Маркировка кругов шлифовальных алмазных: Круг алмазный шлифовальный: виды, маркировки, зернистость
Содержание
Маркировка шлифовальных кругов: расшифровка | Советы по ремонту дома и квартиры своими руками
Статья подготовлена при поддержке экспертов компании ДиамМаркет — товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» — специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
- Электрокорунд
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
- Карбид кремния
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
- Эльбор
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
- Алмаз
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности.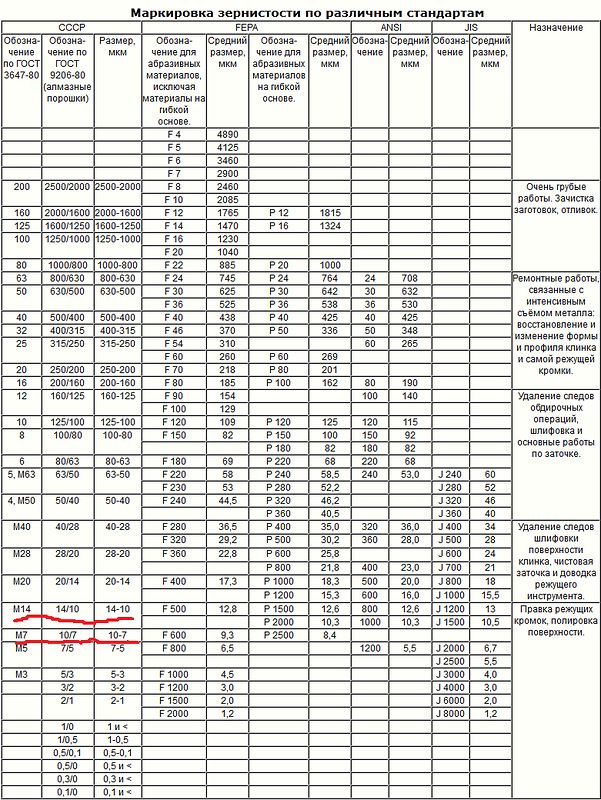 Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.
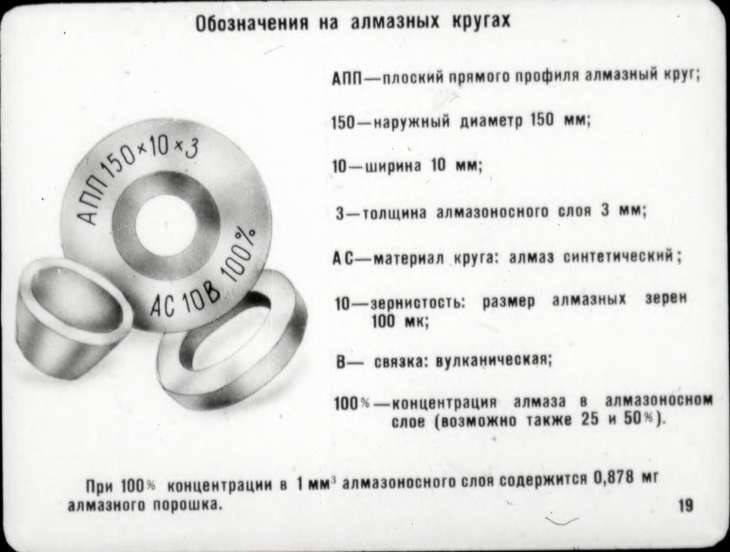
Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).
Маркировка зернистости шлифовальных кругов
Размер кругов
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D — это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т.е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
8,9,10 – открытая;
11,12 – пористая.
Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- — сечение круга прямого профиля (ПП). Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
- – кольцевой тип (К)
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.
Применяются для заточки инструмента.
36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- — тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).
Маркировка лепестковых шлифовальных кругов производится с указанием типа, внешнего диаметра, внутреннего диаметра, высоты, зернистости и серии шлифшкурки.
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Зернистость
Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М».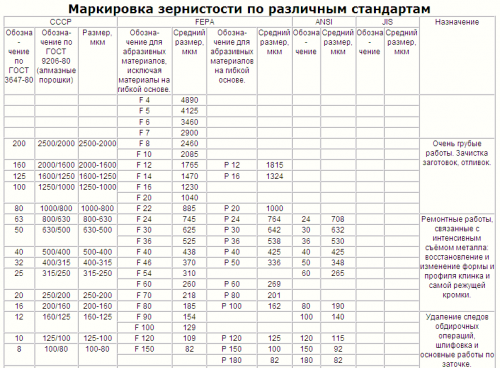 Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
Зернистость алмазных шлифовальных кругов
Зернистость алмазного гибкого шлифовального круга – это числовая характеристика, на значение которой оказывает влияние алмазных зерен, их концентрация на поверхностях рабочих инструментов. По размеру зерен бывают 4 вида кругов: мелкая, средняя, крупная, очень крупная.
Одна из важных характеристик гибкого шлифовального алмазного круга – зернистость. Это числовая характеристика алмазного круга, на значение которой влияет размер алмазных зерен, а также их концентрация на рабочей поверхности инструмента. Существует 4 вида шлифматериалов, которые отличаются разной зернистостью:
- Мелкая: 100 мкм и меньше.
- Средняя: 100-125 мкм.
- Крупная: 125-160 мкм.
- Очень крупная: 160 мкм и больше.
Максимально возможный размер зерен на гибких шлифовальных алмазных кругах составляет от 2000 до 2500 мкм.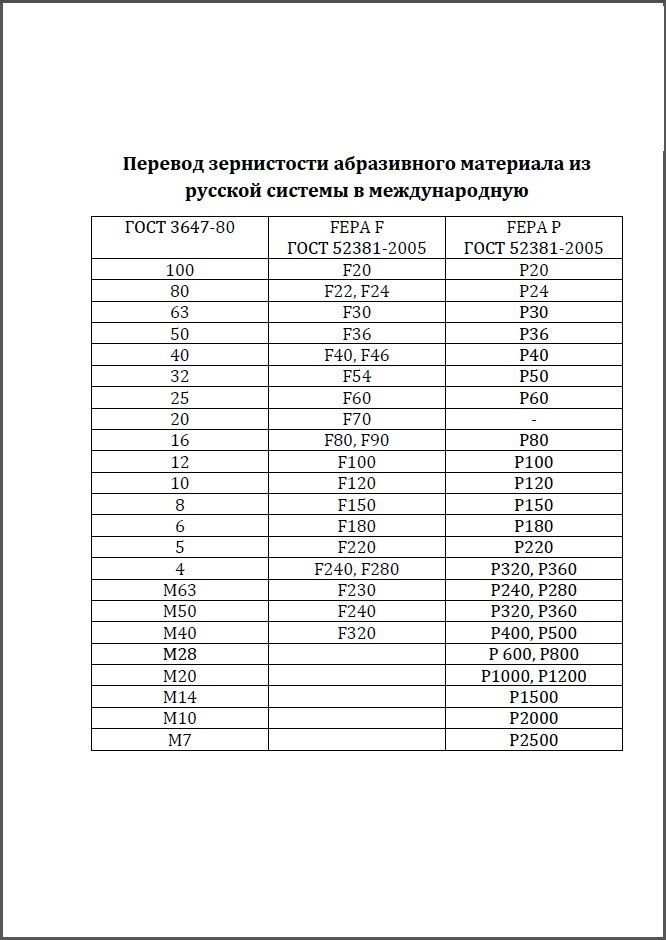
При выборе параметров обработки заготовок и выборе инструмента нужно обязательно учитывать зернистость. Чтобы получить чистую поверхности, нужно использовать оснастку с минимальным размером зерен. При этом у такого инструмент быстро засаливается поверхность. В отдельных случаях происходит прижигание обрабатываемых поверхностей. Зернистость алмазной оснастки также влияет на выбор глубины шлифовки. Крупные зерна влияют на величину поперечной подачи. Также глубина может увеличиваться если используется смазочно-охлаждающая жидкость.
Таблица зернистости алмазных шлифовальных кругов
|
Обозначение по ГОСТ 3647-80 |
Обозначение по ГОСТ 9206-80 (алмазные порошки) |
Размер, мкм |
FEPA | |
|
Обозначение для абразивных материалов, исключая материалы на гибкой основе |
Средний размер, мкм | |||
|
|
|
|
F 4 |
4890 |
|
|
|
|
F 5 |
4125 |
|
|
|
|
F 6 |
3460 |
|
|
|
|
F 7 |
2900 |
|
200 |
2500/2000 |
2500-2000 |
F 8 |
2460 |
|
F 10 |
2085 | |||
|
160 |
2000/1600 |
2000-1600 |
F 12 |
1765 |
|
125 |
1600/1250 |
1600-1250 |
F 14 |
1470 |
|
100 |
1250/1000 |
1250-1000 |
F 16 |
1230 |
|
F 20 |
1040 | |||
|
80 |
1000/800 |
1000-800 |
F 22 |
885 |
|
63 |
800/630 |
800-630 |
F 24 |
745 |
|
50 |
630/500 |
630-500 |
F 30 |
625 |
|
F 36 |
525 | |||
|
40 |
500/400 |
500-400 |
F 40 |
438 |
|
32 |
400/315 |
400-315 |
F 46 |
370 |
|
25 |
315/250 |
315-250 |
F 54 |
310 |
|
F 60 |
260 | |||
|
20 |
250/200 |
250-200 |
F 70 |
218 |
|
16 |
200/160 |
200-160 |
F 80 |
185 |
|
12 |
160/125 |
160-125 |
F 90 |
154 |
|
F 100 |
129 | |||
|
10 |
125/100 |
125-100 |
F 120 |
109 |
|
8 |
100/80 |
100-80 |
F 150 |
82 |
|
|
| |||
|
6 |
80/63 |
80-63 |
F 180 |
69 |
|
5, М63 |
63/50 |
63-50 |
F 220 |
58 |
|
F 230 |
53 | |||
|
4, М50 |
50/40 |
50-40 |
F 240 |
44,5 |
|
|
| |||
|
М40 |
40/28 |
40-28 |
F 280 |
36,5 |
|
F 320 |
29,2 | |||
|
М28 |
28/20 |
28-20 |
F 360 |
22,8 |
|
|
| |||
|
М20 |
20/14 |
20-14 |
F 400 |
17,3 |
|
|
| |||
|
М14 |
14/10 |
14-10 |
F 500 |
12,8 |
|
|
| |||
|
М7 |
10/7 |
10-7 |
F 600 |
9,3 |
|
М5 |
7/5 |
7-5 |
F 800 |
6,5 |
|
|
| |||
|
М3 |
5/3 |
5-3 |
F 1000 |
4,5 |
|
|
3/2 |
3-2 |
F 1200 |
3,0 |
|
|
2/1 |
2-1 |
F 1500 |
2,0 |
|
F 2000 |
1,2 | |||
|
|
1/0 |
1 и < |
|
|
|
|
1/0,5 |
1-0,5 |
|
|
|
|
0,5/0,1 |
0,5-0,1 |
|
|
|
|
0,5/0 |
0,5 и < |
|
|
|
|
0,3/0 |
0,3 и < |
|
|
|
|
0,1/0 |
0,1 и < |
|
|
Что вам нужно знать
Если у вас плохое качество шлифования, причиной может быть неправильная правка. Иногда поверхность алмазного и эльборового круга необходимо кондиционировать. Подготовка вашего шлифовального круга может включать правку, профилирование и заточку.
Иногда поверхность алмазного и эльборового круга необходимо кондиционировать. Подготовка вашего шлифовального круга может включать правку, профилирование и заточку.
Идет загрузка.
Подобно тому, как наждачная бумага загружается краской или мусором после шлифования мебели, шлифовальный круг также может быть загружен. Правка колеса становится необходимой для удаления потускневших зерен и стружки. Правка шлифовального круга заключается в повторной заточке небольших режущих кромок поверхности круга путем дробления зерен для создания острых краев. Пространство между зернами также очищается, удаляя материал, забивший поверхность круга.
При использовании подходящего инструмента для правки можно одновременно создавать острые режущие кромки и углубления для стружки. Правильно заточенный алмазный круг будет точно соответствовать поверхности заготовки с открытыми порами, обеспечивая наилучшие возможные результаты. Поддерживайте оптимальное выступание зерна и остроту алмазного круга, регулярно заправляя его.
Что такое правда?
Процесс правки устраняет геометрические деформации и придает шлифовальному кругу необходимую форму. Профилирование алмазных шлифовальных кругов экономически эффективно, поскольку круг можно использовать постоянно, пока на нем не останется абразива. Смола и алмаз на гибридной связке обычно обрабатываются кругами из карбида кремния или оксида алюминия, устройством для правки тормозов или устройством для правки алмазных валков.
Правка алмазных и эльборовых кругов
- Используйте палочку для правки, прилагаемую к кругу, или в соответствии с рекомендациями.
- Убедитесь, что используется зернистость мельче, чем зернистость вашего алмазного или эльборового круга.
- Включите шлифовальный станок и дайте суперабразивному кругу развить полные обороты.
- Убедитесь, что шлифовальный круг полностью отодвинулся от детали, прежде чем начинать движение по ней обратно.
- Выключите шлифовальный станок, затем немедленно начните наносить шпатель на абразивный участок со средним давлением до тех пор, пока круг не перестанет вращаться.
 Повторите этот шаг столько раз, сколько необходимо, чтобы полностью открыть связь.
Повторите этот шаг столько раз, сколько необходимо, чтобы полностью открыть связь. - Колесо открыто, когда требуется незначительное давление на перевязочный стержень или вообще не требуется его, или чувствуется, что стержень втягивается в колесо. Количество используемого бруска будет варьироваться в зависимости от зернистости и качества шлифовального круга.
Процесс правки алмазных и эльборовых кругов
- Внимательно осмотрите фланцы круга и шпиндель и убедитесь, что поверхности фланцев плоские, чистые, гладкие и не имеют повреждений.
- Проверьте шпиндель станка на биение. Убедитесь, что оно меньше 0,0002”.
- Установите колесо
- При необходимости пометьте выравниваемую кромку перманентным маркером. Колесо не верно, пока не удалены все метки.
- Использование устройства для правки тормозов/корректировщика тормозов:
- Запуск алмазного круга на нормальных оборотах
- Постучите по тормозному диску, чтобы он вращался вместе с алмазным диском.

- Соедините два колеса вместе, пока они не соприкоснутся — убедитесь, что правящее колесо вращается при контакте.
- Перемещайте правильное колесо вперед и назад с удобной скоростью
- Подача не более 0,0005”/проход
- Продолжайте, пока колесо не станет истинным. Маркер будет удален; если что-то еще показывает, это низкое место в колесе, и колесо не соответствует действительности.
Независимо от того, ищете ли вы общее руководство или готовы получить предложение, мы стремимся помочь вам найти правильное решение, и если мы не сможем предоставить именно то колесо, которое вам нужно, мы сообщим вам об этом. Eagle ценит общение, и мы никогда не подведем вас. Мы надеемся, что вы изучите, как наша команда может помочь вашему бизнесу реализовать свой потенциал.
Поговорите с нами!
ВАС ТАКЖЕ МОЖЕТ ЗАИНТЕРЕСОВАТЬ:
Заявки, Облигации, Консультации, Шлифовальные круги 101, Разное. Шлифование
Благодаря широкому выбору продукции, предлагаемой основными производителями, выбор шлифовального круга для вашего бизнеса или проекта может…
Заявки, Облигации, Консультации, Шлифовальные круги 101, Разное.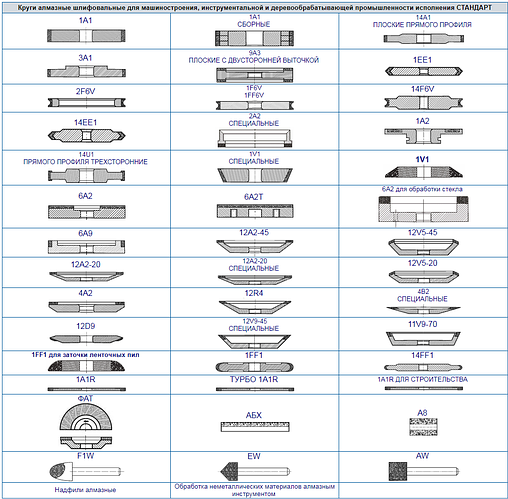 Шлифовка
Шлифовка
Если вы работаете в сфере резки и шлифовки стекла, вы знаете, насколько важен алмазный круг для точной…
Приложения, консультации, шлифовальные круги 101
Хотя они состоят из одной и той же базовой конструкции, основание соединено с подвеской из абразивных, отрезных кругов и…
Применение, консультации, шлифовальные круги 101
Есть вопросы по шлифовке стекла? Вы не одиноки. Правильный выбор алмазного круга для шлифовки стекла…
Приложения, консультации, шлифовальные круги 101
Различие между «жесткими» и «мягкими» шлифовальными кругами связано со структурой связки, задачей которой является сохранение…
Применение, консультации, шлифовальные круги 101
Известный своей износостойкостью стеллит представляет собой кобальт-хромовый сплав, который в последнее время стал популярной заменой карбида в…
Применение, консультации, шлифовальные круги 101
Поиск подходящего поставщика для ваших шлифовальных операций может оказаться непростой задачей. Вы можете подумать, что все шлифовальные круги…
Приложения, консультации, шлифовальные круги 101
Выбор правильного шлифовального круга для вашего применения требует, чтобы вы не только учитывали материал, который вы шлифуете, но…
Правка алмазного шлифовального круга | Шлифовальные инструменты и аксессуары POWERTEC по дереву
(пока отзывов нет)
Написать обзор
POWERTEC
71003 Правка алмазного шлифовального круга
Сейчас:
$9,99
- Артикул:
- 71003
- СКП:
- 736815004710
- Состояние:
- Новый
- Наличие:
- Обычно отправляем в рабочий день
| Количество | Купить 49 — 50 | Купить 51 или выше |
| За штуку | и заплатите всего $8,79 каждый | и платите всего 8,35 долларов США каждый |
Текущий запас:
Распродано
Обзор продукта
Устройство для правки алмазных шлифовальных кругов POWERTEC 71003 (алмазная стружка зернистостью 36) доводит ваши шлифовальные круги до совершенства.