой деформации, которая примыкает к зоне прогнозируемой высокой деформации. Донорский карман промежуточной детали втягивается в прогнозируемую область высокой деформации при формовании промежуточной детали в деталь в операции штамповки.
US9493867 — СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОЙ ДЕТАЛИ АВТОМОБИЛЯ ИЗ ПРОКАТНОГО СПЛАВА AL–ZN — Aleris Aluminium Duffel BVBA (Бельгия) — Способ изготовления формованной конструктивной детали из алюминиевого сплава или кузова в белом цвете ( BIW) часть автомобиля. Способ включает: получение листового алюминиевого проката, в котором алюминиевый сплав представляет собой алюминиевый сплав серии АА7000 и имеет толщину в диапазоне 0,5-4 мм, подвергается термообработке на твердый раствор и охлаждается с образованием алюминиевого сплава. листа для получения трехмерной формованной детали, нагревание трехмерной формованной детали по меньшей мере до одной температуры предварительного старения в диапазоне 50-250°С.0187 или C, и подвергнуть сформированный и предварительно состаренный компонент автомобиля циклу сушки краски. Было обнаружено, что листовые сплавы серии АА7000, сформированные, например, посредством штамповки в трехмерные компоненты, могут быть чувствительны к растрескиванию при температуре окружающей среды в окружающей атмосфере, такой как в прессовом цехе, то есть в обычно неагрессивной среде. агрессивная среда. Однако, когда формованный компонент подвергается обработке перед старением, указанная чувствительность к замедленному образованию трещин значительно снижается, и за счет оптимизации обработки перед старением в зависимости от операции формования и используемого сплава ее можно даже преодолеть.
листа для получения трехмерной формованной детали, нагревание трехмерной формованной детали по меньшей мере до одной температуры предварительного старения в диапазоне 50-250°С.0187 или C, и подвергнуть сформированный и предварительно состаренный компонент автомобиля циклу сушки краски. Было обнаружено, что листовые сплавы серии АА7000, сформированные, например, посредством штамповки в трехмерные компоненты, могут быть чувствительны к растрескиванию при температуре окружающей среды в окружающей атмосфере, такой как в прессовом цехе, то есть в обычно неагрессивной среде. агрессивная среда. Однако, когда формованный компонент подвергается обработке перед старением, указанная чувствительность к замедленному образованию трещин значительно снижается, и за счет оптимизации обработки перед старением в зависимости от операции формования и используемого сплава ее можно даже преодолеть.
US9434134 — ФОРМИРУЕМЫЕ ЛЕГКИЕ КОМПОЗИТЫ — Productive Research LLC (США) — Настоящее изобретение относится к легким композитным материалам, которые содержат металлический слой и полимерный слой, причем полимерный слой содержит термопластичный полимер с наполнителем, который включает термопластичный полимер и металлическое волокно. Композитные материалы по настоящему изобретению могут быть сформированы с использованием обычного штамповочного оборудования при температуре окружающей среды. Композитные материалы по настоящему изобретению также можно приваривать к другим металлическим материалам с использованием процесса контактной сварки, такого как контактная точечная сварка.
Композитные материалы по настоящему изобретению могут быть сформированы с использованием обычного штамповочного оборудования при температуре окружающей среды. Композитные материалы по настоящему изобретению также можно приваривать к другим металлическим материалам с использованием процесса контактной сварки, такого как контактная точечная сварка.
US9430594 — ЧИСЛЕННОЕ МОДЕЛИРОВАНИЕ ПРОГРЕССИВНОЙ ПРОМЫВКИ ПРИ ФОРМОВКЕ ЛИСТОВОГО МЕТАЛЛА — Livermore Software Technology Corp. (США) — Системы и методы проведения временного моделирования изготовления детали из листового металла, требующей операции последовательной прорезки ( ООП) раскрыты. Моделирование движения во времени проводится с использованием схемы соединения-разъединения для узлов вдоль маршрута вскрытия, чтобы обеспечить плавное своевременное разделение разреза. Схема включает создание набора суррогатных узлов маршрута вскрытия путем дублирования узловых координат существующих узлов, расположенных вдоль маршрута вскрытия. Затем создаются узловые ограничения для первоначальной связи между существующими узлами и соответствующими суррогатными узлами. Узловое ограничение снимается в соответствии с графиком времени разделения, установленным с использованием начального и конечного положений маршрута прокола и соответствующих начального и конечного времени выполнения прокола. Узловые ограничения также могут быть удалены на основе зон маршрута вскрытия, определенных пользователем.
Затем создаются узловые ограничения для первоначальной связи между существующими узлами и соответствующими суррогатными узлами. Узловое ограничение снимается в соответствии с графиком времени разделения, установленным с использованием начального и конечного положений маршрута прокола и соответствующих начального и конечного времени выполнения прокола. Узловые ограничения также могут быть удалены на основе зон маршрута вскрытия, определенных пользователем.
US9409349 — ФОРМОВАННАЯ ИНСТРУМЕНТАЛЬНАЯ ИНСТРУМЕНТАЦИЯ ИЗ ЛИСТОВОГО МЕТАЛЛА — The Boeing Company (США) — Способ и устройство для изготовления инструмента для создания композитных деталей. Материал из листового металла крепится к формовочному инструменту в машине для формовки листового металла с приращением. Листовому металлу постепенно придают форму с помощью стилуса, чтобы сформировать форму инструмента. Инструмент удаляется из станка для формовки листового металла, когда форма для инструмента завершена. при этом двухкомпонентная форма состоит из материала, выбранного из стекловолокна, углерода, алюминия, стали и титана, и форма состоит из того же материала, что и компонент.
при этом двухкомпонентная форма состоит из материала, выбранного из стекловолокна, углерода, алюминия, стали и титана, и форма состоит из того же материала, что и компонент.
US9321090 — ФОРМОВОЧНЫЕ ИНСТРУМЕНТЫ С ТЕКСТУРИРОВАННОЙ ПОВЕРХНОСТЬЮ — Ford Global Technologies, LLC, The Boeing Company и Northwestern University (США) — Метод изготовления формирует компоненты, имеющие желаемую форму. Контурная поверхность определена для формовочного инструмента для придания металлической заготовке желаемой формы, при этом соответствующие части металлической заготовки обтекают контурную поверхность во время формования. Внутренний характер течения материала, возникающий в результате контурной поверхности, сравнивают с требуемым потоком, чтобы идентифицировать области контурной поверхности, имеющие недостаточный поток, который создает области в формованной металлической заготовке, принимающие меньше желаемого количества металла. Микротекстура поверхности наносится на контурную поверхность по рисунку, выбранному для увеличения потока металла вдоль идентифицированных областей за счет обеспечения трения в идентифицированных областях, которое уменьшается по сравнению с соседними участками контурной поверхности. В некоторых вариантах осуществления изобретения может быть введен коэффициент направления потока, который изменяется в зависимости от направления потока. Кроме того, обычные заготовки из алюминиевого листа обычно имеют текстуру поверхности, которая приводит к некоторой направленности сопротивления потоку, которая не учитывалась. В настоящем изобретении любая текстура листового металла, влияющая на сопротивление потоку (увеличивающая или уменьшающая его), может быть использована в качестве одного из факторов, влияющих на характер течения металла.
В некоторых вариантах осуществления изобретения может быть введен коэффициент направления потока, который изменяется в зависимости от направления потока. Кроме того, обычные заготовки из алюминиевого листа обычно имеют текстуру поверхности, которая приводит к некоторой направленности сопротивления потоку, которая не учитывалась. В настоящем изобретении любая текстура листового металла, влияющая на сопротивление потоку (увеличивающая или уменьшающая его), может быть использована в качестве одного из факторов, влияющих на характер течения металла.
6 Вопросы по штамповке алюминия
Примечание: Ссылки на алюминий могут также включать его сплавы.
Алюминий и его сплавы жизненно важны для мировой экономики. Во всем мире алюминий уступает только железу и стали. Последние данные показывают, что мировое производство первичного алюминия составляет более 33 миллионов тонн. Основными производителями являются Китай, Россия, США и Канада.
Снимок мирового производства алюминия с 1950 по 2006 год показывает его экспоненциальный рост. Производственные показатели (в миллионах тонн):
Производственные показатели (в миллионах тонн):
1950 – 1,5
1970 – 9,0
1990 – 19,3
2000 – 24,3
2006 – 33,7
Эти цифры отражают возрастающую роль алюминия в мире. Ожидается, что рост продолжится, поскольку глинозем, сырье, используемое для производства алюминия, имеется в изобилии и доступен во всем мире. Кроме того, экологические проблемы и требования к эффективности использования топлива, скорее всего, сохранят алюминий на переднем крае.
1. Почему металлургические свойства алюминия важны для металлообработки?
Уникальные металлургические свойства алюминия делают его пригодным для различных применений.
Коррозионная стойкость. Алюминий обладает очень высокой коррозионной стойкостью в основном из-за тонкого защитного слоя оксида, образующегося почти мгновенно, когда металл подвергается воздействию воздуха или любой окислительной среды.
Малый вес (низкая плотность). Удельный вес алюминия составляет 2,7 по сравнению с 7,8 для стали и 8,8 для меди. Легированием или холодной обработкой металла можно добиться высокой прочности. Сочетание низкой плотности и высокой прочности придает алюминию уникальное соотношение прочности и веса.
Легированием или холодной обработкой металла можно добиться высокой прочности. Сочетание низкой плотности и высокой прочности придает алюминию уникальное соотношение прочности и веса.
Тепловая и электрическая проводимость. Алюминий является подходящей заменой меди в тепловых и электрических применениях из-за его высокой проводимости и низкой плотности. По весу его электропроводность почти в два раза больше, чем у меди, однако в настоящее время алюминий стоит примерно вдвое меньше, чем медь.
Алюминий хорошо отражает лучистую энергию. Он немагнитен, что делает его пригодным для электронной и электротехнической промышленности.
2. Почему алюминий все чаще используется в производстве автомобилей?
Использование алюминия в автомобильной промышленности почти удвоилось за последнее десятилетие. Превосходная коррозионная стойкость алюминия и низкая плотность делают его очень подходящим для автомобильной и авиационной промышленности. В автомобильной промышленности как финансовые проблемы, так и экологические приоритеты вызвали стремление к созданию легких автомобилей и грузовиков. По данным Международного института алюминия (IAI), каждый фунт алюминия, который заменяет два фунта стали в автомобиле, экономит 20 фунтов углекислого газа в течение всего срока службы автомобиля.
По данным Международного института алюминия (IAI), каждый фунт алюминия, который заменяет два фунта стали в автомобиле, экономит 20 фунтов углекислого газа в течение всего срока службы автомобиля.
Замена стальных компонентов алюминиевыми сплавами значительно снижает вес автомобиля без уменьшения его размера. Каждое снижение веса автомобиля на 10% приводит к снижению расхода топлива на 6-8%. Постепенно кузовные панели на основе железа заменяются сплавами на основе алюминия, такими как алюминий-магний-кремний (AlMgSi) серии 6000.
Поскольку алюминий легко перерабатывается, он полезен для окружающей среды, а для его производства из лома требуется меньше энергии, чем из сырья.
3. Какие существуют системы обозначения сплава и состояния для кованых деталей?
Обозначение сплава. Алюминиевая ассоциация использует стандартную четырехзначную систему счисления. В таблице ниже показаны основные легирующие элементы, используемые в каждом из них (только для изделий из кованого алюминия).
1xxx Алюминий (Al) минимум 99,0%, без легирующих элементов0307 8xxx Прочие элементы
9xxx Неиспользуемая серия
Отпуск Обозначение. Система обозначений отпуска указывает истории холодной и термической обработки:
F После изготовления
O Отожженный
H Деформационно-упрочненный (только деформируемое изделие)
W Термически обработанный на твердый раствор
T Термически обработанный для получения стабильных состояний, отличных от F , O или H
4. Какие факторы следует учитывать перед заменой существующей стальной детали на алюминиевую?
Механические и физические свойства углеродистой стали и алюминия различаются, что требует соблюдения следующих общих мер предосторожности при штамповке.
- Способность алюминия к глубокой вытяжке и двухосному растяжению составляет около 65% углеродистой стали. Следовательно, конструкция детали должна ограничивать формовку площадью в две трети площади, разрешенной для формовки стали.

- Радиусы изгиба инструментов должны быть примерно в три раза больше, чем у стали, для аналогичных требований к формуемости.
- Чувствительность алюминия к скорости деформации низкая, что создает высокие напряжения на начальном этапе волочения, и деталь может сломаться. Чтобы компенсировать это, необходимо уменьшить прижимное усилие и увеличить радиусы вытяжного кольца и носика пуансона.
- Алюминий более чувствителен к зазубринам, чем углеродистая сталь, поэтому любой вырубной инструмент должен быть разработан с жесткими допусками и должен быть острым. Заусенцы должны быть сведены к минимуму, чтобы уменьшить расщепление кромок при последующих операциях гибки.
- Из-за более низкого модуля упругости пружинение алюминия выше. Машины должны быть сконструированы таким образом, чтобы компенсировать повышенное пружинение по сравнению со стальными деталями.
5. Что может предотвратить истирание при штамповке алюминия?
Заедание вызвано трением между листом и инструментами.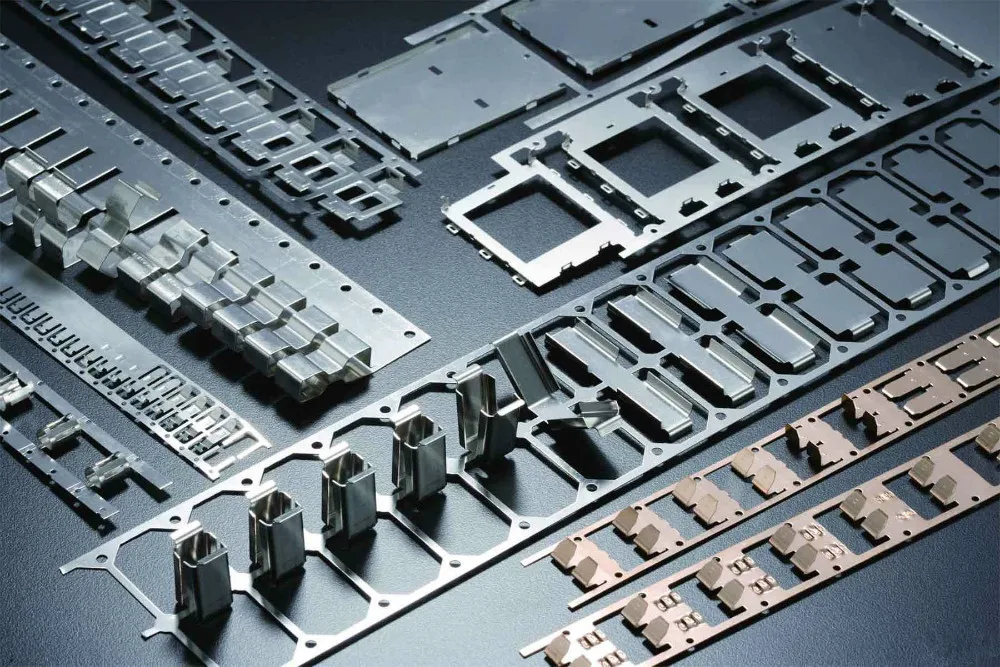 Любое действие по уменьшению трения поможет уменьшить заедание.
Любое действие по уменьшению трения поможет уменьшить заедание.
Сразу же после контакта с воздухом алюминий образует на поверхности оксид, который является достаточно абразивным для пуансонов, поэтому необходимо применять соответствующую смазку. Смазка должна быть достаточно стабильной, чтобы между пуансоном и вытягиваемой деталью всегда присутствовал очень тонкий слой для уменьшения или устранения абразивного действия.
В настоящее время многие пуансоны покрываются производителем. Эти покрытия значительно снижают трение и уменьшают истирание.
Конструкция пуансонов и матриц также имеет решающее значение. Поскольку алюминий имеет низкий предел текучести и предел прочности при растяжении, зерна могут быть легко оторваны от поверхности инструмента, если радиусы не отрегулированы должным образом. Размер зерна сплава должен быть небольшим. Крупные микроструктурные зерна имеют тенденцию легко отрываться от поверхности и прилипать к пуансону, вызывая истирание. Поверхность листа также должна быть максимально гладкой. Важно, чтобы поверхность была достаточно пористой, чтобы удерживать смазку, но достаточно гладкой, чтобы свести к минимуму трение.
Важно, чтобы поверхность была достаточно пористой, чтобы удерживать смазку, но достаточно гладкой, чтобы свести к минимуму трение.
6. Упрочняются ли со временем закалки типа Т?
Да. Большинство сплавов Т из серии дисперсионно-упрочняемых сплавов со временем упрочняются старением или дисперсионным твердением. Сколько времени требуется для затвердевания и на сколько зависит от того, какие легирующие элементы присутствуют в алюминиевом сплаве. Старение — это процесс упрочнения сплава во времени, в результате чего увеличивается твердость, а также предел текучести и предел прочности при растяжении.
Металлургический принцип, лежащий в основе этого явления, заключается в легком пересыщении, когда легирующий элемент находится при более высокой температуре, чем раствор, с последующим быстрым охлаждением для сохранения сплавов в твердом растворе. С течением времени пересыщенные элементы имеют тенденцию осаждаться (или просто искажать решетку), и в конечном итоге у некоторых действительно образуется чрезвычайно тонкая микроструктура.
