Подключение сварочного инвертора: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
Как выполняется подключение сварочного аппарата?
Автор На чтение 7 мин Просмотров 4к. Опубликовано
Для того чтобы работа со сваркой прошла без лишних проблем, нужно разобраться в том, как подключить сварочный аппарат. Перед тем как подключать агрегат для сварки, его нужно разместить в подходящем месте. Очень важно, чтобы ничего не мешало притоку воздуха к отверстиям на корпусе оборудования. Охлаждение часто намеренно усиливается. Для этого, выполняя подключение сварочного аппарата, за ним устанавливают вентилятор. Очень важно следить за тем, чтобы агрегат не контактировал с пылью, а также влажными и агрессивными парами.
Самодельный сварочный аппарат для сварки на постоянном токе.
Содержание
- Основные рекомендации и техника безопасности
- Пошаговая инструкция по подключению сварочного аппарата
- Особенности подключения в зависимости от типа аппарата
- Возможные проблемы после подключения
Основные рекомендации и техника безопасности
Прежде чем вы соберетесь подключить сварочный аппарат, обязательно удостоверьтесь в том, что частота и напряжение, указанные на корпусе оборудования, совпадают с аналогичным показателем в сети. Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.
Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.
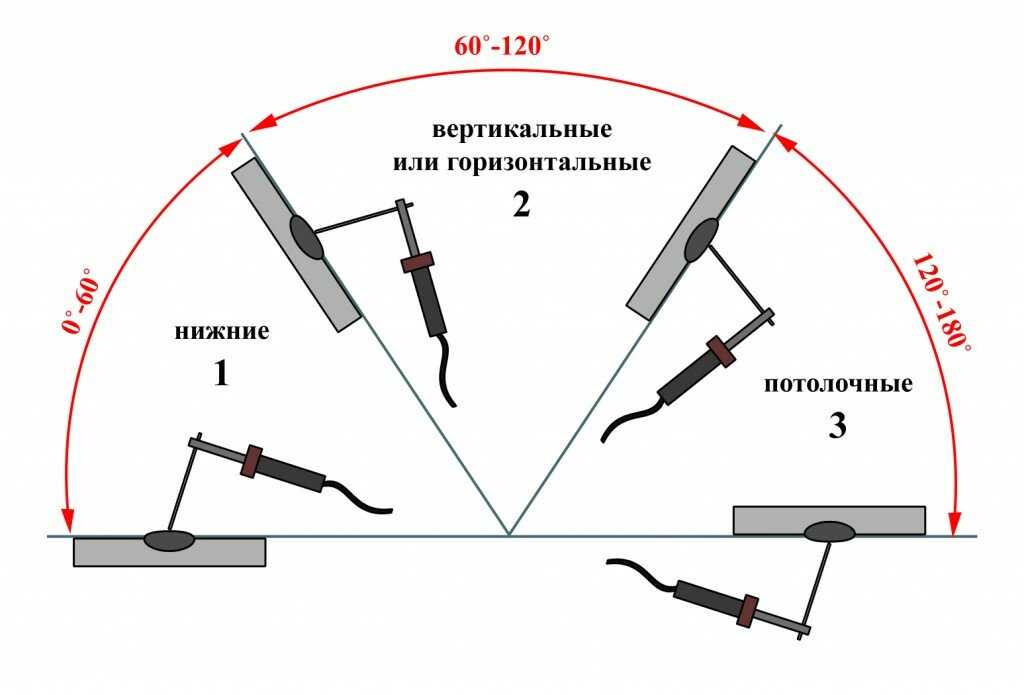
Положение электрода при сварке.
В случае если выбранная вами модель сварочного аппарата дает возможность самостоятельно устанавливать напряжение, следует зафиксировать переключатель в положении, которое соответствовало бы напряжению в вашей сети. Положение фиксируется при помощи блокирующего винта.
Для подключения сварочного аппарата используется штепсельная вилка. Очень важно, чтобы она соответствовала установленным нормативам термопропускной способности. Эта вилка обязательно должна иметь наконечник, обеспечивающий заземление. Именно к нему и подключится соответствующий кабель. Такую вилку нельзя включать в обыкновенную домашнюю розетку. Для подключения подходит розетка с плавким предохранителем. Подходит и автовыключатель.
Вам нужно будет соединить обратный кабель «земля» с соответствующей клеммой.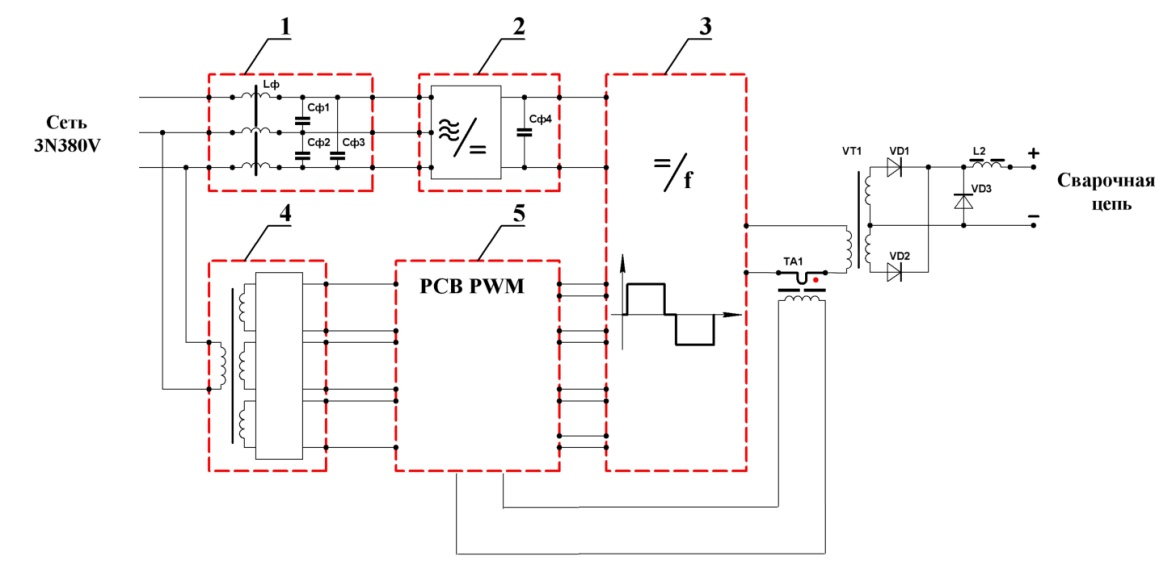 Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Прежде чем подключать сварочный агрегат непосредственно к сети, обязательно проверьте, насколько надежно укреплены штепсели.
Из-за плохого контакта аппарат не будет работать в полную силу и быстро выйдет из строя.
Рисунок 1. Схема подключения сварочного аппарата: 1-сварочный пост; 2—трехжильный шланговый кабель; 3 — трансформатор; 4-регулятор; 5-заземляющие зажимы корпуса агрегата; 6 — одножильный шланговый кабель; 7-электродержатель; 8 — провода заземления.
Существует достаточно много схем, в соответствии с которыми выполняется подключение сварочного агрегата. Наиболее распространенная схема подключения приведена на рис. 1.
- 1 позиция — это сварочный пост;
- номером 2 обозначен трехжильный шланговый кабель;
- 3 — трансформатор;
- 4 позиция — регулятор;
- номер 5 — заземляющие зажимы корпуса агрегата;
- 6 — одножильный шланговый кабель;
- 7 позиция — электродержатель;
- номер 8 — провода заземления.
Запомните и выполняйте все эти правила при подключении сварочного аппарата, чтобы избежать травм и прочих малоприятных последствий. В результате нарушения системы безопасности сварочного аппарата может произойти возгорание или удар током. В случае поломки какого-либо из питающих кабелей его нужно незамедлительно заменить. Лучше всего доверить эту работу профессионалам. Любые ремонтные и профилактические работы можно выполнять только после того, как сварочный аппарат будет отключен от сети.
Во время подключения сварочного аппарата следует обязательно проверить качество стационарно уложенного, а также гибкого проводов. Проверьте их заземление, целостность и изоляцию на соответствие установленным стандартам. Не стоит слишком сильно экономить на заземлении. Лучше всего использовать для него гибкий провод из меди. В случае обнаружения скруток, трещин и других дефектов провод нужно заменить. Использование поврежденных проводов приводит к перегреву и может стать причиной поломки сварочного аппарата. Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Напряжение для сварочных аппаратов не нормируется, поэтому обращайте внимание на характеристики именно той модели, с которой вам предстоит работать. При сборке такого оборудования ему задается определенный уровень напряжения. Значение сопротивления при этом не учитывается.
Вернуться к оглавлению
Пошаговая инструкция по подключению сварочного аппарата
Рисунок 2. Схема последовательности подключения сварочного аппарата.
После того как вы проверите целостность агрегата и всех сопутствующих комплектующих, а также установите соответствие напряжений, можете приступать непосредственно к подключению вашего сварочного аппарата. Для этого вам понадобятся:
- сам агрегат;
- удлинитель;
- переходник для удлинителя.
При подключении аппарата можете ориентироваться на схему на рис. 2.
Подключение выполняется в определенной последовательности, а именно:
- Сначала подготавливается штепсельная вилка с соответствующими параметрами термопропускной способности.

- Подбирается розетка с автовыключателем или предохранителем.
- Выполняется подсоединение обратного кабеля к клемме.
- Кабель-держатель подсоединяется к фрагменту электрода при помощи зажима.
После того как вы все это сделаете, сварочный аппарат можно будет включать в сеть. У большинства моделей достаточно короткие провода, поэтому зачастую их подключение требует использования удлинителя. Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Вернуться к оглавлению
Особенности подключения в зависимости от типа аппарата
Рисунок 3. Сварочный аппарат типа трансформатор может работать в широком диапазоне сварочного тока. Его рекомендуется подключать к щитку.
Порядок подключения сварочного аппарата во многом зависит от особенностей его устройства. Так, в случае применения двухфазной модели подключение проводов будет выполняться в индивидуальной последовательности. Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Очень важно знать основные особенности подключения аппарата типа трансформатор. Типичный представитель показан на рис. 3. В случае применения такого оборудования подключение выполняется в соответствии с рядом особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Обязательно выполняйте эти правила во время работы. При их несоблюдении вы рискуете получить травмы, которых можно было бы с легкостью избежать. В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
Вернуться к оглавлению
Возможные проблемы после подключения
Рисунок 4. Схема подключения сварочного трансформатора.
После подключения сварочного аппарата могут возникать различные проблемы, к которым нужно быть готовым и знать, как от них избавиться. Если имеет место сильный нагрев обмоток и гудение, то причина кроется в витковом замыкании в первичных обмотках. В этом случае придется полностью или частично перемотать обмотки.
Сварочные трансформаторы могут давать слишком большой ток по причине короткого замыкания в обмотке регулятора или во вторичной обмотке. Для устранения неисправности нужно ликвидировать замыкание в обмотках или выполнить перемотку.
Если при воздействии регулятором не происходит уменьшения сварочного тока, то причина, как правило, в замыкании между зажимами регулятора.
Во время работы с аппаратом вы можете услышать нехарактерный для него гул. Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
https://moyakovka.ru/youtu.be/UX81XigBgBY
Причиной слишком сильного нагрева контактов в соединениях обычно являются нарушения электрического контакта. Избавиться от этой неисправности можно путем переборки перегревающихся соединений. Контактные поверхности зачищаются и плотно пригоняются. Выполняется затяжка до отказа зажимов. Удачной работы!
Как произвести подключение сварочного инвертора к источнику питания?
Автор На чтение 7 мин Просмотров 845 Опубликовано
Сварочный инвертор — это устройство, с помощью которого можно значительно облегчить процесс дуговой сварки. С каждым годом его применение становится все популярнее, потому что оно позволяет осуществлять сваривание любых конструкций быстро и качественно. Чтобы сварочные работы проходили в нужных режимах, а аппарат имел долгий срок службы, нужно правильно подключать инвертор к источнику питания. Поэтому далее будет рассмотрено, как правильно подключить сварочный инвертор.
Поэтому далее будет рассмотрено, как правильно подключить сварочный инвертор.
Схема устройство инверторного сварочного аппарата.
Содержание
- Подключение сварочного инвертора
- Подключение сварочного инвертора к электрическому генератору
- Бензогенератор или электрогенератор?
- Выбор кабеля для подсоединения инвертора
- Подключение сварочных инверторов с помощью удлинителей
Подключение сварочного инвертора
Подсоединение сварочного аппарата может быть осуществлено к внешней сети напряжением 220 В или 380 В либо к генераторной установке определенной мощности. Соединительный кабель с вилкой соответствует максимальной мощности агрегата, поэтому здесь никаких вопросов быть не должно. Основные трудности могут возникнуть со стороны внешнего источника питания, особенно если электропроводка на дачном участке старая и имеет неизвестное сечение.
Современная проводка, вилки и розетки рассчитываются на ток не более 16 А. Суммарная мощность, которая потребляется всеми устройствами в доме, может быть больше этого значения, поэтому его ограничивают автоматическим предохранительным устройством или обычной пробкой. Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Устройство сварочного инвертора.
Одно из преимуществ сварочных устройств этого типа заключается в том, что их электрическая цепь имеет несколько типов защиты. В случае перегруза сети защита автоматически отключает аппарат по низкому напряжению. Такая ситуация может произойти, когда входное напряжение имеет низкое значение, или в случае недостаточного сечения электропроводки, сопротивление которой снизит напряжение при возникновении нагрузки в виде сварочного тока.
Если электрическая проводка стационарной сети не позволяет осуществить подсоединение инвертора, нужно воспользоваться другими источниками питания, которые будут рассмотрены ниже. В случае полного соответствия максимальной мощности аппарата с внешней проводкой можно подсоединять инвертор к электросети и осуществлять тестовую сварку.
Не рекомендуется подключаться к сети, если в качестве защитного устройства установлен предохранитель неизвестного номинала.

Если есть возможность, нужно контролировать просадку напряжения при зажигании дуги. Сильная просадка может быть результатом малого сечения проводов.
Вернуться к оглавлению
Также читайте: Все о строительных инструментах от А до Я.
Подключение сварочного инвертора к электрическому генератору
Из-за плохих параметров внешней электросети в некоторых ситуациях осуществить сварку бывает просто невозможно. Тогда можно воспользоваться электростанцией. При этом очень важно, чтобы мощность электростанции позволяла проводить полноценные сварочные работы.
При выборе генератора следует сначала ознакомиться с основными техническими характеристиками сварочного аппарата. В качестве примера будет взят обычный инвертор с рабочим током 160 А. Современные инверторы имеют плавную регулировку тока сварки от минимального до максимального значения. Это позволяет проводить сварку как на средней, так и на максимальной мощности оборудования. Но фирмы-изготовители часто пишут только потребляемую мощность, ничего не говоря о ее максимальном значении.
Но фирмы-изготовители часто пишут только потребляемую мощность, ничего не говоря о ее максимальном значении.
Рисунок 1. Провода марки КГ бывают разные и различаются по максимальной нагрузке, зависящей от сечения.
Чтобы самостоятельно рассчитать максимальную мощность, необходимо максимальный рабочий ток устройства умножить на напряжение дуги (обычно оно составляет 25 В), после чего разделить полученную цифру на КПД инвертора (приблизительно 90%). В результате максимальная мощность будет равна: 160х25/0,9=4444 Вт.
После проведения расчетов можно приступать к выбору электрогенератора. При этом ориентироваться следует на максимальную потребляемую мощность, прибавив к ней запас в 25%, чтобы не использовать электростанцию на пределе возможности. Поэтому для сварочного инвертора с рабочим током 160 А нужно купить генератор с выходной мощностью не менее: 4444+4444х0,25=5555 Вт, или 5,5 кВт.
Вернуться к оглавлению
Бензогенератор или электрогенератор?
Схема подключения инвертора к аккумулятору.
В некоторых случаях при невозможности использовать внешнюю электросеть сварщики пытаются подключить инверторную сварку через бензогенератор небольшой мощности. Такой подход является неверным, если его мощность составляет менее 5 кВт. Рабочее напряжение в таких генераторах сильно зависит от величины нагрузки. Инверторные устройства чувствительны к перепадам напряжения, поэтому если выходное напряжение бензогенератора будет часто меняться, сварочный аппарат может выйти из строя.
При сварке электродом 3 мм рабочий ток достигает 120 А при напряжении 40 В. В этом случае выходная мощность будет составлять: 120х40=4800 Вт, или 4,8 кВт, то есть бензогенератор будет работать на предельной мощности, что также повлечет его преждевременный выход из строя. Поэтому при плохой сети лучше подключать сварочный аппарат к электрогенератору.
Вернуться к оглавлению
Выбор кабеля для подсоединения инвертора
Для осуществления качественной сварки очень важно правильно выбрать соединительные провода. Сварочные провода выбираются по таким показателям:
Сварочные провода выбираются по таким показателям:
Функциональные возможности сварочного инвертора.
- длине;
- площади сечения;
- значению падения напряжения в сварочном контуре.
Кабель для инвертора представляет собой гибкий проводник тока с хорошей изоляцией. В большинстве случаев такой провод изготавливается из медных проволок толщиной 0,18-0,2 мм, сплетенных между собой. Такие кабели применяются для подсоединения инвертора к электродержателю, а также для осуществления заземления аппарата. Выбор проводов зависит от их технических характеристик и характеристик самого сварочного агрегата.
Среди сварщиков самым популярным выступает провод марки КГ (рис. 1). Изготовители этого типа кабеля рекомендуют его применять в цепях переменного тока с напряжением не более 600 В или при постоянном токе с напряжением не более 1000 В.
Провода марки КГ различаются по максимальной нагрузке, зависящей от сечения. Соотношение максимальной нагрузки на кабель и его марка представлены в таблице:
| Марка кабеля | Допустимая нагрузка, А |
| КГ 1х16 | 189 |
| КГ 1х25 | 240 |
| КГ 1х35 | 289 |
| КГ 1х50 | 362 |
| КГ 1х70 | 437 |
| КГ 1х95 | 522 |
Помимо марки КГ также применяется провод марки КОГ1, который является более гибкий, нежели первый вариант. Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Подключение сварочного кабеля осуществляется с учетом некоторых правил:
- Подсоединение следует делать с помощью спрессованных или припаянных наконечников.
- Кабель подключается к силовым разъемам агрегата (+) и к держателю электродов в обратной полярности (-). Изменять полярность можно только тогда, когда изменены параметры тока.
- При проведении сварочных работ сварщику запрещено подтягивать к себе инвертор проводами.
- Ни в коем случае нельзя превышать номинальную мощность кабеля.
https://moyakovka.ru/youtu.be/54U4cqL2Ql8
Вернуться к оглавлению
Подключение сварочных инверторов с помощью удлинителей
Проведение сварочных работ очень часто связано с отдаленным расположением сварной конструкции от источника питания. Иногда в таких случаях требуется использовать удлинитель. Удлинитель для инвертора представляет собой проводник, имеющий некоторое сопротивление, которое является причиной падения напряжения в электрической цепи, то есть чем больше длина удлинителя, тем больше будет падение на нем рабочего напряжения.
При недостаточной силе тока могут измениться параметры сварочной дуги, управлять ей становится намного тяжелее. Чтобы добиться требуемого тока на конце сварочного кабеля, приходится выставлять увеличенный ток на самом инверторе, что негативно сказывается на его работе и может привести к выходу аппарата со строя. Поэтому легче будет поднести сварочное устройство к месту сварки, нежели покупать новое.
В случае же безысходности ситуации, подбирая удлинитель, нужно руководствоваться тем, что сечение 2,5 мм2 при длине кабеля 20 м при использовании аппарата с рабочим током 150 А будет достаточным для нормальной работы сварочного аппарата. Для проведения сварки в домашних условиях такой длины вполне хватит.
При использовании переноски следует придерживаться некоторых правил:
- Запрещено наматывать удлинитель на катушку, так как смотанный кабель обладает индуктивностью, что может вызвать его перегрев и выход из строя.
- При сварке с удлинителем нужно контролировать изменение напряжения сети.

- Нагрев удлинителя допускается до температуры 70°С.
https://moyakovka.ru/youtu.be/VWB1qmZlj50
В случае соблюдения всех правил и рекомендаций при подключении сварочного инвертора вы сможете осуществить качественную сварку без негативных последствий для самого аппарата.
Подключение сварочного аппарата 220в
Главная » Статьи » Подключение сварочного аппарата 220в
Как правильно подключить сварочный аппарат
- 03-03-2015
- 49
- 50
Оглавление: [скрыть]
- Разновидности сварочного аппарата
- Требования к розеткам и проводке
- Какими пользоваться удлинителями
Еще совсем недавно вопрос, как подключить сварочный аппарат, задавали только сварщики-профессионалы. Сегодня эта тема волнует большую армию умельцев-любителей. Современные производители значительно расширили рамки понятия «бытовые приборы и инструменты». Сейчас в этот список попадают различного назначения станки и приспособления.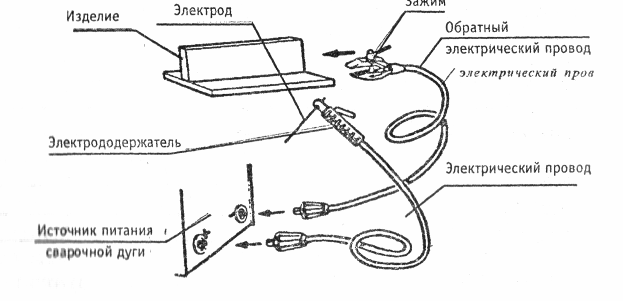 Среди этого разнообразия есть и сварочный аппарат.
Среди этого разнообразия есть и сварочный аппарат.
Схема устройства сварочного аппарата.
Подключение сварочного аппарата может стать проблемой для тех, кто приобрел подобный инструмент впервые или попросил у соседа. Подключить нужно правильно, чтобы во время работы не повредить электропроводку, розетки, да и сам аппарат. Паспорт на оборудование, как правило, не содержит таких рекомендаций.
Разновидности сварочного аппарата
Определиться с типом «сварочника» нужно прежде, чем приступать к работе. Существуют две разновидности аппарата: инверторный и трансформаторный. Инверторный сварочный аппарат — легкий и компактный — снабжен множеством защит и регулировок. Существуют разные модели, различающиеся мощностью и выходным током, предназначенные для настоящих «профи» и для «чайников». Небольшой вес (до 5-6 кг) и скромные габариты позволяют использовать подобные устройства как переносные. Их можно просто повесить на плечо и работать в самых сложных условиях. Аппарат уверенно варит электродами диаметром до 4-5 мм, да и стоит вполне приемлемо.
Классификация сварочных аппаратов.
Единственный недостаток — ремонтопригодность. В случае поломки без познаний в современной электронике починить самостоятельно его не удастся. Важный совет новичкам от профессионалов — «инверторник» нельзя ставить на землю. Обязательно нужно подложить под аппарат деревянную или пластмассовую дощечку.
В основе трансформаторных сварочных аппаратов лежит традиционная схема: сетевой трансформатор с медными обмотками. Отсюда солидные габариты, приличный вес и соответствующая цена. К несомненным плюсам таких устройств следует отнести возможность работы с металлом практически любой толщины и простоту в ремонте.
Вернуться к оглавлению
Сварка — дело серьезное, ответственное. Нужно соблюдать осторожность, чтобы не оставить себя и соседей без света, не повредить другие электроприборы, не допустить возгорания.
Прежде чем начать работу, необходимо убедиться, что возможности электросети допускают подключение выбранного сварочного аппарата.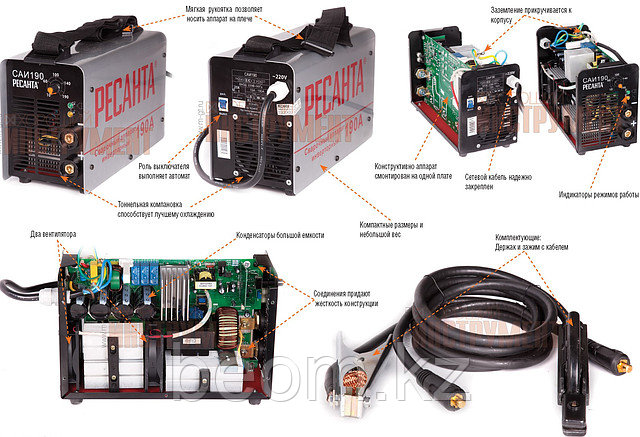 Нужно проверить состояние пробок и автоматов, удостовериться в отсутствии «жучков». В домах старой постройки электропроводка и розетки способны работать при токах до 10 А. В паспорте любого электроприбора указывается его мощность и номинальный (рабочий) ток. При включении происходит бросок тока (пусковой ток), который может превышать номинальный в 3 раза.
Нужно проверить состояние пробок и автоматов, удостовериться в отсутствии «жучков». В домах старой постройки электропроводка и розетки способны работать при токах до 10 А. В паспорте любого электроприбора указывается его мощность и номинальный (рабочий) ток. При включении происходит бросок тока (пусковой ток), который может превышать номинальный в 3 раза.
Таблица требуемых технических характеристик для сварочного аппарата.
Устройством плавного пуска, устраняющим подобные броски, снабжен инверторный аппарат. Его можно подключать в сеть, рассчитанную на 16 А. У трансформаторных моделей пусковые токи могут достигать 40 А. Обычная бытовая розетка этого не выдержит — может загореться. Лучше подсоединиться к электрощитку, используя промышленную розетку.
Если рабочий ток аппарата превысит допустимые возможности электросети, напряжение в ней «просядет» с 220 В до 140-150 В. Это может привести к поломке бытовых электроприборов и вызвать «прилипание» сварочного электрода. Работать будет невозможно.
Вернуться к оглавлению
Длина сетевого провода обычного «сварочника» не превышает 2 м. Поэтому часто в работе используются удлинители. К их выбору нужно подойти также тщательно. Известно, что через медный провод сечением в 1 кв. мм можно «пропустить» ток силой не более 10 А (для алюминиевого — 8 А).
Зная пусковые и рабочие параметры сварочного аппарата, можно высчитать, какое сечение должен иметь провод удлинителя. Лучше взять с небольшим запасом, чтобы обеспечить себе комфортные условия работы. Не стоит покупать на рынке удлинитель подешевле. Под толстым слоем изоляции можно чаще всего обнаружить тонкий проводок. Разумнее обратиться в специализированный магазин и самостоятельно выбрать подходящий по площади сечения провод, да и розетку присмотреть соответствующую. Желательно, чтобы она была изготовлена из термореактивной пластмассы, той, что не плавится при нагревании.
Важно помнить, что провод удлинителя при работе должен быть полностью развернут. Так он лучше охлаждается и не создает дополнительной индуктивной нагрузки.
https://moiinstrumenty.ru/www.youtube.com/watch?v=gsBDcZWozYE
Необходимо позаботиться и о безопасности. Электрические провода не должны иметь повреждений изоляции, лежать на мокром полу и касаться работающих механизмов. Нужно обязательно использовать заземление.
Нередки случаи, когда удлинять приходится и провода на выходе. Делать промежуточные соединения при этом не рекомендуется. Высокие выходные токи могут привести к большим электрическим потерям в таких местах. Руководствуясь максимальными эксплуатационными параметрами аппарата, следует приобрести цельный многожильный медный провод необходимой длины. Сечение лучше выбрать, пользуясь правилом: на каждые 8 А тока — 1 кв. мм площади провода.
Если электросеть «слабая», а варить необходимо, можно попытаться подключить для питания сварочного аппарата бензогенератор. Следует учесть, что его выходное напряжение зависит от величины нагрузки. Можно подсчитать минимальную мощность, которой должен обладать генератор, чтобы обеспечить нормальную работу. Для сварки самым ходовым 3-миллиметровым электродом необходимый ток может достигать 120 А при 40 В напряжения. Таким образом, при КПД генератора 80% его мощность должна быть не ниже 6 кВт.
Для сварки самым ходовым 3-миллиметровым электродом необходимый ток может достигать 120 А при 40 В напряжения. Таким образом, при КПД генератора 80% его мощность должна быть не ниже 6 кВт.
https://moiinstrumenty.ru/www.youtube.com/watch?v=APbB12bjRzM
Справедливости ради нужно отметить, что существуют устройства, совмещающие в себе электрогенератор и сварочный аппарат. Но цена на них высока для домашнего умельца.
Существует множество видов и моделей сварочного оборудования. На даче, в гараже и дома можно воспользоваться любым.
Единственное непременное условие — схема подключения должна обеспечить удобные и безопасные условия работы.
moiinstrumenty.ru
Как выполняется подключение сварочного аппарата?
Комментариев:
Рейтинг: 45
Оглавление: [скрыть]
- Основные рекомендации и техника безопасности
- Пошаговая инструкция по подключению сварочного аппарата
- Особенности подключения в зависимости от типа аппарата
- Возможные проблемы после подключения
Для того чтобы работа со сваркой прошла без лишних проблем, нужно разобраться в том, как подключить сварочный аппарат.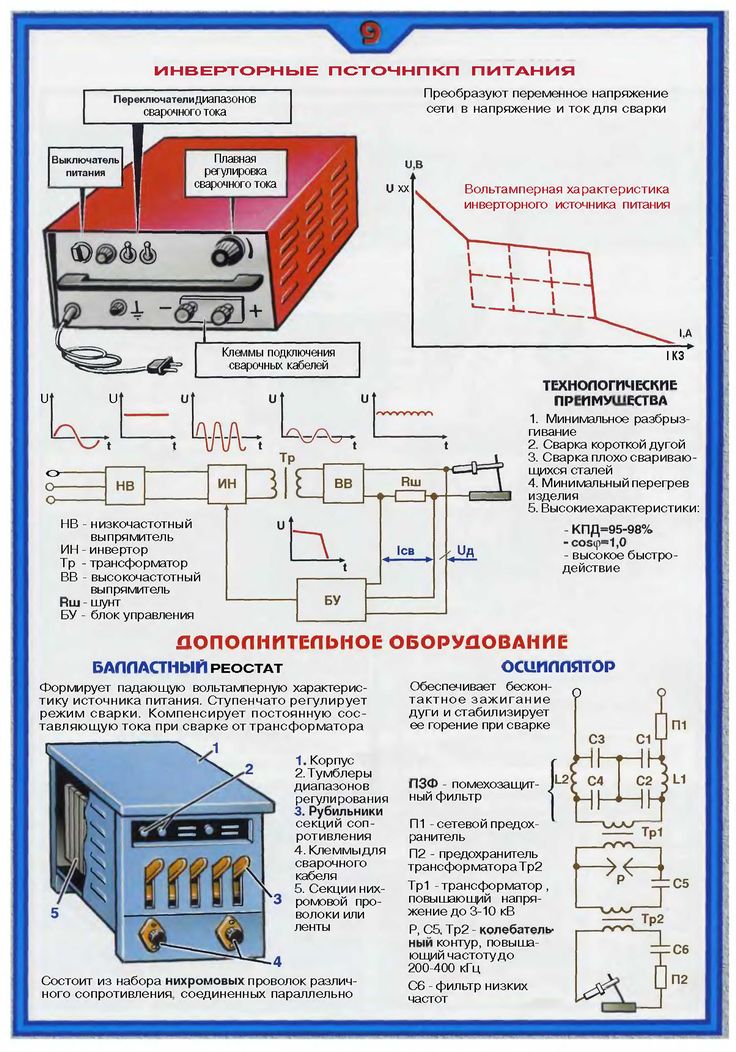 Перед тем как подключать агрегат для сварки, его нужно разместить в подходящем месте. Очень важно, чтобы ничего не мешало притоку воздуха к отверстиям на корпусе оборудования. Охлаждение часто намеренно усиливается. Для этого, выполняя подключение сварочного аппарата, за ним устанавливают вентилятор. Очень важно следить за тем, чтобы агрегат не контактировал с пылью, а также влажными и агрессивными парами.
Перед тем как подключать агрегат для сварки, его нужно разместить в подходящем месте. Очень важно, чтобы ничего не мешало притоку воздуха к отверстиям на корпусе оборудования. Охлаждение часто намеренно усиливается. Для этого, выполняя подключение сварочного аппарата, за ним устанавливают вентилятор. Очень важно следить за тем, чтобы агрегат не контактировал с пылью, а также влажными и агрессивными парами.
Самодельный сварочный аппарат для сварки на постоянном токе.
Основные рекомендации и техника безопасности
Прежде чем вы соберетесь подключить сварочный аппарат, обязательно удостоверьтесь в том, что частота и напряжение, указанные на корпусе оборудования, совпадают с аналогичным показателем в сети. Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.
Положение электрода при сварке.
В случае если выбранная вами модель сварочного аппарата дает возможность самостоятельно устанавливать напряжение, следует зафиксировать переключатель в положении, которое соответствовало бы напряжению в вашей сети. Положение фиксируется при помощи блокирующего винта.
Положение фиксируется при помощи блокирующего винта.
Для подключения сварочного аппарата используется штепсельная вилка. Очень важно, чтобы она соответствовала установленным нормативам термопропускной способности. Эта вилка обязательно должна иметь наконечник, обеспечивающий заземление. Именно к нему и подключится соответствующий кабель. Такую вилку нельзя включать в обыкновенную домашнюю розетку. Для подключения подходит розетка с плавким предохранителем. Подходит и автовыключатель.
Вам нужно будет соединить обратный кабель «земля» с соответствующей клеммой. Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Прежде чем подключать сварочный агрегат непосредственно к сети, обязательно проверьте, насколько надежно укреплены штепсели.
Из-за плохого контакта аппарат не будет работать в полную силу и быстро выйдет из строя.
Рисунок 1. Схема подключения сварочного аппарата: 1-сварочный пост; 2—трехжильный шланговый кабель; 3 — трансформатор; 4-регулятор; 5-заземляющие зажимы корпуса агрегата; 6 — одножильный шланговый кабель; 7-электродержатель; 8 — провода заземления.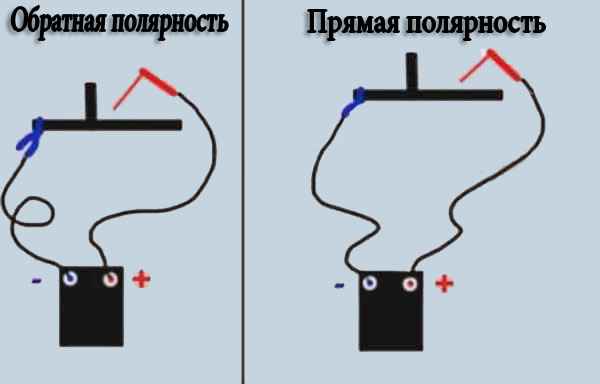
Существует достаточно много схем, в соответствии с которыми выполняется подключение сварочного агрегата. Наиболее распространенная схема подключения приведена на рис. 1.
- 1 позиция — это сварочный пост;
- номером 2 обозначен трехжильный шланговый кабель;
- 3 — трансформатор;
- 4 позиция — регулятор;
- номер 5 — заземляющие зажимы корпуса агрегата;
- 6 — одножильный шланговый кабель;
- 7 позиция — электродержатель;
- номер 8 — провода заземления.
Запомните и выполняйте все эти правила при подключении сварочного аппарата, чтобы избежать травм и прочих малоприятных последствий. В результате нарушения системы безопасности сварочного аппарата может произойти возгорание или удар током. В случае поломки какого-либо из питающих кабелей его нужно незамедлительно заменить. Лучше всего доверить эту работу профессионалам. Любые ремонтные и профилактические работы можно выполнять только после того, как сварочный аппарат будет отключен от сети.
Во время подключения сварочного аппарата следует обязательно проверить качество стационарно уложенного, а также гибкого проводов. Проверьте их заземление, целостность и изоляцию на соответствие установленным стандартам. Не стоит слишком сильно экономить на заземлении. Лучше всего использовать для него гибкий провод из меди. В случае обнаружения скруток, трещин и других дефектов провод нужно заменить. Использование поврежденных проводов приводит к перегреву и может стать причиной поломки сварочного аппарата. Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Напряжение для сварочных аппаратов не нормируется, поэтому обращайте внимание на характеристики именно той модели, с которой вам предстоит работать. При сборке такого оборудования ему задается определенный уровень напряжения. Значение сопротивления при этом не учитывается.
Вернуться к оглавлению
Рисунок 2. Схема последовательности подключения сварочного аппарата.
После того как вы проверите целостность агрегата и всех сопутствующих комплектующих, а также установите соответствие напряжений, можете приступать непосредственно к подключению вашего сварочного аппарата. Для этого вам понадобятся:
- сам агрегат;
- удлинитель;
- переходник для удлинителя.
При подключении аппарата можете ориентироваться на схему на рис. 2.
Подключение выполняется в определенной последовательности, а именно:
- Сначала подготавливается штепсельная вилка с соответствующими параметрами термопропускной способности.
- Подбирается розетка с автовыключателем или предохранителем.
- Выполняется подсоединение обратного кабеля к клемме.
- Кабель-держатель подсоединяется к фрагменту электрода при помощи зажима.
После того как вы все это сделаете, сварочный аппарат можно будет включать в сеть. У большинства моделей достаточно короткие провода, поэтому зачастую их подключение требует использования удлинителя. Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Вернуться к оглавлению
Рисунок 3. Сварочный аппарат типа трансформатор может работать в широком диапазоне сварочного тока. Его рекомендуется подключать к щитку.
Порядок подключения сварочного аппарата во многом зависит от особенностей его устройства. Так, в случае применения двухфазной модели подключение проводов будет выполняться в индивидуальной последовательности. Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Очень важно знать основные особенности подключения аппарата типа трансформатор. Типичный представитель показан на рис. 3. В случае применения такого оборудования подключение выполняется в соответствии с рядом особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Обязательно выполняйте эти правила во время работы. При их несоблюдении вы рискуете получить травмы, которых можно было бы с легкостью избежать. В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
Вернуться к оглавлению
Рисунок 4. Схема подключения сварочного трансформатора.
После подключения сварочного аппарата могут возникать различные проблемы, к которым нужно быть готовым и знать, как от них избавиться. Если имеет место сильный нагрев обмоток и гудение, то причина кроется в витковом замыкании в первичных обмотках. В этом случае придется полностью или частично перемотать обмотки.
Сварочные трансформаторы могут давать слишком большой ток по причине короткого замыкания в обмотке регулятора или во вторичной обмотке. Для устранения неисправности нужно ликвидировать замыкание в обмотках или выполнить перемотку.
Если при воздействии регулятором не происходит уменьшения сварочного тока, то причина, как правило, в замыкании между зажимами регулятора.
Во время работы с аппаратом вы можете услышать нехарактерный для него гул. Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
https://moyakovka.ru/youtu.be/UX81XigBgBY
Причиной слишком сильного нагрева контактов в соединениях обычно являются нарушения электрического контакта. Избавиться от этой неисправности можно путем переборки перегревающихся соединений. Контактные поверхности зачищаются и плотно пригоняются. Выполняется затяжка до отказа зажимов. Удачной работы!
moyakovka.ru
В помощь домашнему мастеру: как подключить сварочный инвертор
- Дата: 01-06-2015
- Просмотров: 482
- Рейтинг: 21
Многие домашние мастера в своей мастерской имеют сварочный агрегат. Он может быть разного типа. Сегодня в специализированных магазинах довольно большой выбор этой техники, в том числе и сварочный инвертор (изображение № 1). Это агрегат, имеющий определенные преимущества перед другими сварочными установками. Он имеет привлекательный внешний вид, малый вес, большую мобильность. Питаться может от бытовой и производственной сети напряжением 220 В и 380 В, от аккумуляторов и генераторов, выдающих напряжение 12 В и выше.
Изображение 1. Схема устройства сварочного инвертора.
Подключение инвертора к электросети
Соединительный кабель, которым укомплектована установка, соответствует мощности устройства. Нужно только проверить технические данные проводки в доме. Она может оказаться старой, не соответствующей современным нормам. В наши дни вся проводка, выключатели и розетки, предохранительные устройства рассчитаны на рабочий ток 16 А. Перед подключением сварочного инвертора нужно убедиться в этом. Хотя установка должна выключиться сама при малом диаметре проводов. Если все в порядке с сетью, можно подключать инвертор и делать пробную сварку.
Если все в порядке с сетью, можно подключать инвертор и делать пробную сварку.
Если вместо штатного предохранителя в электросети установлен «жучок», параметры которого неизвестны, включать сварочный инвертор в такую сеть нецелесообразно.
Функциональная схема источника питания инверторного сварочного аппарата.
Подключение сварочной установки к автомобильному аккумулятору обычно не представляет сложностей. Малый вес, составляющий 2,5-3 кг позволяет легко перенести прибор к автомобилю. Небольшие габариты порядка 300 х 190 х 130 мм позволяют не занимать много места. Подключение производится следующим образом:
- Инвертор присоединяют к аккумулятору.
- Подключаются другие необходимые устройства.
- При необходимости используется удлинитель.
- Выполняется пробный пуск аппарата и сварка.
Присоединение прибора к аккумулятору производится при помощи специальных зажимов с соблюдением полярности. Зажим провода красного цвета соединяется с плюсовой клеммой, черный — с минусовой. При соединении зажимов с клеммами может проскакивать небольшая искра. Если инвертор рассчитан на напряжение 12 В, его ни в коем случае нельзя пытаться подключить к бортовой сети 24 В и больше. Нельзя одновременно подключать несколько инверторов.
При соединении зажимов с клеммами может проскакивать небольшая искра. Если инвертор рассчитан на напряжение 12 В, его ни в коем случае нельзя пытаться подключить к бортовой сети 24 В и больше. Нельзя одновременно подключать несколько инверторов.
Таблица требуемых технических характеристик для сварочного инвертора.
К розетке инвертора можно подключить необходимые в работе устройства.
При использовании удлинителя нужно постараться сохранять его длину не более 50 м. При включении прибора в бортовую сеть должен загореться светодиод зеленого цвета, который будет гореть до тех пор, пока аккумулятор сохраняет напряжение в приемлемых пределах. Если напряжение снизится до 10,5 В и продержится на этой отметке минуту, сварочный агрегат автоматически отключится от сети. У аккумулятора останется заряд на запуск двигателя автомобиля в летнее время года.
Некоторые сварщики пытаются использовать маломощный бензиновый генератор для питания инвертора. Если мощность генератора не превышает 5 кВт, то все попытки будут бесполезны. Генератор будет работать на пределе своей мощности, провоцируя частые падения напряжения. Инверторный сварочный агрегат весьма чувствителен к таким перепадам и может выйти из строя. Поэтому рекомендуется использовать генератор электрический.
Генератор будет работать на пределе своей мощности, провоцируя частые падения напряжения. Инверторный сварочный агрегат весьма чувствителен к таким перепадам и может выйти из строя. Поэтому рекомендуется использовать генератор электрический.
Провод для изготовления удлинителя
Схема дросселя сварочного инвертора.
Для удлинения провода, особенно на выходе аппарата, не рекомендуется делать промежуточных стыков. Кабель должен быть цельным по всей длине. Общее его сечение должно быть в пределах 35 или более кв. мм. Профессиональные сварщики обычно пользуются проводом марки КГ. Он состоит из большого количества тонких медных проволочек диаметром примерно 0,2 мм, сплетенных друг с другом. Общий его диаметр должен быть не менее 7 мм без оболочки. Такой кабель с успехом применяется в сетях переменного тока напряжением до 600 В и постоянного тока до 1000 В. Максимальная нагрузка, которую способен выдержать провод, зависит от его сечения.
Марка провода и максимальная нагрузка:
- КГ 1х16 189 А;
- КГ 1х25 240 А;
- КГ 1х35 289 А;
- КГ 1х50 362 А;
- КГ 1х70 437 А;
- КГ 1х95 522 А.

Схема подключения инвертора к аккумулятору.
Вместо провода КГ можно использовать кабель марки КОГ1.
Все соединения с помощью удлинителя делаются с выполнением правил:
- Для соединения нужно использовать припаянные или спрессованные наконечники.
- Нельзя подтягивать к себе инвертор, используя для этого провода.
- Провод нужно выбирать в соответствии с номинальной мощностью.
- В домашних условиях рекомендуется использовать удлинитель длиной до 20 м.
- Провод удлинителя запрещено наматывать на катушку в целях предотвращения его перегрева и выхода из строя вследствие индуктивности. Нагрев провода не должен превышать 70° С.
Провод марки КГ выпускается в разных вариантах. Для работы в условиях с сильными морозами предназначен провод КГ-ХЛ, способный работать при морозе в -60°С. В тропическом климате хорошо работает кабель КГ-Т. Его оболочка устойчива к плесени, выдерживает температуру наружного воздуха +85°С. Для мест с повышенной пожароопасностью предназначен кабель КГН, оболочка которого не горит.
https://moyasvarka.ru/youtu.be/TiJHRWFdwSM
Несколько полезных советов
- Место для проведения сварочных работ не должно быть захламлено.
- Инвертор не рекомендуется использовать на морозе, в условиях сильной запыленности, около куч металлической стружки.
- В условиях повышенной влажности требуется иметь навес.
- Рекомендуется делать регулярные перерывы в работе, чтобы аппарат остыл. Продолжительность сварки и отдыха указаны в инструкции.
- При работе следует пользоваться средствами индивидуальной защиты. Обязательно нужно использовать куртку, перчатки и защитную маску с правильно подобранным светофильтром.
Сварочный инвертор значительно облегчает процесс сварки и позволяет получать сварные швы высокого качества.
https://moyasvarka.ru/youtu.be/APbB12bjRzM
Для обеспечения качества работы прибора нужно правильно его подключить к сети. При необходимости можно применить удлинитель, правильно подобрав его марку и сечение. От состояния электрической или бортовой сети автомобиля во многом зависит долговечность инвертора.
От состояния электрической или бортовой сети автомобиля во многом зависит долговечность инвертора.
moyasvarka.ru
Как правильно подключить сварочный аппарат на 220
- Разновидности сварочного аппарата
- Требования к розеткам и проводке
- Какими пользоваться удлинителями
Еще совсем недавно вопрос, как подключить сварочный аппарат, задавали только сварщики-профессионалы. Сегодня эта тема волнует большую армию умельцев-любителей. Современные производители значительно расширили рамки понятия «бытовые приборы и инструменты». Сейчас в этот список попадают различного назначения станки и приспособления. Среди этого разнообразия есть и сварочный аппарат.
Схема устройства сварочного аппарата.
Подключение сварочного аппарата может стать проблемой для тех, кто приобрел подобный инструмент впервые или попросил у соседа. Подключить нужно правильно, чтобы во время работы не повредить электропроводку, розетки, да и сам аппарат. Паспорт на оборудование, как правило, не содержит таких рекомендаций.
Паспорт на оборудование, как правило, не содержит таких рекомендаций.
Разновидности сварочного аппарата
Определиться с типом «сварочника» нужно прежде, чем приступать к работе. Существуют две разновидности аппарата: инверторный и трансформаторный. Инверторный сварочный аппарат — легкий и компактный — снабжен множеством защит и регулировок. Существуют разные модели, различающиеся мощностью и выходным током, предназначенные для настоящих «профи» и для «чайников». Небольшой вес (до 5-6 кг) и скромные габариты позволяют использовать подобные устройства как переносные. Их можно просто повесить на плечо и работать в самых сложных условиях. Аппарат уверенно варит электродами диаметром до 4-5 мм, да и стоит вполне приемлемо.
Классификация сварочных аппаратов.
Единственный недостаток — ремонтопригодность. В случае поломки без познаний в современной электронике починить самостоятельно его не удастся. Важный совет новичкам от профессионалов — «инверторник» нельзя ставить на землю. Обязательно нужно подложить под аппарат деревянную или пластмассовую дощечку.
Обязательно нужно подложить под аппарат деревянную или пластмассовую дощечку.
В основе трансформаторных сварочных аппаратов лежит традиционная схема: сетевой трансформатор с медными обмотками. Отсюда солидные габариты, приличный вес и соответствующая цена. К несомненным плюсам таких устройств следует отнести возможность работы с металлом практически любой толщины и простоту в ремонте.
Вернуться к оглавлению
Требования к розеткам и проводке
Сварка — дело серьезное, ответственное. Нужно соблюдать осторожность, чтобы не оставить себя и соседей без света, не повредить другие электроприборы, не допустить возгорания.
Прежде чем начать работу, необходимо убедиться, что возможности электросети допускают подключение выбранного сварочного аппарата. Нужно проверить состояние пробок и автоматов, удостовериться в отсутствии «жучков». В домах старой постройки электропроводка и розетки способны работать при токах до 10 А. В паспорте любого электроприбора указывается его мощность и номинальный (рабочий) ток. При включении происходит бросок тока (пусковой ток), который может превышать номинальный в 3 раза.
При включении происходит бросок тока (пусковой ток), который может превышать номинальный в 3 раза.
Таблица требуемых технических характеристик для сварочного аппарата.
Устройством плавного пуска, устраняющим подобные броски, снабжен инверторный аппарат. Его можно подключать в сеть, рассчитанную на 16 А. У трансформаторных моделей пусковые токи могут достигать 40 А. Обычная бытовая розетка этого не выдержит — может загореться. Лучше подсоединиться к электрощитку, используя промышленную розетку.
Если рабочий ток аппарата превысит допустимые возможности электросети, напряжение в ней «просядет» с 220 В до 140-150 В. Это может привести к поломке бытовых электроприборов и вызвать «прилипание» сварочного электрода. Работать будет невозможно.
Вернуться к оглавлению
Какими пользоваться удлинителями
Длина сетевого провода обычного «сварочника» не превышает 2 м. Поэтому часто в работе используются удлинители. К их выбору нужно подойти также тщательно. Известно, что через медный провод сечением в 1 кв. мм можно «пропустить» ток силой не более 10 А (для алюминиевого — 8 А).
мм можно «пропустить» ток силой не более 10 А (для алюминиевого — 8 А).
Зная пусковые и рабочие параметры сварочного аппарата, можно высчитать, какое сечение должен иметь провод удлинителя. Лучше взять с небольшим запасом, чтобы обеспечить себе комфортные условия работы. Не стоит покупать на рынке удлинитель подешевле. Под толстым слоем изоляции можно чаще всего обнаружить тонкий проводок. Разумнее обратиться в специализированный магазин и самостоятельно выбрать подходящий по площади сечения провод, да и розетку присмотреть соответствующую. Желательно, чтобы она была изготовлена из термореактивной пластмассы, той, что не плавится при нагревании.
Важно помнить, что провод удлинителя при работе должен быть полностью развернут. Так он лучше охлаждается и не создает дополнительной индуктивной нагрузки.
Необходимо позаботиться и о безопасности. Электрические провода не должны иметь повреждений изоляции, лежать на мокром полу и касаться работающих механизмов. Нужно обязательно использовать заземление.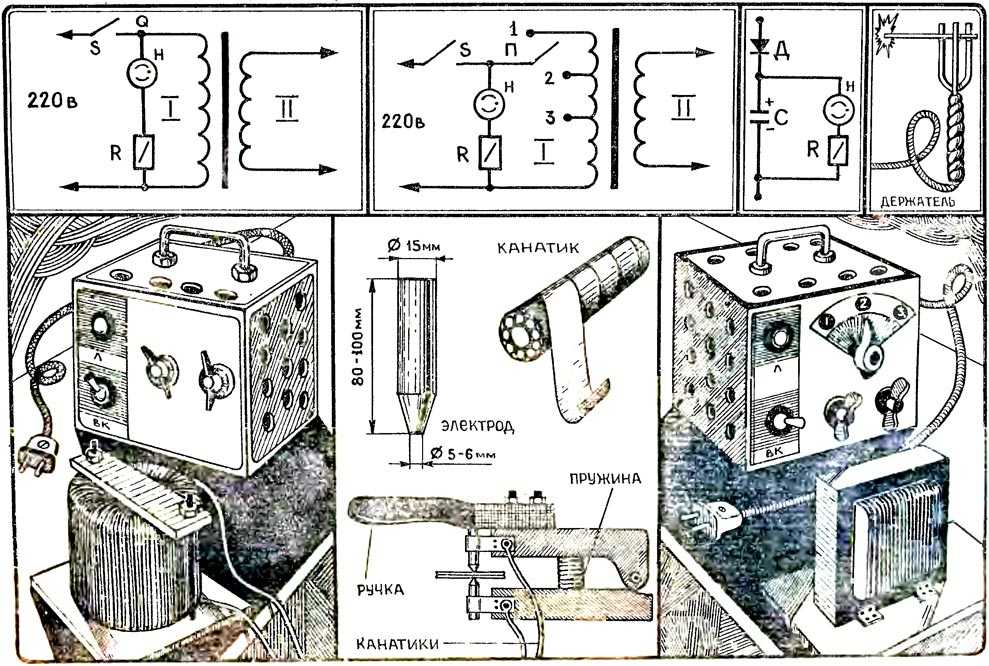
Нередки случаи, когда удлинять приходится и провода на выходе. Делать промежуточные соединения при этом не рекомендуется. Высокие выходные токи могут привести к большим электрическим потерям в таких местах. Руководствуясь максимальными эксплуатационными параметрами аппарата, следует приобрести цельный многожильный медный провод необходимой длины. Сечение лучше выбрать, пользуясь правилом: на каждые 8 А тока — 1 кв. мм площади провода.
Если электросеть «слабая», а варить необходимо, можно попытаться подключить для питания сварочного аппарата бензогенератор. Следует учесть, что его выходное напряжение зависит от величины нагрузки. Можно подсчитать минимальную мощность, которой должен обладать генератор, чтобы обеспечить нормальную работу. Для сварки самым ходовым 3-миллиметровым электродом необходимый ток может достигать 120 А при 40 В напряжения. Таким образом, при КПД генератора 80% его мощность должна быть не ниже 6 кВт.
Справедливости ради нужно отметить, что существуют устройства, совмещающие в себе электрогенератор и сварочный аппарат.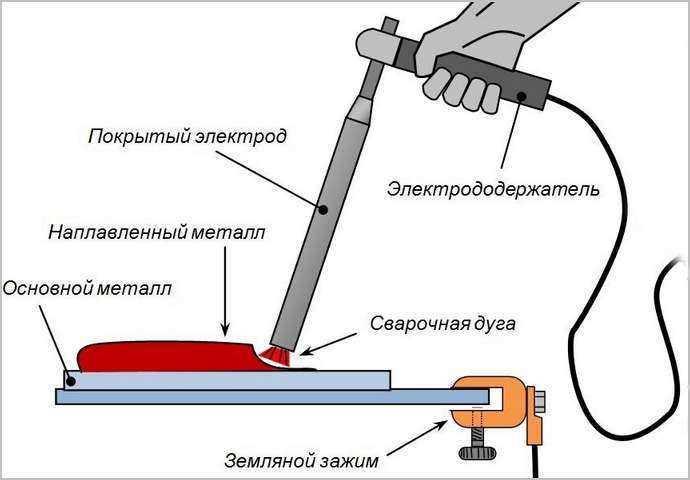 Но цена на них высока для домашнего умельца.
Но цена на них высока для домашнего умельца.
Существует множество видов и моделей сварочного оборудования. На даче, в гараже и дома можно воспользоваться любым.
Единственное непременное условие — схема подключения должна обеспечить удобные и безопасные условия работы.
Описание подключения сварочного аппарата 380В
- Выполнение подключения оборудования для сварочных работ
- Использование удлинителей шнура для сварочного агрегата
Сегодня мы поговорим о том, как самостоятельно осуществить подключение сварочного аппарата 380В для его дальнейшего использования. Сразу стоит предупредить, что если сварочный аппарат будет использоваться в домашних условиях, то очень важно знать, какую нагрузку смогут выдержать автоматы в электросети вашего дома или квартиры. И только после этого уже выбрать инвертор нужного типа и мощности. При выборе сварочного аппарата, конечно же, нужно учитывать многие важные характеристики. Мы опишем основные моменты, на которые обязательно нужно обращать внимание при выборе этого достаточно дорогостоящего оборудования. Важно подобрать такой агрегат, чтобы с его помощью можно было выполнять максимум задач, но и чтобы по стоимости он соответствовал заявленным параметрам. Итак, на чем же все-таки стоит акцентировать внимание?
Мы опишем основные моменты, на которые обязательно нужно обращать внимание при выборе этого достаточно дорогостоящего оборудования. Важно подобрать такой агрегат, чтобы с его помощью можно было выполнять максимум задач, но и чтобы по стоимости он соответствовал заявленным параметрам. Итак, на чем же все-таки стоит акцентировать внимание?
Принципы работы сварочного аппарата 380В.
- Мощность потребляемого тока. К примеру, для того чтобы выполнять сварочные работы дома, достаточно сварочного агрегата мощностью до 5 кВт. Покупка же устройства с более высоким порогом потребляемой энергии будет нерациональной тратой денег.
- Устойчивость к перепадам электроэнергии. Так как в сети электроснабжения часто возникает как резкое падение, так и резкий подъем напряжения тока.
- На какой диапазон напряжения в сети рассчитан подключаемый сварочный аппарат.
После оценки всех перечисленных параметров, а также некоторых других важных условий, вы уже будете знать о том, как правильно подключить сварочный аппарат к электросети. Мы немного постараемся помочь в этом и опишем технические ключевые моменты.
Мы немного постараемся помочь в этом и опишем технические ключевые моменты.
Выполнение подключения оборудования для сварочных работ
Принципиальная электрическая схема соединения первичных обмоток сварочного аппарата на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана).
По своей сути, сварочный аппарат является источником инверторного сварочного тока и сварочной дуги. Понятно, что эта дуга возникает между электродом и металлом. А сам аппарат для сварки выступает как преобразователь. Для определения допустимой мощности оборудования для типа электрической проводки в помещении, нужно умножить значение напряжения в сети на максимальное значение тока, которое указано на автомате вводного щитка агрегата для такого рода работ. Для подключения самого агрегата на 380 В к нему надо правильно подключать выходящие контакты.
Важно установить заземление во избежание поражения электрическим током при выполнении сварочных работ.
Схема подключения оборудования для сварочных работ, который используется в быту будет следующей:
- Определить необходимую мощность устройства для выполнения сварки в соответствии с тем, что будет подвергаться сварке.

- Используя ручку регулятора тока, отрегулировать положение сердечника трансформатора. Этими действиями уменьшается или увеличивается сила тока.
- При необходимости установите переключатель на корпусе агрегата в положение 380 В
- Два питающих конца подсоедините к фазе, а третий конец — к нулю.
Запомните: толстые концы определяют выход, а тонкие — вход.
Вернуться к оглавлению
Использование удлинителей шнура для сварочного агрегата
Схема подключения сварочного аппарата 380В.
В стандартной комплектации такие аппараты имеют электрошнур длиной от 1,8 м и до 2,5 м. Но этой длины сетевого провода может не хватить для проведения работ по сварке металлических поверхностей. Но как подключить сварочный агрегат в таком случае?
В таких ситуациях используют удлинители. Но бесконтрольно их использовать достаточно опасно, требуются предварительные подсчеты. Так, при сечении провода в 1,5 кв.мм максимальный ток, который можно пропускать по такому проводу, 16 А.
Немаловажная деталь — провод удлинителя нужно всегда разворачивать. Это связано с тем, что так провод под нагрузкой не перегревается и быстрее остывает, а это уменьшает риск возгорания.
К тому же в таком состоянии не образуется дополнительное индуктивное сопротивление.
Выполняя такие несложные требования, вы сможете правильно подключить сварочный аппарат и безопасно выполнять сварку.
Подключение сварочного аппарата
Сварочный аппарат – это преобразователь напряжения и тока, которые необходимы для получения дуги между электродом и металлом. Производители сварочных аппаратов стараются создать как можно лучшие условия специалисту при его
работе.
Прежде всего, в работе играет играет роль диапазон сварочного тока (образно говоря, мощность аппарата). Для сварки заборов, решеток и др. конструкций достаточно электрода до 4 мм, и сварочный ток в этом случае будет колебаться в пределах 180-220 А. Также играет роль Ux.x. (напряжение холостого хода), чем оно выше, тем легче зажечь дугу. Обычно оно составляет 35-80 В. Но многие аппараты уже имеют функцию поджига дуги, что удобно. Если в аппарате существует функция выпрямления сварочного
Обычно оно составляет 35-80 В. Но многие аппараты уже имеют функцию поджига дуги, что удобно. Если в аппарате существует функция выпрямления сварочного
тока, то шов будет качественнее и ровнее.
У сварочного аппарата есть ручка для регулировки тока (у трансформатора регулируется сердечник), ток уменьшается или увеличивается. На вторичной обмотке сварочного трансформатора меньше
витков чем на первичной, это необходимо для увеличения тока.
При подключении сварочного аппарата необходимо посмотреть, на какое напряжение он рассчитан, если и на 220 В и на 380 В, надо переключить
соответствующий переключатель.
Для подключения сварочного аппарата на 220В в сеть 380В необходимо подключить к питающему автомату один провод на фазу, другой на нейтраль, третий провод подключить к защитному нулевому проводнику для защиты корпуса. Для подключения
бытового сварочного аппарата на 380 В к автомату (необходимо убедиться, что автомат по номинальному току достаточен для работы сварочного аппарата) подключить питающие концы к любым двум фазам, а также подключить третий провод к защитному нулевому проводнику для защиты корпуса. Если не видно, где вход, а где выход сварочного трансформатора -толстые концы сварочные (выход), более тонкие (вход). Фактически, в первичную обмотку трансформатора просто добавляется некоторое кол-во витков и питающее напряжение увеличивают с 220 до 380В.
Если не видно, где вход, а где выход сварочного трансформатора -толстые концы сварочные (выход), более тонкие (вход). Фактически, в первичную обмотку трансформатора просто добавляется некоторое кол-во витков и питающее напряжение увеличивают с 220 до 380В.
Сварочный аппарат Nordika 3200
Сварочный трансформатор NORDIKA 3200 предназначен для ручной дуговой сварки переменным током низкоуглеродистых и низколегированных сталей. Аппарат оборудован вентилятором и защитой от перегрева, укомплектован кабелями, электрододержателем, клеммой заземления, маской, щеткой и молоточком. Производитель фирма TELWIN.
Характеристики: Напряжение питания, 220-380 В Потребляемая мощность, 3,5 кВт Максимальный потребляемый ток, 16 А Напряжение холостого хода, 48 В Сварочный ток, 55-190 А Диаметр электродов, 2-4 мм Вес, 20 кг
Габариты, 650х325х425 мм
На сердечнике, сделанном из трансформаторной стали, размещены две обмотки #8212; первичная и вторичная. В аппаратах такого типа одна обмотка закреплена статично, а вторая передвигается относительно первой по сердечнику. Именно
Именно
этим перемещением и осуществляется регулировка силы тока.
Чтобы определить допустимую мощность сварочного аппарата для определенной электропроводки, нужно напряжение сети умножить на максимальное значение тока, указанное на автомате вводного щитка.
При увеличении тока (сварочного) на вторичной обмотке трансформатора уменьшается напряжение, мощность должна оставаться одной и той же (свойство
трансформатора).
Источники: https://moiinstrumenty.ru/svarochnyj/kak-podklyuchit-svarochnyi-apparat.html, https://expertsvarki.ru/tehnologii/podklyuchenie-svarochnogo-apparata-380v.html, https://www.electricdom.ru/svar.htm
Комментариев пока нет!
pravilno-sdelat.ru
Что делать, если ваш сварочный аппарат не дает искры? >> Быстрые и простые действия
Возникновение искры является ключевым показателем того, что образовалась электрическая дуга, и вы можете успешно соединить два куска металла вместе. В процессе дуговой сварки возникают искры, когда элементы сгорают на электроде или в сварочной ванне при очень высоких температурах для создания соединенного шва. Если эти искры не возникают, вы не сможете получить чистые или стабильные сварные швы.
В процессе дуговой сварки возникают искры, когда элементы сгорают на электроде или в сварочной ванне при очень высоких температурах для создания соединенного шва. Если эти искры не возникают, вы не сможете получить чистые или стабильные сварные швы.
Что делать, если ваш сварочный аппарат не дает искры:
| № причины | Что делать, когда ваш сварщик не будет зажигать | ||
| 1 | Области контакта с чистым металлом | ||
| 2 | Проверка | 4 | проверьте полярность |
- Убедитесь, что металлические контактные поверхности чистые
- Проверьте расположение зажима рабочего кабеля
- Отрегулируйте подключение проводов к сварочному аппарату и в нем
- Проверьте полярность (отрицательная и положительная конфигурация проводов)
Существует несколько причин, по которым ваш сварочный аппарат не дает искрения, обе проблемы связаны с подключением к заготовке. , либо с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
, либо с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
Содержание
Почему ваш сварочный аппарат не дает искры и что делать
Если ваш сварочный аппарат не дает искры, вам сначала нужно изучить условия сварки и окружающую среду, чтобы найти самые простые способы устранения неполадок. Если ваш сварочный аппарат по-прежнему не дает искры, возможно, проблема связана с самим сварочным аппаратом.
Вот 5 наиболее распространенных причин, по которым ваш сварочный аппарат не дает искры:
- Места металлических соединений грязные или чистые
- Зажим рабочего провода неправильно подсоединен
- Проволока неисправна или заржавела
- Требуется регулировка натяжения сварочного ролика
- Необходимо проверить полярность соединений из них легко исправить.
 Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.1. Области соединения нуждаются в очистке
Одна из наиболее распространенных причин, по которой ваш сварочный аппарат не дает искры, заключается в том, что точки соединения между сварочным аппаратом и металлическими деталями грязные. Это означает, что как заготовка, в которой вы хотите сформировать дугу, так и точка соединения зажима рабочего кабеля должны быть из чистого металла.
Существует множество покрытий, которые могут мешать этому соединению с голым металлом, и их необходимо удалить, чтобы предотвратить появление дуги и сварочной искры:
- Грязь и мусор : Сотрите всю грязь с металлических деталей перед использованием, чтобы обеспечить надлежащее соединение между заготовкой и областью зажима.
- Ржавчина и коррозия: Ржавчина может быть отличным профилактическим средством для создания искры на металлическом предмете.
 Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность. - Краски и эмали: Эти покрытия особенно распространены при работе с автомобильными деталями. Вы захотите удалить это покрытие как с заготовки, так и с зажимных соединений, чтобы обеспечить прочную электрическую цепь. Можно использовать наждачную бумагу и угловую шлифовальную машину, чтобы снять металл до голого металла. Можно также использовать средства для удаления тепла и краски, в том числе ацетон, но перед сваркой они должны быть очищены и высушены.
Покрытия на металле не только потенциально предотвращают возникновение искры, но если вы сможете создать дугу и сварить, это может привести к более слабым или непривлекательным результатам сварки.
 Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.
Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.2. Зажим рабочего провода подсоединен неправильно
Убедившись, что поверхность зажима рабочего провода очищена от любого мусора, ржавчины или покрытия, его также необходимо проверить на правильность соединения. Зажим является важным элементом безопасности, обеспечивающим полную электрическую цепь, проходящую через детали и сварочный аппарат, не поражая оператора электрическим током.
Цепь должна быть «заземлена», чтобы электрическая искра могла создать дугу на заготовке . Заземление относится к защите операторов и оборудования, находящегося поблизости, от поражения электрическим током и опасностей. Провод электрода соединяет аппарат с электрододержателем во время сварки, а зажим рабочего провода подключается к заготовке для обеспечения безопасного замыкания.
Изображение предоставлено: Weldclass
Вам нужно будет убедиться, что вы подключаете рабочий провод к оголенной металлической поверхности на заготовке, как правило, с помощью зажима рабочего провода для наиболее надежного соединения.
 Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.
Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.3. Сварочная проволока неисправна или заржавела
Как и рабочая поверхность, сама сварочная проволока должна быть чистой и в хорошем состоянии. Если он ржавый или неисправный, вы не сможете получить искру. Чтобы устранить эту проблему, вам нужно проверить сам провод. Если он кажется грязным или ржавым, вам нужно будет протереть его или использовать новый провод, если он выглядит поврежденным и не подлежит ремонту.
Если поверхность проволоки покрыта ржавчиной, ее трудно восстановить. Сварочная проволока продается в рулонах и может быть легко заменена без потери материала. Вы можете попытаться сохранить старую сварочную проволоку для других целей, но качество важно для обеспечения надлежащего сварного шва и искры.
Подумайте о том, чтобы хранить сварочный аппарат и проволоку в пакете, чтобы защитить их от влаги, которая приводит к ржавчине.
 Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.
Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.4. Требуется регулировка натяжения приводного ролика сварки
При сварке МИГ необходима постоянная подача проволоки через горелку. Эти движения контролируются приводными роликами с различной скоростью. Если вы не получаете искру, возможно, что натяжение этих приводных роликов в сварочном аппарате отключено. Вы можете столкнуться с проблемами, когда натяжение слишком тугое и слишком слабое.
- Если натяжение приводного ролика слишком сильное , машина подвергается повышенным нагрузкам и может привести к повреждению проводки и машины.
- Если ролики слишком ослаблены, , они не смогут должным образом подавать проволоку или обеспечивать постоянство.
Изображение предоставлено: mig-welding.co.uk
Натяжение влияет на скорость подачи проволоки, которая зависит от вашего применения. Общее правило правильного натяжения заключается в том, что вы можете пропустить его через сварочную горелку, и после изгиба он будет постоянно образовывать кольца.

Вы можете увидеть как отрегулировать натяжение приводного ролика в видео ниже. Натяжение сварочного аппарата можно регулировать с помощью пронумерованных ручек.
5. Обратите внимание на подключение и настройку полярности
Последняя область, на которую следует обратить внимание, если сварочный аппарат не дает искры, — это ваша полярность. Полярность — это электрическая цепь, созданная для сварки с соединением отрицательного и положительного полюсов. Вы можете выбрать прямую полярность (электрод отрицательный для более быстрой сварки) или обратную полярность (электрод положительный для более глубоких сварных швов).
Вы можете поменять местами эти два соединения, пытаясь создать искру, но наиболее важным элементом является обеспечение надежного соединения обоих проводов внутри самого сварочного аппарата.
 Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.
Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.Аппараты с отрицательным электродом постоянного тока используются для сварки TIG, а аппараты с положительным электродом постоянного тока предназначены для дуговой сварки и сварки MIG. Машины переменного тока предназначены для работы с алюминием. Вы должны убедиться, что все кабели внутри сварочного аппарата надежно закреплены для передачи энергии от сварочного аппарата к заготовке.
Когда ваш сварочный аппарат не дает искры
Устранение неполадок вашего сварочного аппарата путем содержания металлических поверхностей в чистоте и обеспечения надежности и правильной регулировки соединений внутри сварочного аппарата и заготовок позволит вам поймать эту искру, чтобы начать свои проекты.
Искра имеет решающее значение для создания дуги и подтверждает надлежащий поток электричества от машины к металлу для последовательной и стабильной работы.

Рекомендуемая литература
Можно ли сваривать припоем? 4 причины, почему вы не должны
Чем опасна сварка оцинкованной стали?
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Большой спор: трансформаторы или инверторы
Если вы хотите начать гражданскую войну в области сварки, просто спросите у группы специалистов по сварке, что лучше инверторный или трансформаторный аппарат.
 Короткий ответ на этот вопрос: «Это зависит». Однако длинный ответ — это оживленные дебаты о плюсах, минусах и конкретных областях применения машин.
Короткий ответ на этот вопрос: «Это зависит». Однако длинный ответ — это оживленные дебаты о плюсах, минусах и конкретных областях применения машин.Первые трансформаторы были разработаны, когда электричество стало обычным явлением в конце 1800-х годов. Вскоре после этого, в начале 1900-х годов, было обнаружено, что трансформаторы можно использовать в процессе дуговой сварки, который в то время находился в зачаточном состоянии. Потребовалось несколько лет, чтобы проработать различные электрические конструкции, чтобы иметь возможность управлять дугой, что также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, процесса, который обычно называют дуговой сваркой защищенным металлом. SMAW) или сварка электродами.
Во время Первой мировой войны сварка подверглась значительным исследованиям и разработкам из-за того, что она широко использовалась при строительстве стальных кораблей и танков. Учтите, что перед сваркой сталь соединяли заклепками, ковкой, газовой сваркой.
 В течение 1920-х и 1930-х годов дуговая сварка и источники питания для трансформаторной сварки стали обычным явлением, а по мере роста электросети росла и дуговая сварка. К концу Второй мировой войны в США наблюдался бум сварки и производства. С 19С 30-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки.
В течение 1920-х и 1930-х годов дуговая сварка и источники питания для трансформаторной сварки стали обычным явлением, а по мере роста электросети росла и дуговая сварка. К концу Второй мировой войны в США наблюдался бум сварки и производства. С 19С 30-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки.1980-е годы открыли новую эру технологий, сосредоточенную на электронике, что совпало с растущей популярностью персональных компьютеров. По мере роста индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением можно использовать для сварки, открыв новый мир возможностей. Как и в случае с большинством новых технологий, источники сварочного тока на основе инверторов испытали свои трудности в течение 19-го века.90-е. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и проблем с влажностью.
 Эти вопросы по-прежнему лежат в основе дебатов о внедрении инверторов. Но к началу 2000-х эти агрегаты стали популярными из-за своей универсальности и способности контролировать дугу.
Эти вопросы по-прежнему лежат в основе дебатов о внедрении инверторов. Но к началу 2000-х эти агрегаты стали популярными из-за своей универсальности и способности контролировать дугу.Итак, чем отличаются друг от друга трансформаторы и инверторы? Конечно, в настоящее время инверторы считаются отраслевым стандартом, но некоторые сварщики по-прежнему предпочитают трансформаторы. Давайте сравним.
Надежность. Это горячо спорный вопрос для тех, кто участвует в дебатах между трансформатором и инвертором. В течение почти столетия трансформаторные машины подвергались обширным исследованиям и разработкам для создания надежных и прочных машин. Для сравнения, инверторные машины прожили лишь небольшую часть этого времени — примерно 30 лет, плюс-минус. Можно привести аргумент, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что разрыв между ними значительно сократился в последние годы. Прошли дни 1990-е годы, когда отказы инверторов были кошмаром.

Универсальность. Было время, когда трансформаторная технология сочеталась с инверторной технологией, чтобы создать то, что считалось совершенным сварочным аппаратом. Однако эта технология была слишком сложной и дорогой. Вскоре инженерам стало очевидно, что достижения в области программного обеспечения и электроники открывают новые возможности в мире сварки. Если у вас есть сомнения по этому поводу, вспомните свой первый компьютер или мобильный телефон и сравните его с тем, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов. Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете настроить практически любую электрическую переменную, которую только можно вообразить, с помощью программного обеспечения, чтобы создать непревзойденную универсальность. Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество принадлежит инверторам в плане универсальности.
Качество дуги. При обсуждении сварочных аппаратов мы не можем игнорировать характеристики дуги и производимые сварные швы.
 Если вы относитесь к тому типу сварщиков, которые целыми днями сваривают только мягкую сталь, каждый день, вам не нужно смотреть дальше трансформаторного аппарата. Однако мы живем в мире сварки, который требует безупречной сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно блестят.
Если вы относитесь к тому типу сварщиков, которые целыми днями сваривают только мягкую сталь, каждый день, вам не нужно смотреть дальше трансформаторного аппарата. Однако мы живем в мире сварки, который требует безупречной сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно блестят.Поскольку инверторы можно запрограммировать практически на что угодно, теперь мы видим усовершенствованную импульсную дуговую сварку в среде защитного газа (GMAW), а также высококвалифицированную дуговую сварку вольфрамовым электродом в среде защитного газа (GTAW). Перед нами открывается мир с программным обеспечением и передовой электроникой, которые действительно изменили возможности сварочного аппарата. Иногда даже такой посредственный сварщик, как я, выглядит неплохо. Я высоко оцениваю инверторные машины за качество сварки и инновации, но мне по-прежнему нравится, чтобы они были простыми для стали.
Стоимость. Последней обычно обсуждаемой переменной является цена.
 В прошлом инверторные машины были невероятно дорогими. Высокая цена была обусловлена стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, когда инверторы вошли в мир крупносерийного производства электроники. Инверторы становятся менее дорогими, чем машины на основе трансформаторов, хотя они значительно сложнее.
В прошлом инверторные машины были невероятно дорогими. Высокая цена была обусловлена стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, когда инверторы вошли в мир крупносерийного производства электроники. Инверторы становятся менее дорогими, чем машины на основе трансформаторов, хотя они значительно сложнее.Инверторный источник питания является одним из самых важных в сварочной промышленности.
технологические достижения последних двух десятилетий. Но до этого сварку правили
на трансформаторных машинах. Итак, как они сравниваются? Есть ли еще место старому среди нового?При расчете стоимости машины обязательно учитывайте следующее:
- Первоначальная стоимость покупки. В настоящее время первоначальные затраты на двоих, вероятно, примерно равны.
- Мощность (потребление электроэнергии).
 В целом инверторы потребляют меньше электроэнергии, чем трансформаторы.
В целом инверторы потребляют меньше электроэнергии, чем трансформаторы. - Расходы на техническое обслуживание. После окончания гарантийного срока обслуживание инвертора обходится дороже, чем трансформатора.
- Стоимость простоя. Это подлежит обсуждению, потому что эти затраты действительно зависят от того, как используется машина. Некоторые приложения и условия эксплуатации более проблематичны для инверторных машин и способствуют поломкам машин или необходимости ремонта. Например, строжка с инвертором, хотя и возможна, обычно не рекомендуется и создает значительную нагрузку на определенные компоненты инвертора, что может привести к сбоям. Грязная, пыльная и влажная среда также может привести к выходу из строя платы инвертора. Хотя определенные производственные и конструктивные изменения помогают инверторам работать в неоптимальных условиях, они по-прежнему не так надежны, как трансформаторные машины для определенных приложений.
- Затраты на качество сварки.
 Ведутся споры о том, реальны ли некоторые улучшения качества и производительности, приписываемые инверторным машинам. Например, многие утверждают, что пульсация повышает производительность, но другие утверждают, что пульсация может привести к отсутствию слияния. В споре есть правда для обеих сторон. Некоторые утверждают, что импульсный GMAW может заменить GTAW, и, возможно, это верно для некоторых приложений, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественных сварных швов. Во многих случаях программное обеспечение и количество переменных, которые можно изменить с помощью инверторных машин, опережают общие знания о сварке и способы наилучшего внедрения технологических усовершенствований.
Ведутся споры о том, реальны ли некоторые улучшения качества и производительности, приписываемые инверторным машинам. Например, многие утверждают, что пульсация повышает производительность, но другие утверждают, что пульсация может привести к отсутствию слияния. В споре есть правда для обеих сторон. Некоторые утверждают, что импульсный GMAW может заменить GTAW, и, возможно, это верно для некоторых приложений, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественных сварных швов. Во многих случаях программное обеспечение и количество переменных, которые можно изменить с помощью инверторных машин, опережают общие знания о сварке и способы наилучшего внедрения технологических усовершенствований.
Все это сводится к тому, какие трансформаторные или инверторные машины больше подходят для конкретного применения. Следующая диаграмма представляет собой обобщенное мнение, основанное на опыте и большом количестве дискуссий.
Инверторные сварочные аппараты сильно изменились за последние 15 лет.
 Они продолжают улучшаться как по производительности, так и по стоимости, но это не означает, что нам нужно рыть могилу для трансформаторных сварочных аппаратов, поскольку они по-прежнему занимают важное место в нашей отрасли. В конце концов, все сводится к личному взвешенному решению, основанному на многих факторах. В конце концов, выбор за вами.
Они продолжают улучшаться как по производительности, так и по стоимости, но это не означает, что нам нужно рыть могилу для трансформаторных сварочных аппаратов, поскольку они по-прежнему занимают важное место в нашей отрасли. В конце концов, все сводится к личному взвешенному решению, основанному на многих факторах. В конце концов, выбор за вами.Фотографии предоставлены Forney Industries, Fort Collins, Colo.
Инверторный сварочный аппарат для дуговой сварки SCA 140 AMP Руководство по эксплуатации
ОПИСАНИЕ ПРОДУКТА Благодаря своим основным компонентам управления и передачи, а также специально разработанной схеме управления, он имеет равномерно регулируемый сварочный ток, что позволяет источнику сварочного питания достичь адаптируемости к превосходным процедурам сварки. Это в значительной степени повысило защитные способности сварщика, обеспечив безопасную сварку. Он довольно популярен при сварке таких материалов, как низкоуглеродистая сталь, нержавеющая сталь, высокопрочная сталь, легированная сталь и чугун.

Основные характеристики портативного инверторного сварочного аппарата постоянного тока серии CARi-ARC:
- Обладая небольшим объемом и малым весом, он широко используется в области обивки, ремонта в полевых условиях и полевых работ;
- Превосходная функция управления дугой и функция плавления и капельного перехода;
- Применяется при сварке сверху вниз в вертикальном положении и длинной дуговой струйной переносной сварке целлюлозным электродом;
- Благодаря различным характеристикам звукоизоляции он может защитить сварочный аппарат от перегрева, перегрузки по току и так далее. Когда компенсация основного питания составляет не менее ±15%, она может увеличиваться при снижении сварочного тока. Благодаря высокой эффективности защиты от помех система управления может реагировать на изменения источника питания, заготовки, электрода и операций со скоростью менее 1 м/с, чтобы поддерживать стабильный выходной ток;
- Его уникальные характеристики электрической дуги могут удовлетворить потребность в различных процедурах сварки
; - Простое подключение.
 Для осуществления внешнего подключения в серии CARi-ARC используются все разъемы, которые обеспечивают быстрое и безопасное подключение при простом, но надежном исполнении. При изменении содержания руководства или функций сварочного аппарата уведомление не выдается.
Для осуществления внешнего подключения в серии CARi-ARC используются все разъемы, которые обеспечивают быстрое и безопасное подключение при простом, но надежном исполнении. При изменении содержания руководства или функций сварочного аппарата уведомление не выдается.
ПРЕДУПРЕЖДЕНИЕ
Во избежание травм и/или повреждения имущества прочитайте ВСЕ эти инструкции и выполняйте их перед сборкой и эксплуатацией данного сварочного аппарата.
Это руководство поможет вам наиболее безопасно и эффективно управлять этим сварочным аппаратом.БЕЗОПАСНОСТЬ ЭКСПЛУАТАЦИИ
Самозащита оператора
- Всегда соблюдайте правила техники безопасности и гигиены. Носите защитную одежду
, чтобы избежать травм глаз и кожи. - Используйте сварочную маску, чтобы закрыть голову во время работы со сварочным аппаратом.
- Только через линзу фильтра на сварочной маске вы можете наблюдать за своим
операция. - Ни при каких обстоятельствах нельзя допускать, чтобы какая-либо часть тела касалась выходного биполярного выхода сварочного аппарата
(рукоятка электрододержателя и заготовка. ).
).
Внимание - Портативный инверторный сварочный аппарат постоянного тока серии CARi-ARC — это электронные продукты, запасные части которых очень нежные, не меняйте и не настраивайте в спешке, иначе переключатель будет поврежден;
- Проверьте соединение, чтобы убедиться, что оно хорошо подсоединено, надежно ли заземление (земля)N и т. д.;
- Дым и газы, образующиеся при сварке, опасны для здоровья. Убедитесь, что
работает в местах, где есть вытяжные или вентиляционные устройства, чтобы пары или выбросы не попадали в зону дыхания; - Во время сварки помните, что лучи дуги не должны попадать на окружающих. Это происходит только из-за интерференции лучей дуги;
- Никогда не позволяйте никому, кроме самого оператора, перемещать или регулировать сварочный аппарат;
- Никогда не позволяйте людям с кардиостимулятором или любыми другими предметами, чувствительными к электромагнитному излучению, приближаться к сварочному аппарату, который мешает нормальной работе кардиостимулятора;
- Сварочный аппарат нельзя использовать для разморозки труб;
- Никогда не позволяйте использовать сварочный аппарат сверх номинального рабочего цикла.

Меры безопасности, необходимые для обеспечения правильной установки и положения
- Необходимо соблюдать строгие меры предосторожности, чтобы уберечь оператора и машину от падающих сверху посторонних материалов.
- Пыль, кислота и эрозионная грязь в воздухе на рабочем месте не должны превышать норму (без учета выбросов от сварщика).
- Сварочный аппарат должен быть установлен в месте, защищенном от воздействия солнца, дождя и снега. Также он должен храниться в менее влажном месте с диапазоном температур от -10 до 40˚C.
- Для обеспечения хорошей вентиляции сварочного аппарата должно быть 50 см свободного пространства.
- Убедитесь, что в сварочный аппарат не попало металлическое инородное тело.
- Отсутствие сильной вибрации в зоне вокруг сварочного аппарата.
- Убедитесь, что в месте установки нет помех окружающей среде.
- Убедитесь, что электропитания достаточно для правильной работы сварочного аппарата.
 Любой источник питания, необходимый для доступа к сварочному аппарату, должен быть оснащен защитным оборудованием.
Любой источник питания, необходимый для доступа к сварочному аппарату, должен быть оснащен защитным оборудованием. - Сварочный аппарат должен быть установлен на горизонтальной поверхности, а если она больше 10°, то необходимо добавить противосбросовой комплект.
Проверка безопасности
Каждый из перечисленных ниже пунктов должен быть тщательно проверен перед эксплуатацией:- Убедитесь, что сварочный аппарат имеет надежное соединение с заземляющим проводом;
- Убедиться в отсутствии короткого замыкания на обоих выходах сварочного аппарата;
- Убедитесь, что звуковой выход и входной провод всегда подключены, а не выставлены наружу. Квалифицированный персонал должен проводить регулярные проверки после установки сварочного аппарата в течение шести месяцев, в том числе: в сварочном аппарате.
- Внешние детали, установленные на сварочном аппарате, должны гарантировать его правильную работу.

- Проверьте сварочный кабель, чтобы убедиться, что его можно продолжать использовать до того, как он изношен.
- Замените входной кабель сварочного аппарата, как только будет обнаружено, что он оборван или поврежден.
ПРЕДУПРЕЖДЕНИЕ. Перед открытием крышки сварочного аппарата
для проверки отключите питание.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Окружающая среда, в которой находится изделие
- Диапазон окружающей температуры:
При сварке: -10~+40°C При транспортировке или хранении: -25~+55°C - Относительная влажность: при 40°C: ≤50%, при 20 °С: ≤90%.
- Пыль, кислота и эрозионные вещества в воздухе не должны превышать нормы (не считая выбросов от сварщика). Отсутствие сильной вибрации на рабочем месте.
- Высота не более 1000м.
- Для обеспечения хорошей вентиляции сварочного аппарата должно быть 50 см свободного пространства.
- Защита от дождя при использовании на открытом воздухе.

- Пожалуйста, на расстоянии не менее 300 мм от стен и т.п., которые могут ограничивать естественный поток воздуха для охлаждения.
- Скорость ветра на всей локации должна быть менее 1 м/с; Требования к основному питанию
- Осциллограмма напряжения должна отображать фактическую синусоиду, колебания частоты не должны превышать ± 1% от номинального значения.
- Колебания подаваемого напряжения не должны превышать ±15 % от номинального значения.
The Welder’s Principle
Конструкции Welder
Серия Portable CARi-ARC использует подвижные картонные конструкции: Верхняя часть
спереди оснащена ручкой регулировки сварочного тока, индикатором питания ( зеленый), световой индикатор неисправности (желтый), а нижняя часть оснащена быстроразъемным разъемом «+» и «-» токового выхода. На задней стороне установлен выключатель питания, охлаждающий вентилятор, провод ввода источника питания. Сверху есть ремешок для удобной транспортировки. Когда вы открываете крышку, там один первичный трансформатор, одна часть печатной платы. Нижняя часть снабжена выходным дросселем, первичным трансформатором и т.д. В средней части установлен радиатор с силовыми элементами.
Когда вы открываете крышку, там один первичный трансформатор, одна часть печатной платы. Нижняя часть снабжена выходным дросселем, первичным трансформатором и т.д. В средней части установлен радиатор с силовыми элементами.Кодировка типа сварочного аппарата
- Нестандартная кодировка:
Комбинация английских букв и арабских цифр. Implication of Coding:
MAIN TECHNICAL DATA
ITEM
CARi-ARC-140 Rated Input Voltage V 240 Electrical Source Fre — число Гц 50 Rated Input Current A 23 Rated Input Capacity KVA 5.52 No-load Voltage V 78 Rated Working Voltage V 25,6 Диапазон регулирования тока A 20 ~ 140 Диаметр электрода φ 2,5 мм ОКЛАГОВАЯ СВИЛИ СВИЛИ.  0014
0014I2 140A Rated Duty Cycle % 20% Efficiency η 85% Power Factor CosΦ 0.92 Insulation Grade H Класс защиты корпуса IP21S Тип охлаждения Размер вентилятора 0014 CM 30x12x24 Чистый вес кг 4.7 Норм, который сварщик применяет
Performable Cari-Series Series DC ARC Welder. 60974-6: 2006
Обозначение и изображения ИллюстрацияЗаземление
Однофазный источник питания переменного тока
Однофазный трансформатор датчика неподвижности — выпрямитель
Постоянный ток
Для обозначения источника сварочного тока, подходящего для сварки в среде с повышенной опасностью поражения электрическим током.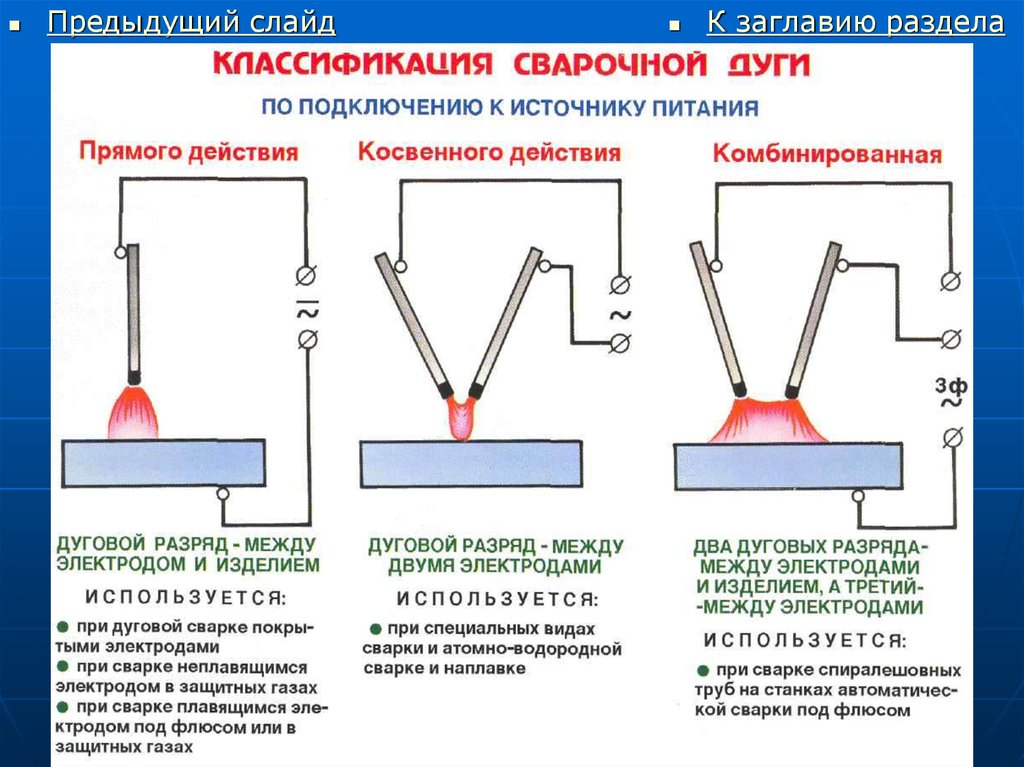
- +: «+» электрод
- -: «-» электрод
- I1max…A: Максимальный номинальный входной ток
- I1eff…A: Максимальное виртуальное значение входного тока
- Φ: Диаметр электрода
- X:Duty Cycle
- I2: номинальный сварочный ток
- U0: номинальное напряжение холостого хода
- U1: номинальное входное напряжение
- U2: номинальная нагрузка В
- ~50/60 Гц: переменный ток, номинальная частота 50 Гц, рабочая частота 60 Гц.
- …В: Напряжение (В)
- …А: Ток (А)
- …%: Проценты
- ..A/…V~…A/…V: Выходной диапазон. Номинальный минимальный и номинальный максимальный сварочный ток и соответствующее напряжение нагрузки.
IP21S: Класс защиты корпуса. IP – это код международной защиты. 2 означают, что палец пользователя не касается опасных частей; предотвращение попадания в короб твердого материала диаметром не менее 12,5 мм. 1 означает предотвращение вертикального падения воды
, что является безвредным.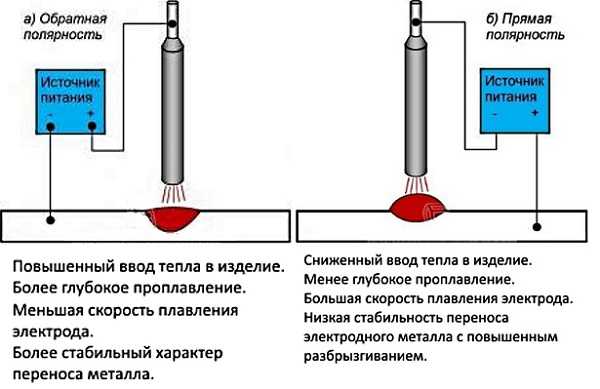 S означает, что испытание на водонепроницаемость проводится, когда подвижные части находятся в состоянии покоя.
S означает, что испытание на водонепроницаемость проводится, когда подвижные части находятся в состоянии покоя.
H : Класс изоляции H.
Примечание: Испытание источника сварочного тока на повышение температуры проводилось при комнатной температуре. Номинальный рабочий цикл 40°C получен путем моделирования.ПОМЕЩЕНИЕ СВАРЩИКА
Схема подключения сварщика
- Пыль, кислота и эрозионная грязь в воздухе на рабочем месте не должны превышать количества, требуемого нормой.
- Сварочный аппарат должен быть установлен в месте, защищенном от воздействия солнца и дождя. Также он должен храниться в менее влажном месте с диапазоном температур от -10 до 40°C.
- Для обеспечения хорошей вентиляции сварочного аппарата должно быть около 50 см свободного пространства.
- Устройство для исключения ветра и дыма должно быть оборудовано, если внутренняя аэрация не является надежной.
Соединение между сварочным аппаратом и источником питания (см.
 схему входных соединений) Подключите кабель источника питания на задней панели сварочного аппарата к однофазной сети 220~240 В с выключателем; Источники питания с напряжением 380 В строго запрещены
схему входных соединений) Подключите кабель источника питания на задней панели сварочного аппарата к однофазной сети 220~240 В с выключателем; Источники питания с напряжением 380 В строго запрещены
сварщику, что может серьезно повредить сварщика, в противном случае пользователь должен нести за это последствия. Кабель питания длиной 2 м с вилкой на 10А. Вставьте вилку в розетку и включите главный выключатель.- Поднимите сварочный аппарат за ручку.
НЕ ПОДНИМАЙТЕ ЕГО ЗА ШНУР ПИТАНИЯ ИЛИ КАБЕЛЬ ЗАЗЕМЛЕНИЯ ЗАЖИМА И ДЕРЖАТЕЛЯ ЭЛЕКТРОДА
.
Примечание: Заземление сети питания не является нулевым подключением сети питания.Входное подключение эскиз подключения
Настройка источника питания сварщика
.Пункт Cari-ARC-140 .0011 Предохранитель (рейтинг тока (a) 25 нож для ножа (A) ≥30 Верб питания (MM2) ≥1,5 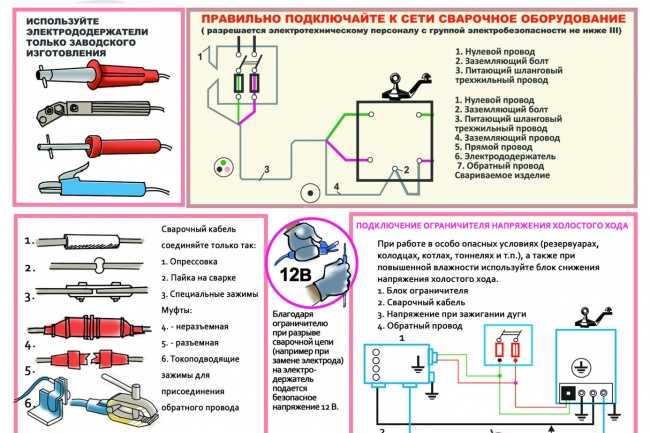 предохранитель в 1,2~1,5 раза превышает его номинальный ток
предохранитель в 1,2~1,5 раза превышает его номинальный токСоединение между сварочным аппаратом и горелкой (см. схему выходного соединения) Вставьте быстроразъемный разъем сварочного кабеля на держателе электрода в ток
, выходной «+» адаптер электрода на второй половине передней панели, а затем завинтить по часовой стрелке.0003Схема выходного соединения
Соединение между сварочным аппаратом и заготовкой (см. схему выходного соединения) Вставьте быстроразъемный разъем кабеля заземления с зажимом заземления в токовый выход
Адаптер электрода «-» на второй половине передней панели, а затем привинтите вниз по часовой стрелке. Заземляющий зажим соединяется с заготовкой.Примечание : Не используйте стальную пластину или подобные материалы, которые являются плохим проводником, для соединения сварочного аппарата и заготовки.
ЭКСПЛУАТАЦИЯ (СМ. ПЕРЕДНЮЮ ПАНЕЛЬ)
ВНИМАНИЕ: Класс защиты инверторного сварочного аппарата постоянного тока серии CARi-ARC – IP21S.
 Запрещается вставлять палец или вставлять круглый стержень менее 12,5 мм (в частности, металлический стержень) в сварочный аппарат. К сварщику нельзя прикладывать большие усилия.
Запрещается вставлять палец или вставлять круглый стержень менее 12,5 мм (в частности, металлический стержень) в сварочный аппарат. К сварщику нельзя прикладывать большие усилия.- Схема передней панели инвертированной вспышки
- Схема задней панели инвертированной вспышки
- Индикатор питания
- Индикатор защиты
- Ручка
- Ручка регулировки сварки
- Выход тока «-” electrode Quick Connector Socket
- Выходные выходные электроды «+» разъем электрода
- Onft Switch
- Класс оборудования инверторного сварочного аппарата постоянного тока серии CARi-ARC относится к классу A. Оборудование класса
A не предназначено для использования в жилых помещениях, где электроэнергия обеспечивается общественной низковольтной системой электроснабжения. - Инверторный сварочный аппарат постоянного тока серии CARi-ARC использует падающую характеристику.
- «Индикатор защиты» загорается после продолжительной работы, это показывает, что внутренняя температура превышает допустимые значения, затем машину следует остановить на некоторое время, чтобы дать ей остыть.
 Его можно продолжать использовать после того, как «индикатор защиты» погаснет.
Его можно продолжать использовать после того, как «индикатор защиты» погаснет. - Источник питания следует выключать после работы или при временном уходе с рабочей площадки.
• Сварщики должны одевать брезентовую рабочую ткань и носить сварочную маску, чтобы избежать травм от дуги и теплового излучения. - Световой разделительный экран должен быть установлен на рабочей площадке, чтобы дуга не навредила другим
людям. - Запрещен доступ легковоспламеняющихся или взрывоопасных материалов на рабочую площадку.
- Каждое соединение сварочного аппарата должно быть выполнено правильно и надежно
- Электрод горит при высокой температуре. Пожалуйста, не используйте руку, чтобы заменить его. Заменяемый конец электрода следует поместить в металлический контейнер;
- Не используйте электрододержатель для зажима покрытия электрода;
- При зажигании электрической дуги следует слегка соскоблить, иначе он может прилипнуть к стержню; Удаление шлака Когда сварочные работы закончены, используйте специальный шлаковый молоток, чтобы сбить шлак с поверхности сварочного рельса.
- Только до тех пор, пока шлак не остынет и не затвердеет, можно начинать работы по удалению.
- Чтобы шлак не поранил людей, никогда не указывайте на находящихся рядом людей при удалении
шлак.
Основная процедура сварки
a) Подключение выключателя источника питания, индикатор питания горит ярко;
b) Отрегулируйте потенциометр сварочного тока, чтобы установить значение для сварки;
c) Возьмите горелку в руку, наведите ее на сварочный шов, прикоснитесь стержнем к заготовке, после чего зажжется электрическая дуга, т. е. вы можете выполнять дуговую сварку одновременно с горящим индикатором сварки.
е. вы можете выполнять дуговую сварку одновременно с горящим индикатором сварки.
Замена электрода
Только когда электрод прогорает на расстоянии 1~2 см от электрододержателя, необходимо заменить его новым, чтобы продолжить сварку.ПРИМЕЧАНИЯ:
ПРИМЕЧАНИЯ:
Устранение неполадок
№ Разрыв Анализ Решения 1 Итог. ; Проверьте основной источник питания; Перезапустите сварочный аппарат, когда питание восстановится до нормального состояния. Плохая принудительная вентиляция приводит к срабатыванию защиты от перегрева Улучшить состояние вентиляции. Слишком высокая температура окружающей среды Автоматически восстановится, когда температура понизится. Использование сверх номинального рабочего цикла Автоматически восстанавливается при понижении температуры. 2 Не работала ручка регулировки на передней панели Неисправен потенциометр (регулировка тока) Замените потенциометр. 3 Вентилятор охлаждения не работает или вращается очень медленно Switch broken Replace the switch Fan broken Replace or repair the fan Wire broken or falling off Check the connection 4 No no-load voltage Перенапряжение, пониженное напряжение или недостаток фазы См. 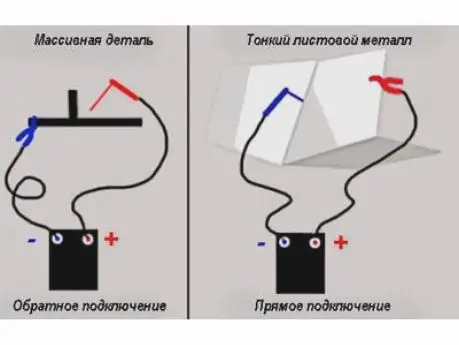 № 1
№ 1Перегрев сварочного аппарата См. № 1 Неисправен переключатель Замените переключатель 5 Держатель электрода и кабель нагреваются; «+» «-» полярные гнезда нагреваются Емкость держателя электрода слишком мала; Заменить на больший Кабель меньшего размера Заменить на другой в соответствии с требованиями сопротивление между электрододержателем и кабелем 6 Отключение источника питания Возобновление подачи питания в течение длительного периода времени (более двух дней) Отсутствие отказа. Отключение, вызванное зарядкой емкости основного фильтра питания. Включите основной источник питания. В процессе сварки 7 Другие Контакт США Список компонентов
6 9008 .
 0014
0014Код Название Тип и специфика QTY CUDE . Потенциометр 10K 1 3 Светодиод Световой диод 0014 4 LED Light-Emitting Diode 5D Red 1 LED2 5 BR 1-phase Rectifier Bridge 1 B1 6 SW Wave Switch 1 SW1 7 XS Output Quick Con- nector 10-25 2 XS1 XS2 8 FAN Axle-shaped Fan 92*92*25 12V DC
1 FAN1 9 T Control Transformer 1 T2 10 T Medium Frequency Transformer Self-made 1 T1 11 L Output Reactor Self-made 1 L1 12 PCB Printed Circuit Panel MINI- PWM 1 with all accessories 13 PCB Печатная схема панель Cariarc-S 1 с всем0006 - CARi-ARC -XXX Инверторный сварочный аппарат постоянного тока 1 компл.

