Подключение инвертора сварочного: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
Подключение сварочного инвертора
Каждый сварочный аппарат укомплектован стандартным набором кабелей. Без них просто невозможно выполнение каких-либо работ. Поэтому большое значение имеет правильное подключение сварочного инвертора. Все подобные устройства оборудуются не только двумя рабочими кабелями, но и еще одним, по которому подается питание. Некоторые сложности могут возникнуть с кабелями для подключения электрода и зажима, обеспечивающего соединение с массой. Для них предусмотрены отдельные разъемы с плюсом и минусом. Варианты подключения могут быть разными, в зависимости от используемого материала и условий выполнения работ.
Содержание
Подготовка к работе и подключение
После того как были подготовлены защитная одежда, обувь, сварочная маска и электроды, можно переходить к подключению аппарата. В связи с повышенной мощностью оборудования, необходимо ознакомиться с характеристиками и возможностями сети, используемой в качестве источника питания. Как правило, особых проблем не возникает, поскольку все бытовые инверторы рассчитаны на 220 вольт.
Единственным требованием, связанным с безопасностью, является установка автомата с необходимыми параметрами. Это позволит избежать негативных последствий в случае коротких замыканий и других непредвиденных ситуаций. Далее, сварочный инвертор размещается на рабочем месте с соблюдением определенных правил и технических норм:
- Минимальное расстояние от стен и крупных предметов составляет 2 метра.
- В обязательном порядке делается защитное заземление.
- Поблизости не должно быть воспламеняющихся и взрывоопасных предметов и веществ.
- Для сварочных работ следует использовать металлический стол или просто свободную площадку.
Подготовив рабочее место, можно выполнять подключение сварочного инвертора. Каждый кабель и провод вставляется в нужное гнездо инвертора. В держателе закрепляется электрод, а к металлической заготовке подключается зажим массы. В качестве источника тока может использоваться не только бытовая сеть 220 В, но и промышленная – на 380 В. При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
Соединение с электрической сетью
При подключении сварочного инвертора к домашней сети, нередко возникают проблемы технического характера. Поэтому данная процедура должна выполняться правильно и предельно аккуратно, с учетом особенностей местной электропроводки. Следует учитывать и возможную бесперебойную работу аппарата, с точными интервалами времени, отводимыми на сварку и технические перерывы.
В первую очередь необходимо изучить характеристики и тип розетки, куда выполняется подключение инвертора. Обычно, при работе на максимальном токе, инвертор способен выдать на выходе 140 А. При таких показателях вполне достаточно розетки на 16 А. В старых домах до сих пор стоят изделия на 10 ампер и соответствующая проводка, которая может не выдержать повышенных нагрузок. Следует проверить наличие и состояние предохранительных пробок, автоматов.
Если в качестве защиты установлены так называемые жучки, то при росте нагрузки их наличие может вызвать тяжелые последствия – короткое замыкание, оплавление проводки, возгорание и т.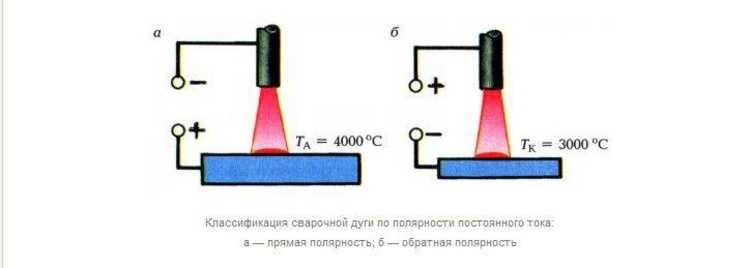 д. Вполне возможно понадобится установка нового автоматического выключателя, с учетом нагрузки, которую добавляет преобразователь.
д. Вполне возможно понадобится установка нового автоматического выключателя, с учетом нагрузки, которую добавляет преобразователь.
В некоторых случаях может возникнуть так называемая просадка сети, когда напряжение падает до 150 В и ниже. Это первый признак недостаточного сечения сетевых проводов. Если напряжение падает ниже минимально допустимого предела, то к такой сети нельзя подключать сварочное оборудование. При использовании в работе удлинителя, смотанный провод нужно размотать на полную длину. В противном случае, в местах скруток может возникнуть индуктивное сопротивление, которое, в свою очередь, приведет к перегреву изоляции, вплоть до ее расплавления. Если намотки все-таки не удается избежать, она не должна быть слишком плотной, чтобы обеспечивалась естественная вентиляция.
Питание инверторной сварки от генератора
Если объект не оборудован стационарной электрической сетью, а сварка все-таки требуется, можно воспользоваться бензиновым или дизельным генератором. Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Необходимо учесть, что в любом инверторе имеются катушки, конденсаторы, электронные схемы и другие элементы, которые считаются реактивными потребителями с коэффициентом мощности около 0,7. При расчете полной мощности аппарата, необходимо активную мощность разделить на коэффициент мощности. После предварительных расчетов, совместимость аппаратуры будет выглядеть следующим образом:
- При сварочном токе 160 А можно работать лишь электродами с наибольшим диаметром 4 мм. Величина активной мощности такого инвертора составляет 3,8 кВт, а полная, учитывая коэффициент 0,7, будет примерно 5-5,5 кВт. С учетом 20-процентного запаса мощности, потребуется генератор не менее чем на 6 кВт.
- Сварочный ток 180 А допускает работу электродами 5 мм. Активная и полная мощность составят 4,8 и 7,5 кВт соответственно. Поэтому мощность генератора должна быть не ниже 8-8,5 кВт.
- Если показатель сварочного тока доходит до 200 А, то подобной аппаратуре нужна трехфазная сеть.
 Диаметр электродом увеличивается до 6 мм. Полная мощность инвертора составит 11,5 кВт, а мощность трехфазного генератора – не ниже 15 кВт.
Диаметр электродом увеличивается до 6 мм. Полная мощность инвертора составит 11,5 кВт, а мощность трехфазного генератора – не ниже 15 кВт.
Иногда возникает вопрос о возможности эксплуатации мощного сварочного устройства не в полную силу своих возможностей. Может ли использоваться схема подключения инвертора к генератору с более низкой мощностью? Специалисты не рекомендуют самостоятельно принимать такое решение, дать окончательное заключение может только профессиональный электромеханик.
Необходимо учитывать и наличие дополнительных опций в конкретном оборудовании, требующих кратковременного повышения мощности в момент их использования.
Выбор параметров удлинителя
Часто кабель питания, входящий в комплект инвертора, оказывается слишком коротким и не обеспечивает подсоединения сварки так, чтобы она располагалась возле соединяемых конструкций. Поэтому сварщики вынуждены пользоваться кабелями-удлинителями или переносками. От таких же бытовых устройств они отличаются только повышенной мощностью проводников.
С технической точки зрения удлинитель есть не что иное, как дополнительный участок цепи от инверторного аппарата до источника тока. Поэтому для расчетов вполне подходит известный закон Ома. При одинаковой мощности разных подключаемых потребителей, сечение проводника напрямую зависит от длины переносного кабеля. В качестве материала следует использовать металлы, у которых минимальное удельное сопротивление.
Поэтому все современные проводники изготавливаются из меди. Изоляция никак не влияет на электрические свойства кабеля, однако в процессе эксплуатации она подвергается различным механическим нагрузкам. Ее толщина должна быть как можно выше, в этом случае кабель прослужит значительно дольше.
Выбор сечения производится в зависимости от величины сварочного тока. В качестве исходных данных для расчетов берется длина кабеля и напряжение. Следует учитывать возможное падение напряжения на данном участке, что может вызвать перегрузки в домашней сети. В обязательном порядке создается запас по мощности не менее 10%, исключающий возможность перегрева проводников.
В комплект к сварочному аппарату рекомендуется создавать удлинители разной протяженности, кратной 10 м. Короткие переноски лучше не использовать. При оптимальных размерах переноски она не оказывает заметного влияния на общее состояние цепи и величину ее напряжения. Сечение кабеля, используемого в удлинителе, и сечение домашней проводки должны быть примерно одинаковыми. Применять бытовые переноски для подключения сварочной аппаратуры категорически запрещается.
Как подключить инвертор в режимах разных полярностей
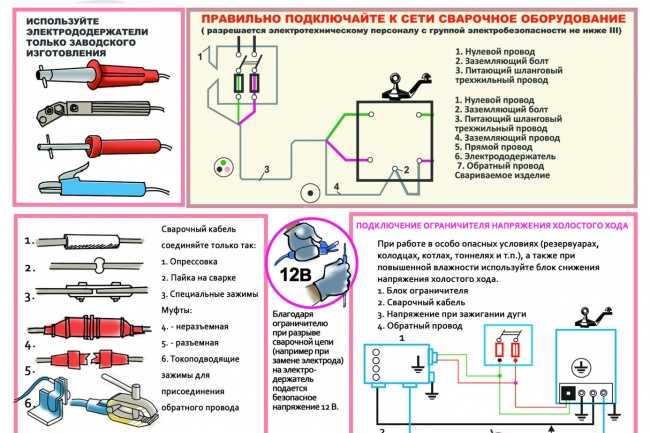
Для силовых кабелей предусмотрены специальные клеммы, обозначаемые плюсом и минусом. Многие начинающие пользователи не задумываются, как подключить сварочный инвертор и соединяют провода без учета полярности и реальных условий работы.
Между тем, разница все же присутствует и зависит она от законов физики, в соответствии с которыми происходит движение электронов. Имея отрицательный заряд, они в любых условиях перемещаются от минуса к плюсу, в том числе и при включении в эту цепочку инвертора. Сварочный аппарат будет работать, независимо от клеммы, к которой подключен электрод. Однако, движение электронов в каждом случае будет происходить в различных направлениях, и это напрямую повлияет на сам рабочий процесс и конечный результат.
Сварочный аппарат будет работать, независимо от клеммы, к которой подключен электрод. Однако, движение электронов в каждом случае будет происходить в различных направлениях, и это напрямую повлияет на сам рабочий процесс и конечный результат.
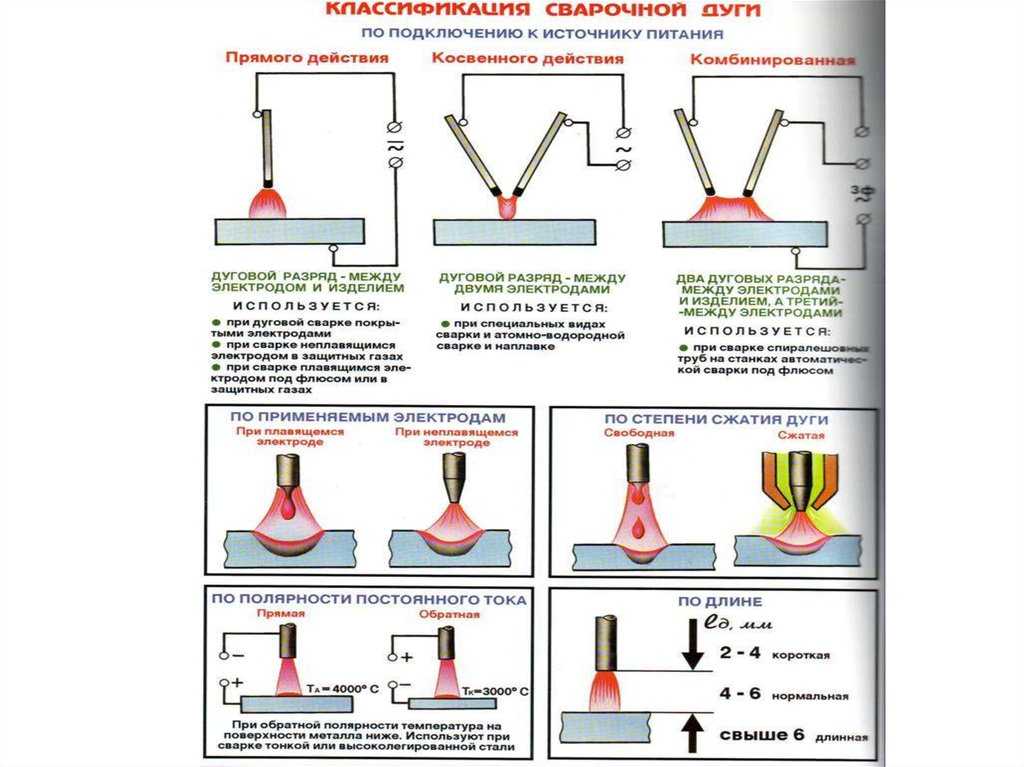
Схема прямой полярности предполагает соединение плюса с заготовкой (массой), а минуса – с электродом. Между ними образуется дуга, по которой проходит сварочный ток. При таком соединении анод представляет собой деталь, а катодом является электрод. Сварочный шов будет нагреваться сильнее, примерно на 700-1000 градусов больше, чем электрод.
При обратной полярности, наоборот, электроды оказываются подключенными к плюсовой клемме, а свариваемая деталь соединяется с минусом. В этом случае сильнее будет разогреваться электрод.
Основным фактором выбора полярности является толщина соединяемых заготовок. Более массивный металл требует на стыке более сильного прогрева, для лучшего взаимного проникновения расплавленных частиц. Тонкие материалы, наоборот, нельзя сильно прогревать во избежание прожога и неравномерного сварного шва.
Как произвести подключение сварочного инвертора к источнику питания?
Автор На чтение 7 мин Просмотров 879 Опубликовано
Сварочный инвертор — это устройство, с помощью которого можно значительно облегчить процесс дуговой сварки. С каждым годом его применение становится все популярнее, потому что оно позволяет осуществлять сваривание любых конструкций быстро и качественно. Чтобы сварочные работы проходили в нужных режимах, а аппарат имел долгий срок службы, нужно правильно подключать инвертор к источнику питания. Поэтому далее будет рассмотрено, как правильно подключить сварочный инвертор.
Схема устройство инверторного сварочного аппарата.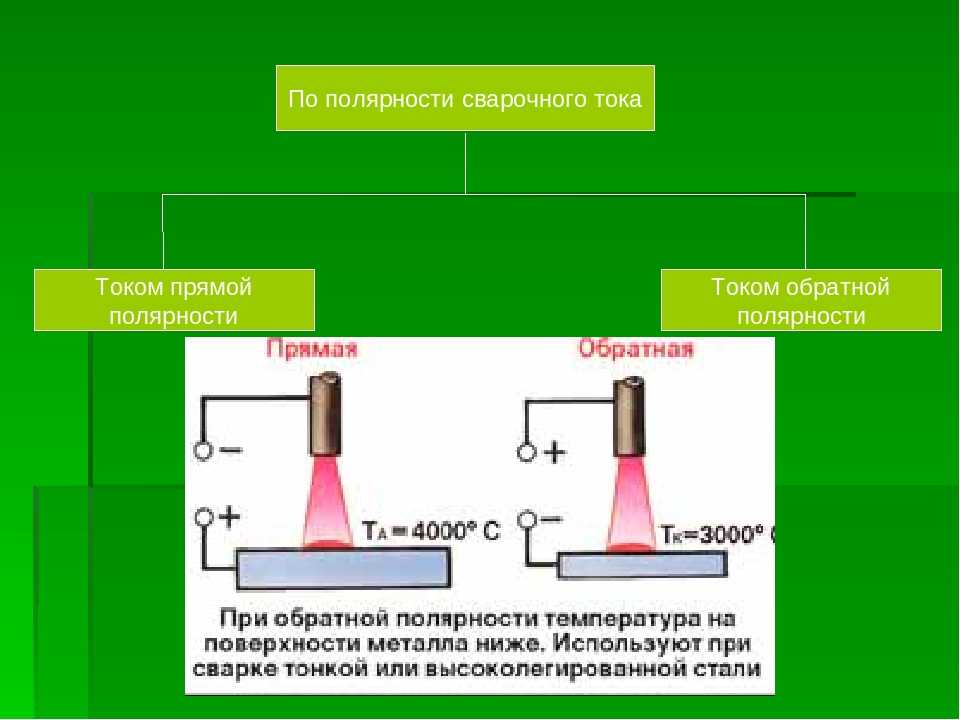
Содержание
- Подключение сварочного инвертора
- Подключение сварочного инвертора к электрическому генератору
- Бензогенератор или электрогенератор?
- Выбор кабеля для подсоединения инвертора
- Подключение сварочных инверторов с помощью удлинителей
Подключение сварочного инвертора
Подсоединение сварочного аппарата может быть осуществлено к внешней сети напряжением 220 В или 380 В либо к генераторной установке определенной мощности. Соединительный кабель с вилкой соответствует максимальной мощности агрегата, поэтому здесь никаких вопросов быть не должно. Основные трудности могут возникнуть со стороны внешнего источника питания, особенно если электропроводка на дачном участке старая и имеет неизвестное сечение.
Современная проводка, вилки и розетки рассчитываются на ток не более 16 А. Суммарная мощность, которая потребляется всеми устройствами в доме, может быть больше этого значения, поэтому его ограничивают автоматическим предохранительным устройством или обычной пробкой. Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Устройство сварочного инвертора.
Одно из преимуществ сварочных устройств этого типа заключается в том, что их электрическая цепь имеет несколько типов защиты. В случае перегруза сети защита автоматически отключает аппарат по низкому напряжению. Такая ситуация может произойти, когда входное напряжение имеет низкое значение, или в случае недостаточного сечения электропроводки, сопротивление которой снизит напряжение при возникновении нагрузки в виде сварочного тока.
Если электрическая проводка стационарной сети не позволяет осуществить подсоединение инвертора, нужно воспользоваться другими источниками питания, которые будут рассмотрены ниже. В случае полного соответствия максимальной мощности аппарата с внешней проводкой можно подсоединять инвертор к электросети и осуществлять тестовую сварку.
Не рекомендуется подключаться к сети, если в качестве защитного устройства установлен предохранитель неизвестного номинала.

Если есть возможность, нужно контролировать просадку напряжения при зажигании дуги. Сильная просадка может быть результатом малого сечения проводов.
Вернуться к оглавлению
Также читайте: Все о строительных инструментах от А до Я.
Подключение сварочного инвертора к электрическому генератору
Из-за плохих параметров внешней электросети в некоторых ситуациях осуществить сварку бывает просто невозможно. Тогда можно воспользоваться электростанцией. При этом очень важно, чтобы мощность электростанции позволяла проводить полноценные сварочные работы.
При выборе генератора следует сначала ознакомиться с основными техническими характеристиками сварочного аппарата. В качестве примера будет взят обычный инвертор с рабочим током 160 А. Современные инверторы имеют плавную регулировку тока сварки от минимального до максимального значения. Это позволяет проводить сварку как на средней, так и на максимальной мощности оборудования. Но фирмы-изготовители часто пишут только потребляемую мощность, ничего не говоря о ее максимальном значении.
Но фирмы-изготовители часто пишут только потребляемую мощность, ничего не говоря о ее максимальном значении.
Рисунок 1. Провода марки КГ бывают разные и различаются по максимальной нагрузке, зависящей от сечения.
Чтобы самостоятельно рассчитать максимальную мощность, необходимо максимальный рабочий ток устройства умножить на напряжение дуги (обычно оно составляет 25 В), после чего разделить полученную цифру на КПД инвертора (приблизительно 90%). В результате максимальная мощность будет равна: 160х25/0,9=4444 Вт.
После проведения расчетов можно приступать к выбору электрогенератора. При этом ориентироваться следует на максимальную потребляемую мощность, прибавив к ней запас в 25%, чтобы не использовать электростанцию на пределе возможности. Поэтому для сварочного инвертора с рабочим током 160 А нужно купить генератор с выходной мощностью не менее: 4444+4444х0,25=5555 Вт, или 5,5 кВт.
Вернуться к оглавлению
Бензогенератор или электрогенератор?
Схема подключения инвертора к аккумулятору.
В некоторых случаях при невозможности использовать внешнюю электросеть сварщики пытаются подключить инверторную сварку через бензогенератор небольшой мощности. Такой подход является неверным, если его мощность составляет менее 5 кВт. Рабочее напряжение в таких генераторах сильно зависит от величины нагрузки. Инверторные устройства чувствительны к перепадам напряжения, поэтому если выходное напряжение бензогенератора будет часто меняться, сварочный аппарат может выйти из строя.
При сварке электродом 3 мм рабочий ток достигает 120 А при напряжении 40 В. В этом случае выходная мощность будет составлять: 120х40=4800 Вт, или 4,8 кВт, то есть бензогенератор будет работать на предельной мощности, что также повлечет его преждевременный выход из строя. Поэтому при плохой сети лучше подключать сварочный аппарат к электрогенератору.
Вернуться к оглавлению
Выбор кабеля для подсоединения инвертора
Для осуществления качественной сварки очень важно правильно выбрать соединительные провода. Сварочные провода выбираются по таким показателям:
Сварочные провода выбираются по таким показателям:
Функциональные возможности сварочного инвертора.
- длине;
- площади сечения;
- значению падения напряжения в сварочном контуре.
Кабель для инвертора представляет собой гибкий проводник тока с хорошей изоляцией. В большинстве случаев такой провод изготавливается из медных проволок толщиной 0,18-0,2 мм, сплетенных между собой. Такие кабели применяются для подсоединения инвертора к электродержателю, а также для осуществления заземления аппарата. Выбор проводов зависит от их технических характеристик и характеристик самого сварочного агрегата.
Среди сварщиков самым популярным выступает провод марки КГ (рис. 1). Изготовители этого типа кабеля рекомендуют его применять в цепях переменного тока с напряжением не более 600 В или при постоянном токе с напряжением не более 1000 В.
Провода марки КГ различаются по максимальной нагрузке, зависящей от сечения. Соотношение максимальной нагрузки на кабель и его марка представлены в таблице:
| Марка кабеля | Допустимая нагрузка, А |
| КГ 1х16 | 189 |
| КГ 1х25 | 240 |
| КГ 1х35 | 289 |
| КГ 1х50 | 362 |
| КГ 1х70 | 437 |
| КГ 1х95 | 522 |
Помимо марки КГ также применяется провод марки КОГ1, который является более гибкий, нежели первый вариант.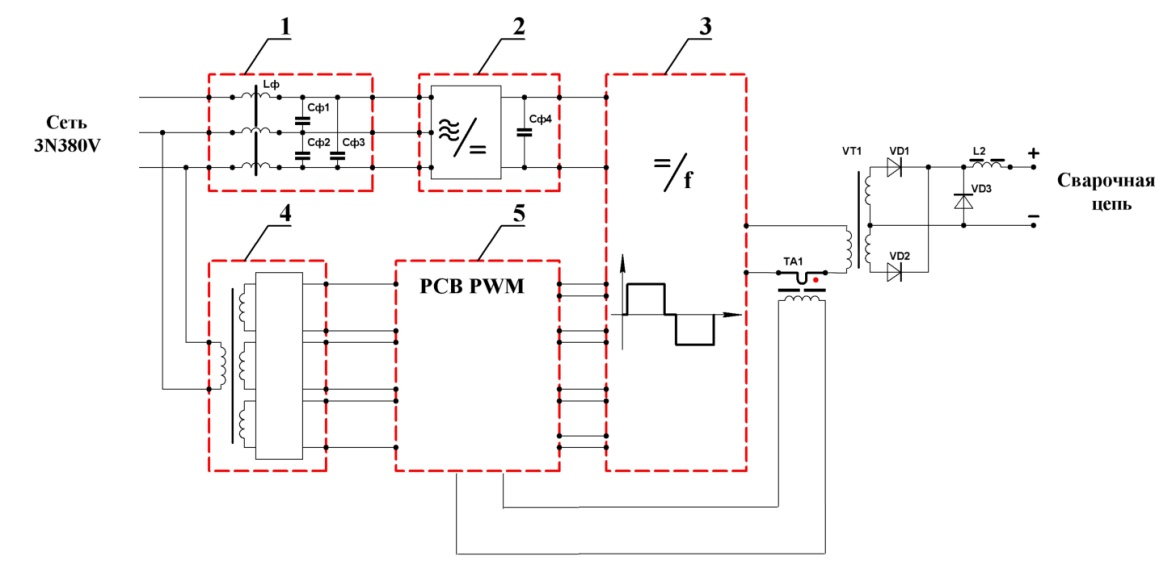 Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Подключение сварочного кабеля осуществляется с учетом некоторых правил:
- Подсоединение следует делать с помощью спрессованных или припаянных наконечников.
- Кабель подключается к силовым разъемам агрегата (+) и к держателю электродов в обратной полярности (-). Изменять полярность можно только тогда, когда изменены параметры тока.
- При проведении сварочных работ сварщику запрещено подтягивать к себе инвертор проводами.
- Ни в коем случае нельзя превышать номинальную мощность кабеля.
https://moyakovka.ru/youtu.be/54U4cqL2Ql8
Вернуться к оглавлению
Подключение сварочных инверторов с помощью удлинителей
Проведение сварочных работ очень часто связано с отдаленным расположением сварной конструкции от источника питания. Иногда в таких случаях требуется использовать удлинитель. Удлинитель для инвертора представляет собой проводник, имеющий некоторое сопротивление, которое является причиной падения напряжения в электрической цепи, то есть чем больше длина удлинителя, тем больше будет падение на нем рабочего напряжения.
При недостаточной силе тока могут измениться параметры сварочной дуги, управлять ей становится намного тяжелее. Чтобы добиться требуемого тока на конце сварочного кабеля, приходится выставлять увеличенный ток на самом инверторе, что негативно сказывается на его работе и может привести к выходу аппарата со строя. Поэтому легче будет поднести сварочное устройство к месту сварки, нежели покупать новое.
В случае же безысходности ситуации, подбирая удлинитель, нужно руководствоваться тем, что сечение 2,5 мм2 при длине кабеля 20 м при использовании аппарата с рабочим током 150 А будет достаточным для нормальной работы сварочного аппарата. Для проведения сварки в домашних условиях такой длины вполне хватит.
При использовании переноски следует придерживаться некоторых правил:
- Запрещено наматывать удлинитель на катушку, так как смотанный кабель обладает индуктивностью, что может вызвать его перегрев и выход из строя.
- При сварке с удлинителем нужно контролировать изменение напряжения сети.

- Нагрев удлинителя допускается до температуры 70°С.
https://moyakovka.ru/youtu.be/VWB1qmZlj50
В случае соблюдения всех правил и рекомендаций при подключении сварочного инвертора вы сможете осуществить качественную сварку без негативных последствий для самого аппарата.
Соединительный кабель для сварочного аппарата (2-мерный) | Trusco Nakayama
- MISUMI Главная>
- Инструменты и аксессуары>
- Сварочные принадлежности>
- Принадлежности для электросварки>
- Соединительный кабель для сварочного аппарата (2-мерный)
Trusco Nakayama
Trusco Nakayama
[Характеристики]
· Поскольку в этом кабеле используется эластичный и прочный натуральный каучук, он обладает достаточной устойчивостью к ударам и износу, а также обладает отличной устойчивостью к напряжению.
[Применение]
· В качестве соединительного кабеля вторичной стороны для основного дугового сварочного аппарата.
| Part Number |
|---|
| TWC-2210 |
| TWC-2220 |
| TWC-225 |
| TWC-3810 |
| TWC-3820 |
| TWC- 385 |
| Номер детали | Скидка за объем | Дней до отгрузки | Кабель (m) | Applicable Current A100% | Applicable Current A80% | Applicable Current A50% | Wire used (mm 2 ) | Trusco Code | Mass (g) |
|---|---|---|---|---|---|---|---|---|---|
4 Days | 10 | 121 | 135 | 171 | WCT-22 | 256-1654 | 3200 | ||
4 дня | 20 | 121 | 135 | 171 | WCT-22 | 256-1662 | 6400 | ||
4 Days | 5 | 121 | 135 | 171 | WCT-22 | 256-1646 | 1600 | ||
4 дня | 10 | 171 | 191 | 241 | WCT-38 | 256-1689 | 5200 | ||
4 Days | 20 | 171 | 191 | 241 | WCT-38 | 256-1697 | 10400 | ||
4 дня | 5 | 171 | 191 | 241 | WCT-38 | 256-1671 | 2600 |
Loading. ..
..
Basic Information
| Тип продукта | Кабель Cabtyre | Заявка | В качестве соединительного кабеля вторичной стороны для основного дугового сварочного аппарата. | Спецификация 1 | Соединительный кабель для сварочного аппарата, вторичная сторона |
|---|---|---|---|---|---|
| Спецификация 2 | С круглым наконечником ø8 | Материал (проводник) | Медный провод | Материал (крышка) | Натуральный каучук для токопроводящей проволоки |
| Аксессуар | нет данных |
Настройка здесь
Дополнительные продукты в этой категории
Клиенты, которые просматривали этот товар, также просматривали
Использование генераторов для питания инверторных сварочных аппаратов
Дата: 05-06-2020
Weldclass Academy
Могу ли я использовать свой сварочный аппарат на генераторе? Генератор какой мощности мне нужен для работы инверторного сварочного аппарата?
Мы ответим на все эти и другие вопросы! Вот что мы рассмотрим в этой статье;
- Мощность генератора в сравнении с мощностью сети
- Почему мощность генератора потенциально опасна?
- Почему инверторные сварщики уязвимы?
- Защита входного напряжения
- Инструкции по использованию генератора с инверторными сварочными аппаратами
- Могу ли я использовать небольшой генератор для работы сварочного аппарата?
- Советы по покупке подходящего генератора
1.
 Мощность генератора и мощность сети
Мощность генератора и мощность сети
По сравнению с питанием от сети мощность генератора может быть характерно «грязной» и, таким образом, может повредить чувствительные электронные компоненты внутри инверторных сварочных аппаратов. Это особенно касается небольших генераторных установок, которые часто выбирают для работы с электроинструментами и сварочными аппаратами из-за их портативности и доступности.
В то же время возможность использовать мощность генератора дает много преимуществ операторам, которые хотят использовать свои инверторные сварочные аппараты в полевых условиях или на месте, где невозможно или трудно получить доступ к сети.
Поэтому неудивительно, что одним из первых вопросов, которые задают операторы, прежде чем решиться на покупку инверторного сварочного аппарата, является: «Безопасно ли отключать генератор?». Правдивый ответ не всегда «да». Конечно, подключите практически любой инверторный сварочный аппарат к генератору, и он, скорее всего, будет работать на каком-то уровне. Но не все машины имеют защиту, необходимую для предотвращения повреждения от «грязного» или непредсказуемого источника питания генератора в долгосрочной перспективе.
Но не все машины имеют защиту, необходимую для предотвращения повреждения от «грязного» или непредсказуемого источника питания генератора в долгосрочной перспективе.
2. Почему мощность генератора потенциально опасна?
Источник питания переменного тока (сетевой) имеет форму, называемую синусоидой. Когда речь идет о работающем оборудовании с чувствительной электроникой (например, инверторных машинах и компьютерах), наиболее безопасным является питание с идеально чистой синусоидой, однако в действительности этого добиться практически невозможно.
Совершенно «чистая» синусоида однофазного переменного тока 240 В будет выглядеть примерно так:
Мощность сети (обычно) относительно близка к идеальной синусоидальной мощности и поэтому редко вызывает какие-либо проблемы.
С другой стороны, источник питания от портативного генератора, по сравнению с ним, обычно «грязный». Пики, впадины и частота циклов не будут постоянными, даже если средняя выходная мощность может по-прежнему показывать 240 В на простом измерительном устройстве, таком как мультиметр. Мощность генератора также может характеризоваться «скачками» напряжения (ростом напряжения) и «скачками» напряжения (очень внезапными пиками избыточного напряжения).
Мощность генератора также может характеризоваться «скачками» напряжения (ростом напряжения) и «скачками» напряжения (очень внезапными пиками избыточного напряжения).
В генераторе скачки и скачки напряжения могут возникать по ряду причин, в том числе:
- Качество генератора: Все портативные генераторы обычно производят непостоянную мощность по сравнению с идеальной синусоидой. Эта степень отклонения от мощности идеальной синусоидальной волны измеряется в процентах, называемых «Общими гармоническими искажениями» или THD. Приемлемый показатель THD в портативном генераторе обычно считается равным 6% или меньше. В последние годы рынок столкнулся с большим количеством импорта дешевых, некачественных генераторов с недопустимо высокими коэффициентами нелинейных искажений (более 6%). Хотя эти более дешевые генераторы могут без проблем работать с основными электроинструментами, они не подходят для работы машин на основе инверторов, поскольку напряжение может колебаться и достигать неприемлемо высокого уровня.

- Запуск и остановка: При запуске и остановке генератора очевидно, что двигатель работает неравномерно и с постоянной скоростью, поэтому выходная мощность генератора, скорее всего, будет колебаться в зависимости от частоты вращения двигателя.
- Прерывание подачи топлива: Подобно запуску и останову, если в генераторе заканчивается топливо или если есть «сбой» в подаче топлива, двигатель обычно резко ускоряется и замедляется очень скачкообразно, снова вызывая мощность колебания.
- Нагрузка в зависимости от размера генератора: Генератор недостаточного размера и/или перегруженный будет очень тяжело работать, чтобы поддерживать достаточную подачу тока. Затем, когда нагрузка снимается (например, когда сварка останавливается), двигатель обычно увеличивает обороты до тех пор, пока регулятор не вернет двигатель на скорость холостого хода. Это чрезмерное увеличение оборотов генератора, скорее всего, увеличит выходное напряжение, иногда до опасного уровня.

- Дополнительные нагрузки: Использование других устройств (например, шлифовальной машины, отрезной пилы и т. д.) на том же генераторе и одновременно со сварочным аппаратом может вызвать перегрузку и, следовательно, вызвать колебания мощности, если размер генератора недостаточно.
- Отсутствие технического обслуживания: Генератор в плохом состоянии будет вести себя так же, как генератор низкого качества.
3. Почему инверторные сварочные аппараты уязвимы?
Чтобы значительно уменьшить размер трансформатора и добиться многих преимуществ, которые дает нам инвертор (уменьшенный размер/вес и т. д.), входная мощность должна быть «обработана» до того, как она поступит на трансформатор — другими словами, вместо того, чтобы сразу проходить через трансформатор, он сначала проходит через чувствительные электронные компоненты.
Основными проблемными компонентами являются конденсаторы. Конденсаторы — это устройства, которые постоянно заряжаются и разряжаются. В инверторном сварочном аппарате конденсаторы будут заряжаться примерно в 1,4 раза выше стандартного входного напряжения. Таким образом, в случае источника питания 240 В они будут заряжаться примерно при 335 В. То же самое произойдет в случае скачка или скачка напряжения. Таким образом, при скачке напряжения 280 В они будут заряжаться примерно при 395 В, что соответствует увеличению напряжения на 155 В. Именно это значительное колебание рабочего напряжения может повредить или разрушить электронные компоненты инверторного сварочного аппарата.
Конденсаторы — это устройства, которые постоянно заряжаются и разряжаются. В инверторном сварочном аппарате конденсаторы будут заряжаться примерно в 1,4 раза выше стандартного входного напряжения. Таким образом, в случае источника питания 240 В они будут заряжаться примерно при 335 В. То же самое произойдет в случае скачка или скачка напряжения. Таким образом, при скачке напряжения 280 В они будут заряжаться примерно при 395 В, что соответствует увеличению напряжения на 155 В. Именно это значительное колебание рабочего напряжения может повредить или разрушить электронные компоненты инверторного сварочного аппарата.
4. Защита входного напряжения — передовая технология от Weldclass
В Weldclass мы понимаем, что многим операторам (особенно в сельской местности, строительстве и ремонтных отраслях) необходимо, чтобы их сварочный аппарат работал от генератора.
Аппараты Weldforce производства Weldclass специально разработаны для использования в генераторах и имеют высокий уровень защиты от колебаний напряжения. Для вашего спокойствия гарантия Weldforce включает/распространяется на использование машин Weldforce с питанием от генератора (при условии, что оператор соблюдает рекомендации, включенные в руководство по эксплуатации – см. пункт 5 ниже).
Для вашего спокойствия гарантия Weldforce включает/распространяется на использование машин Weldforce с питанием от генератора (при условии, что оператор соблюдает рекомендации, включенные в руководство по эксплуатации – см. пункт 5 ниже).
В инверторные сварочные аппараты Weldforce включены следующие функции для обеспечения оптимальной защиты от скачков напряжения:
- Датчик напряжения: Это устройство отслеживает входное напряжение аппарата и определяет, поднимается ли напряжение выше (или ниже) определенного уровня машина автоматически отключает подачу напряжения на уязвимые компоненты. Эти высокие и низкие параметры на машинах Weldforce установлены на уровне 240 В +/- 15% (200–280 В).
- Высоковольтные конденсаторы: Инверторы Weldforce содержат высокопроизводительные конденсаторы, которые обеспечивают более высокую устойчивость машин к колебаниям входного напряжения и снижают риск повреждения конденсатора и других компонентов.

- IGBT Technology: В инверторах Weldforce используется только новейшая инверторная технология IGBT, в отличие от более традиционной технологии MOSFET. IGBT менее уязвимы к колебаниям мощности сети и генератора.
- Компоненты, превышающие спецификации, и испытания на нагрузку до 440 В: Ключевые компоненты в машинах Weldforce имеют завышенные спецификации для гарантированной надежности, и каждая машина подвергается строгим испытаниям во время производства под «перегрузкой» 440 В.
- Технология PFC: Кроме того, машины WF-205MST и WF-255MST MIG/Stick/TIG оснащены технологией PFC (или коррекции коэффициента мощности). Проще говоря, PFC автоматически компенсирует любые колебания входного напряжения, обеспечивая стабильное и «чистое» питание инвертора. Это значительно снижает риск повреждения от грязного питания. Это также значительно повышает эффективность, позволяя этим машинам предлагать более высокую производительность и рабочий цикл.

Благодаря этому, когда инверторы Weldforce используются с генераторами, риск повреждения из-за грязного питания значительно сводится к минимуму.
5. Указания по использованию генератора со сварочными аппаратами с инвертором:
Следуя этим указаниям, оператор сведет к минимуму риск повреждения скачков напряжения и поможет сварочному аппарату работать на полную мощность.
а. Размер генератора:
Определение точного размера генератора, необходимого для безопасной работы сварочного аппарата, не всегда является простым процессом. Некоторые из факторов, которые следует учитывать, включают: номинальный ток сварочного аппарата, номинальную мощность генератора и то, является ли это подлинным номиналом (к сожалению, некоторые генераторы имеют завышенные номинальные параметры), будет ли генератор использоваться для одновременно запускать другое силовое оборудование и т. д.
Информацию о рекомендуемых размерах генератора для работы с определенными машинами Weldforce Weldclass см. в руководстве по эксплуатации или в информации о продукте на этом веб-сайте.
в руководстве по эксплуатации или в информации о продукте на этом веб-сайте.
Ниже приводится практическое руководство по минимальному размеру генератора 1 ;
Инвертор | Рекомендуемый | Рекомендуемый |
До 130 А | 6 кВА | 7+ква |
140–160 А | 7 кВА | 8+ква |
180–200 А | 8ква | 10+ква |
250 А | 13ква | 15+ква |
1: Обратите внимание, что если предполагается, что генератор будет использоваться для запуска дополнительного оборудования одновременно со сварочным аппаратом, размер генератора должен быть соответственно увеличен. Эти цифры являются приблизительными ориентирами и не должны заменять рекомендации производителя.
Эти цифры являются приблизительными ориентирами и не должны заменять рекомендации производителя.
2: «Минимальный» размер — это наименьший размер, который мы предлагаем, чтобы свести к минимуму риск скачков напряжения и т. д., однако этого может быть недостаточно для достижения полной мощности сварочного аппарата.
3: «Идеальный» размер еще больше снизит риск проблем с электропитанием и обеспечит более высокую производительность сварочного аппарата.
4: Приблизительный эквивалентный размер инверторных генераторов, исходя из коэффициента мощности генератора 0,8.
Дополнительные комментарии по размерам генераторов см. в пункте 6 ниже ↓.
б. Качество генератора :
Как мы уже упоминали (пункт 2а выше ↑), генератор хорошего качества, пригодный для работы с инвертором, должен иметь выходной сигнал с низким коэффициентом нелинейных искажений (THD). Все уважаемые поставщики или производители портативных генераторов смогут указать рейтинг THD на своем продукте.
Генераторы с низким коэффициентом нелинейных искажений (6% или менее) будут иметь «относительно» чистую мощность и, таким образом, подходят для работы инверторных сварочных аппаратов.
Генератор с высоким коэффициентом нелинейных искажений (более 6%), скорее всего, будет устройством низкого качества, и его следует , а не , можно использовать для работы инверторных сварочных аппаратов. См. также «Советы по покупке подходящих генераторов» — пункт 6 ниже ↓.
г. Что можно и чего нельзя делать при использовании генераторов с инверторными сварочными аппаратами:
- Запуск и остановка : Всегда отсоединяйте шнур питания сварочного аппарата от генератора перед запуском или остановкой двигателя на генераторе.
- Подача топлива : Всегда проверяйте, что двигатель генератора имеет безопасную подачу топлива и что топливопровод находится в хорошем состоянии. Нельзя допускать, чтобы в двигателе закончилось топливо, пока сварочный аппарат подключен к генератору.

- Техническое обслуживание : Всегда держите генератор в хорошем состоянии. Не используйте генератор, который нуждается в обслуживании или замене.
- Удлинители питания : Не используйте кабели питания низкого качества или требующие ремонта или замены. Всегда используйте высокопрочные провода – см. таблицу ниже.
Рекомендуемое сечение кабеля удлинителей, используемых с инверторными сварочными аппаратами*:
Сварочный аппарат | Блок питания | Рекомендуемый минимальный размер кабеля |
До 200 А | 240 В 10/15 А | Длина до 10 м: 2,0 мм 2 Длина более 10 м: 2,5 мм 2 |
250 А | 240 В 15 А | 2,5 мм 2 |
240 В 20/25/32 А | 4,0 мм 2 |
*Эти цифры являются приблизительными и не должны заменять рекомендации производителя.
6. Могу ли я использовать небольшой генератор для работы сварочного аппарата?
Как показано в таблице 5a выше ↑, рекомендуемая минимальная мощность генератора составляет не менее 7 кВА (для сварочных аппаратов до 160 А). Нам часто задают такие вопросы, как «почему я не могу использовать свой генератор на 5 кВА для запуска этого сварочного аппарата?».
Мы также иногда видим, что другие поставщики сварочных аппаратов предполагают, что их машины могут питаться от генераторов мощностью всего 4-5 кВА.
Конечно, сварочный аппарат может работать на каком-то уровне, но вот почему использование генераторов меньшего размера НЕ является хорошей идеей ;
- Как объяснялось в пункте 2d выше, генератору придется работать намного интенсивнее, и это значительно повысит вероятность сильных скачков напряжения, которые могут повредить сварочный аппарат или привести к его частым отключениям.
- Производительность сварочного аппарата будет значительно снижена, возможно, до такой степени, что аппарат станет малопригодным.
 .. или станет очень раздражающим для оператора.
.. или станет очень раздражающим для оператора. - Часто генератор будет использоваться в какой-то момент для одновременной работы другого оборудования (например, электроинструмента), и это еще больше усугубит вышеуказанные проблемы.
Хотя на начальном этапе генератор большего размера будет стоить дороже, правильно подобранный (или увеличенный) генератор позволит вам выполнить работу правильно с первого раза… и значительно снизит риск дорогостоящего повреждения вашего сварочного аппарата. И кто когда-либо сожалел о том, что у него «слишком много» производительности?
Вот еще один способ взглянуть на это; скажем, вы покупаете автомобиль для буксировки прицепа. Вы бы купили автомобиль, у которого едва хватает мощности, и который должен постоянно работать на оборотах, близких к «красной черте», чтобы выполнять работу? Возможно нет! Точно так же покупка генератора, который имеет большую мощность / мощность, чем то, что вам действительно нужно, имеет большой смысл.
См. дополнительные комментарии в пункте 5a выше ↑.
7. Советы по покупке генератора, подходящего для работы сварочных аппаратов
Качество генератора : Как мы уже упоминали, генератор хорошего качества, пригодный для работы с инвертором, должен иметь низкий коэффициент нелинейных искажений (см. 2a и 5b выше ↑) 6% или менее. Все уважаемые поставщики или производители портативных генераторов смогут указать рейтинг THD на своем продукте.
Тяжелый режим / Частое использование : Если предполагается использовать генератор очень часто / полный рабочий день / каждый день (например, мобильные сварочные операции), мы настоятельно рекомендуем пользователю рассмотреть возможность приобретения генератора с «щеточным» генератор переменного тока с комбинированным регулированием или технология автоматического регулирования напряжения (AVR).
Хотя генераторы этого типа, как правило, более дорогие, чем стандартные генераторы (с «бесщеточными» генераторами), их регулирование напряжения и выходная мощность намного лучше и «чище».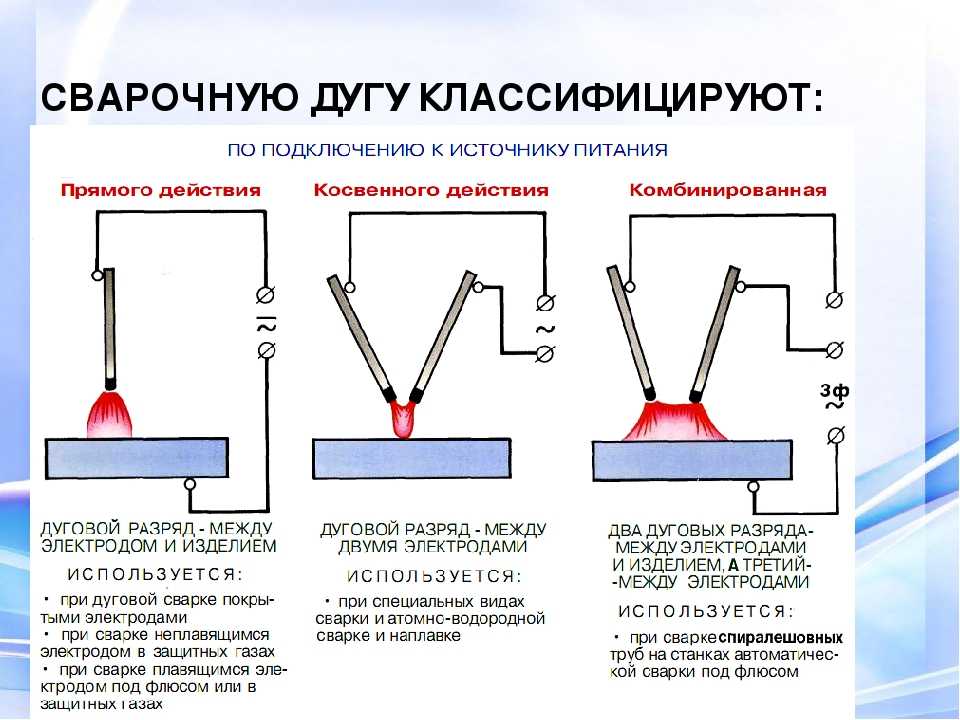 Это означает, что они с гораздо меньшей вероятностью вызовут проблемы с электропитанием, которые могут привести к отключению или повреждению сварочного аппарата.
Это означает, что они с гораздо меньшей вероятностью вызовут проблемы с электропитанием, которые могут привести к отключению или повреждению сварочного аппарата.
Есть вопросы?
Разместите комментарий внизу этой страницы ↓ или нажмите здесь, чтобы отправить нам запрос.
Другие статьи об инверторных сварочных аппаратах;
Что такое инверторный сварочный аппарат и как он работает?
Что такое рабочий цикл и как он рассчитывается?
Все артикулы для сварочных аппаратов
Несмотря на то, что были приняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Э.&О.Э.
Теги
Сварочные аппараты
Комментарии
Дата: 03-02-2022
Ромель Горио
Здравствуйте.. Я ничего не знаю об этом, и я планирую купить генератор, могу ли я использовать генератор на 50 кВА в инверторном сварочном аппарате на 300 ампер,
Дата: 20.10.2021
Деррик Фримпонг
Какой фактический размер или мощность подходит для сварочного аппарата на 250А?
Дата: 07.04.2021
Кайру Кахига Христос есть ответ министерства — (CITAM)
Большое спасибо за очень полезную информацию о сварочных аппаратах и генераторах.
 Я работаю в отдаленной части Северной Кении, и у меня есть желание начать работу. Я уверен, что информация из этой статьи станет отличным руководством для моих дальнейших начинаний. У меня только один вопрос, как ваша продукция может быть доставлена мне в Кению?
Я работаю в отдаленной части Северной Кении, и у меня есть желание начать работу. Я уверен, что информация из этой статьи станет отличным руководством для моих дальнейших начинаний. У меня только один вопрос, как ваша продукция может быть доставлена мне в Кению?
Я буду признателен за ваш добрый ответ.Дата: 07.07.2020
Класс сварки Класс сварки
Ладет, см. пункт 7 этой статьи «7. Советы по покупке генератора, подходящего для работы сварочных аппаратов».
Дата: 07.06.2020
Ладет CGS
Какой тип генератора подходит для сварки в течение длительного времени
Дата: 15-06-2020
Класс сварки
Регина, рекомендуем уточнить это у производителя сварочного аппарата 300А.
 Требуемый размер генератора будет зависеть от количества требуемой мощности машины, которая может варьироваться в зависимости от типа машины (инвертор или трансформатор), рейтингов эффективности и т. д.
Требуемый размер генератора будет зависеть от количества требуемой мощности машины, которая может варьироваться в зависимости от типа машины (инвертор или трансформатор), рейтингов эффективности и т. д.Дата: 15-06-2020
Регина Дела Фуэнте
Генератор какой мощности можно использовать для работы инверторного сварочного аппарата на 300 А?
Дата: 19-05-2020
Класс сварки Класс сварки 907:50
Росс, входной ток варьируется от одной марки/модели машины к другой. Наилучшее сравнение — обычно эффективный номинал потребляемого входного тока (I1eff).

Дата: 15-05-2020
Росс Питерс ABC ELECTRIC 907:50
какой входной ток потребляется от однофазного инвертора 200А и
3-фазный инвертор 400 АДата: 24-04-2020
Уильям Рейнольдс
Привет,
Я в Америке и интересуюсь сваркой. У меня нет опыта, но планирую начать сварку в ближайшее время. У меня вопрос, на который я пока не могу ответить:
Я заинтересован в получении генератора, подобного двойному генератору Champion мощностью 5,5 кВт. Как вы, наверное, знаете, это 240 В переменного тока, две фазы. Я также хочу однофазный сварочный аппарат на 230 В переменного тока. Я видел, как люди без проблем сваривают с помощью адаптера L14-30 на 14-30 (YouTube). Однако я думаю, что использование только одной из двух фаз создаст несбалансированную нагрузку и, в конечном итоге, повредит генератор. Каковы ваши мысли, сэр?
Я видел, как люди без проблем сваривают с помощью адаптера L14-30 на 14-30 (YouTube). Однако я думаю, что использование только одной из двух фаз создаст несбалансированную нагрузку и, в конечном итоге, повредит генератор. Каковы ваши мысли, сэр?Спасибо,
Уильям Рейнольдс
Дата: 24-02-2020
Класс сварки
Рональд: независимо от настройки мощности, на которой должен работать сварочный аппарат, мы не рекомендуем использовать генераторы меньшего размера. Как вы заметили — в пункте 5а этой статьи — разница в рекомендуемом размере генератора для сварочного аппарата на 140 А и на 180 А составляет всего 1 кВА (от 7 кВА до 8 кВА). В то время как сварочный аппарат может нормально работать на более низкой мощности и т. д., факт остается фактом: использование генератора меньшего размера повышает риск повреждения сварочного аппарата.