Почему горят транзисторы в сварочном инверторе: Ресанта горят транзисторы
Содержание
Ресанта горят транзисторы
Выпаять сгоревшие транзисторы, заменить резистор на 51 ом, ткнуться на затворы IGBT двухлучевым осликом, посмотреть перекрытие и форму импульсов. Это наиболее правильный вариант, я сам быстрее без осциллографа делаю, в большинстве случаев неисправность очевидна, либо выявляется мультиметром. Добрый вечер. Вопрос по ресанта Был в обрыве резистор 12w 51 Ом. Заменил, теперь аппарат включается, но горит светодиод жёлтый и на выходе нет напряжения.
Поиск данных по Вашему запросу:
Ресанта горят транзисторы
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Сварочный инвертор Ресанта саи 190 SH.
Горит перегрузка
- Ресанта 160 ремонт своими руками предохранитель
- Инверторный сварочный аппарат ресанта саи 190 схема и устройство
- Ресанта 160 ремонт своими руками предохранитель
- ресанта саи 220 горит перегрузка
- Сварочный инвертор Ресанта САИ-220. Постоянно горит индикатор перегрева
- Ремонт ресанта саи 220 своими руками gp78 схема
- Power Electronics
 Горит перегрузка
Горит перегрузкаПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Ремонт сварочного инвертора Ресанта САИ-160ПН
Сварочный инвертор Ресанта саи 190 SH.
 Горит перегрузка
Горит перегрузка
Switch to English регистрация. Телефон или email. Чужой компьютер. Ремонт сварочных инверторов Помощь в ремонте сварочных инверторов. Ремонт сварочного инвертора — это не так сложно, как может показаться на первый взгляд.
Оборудование : Lincoln Invertic V Все записи Записи сообщества Поиск Отмена. Константин Скварко запись закреплена 5 мар в Ребята подскажите почему нету напряжение на электроде. Михаил Чубко запись закреплена 13 фев в Всем привет!
Помогите пожалуйста советом! Инвертор Сварог Arc pro z s. После не частого и не продолжительного использования с аппаратом стало происходить вот что: после касания электродом заготовки начинается процесс сварки но в случае залипания порядка нескольких секунд электрод не раскалывается а пропадает напряжение на держаке.
После перезапуска напряжение вновь появляется и все повторяется. При этом индикатор перегрева не горит. Иван Широков запись закреплена 11 янв в Мужики подскажите в чём проблема- включаю инвертор загорается индикатор перегрева?
Инвертор китайский «Master thomas mt». Сергей Харитонов запись закреплена 26 ноя Подскажите пожалуйста сколько будет стоить замена вентилятора н а инверторе ис н??? Максим Плешков запись закреплена 11 ноя Сварочный полуавтомат sturm аналог ресанты. Дмитрий Белоногий. В шиме , видимо.
Сергей Харитонов запись закреплена 26 ноя Подскажите пожалуйста сколько будет стоить замена вентилятора н а инверторе ис н??? Максим Плешков запись закреплена 11 ноя Сварочный полуавтомат sturm аналог ресанты. Дмитрий Белоногий. В шиме , видимо.
Или драйвере. Надо снимать осциллограммы управления силовой частью, потом можно будет судить о чем то Артур Смаглюк запись закреплена 2 окт Ребята может кто подскажет маркировку этого резистора? Сначала старые. Лежит сейчас на ремонте такой, доберусь до мастерской — посмотрю. Хотя стоп, под рукой список есть: 51Ом 10Вт. Максим Плешков. У меня токаяже болезнь после ремонта сгорели снова.
Алексей Леонов запись закреплена 21 сен Друзья подскажите fubag in , не включается, реле циклически щёлкает. Если отключить вентилятор то реле перестаёт щёлкать и загорается зелёный св. Диод, но при этом выходного напряж. Микросхему уже заменил, без результата, что ещё может быть? Стойки проверяли? Стандартный косяк по этим аппаратам, но придется потрудиться разделить платы. Алексей Леонов.
Алексей Леонов.
Платы я уже разделял, опыт есть пришлось купить паяльник на вт. Сергей Тальнишних запись закреплена 11 авг Друзья всем привет. Есть у кого схема fubag in или в данный момент в ремонте, нужно узнать два номинала резисторов. Алексей Сай запись закреплена 3 июл Здравствуйте, имеется аппарат фубаг ир , после выключения секунд 20 мигает циферблат и постепенно затухает, в чем может быть проблема? Сергей Александрович запись закреплена 21 июн Здравствуйте, подскажите пожалуйста, может кто сталкивался с такой проблемой, аппарат nikkey в режиме mma не варит нет даже искры , а в режиме mig работает правда не знаю как, не было CO2 чтобы проверить напряжение на выходе в режиме mig v не знаю это нормально?
Заранее спасибо. Ремонт сварочных инверторов запись закреплена 19 сен Дмитрий Белоногий 19 сен в План Ломоносова. Резкая как нате! Облако в Штанах. Облачный кисель или вселенная спит Облако в Штанах. Леонид Федоров. Ремонт сварочных инверторов запись закреплена 22 апр Lincoln sx. Два брата акробата перестали подавать какие-либо признаки жизни. Причиной в обоих случаях послужил вышедший из строя кулер. Дело в том, что вентилятор в них стоит вольтовый, а аппарат трехфазный. Питание на него подается путем ответвления от первичной обмотки понижающего трансформатора , который включен междуфазно.
Два брата акробата перестали подавать какие-либо признаки жизни. Причиной в обоих случаях послужил вышедший из строя кулер. Дело в том, что вентилятор в них стоит вольтовый, а аппарат трехфазный. Питание на него подается путем ответвления от первичной обмотки понижающего трансформатора , который включен междуфазно.
Сгорание кулера ведет за собой на тот свет первичную обмотку трансформатора. В итоге два трупа. Выпаиваем, пилим, сматываем, наматываем, завариваем, впаиваем и вуаля! Оба пациента ожили. Вентеляторы, само собой, заменены. Ремонт сварочных инверторов запись закреплена 18 дек Инвертор Чемпион Mini Проблема: перестал варить.
Диагноз: выход из строя пары выходных транзисторов диагонально в мосту. Замена двух G40N60 решила проблему. Схематически отсутствует дроссель на выходе. Дополнительная установка поможет сделать горение дуги более стабильным. Иван Попружный. Ремонт сварочных инверторов запись закреплена 26 ноя Продолжаем тему «Общественный инвертор».
Ниже будет описан случай варварского вмешательства в жизнедеятельность сварочного оборудования или, называя вещи своими именами, рукожопства.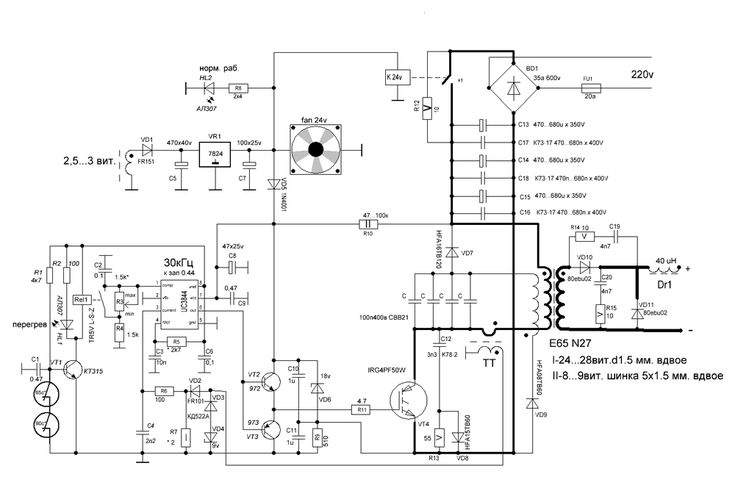 Попросили посмотреть инвертор Fubag IN Классическая проблема — перестал варить. На просторах мировой паутины не мало статей на тему этого аппарата, где подробно описана проблема отвала пайки стоек силовой платы. Сначала я и не придал значения вскользь брошенной фразе «его уже смотрели».
Попросили посмотреть инвертор Fubag IN Классическая проблема — перестал варить. На просторах мировой паутины не мало статей на тему этого аппарата, где подробно описана проблема отвала пайки стоек силовой платы. Сначала я и не придал значения вскользь брошенной фразе «его уже смотрели».
Показать полностью… Вскрыл, бегло просмотрел плату, заметил проблемы по части управления и закинул аппарат в багажник. А вот потом меня ожидало ЭТО см. Не знаю, что именно с ним делали, но разъем между платами практически отсутствовал как таковой. В схеме управления: ШИМ пал смертью храбрых, хоть и не подавал внешних признаков неработоспособности в отличии от драйвера, у которого часть корпуса покинула свое штатное место и скрылась в неизвестном направлении унеся с собой маркировку. Обвязка ШИМ и драйвера составила им компанию по большей части.
Но это было лишь начало Сняв силовую плату и вытряхнув парочку тех самых отпаявшихся стоек, положил ее на стол и глаза полезли на лоб. Силовая часть сопротивлялась до последнего До последнего транзистора.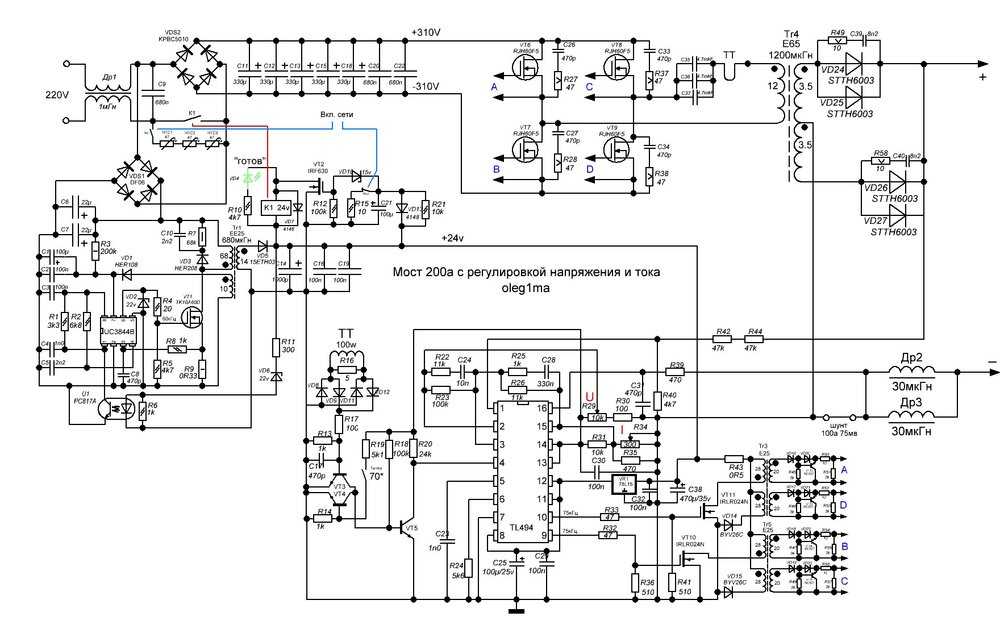
Часть IGBT-шек разорвало, остальные были просто пробиты. Резисторы в цепи управления выгорели напрочь. Выходные диоды пробиты Подведу итог. Не знаю кто, зачем и, прежде всего, как, но какой-то умелец прошелся по сварочнику как Мамай по борделям. Такого «мастерства» пока что видеть не доводилось.
Ресанта 160 ремонт своими руками предохранитель
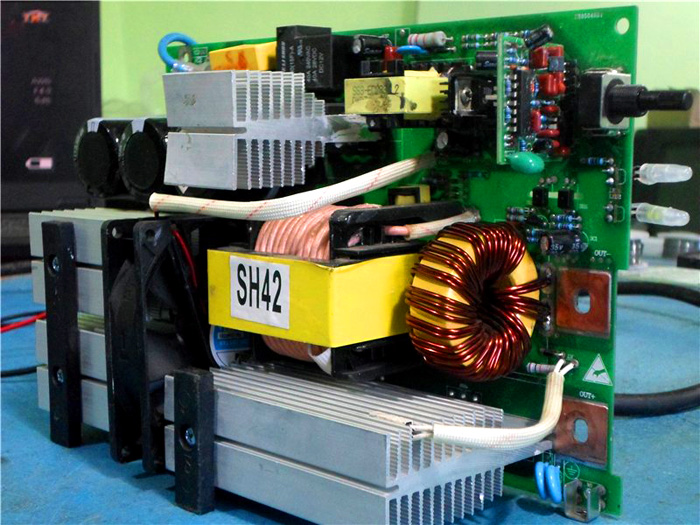
Подробно: ресанта ремонт своими руками предохранитель от настоящего мастера для сайта olenord. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки. Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства. Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
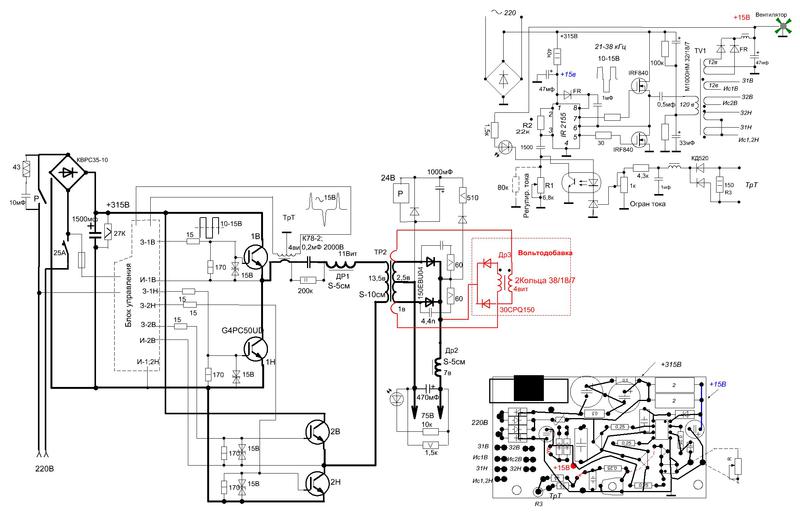
Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе.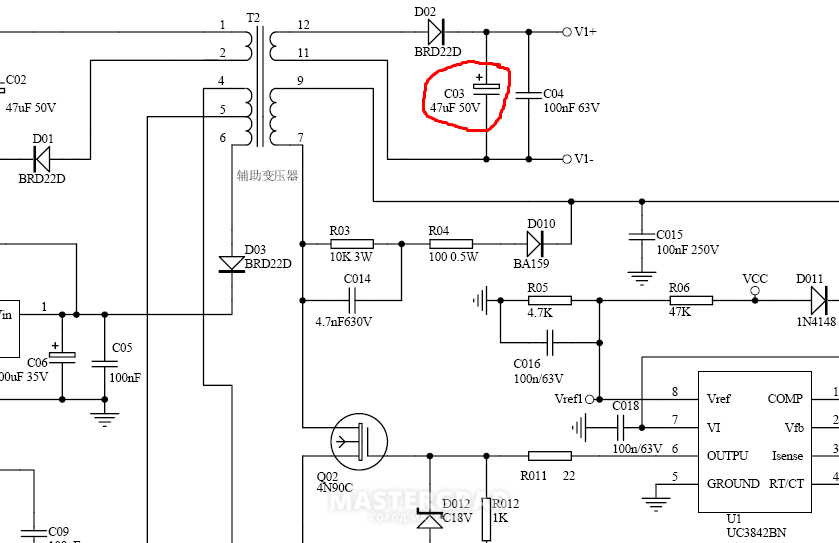 Вот кусочек схемы Ресанта САИПН.
Вот кусочек схемы Ресанта САИПН.
Инверторный сварочный аппарат ресанта саи 190 схема и устройство
Ваши права в разделе. Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения Вы не можете голосовать в опросах Вы не можете добавлять файлы Вы можете скачивать файлы. Брелок от автосигнализации tomohawk Восстановление древней плоносной клавиатуры. Зарядка АКБ зашкаливает. Ресанта САИ a включается искрит но не разжигает дугу. Проблема совместимости вызывной панели и аудиодомофона.
Ресанта 160 ремонт своими руками предохранитель
Сведения которые вы знаете про этот сварочный инвертор и отзывы о его работе будут полезны другим посетителям сайта. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые. Если все нормально меняем саму UC Транзистор и ШИМ выходят из строя очень редко.
Смотрите в теме про Ресанту, схемы силовой части на САИ, и практически одинаковые, различия только в числе транзисторов, выходных диодов и конструкции выходного дросселя.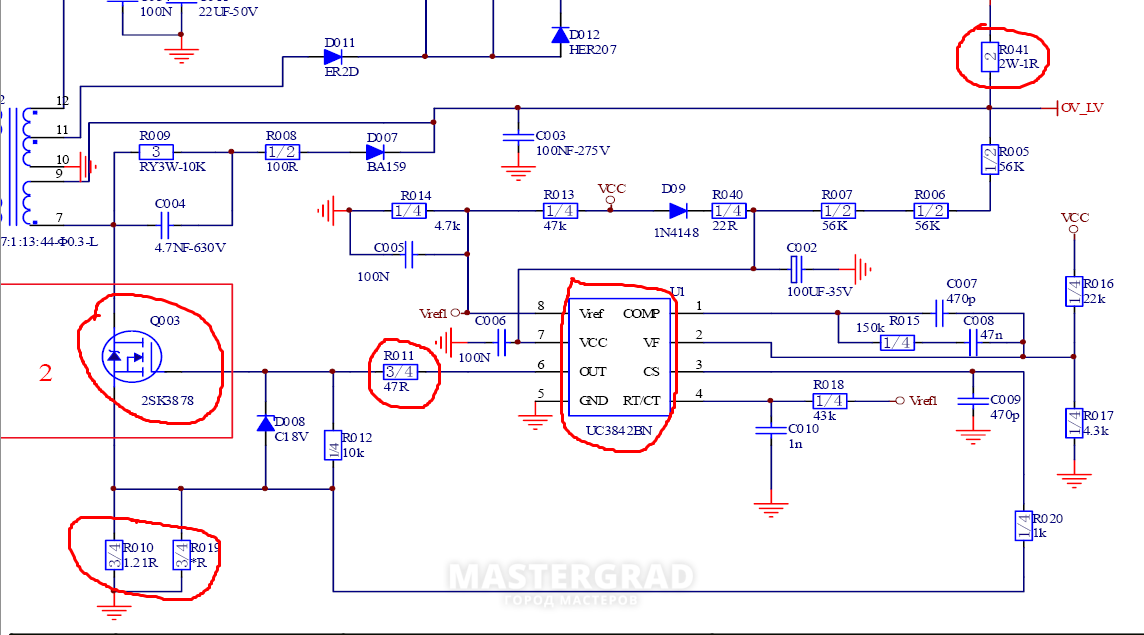
ресанта саи 220 горит перегрузка
Автор: южанин , 15 мая, в Ресанта. Ресанта САИ Аппарат не включается. Можно хотя бы версию? Есть pfc на ice2pcs01g. Не запускается.
Сварочный инвертор Ресанта САИ-220. Постоянно горит индикатор перегрева
Попал в ремонт этот сварочник. Были пробиты 3 из 4 IGBT транзистора. Что скажете про качество этой фирмы? Пакетник был заменён на 50А группы В, заместо группы С. Остался вопрос по стабилитронам между затворами и эмитерами IGBT-у 3 транзисторов эти стабилитроны звонятся одинаково по мВ, а у 4 транзистора один стабилитрон звонится на мВ, а второй в обрыве. Лучше поменять эти два или все 8 штук? Мы принимаем формат Sprint-Layout 6!
Резистор R 22ом стоит в затворе транзистора Q02 4N90C, R ом в истоке того же транзистора. . Скачать схему на сварочный инвертор РЕСАНТА САИ серия GP оптроны. . Включаю — стартует, но горит перегрев.
Ремонт ресанта саи 220 своими руками gp78 схема
Ресанта горят транзисторы
Пришел ко мне на ремонт очередной трупик, Blueweld prestige Новенький такой, даже запах еще не выветрился.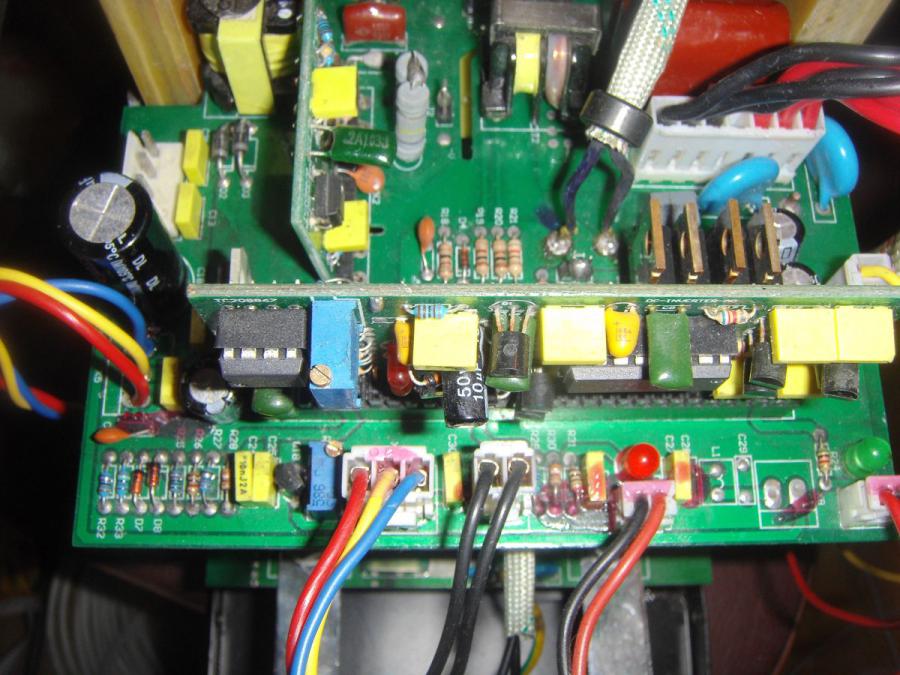 На форумах по ней идет плохая репутация, повальный брак ТГР.
На форумах по ней идет плохая репутация, повальный брак ТГР.
Power Electronics
Форум Новые сообщения. Что нового Новые сообщения Недавняя активность. Вход Регистрация. Что нового. Новые сообщения.
Дневники Файлы Справка Социальные группы Все разделы прочитаны.
Хочется отдохнуть от городской жизни, серых дорог, серого воздуха и серых людей, поэтому я провожу как можно времени на своем дачном участке, который, к сожалению, нуждается в полной перепланировке, проведению коммуникаций и т. Тем не менее, работа, как и отдых на такой даче все равно приносит мне заряд жизненных сил, мне нравится сажать, ухаживать, наблюдать, как кушают воробьи из кормушки, а ночью за окном слушать переливы сказочных песен наших пернатых друзей. Одному конечно одновременно работать , строить личную жизнь, дом, пытаться построить бизнес и т. И вот в очередном своем отпуске я решил наконец-то провести электричество на участок, в итоге почти весь месяц проработал гастарбайтером сам у себя. Проведение электричества не заняло много времени, а в финансах я уже был ограничен, потратившись на электрификацию, тем не менее, у меня было сильное желание наконец-то пустить в дело стальные канаты, которые уже год ждали своего момента, и здесь встал вопрос о сварочном аппарате, без которого любые ремонтно-восстановительные работы на дачном участке не возможны. Так как я не являюсь сварщиком по профессии и вообще на тот момент был далек от темы электросварки варил пару раз в жизни передо мной встал вопрос выбора аппарата за как можно меньшую стоимость так как я еще не знал, какие горизонты мне предстоит покорять и буду ли я вообще заниматься строительством и обустройством.
Проведение электричества не заняло много времени, а в финансах я уже был ограничен, потратившись на электрификацию, тем не менее, у меня было сильное желание наконец-то пустить в дело стальные канаты, которые уже год ждали своего момента, и здесь встал вопрос о сварочном аппарате, без которого любые ремонтно-восстановительные работы на дачном участке не возможны. Так как я не являюсь сварщиком по профессии и вообще на тот момент был далек от темы электросварки варил пару раз в жизни передо мной встал вопрос выбора аппарата за как можно меньшую стоимость так как я еще не знал, какие горизонты мне предстоит покорять и буду ли я вообще заниматься строительством и обустройством.
Switch to English регистрация. Телефон или email. Чужой компьютер.
Транзисторы для сварочных инверторов
Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом.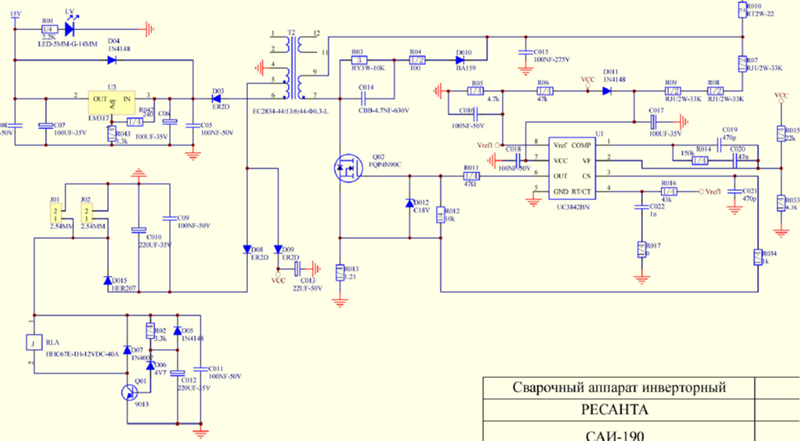 Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:
• Изначально выпрямляют ток, полученный из сети;
• Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток;
• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;
• Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Строение
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:
• Вентиляторов;
• нескольких радиаторов.
Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управления
Как правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.
На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Этиология поломок инверторов для сварки
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания.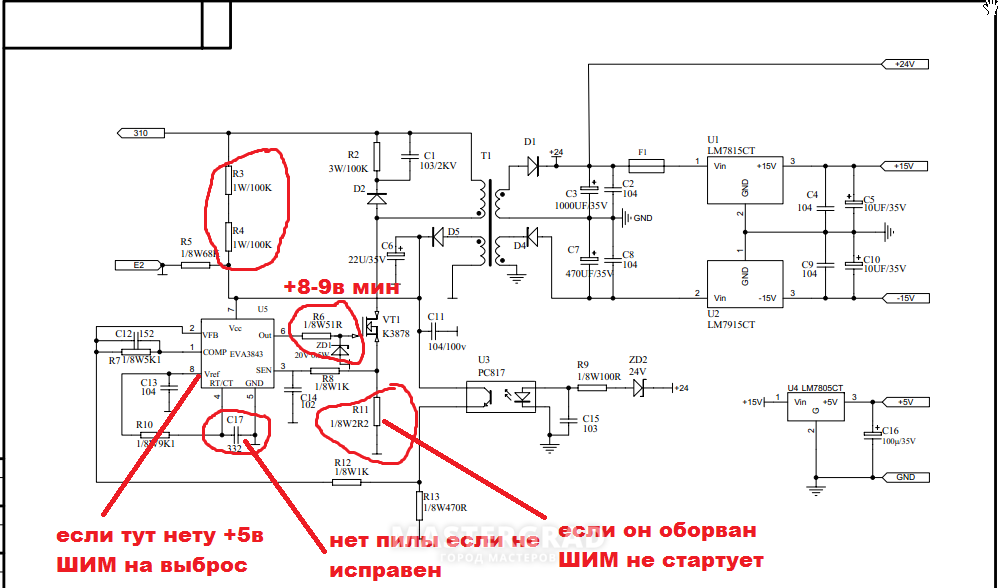 Затем проверяют надежность закрепления электрокабелей в клеммах.
Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно:
• Паяльников 40В;
• Ножей;
• Плоскогубцев;
• Кусачек;
• Амперметров на 50 и 250А;
• Осциллографа;
• Вольтметров на 50В и 250В;
• Паяльников 40В;
• Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
Пять главных причин отказа инвертора
Резюме
Одним из самых забытых электротехнических изделий, используемых в промышленной автоматизации, является скромный инвертор. Редко какая часть оборудования настолько проста и надежна, что инженеры-технологи забывают о ее существовании. Здесь Джонатан Уилкинс, менеджер по маркетингу поставщика устаревших и запасных частей для промышленной автоматизации European Automation, объясняет, почему даже самые надежные компоненты иногда выходят из строя и что делать, когда это происходит.
Инверторы, приводы, преобразователи частоты, приводы с регулируемой скоростью, приводы с регулируемой частотой — категория продуктов, используемых для управления скоростью электродвигателя и, таким образом, снижения энергопотребления в приложениях с регулируемой скоростью, имеет больше названий, чем Prince. Хотя, я полагаю, если подумать, на самом деле у него их только три, если учесть его решение в 1993 году стать известным символом, а не словом.
Инверторы мощности могут быть полностью электронными или сочетать механические эффекты с электронной схемой. Поскольку инверторы преобразуют электричество постоянного тока от батарей, солнечных панелей или топливных элементов в электричество переменного тока, приложения, в которых они могут использоваться, чрезвычайно разнообразны. Электродвигатели используются повсеместно в промышленности, в том числе в секторе производства продуктов питания и напитков для всего, от вентиляторов, вентиляторов или конвейерных лент до насосов и холодильных фургонов.
При этом очевидно, что сбой или поломка инвертора может привести к остановке производства и значительным финансовым потерям. Наиболее распространенной причиной отказа или неправильной работы инверторов является неправильная установка, часто сочетание несоблюдения рекомендаций руководства пользователя и выбора неподходящего типа кабеля, калибра или линейных предохранителей. После того, как вы прошли установочный тест и ваш продукт настроен и работает, есть несколько вещей, на которые вы должны обратить внимание.
Износ конденсатора
Первой причиной отказа инвертора является электромеханический износ конденсаторов. Инверторы полагаются на конденсаторы, чтобы обеспечить плавную выходную мощность при различных уровнях тока; однако электролитические конденсаторы имеют ограниченный срок службы и стареют быстрее, чем сухие компоненты. Это само по себе может быть причиной отказа инвертора. Конденсаторы также чрезвычайно чувствительны к температуре. Температуры выше заявленной рабочей температуры, часто вызванные высоким током, могут сократить срок службы компонента. Однако, поскольку электролиты испаряются быстрее при более высоких температурах, срок службы конденсаторов увеличивается, когда они работают при температуре ниже рабочей. К счастью, поддержание постоянного режима обслуживания и регулярная замена конденсаторов позволяет избежать большинства проблем, связанных с износом.
Однако, поскольку электролиты испаряются быстрее при более высоких температурах, срок службы конденсаторов увеличивается, когда они работают при температуре ниже рабочей. К счастью, поддержание постоянного режима обслуживания и регулярная замена конденсаторов позволяет избежать большинства проблем, связанных с износом.
Чрезмерное использование
Мы упоминали, что иногда руководители процессов могут забывать об инверторах. Это случается чаще, чем вы думаете. Использование инверторов за пределами их рабочего предела, либо по собственному выбору, либо из-за недосмотра или отсутствия знаний, может привести к выходу инверторного моста из строя. Использование любого компонента с рейтингом, превышающим его рабочий предел, сократит срок его службы и приведет к отказу, поэтому устранение этой проблемы сводится к проверке правильности работы всех инверторов.
Повышенное и пониженное напряжение
Следующие две проблемы, которые могут привести к отказу инвертора, — это перегрузка по току и перенапряжение. Если ток или напряжение увеличиваются до уровня, на который инвертор не рассчитан, это может привести к повреждению компонентов устройства, чаще всего моста инвертора. Часто это повреждение будет вызвано избыточным теплом, выделяемым скачком напряжения или тока. Перегрузки по току можно избежать с помощью предохранителей или автоматических выключателей, но избежать перенапряжения может быть сложно. Иногда всплески напряжения являются антропогенными, но они также могут быть вызваны молнией или солнечными вспышками, которых трудно избежать, если вы, как и мы, живете на планете Земля.
Если ток или напряжение увеличиваются до уровня, на который инвертор не рассчитан, это может привести к повреждению компонентов устройства, чаще всего моста инвертора. Часто это повреждение будет вызвано избыточным теплом, выделяемым скачком напряжения или тока. Перегрузки по току можно избежать с помощью предохранителей или автоматических выключателей, но избежать перенапряжения может быть сложно. Иногда всплески напряжения являются антропогенными, но они также могут быть вызваны молнией или солнечными вспышками, которых трудно избежать, если вы, как и мы, живете на планете Земля.
Ультразвуковые вибрации
Последняя проблема в списке связана с механическими нагрузками на инвертор. Ультразвуковые колебания, возникающие в сердечниках индуктивных компонентов, вызывают трение, увеличивая нежелательное тепло, выделяемое устройством, и дополнительно повреждая компоненты инвертора. Как и в случае любого электрического оборудования, техническое обслуживание является ключевым моментом, которым нельзя пренебрегать. Со временем электрические соединения имеют тенденцию ослабевать или подвергаться коррозии. Если инвертор все еще работает, у менеджера по техническому обслуживанию может возникнуть соблазн просто проигнорировать эти признаки износа. Однако, как говорится, лучше перестраховаться, чем потом сожалеть, поэтому крайне важно очищать клеммы в аккумуляторном ящике, предохранители и подключение инвертора не реже одного раза в шесть месяцев. Кроме того, процесс очистки должен выполняться правильно, иначе он может принести больше вреда, чем пользы. В идеале следует использовать проволочную щетку и растворитель жира. После завершения очистки и технического обслуживания необходимо нанести защитный герметик на все клеммы аккумуляторной батареи. При принятии решения о том, какое защитное покрытие использовать, избегайте покрытий на основе смазки, потому что они имеют тенденцию притягивать загрязняющие вещества, такие как пыль, что приводит к повышенному износу соединений, а также скрывает разрушение от дальнейших визуальных осмотров.
Со временем электрические соединения имеют тенденцию ослабевать или подвергаться коррозии. Если инвертор все еще работает, у менеджера по техническому обслуживанию может возникнуть соблазн просто проигнорировать эти признаки износа. Однако, как говорится, лучше перестраховаться, чем потом сожалеть, поэтому крайне важно очищать клеммы в аккумуляторном ящике, предохранители и подключение инвертора не реже одного раза в шесть месяцев. Кроме того, процесс очистки должен выполняться правильно, иначе он может принести больше вреда, чем пользы. В идеале следует использовать проволочную щетку и растворитель жира. После завершения очистки и технического обслуживания необходимо нанести защитный герметик на все клеммы аккумуляторной батареи. При принятии решения о том, какое защитное покрытие использовать, избегайте покрытий на основе смазки, потому что они имеют тенденцию притягивать загрязняющие вещества, такие как пыль, что приводит к повышенному износу соединений, а также скрывает разрушение от дальнейших визуальных осмотров. Несмотря на то, что правильная установка и техническое обслуживание могут значительно продлить срок службы инверторов, в случае отказа есть несколько путей, по которым вы можете пойти. Особенно для старых или устаревших моделей, возможно, стоит подумать о покупке отремонтированной детали.
Несмотря на то, что правильная установка и техническое обслуживание могут значительно продлить срок службы инверторов, в случае отказа есть несколько путей, по которым вы можете пойти. Особенно для старых или устаревших моделей, возможно, стоит подумать о покупке отремонтированной детали.
О компании European Automation:
Компания European Automation хранит и продает новые, бывшие в употреблении, восстановленные и устаревшие запасные части для промышленной автоматизации. Его глобальная сеть складов привилегированных партнеров и полностью принадлежащих ей распределительных центров позволяет предлагать уникальные услуги в области автоматизации по всему миру. Он обеспечивает экспресс-доставку по всему миру для всех продуктов, что означает, что он может доставить любую деталь в любое место назначения в очень короткие сроки.
Учить больше
Вам понравилась эта замечательная статья?
Ознакомьтесь с нашими бесплатными электронными информационными бюллетенями, чтобы прочитать больше замечательных статей.
Подписаться
Источники сварочного тока Консультанты по сварочным инверторам, Источники сварочного тока, сварочные аппараты и другие системы для сварки и резки
ИСТОЧНИКИ СВАРОЧНОГО ПИТАНИЯ
Напа. Рави
Arcraft Plasma Equipments (I) Pvt Ltd.
РЕЗЮМЕ
Введение в источники питания для сварки, различные типы, области применения, полезные определения, относительные преимущества и недостатки, что такое инвертор в целом, различные силовые полупроводники, используемые в инверторах, различные топологии конструкции, сварочные инверторы Arcraft и сравнение затрат.
1. ВВЕДЕНИЕ
- W пайка – это процесс соединения двух металлов. Для соединения двух металлов требуется огромное количество тепла. Это тепло создается в виде электрической дуги.
 Для создания этой дуги требуется источник питания.
Для создания этой дуги требуется источник питания. - E ver С тех пор, как процесс сварки вошел в область машиностроения, в области источников сварочного тока постоянно происходят инновации.
- T Выбор источника сварочного тока зависит от процесса сварки.
- T здесь два типа источников сварочного тока.
1. источники питания постоянного тока.
2. источники питания постоянного напряжения. - Источник постоянного тока используется в процессах сварки MMAW и TIG.
- MMAW означает ручную дуговую сварку металлическим электродом.
- TIG означает сварку вольфрамовым электродом в среде инертного газа.
- Источник постоянного напряжения используется в процессах сварки MIG/MAG и SUBARC.
1.MIG означает сварку металлов в среде инертного газа.
2.MAG означает сварку металлов в активном газе.
3. SUBARC означает дуговую сварку под флюсом. - O В нашем обсуждении будут рассмотрены источники питания, которые используются в процессах сварки MMAW и TIG
- Мы можем понять, что сварку можно проводить с помощью
1. Источник питания переменного тока.
2. Источник питания постоянного тока. - Ниже приведены типы источников сварочного тока, которые можно различать по параметрам, основанным на значениях.
2. РАЗЛИЧНЫЕ ТИПЫ ИСТОЧНИКОВ СВАРОЧНОГО ПИТАНИЯ.
2.А. Источники питания переменного тока
A1.Сварочный трансформатор постоянного тока.
A2. Сварочный трансформатор переменного тока (шунтового магнитного типа).
а) Движущийся утюг
б) Подвижная катушка
2. Б. Источники питания постоянного тока.
Б. Источники питания постоянного тока.
B1. Источник сварочного тока преобразовательного типа (сварочный выпрямитель).
B2. Тиристорный сварочный выпрямитель.
B3.Источник сварочного тока на базе прерывателя.
B4.Источник сварочного тока на инверторной основе.
3. НЕКОТОРЫЕ ПОЛЕЗНЫЕ ОПРЕДЕЛЕНИЯ
1. Коэффициент мощности: отношение активной мощности к сумме активной и реактивной мощности. Следует отметить, что это векторная сумма, а не алгебраическая сумма.
2. Входная кВА: это произведение приложенного напряжения и тока, потребляемого от входного источника питания.
3. Входная мощность, кВА, одна фаза: входное напряжение X входной ток
4. Входная мощность, кВА, три фазы: %3 X Входное напряжение X Входной ток
5.Входная мощность: %3 X входное напряжение X входной ток X коэффициент мощности
6. Выходная мощность: выходное напряжение X выходной ток
7. Выходная мощность: Входная мощность X КПД
8. Напряжение холостого хода: это напряжение на выходных клеммах источника сварочного тока, когда сварка не выполняется.
9. Напряжение нагрузки: это напряжение, доступное на выходных клеммах источника сварочного тока во время сварки, выраженное в вольтах.
10. Сварочный ток: это ток, потребляемый от источника сварочного тока, указанный в амперах.
11. Входной ток без нагрузки: это ток, потребляемый от входного источника питания, когда сварка не выполняется.
12. Скорость осаждения: это вес материала, осажденного в единицу времени, выраженный в кг/час или кг/мин, при заданном наборе условий. Это также зависит от источника питания. Он снижается из-за брызг и дыма.В типичном испытании оно увеличивается примерно на 15–20 % при использовании сварочных инверторов.
13. Скорость плавления/выгорания: это скорость, с которой электрод определенного размера плавится при заданном токе и выражается в см/мин. Он быстро увеличивается по мере увеличения тока специально для электродов малого диаметра.
4. ОБСУЖДЕНИЕ РАЗЛИЧНЫХ ТИПОВ
4.А1. Сварочный трансформатор постоянного тока.
Преимущества:
1.Очень низкие начальные инвестиции
2.Простой в использовании и обслуживании.
Недостатки:
1. Очень высокий ток без нагрузки.
2. Нет контроля тока. Ток фиксированный, также зависит от электрода и входного напряжения.
3. Очень неэффективно.
4. Очень низкий коэффициент мощности.
Очень низкий коэффициент мощности.
5. Из-за 1 и 2 потребляет очень большой ток от электроустановки. (см. таблицу).
6. Из-за 3 высоких эксплуатационных расходов.
7. Плохое качество сварного шва.
8.Грубая сила тока.
9.Сварка на малых токах вообще невозможна.
10. Громоздкое оборудование, поэтому занимает большую площадь.
11. Плохая переносимость.
12. Сварка TIG/аргон невозможна.
13. Сварка цветных металлов невозможна.
14. Более низкая скорость осаждения и эффективность осаждения.
4.А2. Сварочный трансформатор переменного тока (шунтового магнитного типа).
| Подвижное ядро или Движущийся утюг |
Преимущества:
1. Очень низкие начальные инвестиции
Очень низкие начальные инвестиции
2. Простота использования и обслуживания
Недостатки:
1. Очень высокий ток без нагрузки.
2. Очень неэффективно.
3.Очень низкий коэффициент мощности.
4. Из-за 1 и 2 потребляет очень большой ток от электроустановки. (см. таблицу).
5. Из-за 3 высоких эксплуатационных расходов.
6. Плохое качество сварного шва.
7. Лучший контроль тока по сравнению с предыдущим типом, но неудовлетворительный.
8. Громоздкое оборудование, поэтому занимает большую площадь.
9. TIG/аргонная сварка невозможна.
10.Сварка на малых токах невозможна.
11. Плохая скорость осаждения и эффективность
4.В2. Тиристорный сварочный выпрямитель.
Преимущества:
1. Умеренные начальные инвестиции
Умеренные начальные инвестиции
2.Простой в использовании.
3. Умеренные навыки, необходимые для обслуживания оборудования.
Недостатки:
1. Высокий ток без нагрузки.
2. Эффективность лучше, чем в предыдущих случаях, но не высокая.
3. Низкий коэффициент мощности.
4. Из-за 1 и 2 потребляет большой ток от электроустановки.
5. Из-за 3 высоких эксплуатационных расходов.
6. Низкая скорость управления.
7. Лучшее качество сварного шва по сравнению с предыдущими типами.
8. Лучший контроль тока по сравнению с предыдущими типами.
9. Громоздкое оборудование, следовательно, занимает большую площадь.
10. Плохая переносимость.
11. Средняя скорость осаждения и эффективность.
5. ЧТО ТАКОЕ ИНВЕРТОР?
ЧТО ТАКОЕ ИНВЕРТОР?
Инвертор, используемый в сварочном приложении, работает, как показано ниже.
- Напряжение сети переменного тока используется в качестве входного сигнала сварочного оборудования.
- Он соответствующим образом отфильтрован и выпрямлен.
- Это выпрямленное напряжение фильтруется, чтобы сделать его чистым постоянным током.
- Это постоянное напряжение подается на вход коммутационного устройства через высокочастотный силовой трансформатор.
- Поскольку эта частота переключения очень высока, размер этого трансформатора становится очень маленьким по сравнению с его аналогами.
- Выход трансформатора соответственно понижен.
- Это пониженное переменное напряжение снова выпрямляется с помощью быстровосстанавливающихся диодов.
- Этот выход используется для сварки.

- Используются подходящие средства контроля и методы обратной связи.
6. ХАРАКТЕРИСТИКИ СИЛОВЫХ ПОЛУПРОВОДНИКОВЫХ УСТРОЙСТВ, ИСПОЛЬЗУЕМЫХ В ИНВЕРТОРАХ
6a. Тиристоры/тиристоры (кремниевые выпрямители)
- Доступны очень прочные устройства очень большой емкости.
- Очень низкая рабочая частота, которая находится в пределах звукового диапазона.
- Привод ворот прост и эффективен.
- Следовательно, размеры и вес оборудования велики.
- Так как рабочая частота попадает в звуковой диапазон, сварка очень шумная.
- Так как коммутация принудительная, большое и большее количество компонентов.
- Скорость регулирования тока низкая, поэтому очень низкий сварочный ток невозможен.
- Большие начальные импульсные токи.

- Большое количество брызг и дыма. Плохое качество сварки.
- Большой внутренний нагрев из-за большого циркулирующего тока.
6б. BJT (транзисторы с биполярным переходом)
- Все вышеперечисленные недостатки устранены, но требует громоздкого и неэффективного базового привода, который сложен и не подходит для больших мощностей.
- Мощные транзисторы чрезвычайно дороги.
- Поскольку технология IGBT и MOSFET совершенствуется, для этих устройств в сварочном применении нет места.
6с. МОП-транзисторы (полупроводниковые полевые транзисторы на основе оксидов металлов)
- В данном устройстве основание заменено на ворота.
Привод ворот прост и чрезвычайно эффективен.
Очень высокая скорость переключения, и, следовательно, размеры трансформатора становятся небольшими.
Возможна работа до 100 кГц. - При больших рабочих циклах и более высоких мощностях размер сердечника трансформатора должен быть выбран соответствующим образом, чтобы соответствовать соответствующему размеру медного проводника.
- Устройства большой емкости не пользуются популярностью из-за их стоимости и доступности.
- Следовательно, используется в источниках питания малой и средней мощности.
6д. БТИЗ (биполярные транзисторы с изолированным затвором).
- Это комбинация BJT и MOSFET.
- Очень простой и эффективный привод ворот.
- Устройства большой емкости доступны по разумной цене.
- Сокращает время сборки и обслуживания.
Возможна работа значительно выше звукового диапазона и, следовательно, бесшумная работа. - Доступно только устройство для источников питания большой мощности.
 Потери мощности сравнимы с полевыми МОП-транзисторами при малой мощности и меньше при средней и большей мощности.
Потери мощности сравнимы с полевыми МОП-транзисторами при малой мощности и меньше при средней и большей мощности. - Таким образом, можно применять концепции проектирования строительных блоков.
7. КОНСТРУКТИВНЫЕ ТОПОЛОГИИ.
а. Резонансные источники питания.
б. Источник питания ШИМ. (широтно-импульсная модуляция)7.а. Резонансные источники питания несут недостаток большого циркулирующего тока, громоздкости из-за коммутационных цепей. Следовательно, они менее эффективны. Они предлагают меньшую полосу пропускания управления и, следовательно, большие изменения тока невозможны. Они производят меньше электромагнитных помех. Следовательно, они относятся к старому поколению сварочных аппаратов. Они используются на очень высоких частотах, обычно от 400 кГц до 1000 кГц, в области связи, где электромагнитные помехи вызывают серьезную озабоченность.
7.б. Источники питания PWM — это выбор дня, поскольку они обеспечивают крупное и быстрое управление. Проблема электромагнитных помех соответствующим образом уменьшается с помощью фильтров. Они обеспечивают широкий контроль тока, обычно от 3 до 400 А, что является очень широким диапазоном. Они предоставляют прекрасную возможность включить больше функций. Скорость коррекции исключительно выгодна для контроля скачков тока, что необходимо при сварке TIG. Метод ШИМ обеспечивает плавное регулирование тока короткого замыкания, очень хорошую способность повторного зажигания дуги. И, следовательно, это новейший и лучший выбор для сварки.

7. ЧЕМ ОБОРУДОВАНИЕ САМОЛЕТА ЛУЧШЕ ДРУГОГО?
1. Предназначен для более широких колебаний входного напряжения.
2.Рассчитан на более широкие колебания температуры окружающей среды.
3. Защита от пониженного напряжения, перенапряжения, однофазного включения и перегрева.
4. Предоставляется столько функций, сколько требуется по выбору клиента.
5.Всплеск тока отсутствует, запускается с установленного значения тока.
6.Очень большой выбор моделей.
7.Проверено на качество.
8. Оригинальный дизайн и простота обслуживания.
9. Обученный персонал для оказания услуг на пороге вашего дома.
10.Очень малое время простоя, так как все запасные части легко доступны.
11. За счет высокой рабочей частоты инвертора очень низкая пульсация, благодаря чему сварочный ток ровный и стабильный. Получается отличное качество сварки.
12. Равномерный сварной шов, низкий уровень разбрызгивания и меньшее выделение дыма.
13.Очень высокая скорость осаждения и эффективность.
14. Новейшая технология ШИМ с использованием IGBT.

СРАВНЕНИЕ
- Допустим, используется электрод для дуговой сварки диаметром 4 мм
- Требуется сварочный ток 160 А при напряжении около 24 В
- Выходная мощность = 160 A X 24 В = 3840 Вт или 3,840 кВт
- Входное напряжение составляет 230 В переменного тока в случае однофазного источника питания и 415 В переменного тока в случае трехфазного источника питания.
 При сравнении в реальных измерениях входное напряжение и выходное напряжение должны быть точно измерены.
При сравнении в реальных измерениях входное напряжение и выходное напряжение должны быть точно измерены.
| Параметр
| Сварочный трансформатор
| Сварочный выпрямитель
| Сварочный инвертор
|
| Ток холостого хода | от 4 до 5 А | от 4 до 5 А | от 0,3 до 0,5 А |
| Коэффициент мощности без нагрузки | 0,2 | 0,2 | 0,99 |
| Питание без нагрузки | от 400 до 500 Вт | от 400 до 500 Вт | от 50 до 100 Вт |
| Выходная мощность | 3,84 кВт | 3,84 кВт | 3,84 кВт |
| Эффективность | 0,6 | 0,6 | 0,9 |
| Входная мощность | 6,4 кВт | 6,4 кВт | 4,27 кВт |
| Входной коэффициент мощности | от 0,5 до 0,6 | 0,6 | 0,95 |
| Вход кВА | 12,8–10,66 при 230В, 1ф | 10,66 на 415В, 3 фазы | 4,5 на 415В, 3 фазы |
| Входной ток | 55 А до 46 А | 14,8 А | 6,3 А |
| Потребляемая мощность в течение 8 часов в день | 51,2 кВтч | 51,2 кВтч | 34,16 кВтч |
| Потребляемая мощность за 250 дней в году | 12 800 кВтч | 12 800 кВтч | 8540 кВтч |
| Стоимость электроэнергии @ 5 рупий за кВтч | 64 000 рупий | 64 000 рупий | 42 700 рупий |
| Превышение стоимости по сравнению с инвертором | 21 300 рупий | 21 300 рупий | — |
| Превышение входного тока от источника питания | 48 А | 8,5 А | — |
| Экономия эксплуатационных расходов, как указано выше
| —
| —
| 21 300 рупий
|
| Экономия входного тока
| —
| —
| 8,5–48 А
|
| Экономия установленной мощности
| —
| —
| 6,1 кВА до 11,0 кВА
|
Следовательно, существует экономия в размере 21 300 рупий в год, если машина используется в течение одного года в течение 250 дней по 8 часов в день, то есть 2000 часов в год.
