Плоскошлифовальный 3г71: 3Г71 станок плоскошлифовальный с горизонтальным шпинделем универсальный. Паспорт, Руководство, Схемы, Описание, Характеристики
Содержание
090 Плоскошлифовальная (станок плоскошлифовальный 3г71)
Тпз=0,318
Тшт=0,254
1 Шлифовать торцы
с двух сторон, выдерживая размеры
5,5-0,12;
095
Токарная (токарный станок16К20)
Тпз=0,15
Тшт=0,032
1
Притупить
острые кромки на 158,9
фаской 0,4 х45 с переустановом;
100
Токарная (токарный станок16К20)
Тпз=0,233
Тшт=0,143
1
Расточить отверстие диаметром 24,5
мм до диаметра 25К7;
105
Токарная (токарный станок16К20)
Тпз=0,233
Тшт=0,052
1
Расточить фаску 0,6х45 в отверстиях 25К7
с переустановом;
110 Шлифовальная
(станок Круглошлифовальный 3У12А)
Тпз=0,293
Тшт=0,078
1
Шлифовать поверхность 158,9
до 158,6h7;
115
Токарная (токарный станок16К20)
Тпз=0,183
Тшт=0,257
1
Обточить торцевую канавку, выдерживая
размеры: 30-0,52;
142;
0,5-0,07;
2
Обточить торцевую канавку, выдерживая
размеры: 148-1;
0,5-0,07;
3
Притупить острые кромки на 148;
142;
30
фаской 0,3х45;
130
Зубофрезерная (Станок вертикальный
зубофрезерный PFAUTER)
Тпз=0,117
Тшт=0,182
1
Фрезеровать зубчатый венец m=2,
выдерживая число зубьев z=78;
135 Шлифовальная
(станок Круглошлифовальный 3Б12)
Тпз=0,293
Тшт=0,066
1
Снять заусенцы с окружности выступов,
не нарушая 158,6;
140
Слесарная (верстак слесарный БЭ-805)
Тпз=0,06
Тшт=0,054
1 Зачистить заусенцы
по торцам впадин зубьев;
155 Координатно-расточная
(станок координатно-расточной КР 450)
Тпз=056
Тшт=0,099
1
Сверлить отверстие
6,
выдерживая размер 50-0,02;
160 Координатно-расточная
(станок координатно-расточной КР 450)
Тпз=0,56
Тшт=0,213
1
Расточить отверстие
6
до 8Н8
, выдерживая размер 50-0,02;
180
Фрезерная ( станок фрезерный УФ-675)
Тпз=0,167
Тшт=0,098
1 Фрезеровать
занижение , выдерживая размеры : 32-0,31;
22-0,52; 2-0,125;
185
Слесарная (верстак слесарный БЭ-805)
Тпз=0,6
Тшт=0,018
1 Зачистить заусенцы;
190
Фрезерная ( станок фрезерный УФ-675)
Тпз=0,387
Тшт=17,58
1
Фрезеровать пазы , выдерживая размеры
:11-0,02 ;R55,5;
R38-0. 2;
2;
5,5;
15º; 1,05; 13,-0,2; 25;
200
Слесарная (верстак слесарный БЭ-805)
Тпз=0,6
Тшт=0,356
1 Зачистить заусенцы;
225 Сверлильная (станок настольно-сверлильный нс-12)
Тпз=0,117
Тшт=0,018
1
Зенковать 2 фаски
4,6 0,3х90
в отверстиях 2,5;
230
Резьбонарезная (станок резьбонарезной
РН 5) Тпз=0,12
Тшт=0,072
1
Нарезать резьбу М4-7Н в 2 отверстиях 3,3;
235
Токарная (токарный станок16К20)
Тпз=0,233
Тшт=0,282
1
Довести сквозное отверстие 25К7
до 25Н7;
240
Токарная (токарный станок16К20)
Тпз=0,233
Тшт=0,049
1
Расточить фаски 0,6х45 в отверстии 25Н7;
Расчет времени
обработки по базовому технологическому
процессу представлен в приложении Б.
5 Оптимальный вариант технологического процесса
Усовершенствование
базово технологического процесса будет
проводиться по следующим направлениям:
Увеличение степени интеграции за счет
использования современного обрабатывающего
центра;Использование средств контроля более
высокого технического уровня;Замена способа получения заготовки.
Маршрут
усовершенствованного технологического
процесса представлен в приложении Б.
Паспорт на плоскошлифовальный станок 3Г71 / Шлифовальные станки / Stanok-online.ru
Рубрикатор
Разделы документации
Шлифовальные станки
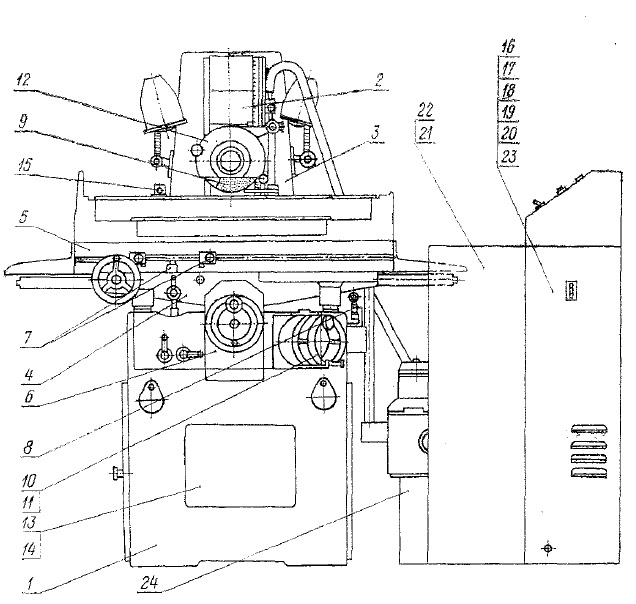
Плоскошлифовальный станок высокой точности модели 3Г71 в основном предназначен для шлифования поверхностей периферией круга. В определённых границах (в зависимости от выступающей части шлифовального круга из защитного кожуха) возможна обработка поверхностей, расположенных под углом 90 градусов к зеркалу стола.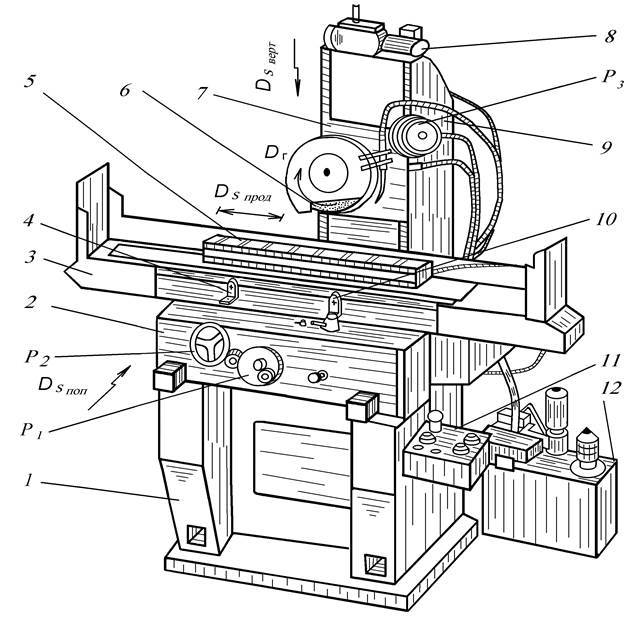
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка. С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей. Станок поставляется со стандартной электромагнитной плитой.
Скачать бесплатно паспорт к плоскошлифовальному станку 3Г71
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк «ОКА» — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация — *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
 Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
Услуги
все
Металлообработка, токарные работы, фрезерные работы, конструкторские работы
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
Производство крученой сетки из проволоки
Сетки изготавливаются из низкоуглеродистой термически обработанной проволоки без покрытия или оцинкованной
Металлообработка
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Использование абразивных зерен регулируемой формы в качестве средства стабилизации работы шлифовальных кругов Научно-исследовательская работа по теме «Материаловедение»
ELSEVIER
Доступно на сайте www. sciencedirect.com Процессия Инжиниринг 206 (2017) 188-193
sciencedirect.com Процессия Инжиниринг 206 (2017) 188-193
www.elsevier.com/locate/procedia
Международная конференция по промышленной инженерии, МКПП 2017
Использование абразивных зерен регулируемой формы в качестве средств шлифовальных кругов
Операция Стабилизация
В целом эффективность процесса измельчения зависит от эффективности режущей способности каждого отдельного зерна. Чем лучше работает каждое зерно, тем выше производительность помола. Благоприятная для конкретного случая геометрия зерна может обеспечить наиболее эффективную работу зерна. В свою очередь, геометрия зерна определяется двумя основными факторами: формой и его положением в корпусе инструмента (шлифовального круга). В Волжском политехническом институте (филиале) Волгоградского государственного технического университета в НТЦ «Волжская научно-исследовательская организация абразивного шлифования» разработана новая технология производства абразивного инструмента. Это позволяет как стабилизировать его работу, так и управлять его производительностью на стадии производства за счет улучшения процесса классификации помольного зерна не только по крупности, но и по сорту. 9<научный комитет Международной конференции по промышленной инженерии Ключевые слова: абразив; шлифовка; форма зерна.
9<научный комитет Международной конференции по промышленной инженерии Ключевые слова: абразив; шлифовка; форма зерна.
1. Введение
В настоящее время шлифование составляет около 2% всех видов механической обработки. В общем механическом машиностроении (иф о рр — ,2°%) станков до шлифовальных, в автомобилестроении — 25%, а в подшипниковой промышленности — до 55 — 6р%. Поэтому вопросы, связанные со способом измельчения, считаются весьма актуальными.
* Автор, ответственный за переписку. Телефон: +-7-9)37-545-7602; факс: +7-844-327-5732. Электронный адрес: [email protected]
Н.В. Байдакова, Т.Н. Орлова*
Волжский политехнический институт (филиал) Волгоградский государственный технический университет, ул. Энгельса, 42а, 404121, г. Волжский, Россия
Реферат
1877-7058 © 2017 Авторы. Опубликовано Elsevier Ltd.
Рецензирование под ответственность научного комитета Международной конференции по промышленной инженерии. 10.1016/j.proeng. 2017.10.458
2017.10.458
2. Актуальность
Часто любой процесс измельчения очень нестабилен. Это связано с изменением режущих характеристик инструмента в процессе его эксплуатации [1-23]. Поэтому процесс заточки усложняется и требует постоянной корректировки инструмента и режимов его работы. В связи с этим значительную актуальность приобретают вопросы, связанные с созданием инструмента, в состав которого входили бы зерна контролируемой формы. Это позволило бы создать инструмент с регламентированными характеристиками, стабильными показателями процесса шлифования и возможностью его использования для работы на станках с ЧПУ.
3. Постановка задачи
Одной из основных причин снижения эффективности шлифования является то, что инструмент изготавливается из шлифовальных зерен произвольной формы. В результате многие зерна слабо или совсем не участвуют в общем процессе резания из-за неблагоприятной геометрии их режущих клиньев. Были предприняты попытки решить эту проблему для шлифовальных лент с помощью ориентации длинной оси зерна перпендикулярно основанию с помощью электростатики. В данном исследовании мы изучаем влияние физико-механических свойств исходных материалов на получение абразивных зерен, в частности — материала алюминотермического производства ниобия [23].
В данном исследовании мы изучаем влияние физико-механических свойств исходных материалов на получение абразивных зерен, в частности — материала алюминотермического производства ниобия [23].
Как мы можем заключить из практики, эффект от этой меры достаточно хороший. Однако такой подход может обеспечить лишь частичное решение проблемы, так как остается неуправляемым второй фактор – формирование геометрии клина режущего зерна, т.е. его формы. Если этот фактор учитывать и целенаправленно варьировать, то можно добиться лучшего эффекта от использования каждого зерна.
Традиционно по форме частицы делят на два класса: изометрические и неизометрические. Частицы, имеющие отношение геометрических размеров l/h<2, где l - длина, а h - ширина или высота, считаются изометричными. Среднезернистая фракция (от 200 до 800 мкм) в белом электрокорунде содержит 50-65% изометричных частиц; мелкозернистые (от 50 до 160 мкм) - 25-45%. Эта корреляция характерна и для других типов абразивных материалов. Все изометричные частицы, удовлетворяющие условию l/h<2, имеют примерно одинаковую форму и объемную фигуру. Неизометричная часть материала представлена совокупностью разнообразных по форме частиц: трубчатых, имеющих значительную толщину, тонких трубчатых, игольчатых и др. [1,2,5,6,8,9,12,13,17].
Все изометричные частицы, удовлетворяющие условию l/h<2, имеют примерно одинаковую форму и объемную фигуру. Неизометричная часть материала представлена совокупностью разнообразных по форме частиц: трубчатых, имеющих значительную толщину, тонких трубчатых, игольчатых и др. [1,2,5,6,8,9,12,13,17].
Создана компьютерная программа для анализа зерен различной формы. С помощью этой программы были исследованы абразивные материалы производства ОАО «Бокситогорский глинозем». Анализ результатов исследования позволяет сделать следующие выводы:
• распределение зерен по форме зависит от марки, технологии изготовления и абразивного зерна;
• основная масса зерна имеет так называемую промежуточную (2 табличная (л/ч<3) форма. Такая неравномерность форм зерен влияет на получение каждого зерна, так как различие форм приводит к различию геометрии их режущих кромок, а, следовательно, влияет на возможность срезания стружки. 4. Результаты экспериментальных исследований Исследования режущей способности и прочности отдельных абразивных зерен различной формы показали следующее: Эксперименты по определению режущей способности отдельных зерен проводились на плоскошлифовальный станок модели 3Г71, где на шпинделе закреплялся диск с зерном, режимы резания были следующими: скорость вращения диска V = 30 м/с; продольная подача S = 0,20 м/мин; глубина реза t = 0,04 мм. Для проведения опытов были отобраны зерна 13А125 (ОАО «Бокситогорский глинозем») изометрической и промежуточной трубчатой формы (которые поочередно и индивидуально закреплялись на металлическом диске, имитируя шлифовальный инструмент). Угол ориентации ( y ) абразивных зерен диска изменялся в зависимости от направления резания от 15° до +90°. В качестве заготовок использовали прямоугольные образцы размерами ДхВхВ = 20х20х10 мм из стали Ст3 (НВ 111). Количество проходов во всех случаях (в одну сторону) составляло N = 20. • наибольшей режущей способностью обладают отдельные зерна трубчатой формы, а зерна изометрической формы – наибольшей самый низкий; • угол ориентации отдельных абразивных зерен, при котором режущая способность максимальна, составляет от 60° до 90°. Изучение картины напряжений в моделях отдельных зерен различной формы, полученных методом конечных элементов с помощью программы «MSC/NASTRAN», позволяет сделать следующие выводы: • зерна, получающие нагрузку своими заостренными частями, имеют максимальное напряжение вблизи своих вершин, что способствует скалыванию мелких частиц и, следовательно, самозатачиванию зерен; • зерна, получающие нагрузку своими плоскими частями, имеют максимальное напряжение вблизи участков их зацепления со вяжущим, что способствует их отрыву от вяжущего; • особенностью нагружения изометрической (близкой к сферической) модели частиц является точечный характер приложения нагрузки, который может привести к выдергиванию зерна из вяжущего достаточно большим усилием и может спровоцировать разрушение зерна. • для полноты проработки данного вопроса в перечень материалов, используемых для создания рецептов, включен регенерированный абразивный материал. Исследование этого материала подтвердило, что выводы были получены ранее. Таким образом, результаты моделирования показали, что форма зерна влияет на уровень возникающих в нем напряжений в процессе эксплуатации и, следовательно, влияет на прочность зерна. Для практической оценки ударной вязкости отдельных абразивных зерен различной формы применялся метод испытания качающейся нагрузкой. Провести испытания на данном оборудовании нормальный электрокорунд марки 13А зернистостью 125, 100, 80 ОАО «Бокситогорский глинозем», а также нормальный электрокорунд марок НК Ф24 (Германия) с использовалась зернистость 80. Зерна имели изометричную, промежуточную и трубчатую формы. Угол наклона (y) зерен по отношению к горизонтальной трубчатой поверхности принят равным 75° в направлении удара. Анализ полученных результатов показал, что при изменении формы зерен с таблитной на изометрическую снижается ударный индекс отдельного шлифовального зерна. В настоящее время шлифовальные ленты на эластичной основе с ориентированными зернами различной формы выпускаются серийно в больших количествах (рис. 1). Рис. 1. Форма абразивных частиц: (а) изометричные частицы (б) неизометричные (пластинчатые) частицы. Ориентация зерен по большой геометрической оси по отношению к обрабатываемой поверхности приводит к уменьшению углов заточки зерен и, следовательно, к уменьшению радиусов скругления вершин (большая ось зерна соответствует меньшему углу при вершине и меньший радиус закругления) (рис. 2). Рис. 2. Схематическое изображение поперечных шлифовальных шкур: а — сплошное покрытие с зернами разной формы; б) с упорядоченным расположением одиночных зерен разной формы; в) с упорядоченным расположением зерен неизометричной формы (трубчатой и игольчатой) (1-абразивное зерно; 2-связка; 3- упруго-гибкая основа). По сравнению с инструментами с беспорядочным расположением зерен инструменты с упорядоченным расположением зерен на рабочей поверхности имеют ряд преимуществ: лучшие режущие свойства; большая мощность обработки; лучший выход продуктов переработки; лучшие условия подачи смазочно-охлаждающей жидкости в зону резания; меньшие силы резания и температура при шлифовании; большая гибкость; значительная экономия абразивного материала. Благодаря своей геометрической ориентации абразивные зерна игольчатой и пластинчатой формы прилегают к обрабатываемой поверхности своими наиболее острыми вершинами, имеющими меньшие радиусы скругления вершин, что улучшает режущие углы. Оценка влияния формы и ориентации зерен на характеристики шлифовальных лент показывает, что режущая способность экспериментальных лент с пластинчатыми зернами и углом ориентации y = 75° выше, чем у других лент во всех дела. Режущая способность данного типа ленты на 30-40% выше, чем у стандартной ленты (ГОСТ). Для лент, содержащих зерна изометрической формы, этот показатель ниже, чем у стандартной ленты на 25-30%. В процессе обработки стали марок 20х23 и Шх25 мы получили аналогичную картину результатов. Результаты исследования износа лент (гравиметрическим методом) показывают, что износ опытных лент с изометричным зерном всегда ниже износа лент с другими разновидностями форм зерна. Ремни данного типа имеют меньший износ по сравнению с износом стандартного ремня (ГОСТ) в 1,3-1,4 раза. Ремни, содержащие зерна трубчатой формы и ориентации y = 75, имеют повышенный износ. В данном случае это выше износа стандартного ремня (ГОСТ) в среднем на 35%. Исследования шероховатости поверхностей деталей после их обработки лентами с различной формой и ориентацией зерен показывают, что шероховатость поверхности, полученная опытными лентами с пластинчатыми зернами, выше, чем шероховатость, полученная при использовании стандартной ленты (ГОСТ) на 20 — 30 % и ниже на 15 — 20 % шероховатости, получаемой изометричными зернами. Лабораторные испытания показали, что использование зерен с контролируемой формой позволяет значительно повысить эффективность инструмента по сравнению с эффективностью стандартного инструмента. Необходимо отметить, что выбор конкретной формы и ориентации зерен зависит от конкретной задачи. Например, если основной задачей является высокая производительность помола, то в составе помольных лент целесообразно будет использовать неизометричное зерно. Такая форма зерен обеспечивает повышение режущей способности инструмента на 30-40%. Если основной задачей является снижение шероховатости обработки, то лучше выбирать зерна изометрической формы, которые при прочих равных условиях обеспечивают снижение шероховатости на 15-20%. В производственных условиях ОАО «ЕПК-ШАР» проведены испытания шлифовальных кругов из обычного зерна 24 А16 и зерна 24 А16 с контролируемой формой. Все колеса изготовлены в лаборатории Волжского инженерно-строительного института. Колеса изготавливались из зерен, взятых из одной партии электрокорунда, на основе одного связующего и изготовленных по одинаковой технологии (одинаковая температура, время обжига, время перемешивания и т. Колеса испытаны на операциях чистового шлифования гусеницы и днища колец подшипников 205 на станках ДЛЗ-80. Выпускались колеса 40х8х6, класса 24А16СМ16К5. В процессе производственных испытаний опытных шлифовальных кругов рабочие параметры процесса механической обработки деталей соответствовали требованиям применяемых на предприятии технологических процессов. Для испытаний использовали круги с различной формой абразивных зерен: исходной (несортированной), изометрической (близкой к сферической), пластинчатой и игольчатой. В качестве выходных параметров контролировались размерный износ колеса и шероховатость дорожек подшипника. Износ колес контролировался ступенчато через каждые 10 колец в трех разных точках, а затем усреднялся. Результаты измерения размерного износа опытных колес и определения количества колец, изготовленных из них без дефектов, отражены в таблице 1. Таблица 1. Форма зерна Средний размерный износ колеса, А, мм Количество колец, образующихся на колесе без дефекта Игольчатая 35,55 — 35,44 3 Пластинчатая 35,14 — 35,07 10 Исходная 36,23 — 36,17 36 Изометрическая 35,89 — 35,86 38 На основании таблицы 1 можно сделать вывод, что при изменении формы зерна с игольчатой на изометрическую размерный износ колеса уменьшается. (от 0,11 мм до 0,03 мм на 50 колец) и увеличивается количество изготавливаемых без брака деталей. (от 3 до 38). Результаты измерения шероховатости следов подшипника колец подшипника, полученных методом снятия оттисков исследуемой поверхности (трехкратные измерения на каждой поверхности) и их исследование с помощью МИС-11 микроскопа приведены в таблице 2. Для сравнения приведены также результаты, снятые на стандартном круге 40х8х8 25А12нСМ16К5, который обычно используется при таких операциях. Из таблицы 2 можно сделать вывод, что шероховатость обработанной поверхности находится в прямой зависимости от преобладающей формы зерен в диске. Шероховатость меньше, если зерна изометричны. При изменении формы зерна с изометрической на пластинчатую шероховатость увеличивается примерно в 4 раза. Если провести сравнение с кругом, изготовленным из исходного (несортированного) зерна, то мы увидим, что за счет использования изометрической формы зерен можно добиться уменьшения шероховатости в 3 раза. Таблица 2. Зависимость шероховатости обработанной поверхности от формы зерна. Форма зерна Зернистость Игольчатая 0,5-0,63 Пластинчатая 0,4-0,5 Исходная 0,4-0,5 Изометрическая 0,125-0,16 Стандартная 0,2 -0,25 5. Заключение Таким образом, проведенное исследование позволяет сделать вывод о существенном влиянии формы зерна на эксплуатационные характеристики абразивного инструмента. Дифференцированный подход к реализации преимуществ классифицированных по форме зерен значительно повышает эффективность процесса шлифования, так как применение такого подхода позволяет получить новый, качественный абразивный инструмент, более однородный по своим абразивным свойствам. Благодарность Рад возможности поделиться своими научными идеями с коллегами из разных стран. Эту возможность мне предоставила команда Международной конференции по промышленному инжинирингу ICIE 2017. Я благодарен всем вам. Что касается моих личных научных достижений, я хотел бы выразить искреннюю благодарность моему научному руководителю доктору В.М. Шумячера, который помогал мне в процессе создания диссертации на соискание ученой степени кандидата наук и поддерживает меня до сих пор. С его помощью я начал работу над докторской диссертацией 3 года назад. Если моя статья будет опубликована в Elsevier, это подтолкнет меня и моего коллегу Т.Н. Орлова продолжать работу в этом направлении. Литература [1] Байдакова Н.В. Повышение эффективности шлифования с помощью инструмента из классифицированных по размеру и форме абразивных зерен: дис. [2] А.Н. Коротков, Эксплуатационные свойства абразивных материалов, Изд-во Красноярского университета, Красноярск, 1992. [3] А.Н. Резников, Абразивная и алмазная обработка материалов, Машиностроение, Москва, 1977. [4] С.А. Крюков, А.В. Славин, Н.В. Байдакова, Прогнозирование механической прочности абразивных композитов, Технология производства. 10 (2013) 31-32. [5] Н.В. Байдакова, С.А. Крюков, А.В. Славин, Влияние формы и зерна абразивного зерна на эффективность процесса шлифования, Тяжелая техника . 3-4 (2016) 35-37. [6] Байдакова Н.В., Крюков С.А. Влияние формы и зерна абразивных зерен на эффективность шлифования. В материалах Международная научно-техническая конференция «Шлифабразив 2014». (2014) 106-110. [7] Байдакова Н.В., Крюков С.А. Системно-интегрированная методика совершенствования абразивного инструмента // Материалы Международной научно-технической конференции «Шлифабразив 2014». (2014) 110-114. [8] Байдакова Н.В., Крюков С.А. Влияние формы абразивных зерен на режущую способность инструмента в процессе черновых операций В материалах Сборника Всероссийской молодежной научной конференции. [9] Н.В. Байдакова, В.А. Назаренко, Математическое моделирование вибрационного разделения частиц абразивного зерна в зависимости от их размера, В материалах Международной научно-технической конференции, проводимой Волжским строительно-технологическим институтом (филиалом) Волгоградского государственного архитектурно-строительного университета. (2012) 17-21. [10] С.А., Крюков В.М. Шумячер, Повышение стабильности и эффективности абразивных инструментов, LAP LAMBERT Academic Publishing, Саарбрюккен, 2013. [11] В.М. Шумячер, А.В. Славин, С.А. Крюков, Основы высокопроизводительного абразивного инструмента, Изд-во Волгоградского государственного архитектурно-строительного университета, 2015. [12] Н.В. Байдакова, С.А. Крюков, Исследование влияния абразивного зерна на качество шлифовального инструмента, В материалах Международной конференции, посвященной 60-летию университетского образования. (2012) 27-30. [13] Байдакова Н.В. [14] В.И. Курдюков, Научные основы проектирования, изготовления и эксплуатации абразивного инструмента: дис. на соискание ученой степени доктора технических наук, Курган, 2000. [15] В.И. Островский, Теоретические основы процесса измельчения, ЛГУ, Л., 1981. [16] А.В. Королев, Ю.К. Новоселов, Теоретико-вероятностные основы истирания. Состояние рабочей поверхности инструмента, Издательство Саратовского ун-та, Саратов, 1987. Королев, Расположение абразивных зерен на рабочей поверхности шлифовального круга, Машины и инструменты. 5 (1970) 40-41. [18] А.К. Байкалов Введение в теорию шлифования материалов // Наукова думка. Киев, 1978. 24 (1975) 231-235. [20] ЧП Дьяченко, Исследование процесса шлифования, Машгиз, М., 1941. [21] Крюков С.А., Шлюков А.В. Славин, Пути повышения конструктивно-механических характеристик и эффективности абразивных инструментов, Изд-во Волгоградского государственного архитектурно-строительного университета, Волгоград, 2016. [22] И.Ю. Орлов, Т.Н. Орлова, В.М. Шумячер, Повышение эффективности операции шлифования стыков сталей бакелитовым инструментом за счет выбора наполнителей, снижающих теплотворность процесса, Инженерный журнал. 6 (2015) 7-10. [23] Т.Н.Орлова, В.М. Шумячер, И.Ю. Орлов, А.Е. Жумаканов, Шлак алюминотермического производства ниобия — новый абразивный материал в производстве абразивного инструмента XXI век: инновационные технологии в металлургии. Проблемы. Перспективы, в материалах Международной научно-практической конференции, посвященной 80-летию со дня рождения известного металлурга Ахата Салемхатовича Куленова. (2012) 143-146. Подробную информацию об оборудовании машиностроительного факультета Крагуеваца, используемом в учебной и исследовательской деятельности, можно найти в более подробной информации. Перечень оборудования, используемого для занятий: № Имя, тип 1. Система оцифровки ATOS II E – 3D 2. Универсальная компьютеризированная машина для испытания материалов на растяжение Zwick/Roell Z 100 3. Нанотрибометр, NTR-S-AE-0000 Нанотрибометр 4. Двухканальный гидродинамический вибратор — PUPIN, Возбуждение: до 200 кг массы, от 0,1 до 30 Гц 5. Гидравлический дидактический набор FESTO didactic 6. пневматический дидактический набор FESTO didactic 7. Дидактический набор CIM и комплект для промышленной автоматики FESTO didactic 8. Машина для быстрого прототипирования с процедурой 3D-печати — ZCorporation 310 ZPrinter System — SAD 9. 3D лазерный 3D сканер — Roland LPX-250 Picza 10. 3D-принтер 3D Systems InVision HR 11. Настольный фрезерный станок с ЧПУ и 3D-дигитайзер Roland MDX-20 Modella 12. 3D-дигитайзер Immersion Microscribe G2LX 13. Прибор для измерения параметров рельефа поверхности, Talysurf 6 Taylor Hobson 14. Фрезерный станок с ЧПУ, HAAS — Инструментальный фрезерный станок TM-1HE 15. Система индикации двигателя внутреннего сгорания, AVL Indimeter 619 16. Анализатор выбросов выхлопных газов SI и дизельных двигателей, AVL DiCom 4000 17. Диагностическая система, AVL DISCAN 8000E 18. Оборудование для испытаний двигателей внутреннего сгорания и экспериментальных одноцилиндровых двигателей — SCHENCK 19. Моторный тормоз HOFFMAN 12 d-h-s 20. Анализатор дымовых газов ИМР 2800П 21. Инфракрасный термометр Minolta-Land Cyclops Mini Laser 22. Референтный термометр сопротивления AOIP, Франция PN 5207 + AN 5847 (зонд Pt) 23. Тепловизор модель ИК 21; Инфракрасные решения, Inc., США 24. Портативный ультразвуковой расходомер жидкости — Dynasonics 25. Система для вибродиагностики, сборщик данных 2526 Brüel & Kjær 26. Станок для изготовления зубчатых колес Fauter P-160 H/I 27. Радиально-сверлильный станок — Завод Станков 2Н55 28. Сверлильный станок для круглого шлифования, LZT Kikinda UFB-500 29. Сверлильный станок для плоского шлифования, Красный Борец – Россия 3G71 30. Точилка, Первомайская лиоза — 5 31. Механическая пила, Победа Нови Сад 32. Короткоходовой строгальный станок ИЗТ Кикинда КР-400 33. Универсальный токарный станок LZT Kikinda PUS — 1500 34. Станок токарный универсальный, Первомайская D480 35. Трехсторонний динамометр с пьезоэлектрическими преобразователями, KISTLER 36. Установка для отопления и охлаждения с использованием теплового насоса и гибридных солнечных коллекторов 37. Электрохимическое устройство для нанесения измерительных сетей на поверхность листового металла, ERICHSEN 38. Лабораторная гидравлическая машина для испытания листового металла, ERICHSEN 39. Насосный агрегат для лабораторной гидравлической машины для испытания листового металла, ERICHSEN 40. Устройство для попеременного складывания лент и проволоки 41. Шейкер для определения динамической прочности материала 42. Маятник Шарпи 43. Прибор для статического измерения твердости по Роквеллу (HRB и HRC) 44. Прибор для статического измерения твердости по Бринеллю и Виккерсу (HB и HV) 45. прибор для измерения микротвердости (HV) 46. Металлографический микроскоп 47. Прибор для неразрушающего контроля материалов ультразвуковым методом 48. Устройство для неразрушающего контроля материалов магнитным методом 49. Печь для термообработки 50. Портативный прибор для измерения твердости динамическими методами (склероскоп и дороскоп) 51. Устройство для попеременного складывания лент и проволоки 52. Устройство для технологических испытаний с экструзией Эрихсена 53. Сварочный аппарат для сварки постоянным током (мотор-генераторная группа) 54. Сварочный аппарат трансформаторного типа для сварки переменным током 55. Устройство для сварки MAG/MIG 56. Устройство для сварки TIG на переменном и постоянном токе 57. Устройство для сварки TIG VAR TIG 1605 58. Устройство для сварки MAG/MIG VAR MIG 400 D 42 59. Головка устройства для сварки ЭПП с тележкой 60. Комплект измерительных приборов EXTECH для измерения энергии 61. Трехфазное питание — Extech 62. Газоанализатор TESTO 350 S 63. Система Biostretch – ECM 64. Система для изолированного очага Langedorf — EXPERIMETRIA LTD 65. Рука пневматического робота — Martonair MES 37 66. диагностический (ультразвуковой) прибор для измерения толщины материала, Ultrasonic Industries TM3S 67. Платформа для сбора данных, PULSE 3560 – D – 020 — Brüel & Kjer PULSE 3560 – D – 020 68. Система для измерения вибрации и частоты вращения — RDC — 1 69. Модель ротационной машины — испытательный стенд, Hensel KG9002 70. Лазерный счетчик частиц, Hiac PM 4000 71. Видеоскоп, ITConcepts Гибкий шарнирный видеоскоп VEZ 4 – 8 72 Трибометр, ТР — 95 73. Смазочные системы Lincoln 74. Микроскоп измерительный универсальный, УИМ — 21 75. Программное обеспечение Simufact – Femutec 76. Программный штамп – Qanteck 77. Программное обеспечение Vulcan – Qanteck 78. Программное обеспечение Power Mill — Delcam UK 79. Программное обеспечение Femap v 9.0 — UGS PLM Solutions, Inc. 80. Программное обеспечение GID версии 8.0.9 81. Программное обеспечение Makromedia Studio 82. Программное обеспечение ЛНИС 83. Программное обеспечение CATIA v5 84. Лабораторная модель спаренных резервуаров, Majk Elektronik LM-ME-88-07 85. Лабораторная модель спаренного крана/обратного маятника, Majk Elektronik LM-ME-72-07 86. Стабилизированный выпрямитель, HAMEG HM7042-4 87. Функциональный генератор, HAMEG HM8130-2 88. Аналоговый осциллограф с генератором сигналов INSTEK GOS-620FG 89. Демонстрационный комплект PICDEM для мехатроники, MICROCHIP DM163029 90. Демонстрационный набор PICDEM для мехатроники, MICROCHIP DV164007 91. Ваттметр с гнездом, HAMEG HM8115-2 92. Аналого-цифровой осциллограф, HAMEG HM1508 93. Комплект преобразователей для измерения на автомобилях 94.
 Результаты опытов показывают следующее:
Результаты опытов показывают следующее: Изометричные зерна, взятые при равных условиях, обладают большей прочностью;
Изометричные зерна, взятые при равных условиях, обладают большей прочностью;



 д.), что обеспечивало равные исходные условия испытаний. выполнение.
д.), что обеспечивало равные исходные условия испытаний. выполнение. Результаты измерения размерного износа и результаты определения количества колец опытных колес.
Результаты измерения размерного износа и результаты определения количества колец опытных колес.


 (2014) 475-478.
(2014) 475-478. , Крюков С.А. Влияние зернистости и формы абразивных зерен на эффективность шлифования // Материалы международной научно-технической конференции, проводимой Волжским строительно-технологическим институтом (филиалом) Волгоградского государственного архитектурного университета. и гражданское строительство. (2012) 96-99.
, Крюков С.А. Влияние зернистости и формы абразивных зерен на эффективность шлифования // Материалы международной научно-технической конференции, проводимой Волжским строительно-технологическим институтом (филиалом) Волгоградского государственного архитектурного университета. и гражданское строительство. (2012) 96-99.
Оборудование












