Плоскошлифовальный станок 3г71 технические характеристики: 3Г71 станок плоскошлифовальный с горизонтальным шпинделем универсальный. Паспорт, Руководство, Схемы, Описание, Характеристики
Содержание
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный. Паспорт, Руководство, Схемы, Описание, Характеристики
Сведения о производителе плоскошлифовального станка 3Г71М
Производитель плоскошлифовального станка 3Г71М — Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Станки, выпускаемые Оршанским станкостроительным заводом
- 3Б70В — станок плоскошлифовальный с горизонтальным шпинделем, 160 х 400
- 3Г71 — станок плоскошлифовальный с горизонтальным шпинделем, 200 х 630
- 3Г71М — станок плоскошлифовальный с горизонтальным шпинделем, 200 х 630
- 3Д711АФ10-1 (Орша 2045) — станок плоскошлифовальный с крестовым столом, 200 х 450
- 3Д711ВФ11 — станок плоскошлифовальный с УЦИ, 200 х 630
- 3Е710В — станок плоскошлифовальный с горизонтальным шпинделем, 125 х 250
- 3Е711АФ1 — станок плоскошлифовальный особо высокой точности с УЦИ, 200 х 630
- 3Е711В — станок плоскошлифовальный с горизонтальным шпинделем, 200 х 630
- 3Е711ВФ1 — станок плоскошлифовальный с горизонтальным шпинделем с УЦИ, 200 х 630
- 3Е711ВФ2 — станок плоскошлифовальный с ЧПУ, 200 х 630
- 3Е721 — (ОШ-550) станок плоскошлифовальный с горизонтальным шпинделем, 320 х 630
- 3701 — станок плоскошлифовальный особо высокой точности, 125 х 400
- 3711 — станок плоскошлифовальный особо высокой точности, 200 х 630
- Орша-Ф32Ш — станок консольно-фрезерный широкоуниверсальный, 320 х 1400
- Орша-Ф32У — станок консольно-фрезерный универсальный, 320 х 1400
- СФ-1 — станок сверлильно-фрезерный настольный, Ø 23
- ТШ-1 — станок настольный точильно-шлифовальный, Ø 250
- ТШ-2 — станок точильно-шлифовальный, Ø 300
- ТШ-3 — станок точильно-шлифовальный, Ø 400
- ТШ-4 — станок точильно-шлифовальный, Ø 400
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный.
 Назначение и область применения
Назначение и область применения
Плоскошлифовальный станок 3Г71М высокой точности c прямоугольным столом, горизонтальным шпинделем с крестовым суппортом предназначен для шлифования периферией круга поверхностей деталей весом до 150 кг с учетом крепящего приспособления и магнитной плиты. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
На станке 3Г71М могут шлифоваться детали из различных материалов. При шлифовании твердых сплавов необходимо уменьшить число оборотов шпинделя шлифовального круга.
По специальному заказу за отдельную плату вместе со станком 3Г71М может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
В нормальном исполнении станок 3Г71М комплектуется стандартной электромагнитной плитой.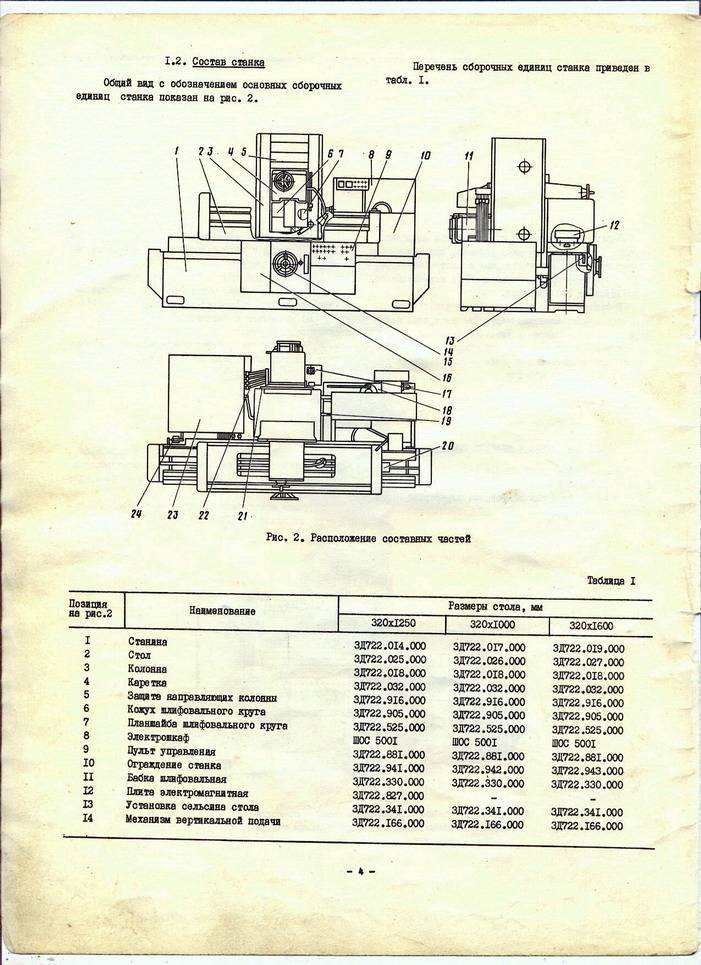
Класс точности станка В. Шероховатость обработанной поверхности V 10.
Устройство и работа станка модели 3Г71М и его основных узлов
Крестовый суппорт
Крестовый суппорт представляет собой отливку с взаимно перпендикулярными направляющими: нижние Y-образные, верхние — плоские и Y-образные.
Между верхними направляющими установлен гидроцилиндр, штоки которого связаны со столом.
Для отсчета поперечных перемещений на правом крыле суппорта крепится кронштейн с индикатором.
К нижнему платику суппорта крепится кронштейн гайки поперечной подачи.
В левом переднем крыле встроен механизм продольного ручного перемещения стола.
Механизм продольного перемещения стола
Механизм крепится к переднему левому крылу суппорта, перемещается стол вручную маховиком через шестерни 4-5-1. При включении механического перемещения стола шестерню I необходимо вывести из зацепления с рейкой стола, для этого нужно маховик и вал вытянуть «на себя». Фиксация производится подпружиненным шариком.
Для жесткой фиксации имеется кнопка 3, которая непосредственно прижимает шарик 2 в пазу вала. Для блокировки ручного и гидравлического перемещения в механизме установлен микропереключатель 6, не позволяющий включать гидравлическое перемещение стола, пока шестерня 1 не будет выведена из зацепления.
Механизм подач
Механизм обеспечивает:
- Автоматическую поперечную подачу суппорта
- Ручную поперечную подачу
- Ускоренное перемещение суппорта
- Автоматическую вертикальную подачу шлифовальной головки на каждый продольный или поперечный ход стола
- Ручную вертикальную подачу
- Ускоренное перемещение шлифовальной головки
Автоматическая поперечная подача происходит в момент продольного реверса стола за счет подачи импульса тока на электродвигатель, соединенный через шестерни с винтом поперечной подачи. Изменение величины подачи производится поворотом переключателей на пульте управления. Одним производится грубая настройка поперечной подачи, другим — тонкая.
При работе с автоматической поперечной подачей и при ускоренном перемещении суппорта маховик 3 должен быть при помощи кнопки разъединен с шестерней 5, а шестерня 5 должна войти в зацепление с шестерней 1.
При ручной поперечной подаче шестерня 5 должна быть в зацеплении с шестерней 2.
Тонкая поперечная подача осуществляется через конические шестерни 4 кнопкой, выведенной через верхнюю поверхность.
Ускоренное перемещение крестового суппорта включается тумблером на пульте управления.
Автоматическая вертикальная подача осуществляется от лопастного гидроцилиндра 14, работающего в момент поперечного или продольного реверса стола в зависимости от положения тумблера.
На оси цилиндра закреплен рычаг с собачкой 15. Собачка может скользить по заслонке 13 или зацепляться с храповым колесом 8. Храповое колесо 8 скреплено с шестерней 7, которая через шестерню 9 передает движение на вал червяка редуктора вертикальной подачи. Величина автоматической подачи регулируется заслонкой 13, перекрывающей зубья храпового колеса 8.
На кнопке поворота заслонки 6 нанесены деления величины устанавливаемой подачи.
Ручная вертикальная подача осуществляется маховиком 10 через пару шестерен 12-9 и редуктор.
Тонкая подача осуществляется кнопкой через конические шестерни 4.
При грубой ручной подаче кнопка тонкой подачи должна находиться в верхнем положении, конические шестерни 11 в этом случае расцеплены.
Чтобы не вращался маховик при ускоренном перемещении шлифовальной головки, в механизме предусмотрен микропереключатель, который нажимается при разъединении шестерен 12 и 9 кнопкой, находящейся под маховиком 10, и только в таком положении можно включить электродвигатель ускоренного перемещения.
Читайте также: Электрооборудование станка 3Г71М
Основные технические характеристики плоскошлифовального станка 3г71м
Производитель — Оршанский станкостроительный завод Красный борец.
Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
Основные размеры. Нормы точности.
- Класс точности по ГОСТ 8-71 — В. Шероховатость обработанной поверхности V 10
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина х высота) — 630 х 200 х 320 мм
- Наибольшая масса орабатываемой детали — 150 кг
- Размеры стандартного шлифовального круга — Ø 250 х 32 х 76 мм
- Мощность электродвигателя — 2,2 кВт
- Вес станка полный — 2,25 т
Современные аналоги плоскошлифовального станка 3Г71М
- 3Д711ВФ11 — 600 х 200, производитель Оршанский станкостроительный завод Красный борец
- 3Л741ВФ10 — 600 х 200, производитель Липецкий станкостроительный завод
Габариты рабочего пространства плоскошлифовального станка 3Г71М
Чертеж рабочего пространства плоскошлифовального станка 3г71м
Основные размеры и посадочные места шлифовального круга станка 3Г71М
Основные размеры и посадочные места шлифовального круга станка 3г71м
Общий вид универсального плоскошлифовального станка 3Г71М
Фото плоскошлифовального станка 3г71м
Фото плоскошлифовального станка 3г71м
Расположение составных частей шлифовального станка 3Г71М
Расположение составных частей шлифовального станка 3г71м
Перечень составных частей шлифовального станка 3Г71М
- Охлаждение станка — 3Г71М.
 60
60 - Станина станка — 3Г71М.10
- Механизм подач — 3Г71М.22
- Гидрокоммуникация — 3Г71М.70
- Механизм продольного реверса — 3Г71М.25
- Суппорт крестовый — 3Г71М.20
- Механизм продольного перемещения стола — 3Г71М.21
- Стол рабочий — 3Г71.23Э
- Шлифовальная головка — 3Г71М.30
- Кожух шлифовального круга — 3Г71М.34
- Колонна — 3Г71М.11
- Гидроагрегат — 3Г71М.71
- Агрегат смазки шлифовальной головки — 3Г71М.72
- Редуктор — 3Г71М.33
- Электрооборудование — 3Г71М.80
- Станция управления — 3Г71М.81
- Панель питания электромагнитной плиты — 3711.82
- Блок поперечной подачи — 3711.83
- Панель вертикальной подачи — 3711.84
- Электрошкаф — 3711.85
- Замок — 3711.87
- Блок торможения ускоренного перемещения шлифовальной головки — 3711.88
- Механизм поперечного реверса — 3Г71М.24
- Принадлежности — 3Г71М.
 90
90
Расположение органов управления шлифовальным станком 3Г71М
Расположение органов управления шлифовальным станком 3г71м
Расположение органов управления шлифовальным станком 3г71м
Перечень органов управления шлифовальным станком 3Г71М
- Кнопка тонкой вертикальной подачи
- Рукоятка ручной вертикальной подачи
- Лимб регулировки величины вертикальной подачи
- Рукоятка ручной поперечной подачи
- Кнопка гонкой поперечной подачи
- Кнопка смазки винта и направляющих вертикальной подачи и винта поперечной подачи
- Дроссели смазки направляющих стола и крестового суппорта
- Дроссели регулировки плавности реверса стола
- Рукоятка пуска, остановки и разгрузки стола
- Рукоятка регулирования скорости стола
- Рукоятка ручного продольного реверса стола
- Рукоятка крана охлаждения
- Упор продольного реверса стола
- Рукоятка ручного продольного перемещения стола
- Рукоятка ручного поперечного реверса стола
- Кнопка фиксации механизма ручного перемещения стола
- Тумблер «С плитой — без плиты»
- Тумблер «Магнитная плита включена»
- Кнопка «Ускоренное перемещение крестового суппорта»
- Регулятор грубой настройки величины поперечной подачи
- Регулятор тонкой настройки величины поперечной подачи
- Тумблер «Включение поперечной подачи»
- Тумблер «Включение вертикальной подачи»
- Тумблер «Вертикальная подача при реверсе стола или крестового суппорта»
- Сигнальная лампа «Станок включен»
- Переключатель «Охлаждение включено»
- Кнопка «Все стоп»
- Кнопка «Шлифовальная головка вниз»
- Кнопка «Шлифовальная головка вверх»
- Кнопка «Стоп шлифовального круга»
- Кнопка «Пуск шлифовального круга» и «Пуск смазки»
- Кнопка «Сгон гидропривода»
- Кнопка «Пуск гидропривода»
- Сигнальная лампа «Нет смазки»
- Упор поперечного реверса
Пульт управления плоскошлифовального станка 3Г71М
Пульт управления плоскошлифовального станка 3Г71М. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Пульт управления плоскошлифовального станка 3Г71М
Пульт управления плоскошлифовального станка 3Г71М. Смотреть в увеличенном масштабе
Кинематическая схема плоскошлифовального станка 3Г71М
Кинематическая схема плоскошлифовального станка 3г71м
Схема кинематическая плоскошлифовального станка 3Г71М. Смотреть в увеличенном масштабе
Схема расположения пождшипников плоскошлифовального станка 3г71м
Схема расположения пождшипников плоскошлифовального станка 3Г71М. Смотреть в увеличенном масштабе
Кинематическая схема шлифовального станка 3Г71М
Главное движение осуществляется от электродвигателя Эл.I через ременную передачу. Шпиндель получает постоянную скорость вращения.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя Эл.II через цилиндрическую и червячную передачу. Червячная шестерня жестко закреплена на полом валу III, внутри которого крепится гайка, При вращении шестерни с гайкой винт, закрепленный к шлифовальной головке, осуществляет опускание или подъем шлифовальной головки.
При включении ускоренного перемещения шлифовальной головки кнопка должна находиться в положении «от себя», т.е. шестерня 17 должна быть выведена из зацепления.
Для ограничения верхнего положения шлифовальной головки внутри колонны установлен выключатель.
Вертикальная автоматическая подача осуществляется от лопастного гидроцилиндра после каждого продольного или поперечного хода стола.
Под действием давления масла поворачивается ротор гидроцилиндра с закрепленным на нем рычагом с собачкой.
Собачка поворачивает храповик 20, скрепленный с зубчатым колесом 19, от колеса движение передается через цилиндрические колеса 17 и 18 на червяк, который вращает гайку 3. Пределы автоматической вертикальной подачи 0,005-0,05 мм. Подача на один зуб храпового колеса 0,00’5 мм. Величина подачи регулируется поворотом заслонки, которая перекрывает часть зубьев храпового колеса, т.е. часть своего пути собачка 21 скользит по заслонке.
Точная ручная поперечная подача осуществляется от кнопки через конические шестерни 14 15.
За один оборот кнопки суппорт перемещается на 0,4 мм.
Ручное продольное перемещение стола осуществляется от маховика, сидящего на валу X, через шестерни 10, И, 9, 7 и рейку 8.
За один оборот маховика стол перемещается на 18,1 мм.
В нормальном положении шестерня 7 должна быть выключена из зацепления с рейкой стола. Маховик должен находиться в положении «на себя».
В механизме имеется блокировка, не позволяющая включать механическое перемещение стола, пока шестерня не будет выведена из зацепления. В выведенном положении нажимается микропереключатель, который допускает в таком положении включение механического перемещения стола.
Схема электрическая плоскошлифовального станка 3Г71М
Электрическая схема плоско шлифовального станка 3г71м
Схема электрическая плоскошлифовального станка 3Г71m. Смотреть в увеличенном масштабе
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.

Схема гидравлическая плоско шлифовального станка 3Г71М
Гидравлическая схема плоско шлифовального станка 3г71м
Схема гидравлическая плоскошлифовального станка 3Г71m. Смотреть в увеличенном масштабе
Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Гидропривод станка включается в работу нажатием на кнопку «Пуск гидропривода» с последующей установкой крана гидропанели 17 в положение «Пуск». Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 — сливным. Флажок возвращается в исходное положение
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
Читайте также: Справочник заводов производителей шлифовальных станков
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный. Видеоролик.
Технические данные и характеристики станка 3Г71М
| Наименование параметра | 3Г71 | 3Г71М |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 320 |
| Расстояние от оси шпинделя до зеркала стола, мм | 80. ..445 ..445 | 80…445 |
| Наибольшая масса обрабатываемого изделия, кг | 100 | 150 |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Продольное перемещение стола, мм | 710 | 700 |
| Поперечное перемещение стола , мм | 235 | 245 |
| Скорость продольного перемещения стола, м/мин | 5…20 | 3…25 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | 18,1 |
| Механизм поперечной подачи стола | ||
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | 0,02 |
| Перемещение суппорта за один оборот маховика, мм | 6 | 2,0 |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | 0,005 |
| Автоматическая поперечная подача на каждый ход стола, мм | 0,2. ..4,0 ..4,0 | 0,3…10 |
| Автоматическая непрерывная подача, м/мин | 0,7 | |
| Шлифовальная головка | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Скорость ускоренного вертикального перемещения шлифовальной головки, м/мин | 0,27 | 0,28 |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 32 х 76 |
| Частота вращения шлифовального, об/мин | 2680 | 2680 |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | 0,002…0,05 |
| Перемещение шлифовальной головки за один оборот маховика, мм | 0,125 | |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 5 |
| Электродвигатель привода шпинделя, кВт | 2,2 | 2,2 |
| Электродвигатель гидропривода, кВт | 1,1 | 1,1 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт | 0,18 | 0,4 |
| Электродвигатель насоса охлаждения, кВт | 0,125 | 0,125 |
| Электродвигатель магнитного сепаратора, кВт | 0,08 | 0,08 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 4,355 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380/220 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 1980 х 1840 х 1860 |
| Масса станка, кг | 2000 | 2250 |
- Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и прямоугольным столом.
 Модель 3Г71М. Руководство по эксплуатации 3Г71М.00.000 РЭ, 1978
Модель 3Г71М. Руководство по эксплуатации 3Г71М.00.000 РЭ, 1978 - Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.
 Б. Устройство шлифовальных станков,1983
Б. Устройство шлифовальных станков,1983 - Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
Плоскошлифовальный станок: характеристики
Плоскошлифовальными называются особые станки, используемые для очистки поверхности изделий от ненужных слоев. Чаще всего этот вид оборудования используется для обработки деревянных заготовок. Однако плоскошлифовальный станок по металлу — это также довольно-таки распространенный вид агрегатов. Используются они для обработки деталей из стали, алюминия, меди и т. д.
Используются они для обработки деталей из стали, алюминия, меди и т. д.
Немного истории
Изобретен плоскошлифовальный станок был в 1874 году в Америке. Первоначально в качестве рабочего инструмента в нем использовались круги, вырезанные из цельных кусков разного рода абразивных пород. Поскольку менять их приходилось часто, особого распространения такие агрегаты в то время не получили. Однако уже в 1893 году, после изобретения искусственных абразивов, плоскошлифовальные станки стали очень востребованными и популярными.
Что такое абразивная пыль? Как убрать
Статья посвящена абразивной пыли. Рассмотрены особенности материала, его характеристики, а также…
Для чего используются
Применяется оборудование этого типа для:
обдирки заготовок;
резки и отрезки;
точной обработки поверхностей деталей;
очистки зубьев колес;
чистовой обработки резьбы и т. д.
Основной особенностью этих станков является то, что они предназначены именно для чистовой отделки деталей с плоской поверхностью.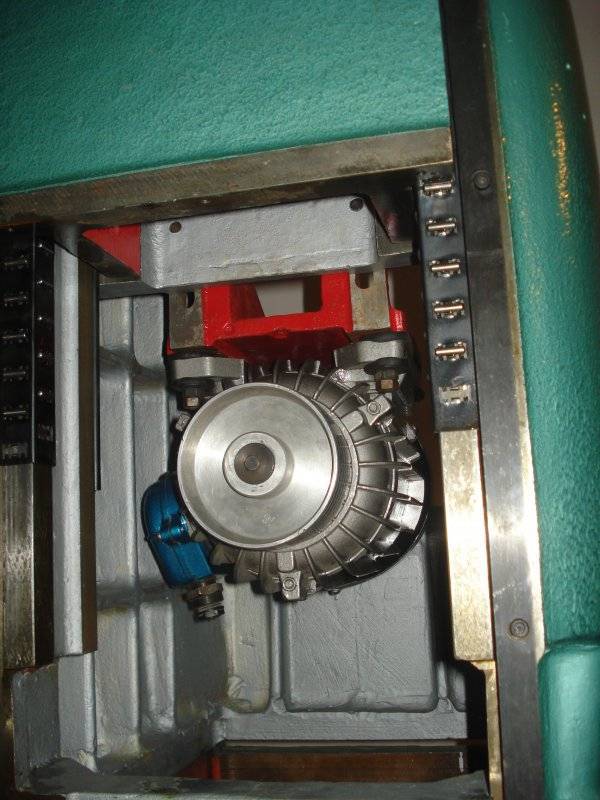 Для доводки формы заготовки их не используют.
Для доводки формы заготовки их не используют.
Принцип действия
Работа оборудования этого типа построена на очень простом принципе. Обточка заготовки производится посредство вращающегося с большой скоростью абразивного круга. В движение последний приводится при помощи электродвигателя. При этом обработка может производиться как поверхностью круга, так и его торцом. Сегодня в продаже существуют в том числе и станки этого типа с двумя кругами, отличающиеся очень большой производительностью.
Зачем нужна шлифовальная машина по дереву
Во время ремонта, да и в процессе эксплуатации тех или иных изделий часто возникает необходимость…
Функционирует в большинстве случаев плоскошлифовальный станок следующим образом:
Электродвигатель вращает шестеренчатый насос, нагнетающий масло в каналы гидравлической системы.
Последнее, попав в коробку переключения, подходит к пусковому крану.
При включении крана масло перетекает в цилиндр подачи детали и сдвигает поршень, а заодно и скрепленный с ним стол.

В конце своего хода стол поворачивает кран переключателя, отвечающий за направление масла в то или иную сторону золотника цилиндра подачи.
Направление тока масла при этом меняется на обратное и стол начинает передвигаться вслед за ним.
Особенности конструкции
Шлифовальные станки этого типа обычно отличаются повышенной прочностью, поскольку обрабатываемые на них детали в большинстве случаев имеют значительный вес. Наибольшая допустимая масса заготовки составляет 600 кг, а высота — 280 мм.
Колонна станка этого типа крепится на тумбе, отлитой в одно целое со станиной. В средней своей части она имеет углубление, по обеим сторонам от которого расположены направляющие. По последним движется каретка. На ней закреплены горизонтальные направляющие, предназначенные под шпиндельную бабку.
Заготовка в таких станках крепится либо непосредственно на столе, либо с использованием специальных магнитных зажимов. Иногда для фиксации детали применяются и механические приспособления.
Стол плоскошлифовальный станок может иметь круглый или прямоугольный. В зависимости от этого выбирается способ подачи детали: продольная или круговая. Иногда оборудование этого типа используется для обработки деталей очень большой площади. В этом случае применяется поперечная методика подачи. Поверхность стола плоскошлифовального станка оснащается специальным фторопластовым покрытием. Это обеспечивает плавность его движения и износоустойчивость.
Шлифмашинка по дереву: как правильно выбрать прибор?
Шлифование — довольно трудоемкий и монотонный процесс. Нередко требуется обработать большую…
Шпиндель плоскошлифовального станка может располагаться по-разному. По этому признаку оборудование подразделяют на вертикальное и горизонтальное. Каждая из этих групп имеет как свои достоинства, так и недостатки.
Как и любые другие, плоскошлифовальные станки обозначаются условными заводскими номерами. Определить по такой надписи функционал оборудования невозможно. Для этого нужно изучить паспорт плоскошлифовального станка.
Шлифовка деталей торцом
Существует несколько видов подобной обработки деталей:
Многопроходная. В этом случае заготовка устанавливается на рабочую поверхность и движется со скоростью порядка 45 м/с. При этом деталь передвигается под кругом по нескольку раз, а последний постепенно подается на глубину до тех пор, пока не будет снят слой металла или дерева необходимой толщины.
Однопроходная. Эта методика используется на станках с круглым столом. В данном случае инструмент подается на всю глубину вертикально за один проход.
Двухсторонняя. На таком оборудовании одновременно обрабатываются сразу оба торца заготовки.
Шлифовка периферией
Этот способ используют для обработки деталей, изготовленных из не слишком жестких материалов. Периферийное шлифование бывает:
Глубинным. В данном случае за каждый цикл обработки снимается очень большой слой материала.
С врезной подачей. Эта методика применяется для обработки тех заготовок, у которых высота больше чем ширина.

С прерывистой подачей. Эта технология позволяет производить максимально качественную шлифовку даже очень больших заготовок.
Круги плоскошлифовальных станков
Изготавливаться эти инструменты могут в виде шайбы или цилиндра. Состоят они из зерен разного рода абразивных материалов высокой жесткости, скрепленных между собой керамической, вулканитовой или бакелитовой связкой. Шлифовальные круги могут иметь разные размеры и профиль. Подбираются они в зависимости от марки станка и типа обрабатываемых на нем деталей.
Дополнительное оборудование
Очень часто к плоскошлифовальному станку подключается такое оборудование, как охладительный агрегат. Он необходим для того чтобы снижать температуру рабочих органов станка в процессе обработки деталей. Это позволяет значительно продлить срок их службы.
Также в станках этого типа может использоваться такое дополнительное оборудование, как подающий и принимающий рольганг, инверторы скорости, разного рода агрегаты для очистки охлаждающей жидкости и т. д.
д.
Технические характеристики
Станки этого типа могут различаться по мощности, производительности и функционалу. Схемы плоскошлифовальных станков представлены на этой странице. Технические характеристики у этого вида оборудования могут быть разными. Далее посмотрим, какие параметры могут иметь такие станки на примере очень популярной модели 3Г71. Этот агрегат предназначен только для периферийного шлифования заготовок. В его конструкцию входят станина, колонка с бабкой, рабочий стол и гидравлическая система.
Из представленной ниже таблицы можно узнать, какие имеет этот станок плоскошлифовальный технические характеристики.
Параметр | Значение |
Минимальный размер обрабатываемой детали высота/ширина/длина | 320/200/630 мм |
Максимальная масса заготовки | 100 кг |
Максимальное расстояние от оси шпинделя до стола | 80 мм |
Размеры стола | 630х200 мм |
Перемещение стола продольное/поперечное | 70-710/235 мм |
Диапазон скоростей продольного перемещения | 5-20 м/мин |
Скорость автоматической поперечной подачи | 0. |
Размеры шлифовального круга | 250х25х75 мм |
Частота вращения круга | 3740 об/мин |
Габариты станка | 1870х1550х1980 мм |
Масса станка | 1900 кг |
 7 м/мин
7 м/минНесмотря на то что разработан плоскошлифовальный станок 3Г71 были еще в СССР, он до сих пор используется на производствах и считается вполне производительным и надежным. На его основе сконструированы более совершенные и дорогие станки 3Г71М.
Бывшие в употреблении Плоскошлифовальные станки ELB-SCHLIFF SUPER RUBIN 020 NC-K на продажу
Найдите на TradeMachines.com, системе поиска подержанных машин, все модели плоскошлифовальных станков ELB-SCHLIFF SUPER RUBIN 020 NC-K. Это бывшее в употреблении оборудование выставлено на продажу, поэтому обязательно ознакомьтесь с его техническими характеристиками и свяжитесь с продавцами для получения дополнительной информации.
Предложения 1
- DE |
2722 км
1009-0838 ELB
Цена по запросу
Плоскошлифовальные станки
Сертифицированный продавец
Поделись этим предложением
Все предложения от Achim Frainer Maschinenhandel GmbH
Оповещения по электронной почте для «ELB-SCHLIFF Super Rubin 020 NC-K»
Получайте оповещения по электронной почте о предложениях, соответствующих этому запросу. Просто подпишитесь здесь:
Поделитесь этим предложением
Все предложения от Stenzel GmbH
Плоскошлифовальный станок Zocca
$42 258
Плоскошлифовальные станки
Новый продавец
Подробнее s
Горизонтальный плоскошлифовальный станок Zocca. возможна шлифовка 3000 x 1000
Поделись этим предложением
Все предложения от Sunita Tools Pvt ltd
WAGNER — FSG 3A-818
900 03
Цена по запросу
Плоскошлифовальные станки
Сертифицированный продавец
Детали
X — ход: 450 мм
Y — ход: 225 мм
Z — ход: 450 мм
Длина стола: 450 мм
Ширина стола: 200 мм
Скорость подачи по оси X: 330 мм/мин.
Скорость подачи по оси Z: 330 мм/мин.
Размеры шлифовального камня: 203 x 12,7 x 31,75 мм мм
Мощность: 1,5 кВт
Скорость: 2850 об/мин
Длина: 0 мм
Ширина: 0 мм
Высота: 0 мм
Вес: 0 кгПоделитесь этим предложением
Все предложения от Mach 4 Metal BV
Поделись этим предложением ÖNBERGER GmbH WERKZEUGMASCHINEN
Двухколонный плоскошлифовальный станок
$102 626
Плоскошлифовальные станки
Новый продавец
Детали
Двухколонный плоскошлифовальный станок
Размер шлифовального круга 3565 x 1800Поделись этим предложением
Все предложения Sunita Tools Pvt ltd 3
Плоскошлифовальные станки
Новый продавец
Поделись этим предложением
Дополнительные предложения для STANKO 3G71
Все предложения от Sachsenring Werkzeug Maschinen GmbH
Детали
СКОРО
Максимальные размеры камня 225x25x51 мм
Макс. длина шлифования 500 мм
длина шлифования 500 мм
Макс. ширина шлифования 200 мм
Макс. высота заготовки 280 – 300 мм
Регулируемая скорость вращения шпинделя
Автоподача по высоте
С 2 фланцами
Цифровой считыватель Heidenhain
Синусоидальный магнит
Ленточный фильтр 9000 3Поделитесь этим предложением
Дополнительные предложения для JUNG HF 50 RD
Все предложения от Veltman Machines BV
Поделиться этим предложением АБА ФФ
Все предложения S+B Maschinenhandelsgesellschaft mbH
JUNG — JF 625M
Цена по запросу
Сертифицированный продавец
Поделись этим предложением
Все предложения от BEMA Werkzeugmaschinen
Jung JF 520 R
Цена по запросу
Машины для шлифования поверхности
Сертифицированный продавец
Детали
Комплектация: вкл. магнитная зажимная пластина 200×500 мм
Поделись этим предложением
Другие предложения для JUNG JF 520
Все предложения ProdEq Trading GmbH
90 002 Другие плоскошлифовальные станки (454)
JTEKT MACHINE SYSTEMS CORPORATION
Главная>Информация о продукте>Различные шлифовальные машины>Плоскошлифовальный станок
Двухдисковая шлифовальная машина
(вертикальный шпиндель серии KVD)
Модель KVD200 Мощность измельчения Внешний диаметр (макс.  ) [мм]
) [мм]φ10 T(Макс.)[мм] 6 G.W. Размер(㎜) Н.Д.(Макс.)[мм] φ200 Площадь пола Ш×Г [мм] 1,100×1,4 00 Вес машины [кг] 1800 Двухдисковая шлифовальная машина идеально подходит для шлифования небольших заготовок с обеих сторон.
Модель KVD300Ⅱ Мощность измельчения Внешний диаметр (макс.) [мм] φ100 T (макс.)[мм] 50 G.W. Размер(㎜) Н.Д.(Макс.)[мм] φ305 Площадь пола Ш×Г [мм] 1,200×1,5 00 Вес станка [кг] 4 000 Стандартная двухдисковая шлифовальная машина предназначена для труднообрабатываемых материалов и идеально подходит для CBN.

Модель КВД350 KVD450Ⅱ Мощность измельчения Внешний диаметр (макс.) [мм] φ150 φ200 90 267
T(Макс.)[мм] 50 Г.В. Размер
といし寸法(㎜)Внешний диаметр (макс.) [мм] φ355 φ450 Пол Пространство Ш×Г [мм] 1050×1925 1625×2200 Вес машины [кг] 4 500 4 800 Высокая жесткость и лучший тепловой баланс благодаря коробчатой конструкции станины.
Наклонил канал потока охлаждающей жидкости и расширил дренаж, чтобы предотвратить накопление шлама.
Техническое обслуживание можно производить через боковые дверцы машины.Высокая жесткость и лучший тепловой баланс благодаря коробчатой конструкции.

Наклонил канал потока охлаждающей жидкости и расширил дренаж, чтобы предотвратить накопление шлама.
Техническое обслуживание можно производить через боковые дверцы машины.KVD350 с его «металлическим кругом» и «высокой жесткостью благодаря станине с коробчатой структурой» является мощным инструментом для шлифования спеченных сплавов. Колесо с металлической связкой может быть заправлено внутри машины и заправкой.
Высокая эффективность за счет сокращения интервала замены.Модель KVD580 KVD760 Мощность измельчения Внешний диаметр (макс.) [мм ] φ200 φ220 T(Макс.)[мм] 50 Г.В. Размер(㎜) Н.Д.(Макс.)[мм] φ585 φ760 Площадь пола Ш×Г [мм] 902 69 1900×2000 1,900×2 200 Вес машины [кг] 8 000 10 000 Для тяжелых условий эксплуатации шлифование и высокая производительность при двустороннем шлифовании крупных заготовок.

Автоматизированная транспортировка и измерение заготовки может производиться различными шлифовальными станками.Сверхмощное шлифование и высокая эффективность для двустороннего шлифования больших заготовок.
Автоматизированная транспортировка и измерение заготовки может производиться различными шлифовальными станками.Скачать технические характеристики изделия
Двухдисковый шлифовальный станок
(горизонтальный шпиндель серии HD)
Модель HD3 Мощность измельчения Внешний диаметр (макс.) [мм] φ50 902 72
T(Макс.)[мм] 25 G.W. Размер(㎜) Н.Д.(Макс.)[мм] φ305 Площадь пола Ш×Г [мм] 2360×1420 Вес машины 9027 6 [кг]
3000 Модель HD5 Мощность измельчения Внешний диаметр (макс.  ) [мм]
) [мм]φ150 T (макс.)[мм] 50 902 71 Г.В. Размер(㎜) Н.Д.(Макс.)[мм] φ585 Площадь пола Ш×Г [мм] 3,300×3,155 Вес машины [кг] 7,000 Модель HD7 HD10 Мощность шлифования Внешний диаметр (макс.) [мм] φ250 φ300 T (макс.)[мм] 80 100 Г.В. Размер(㎜) Н.Д.(Макс.)[мм] φ760 φ1,065 Площадь пола Ш×Г [мм] 3,570×3,860 3,88 0×3,780 Вес машины [кг] 11,000 15,000 Однодисковая шлифовальная машина
(серия R)
Модель R011
(металлический материал)R011
(SiC・GaN и т. д.)
д.)Мощность измельчения Внешний диаметр (макс.) [мм] φ20 9027 0 φ50,8 (2 дюйма)
T (макс.)[мм ] 30 2,5 Г.В. Размер(㎜) Н.Д.(Макс.)[мм] φ40 φ40~65 Площадь пола Ш×Г [мм] 600×1465 600×1465 Вес машины [кг] 1 000 1 100 Сверхкомпактный плоскошлифовальный станок с шириной передней части 600 мм, идеален для шлифования мелких деталей.
Модельный ряд включает в себя тип шлифования металла и тип шлифования твердого хрупкого материала для SiC и GaN. Непрерывное шлифование возможно в сочетании с ультракомпактной бесцентровой шлифовальной машиной C1003.Технические характеристики продукта Скачать
Модель R421 R422 R431 Мощность измельчения Внешний диаметр (макс. 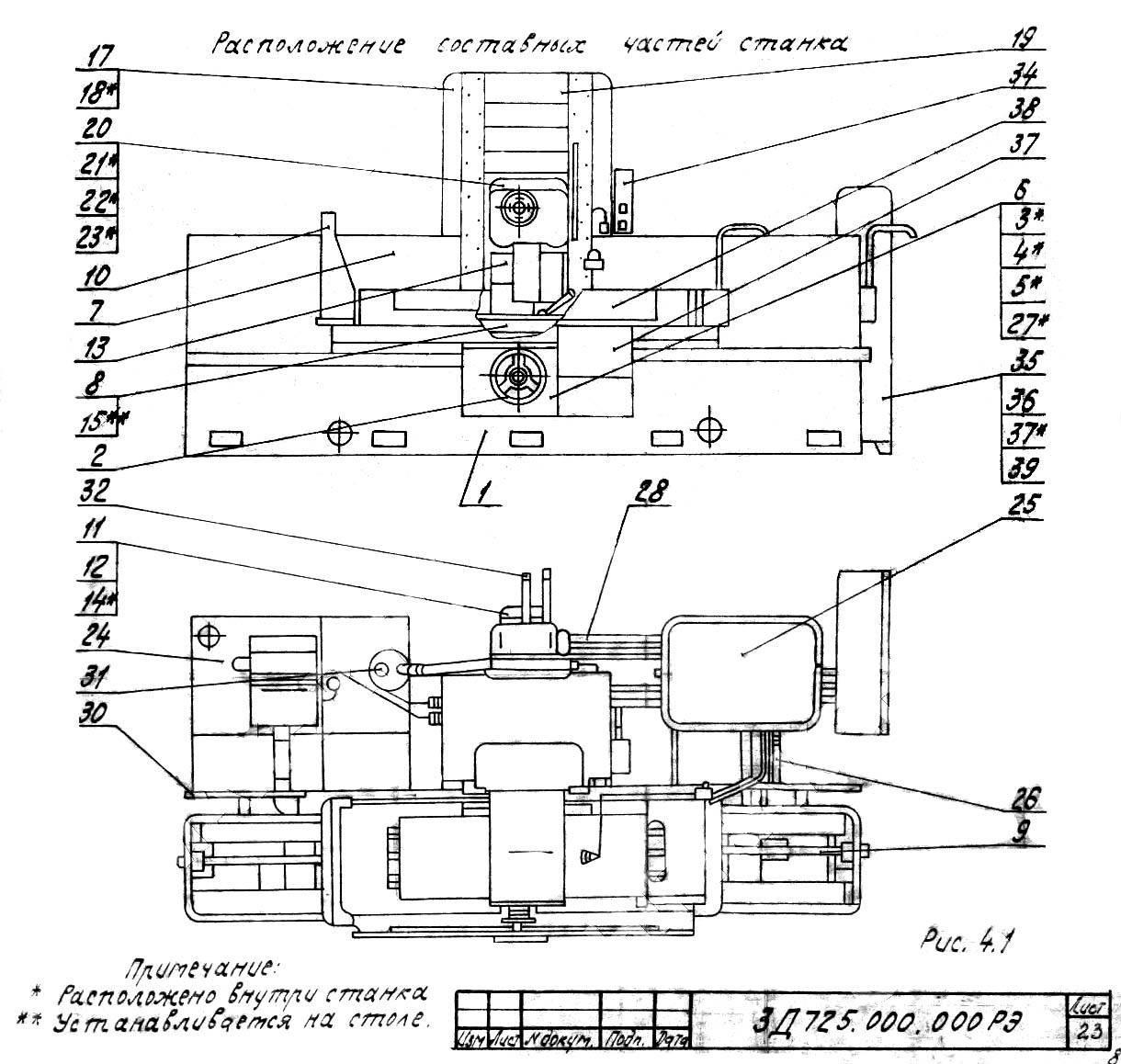 ) [мм]
) [мм]φ100 T (макс.)[мм] 9 0756 50
Г.В. Размер(㎜) Н.Д.(Макс.)[мм] φ180 φ305 Площадь пола Ш×Г [мм] 902 69 1300×1400 1500×1400 1400×1500 Вес машины [кг] 2 500 3 000 4 000 Модель R631 R632 Мощность помола O. D.(Макс.)[мм] φ125 T(Макс.)[мм] 35 Г.В. Размер(㎜) Н.Д.(Макс.)[мм] φ305 Площадь пола Ш×Г [мм] 1,500×2,2 50 Вес машины [кг] 6500 Широкий спектр высокоточной обработки и зеркального шлифования от тонких деталей до деталей бытовой техники, автомобилей и IT.

