Подключение сварочного инвертора: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
Подключение сварочного инвертора
Каждый сварочный аппарат укомплектован стандартным набором кабелей. Без них просто невозможно выполнение каких-либо работ. Поэтому большое значение имеет правильное подключение сварочного инвертора. Все подобные устройства оборудуются не только двумя рабочими кабелями, но и еще одним, по которому подается питание. Некоторые сложности могут возникнуть с кабелями для подключения электрода и зажима, обеспечивающего соединение с массой. Для них предусмотрены отдельные разъемы с плюсом и минусом. Варианты подключения могут быть разными, в зависимости от используемого материала и условий выполнения работ.
Содержание
Подготовка к работе и подключение
После того как были подготовлены защитная одежда, обувь, сварочная маска и электроды, можно переходить к подключению аппарата. В связи с повышенной мощностью оборудования, необходимо ознакомиться с характеристиками и возможностями сети, используемой в качестве источника питания. Как правило, особых проблем не возникает, поскольку все бытовые инверторы рассчитаны на 220 вольт.
Единственным требованием, связанным с безопасностью, является установка автомата с необходимыми параметрами. Это позволит избежать негативных последствий в случае коротких замыканий и других непредвиденных ситуаций. Далее, сварочный инвертор размещается на рабочем месте с соблюдением определенных правил и технических норм:
- Минимальное расстояние от стен и крупных предметов составляет 2 метра.
- В обязательном порядке делается защитное заземление.
- Поблизости не должно быть воспламеняющихся и взрывоопасных предметов и веществ.
- Для сварочных работ следует использовать металлический стол или просто свободную площадку.
Подготовив рабочее место, можно выполнять подключение сварочного инвертора. Каждый кабель и провод вставляется в нужное гнездо инвертора. В держателе закрепляется электрод, а к металлической заготовке подключается зажим массы. В качестве источника тока может использоваться не только бытовая сеть 220 В, но и промышленная – на 380 В. При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
Соединение с электрической сетью
При подключении сварочного инвертора к домашней сети, нередко возникают проблемы технического характера. Поэтому данная процедура должна выполняться правильно и предельно аккуратно, с учетом особенностей местной электропроводки. Следует учитывать и возможную бесперебойную работу аппарата, с точными интервалами времени, отводимыми на сварку и технические перерывы.
В первую очередь необходимо изучить характеристики и тип розетки, куда выполняется подключение инвертора. Обычно, при работе на максимальном токе, инвертор способен выдать на выходе 140 А. При таких показателях вполне достаточно розетки на 16 А. В старых домах до сих пор стоят изделия на 10 ампер и соответствующая проводка, которая может не выдержать повышенных нагрузок. Следует проверить наличие и состояние предохранительных пробок, автоматов.
Если в качестве защиты установлены так называемые жучки, то при росте нагрузки их наличие может вызвать тяжелые последствия – короткое замыкание, оплавление проводки, возгорание и т. д. Вполне возможно понадобится установка нового автоматического выключателя, с учетом нагрузки, которую добавляет преобразователь.
д. Вполне возможно понадобится установка нового автоматического выключателя, с учетом нагрузки, которую добавляет преобразователь.
В некоторых случаях может возникнуть так называемая просадка сети, когда напряжение падает до 150 В и ниже. Это первый признак недостаточного сечения сетевых проводов. Если напряжение падает ниже минимально допустимого предела, то к такой сети нельзя подключать сварочное оборудование. При использовании в работе удлинителя, смотанный провод нужно размотать на полную длину. В противном случае, в местах скруток может возникнуть индуктивное сопротивление, которое, в свою очередь, приведет к перегреву изоляции, вплоть до ее расплавления. Если намотки все-таки не удается избежать, она не должна быть слишком плотной, чтобы обеспечивалась естественная вентиляция.
Питание инверторной сварки от генератора
Если объект не оборудован стационарной электрической сетью, а сварка все-таки требуется, можно воспользоваться бензиновым или дизельным генератором. Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Необходимо учесть, что в любом инверторе имеются катушки, конденсаторы, электронные схемы и другие элементы, которые считаются реактивными потребителями с коэффициентом мощности около 0,7. При расчете полной мощности аппарата, необходимо активную мощность разделить на коэффициент мощности. После предварительных расчетов, совместимость аппаратуры будет выглядеть следующим образом:
- При сварочном токе 160 А можно работать лишь электродами с наибольшим диаметром 4 мм. Величина активной мощности такого инвертора составляет 3,8 кВт, а полная, учитывая коэффициент 0,7, будет примерно 5-5,5 кВт. С учетом 20-процентного запаса мощности, потребуется генератор не менее чем на 6 кВт.
- Сварочный ток 180 А допускает работу электродами 5 мм. Активная и полная мощность составят 4,8 и 7,5 кВт соответственно. Поэтому мощность генератора должна быть не ниже 8-8,5 кВт.
- Если показатель сварочного тока доходит до 200 А, то подобной аппаратуре нужна трехфазная сеть.
 Диаметр электродом увеличивается до 6 мм. Полная мощность инвертора составит 11,5 кВт, а мощность трехфазного генератора – не ниже 15 кВт.
Диаметр электродом увеличивается до 6 мм. Полная мощность инвертора составит 11,5 кВт, а мощность трехфазного генератора – не ниже 15 кВт.
Иногда возникает вопрос о возможности эксплуатации мощного сварочного устройства не в полную силу своих возможностей. Может ли использоваться схема подключения инвертора к генератору с более низкой мощностью? Специалисты не рекомендуют самостоятельно принимать такое решение, дать окончательное заключение может только профессиональный электромеханик.
Необходимо учитывать и наличие дополнительных опций в конкретном оборудовании, требующих кратковременного повышения мощности в момент их использования.
Выбор параметров удлинителя
Часто кабель питания, входящий в комплект инвертора, оказывается слишком коротким и не обеспечивает подсоединения сварки так, чтобы она располагалась возле соединяемых конструкций. Поэтому сварщики вынуждены пользоваться кабелями-удлинителями или переносками. От таких же бытовых устройств они отличаются только повышенной мощностью проводников.
С технической точки зрения удлинитель есть не что иное, как дополнительный участок цепи от инверторного аппарата до источника тока. Поэтому для расчетов вполне подходит известный закон Ома. При одинаковой мощности разных подключаемых потребителей, сечение проводника напрямую зависит от длины переносного кабеля. В качестве материала следует использовать металлы, у которых минимальное удельное сопротивление.
Поэтому все современные проводники изготавливаются из меди. Изоляция никак не влияет на электрические свойства кабеля, однако в процессе эксплуатации она подвергается различным механическим нагрузкам. Ее толщина должна быть как можно выше, в этом случае кабель прослужит значительно дольше.
Выбор сечения производится в зависимости от величины сварочного тока. В качестве исходных данных для расчетов берется длина кабеля и напряжение. Следует учитывать возможное падение напряжения на данном участке, что может вызвать перегрузки в домашней сети. В обязательном порядке создается запас по мощности не менее 10%, исключающий возможность перегрева проводников.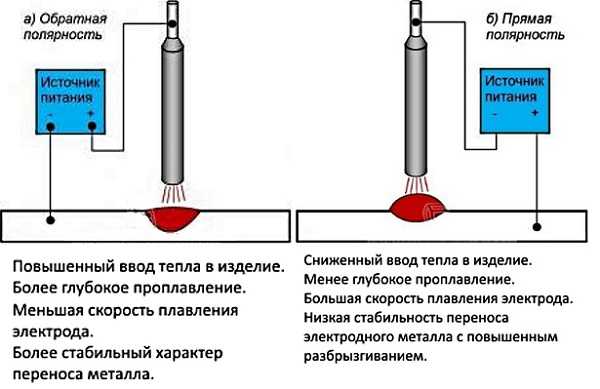
В комплект к сварочному аппарату рекомендуется создавать удлинители разной протяженности, кратной 10 м. Короткие переноски лучше не использовать. При оптимальных размерах переноски она не оказывает заметного влияния на общее состояние цепи и величину ее напряжения. Сечение кабеля, используемого в удлинителе, и сечение домашней проводки должны быть примерно одинаковыми. Применять бытовые переноски для подключения сварочной аппаратуры категорически запрещается.
Как подключить инвертор в режимах разных полярностей
Для силовых кабелей предусмотрены специальные клеммы, обозначаемые плюсом и минусом. Многие начинающие пользователи не задумываются, как подключить сварочный инвертор и соединяют провода без учета полярности и реальных условий работы.
Между тем, разница все же присутствует и зависит она от законов физики, в соответствии с которыми происходит движение электронов. Имея отрицательный заряд, они в любых условиях перемещаются от минуса к плюсу, в том числе и при включении в эту цепочку инвертора.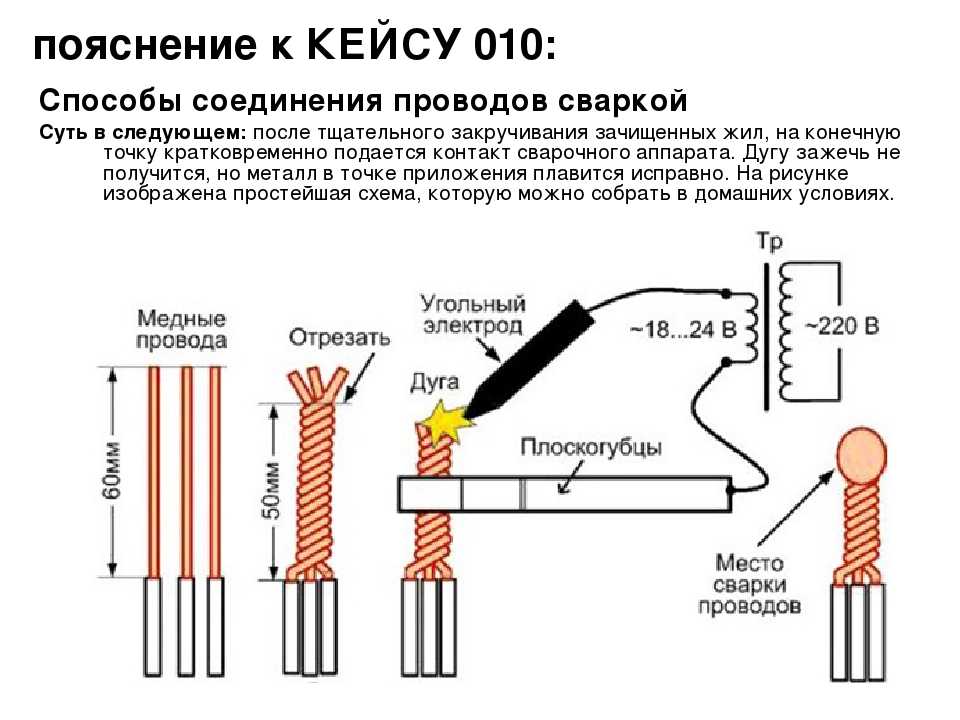 Сварочный аппарат будет работать, независимо от клеммы, к которой подключен электрод. Однако, движение электронов в каждом случае будет происходить в различных направлениях, и это напрямую повлияет на сам рабочий процесс и конечный результат.
Сварочный аппарат будет работать, независимо от клеммы, к которой подключен электрод. Однако, движение электронов в каждом случае будет происходить в различных направлениях, и это напрямую повлияет на сам рабочий процесс и конечный результат.
Схема прямой полярности предполагает соединение плюса с заготовкой (массой), а минуса – с электродом. Между ними образуется дуга, по которой проходит сварочный ток. При таком соединении анод представляет собой деталь, а катодом является электрод. Сварочный шов будет нагреваться сильнее, примерно на 700-1000 градусов больше, чем электрод.
При обратной полярности, наоборот, электроды оказываются подключенными к плюсовой клемме, а свариваемая деталь соединяется с минусом. В этом случае сильнее будет разогреваться электрод.
Основным фактором выбора полярности является толщина соединяемых заготовок. Более массивный металл требует на стыке более сильного прогрева, для лучшего взаимного проникновения расплавленных частиц. Тонкие материалы, наоборот, нельзя сильно прогревать во избежание прожога и неравномерного сварного шва.
Сварка медных проводов: технология, аппараты для сварки
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Расчет сечения провода по потребляемой мощности
Мультиметр: назначение, виды, обозначение, маркировка, что можно измерить мультиметром
Расчет сечения кабеля — примеры расчета, таблицы, калькулятор
Клеммы для соединения проводов: разновидности и производители. Все, что необходимо знать о клеммах
Подключение сварочного инвертора, как подключить сварочный инвертор
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный инвертор
Подготовка сварочного инвертора к работе начинается с проверки возможностей соединения его с внешним источником питания. Подключение сварочного инвертора
Подключение сварочного инвертора
может быть произведено к внешней сети питанием 220 или 380в либо к электрическому генератору соответствующей мощности и напряжения. Соединительный кабель с вилкой соответствуют максимальной мощности устройства, тут проблем возникнуть не может. Опасность может поджидать со стороны внешней сети питания. Особенно, если проводка в старом доме неизвестного происхождения и сечения провода.
Современная проводка и приборы (розетки и вилки) рассчитываются на ток в 16А. Суммарная потребляемая мощность потребителей может превышать это значение, она ограничивается мощностью автоматического предохранительного устройства, или простым предохранителем, известным, как пробка. До того, как подключить сварочный инвертор необходимо убедится, что входная мощность сварочного инвертора не вырубит предохранитель домашней сети. Одно из преимуществ сварочных устройств состоит в наличие нескольких видов защит. В случае перегруза сети (сильная просадка напряжения), автоматика отключит инвертор по низкому напряжению. Подобная ситуация может случиться при низком входном напряжении сети, и при малом сечении проводки, сопротивление которой понизит напряжение при возникновении нагрузки в виде сварочного тока. Как подключить сварочный инвертор, если параметры сети в доме или на даче не позволяют это выполнить, разберем в следующем разделе. Убедившись в соответствии проводки в доме и предохранительного автомата параметрам предполагаемого режима сварки, можно соединить инвертор с внешней сетью и начать пробную сварку. Не следует подключаться к сети, если вместо предохранителя установлен «жучок» с неизвестными параметрами. Если есть возможность, то полезно проконтролировать просадку напряжения в сети при зажигании дуги. Большая просадка говорит о малом сечении питающего провода.
В случае перегруза сети (сильная просадка напряжения), автоматика отключит инвертор по низкому напряжению. Подобная ситуация может случиться при низком входном напряжении сети, и при малом сечении проводки, сопротивление которой понизит напряжение при возникновении нагрузки в виде сварочного тока. Как подключить сварочный инвертор, если параметры сети в доме или на даче не позволяют это выполнить, разберем в следующем разделе. Убедившись в соответствии проводки в доме и предохранительного автомата параметрам предполагаемого режима сварки, можно соединить инвертор с внешней сетью и начать пробную сварку. Не следует подключаться к сети, если вместо предохранителя установлен «жучок» с неизвестными параметрами. Если есть возможность, то полезно проконтролировать просадку напряжения в сети при зажигании дуги. Большая просадка говорит о малом сечении питающего провода.
Подключение сварочного инвертора к независимому источнику электроэнергии не составляет труда, достаточно убедится в соответствии мощностей двух электроприборов. В случае использования дополнительного кабеля (переноски) достаточно убедится в соответствии параметров кабеля, вилки и розетки в соответствии пор току. Считается достаточным для бытовых сварочных инверторов кабеля с минимальным сечением 2,5мм2. Это дает возможность варить током до 150А, а подобные режимы с электродом до 4мм не наблюдаются. Запас мощности проводов заведомо достаточный.
В случае использования дополнительного кабеля (переноски) достаточно убедится в соответствии параметров кабеля, вилки и розетки в соответствии пор току. Считается достаточным для бытовых сварочных инверторов кабеля с минимальным сечением 2,5мм2. Это дает возможность варить током до 150А, а подобные режимы с электродом до 4мм не наблюдаются. Запас мощности проводов заведомо достаточный.
Таким образом, в случае, когда сварка от сети недоступна, следует воспользоваться бензиновым или дизельным генератором на 220в.
Читайте также
- Инверторы сварочные для дома, сварочный инвертор для дачи
Какие сварочные инверторы наиболее оптимально использовать дома и на даче, вы узнаете из этой статье. …
- Неисправности сварочного инвертора
Какие основные неисправности инверторов используемых для сварки могут встретится в процессе работы, и что делать с этими неисправностями, вы узнаете …
- Технические характеристики сварочных инверторов
Какие характеристики сварочных аппаратов работающие на инверторном принципе нужно знать и учитывать при выборе данных аппараты, вы узнаете из этой .
 ..
..
Arc 80T DC Inverter Stick Welder
Купить в ИнтернетеWelding OutfitterWeldingMartWalmartHome DepotGlobal Industrial
Пожалуйста, свяжитесь с Metal Man @ 888-762-4045 для розничных продавцов и местоположений.
| Flux Core: | Нет | |
| MIG: | Нет | |
| Stick: 9 8 Да | TIG: | Да |
| Гарантия: | 2 года | |
| Потребляемая мощность: | 120 В |
Гарантия 2 года
Описание
Аппарат Metal Man Arc 80T представляет собой инверторный сварочный аппарат с исключительно плавным ходом, работающий только на постоянном токе. Он предназначен для электродуговой сварки стали, нержавеющей стали, чугуна и наплавки электродами от 1/16 дюйма до 3/32 дюйма.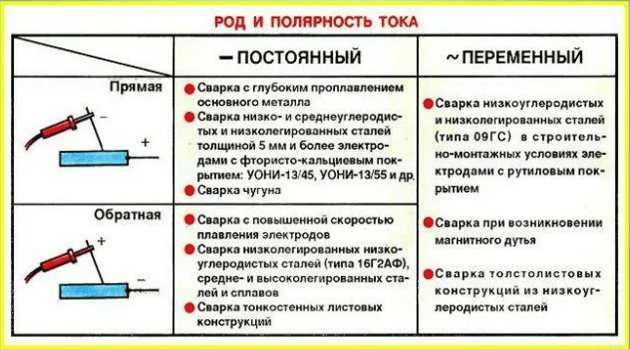 Он также может выполнять сварку TIG на постоянном токе с нуля с нуля на стали и нержавеющей стали с опциональным ACTT1.
Он также может выполнять сварку TIG на постоянном токе с нуля с нуля на стали и нержавеющей стали с опциональным ACTT1.
Особенности
- Сварка до 1/8 дюйма за один проход
- Использование входного напряжения 120 В
- Усовершенствованная инверторная технология .
- Плечевой ремень для максимальной портативности.
- Дополнительная опция ACTT1 для сварки TIG постоянным током с нуля на стали и нержавеющей стали
- Легкий вес, всего 6,6 фунта
Упаковка
- Кабель заземления и зажим
- Держатель электрода и кабель
- Руководство по эксплуатации
Запасные части Сменный регулятор инертного газа
Связанные продукты
FC135T
Flux Core: Да MIG: Нет 0 Палка:
91
TIG: № Гарантия: 1 год Входная мощность: 120 В Подробнее
MP141 70
3
3
008
Flux Core: Да MIG: Да Stick: Да TIG: Да 9009 Гарантия 90 10
3 Год Входная мощность: 120 В Подробнее
MP140T
Flux Core: Да MIG Да Рукоять: Да TIG: Да Гарантия: 3 Год 0 Входная мощность: 9001 0 Подробнее
FC130i
Flux Core: Да MIG: Нет Stick: Нет TIG: 009 № Гарантия: 1 год Входная мощность: 120 В Подробнее
- Поврежденные или изношенные рабочие соединения – Если вы прочитаете руководство пользователя любого источника сварочного тока, вы найдете раздел по установке, в котором подробно указаны размеры кабелей, которые вам нужны. Если в руководстве указан сварочный кабель 4/0 (диаметр 0,46 дюйма), вы не должны использовать кабель 2/0 (диаметром 0,37 дюйма). Если вы используете кабель меньшего сечения, возможно, он не сможет эффективно пропускать ток и начнет перегреваться.
 Когда это происходит, вы теряете напряжение в виде тепла. В некоторых случаях падение на 3-4 вольта в течение дня является обычным явлением.
Когда это происходит, вы теряете напряжение в виде тепла. В некоторых случаях падение на 3-4 вольта в течение дня является обычным явлением. - Износ приводных роликов . Еще одна проблема, которую трудно заметить, поскольку она скрыта внутри механизма подачи проволоки, — это изношенный приводной ролик при использовании такого процесса проволоки, как GMAW или FCAW. Канавки на приводных роликах имеют определенный размер в зависимости от диаметра используемой проволоки.
 Когда канавка изнашивается, проволока начинает проскальзывать, вызывая проблемы с подачей. Эти проблемы с подачей приводят к неустойчивой дуге и чрезмерному использованию контактного наконечника.
Когда канавка изнашивается, проволока начинает проскальзывать, вызывая проблемы с подачей. Эти проблемы с подачей приводят к неустойчивой дуге и чрезмерному использованию контактного наконечника. - Чрезмерный износ контакта наконечники – Отверстие контактного наконечника больше диаметра провода, для которого он предназначен. Однако, если это отверстие становится намного больше, это может привести к тому, что проволока будет проходить через наконечник без контакта. Когда это происходит, дуга немедленно гаснет, затем изгибается и образует дугу внутри и захватывает контактный наконечник. Эта проблема чаще встречается при использовании наконечника увеличенного размера (скажем, при использовании наконечника 0,052 дюйма для провода диаметром 0,045 дюйма), но ее часто можно увидеть в автоматизированных приложениях, когда на контактном наконечнике начинает вырезаться канавка.
- Ослабленные соединения — рабочие кабели и кабели электродов должны быть плотно подключены к наконечникам, разъемам Dinse или быстроразъемным соединениям.
 Лучшее соединение – это соединение с большой площадью контакта и плотное. Ослабленные соединения, такие как ослабление наконечника на выходных шпильках источника питания, вызовут искрение и неравномерную дугу, что, в свою очередь, приведет к плохим сварным швам. В некоторых случаях неплотное соединение перегревается и плавится, что делает невозможным его удаление и приводит к выходу из строя сварочного аппарата и необходимости его ремонта.
Лучшее соединение – это соединение с большой площадью контакта и плотное. Ослабленные соединения, такие как ослабление наконечника на выходных шпильках источника питания, вызовут искрение и неравномерную дугу, что, в свою очередь, приведет к плохим сварным швам. В некоторых случаях неплотное соединение перегревается и плавится, что делает невозможным его удаление и приводит к выходу из строя сварочного аппарата и необходимости его ремонта. - Утечки газа – Сварочные цеха настолько шумные, что мы никогда не слышим утечки газа. Наличие утечек в трубах вашей газовой системы является нормальным явлением и, как правило, не вызывает особых опасений. Когда это проблема, когда эти утечки являются серьезными и вызывают значительный недостаток защитного газа на дуге. Утечки из-за неплотного соединения задней части вашего сварочного пистолета с приемной втулкой на подающем устройстве могут привести к потере газового покрытия и пористости.
 Иногда соединение плотное, но уплотнительные кольца изношены или отсутствуют, что приводит к утечкам.
Иногда соединение плотное, но уплотнительные кольца изношены или отсутствуют, что приводит к утечкам. - Грязные станки – производственные предприятия выделяют много сварочного дыма (металлические частицы), шлифовальную пыль, стружку и другие взвешенные в воздухе частицы. Сварочные аппараты имеют вентиляторы, которые всасывают воздух цеха для его охлаждения. При этом эти машины также всасывают все переносимые по воздуху частицы. Если машины не продуть (используя сжатый воздух, желательно с открытыми сторонами), существует вероятность искрения электрических компонентов в платах, что может привести к выходу машины из строя. Кроме того, толстый слой пыли и металлической стружки действует как изолятор, который снижает способность машины к надлежащему охлаждению.
- Кабели меньшего размера . Как обсуждалось в пункте 1 выше, кабели меньшего размера не смогут эффективно передавать необходимый ток.
 Часто при замене кабелей мы используем то, что есть под рукой. Убедитесь, что размер кабеля указан производителем источника питания. Имейте в виду, что если вы увеличиваете длину кабеля, размер (диаметр) также должен быть увеличен.
Часто при замене кабелей мы используем то, что есть под рукой. Убедитесь, что размер кабеля указан производителем источника питания. Имейте в виду, что если вы увеличиваете длину кабеля, размер (диаметр) также должен быть увеличен. - Поврежденный рабочий зажим – поврежденные рабочие зажимы препятствуют адекватному контакту и уменьшают площадь контактной поверхности. Это приводит к выделению тепла и потере напряжения.
- Поврежденный/перегнутый вкладыш — вкладыши являются расходным материалом, не следует пытаться выжать из одного вкладыша 2 года. При первых признаках проблем с кормлением следует подумать о смене вкладыша после того, как будут решены все другие потенциальные проблемы с кормлением.
1
Комментарий 0
|
Поделиться
|
Твитнуть
|
Поделиться
|
Приколи это
|
Распечатать
|
email
Проблемы, связанные с техническим обслуживанием, являются причиной большого количества плохих сварных швов при ежедневной сварке. Однако эти причины остаются незамеченными и неустранимыми, потому что они происходят медленно с течением времени. Надлежащая программа профилактического обслуживания сварочных аппаратов, столов для резки с ЧПУ и другого промышленного оборудования абсолютно необходима.
Однако эти причины остаются незамеченными и неустранимыми, потому что они происходят медленно с течением времени. Надлежащая программа профилактического обслуживания сварочных аппаратов, столов для резки с ЧПУ и другого промышленного оборудования абсолютно необходима.
Многие проблемы, связанные с техническим обслуживанием и вызывающие плохие сварные швы, легко устраняются, но для этого необходимо регулярно проверять сварочную систему.
Ниже приведены 9 наиболее распространенных проблем с обслуживанием, которые стоят нашим клиентам больших денег в виде простоев.
Изношенные кабели снижают допустимую нагрузку по току рабочих и электродных кабелей, что приводит к потере напряжения.
Когда медные жилы на кабеле изнашиваются, это эффективно уменьшает площадь поперечного сечения и, следовательно, количество тока, которое он может пропускать без перегрева. Это часто происходит в местах, где кабель постоянно изгибается вперед и назад, как в случае рабочего соединения. Если у вас есть какой-либо из них в вашем магазине, это легко исправить, отрежьте кабель и снова правильно прикрепите к рабочему зажиму.
Обеспечение герметичности всех соединений необходимо для предотвращения дугового разряда и повреждения источников сварочного тока и фидеров
Пришедшие в негодность рабочие зажимы также могут стать причиной чрезмерного выделения тепла и потери напряжения.
Комментарий 0
|
Поделиться
|
Твитнуть
|
Поделиться
|
Приколи это
|
Распечатать
|
электронная почта
Опубликовано
