Плашкодержатель своими руками: Плашкодержатель – делаем внешнюю резьбу своими руками + Видео
Содержание
5 идей как сделать направляющую для плашкодержателя
При нарезании резьбы на металлических трубах или прутках, далеко не всегда удается с первого раза ровно «насадить» плашку. Согласитесь, что иногда это сильно раздражает, особенно когда совсем нет свободного времени.
Поэтому рекомендуем сделать своими руками направляющую для плашкодержателя, с помощью которой можно будет решить данную проблему.
Содержимое
- 1 Как сделать направляющую для плашкодержателя из металлической полосы
- 1.1 Пошаговый процесс изготовления направляющей
- 1.2 Видео
- 2 Приспособление для нарезания наружной резьбы
- 2.1 Основные этапы работ
- 2.2 Видео
- 3 Как сделать направляющую к плашкодержателю в виде втулки
- 4 Основные этапы работ
- 4.1 Видео
- 5 Удобная направляющая для плашкодержателя из алюминиевых брусков
- 5.1 Процесс изготовления направляющей
- 5.2 Видео
- 6 Доработка заводского плашкодержателя своими руками
- 6.
 1 Основные этапы работ
1 Основные этапы работ - 6.2 Видео
- 6.
 1 Основные этапы работ
1 Основные этапы работКак сделать направляющую для плашкодержателя из металлической полосы
Читайте также:
Как сделать низкоподхватный домкрат для гаража своими руками
В первую очередь необходимо будет с помощью болгарки или другим доступным инструментом отрезать подходящий по длине кусок стальной полосы. Приложив к нему плашкодержатель, надо сделать разметку под крепежные отверстия.
Пошаговый процесс изготовления направляющей
Сначала мастер сверлит два отверстия в ручках плашкодержателя, после чего переносит их на металлическую заготовку. Затем сверлом большего диаметра нужно просверлить центральное отверстие.
На следующем этапе работ от алюминиевой или латунной трубки необходимо будет отрезать две втулки. Они будут надеваться на длинные болты, соединяющие кусок металлической полосы с плашкодержателем.
Читайте также:
Как сделать универсальный гаечный ключ своими руками
Далее необходимо надеть на болты сам плашкодержатель, и зафиксировать его двумя гайками. Потом вкручиваются ручки и вставляется плашка нужного размера — самоделка готова к работе.
Потом вкручиваются ручки и вставляется плашка нужного размера — самоделка готова к работе.
Видео
Подробнее о том, как своими руками сделать простую направляющую для плашкодержателя, можно посмотреть в видеоролике на нашем сайте. Напишите в комментариях, понравилась ли вам такая идея?
The Easy and Awesome idea
Приспособление для нарезания наружной резьбы
Стандартной плашкой далеко не всегда получается ровно нарезать резьбу на трубе или металлическом прутке. А иногда очень надо.
Читайте также:
Магнитный «циркуль» для угловой шлифмашинки
Поэтому в данном обзоре автор показывает, как своими руками сделать приспособление, с помощью которого можно нарезать резьбу максимально ровно.
Для изготовления самоделки потребуется толстостенная труба с внешним диаметром 42 мм и внутренним — 20 мм.
От толстостенной трубы нужно будет отрезать заготовку шириной 25 мм. Удобнее всего сделать это на ленточной пиле.
Читайте также:
Настольный гибочный станок из старого домкрата для авто
Далее на токарном станке автор растачивает в заготовке отверстие, чтобы оно подходило под наружный диаметр плашки.
Обратите внимание, что в получившуюся деталь можно вставить одновременно две плашки (с одной и другой стороны). Для этого внутри заготовки предусмотрен разделительный бортик.
Основные этапы работ
На следующем этапе в держателе нужно будет просверлить два соосных отверстия, и нарезать в них резьбу.
Из квадратного прутка автор изготавливает две ручки, на конце которых нужно сделать проточку (на токарном станке) и тоже нарезать резьбу. Также в держателе необходимо просверлить отверстия для крепления плашек.
Далее из куска металла автор изготавливает направляющую. В заготовке надо просверлить три отверстия: два крепежных и одно центровочное. Причем пластина может устанавливаться на одну и вторую сторону держателя.
Видео
Подробно о том, как сделать своими руками приспособление для нарезания наружной резьбы, смотрите в видеоролике на нашем сайте.
Что я СДЕЛАЛ из ТРУБЫ! Очень полезная самоделка.
Как сделать направляющую к плашкодержателю в виде втулки
При помощи простого плашкодержателя с приваренной к нему направляющей, который вы можете изготовить своими руками, нарезать ровную резьбу на заготовке (стальной прут, труба, болт и т. д.) не составит никакого труда.
д.) не составит никакого труда.
Обратите внимание, что в данном случае изготавливать плашкодержатель «с нуля» нет никакой необходимости — вполне можно использовать и заводской. Сделать нужно будет только саму направляющую втулку (под диаметр заготовки).
Первым делом из куска пластины толщиной 12-14 мм необходимо вырезать шайбу, подходящую по размеру к «обойме» плашкодержателя. Потом надо просверлить отверстия в плашкодержателе, и нарезать в них резьбу.
Основные этапы работ
Далее потребуется изготовить саму направляющую втулку. Для этого мастер берет кусок стальной трубы подходящего диаметра.
В эту трубу (по краям) надо запрессовать две гайки. Предварительно наружные грани надо сточить.
Кусок трубы сначала надевается на болт, подходящий под резьбу гаек, а потом уже в него мастер запрессовывает сами гайки.
На последнем этапе работ нужно будет приварить направляющую втулку к ранее изготовленной металлической шайбе. Потом приспособление прикручивается к заводскому плашкодержателю. И теперь самоделка полностью готова.
И теперь самоделка полностью готова.
Видео
Подробно о том, как сделать направляющую к плашкодержателю своими руками, мы рекомендуем посмотреть в видеоролике на сайте.
Gwintowanie prętów — Easier threading rods — Bar threader DIY
Удобная направляющая для плашкодержателя из алюминиевых брусков
Чтобы нарезать резьбу на стальном круглом прутке вручную при помощи плашки, используется плашкодержатель с ручками. Но даже в этом случае далеко не всегда удается нарезать резьбу ровно — получается небольшой перекос.
Чтобы этого избежать, можно изготовить удобную направляющую для плашкодержателя своими руками.
Для этого потребуется 3 алюминиевых бруска небольших размеров (два коротких, один — длинный), а также пара болтов с гайками.
Первым делом необходимо будет просверлить сквозные отверстия по краям «обоймы» самого плашкодержателя. В эти отверстия потом будут вставляться длинные болты.
Процесс изготовления направляющей
На следующем этапе нужно отрезать три алюминиевых бруска: два коротких и один длинный. И в них потом надо просверлить сквозные отверстия такого же диаметра, как и на плашкодержателе.
И в них потом надо просверлить сквозные отверстия такого же диаметра, как и на плашкодержателе.
Потом останется только собрать направляющую и прикрепить ее к плашкодержателю при помощи двух длинных болтов и гаек. На этом процесс изготовления самоделки завершен. Как видите, тут нет ничего сложного.
Видео
Подробнее о том, как изготовить удобную направляющую для плашкодержателя своими руками, мы рекомендуем посмотреть в видеоролике на нашем сайте. Напишите в комментариях, что вы думаете по поводу данной самоделки.
AMAZING IDEA cut straight External thread | Recta filum incidere externum mirifici IDEA
Доработка заводского плашкодержателя своими руками
В данном обзоре автор решил улучшить свой плашкодержатель, приварив к нему сверлильный патрон. Эта идея вполне имеет право на жизнь.
При помощи такого самодельного приспособления нарезать ровную резьбу не составит никаких проблем.
Помимо этого, в сверлильном патроне можно зажимать и метчики, если необходимо нарезать внутреннюю резьбу.
В общем, универсальная самоделка получается, и удобная в работе.
Первым делом из куска металла нужно вырезать шайбу подходящего размера. По бокам надо просверлить отверстия и нарезать в них резьбу.
Основные этапы работ
На следующем этапе сверлим два отверстия в плашкодержателе, чтобы можно было прикрутить шайбу на болты.
Далее автор приваривает шайбу к сверлильному патрону. Потом к шайбе прикручиваем корпус плашкодержателя, и вкручиваем по бокам ручки.
Самоделка готова. Теперь вставляем в плашкодержатель плашку нужного размера, и можно нарезать резьбу на заготовках.
Видео
Подробно о том, как доработать плашкодержатель своими руками, используя сверлильный патрон, смотрите на видео.
Cut Straight Thread with a Drill Chuck ||Tool Hack||
Андрей Васильев
Задать вопрос
5 идей как сделать направляющую для плашкодержателя
При нарезании резьбы на металлических трубах или прутках, далеко не всегда удается с первого раза ровно «насадить» плашку. Согласитесь, что иногда это сильно раздражает, особенно когда совсем нет свободного времени.
Согласитесь, что иногда это сильно раздражает, особенно когда совсем нет свободного времени.
Поэтому рекомендуем сделать своими руками направляющую для плашкодержателя, с помощью которой можно будет решить данную проблему.
Содержимое
- 1 Как сделать направляющую для плашкодержателя из металлической полосы
- 1.1 Пошаговый процесс изготовления направляющей
- 1.2 Видео
- 2 Приспособление для нарезания наружной резьбы
- 2.1 Основные этапы работ
- 2.2 Видео
- 3 Как сделать направляющую к плашкодержателю в виде втулки
- 4 Основные этапы работ
- 4.1 Видео
- 5 Удобная направляющая для плашкодержателя из алюминиевых брусков
- 5.1 Процесс изготовления направляющей
- 5.2 Видео
- 6 Доработка заводского плашкодержателя своими руками
- 6.1 Основные этапы работ
- 6.2 Видео
Как сделать направляющую для плашкодержателя из металлической полосы
Читайте также:
Как сделать низкоподхватный домкрат для гаража своими руками
В первую очередь необходимо будет с помощью болгарки или другим доступным инструментом отрезать подходящий по длине кусок стальной полосы. Приложив к нему плашкодержатель, надо сделать разметку под крепежные отверстия.
Приложив к нему плашкодержатель, надо сделать разметку под крепежные отверстия.
Пошаговый процесс изготовления направляющей
Сначала мастер сверлит два отверстия в ручках плашкодержателя, после чего переносит их на металлическую заготовку. Затем сверлом большего диаметра нужно просверлить центральное отверстие.
На следующем этапе работ от алюминиевой или латунной трубки необходимо будет отрезать две втулки. Они будут надеваться на длинные болты, соединяющие кусок металлической полосы с плашкодержателем.
Читайте также:
Как сделать универсальный гаечный ключ своими руками
Далее необходимо надеть на болты сам плашкодержатель, и зафиксировать его двумя гайками. Потом вкручиваются ручки и вставляется плашка нужного размера — самоделка готова к работе.
Видео
Подробнее о том, как своими руками сделать простую направляющую для плашкодержателя, можно посмотреть в видеоролике на нашем сайте. Напишите в комментариях, понравилась ли вам такая идея?
The Easy and Awesome idea
Приспособление для нарезания наружной резьбы
Стандартной плашкой далеко не всегда получается ровно нарезать резьбу на трубе или металлическом прутке. А иногда очень надо.
А иногда очень надо.
Читайте также:
Магнитный «циркуль» для угловой шлифмашинки
Поэтому в данном обзоре автор показывает, как своими руками сделать приспособление, с помощью которого можно нарезать резьбу максимально ровно.
Для изготовления самоделки потребуется толстостенная труба с внешним диаметром 42 мм и внутренним — 20 мм.
От толстостенной трубы нужно будет отрезать заготовку шириной 25 мм. Удобнее всего сделать это на ленточной пиле.
Читайте также:
Настольный гибочный станок из старого домкрата для авто
Далее на токарном станке автор растачивает в заготовке отверстие, чтобы оно подходило под наружный диаметр плашки.
Обратите внимание, что в получившуюся деталь можно вставить одновременно две плашки (с одной и другой стороны). Для этого внутри заготовки предусмотрен разделительный бортик.
Основные этапы работ
На следующем этапе в держателе нужно будет просверлить два соосных отверстия, и нарезать в них резьбу.
Из квадратного прутка автор изготавливает две ручки, на конце которых нужно сделать проточку (на токарном станке) и тоже нарезать резьбу. Также в держателе необходимо просверлить отверстия для крепления плашек.
Далее из куска металла автор изготавливает направляющую. В заготовке надо просверлить три отверстия: два крепежных и одно центровочное. Причем пластина может устанавливаться на одну и вторую сторону держателя.
Видео
Подробно о том, как сделать своими руками приспособление для нарезания наружной резьбы, смотрите в видеоролике на нашем сайте.
Что я СДЕЛАЛ из ТРУБЫ! Очень полезная самоделка.
Как сделать направляющую к плашкодержателю в виде втулки
При помощи простого плашкодержателя с приваренной к нему направляющей, который вы можете изготовить своими руками, нарезать ровную резьбу на заготовке (стальной прут, труба, болт и т.д.) не составит никакого труда.
Обратите внимание, что в данном случае изготавливать плашкодержатель «с нуля» нет никакой необходимости — вполне можно использовать и заводской. Сделать нужно будет только саму направляющую втулку (под диаметр заготовки).
Сделать нужно будет только саму направляющую втулку (под диаметр заготовки).
Первым делом из куска пластины толщиной 12-14 мм необходимо вырезать шайбу, подходящую по размеру к «обойме» плашкодержателя. Потом надо просверлить отверстия в плашкодержателе, и нарезать в них резьбу.
Основные этапы работ
Далее потребуется изготовить саму направляющую втулку. Для этого мастер берет кусок стальной трубы подходящего диаметра.
В эту трубу (по краям) надо запрессовать две гайки. Предварительно наружные грани надо сточить.
Кусок трубы сначала надевается на болт, подходящий под резьбу гаек, а потом уже в него мастер запрессовывает сами гайки.
На последнем этапе работ нужно будет приварить направляющую втулку к ранее изготовленной металлической шайбе. Потом приспособление прикручивается к заводскому плашкодержателю. И теперь самоделка полностью готова.
Видео
Подробно о том, как сделать направляющую к плашкодержателю своими руками, мы рекомендуем посмотреть в видеоролике на сайте.
Gwintowanie prętów — Easier threading rods — Bar threader DIY
Удобная направляющая для плашкодержателя из алюминиевых брусков
Чтобы нарезать резьбу на стальном круглом прутке вручную при помощи плашки, используется плашкодержатель с ручками. Но даже в этом случае далеко не всегда удается нарезать резьбу ровно — получается небольшой перекос.
Чтобы этого избежать, можно изготовить удобную направляющую для плашкодержателя своими руками.
Для этого потребуется 3 алюминиевых бруска небольших размеров (два коротких, один — длинный), а также пара болтов с гайками.
Первым делом необходимо будет просверлить сквозные отверстия по краям «обоймы» самого плашкодержателя. В эти отверстия потом будут вставляться длинные болты.
Процесс изготовления направляющей
На следующем этапе нужно отрезать три алюминиевых бруска: два коротких и один длинный. И в них потом надо просверлить сквозные отверстия такого же диаметра, как и на плашкодержателе.
Потом останется только собрать направляющую и прикрепить ее к плашкодержателю при помощи двух длинных болтов и гаек. На этом процесс изготовления самоделки завершен. Как видите, тут нет ничего сложного.
На этом процесс изготовления самоделки завершен. Как видите, тут нет ничего сложного.
Видео
Подробнее о том, как изготовить удобную направляющую для плашкодержателя своими руками, мы рекомендуем посмотреть в видеоролике на нашем сайте. Напишите в комментариях, что вы думаете по поводу данной самоделки.
AMAZING IDEA cut straight External thread | Recta filum incidere externum mirifici IDEA
Доработка заводского плашкодержателя своими руками
В данном обзоре автор решил улучшить свой плашкодержатель, приварив к нему сверлильный патрон. Эта идея вполне имеет право на жизнь.
При помощи такого самодельного приспособления нарезать ровную резьбу не составит никаких проблем.
Помимо этого, в сверлильном патроне можно зажимать и метчики, если необходимо нарезать внутреннюю резьбу.
В общем, универсальная самоделка получается, и удобная в работе.
Первым делом из куска металла нужно вырезать шайбу подходящего размера. По бокам надо просверлить отверстия и нарезать в них резьбу.
Основные этапы работ
На следующем этапе сверлим два отверстия в плашкодержателе, чтобы можно было прикрутить шайбу на болты.
Далее автор приваривает шайбу к сверлильному патрону. Потом к шайбе прикручиваем корпус плашкодержателя, и вкручиваем по бокам ручки.
Самоделка готова. Теперь вставляем в плашкодержатель плашку нужного размера, и можно нарезать резьбу на заготовках.
Видео
Подробно о том, как доработать плашкодержатель своими руками, используя сверлильный патрон, смотрите на видео.
Cut Straight Thread with a Drill Chuck ||Tool Hack||
Андрей Васильев
Задать вопрос
Плашкодержатель – как с его помощью сделать любую резьбу? + видео
Как нарезать резьбу с помощью плашки и плашкодержателя?
Плашкодержатели необходимы для нарезки резьбы, изготавливаются они из быстрорежущей стали Р6М5. Она обеспечивает прочность инструмента, надежность и долговечность его работы. ГОСТ допускает изготовление приспособлений из углеродистых сталей. Их недостаток – хрупкость. При обработке заготовок из твердых сплавов они могут просто обломиться. Основная область применения плашкодержателей из углеродистых сталей – обработка цветных металлов или сплавов с невысокой твердостью. Хорошо подходят они и для того, чтобы повторно пройти и исправить сорванную резьбу. Для нарезки трубной или конической резьбы применяются специальные резьбонарезные приспособления.
Их недостаток – хрупкость. При обработке заготовок из твердых сплавов они могут просто обломиться. Основная область применения плашкодержателей из углеродистых сталей – обработка цветных металлов или сплавов с невысокой твердостью. Хорошо подходят они и для того, чтобы повторно пройти и исправить сорванную резьбу. Для нарезки трубной или конической резьбы применяются специальные резьбонарезные приспособления.
С плашкодержателями используются два вида плашек (лерок):
- Метрические, маркируемые литерой М и цифровым кодом, обозначающим диаметр и шаг резьбы.
- Трубные, которые, в свою очередь, делятся на стандартные (J) и конические (К), и отличаются от метрических тем, что размеры измеряются в дюймах.
Во время нарезки плашка закрепляется на держателе с помощью болтов, вставляемых в специальные укрепления на боковой части. Плашкодержатель – универсальный инструмент, пригодный для использования с плашками разных диаметров. Плашкодержатели и плашки небольшого диаметра широко применяются в домашних условиях. Вращать приспособление нужно медленно, следить за тем, чтобы положение плашки не менялось. В противном случае резьбу может перекосить. В целом, перекосы встречаются достаточно редко, так как заготовка центрируется втулкой. Такое положение обеспечивает равномерное снятие стружки.
Плашкодержатели и плашки небольшого диаметра широко применяются в домашних условиях. Вращать приспособление нужно медленно, следить за тем, чтобы положение плашки не менялось. В противном случае резьбу может перекосить. В целом, перекосы встречаются достаточно редко, так как заготовка центрируется втулкой. Такое положение обеспечивает равномерное снятие стружки.
Нарезание резьбы на крупных металлических заготовках осуществляется в промышленных условиях. Заготовка перед работой закрепляется в тисках, плашкодержатель с установленной на него плашкой – на шпинделе станка. Скорость вращения шпинделя регулируется шкивами электродвигателя таким образом, чтобы она увеличивалась до 420 об/мин. Зазор между держателем и корпусом устанавливается не более 1 мм. Подача инструмента осуществляется маховиком задней бабки. Во время нарезки резьбы необходимо облегчить движение нарезного инструмента. С этой целью используется машинное масло.
Изделие на прищепке
На первом этапе необходимо разложить бусины в нужном порядке, чтобы точно знать порядок сборки именного держателя для пустышки своими руками. Фурнитуру нанизывают на шнур, длина которого должна составлять минимум 22 сантиметра. Основа должна быть немного длиннее, так как она будет сложена ровно вдвое. Кончик обязательно оплавляют зажигалкой, чтобы он стал твердым и острым. Одну сторону шнура необходимо связать в узел. Классическая длина петли составляет 8 см. Скрыть узел можно защитной бусиной. Сначала нанизывают простую фурнитуру, а потом заготовки с буквами. Остается закрепить клипсу. Шнур продевают через кольцо фиксатора и завязывают три узелка. Их обязательно опаливают зажигалкой и прячут в бусины.
Фурнитуру нанизывают на шнур, длина которого должна составлять минимум 22 сантиметра. Основа должна быть немного длиннее, так как она будет сложена ровно вдвое. Кончик обязательно оплавляют зажигалкой, чтобы он стал твердым и острым. Одну сторону шнура необходимо связать в узел. Классическая длина петли составляет 8 см. Скрыть узел можно защитной бусиной. Сначала нанизывают простую фурнитуру, а потом заготовки с буквами. Остается закрепить клипсу. Шнур продевают через кольцо фиксатора и завязывают три узелка. Их обязательно опаливают зажигалкой и прячут в бусины.
Как правильно обращаться с механическими и ручными вариантами?
Одним из важнейших конструктивных элементов плашкодержателя является переходная втулка в пиноле задней бабки. На корпусе и торце находятся по два пальца, воспринимающие на себя усилие во время нарезания резьбы. При использовании разрезных плашек регулировка разжима осуществляется с помощью винта. Вид плашкодержателя выбирается в зависимости от направления нарезаемой резьбы.
Держатели могут различаться по своей конструкции. Наиболее оптимальной считается плавающая конструкция.
При работе с круглыми лерками применяется самоустанавливающийся держатель, обеспечивающий нарезку резьбы по 2 классу точности. Подобная конструкция позволяет устранить смещение оси плашки и заготовки, в результате которого резьба может получиться меньшего диаметра или иметь неточности, перекосы и другие дефекты. Во время работы поступательные движения выполняет головка, в то время как плашкодержатель и кольцо сохраняют свое положение, оставаясь неподвижными.
Неподвижные лерки закрепляются на станине. Продольное перемещение инструмента ограничивается винтами. Ограниченное расстояние определяется как величина, необходимая для осуществления смены гребенок и самооткрывания головки. При работе с круглыми плашками их установка осуществляется в гнездо. В воротке лерка крепится с помощью гнезд с углом 60°. В гнезда с углом 90° упираются регулировочные винты. Во время работы они смещаются относительно оси на необходимое расстояние, сжимая таким образом нарезное приспособление.
Во время работы они смещаются относительно оси на необходимое расстояние, сжимая таким образом нарезное приспособление.
При установке резьбонарезных приспособлений на станок необходимо следить, чтобы крепление было не жестким. Качающийся плашкодержатель не оказывает влияния на качество резьбы, так как нарезной инструмент устанавливается по оси заготовки за счет пружин. Надежность закрепления в станке обеспечивается за счет специальных вырезов на корпусе под углом 60° и 75°. Эти выступы позволяют предотвратить перекос лерки во время работы. Нарезание осуществляется при вращении заготовки.
Движение вниз ограничивается упором, размещенным на нижнем торце держателя, вверх – упором верхнего торца. При работе с ручными приспособлениями, например, при нарезке резьбы небольшого диаметра, закрепленная в нем лерка подводится к заготовке, а рукоятка держателя упирается в суппорт. Вращение должно быть равномерным, чтобы предотвратить перекос резьбы.
Классический мастер-класс
Изготовить стильный держатель для пустышки своими руками по фото не так уж и сложно. Для наглядного примера можно изучить видео мастериц. Для работы понадобится полоса обычного трикотажного полотна либо хлопчатобумажной ткани шириной 4 см и длиной 50 см, лоскут ткани и флизелина, эластичная лента 300 мм. Для фиксации пригодится клипса с декорированным наконечником, меловый карандаш. Концы полосы нужно подвернуть на ширину одного сантиметра. На расстоянии 2 см от края следует проложить аккуратную строчку. С одной стороны нитки продеть в ушко штопальной иглы и крепко связать.
Для наглядного примера можно изучить видео мастериц. Для работы понадобится полоса обычного трикотажного полотна либо хлопчатобумажной ткани шириной 4 см и длиной 50 см, лоскут ткани и флизелина, эластичная лента 300 мм. Для фиксации пригодится клипса с декорированным наконечником, меловый карандаш. Концы полосы нужно подвернуть на ширину одного сантиметра. На расстоянии 2 см от края следует проложить аккуратную строчку. С одной стороны нитки продеть в ушко штопальной иглы и крепко связать.
При помощи английской булавки вдевают эластичную ленту. Концы застрачивают, а также закрепляют эластичную ленту. Один конец держателя оборачивают вокруг шпенька клипсы и пришивают вручную. На соске необходимо аккуратно закрепить атласную ленту. Для этого материал сворачивают вдвое. Конец со сгибом оборачивают держателя пустышки. Отверстие застрачивают, фиксируя концы ленты.
Как с помощью инструмента нарезать резьбу на трубе?
Плашкодержатель используется и для нарезания трубной резьбы. Она отличается от метрической своими размерами. В качестве резьбонарезного инструмента в этом случае лучше использовать не плашки, а клуппы, так как последние имеют специальный заход на трубу. В упрощенном виде работу с клуппами можно описать следующим образом. Клупп закрепляется в плашкодержателе (аналогично плашке) и надевается на трубу. После этого можно начинать нарезку резьбы.
Она отличается от метрической своими размерами. В качестве резьбонарезного инструмента в этом случае лучше использовать не плашки, а клуппы, так как последние имеют специальный заход на трубу. В упрощенном виде работу с клуппами можно описать следующим образом. Клупп закрепляется в плашкодержателе (аналогично плашке) и надевается на трубу. После этого можно начинать нарезку резьбы.
Для закрепления клуппов лучше использовать плашкодержатель с трещоткой, который для работы с обычными лерками не подходит. Нарезать трубную резьбу можно и с помощью специальных плашек (J или K), но работа с ними несколько сложнее, так как в отличие от клуппов у них нет специального захода. Для предотвращения перекоса на трубе снимается небольшая фаска, после чего устанавливается трубная лерка.
Принцип работы с инструментом очень прост. Плашка или клупп закрепляются в корпусе держателя с помощью винтов, обеспечивающих надежную фиксацию. Стальная муфта на корпусе инструмента имеет внутреннюю резьбу, с помощью которой ввинчивается втулка. Приваренные к втулке три гайки служат для установки болтов-стопоров. Диаметр втулки выбирается таким образом, чтобы через него легко проходила обрабатываемая труба.
Приваренные к втулке три гайки служат для установки болтов-стопоров. Диаметр втулки выбирается таким образом, чтобы через него легко проходила обрабатываемая труба.
Приспособление навинчивается на втулку таким образом, чтобы расстояние от муфты до конца резьбы на втулке соответствовало длине обрабатываемого участка. После этого вставляется труба, которая своим торцом должна упереться в плашку. После установки и регулировки положения трубы она стопорится тремя винтами. Вращение осуществляется с помощью ручек, в результате чего муфта с плашкой навинчивается на втулку, обеспечивая перемещение резьбонарезного инструмента с необходимым шагом.
Держатель с трещоткой больше подходит и в том случае, если нарезку резьбы нужно выполнить на трубе, расположенной в труднодоступном месте или у стены. Даже в таком положении инструмент с трещоткой не требуется постоянно переставлять. Используя такой плашкодержатель, своими руками можно выполнять даже специфическую резьбу.
Виды
Плашкодержатели для круглого инструмента изготавливаются в трех типоразмерах:
- тип I — для резьбонарезного инструмента с наружным диаметром 16 мм;
- тип II — для лерок с наружным диаметром 30 мм;
- тип III — для плашек с наружным диаметром от 25 до 200 мм.

Кроме размеров, плашкодержатели отличаются областью применения – ручные и машинные, а также количеством и расположением прижимных винтов. Расположенные под углом 60° используются для фиксации плашки. Другие винты расположенные под углом 90° смещены по оси от центра плашки и используются для регулировки диаметра резьбы.
Из полимерной глины
Если вам не удалось найти деревянные бусины, то можно воспользоваться таким материалом, как полимерная глина, и изготовить бусины из нее самостоятельно.
Нам понадобится:
- плотная нить;
- полимерная глина разных цветов;
- держатель для соски;
- клипса.
- Самое трудоемкое в изготовлении такого держателя — сделать бусины.
Для этого необходимо из глины нужного цвета скатать шарики нужного размера.
При помощи пластиковой карты или любого другого предмета, сплюснуть со всех сторон. Таким образом, у вас получатся квадратики.
При помощи зубочистки сделать буквы.
По тому же способу изготавливаем другие бусины разных цветов и размеров.
Прочтите это: Как завязать хиджаб необычными способами
Также не стоит забывать об отверстиях, которые можно проделать при помощи той же зубочистки или иглой.
- Дальше можно приступать к сборке. Для этого нанизываем бусинки в нужном порядке на нить, с одной стороны крепим держатель для соски, с другой стороны клипсу.
- Хорошо фиксируем все узлы и прячем их. Все, ваш именной держатель готов.
Как видите, вариантов очень много, все зависит от вашей фантазии. Если вам сложно найти похожие материалы, можно просто обвязать обычные пуговки. Пробуйте, фантазируйте и радуйте своего малыша.
Основные правила:
- выбирайте качественную, желательно натуральную фурнитуру, ведь ваш малыш обязательно захочет попробовать ее на вкус;
- старайтесь не брать мелкие бусины, ведь как бы вы не крепили, всегда есть вариант, что изделие рассыпаться, и тогда малыш может проглотить мелкие детали;
- не стоит делать держатель слишком длинным, выбирайте максимально удобную длину для ребенка.

Как нарезать резьбу вручную плашкой и метчиком
- Главная
- Технологии ремонта
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Содержание
- Нарезание наружной резьбы плашкой
- Нарезание внутренней резьбы метчиком
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
5 | 0,8 | 4,92 | 4,82 |
6 | 1 | 5,89 | 5,79 |
8 | 1,25 | 7,87 | 7,76 |
10 | 1,5 | 9,85 | 9,73 |
12 | 1,75 | 11,83 | 11,7 |
14 | 2 | 13,8 | 13,67 |
16 | 2 | 15,8 | 15,67 |
18 | 2,5 | 17,8 | 17,62 |
20 | 2,5 | 19,8 | 19,62 |
22 | 2,5 | 21,8 | 21,62 |
24 | 3 | 23,79 | 23,57 |
27 | 3 | 26,79 | 26,57 |
30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
ПОДЕЛИТЬСЯ
Как нарезать резьбу плашкой без плашкодержателя • AURAMM.RU
Содержание
Технические характеристики
Инструмент для создания резьбовых соединения имеет ряд технических характеристик:
- Диаметр оснастки.
- Материал, из которого он изготовлен.
- Шаг резьбы. Обозначается буквой «М», после которой указываются миллиметры.
Рабочие части плашки изготавливаются из быстрорежущей стали.
Как
нарезать резьбу плашкой вручную?
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
- Нарезание наружной резьбы плашкой
- Нарезание внутренней резьбы метчиком
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М161,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Основные положения резьбы
Когда соединяют газовые трубы с водопроводом, осуществляют накатку либо нарезание цилиндрической трубной резьбы. Концевые части труб объединяются специальными элементами. Последние 2 завитка цилиндрической нарезки называются сбегом. Сбег позволяет фиксировать на трубном изделии муфтовый элемент. Благодаря этому обеспечивается герметизация соединения с уплотнителем.
Чтобы разъединить соединенные, к примеру, трубы отопления, не выполняя разрезание, нужно использовать сгон. Он заключает в себе контргайку, муфтовый элемент, длинную резьбу. Она имеет такую длину, что возможно легко накрутить муфтовую деталь, контргайку.
Для того чтобы экономить материал, в газоснабжающих и прочих комплексах задействуются изделия с тонкими стенками. На них выполняется накатка. Толщина стен должна быть больше, чем при создании резьбы на водопроводной трубе.
Резьбомер
Для контроля формы профиля, диаметра и шага резьбы используются специальные и универсальные инструменты.
Для проверки профиля резьбы применяется резьбомер.
Для точного контроля иногда используются специальные микроскопы. Диаметр резьбы можно замерить также и штангенциркулем.
Метчики
Внутреннюю резьбу на детали нарезают при помощи метчиков.
Метчики для нарезания дюймовой и метрической резьбы обычно изготавливаются комплектами, состоящими из двух штук.
Метчики для дюймовой резьбы (менее 2 дюймов) и для метрической резьбы от 32 до 54 мм с шагом более 3 мм изготавливаются комплектами, состоящими из трех штук. В такие комплекты входят первый (черновой), второй (средний) и третий (чистовой).
На хвостовой части первого метчика имеется одна круговая риска, на хвостовой части второго – две, а на хвостовой части третьего – три.
Размер резьбы указывается также на хвостовой части метчика.
При нарезании резьбы вручную для метчика используется специальный вороток.
Подробнее про метчики видео в конце статьи.
Как нарезать резьбу плашкой вручную
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
- Нарезание наружной резьбы плашкой
- Нарезание внутренней резьбы метчиком
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М161,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Клупп для нарезки резьбы на трубах.

На трубах резьба нарезается особым клуппом Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки. Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой. Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Нарезка резьбы на фитингах выполняется так же, как и нарезка отверстий метчиком. Только метчик для нарезки фитингов имеет трубную резьбу, причем в комплект трубных метчиков входят два метчика.
Как
нарезать резьбу плашкой?
При необходимости ручной нарезки наружных резьб для трубного соединения, изготовления шпильки или болта под гайку с метрической резьбой, чаще всего используется простой, но достаточно эффективный инструмент – плашка. Процесс подготовки резьбы достаточно прост, если точно следовать ниже приведенным инструкциям.
Процесс подготовки резьбы достаточно прост, если точно следовать ниже приведенным инструкциям.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму.
В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6
Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки.
 Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину. - При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.
Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
Подбор диаметра заготовки при нарезании наружной резьбы
Правильный выбор наружного диаметрального размера исходной заготовки – залог качества полученной резьбы. Нарезать резьбу (как внешнюю, так и внутреннюю) на поверхности (в отверстии) можно лишь при соблюдении определенных требований. Так, чтобы плашка не поломалась и ее не заклинило, диаметр цилиндра должен на несколько десятых долей миллиметра быть меньше номинала резьбы. В процессе резания металл будет в какой-то степени выдавливаться и заполнять по форме плашку, так что зазор будет минимальным.
Так, чтобы плашка не поломалась и ее не заклинило, диаметр цилиндра должен на несколько десятых долей миллиметра быть меньше номинала резьбы. В процессе резания металл будет в какой-то степени выдавливаться и заполнять по форме плашку, так что зазор будет минимальным.
Как нарезать резьбу: способы и инструменты
Современную технику просто немыслимо представить себе без резьбовых соединений. Резьба обладает целым рядом преимуществ по сравнению с другими видами разъемных и неразъемных креплений: усилие зажима можно регулировать при помощи динамометра, что исключает возможное разрушение корпусных деталей. Такое соединение хорошо переносит динамические нагрузки, его просто разобрать и вновь собрать.
Однако применение резьбовых соединений не ограничивается лишь промышленностью. Дома в быту очень часто возникает необходимость нарезать резьбу. Как и в какой последовательности это правильно осуществить? Какой инструмент для этого необходим? В статье содержится полезная информация, которая поможет в этом людям, не имеющим подобного опыта.
Подготовка поверхности при наружном нарезании
Как нарезать резьбу на прутке? Следует оговориться, что диаметр прутка проката должен хотя бы на миллиметр превышать диаметр резьбы, чтобы был припуск для снятия на токарном станке черноты. Нарезать по черной необработанной поверхности крайне нежелательно: большая вероятность того, что плашка найдет на неметаллическое включение и поломается.
После проточки наружного диаметра на токарном станке необходимо проточить фаску. Этот элемент необходим, во-первых, для того, чтобы обеспечить врезание плашки, а во-вторых, чтобы убрать острый заусенец, полученный при подрезании торца на токарном станке.
Общая информация
На территории стран СНГ действует стандарт метрической резьбы. Ее угол равен шестидесяти градусам в сечении. В странах Запада применяется дюймовая резьба (угол 55 градусов). Об этом обстоятельстве следует помнить, когда покупаются какие-либо запчасти на автомобиль или другую технику.
В зависимости от геометрической формы зубьев резьбы в сечении выделяются прямоугольные, треугольные, трапецеидальные и другие варианты.
Особый вид резьбы – шарико-винтовая пара. Она нашла применение лишь в станкостроении. При интенсивной эксплуатации винтовая поверхность изнашивается. Однако конструкция ШВП позволяет регулировать и устранять люфт.
Существуют резьбы с правым заходом (наиболее распространены) и левым (имеют ограниченное и узкоспециальное применение). Едва ли можно найти плашку или метчик для нарезания левой резьбы. Нарезать на станке – пожалуй, единственный возможный способ. Им рекомендуется воспользоваться при неимении других вариантов исполнения.
Резьба на поверхности трубы
При проведении сантехнических работ часто возникает необходимость нарезать резьбу на трубе. Как это делается? Принципиальных отличий нет. Разница лишь в том, что труба внутри полая. Вот и все. Для этих целей может использоваться обычная плашка и вороток либо токарно-винторезный станок.
Также для осуществления процесса на трубной поверхности используют так называемые клупы. При этом можно применять как раздвижные, так и цельные плашки.
Процедуре нарезания предшествует надежное закрепление отрезка трубы (в тисках или в специальных призмах), после чего поверхность очищается от грязи и окислов, устраняется заусенец от ленточной пилы. Поверхность рекомендуется смазать маслом. Только после этих подготовительных операций можно приступать непосредственно к нарезанию.
Технология нарезания внутренней резьбы
Формообразующим инструментом в данном случае является метчик. Как нарезать резьбу этим инструментом? В принципе, тоже довольно просто: в металле просверливается отверстие диаметром чуть больше диаметра впадины резьбы, сам метчик вставляется хвостовиком в вороток, после чего начинает вкручиваться в отверстие, нарезая при этом резьбу. Внешне инструмент похож на болт. Только он изготовлен из высокопрочной легированной инструментальной стали и имеет канавки для отвода стружки.
Вручную нарезать резьбу – как плашкой, так и метчиком – занятие весьма тяжелое, и без определенного опыта проделать эту операцию будет трудно (прежде всего, физически). Чтобы облегчить процесс, выпускаются специальные комплекты инструмента. Такой набор позволяет нарезать резьбу не за один проход, а за три, используя при этом три разных метчика (черновой, получистовой и чистовой).
Способы
Резьба – своего рода винтовая канавка по наружной поверхности цилиндра (наружная) или на поверхности отверстия (внутренняя).
Для нарезания наружной резьбы используется плашка, для внутренней – метчик.
Но данный метод и инструмент пригодны лишь в домашних условиях или ремонтном производстве, потому как требуют больших затрат времени на нарезание. При массовом производстве метизов (болтов) резьбу не нарезают, а накатывают на специальном оборудовании обработки металлов давлением. При этом важно, чтобы заготовка была нагрета до температуры свыше 750 градусов (тогда будет происходить динамическая рекристаллизация и устранение текстуры). Такое исполнение является неточным. И поэтому для ответственных соединений резьбу нарезают.
Такое исполнение является неточным. И поэтому для ответственных соединений резьбу нарезают.
Резьбовую поверхность можно получить обработкой на токарно-винторезном станке. Для этого могут использоваться как плашка с метчиком, так и специальные токарные резцы.
Кроме того, бурное развитие электроники сделало возможным обработку резьбовых поверхностей на токарных и даже фрезерных станках с ЧПУ.
Подготовка к нарезанию резьбы плашкой
Прежде чем нарезать резьбу плашкой на пруту или на трубе необходимо подобрать инструмент нужного диаметра и шага. Сама плашка представляет собой гайку с режущими зубцами конической формы с отверстиями для крепления в воротке. Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму.
РЕАЛЬНО КРУТОЙ ПЛАШКОДЕРЖАТЕЛЬ
В первую очередь необходимо подобрать материал и инструмент требуемого диаметра. Ниже приведена таблица соответствия наиболее популярных диаметров для метрической, дюймовой и трубной резьб с примером подбора заготовки под резьбу М6
Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута. Нарушать его нельзя – при превышении диаметра вы рискуете сломать плашку, при значении меньше минимального – получите слабую резьбу.
Перед тем как начать нарезание наружной резьбы плашкой, помимо самого инструмента и заготовки, необходим подходящий по форме и размеру вороток, а также машинное масло. После этого можно приступать непосредственно к самой нарезке.
Как сделать внутреннюю резьбу
Если в трубе требуется сделать внутреннюю резьбу, применяется метчик — винт соответствующего диаметра с режущими кромками и канавками для стружки. Хвостовая часть винта закрепляется в воротке.
Для работы вполне достаточно двух метчиков — чернового и чистового. Применение чернового метчика позволит обработать порядка 70% материала по глубине витка, остальное придётся на чистовой метчик. Тем не менее, в ряде случаев набор инструментов придётся увеличить — для работы с титановыми трубами потребуется до пяти метчиков.
Подбор конкретного метчика производится после замера диаметра внутренней полости трубы. Длина выступающего из стены участка должна быть на несколько миллиметров больше нарезаемого отрезка. Нарезание нужно осуществлять только с применением смазки. Рабочую зону нужно очистить от посторонних частиц и отложений.
После установки метчика в отверстии следует проверить строгую сонаправленность его положения оси трубы. Если с этим всё в порядке, можно начинать нарезать трубу. Непосредственно ход нарезки резьбы осуществляется аналогично тому, как это делается с плашкой.
Применение клупповых плашек
В отличие от цельных плашек, клуппы состоят из двух раздвижных частей, закрепляющихся в рамке держателя. Диаметр резьбы регулируется. Преимуществом клупповых плашек является чистота получаемой резьбы и повышенная прочность конструкции.
При работе с клупповыми инструментами требуются меньшие усилия, чем при использовании обычных плашек, в некоторых модификациях применение тисков не требуется. Клуппы имеют специальные направляющие, упрощающие процесс работы и предотвращающие перекосы, характерные для нарезания резьбы цельной плашкой.
Клуппы имеют специальные направляющие, упрощающие процесс работы и предотвращающие перекосы, характерные для нарезания резьбы цельной плашкой.
Для облегчения работы клуппы могут оснащаться трещотками. На нижней части головок для сменных плашек таких инструментов располагается храповое колесо. При повороте колеса головка вращается. К недостаткам систем с клуппами можно отнести большую, чем у цельных плашек, стоимость, а также значительный вес.
Последовательность действий при использовании клупповой плашки:
- Фиксация трубы в зажиме, при этом её выступающая часть должна быть короткой, поскольку длинный участок может прогнуться при нарезании.
- Вставить плашку в держатель, а край трубы — в направляющую.
- Смазать трубу и инструмент.
- Нарезать трубу путём вращения клуппа. Периодически вращать его против часовой стрелки для освобождения нарезов от стружки.
Более дорогим, но при этом достаточно удобным решением является электроклупп. Впрочем, в плане экономической целесообразности покупка такого инструмента нужна только в случае, если нарезка резьбы на трубах производится часто.
Впрочем, в плане экономической целесообразности покупка такого инструмента нужна только в случае, если нарезка резьбы на трубах производится часто.
Электроклупп работает при помощи электродвигателя. Как правило, инструмент комплектуется качественной инструментальной сталью. Резьбонарезные гребёнки устанавливаются в сменную головку. Клупп такого типа позволяет нарезать резьбу предельно быстро и качественно.
- Выбирается соответствующая головка с резцами и закрепляется в силовом приводе инструмента.
- Труба фиксируется в специальной струбцине, затягивается держателем. Струбцина закрепляется на корпусе электроклуппа.
- Зоны контакта гребёнок и трубы обрабатываются смазочным составом.
- После нажатия на кнопку пуска резьба нарезается за секунды.
Нарезание внешней резьбы цельной плашкой
Для нарезания внешней резьбы на трубах часто применяются цельные плашки. Они представляют собой закалённую гайку с внутренними режущими кромками. Такой инструмент пригоден для нарезания резьбы диаметром до 52 миллиметров.
Такой инструмент пригоден для нарезания резьбы диаметром до 52 миллиметров.
Он недорог, характеризуется хорошей жёсткостью и точностью работы, однако служит недолго, поскольку быстро изнашивается. Работа с плашками требует определённого опыта, потому для того, чтобы не повредить инструмент и трубу, целесообразно потренироваться на отрезке трубы.
Порядок работы с цельной плашкой следующий. В первую очередь нужно подобрать инструмент соответствующего диаметра при помощи штангенциркуля. Плашка устанавливается в держатель, после чего фиксируется винтами. Нужно убедиться в том, что плашка закреплена надёжно, поскольку в противном случае резьба может получиться неровной.
Труба зажимается в тисках или же фиксируется любым другим способом в вертикальном положении. На поверхность трубы, а также на резцы плашки наносится смазка или масло. Смазывание следует производить в процессе работы неоднократно.
Непосредственно нарезание резьбы осуществляется в плоскости, строго перпендикулярной направлению оси трубы, по часовой стрелке. Если возникнет перекос, то витки резьбы будут сорваны или произойдёт изменение диаметра нарезания. После нарезания нескольких витков нужно периодически прокручивать плашку в обратном направлении для удаления стружки. После этого нарезание продолжается.
Если возникнет перекос, то витки резьбы будут сорваны или произойдёт изменение диаметра нарезания. После нарезания нескольких витков нужно периодически прокручивать плашку в обратном направлении для удаления стружки. После этого нарезание продолжается.
Работы нужно выполнять плавно и не допускать рывков. Для того чтобы нарезать качественную резьбу, нужно прогнать её сначала черновой плашкой, а уже затем использовать чистовую. Долго нарезать не придётся — вполне достаточно длины резьбы в 10 миллиметров, что является стандартным показателем для большей части трубопроводных сетей бытового назначения. После использования плашки смазку нужно удалить с поверхности трубы и инструментов. С помощью ветоши обработанные участки очищаются от стружки.
Проблемы могут возникнуть при работе с трубами из нержавеющей стали, поскольку в данном случае металл является достаточно твёрдым. Для нарезания резьбы на таких трубах нужно подбирать плашку из соответствующей стали — к примеру, с маркировкой Р18Ф2. Если применять плашки из более мягких сталей, то инструмент будет безнадёжно испорчен.
Если применять плашки из более мягких сталей, то инструмент будет безнадёжно испорчен.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.

- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.
Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
Подготовка к работе
Для начала нужно подобрать и при необходимости отрезать болгаркой или ножовкой по металлу подходящий кусок трубы. При отрезании нужно проконтролировать, чтобы срез был строго перпендикулярен плоскостям её стенок.
Непосредственно перед нарезанием резьбы следует очистить поверхность трубы от ржавчины или старой краски, других посторонних отложений при помощи наждачной бумаги и напильника. Кроме того, с торца трубы напильником нужно снять фаску для того, чтобы сделать резьбу было проще. Теперь переходим к подготовке к нарезанию резьбы.
Кроме того, с торца трубы напильником нужно снять фаску для того, чтобы сделать резьбу было проще. Теперь переходим к подготовке к нарезанию резьбы.
- диаметр трубы не соответствует диаметру резьбы;
- применение неверно отцентрированного, ржавого или затупленного инструмента;
- работа без смазывания инструмента и трубы приводит к трещинам или срыву витков резьбы;
- чрезмерные физические усилия как следствие полного отсутствия навыков работы приводят к срыву резьбы.
Как нарезать резьбу плашкой?
При необходимости ручной нарезки наружных резьб для трубного соединения, изготовления шпильки или болта под гайку с метрической резьбой, чаще всего используется простой, но достаточно эффективный инструмент – плашка. Процесс подготовки резьбы достаточно прост, если точно следовать ниже приведенным инструкциям.
Методы нарезания резьбы на токарно-винторезном станке
Лабораторная работа МЕТОДЫ НАРЕЗАНИЯ РЕЗЬБ НА ТОКАРНО-ВИНТОРЕЗНОМ СТАНКЕ
На токарно-винторезных станках применяются методы нарезания треугольных резьб, различающиеся по видам режущего инструмент. его закреплению на станке и способам осуществления продольной подачи.
его закреплению на станке и способам осуществления продольной подачи.
- принудительная, сообщающая режущему инструменту точное перемещение на шаг резьбы за один оборот шпинделя; самозатягивающая (самонавинчивающая), сообщаемая режущему инструменту самим инструментом, в результате винтового врезания в металл заготовки; комбинированная, т. е, принудительная с некоторым допустимым отклонением ее величины за один оборот заготовки от шага нарезаемой резьбы и самозатягнвающая, допускающая небольшие продольные перемещения инструмента (вызываемые опережением или запаздыванием принудительной подачи).
Неточные, преимущественно крепежные резьбы с шагом до 4 мм нарезают при помощи плашек (рис.9.1,а) и метчиком (рис.9.1,б).
Эти же резьбонарезные инструменты применяют для калибрования резьбы диаметром до 76 мм, Нарезание ведется способом самозатягивающей или комбинированное подачи Средняя точность нарезания резьбы плашками и метчиками 8g и 7H.
Нарезание резьбы резцами — это универсальный способ, характерный для то-карио-шшторезного станка (Рис. 9.2).
9.2).
Резцами нарезаются наружные (а) и внутренние (б) резьбы с мелким и крупным шагами, на упор и в глухих отверстиях. Точность нарезания винтов до 6g степени, гаек — до 6Н степени. Продольная подача принудительная.
Типы метчиков и плашек и их назначение
Машинные метчики применяют для нарезания внутренней резьбы на токарных, токарно-винторезных и других металлорежущих станках. Метчики этого тина имеют два исполнения:
плашкодержатель или вороток для лерки своими руками
- одинарные для сквозных и глухих отверстий; комплектные, состоящие из трех штук в комплекте (черновые и чистовой), для таких же отверстий.
Гаечные метчики применяют для нарезания сквозных отверстий за один рабочий ход без реверсирования метчика. Нарезанная гайка свинчивается с рабочей части нетчика на его длинный хвостовик.
Основные типоразмеры машинных метчиков даны в табл. 9.1.
Для метрических резьб с крупным шагом (ГОСТ 9150-99)
Рабочая часть метчика длиной l (рис. 9.3, а) состоит из заборной и калибрующей частей. Заборная, или режущая, часть длиной l1 выполняет основную работу резания, а калибрующая (или направляющая) длиной lн направляет метчик в отверстии и калибрует резьбу.
9.3, а) состоит из заборной и калибрующей частей. Заборная, или режущая, часть длиной l1 выполняет основную работу резания, а калибрующая (или направляющая) длиной lн направляет метчик в отверстии и калибрует резьбу.
1 — канавка; 2 — режущее перо; 3 — задняя (затылочная) поверхность; 4 — лезвие; 5 — передняя поверхность; ? — угол в плане; 2? — угол конуса режущей части
Зубья метчика расположены на его перьях, образованных и отделенных друг от друга стружечными канавками. Количество перьев может быть от трех до восьми в зависимости от диаметра нарезаемой метчиком резьбы. Переднюю грань режущих зубьев составляют стенки стружечных канавок.
Задний угол ? на длине заборной части метчика получается путем затылования профиля и, в зависимости от твердости и вязкости обрабатываемого материала, выбирается равным от 4 до 12°.
Передний угол ? (рис. 9.3, б) для нарезания резьбы принимается в пределах 4—80 в чугуне и твердой стали; 10—140 в стали средней твердости и вязкой; 16—200 в алюминии, силумине, меди; 0—40 в латуни и бронзе.
Вязкие материалы нарезают метчиками с вырезанными в шахматном порядке нитками на калибрующей части или на всей длине, включая заборную часть. Такое вырезание ниток производится от пера к перу или от витка к витку. Чередование полных и срезанных ниток через каждый оборот возможно только на калибрующей части. На заборной части это недопустимо.
Плашки круглые делаются для цилиндрической и конической наружных резьб (табл. 9.2). Плашки для цилиндрической треугольной метрической резьбы (ГОСТ 9740—91) подразделяются на три типа: в зависимости от диаметра нарезаемой резьбы и от исполнения —без выточки и с выточкой для резьб с мелким шагом.
При необходимости регулировать диаметр нарезаемой резьбы плашки разрезают по перемычке, специально предназначенной для этого. Разрезка выполняется тонким (1,5—2 мм) абразивным кругом па любом универсальном заточном станке.
При нарезании плашкой резьбы требуемого диаметра она соответствующим образом регулируется по диаметру. Для этой цели по обеим сторонам перемычки предусмотрены конусные гнезда, в которые вводятся регулировочные винты, ввинчиваемые в тело плашкодержателя; они сжимают плашку.
Плашка круглая (рис. 9.4) по конструкции аналогична метчику. Рабочая часть плашки состоит из заборной 1 и калибрующей 2 частей.
1 — заборная часть; 2 — калибрующая часть; 3 — стружечное отверстие
Заборная часть расположена с обеих сторон плашки. Oна имеет конус с углом ? = 40…600 и затылована для образования заднего угла. Калибрующая часть имеет три—пять витков. Задний угол ? у круглой плашки делается в переделах 7…90. Передний угол ? при нарезании стали составляет 10…250; в чугуне ? = 10…120; в латуни ? 200.
Нарезание с принудительной подачей требует равенства шага нарезаемой резьбы и продольной подачи на одни оборот относительного вращения изделия и инструмента. Точное совпадение этих величин может иногда не достигаться. Такое неравенство вызовет срезание ниток резьбы, «заеданвие» инструмента и его поломку. В целях предотвращения этого применяют специальные средства закрепления инструмента, которые обеспечивают ему возможность свободного осевого смещения на некоторой длине вперед и назад.
Нарезание с самозатягиванием применяется для коротких резьб (небольшой длины). Инструмент закрепляется в метчикодержателях, обеспечивающих его свободное осевое перемещение на длине, превосходящей длину нарезаемой резьбы. Нарезание резьб с крупным шагом требует гарантированного самозатягивания метчика в начальный момент нарезания (на первых двух-трех нитках). С этой целью специальной подточкой е уменьшают притупление зубьев на заборном участке первого метчика (рис. 9.5), которое неизбежно образуется при шлифовании заборного конуса.
Последующим метчикам в комплекте на направляющих частях придают передние короткие (две-три нитки) несколько заниженные по диаметрам нарезки, позволяющие осуществлять легкое свинчивание с резьбой нарезки, образованной предыдущим метчиком.
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками, Обычно применяют машинные метчики, что позволяет нарезать резьбу за один рабочий ход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) доводит резьбу до требуемого профиля. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, средний (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по длине заборной части, наибольшая длина заборной части у чернового метчика.
В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) доводит резьбу до требуемого профиля. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, средний (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по длине заборной части, наибольшая длина заборной части у чернового метчика.
В отверстиях с прерывистой поверхностью, имеющей пазы (канавки), резьбу нарезают метчиками с числом канавок, не кратным числу пазов на обрабатываемой поверхности. В этих же целях и для нарезания глубоких отверстий длиной более двух диаметров применяют метчики с винтовыми канавками (рис. 9.6, а). Направление винтовой канавки метчика должно быть таким же. как и у нарезаемой резьбы (правая канавка для правой резьбы, левая — для левой).
Для нарезания коротких сквозных метрических резьб 0 1,5—8 мм и длиной, равной 1.5—2,0 диаметра, применяют бесканавочные метчики (рис. 9.6, б), которые обладают большей прочностью, чем обычные, и обеспечивают более высокое качество резьбы
а. с винтовыми канавками, б — бесканавочный. в.- с расположением зубьев в шахматном порядке; ? — передний угол; ? — угол заточки на длине l.
с винтовыми канавками, б — бесканавочный. в.- с расположением зубьев в шахматном порядке; ? — передний угол; ? — угол заточки на длине l.
При нарезании коротких сквозных резьб в деталях из вязких материалов применяют метчики с расположением зубьев в шахматном порядке (рис. 9.6, в). Преимущество таких метчиков заключается в том, что в процессе их работы снижается трение, улучшается процесс стружкообразования и облегчается подвод смазочно-охлаждаюшей жидкости.
При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек.
Скорость резания v = 5…12 м/мин для нарезания резьбы метчиками в стальных заготовках; v = 6…22 м/мин — в чугунных, бронзовых и алюминиевых заготовках. Нарезание резьбы производят с охлаждением эмульсий или маслом.
Для деталей из пластических материалов, таких как сталь, латунь и др., которым свойственно выдавливаться под воздействием режущих инструментов, диаметр Отверстия под нарезание резьбы принимают несколько большим внутреннего диаметра D1 резьбы гайки. Это необходимо для того, чтобы выдавленный внутрь металл не уменьшил внутреннего диаметра резьбы, обжав метчик. Практически такое уменьшение составляет примерно 6—7% шага резьбы, Следовательно, диаметр сверла для сверления отверстия под нарезание надо принимать равным не D1 (т. е. внутреннему диаметру резьбы гайки), а увеличенным па 6—7% от удвоенной высоты профиля резьбы. Таким образом, учитываемая высота профиля h2, будет составлять не 0,541Р для метрической резьбы, а только 0,94—0,93 ее величины. Это позволяет при определении диаметра сверла под нарезание резьбы вычислить его путем вычитания шага Р из номинального диаметра d метрической резьбы.
Это необходимо для того, чтобы выдавленный внутрь металл не уменьшил внутреннего диаметра резьбы, обжав метчик. Практически такое уменьшение составляет примерно 6—7% шага резьбы, Следовательно, диаметр сверла для сверления отверстия под нарезание надо принимать равным не D1 (т. е. внутреннему диаметру резьбы гайки), а увеличенным па 6—7% от удвоенной высоты профиля резьбы. Таким образом, учитываемая высота профиля h2, будет составлять не 0,541Р для метрической резьбы, а только 0,94—0,93 ее величины. Это позволяет при определении диаметра сверла под нарезание резьбы вычислить его путем вычитания шага Р из номинального диаметра d метрической резьбы.
Фаски у торцов отверстий — обязательное условие надежного и правильного врезания заборного конуса метчика, Фаски под углом 450 делаются на ширине половины шага резьбы (0,5Р).
В табл. 9.3 приведены данные для определения глубины сверленая при нарезании резьбы в глухих отверстиях.
Направляющие плашек GSR для нарезания наружной резьбы.

Направляющие плашек GSR для нарезания наружной резьбы.
Нет ничего более раздражающего, чем нарезать резьбу и при этом сломать свой инструмент. Поэтому в нашем сегодняшнем сообщении в блоге мы хотели бы представить новые направляющие для плашек, которые используются для нарезки наружной резьбы.
Кто не знает-нарезать идеальную наружную резьбу-не простая задача. Самая сложная часть этого заключается в том, чтобы начать нарезать резьбу плашкой перпендикулярно к болту. Если этого не произойдет, то и болт и плашка могут быть повреждены косой обрезкой. резьба будет повреждена.
При нарезке наружной резьбы „косая насадка“ плашки является причиной нарезания плохой резьбы или поломки инструмента.
С помощью направляющих плашек GSR легко нарезать перпендикулярно наружную резьбу.
Преимущества применения направляющих очевидны:
Резьба нарезается перпендикулярно-независимо от того, был ли болт выровнен или нет.
Маленькая хитрость использования лерки при нарезки резьбы.

Резьбовые фланцы нарезаются чисто и аккуратно.
Используя направляющие плашек GSR. вы всегда обеспечиваете прямое направление резки, идущее по оси. Это больше не может повредить болты и инструмент из-за наклонной установки.
Направляющие плашек могут использоваться как для левой резьбы, так и для правой резьбы.
Как изготавливаются направляющие для резки железа?
Все направляющие изготовлены в процессе литья под давлением. Для этого алюминий наливают в форму. Затем пробиваются отверстия для стружки в направляющих, чтобы обеспечить лучший выход стружки при нарезании резьбы. Внутренний диаметр направляющей плашек имеет вполне определенный размер: он адаптирован к диаметру болта, на котором нарезается резьба. В результате направляющая сидит точно, и резьба нарезается правильно, не позволяя плашке скользить!
Направляющие для плашек GSR подходят для:
Плашек по DIN 2236 = EN 22569 с держателем режущего железа DIN 225 = EN 22568 М3-М12
Плашки в соответствии с заводским стандартом 25×9 мм М3-М12
Направляющая для плашек помещается под плашкой в плашкодержателе и фиксируется с помощью фиксирующих винтов. После того, как будут нарезаны первые витки. направляющая убирается из плашкодержателя и нарезка резьбы будет закончена, как обычно.
После того, как будут нарезаны первые витки. направляющая убирается из плашкодержателя и нарезка резьбы будет закончена, как обычно.
Кроме того, необходимы следующие инструменты:
вставьте направляющую плашки в плашкодержатель-направляющей трубкой вниз.
поместите плашку поверх него и зафиксируйте его стопорными винтами держателя. Для наших плашек GSR не имеет значения, как вы вставляете плашку – они имеют двусторонний разрез, поэтому нарезание резьбы возможно с обеих сторон.
смажьте прикрепленный болт пастой для нарезания резьбы.
установите плашку так, чтобы болт вошел в направляющую плашки.
с небольшим давлением на плашку сделайте нарезание 2-3 витков.
поверните плашкодержатель с плашкой назад и снимите его.
ослабьте фиксирующие винты, извлеките плашку, а затем извлеките направляющую из плашкодержателя.
поместите плашку обратно в держатель и снова зафиксируйте ее в нем.
н арежьте резьбу до конца.
Шаг 10 : ч истая резьба нарезана.
Series «Sergey Alexandrovich» Плашкодержатель для токарного станка. Токарка
Select the convenient viewing option and quality
matching your screen
There was a problem playing this video. |
Channel is not available details |
You are watching
Как сделать надпись на стекле.
You are watching
Аккумуляторный шуруповерт ACD 182Li 4.0 Подарок от форума mastercity
You are watching
Футляр для видеокамеры своими руками.
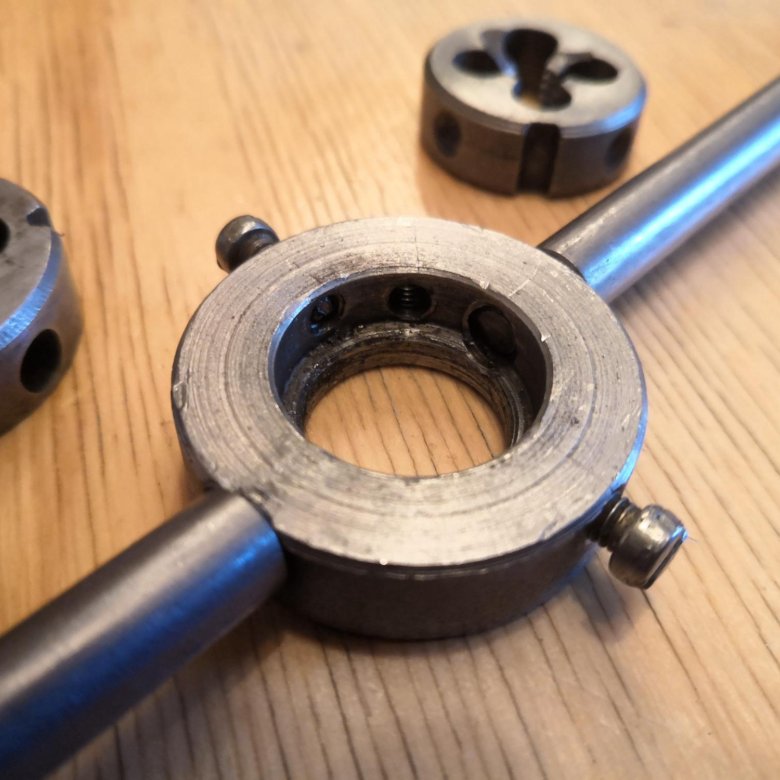 Самоделки
Самоделки
You are watching
Светодиодная лампа с датчиком движения
You are watching
Установка сушилки для белья. 0974288408 Киев. Сушилка Filplast
You are watching
Powerbank 30000 Тест.
You are watching
Плашкодержатель для токарного станка. Токарка
You are watching
Как почистить клавиатуру
You are watching
Электросушилка для полотенец ‘Классик’
You are watching
Набор отверток для ремонта
You are watching
Цены на продукты в Киеве Сентябрь 2015
You are watching
Мультиметр MS8229
You are watching
Замок для благоверной
You are watching
Сушилка флорис.
 Крепление к потолку Киев 360-50-41, 0974288408. Инструкция по сборке и установке
Крепление к потолку Киев 360-50-41, 0974288408. Инструкция по сборке и установке
You are watching
Полировка пластика своими руками
You are watching
Прокладочка. По просьбе зрителей.
You are watching
Куплю видеокамеру Canon (Кенон) Legria HF M506
You are watching
Кулон для микро карты. На всякий пожарный
You are watching
Как приготовить газированную воду
You are watching
Фонарь на солнечной батарее, для дачи
Description
Persons and teams
6 reviews
Держатель матрицы для задней бабки для токарных станков [Проект Easy Machining]
Примечание редактора: это был один из первых проектов ручной обработки, который я выполнил много лет назад на своем новом ручном токарном станке. Я использовал его в течение многих лет после этого.
Я использовал его в течение многих лет после этого.
Каким-то образом мне всегда удается открыть много банок с червями, прежде чем я что-то закончу. В этом случае я работал над задней пластиной патрона для установки моего 6-кулачкового патрона Buck, когда понял, что было бы очень удобно иметь держатель матрицы задней бабки. Есть группа людей, которые сделали это и предоставили информацию в сети о том, как это сделать. Я взглянул на них, а затем решил просто создать собственный дизайн. Он в значительной степени заимствует из многих из этих источников, а также использует преимущества некоторых предметов, которые у меня были под рукой, таких как шестигранный приклад. Вот основная идея:
Сделать держатель матрицы было очень просто. Есть две части — оправка и сам держатель штампа. Их можно сделать из чего угодно, но у меня оказался нержавеющий стержень диаметром 15/16″ для оправки, а действительно крутой кусок — шестигранник 2″ 12L14. Это казалось идеальным, так как установочные винты, которые удерживают матрицу, должны быть просверлены точно под углом сторон шестигранника. Я должен сказать, что и нержавеющая сталь, и 12L14 также очень хорошо обрабатывались с помощью моего инструмента для карбидных вставок.
Это казалось идеальным, так как установочные винты, которые удерживают матрицу, должны быть просверлены точно под углом сторон шестигранника. Я должен сказать, что и нержавеющая сталь, и 12L14 также очень хорошо обрабатывались с помощью моего инструмента для карбидных вставок.
Мои шаги выглядели примерно так:
Оправка:
1. Поверните и поверните большой конец 3/4″ по размеру, оставив увеличенный фланец в качестве упора против держателя шестигранной матрицы. Я использовал 3-х кулачковый патрон, так как это не особо точная деталь, которую мы делаем.
2. Пока вы находитесь на этом конце оправки, я бы сделал скос под углом 45 градусов на большом конце и запилил все заусенцы хорошо мелованным напильником. Я купил немного железнодорожного мела в магазине Brownell’s, и он отлично режет напильники. Я также получил на eBay партию деревянных ручек для напильников, которые обеспечивают безопасность и удобство при обработке токарной заготовки. Для этого не нужно много напильника — вам просто нужно сбить острые края и любые заусенцы.
Для этого не нужно много напильника — вам просто нужно сбить острые края и любые заусенцы.
3. Переверните оправку в патроне, чтобы можно было работать с ее узким концом. Так как мои сверлильные патроны все 1/2″, и я хочу припарковать эту штуку в сверлильном патроне задней бабки, а не возиться с поворотом конуса (может быть, в другой раз), я уменьшил его чуть меньше, чем 1/2″, чтобы 7/16″. Кстати, это хорошая практика, чтобы увидеть, насколько близко вы можете подобраться к этим измерениям. Они на самом деле не имеют значения в этой части, но вы также можете попытаться поразить цифры. Вы узнаете много нового о своем токарном станке.
4. В завершение сделайте красивые скосы под 45 градусов в нужных местах. Вы можете видеть на моих фотографиях то, что я считал уместным. Я поворачиваю фаски с верхним ползунком, установленным под углом 45 градусов, и делаю окончательную очистку несколькими проходами напильника. Работает отлично!
Держатель штампа:
1. Центральная проблема здесь — это чертово центральное отверстие, которое должно проходить насквозь и имеет довольно большой диаметр. Закрепите шестигранник в 3-х челюстях (да, он очень хорошо подходит своей формой к челюстям) и начните с торца. Я почти решил, что мне нужно всегда сталкиваться с концами этих вещей, как только они находятся в патроне, и, возможно, также делать легкий токарный рез после того, как я забыл сделать это пару раз и должен был вернуться!
Центральная проблема здесь — это чертово центральное отверстие, которое должно проходить насквозь и имеет довольно большой диаметр. Закрепите шестигранник в 3-х челюстях (да, он очень хорошо подходит своей формой к челюстям) и начните с торца. Я почти решил, что мне нужно всегда сталкиваться с концами этих вещей, как только они находятся в патроне, и, возможно, также делать легкий токарный рез после того, как я забыл сделать это пару раз и должен был вернуться!
2. Теперь просверлите конец сверлильным патроном задней бабки по центру и начните работать до самого большого отверстия, которое вы можете просверлить. Если вы можете пройти весь путь до 3/4″, у вас будет больше мощности! Я мог перейти только к 1/2″, и я делал это медленно и с большим трудом. К счастью, мне удалось просверлить шестигранник насквозь, но едва. Вы должны быть очень осторожны, чтобы отступить и очистить стружку, и вам нужна смазка. Я использую Tap Magic, щедро нанося его на сверло щеткой для стружки каждый раз, когда очищаю от стружки. Эта операция займет смехотворно много времени, но такова жизнь.
Эта операция займет смехотворно много времени, но такова жизнь.
3. Когда вы, наконец, закончите, вам нужно решить, какой конец у вас есть и что вы хотите сделать. Сначала я решил сделать конец штампа, поэтому вышла моя расточная планка. Сначала я попробовал свой маленький 1/4-дюймовый стержень — он был бесполезен для этого! Затем я выломал 1/2-дюймовый стержень с карбидной вставкой, и он справился со своей задачей, как если бы он прорезал жопу! Очень хорошо. Медленно приближайтесь к диаметру штампа, тщательно проверяя и вырезая меньше по мере приближения. Вы же не хотите переборщить! Отверстие, которое мне было нужно для моих штампов, было чуть больше 1″. Попробуйте поставить кубик, когда вы приблизитесь, и успокойтесь, сколько вы отрежете. Помните, то, что вы поворачиваете на циферблате, увеличивается в 2 раза на диаметр!
4. Последним моим шагом на конце матрицы было создание небольшого входного скоса, чтобы помочь направить матрицу в отверстие. Это еще один из тех 45-градусных конусов, которые я повернул, установив верхний ползун под углом 45 градусов и разрезав его поперек. Обратите внимание, что для получения достаточного зазора вам придется использовать расточный стержень на этом внутреннем диаметре.
Это еще один из тех 45-градусных конусов, которые я повернул, установив верхний ползун под углом 45 градусов и разрезав его поперек. Обратите внимание, что для получения достаточного зазора вам придется использовать расточный стержень на этом внутреннем диаметре.
5. Хорошо, переверните деталь и давайте поработаем с другой стороны. Начните с того конца (естественно!).
6. Большая работа здесь состоит в том, чтобы просверлить отверстие 1/2″, чтобы оно стало отверстием 3/4″. Это глубокая глубокая яма, и я очень беспокоился о том, чем она обернется. В моей голове мелькали образы сломанного и застрявшего бурового стержня. Без проблем! Я делал это медленно и отступал, чтобы убрать стружку в середине каждого прохода. Это был часовой процесс, но я использовал ходовой винт в качестве силовой подачи, так что это действительно было не так уж плохо. Опять же, когда вы приближаетесь, делайте более мелкие разрезы и чаще измеряйте. Когда вы подойдете совсем близко, начните пробную установку беседки.
7. Как только вы хорошо подгоните беседку, вы можете добавить несколько декоративных штрихов, как это сделал я. В основном я просто экспериментировал и учился. Я начал с того, что повернул примерно 7/8 дюйма задней части держателя штампа с шестигранной на круглую. Прерванный рез издавал интересный звук циркулярной пилы, когда острые края ударялись о мою твердосплавную вставку, но никаких побочных эффектов не было, и вскоре у меня там появилось очень красивое круглое плечо. Я попробовал накатку, которая вышла не так уж плохо, но я не мог довести ее до шестигранной части, не задев держатель, поэтому я сдался и повернул накатку вниз и выключил. Я решил закончить, скосив конец шестигранника, а также цилиндрический конец держателя штампа еще раз, установив верхний ползун под углом, обрезав, а затем зачистив напильником. Мне показалось, что получилось очень красиво! Вся эта ерунда исключительно для украшения, так что если вам нужна чистая функциональность, просто пропустите ее.
8. Последним шагом было просверлить и нарезать установочные винты. Это было легко из-за шестигранной формы, и я просто использовал свой сверлильный станок и пилотные держатели метчиков.
Перекладины Tommy Bars:
Шестигранная форма заставила меня задуматься, смогу ли я обойтись без перекладин Tommy Bars, но в конце концов я решил, что было бы интересно попробовать ручку с накаткой для проекта. Как вы увидите на фотографиях, у меня получилась очень легкая накатка — недостаточное давление. Я думаю, что это выглядит хорошо, но в следующий раз я буду давить намного сильнее. Между прочим, этот маленький Tommy Bar имеет правильную пропорцию для этого станка и прекрасно лежит в руке. Я также подумал о том, чтобы ненадолго перейти на три из них, но один работает просто отлично.
Посмотрим, насколько хорошо все получилось:
ЦИФРОВАЯ КАМЕРА OLYMPUS
Это мой глушитель калибра . 45, ммм, извините, центральный стержень держателя матрицы задней бабки!
45, ммм, извините, центральный стержень держателя матрицы задней бабки!
ЦИФРОВАЯ КАМЕРА OLYMPUS
Остаток держателя матрицы на стержне. Hex Stock хорош для такого рода вещей!
Мне больше понравились декоративные штрихи. Я знаю, что некоторым людям не нравятся все маленькие фаски, а некоторых интересует только функция. Каким-то образом произведение выглядит более профессионально, если вы добавите штрихи. Ги Лотар отмечает это в одной из своих серий «Машиниста прикроватного чтеца» с ощущением, что если вы собираетесь стать настоящим машинистом, вам лучше сделать несколько качественных штрихов, подобных этому. Я вполне согласен, хотя мне предстоит пройти долгий путь, прежде чем я смогу считать себя машинистом! Теперь я могу вернуться к изготовлению этой надоедливой задней пластины для моего 6-кулачкового патрона.
Назад в Центр токарных станков…
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, в том числе:
Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, в том числе:
Держатель штампа для токарного станка своими руками | Хобби-машинист
th62
Активный пользователь
#1
Некоторое время назад также был завершен еще один проект, держатели штампов для токарных станков. Этот получает много пользы. Относительно простой в изготовлении инструмент.
Дэвид Киртли
Активный пользователь
#2
Очень красиво. Я просто обманул и купил свой.
Хотелось бы со временем сделать еще один держатель. Думаю о том, чтобы вкрутить несколько ручек, так как мой томми-бар, кажется, разъедает отверстие.
12 болтов
Глобальный модератор
#3
Из-за того, что вы используете латунь или какой-либо другой подшипник между корпусом и шпинделем для предотвращения истирания? Какие материалы вы использовали для каждой части?
Ура, Фил
th62
Активный пользователь
#4
Если вы уменьшите перекладину на месте, она не будет раскачиваться и заедать дырки. Просто сделайте перекладину достаточно короткой, чтобы освободить поперечный салазок, поднимите удлинитель, который надевается на томми, и прикрепите к другому концу кусок дерева, чтобы он не поцарапал поперечный салазок. Я упираю удлинитель в каретку. затем поверните патрон — кажется, что на суставах остается больше кожи. Время от времени я немного перемещаю удлинитель вверх и вниз, чтобы убрать мусор. Я полагаю, вы могли бы использовать томми-бар для поворота, но мне легче поворачивать патрон.
Нет подшипников или втулок из разнородного материала, не вижу смысла, как быстро можно провернуть вручную?
Я использую держатель матрицы только для резьбы 6-8 мм и ниже, все, что выше, я предпочитаю резать на токарном станке. Держатели плашек также очень хороши для очистки поврежденной резьбы.
Cadillac STS
Активный пользователь
#5
Что вы используете для затягивания патрона, если это большая резьба, и вы не сможете сделать это под напряжением?
Чакетн
Токсичный сумасшедший и психотик
#6
Я спас старую дверную ручку, которая надевается на квадратный стержень и удерживается установочными винтами. Квадратный стержень прошел через механизм дверного замка, а ручка с другой стороны была установлена. Квадратный стержень как раз нужного размера и достаточно длинный, чтобы обеспечить рычаг для поворота патрона через отверстия для ключа, а ручка удобно лежит в моей руке.
Квадратный стержень прошел через механизм дверного замка, а ручка с другой стороны была установлена. Квадратный стержень как раз нужного размера и достаточно длинный, чтобы обеспечить рычаг для поворота патрона через отверстия для ключа, а ручка удобно лежит в моей руке.
Чак
th62
Активный пользователь
#7
Ключ патрона!
Самодельные инструменты Diy Diy Держатель штампа
Dubaikhalifas.com —
Вот краткое изложение лучших фотографий, которые мы говорим и представляем для вас. Мы все получаем много изображений, хотя мы просто демонстрируем настоящие изображения, которые, по нашему мнению, включают в себя лучшие изображения.
Фактическое изображение предназначено только для пробы, когда вам нравятся изображения, необходимые для покупки оригинального png. Обслуживайте певца, просто купив первоначальный компакт-диск, чтобы артист мог предлагать лучшие фотографии и продолжать работать.
Держатель резьбонарезного штампа Металлический токарный станок Проекты Металлообрабатывающие станки Токарный станок
Учебное пособие по латексу содержит пошаговые уроки, чтобы научиться использовать латекс в кратчайшие сроки. это позволяет вам начать создавать красивые документы для ваших отчетов, книг и статей с помощью простых и простых учебных пособий. 15 января 2020 г. Самодельные проекты таможни по дорожно-транспортным происшествиям. самодельные инструменты для металлообработки от Halfass kustoms. Halfass kustoms ответил на несколько вопросов о некоторых из своих самодельных металлообрабатывающих инструментов, которые представляют собой черный высокий держатель для инструментов milwaukee m18 с металлическим зажимом для ремня. $90,89. 10,99 долларов США. бесплатная доставка. 1 дюйм 24 uns плашка с правой резьбой 1 дюйм 24 tpi. 01 июля 2022 г. · собаки любят лакомства. домашние лакомства для собак? даже лучше. объем поиска составляет 3000 в Google и 3848 в Amazon. рецепт домашнего печенья для собак; 2. держатель поводка. хорошо иметь место для хранения поводка; это помогает бороться с его неправильным размещением. люди догоняют это: объем поиска на Amazon составляет 968, а в Google — 200. Поводок для собаки своими руками. 17 декабря 2021 · детская кроватка: 004f: ftr 00079: clackercart: 0050: ftr 00080: 00a4: лошадка-качалка: 0053: ftr 00083: 0066: поезд: 0055: ftr 00085: горка для слона: 0056: ftr 00086. Воскресные службы . Воскресные богослужения посвящены хорошим новостям, поэтому мы надеемся, что вы сможете присоединиться к нам и убедиться в этом сами! все наши богослужения включают мощную музыку, практическое учение и проповедь из Библии, а также возможности для молитвы и ответа, а также время для построения отношений с другими людьми.
$90,89. 10,99 долларов США. бесплатная доставка. 1 дюйм 24 uns плашка с правой резьбой 1 дюйм 24 tpi. 01 июля 2022 г. · собаки любят лакомства. домашние лакомства для собак? даже лучше. объем поиска составляет 3000 в Google и 3848 в Amazon. рецепт домашнего печенья для собак; 2. держатель поводка. хорошо иметь место для хранения поводка; это помогает бороться с его неправильным размещением. люди догоняют это: объем поиска на Amazon составляет 968, а в Google — 200. Поводок для собаки своими руками. 17 декабря 2021 · детская кроватка: 004f: ftr 00079: clackercart: 0050: ftr 00080: 00a4: лошадка-качалка: 0053: ftr 00083: 0066: поезд: 0055: ftr 00085: горка для слона: 0056: ftr 00086. Воскресные службы . Воскресные богослужения посвящены хорошим новостям, поэтому мы надеемся, что вы сможете присоединиться к нам и убедиться в этом сами! все наши богослужения включают мощную музыку, практическое учение и проповедь из Библии, а также возможности для молитвы и ответа, а также время для построения отношений с другими людьми.
Самодельный держатель штампа из металлолома Сеть самодельных инструментов
Sizzix является ведущим производителем машин для высечки, штампов для высечки и папок для тиснения. Узнайте о расходных материалах для высечки sizzix уже сегодня и вдохновитесь своим творчеством. меню все инструменты и аксессуары. хранение штампов. ремесленные инструменты. клеевые инструменты. изготовление цветов. все ящики для творчества. все необходимое для приготовления. все шипучие эффекты. чернила рейнджера. клеи. Откройте для себя все коллекции Givenchy для женщин, мужчин и детей и познакомьтесь с историей и наследием дома. Мы хотели бы показать вам описание здесь, но сайт не позволяет нам.
Самодельный держатель резьбонарезного штампа Самодельные инструменты Сетка
Самодельный простой держатель для штампов Самодельные инструменты Сеть
Самодельный держатель для штампов Сетка для самодельных инструментов
Самодельные инструменты: держатель штампа своими руками
Изготовление держателя ручки для штампа своими руками из металлолома. #tools #lathe #shopmadetools #machining #machines #diytools В этом видео я покажу вам, как сделать простой держатель штампа. Мне нужен разъемный держатель штампа, и я его сделаю. #alevohomemadetools В этом видео я покажу вам, как сделать простой, уникальный держатель для штампов. Я сделал этот держатель штампа из кусков металла. я оказался с куском металла, который нуждался в резьбе м16, плашке м16, но не было подходящего держателя для матрицы, так что это просто быстрая обработка держателя плашки с резьбой на токарно-фрезерном станке. это еще одно полезное самодельное дополнение к моему механическому инструменту, позволяющему легко использовать инструмент для обработки резьбы с помощью стали. изготовление держателя резьбонарезного станка, изготовление инструмента для ручки резьбонарезного штампа, как сделать держатель штампа, который входит в заднюю бабку токарного станка. это значительно упрощает использование плашек для нарезания резьбы, сохраняя выравнивание с помощью инструмента для нарезания резьбы метчиком и держателем плашки, который я сделал для токарного станка, чтобы быстро нарезать или нарезать детали на токарном станке с помощью моей задней бабки своими руками. Посмотрите, как легко сделать набор из алюминия хорошего качества. держатели штампов на токарном станке. это универсальные держатели штампов, которые самодельный держатель метчика своими руками (дешевый и простой) самодельный резьбовой штамп из гайки и штампа, самодельные инструменты, резьба Сегодня я использовал свой самодельный держатель штампа задней бабки ( youtu.be bk is7qarxy ), чтобы поставить m10 x 0,75 нити на некоторых en1a leaded
изготовление держателя резьбонарезного станка, изготовление инструмента для ручки резьбонарезного штампа, как сделать держатель штампа, который входит в заднюю бабку токарного станка. это значительно упрощает использование плашек для нарезания резьбы, сохраняя выравнивание с помощью инструмента для нарезания резьбы метчиком и держателем плашки, который я сделал для токарного станка, чтобы быстро нарезать или нарезать детали на токарном станке с помощью моей задней бабки своими руками. Посмотрите, как легко сделать набор из алюминия хорошего качества. держатели штампов на токарном станке. это универсальные держатели штампов, которые самодельный держатель метчика своими руками (дешевый и простой) самодельный резьбовой штамп из гайки и штампа, самодельные инструменты, резьба Сегодня я использовал свой самодельный держатель штампа задней бабки ( youtu.be bk is7qarxy ), чтобы поставить m10 x 0,75 нити на некоторых en1a leaded
Связанное изображение с самодельными инструментами Держатель штампа «сделай сам»
Связанное изображение с самодельными инструментами Держатель штампа «сделай сам»
Дубайхалифас
106 сообщений
0 комментариев
Предыдущий пост
Огромный всплеск спроса на виллы в Дубае по мере того, как жители обновляются в условиях пандемии
советов и подсказок по высечке — CraftStash Inspiration
В этом посте у нас есть много отличных советов и приемов по высечке для вас, независимо от того, являетесь ли вы новичком или более продвинутым, всегда есть новые советы и приемы по высечке для изучения. Высечка — это весело, креативно, и есть так много вдохновения, которое поможет вам сделать красивые открытки и поделки.
Высечка — это весело, креативно, и есть так много вдохновения, которое поможет вам сделать красивые открытки и поделки.
Многие из вас помогли нам с этим постом, когда мы написали просьбу о помощи на нашей странице в Facebook. Спасибо, вы поделились такими прекрасными идеями!
Если вы пришли сюда, чтобы найти новые интересные штампы для своего следующего проекта, обязательно просмотрите наш огромный ассортимент штампов.
Если вы ищете вдохновение для своего следующего проекта, на сайте www.craftworld.com вы также найдете множество фантастических идей и советов по изготовлению карт!
Замысловатые кубики, такие как этот кубик Wildflower Meadow Die, могут выглядеть устрашающе, но с нашими советами и рекомендациями вы всегда будете получать отличные результаты!
Наконечники для высечки
Высекальная машина – это продуманная покупка для ремесленника. Тем не менее, динамические возможности этих машин могут открыть целый новый мир захватывающих технологий, гарантируя, что вы окупите каждую копейку вложенных средств. Вы также обнаружите, что штампы и папки для тиснения от разных производителей совместимы с разными машинами. Высечка – это очень весело, и вы очень быстро освоитесь, и вскоре вашей главной проблемой будет то, где хранить все штампы!
Вы также обнаружите, что штампы и папки для тиснения от разных производителей совместимы с разными машинами. Высечка – это очень весело, и вы очень быстро освоитесь, и вскоре вашей главной проблемой будет то, где хранить все штампы!
Если у вас есть подписка на журнал, вы часто найдете бесплатные штампы на обложке, поэтому они не обязательно должны быть дорогими! У нас есть большой выбор журналов по рукоделию из бумаги, так что вы получите штампы в подарок и все вдохновение, которое поможет вам их использовать, идеально, если вы новичок.
Если у вас есть советы, которыми вы хотели бы поделиться, добавьте их в эту тему на Facebook! (просто нажмите на нее, чтобы перейти к треду) — мы добавили несколько ваших советов по высечке в этом посте. Спасибо, КрафтСташерс!
Вот несколько советов, которые помогут вам каждый раз добиваться идеальных результатов при высечке:
1 Приготовьте бутерброд, следуя инструкциям производителя. Также может помочь использование низколипкой ленты или ленты Washi, чтобы удерживать штамп на месте.
«Используйте копировальную бумагу для защиты бумаги от старых тарелок. Лучшее, что я когда-либо узнал. Особенно для зеркальной карты» — Керри Нун
2 Пропустите бутерброд через высекальную машину.
3 Выньте и поверните штамп, чтобы он полностью прорезал картон. Приклеить эти замысловатые высечки к вашим проектам может быть непросто, но вы можете использовать тонкий клей-карандаш, аэрозольный клей или клей ПВА, или даже клей, взятый из клеевого стержня и нанесенный с помощью палочки для коктейлей. Если у вас есть машина для наклеек Xyron, они подойдут. Вы также можете попробовать приклеить двустороннюю ленту или клейкие листы к картону перед резкой.
4 Если вы видите, что штамп все еще не прорезался полностью, снова пропустите его через машину. Возможно, вам придется добавить прокладку (кусок картона) или две. В качестве альтернативы вы можете купить металлическую переходную пластину для некоторых машин, которая помогает получить нужное давление.
«Купите металлическую прокладку для труднообрабатываемых штампов и, если необходимо, дважды пропустите ее через станок, высечка просто выскочит» — Марианна Фишер
5 Когда штамп будет вырезан будет выглядеть так.
6 Осторожно снимите высечку с штампа с помощью тычка. Если у вас его нет, вы можете сделать его, аккуратно вставив ушко тонкой иглы в пробку и закрепив его клеем.
7 Удалите пустое пространство с высечки с помощью тычка. Мы предлагаем добавить слой вощеной бумаги, жиронепроницаемой бумаги или бумаги для выпечки между матрицей и картоном, чтобы высвободить вырезанную форму из матрицы.
8 После выполнения всех этих шагов ваша высечка будет выглядеть так.
Используя все приведенные выше советы, вы сможете разрезать все, от тонкого пергамента до вашей любимой бумаги и картона средней плотности.
Я храню «обрывки» своих карточек, чтобы использовать их для сентиментов, бордюров, цветов и мелких штампов. Я всегда сначала проверяю ящики для отходов, прежде чем резать новый лист картона. Я почти всегда нахожу изделие того цвета, который хочу использовать — Хейзел-Мари Блумфилд-Шоу
Я всегда сначала проверяю ящики для отходов, прежде чем резать новый лист картона. Я почти всегда нахожу изделие того цвета, который хочу использовать — Хейзел-Мари Блумфилд-Шоу
Тем не менее, не думайте, что вам нужно ограничиваться резкой картона — многие имеющиеся на рынке штампы способны резать различные материалы, включая пробку, пенопласт, ткань и войлок. Это представляет совершенно новый аспект высечки, давая вам возможность создавать проекты мягких поделок.
Советы по высечке: тиснение штампами!
Помимо высечки, эти универсальные машины также могут выполнять тиснение. Использование папок или штампов для тиснения, предназначенных для резки и тиснения, — это простой способ добавления текстуры в проект. Также возможно чеканить штампы, создавая сэндвич для тиснения и пропуская через него штамп. Края штампа вдавятся в картон. Некоторые производители поставляют «коврик для тиснения» со своими высекальными машинами, в то время как другие требуют, чтобы вы его купили. Стоит проверить, когда вы выбираете, какую высекальную машину вы хотите купить. У нас есть большой выбор папок для тиснения, спрашивайте, нужна ли вам помощь при покупке для вашего следующего проекта по изготовлению карт или ремеслу.
Стоит проверить, когда вы выбираете, какую высекальную машину вы хотите купить. У нас есть большой выбор папок для тиснения, спрашивайте, нужна ли вам помощь при покупке для вашего следующего проекта по изготовлению карт или ремеслу.
Использование разных типов штампов
Не все штампы одинаковы, поэтому перед покупкой проверьте, что покупаете!
Тонкостенные штампы более ограничены в отношении диапазона материалов, которые они могут резать. Тем не менее, штампы Sizzix Bigz и подобные имеют внутри лезвие, которое позволяет им резать более толстые материалы, такие как ДСП, магнит, кожа и ткань. Всегда проверяйте инструкции производителя, прежде чем пробовать новый материал на высекальной машине.
«При резке большого штампа (особенно с прямыми краями) положите его на коврик для резки под углом. ухабистым, как при проезде лежачего полицейского на дороге. При этом угол наклона машины постепенно увеличивается в ширине, которую необходимо срезать, и она проходит плавно» — Терри Мари Козлер
Sizzix Bigz — Украшения в виде бабочек
высечка сложными штампами
Приклеивание замысловатых вырезов к вашим проектам может быть сложной задачей, но вы можете использовать клей-карандаш, аэрозольный клей или клей ПВА, или даже клей, взятый из клеевого стержня и нанесенный с помощью палочки для коктейлей. Вы также можете попробовать прикрепить двусторонний скотч или клейкие листы к картону перед вырезанием.
Вы также можете попробовать прикрепить двусторонний скотч или клейкие листы к картону перед вырезанием.
Сложные штампы от Card Making Magic
«У меня есть полоска самоклеящейся магнитной ленты поверх всех моих высекальных машин, когда я использую маленькие штампы, просто вставьте их, и вы не потеряете их на своем столе» — Элеонора Шиллан
«Я один из тех людей, которые теряют штампы, выбрасывая их вместе с отходами! Я купил дешевый блок магнитных ножей, чтобы вставлять штампы, пока я не буду готов их убрать. Работает удовольствие!» — Dawn Robinson
На сайте CraftWorld вы можете найти полное руководство по лучшему клею для изготовления карт
Решение проблем с высечными машинами
Все высекальные машины разные, и многие из них используют штампы только определенных типов и размеров ( см. наш пост о лучших высекальных машинах). Эффекты износа означают, что никакие две машины никогда не будут резать одинаково. Вам нужно будет узнать свою собственную машину и штампы, чтобы узнать, как извлечь из них максимум пользы. Так что не думайте, что это вина штампа или высекальной машины, это может быть комбинация, обычно есть решение!
Так что не думайте, что это вина штампа или высекальной машины, это может быть комбинация, обычно есть решение!
Если вы обнаружите, что у вас возникли проблемы с высечкой, попробуйте следующее:
1. Поместите штампы к краю режущих пластин, а не к центру, так как там больше давление.
2. Используйте плотный картон или бумагу, чтобы волокна не растягивались и не ломались.
3. Чтобы картон не прилипал к штампу, присыпьте штамп антистатическим пакетом или тальком.
«Некоторые штампы, особенно старые, могут быть сложными для вырезания штампа. Это поможет, если перед началом резки вы протрите штамп одним из тех листов смягчителя ткани, которые предназначены для сушильной машины» — Джейн Уиллис
«Очистите клей с высечек на зеркальной доске, аккуратно протирая ватной палочкой немного бензола. Это не портит золотую или серебряную отделку. Другие растворители портят отделку! — Джиллиан Коркоран
Штамп -Советы по резке: хранение штампов
Существует множество систем для хранения штампов, пластиковые папки и магнитные листы — отличный способ сохранить их в безопасности и легко найти. инновационные продукты, которые помогут поддерживать порядок в вашем ремесленном запасе.0005
инновационные продукты, которые помогут поддерживать порядок в вашем ремесленном запасе.0005
«Я храню штампы в фотоальбоме с самоклеящимися материалами. Я храню изображение набора штампов с одной стороны и самих штампов с другой. Так что вы даже можете увидеть, куда возвращаются штампы после использования» — Джули Стрингер
«Фантастический совет по хранению, который я узнал, заключался в том, чтобы хранить свои штампы в пластиковых карманах для компакт-дисков с магнитным листом и несколькими ненужными карточками, чтобы они не гибли при хранении в корзине. Таким образом, я могу просто пролистать и получить то, что мне нужно. Все хотя у меня довольно большая коллекция, мне придется сделать разделители и разложить их по категориям, чтобы мне было легче находить что-то, лол» — Дженнифер Брюс
Если вам нужны дополнительные советы или советы по использованию высекальной машины или вы хотите изучить новые методы, на нашем канале YouTube есть много полезных видео — CraftStash
[related_products]
Хранение штампов (тонкие штампы)
*Обновлено 26 декабря 2015 г. , чтобы добавить новые изображения моего хранилища штампов, а также новые категории!
, чтобы добавить новые изображения моего хранилища штампов, а также новые категории!
До сих пор я хранил свои штампы, такие как , этот , и все работало нормально, пока я не получил столько штампов, что мне понадобилось три контейнера для их хранения! У меня не было места для всех контейнеров, и поиск того, что я искал, начинал занимать много времени, поэтому я понял подсказку моего новое хранилище марок и обновил инвентарь марок и перевел их на магнитные кармашки, а также создал новый блокнот инвентаризации штампов в Evernote (подробнее об этом позже!)
Я начал с планирования и сбора поставки:
Плашки, конечно!
Карманы для хранения штампов . После долгих споров и перепробования нескольких различных вариантов я решил придерживаться того, что уже работает, и использовать эти карманы для хранения штампов и штампов Avery Elle.
Разделители — Многие люди следуют совету Дженнифер Макгуайр и покупают папки из пластика и разрезают их, или вы можете сделать то, что делает Никол Магуирк, и использовать эти разделители DVD. (Компания прекратила свою деятельность, но вот ссылка на другие разделители DVD – http://amzn.to/2DkTxMd) Однако у меня ограниченный бюджет, поэтому я скопировал свою идею из своего решения для хранения трафаретов и решил нарежьте кусочки хорошего, прочного картона (Bazzill Card Shoppe in Candy Necklace) из моего тайника и пропустите через ламинатор.
(Компания прекратила свою деятельность, но вот ссылка на другие разделители DVD – http://amzn.to/2DkTxMd) Однако у меня ограниченный бюджет, поэтому я скопировал свою идею из своего решения для хранения трафаретов и решил нарежьте кусочки хорошего, прочного картона (Bazzill Card Shoppe in Candy Necklace) из моего тайника и пропустите через ламинатор.
Ламинатор и карманы . Если вы делаете разделители самостоятельно, вам понадобится ламинатор и карманы для ламинирования. Это тот, который я использую от Purple Cows. Я использую карманы от AmazonBasics.
Карточки – Для этого подойдет любой дешевый картон. Я использовал картон Georgia Pacific, который вы можете приобрести на Amazon за 9,95 (за упаковку из 250 листов!)
Магнитные крышки вентиляционных отверстий — они сделаны для закрытия вентиляционных отверстий кондиционера, но магнитный материал прочный и его легко разрезать. и гораздо доступнее, чем любой другой магнитный материал, который я нашел. Я купил их несколько менее чем за 5 долларов США за упаковку (вы получаете 9карты памяти из одной пачки) и вырезаю их, чтобы они поместились в карманы и держали штампы.
и гораздо доступнее, чем любой другой магнитный материал, который я нашел. Я купил их несколько менее чем за 5 долларов США за упаковку (вы получаете 9карты памяти из одной пачки) и вырезаю их, чтобы они поместились в карманы и держали штампы.
A Контейнер для хранения — * НОВИНКА 26/12/15 — Сейчас я использую этот контейнер для хранения холодильника и морозильной камеры InterDesign, 8 дюймов на 4 дюйма на 14,5 дюймов, прозрачный для хранения моих штампов.
Раньше я использовал ящик для хранения холодильников и морозильников InterDesign, 12 дюймов на 4 дюйма на 14,5 дюймов, Clear в моей мастерской, который уже был пуст (раньше он удерживал мои туманы, прежде чем я переместил их в свою тележку Ikea Rakskog ), так что я добавляю сюда свою, однако, если у вас небольшая коллекция или вам не нравится ее размер, вы также можете использовать это: InterDesign Linus Pantry Pullz Organizer, Medium
Наклейки . У меня осталась ТОННА наклеек из моего нового хранилища марок , и они отлично работают, поэтому я их использую. Это этикетки с обратным адресом Avery 8167. (Намного дешевле, чем использовать мой производитель этикеток Brother P-touch, если у вас большая коллекция, как у меня!
Это этикетки с обратным адресом Avery 8167. (Намного дешевле, чем использовать мой производитель этикеток Brother P-touch, если у вас большая коллекция, как у меня!
Этикетки с цветовой кодировкой — этот продукт не является обязательным, но потому что я не храню штампы вместе со своими марками (я m OCD), я решил купить эти бирюзовые цветные этикетки размером 1/2″ и наклеить по одной на каждый карман для хранения штампов и штампов, в котором есть координирующий штамп и/или штамп.0005
Устройство для изготовления этикеток для маркировки разделителей. Я использовал устройство для изготовления этикеток Brother P-Touch.
Принтер: Наконец, вам понадобится принтер для печати этикеток. У большинства из нас уже есть один, но вот тот, который есть у меня на тот случай, если вы ищете новый. Я также использую этот принтер для фольгирования на моей машине Minc. Скоро у меня будет пост о моем новом лазерном принтере. (Поищите в моем блоге «лазерный принтер»)
Категории хранения штампов
*Обновлено 26/12/15
Первым и самым сложным этапом всего этого процесса было сначала просмотреть мои штампы и решить, как их классифицировать и хранить. Я решил хранить свои по категориям и принял к сведению категории на веб-сайте MFTStamps.com, потому что я считаю их простыми в использовании, поэтому мои категории: штампы, не входящие ни в одну другую категорию
Я решил хранить свои по категориям и принял к сведению категории на веб-сайте MFTStamps.com, потому что я считаю их простыми в использовании, поэтому мои категории: штампы, не входящие ни в одну другую категорию
- Баннеры и этикетки
- Метки
- Прочее
- Перфорированные и прошитые
- Диагональные швы
- Двойной шов
- Рамки
- Проколотый
- Простые формы
- День рождения
- Рождество
- Пасха
- Цветочный
- Прочее
- Домашнее животное
- День благодарения
Инструкции по созданию собственных карманов и вставок для хранения штампов:
- Давайте начнем с создания карманов-вкладышей, в которые будут вставляться штампы.
 Используя любой дешевый 110-фунтовый картон (я использовал Georgia Pacific из Walmart), вырежьте каждый кусок так, чтобы его размеры составляли 5 3/8″ 7″.
Используя любой дешевый 110-фунтовый картон (я использовал Georgia Pacific из Walmart), вырежьте каждый кусок так, чтобы его размеры составляли 5 3/8″ 7″. - Вырежьте магнитные крышки вентиляционных отверстий, чтобы они подходили к только что созданным вставкам из картона. Я обрезал свой до 5″ x 6 7/8″.
- Используя свой ATG, я приклеил только что вырезанный магнитный материал на вкладыши. Вот как это выглядит на данный момент.
- Прикрепите матрицы к магнитной вставке и поместите вставку в карман для хранения.
- Добавьте этикетку и/или наклейку с цветовой кодировкой в свой новый карман для хранения штампов и вуаля! Вы закончили! Вот фото готового кармана для хранения штампов.
Инструкции по изготовлению разделителей
- Используя толстый картон (я использовал Bazzill Card Shoppe в Jawbreaker).
- Пропустите его через ламинатор внутри кармана для ламинирования.
- Обрежьте лишний ламинирующий материал и разрежьте пополам на 7 3/4 x 5 1/2″
- Добавьте этикетку с помощью устройства для печати наклеек или листов с наклейками (я использовал устройство для изготовления наклеек Brother P-touch)
Завершенное хранилище штампов
Вот так выглядит мой только что заполненный контейнер для хранения штампов, заполненный моими штампами (половина его заполнена большими наборами штампов, хранящимися в коробках для DVD Stampin’ Up).
Чтобы посмотреть это видео в HD, нажмите здесь.
InLinkz.com
>
картонный ящик для хранения архивов
Всем привет! Вдохновляющая команда весь месяц делится с Sizzix своими проектами весенней вечеринки. Будь то девичник, детский праздник или любой другой весенний вечер, вы обязательно найдете вдохновение для своего следующего мероприятия. Приходите и ознакомьтесь со всеми интересными проектами DIY Party, которые ждут вас сегодня!
Проекты весенней вечеринки своими руками с Sizzix
Джулия Астон рассказывает о любимом проекте 3D Tea Cup, идеально подходящем для детского праздника, девичника или тематического мероприятия «Чайная вечеринка»! В творении Джулии для создания приглашений и рассадочных карточек используется кубик 3D Tea Cup, а также цветочная арка и штампы с книжными тарелками из коллекции Book Club.
Загляните в блог Джулии, чтобы выпить чашечку чая и подробно ознакомиться с ее сувенирами и приглашениями на чаепитие.
Сьюзи Бенц делится элегантной корзинкой для столовых приборов, созданной с помощью кубика-органайзера Card Box. Собрав несколько картонных коробок вместе и добавив бумагу с красивым рисунком, вы можете согласовать этот проект с любым событием!
Посетите блог Сьюзи, чтобы получить пошаговые инструкции и узнать, как изменить внешний вид с помощью различных видов бумаги.
Анна-Карин Эвалдссон поделилась великолепным проектом в гостевой книге, используя штамп журнала в сочетании со своим фирменным чернильным стилем! Этот проект доказывает, что гостевые книги больше не предназначены только для свадеб. Вы можете использовать кубик журнала в качестве хранителя памяти для любого события: годовщины, дни рождения и, конечно же, свадьбы.
Посетите блог Анны-Карин, чтобы узнать, как создать потрясающую гостевую книгу.
Николь Райт делится подарком для душа, который будет рад получить любая будущая мама или невеста! Кто не любит бутылку хорошего вина? Особенно с винной биркой ручной работы в комплекте с кофейным фильтром Heart and Soul Flowers.
Сделайте глоток, я имею в виду посещение блога Николь, где вы найдете забавный урок о том, как создавать свои собственные винные бирки с кубиком «Цветок сердца и души» и пятью подарком в виде перебродившего винограда.
Не знаю, как вы, а я готов веселиться, увидев эти вдохновляющие творения. Присоединяйтесь к нам на следующей неделе, чтобы узнать больше о проектах весенней вечеринки своими руками с Sizzix. Вы можете найти все штампы Eileen Hull Dies, использованные в этих и других проектах, ЗДЕСЬ.
Eileen
Категории:
Eileen Hull, Sizzix Метки:
картонная коробка для хранения, Цветок сердца и души, Журнал Die, Sizzix 3-D Tea Cup, Sizzix Party Decor, Sizzix Party Favors
Всем привет! Весь месяц команда вдохновения делилась проектами Eileen Hull Sizzix Die Organizing. Мы видели множество способов использования штампов Sizzix для создания решений для хранения художественных принадлежностей, канцелярских принадлежностей и многого другого! Сегодня у нас последний раунд вдохновения для организации и обзор всех крутых творений, которые мы видели на этом пути. Присаживайтесь поудобнее и приготовьтесь к организации!
Присаживайтесь поудобнее и приготовьтесь к организации!
Eileen Hull Sizzix Die Организация проектов
У Анны-Карин Эвальдссон есть проект держателя Sketch Storage, который сочетает в себе штампы для журнала и фотопечати и хранения. Творение AK — идеальное решение для хранения для тех, кто любит делать наброски на ходу. Все необходимые расходные материалы, от ручек до бумаги, всегда готовы к тому моменту, когда придет вдохновение.
Посетите блог Анны-Карин, чтобы узнать, как создать собственный держатель для хранения эскизов.
У Джонатана Фонга есть очень крутой проект «Секретное хранилище книжного фасада», которым он может поделиться. В творении Джонатана используется кубик для хранения картонных коробок и цветные копии настоящих книжных корешков, чтобы создать скрытое хранилище, напоминающее старый вращающийся книжный шкаф в секретной комнате.
Не пропустите подробное руководство Джонатана о том, как создать собственное секретное хранилище!
Диана Хетерингтон рассказывает об умном способе хранения тонких штампов с помощью магнитного мини-альбома! В творении Дианы есть магнитные полосы на страницах ее альбома, благодаря которым тонкие штампы всегда будут под рукой, если перевернуть страницу!
Посетите блог Дианы, чтобы узнать больше о том, как создать свой собственный магнитный мини-альбом.
Тоня Трантам использует старую любимую игральную матрицу Bag Caddy со старинной цветочной бумагой, чтобы создать прекрасный органайзер. Тоня собрала несколько фрагментов вместе, чтобы создать свое хранилище, и теперь у нее есть уникальное место для хранения своих припасов.
Посетите блог Тони, чтобы узнать, как создать свой собственный винтажный органайзер для цветов.
Элизабет Робинсон рассказывает о проекте Card Box Organizer, идеально подходящем для хранения старинных часов в карточках! У всех нас есть коллекции, которые нужно хранить, и проект Элизабет — удобное решение для хранения собранных вами любимых вещей.
Посетите блог Элизабет, чтобы узнать больше о создании часов.
Дженни Марплс вдохновилась проектом Дайаны Хетерингтон и создала собственную версию для хранения своих смертей Сета Аптера! В мини-альбоме Дженни используется множество продуктов Сета, в том числе трафареты Stencil Girl и порошки для тиснения с запеченной текстурой.
Посетите блог Дженни, чтобы узнать больше об этом увлекательном проекте!
Сьюзи Бенц рассказывает о крутом и очень умном журнальном проекте. Сьюзи использовала штамп для журнала, чтобы создать журнал сухого стирания! Я понятия не имел, что существует бумага для сухого стирания, но это правда, и Сьюзи показывает вам, как использовать ее с моей матрицей для журнала, чтобы вы могли снова и снова писать и переписывать заметки, списки и т. д.!
Загляните в блог Сьюзи, чтобы прочитать полное руководство о том, как создать свой собственный дневник сухого стирания.
Карен Бирс покажет вам, как создавать свои собственные страницы отслеживания привычек с помощью кубика для переплета книг. Когда вы заставляете себя проводить инвентаризацию своих ежедневных выборов, это действительно помогает вам не сбиться с пути. Страницы отслеживания привычек Карен можно разместить в ежедневниках или повесить на видном месте, чтобы держать вас на пути к достижению ваших личных целей.
Посетите блог Карен, чтобы узнать, как создать свои собственные страницы трекера привычек, чтобы не сбиться с пути!
Что ж, в прошлом месяце мы, конечно же, видели несколько удивительных проектов Эйлин Халл Сизикс по организации смерти. Весна наступила, пора наводить порядок. Эти проекты помогут вам начать генеральную уборку и начать организованную жизнь. Перейдите по ссылкам ниже, чтобы узнать обо всех креативных организационных проектах, которые мы видели на этом пути. Вы можете купить все штампы, использованные в этих творениях, и многое другое ЗДЕСЬ.
- Неделя 1
- Неделя 2
- Неделя 3
Следите за обновлениями позже на этой неделе, чтобы узнать о свежей порции творчества Inspiration Team с новой темой. Вот подсказка, возможны «ливни».
Eileen
Категории:
Eileen Hull, Sizzix Метки:
карточная коробка для хранения, Настольный органайзер, Journal Die, магнитное хранилище для штампов, мини-альбом, организация, Sizzixорганизующие проекты
Всем привет! Группа вдохновения делится еще одним циклом руководств по организации с Эйлин Халл Сиззикс Дайс. Эти проекты помогут вам организовать свой тайник и пространство для рукоделия, в то же время проявляя хитрость. Давайте посмотрим, что команда приготовила для вас на этой неделе.
Эти проекты помогут вам организовать свой тайник и пространство для рукоделия, в то же время проявляя хитрость. Давайте посмотрим, что команда приготовила для вас на этой неделе.
Организация учебных пособий с Эйлин Халл Sizzix Dies
Николь Райт рассказывает о вдохновляющем проекте с использованием кубика Card Box Storage для организации Ranger Letter it Collection. Этот проект не только демонстрирует марки, чернила и ручки из коллекции, но и предоставляет удобное хранилище для последних.
Посетите блог Николь, где вы найдете мастер-класс и другие прекрасные фотографии ее творения Letter it Storage.
Дженни Марплс делится милым уроком по Швейной Шкатулке с кубиком Шкатулки для брелков и бонусным уроком с кринолиновым цветком, использующим кубик Стежных цветов.
Вы не захотите пропустить уникальный взгляд Дженни на Коробку с безделушками, не говоря уже о ее подробном руководстве по цветам для украшения этого проекта и многого другого!
Лиза Хоэл делится двухъярусным органайзером Trinket Box, оформленным в стиле стимпанк! Творение Лизы хранит шестеренки и вещицы в ожидании идеального проекта.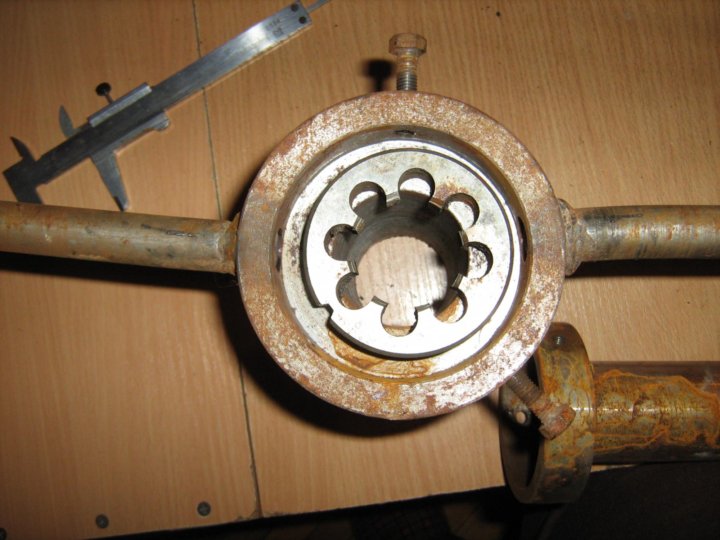 В ее творении также использованы новые пудры для эмбоссинга Seth Apter с запеченной текстурой.
В ее творении также использованы новые пудры для эмбоссинга Seth Apter с запеченной текстурой.
Посетите блог Лизы, чтобы узнать больше об этом забавном проекте Steampunk Storage.
Карен Бирс делится забавными контейнерами для хранения фотографий, используя штампы Stamp and Storage и House Pocket. Творения Карен — это забавный и функциональный способ хранения фотографий для вашего следующего альбома, мини-книги или страницы альбома для вырезок.
Посетите блог Карен, где вы найдете полное руководство и полезные советы о том, как высечь определенные участки вашей любимой узорчатой бумаги.
Вау! Расскажите о вдохновении, чтобы стать организованным, а? Спасибо, что присоединились к нам на этом недельном цикле учебных пособий по организации вместе с Эйлин Халл Сизикс Дис! Вы можете найти все штампы, используемые в этих проектах, и многое другое ЗДЕСЬ. Следите за обновлениями, чтобы узнать больше об организационных вдохновениях на следующей неделе.
Эйлин
Категории:
Эйлин Халл, Sizzix Теги:
картонная коробка для хранения, Sizzix организация проектов, печать и штамп для хранения, стимпанк, коробка для безделушек
Всем привет! У нас напряженный месяц: выходит новая электронная книга вместе с новой коллекцией Sizzix. В течение всего месяца команда вдохновения будет делиться подарками, чтобы умереть за проекты электронных книг и многим другим! Вы можете загрузить свою электронную книгу, чтобы узнать о множестве подарков ручной работы, которые можно сделать с помощью штампов Эйлин Халл Сизикс, а также найти учебные пособия по проектам с участием моей новой коллекции Книжного клуба Сизикс в течение декабря. Давайте посмотрим на некоторые из невероятных творений, которые команда подготовила для вас сегодня.
Gifts to Die For Ebook Projects и многое другое!
У Лизы Хоэл есть несколько праздничных проектов, представленных в электронной книге Gifts to Die. Все творения Лизы потрясающие, но этот шедевр «Рождественский ящик для конфет» — мой личный фаворит!
Все творения Лизы потрясающие, но этот шедевр «Рождественский ящик для конфет» — мой личный фаворит!
Посетите блог Лизы, чтобы поближе познакомиться с этим невероятным творением и узнать о некоторых других проектах, которые она может вас вдохновить.
Приветствуем нового члена нашей команды Мэгги Хардинг! Стиль Мэгги пышный и прекрасный, и мы очень рады, что она на борту. Она и ее проекты станут прекрасным дополнением к команде вдохновения! Для своего первого проекта MAggi делится потрясающим великолепным проектом Journal Die.
Загляните в блог Мэгги, чтобы поприветствовать ее в команде и насладиться просмотром видео каждой великолепной страницы ее потрясающего проекта «Журнал».
Дайана Хетерингтон делится своим праздничным взглядом на кубик журнала с милым рождественским журналом. Санта проверит свой список и проверит его дважды, и он обнаружит, что этот журнал ХОРОШИЙ!!!
Бегите по снегу к блогу Дианы, чтобы поближе познакомиться с ее рождественским дневником.
Пэм Брэй рассказывает о проекте, в котором используется карточная коробка для хранения и кубик планировщика из моей новой коллекции Книжного клуба Sizzix. Проект Пэм — шедевр смешанной техники, оформленный в DecoArt Media и Graphic 45.
Посетите блог Пэм, где вы найдете подробное руководство по созданию проекта «Книжный клуб».
Надеюсь, вам понравились вдохновляющие творения этой недели, представленные в электронной книге «Подарки, чтобы умереть во имя» и за ее пределами! Вы можете скачать электронную книгу Gifts to Die ЗДЕСЬ и купить мою последнюю коллекцию Sizzix ЗДЕСЬ.
Eileen
Категории:
Eileen Hull, Sizzix Теги:
Candy Drawer Die, умирает для хранения карточек, Подарки, чтобы умереть для электронной книги, Journal Die, Sizzix Book Club
Всем привет! Весь месяц команда вдохновения делилась идеями проекта Book Club Sizzix Collection. Возможности моей последней коллекции Sizzix поистине безграничны, но моя талантливая команда ВСЕГДА находит неожиданный способ использования моих штампов, и они здесь, чтобы поделиться с вами своими советами и хитростями! Оставайтесь с нами, чтобы получить колоссальную дозу вдохновения
Книжный клуб Sizzix Collection Project Ideas
Наш вечно умный Джонатан Фонг начинает нас с неожиданного применения кубика Trinket Box Die. К счастью, наш дорогой Джонатан превратил этот кубик в дорогую зарядную станцию для телефона с помощью разноцветных кусочков краски!
К счастью, наш дорогой Джонатан превратил этот кубик в дорогую зарядную станцию для телефона с помощью разноцветных кусочков краски!
Посетите блог Джонатана, чтобы узнать о приключениях в творчестве и нестандартном мышлении.
Дженни Марпл делится новым взглядом на кубик Trinket Box, соединяя его с кубиком Small Easel Sizzix, чтобы создать потрясающее фототворение! Подумайте о праздниках, свадьбах или любом другом фотособытии по вашему выбору, этот проект может сделать ВСЕ!
Не ждите, чтобы проверить учебник Дженни ЗДЕСЬ.
Анна-Карин Эвалдссон приглашает вас в сказочное путешествие по рисованию, тиснению, трафарету и сшиванию бумаги в ее мистическом проекте Card Box Storage. Как всегда, Анна-Карин представляет красочное творческое чудо с подробным руководством.
Заходите в блог Анны-Карин, чтобы узнать все подробности!
Диана Хетерингтон рассказывает о прекрасном праздничном проекте с коробкой для безделушек и штампом для рамок. Этот кубик был популярен для создания праздничных виньеток, поскольку проект Дианы показывает, как легко это сделать. Просто добавьте красивые бумажки, безделушки, украшения и ва-а-а! У вас есть великолепная витрина ручной работы для любого праздника, который вы празднуете!
Этот кубик был популярен для создания праздничных виньеток, поскольку проект Дианы показывает, как легко это сделать. Просто добавьте красивые бумажки, безделушки, украшения и ва-а-а! У вас есть великолепная витрина ручной работы для любого праздника, который вы празднуете!
Посетите блог Дианы , где вы найдете подробное руководство о том, как создать эту великолепную праздничную виньетку под дерево.
Джулия Астон использовала кубик Book Binding Movers and Shapers, чтобы создать очаровательную праздничную книжку-раскладушку! У этого игрального кубика так много применений, и проект Джулии действительно вдохновляет меня на благотворительность. Вы можете воссоздать этот проект для всех в вашем списке!
Зайдите в блог Джулии, чтобы прочитать полное руководство по ее праздничной книжке.
Джулия также делится вторым проектом Card Box Planner, оформленным в рождественских газетах DCWV Cranberry.
Подробную информацию об этом прекрасном проекте можно найти ЗДЕСЬ.
Сьюзи Бенц делится феноменальным проектом по хранению фотографий с использованием матрицы Stamp and Storage. Проекты Сьюзи всегда столь же интересны, сколь и функциональны. Ознакомьтесь с ее советами о том, как создать свою собственную коробку для хранения праздничных фотографий, чтобы подарить ее своей семье и друзьям!
Не пропустите подробное руководство Сьюзи ЗДЕСЬ,
Проект Anne Redfern «Make Art» Stamp and Storage Die вдохновляет вас делать именно это… СОЗДАВАЙТЕ ИСКУССТВО! Творческий взгляд Энн на этот кубик обеспечивает пространство для красок, кистей и бумажного блокнота размером с пинту для творчества на ходу.
Загляните в блог Энн, чтобы прочитать полное руководство о том, как создать этот забавный и функциональный аксессуар.
Пэм Брэй делится великолепным набором подарочных карт, используя кубик для хранения карт. Проект Пэм доказывает, что эта игральная кость может использоваться как искусное хранилище и прекрасный подарок.
Посетите блог Пэм, чтобы узнать все подробности о том, как создать эту прекрасную поделку как раз к праздникам!
Надеюсь, вам понравился этот недельный раунд идей проекта Book Club Sizzix Collection! Следите за новостями, чтобы вскоре увидеть новые уроки Inspiration Team!
Эйлин
Категории:
Эйлин Халл, Sizzix Метки:
штамп для хранения карточек, Книжный клуб Sizzix, штамп и штамп для хранения, штамп для брелоков
Всем привет! Готовы ли вы к еще большему вдохновению с помощью учебных пособий Eileen Hull’s Book Club Sizzix Collection? Команда Вдохновения здесь с огромной дозой творчества Книжного Клуба! Вы найдете всевозможные способы использования моей последней коллекции. Давайте посмотрим, что команда приготовила для вас на этой неделе.
Книжный клуб Эйлин Халл Sizzix Collection Tutorials
Лиза Хоэл делится прекрасным проектом «Праздничная коробка для безделушек». Виньетка Лизы из зимней страны чудес просто вау! Я мог бы увидеть коллекцию этих виньеток из коробки для безделушек, украшающих каминную полку, или веселый праздничный проект для хитроумной встречи.
Виньетка Лизы из зимней страны чудес просто вау! Я мог бы увидеть коллекцию этих виньеток из коробки для безделушек, украшающих каминную полку, или веселый праздничный проект для хитроумной встречи.
Узнайте, как создать свою собственную виньетку для праздничных безделушек, в блоге Лизы.
Трейси Эванс рассказывает о проекте Card Box, Planner and Organizer, наполненном ее фирменными методами смешанной техники. Вы можете создать этот проект, чтобы оставаться организованным во время праздников или подарить друзьям и близким!
Ознакомьтесь с подробным руководством Трейси в ее блоге.
Николь Райт делится милым праздничным проектом, в котором фигурирует кубик «Штамп и хранилище» и кубик «Шкатулка для безделушек». В проекте Николь используются марки Dina Wakley, чтобы подчеркнуть умный дизайн двойного кубика Книжного клуба, а также милые маленькие письма Санте!
Загляните в блог Николь, чтобы не пропустить праздничное руководство!
Джулия Астон использует кубик для коробочки с безделушками, чтобы создать искусную рождественскую виньетку с рождественскими бумажками Cranberry от DCWV! Проект Юлии полон рождественского настроения внутри и снаружи!
Посетите блог Джулии, чтобы получить полное руководство и заглянуть внутрь ее милого рождественского творения.
Акции Энн Редферн и совершенно великолепное создание Ящик для хранения вместе с журналом паспортной книги! Красивые бумаги, отделка и безделушки изобилуют этой прекрасной работой!
Посетите блог Анны, чтобы узнать все подробности о том, как создать свой собственный паспортный журнал и ящик для хранения!
Тоня Трантам создала прекрасную шкатулку для драгоценностей, используя кубик Шкатулки для брелоков. Творение Тони станет прекрасным подарком для кого-то особенного или творческим способом хранения ваших любимых украшений.
Посетите блог Тони, чтобы узнать, как создать свой собственный!
Пэм Брэй рассказывает об еще одном взгляде на коробку с безделушками в качестве подставки для украшений. Проект Пэм включает в себя бумагу Graphic 45 и бонусный проект штампа Needle Book!
Посетите блог Пэм, где вы найдете руководство «3 в 1» о том, как воссоздать этот потрясающий проект. Пользовательские фоны от Ubackdrop
Надеюсь, вам понравился этот раунд руководств Eileen Hull’s Book Club Sizzix Collection Tutorials.
