Полосогиб своими руками чертежи: Профилегиб своими руками: чертежи, размеры, (35 фото)
Содержание
Изгиб горячей проволоки для акрила — Учебное пособие Австралия
Автор: Michael
Обновлено 30 марта 2022 г. Нихромовая проволока нагревает канал. Поместите акрил на канал, подождите, пока он нагреется, и потяните шарнирную часть, чтобы создать изгиб.
Эта машина нагреется настолько, что вы можете обжечься. Будьте осторожны и не оставляйте его работающим без присмотра.
Материалы
Я купил все материалы в местном хозяйственном магазине, кроме нихромовой проволоки — она от Core Electronics.
- Лист фанеры ~900x600x12мм — в хозяйственном магазине даже вырезали
- Алюминиевый молдинг/швеллер 12х12мм. Он должен соответствовать толщине фанеры.
- Пружина растяжения
- 2 петли встык
- Нихромовая проволока
- Шурупы
Общая стоимость материалов: 55 австралийских долларов. Значительно меньше, если у вас уже есть нечетный лист фанеры или другое оборудование.
Инструменты
- Ручная пила/электропила
- Сверла
- Наждачная бумага/напильник — для шероховатых краев и для любых шурупов, которые проламываются
- Зажимы — для фиксации работы во время резки
- Блок питания — для питания трубогиба. Я использовал свой Rigol DP832, но подойдет и более дешевый источник постоянного напряжения — возможно, вам придется поэкспериментировать с длиной провода. Подробнее об этом позже.
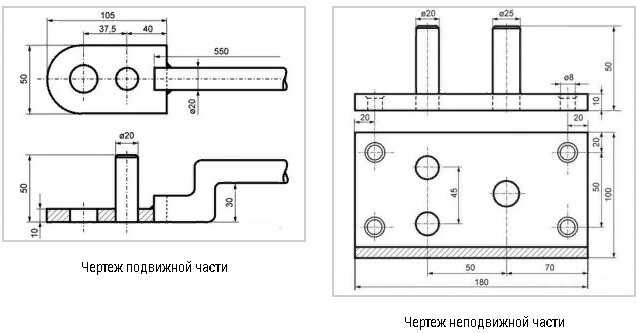
Чертежи
Чертежи для гибочного станка. Щелкните для просмотра версии в полном разрешении.
Сборка
В прилагаемом видео подробно описаны детали.
- Разрежьте фанеру, как указано. Выровняйте длинный край панели B на одном уровне с длинным краем панели A. Расположите В-панель так, чтобы короткий край находился примерно в 8 см от короткого края А-панели, и прикрепите ее к А-панели винтами с потайной головкой.
- Отрежьте алюминиевый молдинг, чтобы он совпадал с длинным краем панели B, и прикрутите его к панели A.

- Положите длинный край оставшейся В-панели вдоль алюминиевого молдинга и соедините фиксированную В-панель двумя петлями.
- Вставьте винты на каждом конце молдинга, чтобы закрепить провод. Оставьте достаточно места на одном конце для натяжной пружины.
- Прикрепите нихромовую проволоку к фиксированному винту путем скручивания/связывания. Проденьте другой конец через конец натяжной пружины и туго завяжите, удлинив пружину примерно на 3 см.
- Подсоедините источник питания к фиксирующему винту и к концу пружины, иначе она может отжечь и сбросить свою… «пружинистость»…
Использование гибочного станка
Включите гибочный станок, поместите материал на нагреватель. Подождите, пока материал достаточно нагреется, а затем поднимите откидную панель, чтобы согнуть ее. Единственное, с чем нужно быть осторожным, это держать провод по центру алюминиевого профиля — если он соприкасается в одном месте, это не имеет большого значения, но если он соприкасается в двух местах, вы рискуете сжечь нагревательный элемент.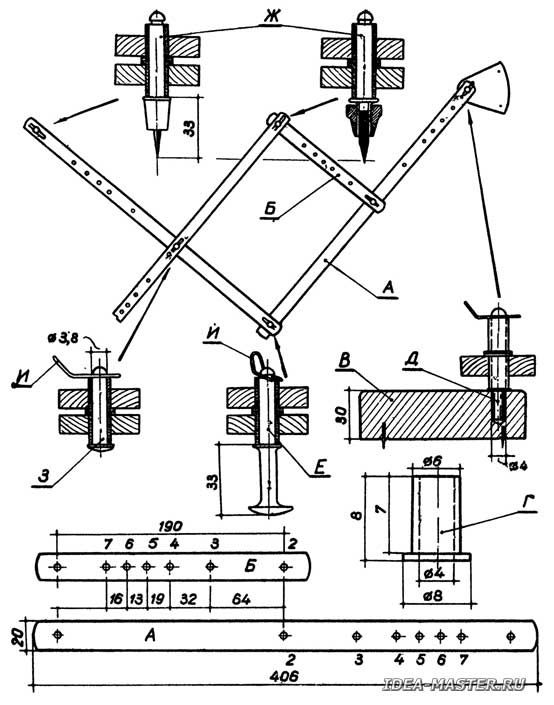
Использование другого источника питания
Для моей нихромовой проволоки длиной ~ 52 см мой источник питания выдавал 3 ампера при напряжении около 23 вольт. 3 ампера достаточно, чтобы согнуть акрил толщиной 3 мм, и я думаю, что еще есть место, чтобы проволока нагрелась сильнее. Если у вас нет переменного запаса, подобного тому, который использовал я, вы все равно можете завершить этот проект! Фиксированное питание 12 В будет работать, если вы скрутите нихромовую проволоку в четыре параллельных жилы. Этот блок питания должен быть способен выдавать более высокий ток, чтобы обеспечивать ту же тепловую мощность, что и моя сборка. Процесс соединения нихрома в параллельные нити, по-видимому, включает в себя скручивание проволоки и термоциклирование. После термоцикла проволока отжигается до новой формы и остается скрученной. Если вы попробуете этот процесс, я хотел бы услышать ваш опыт!
В таблице ниже приведены требования к источнику питания для термогиба с заданным размером и количеством параллельных жил. Если вы используете источник питания 12 В, см. ряд 11,66 В / 4 витых жилы.
Если вы используете источник питания 12 В, см. ряд 11,66 В / 4 витых жилы.
В конце этой статьи также приложен файл с расширением, чтобы вы могли поэкспериментировать с расчетными параметрами.
Улучшения
Хочу прикрутить направляющую к рабочей поверхности для надежного получения прямых изгибов. Это было бы так же просто, как выровнять полосу обрезков и привинтить ее. Съемные клинья, обрезанные под нужными углами, могут быть размещены на петлях, чтобы также обеспечить повторяющиеся и постоянные углы изгиба.
Подумайте о том, чтобы сделать этот гибочный станок формованным – гладкие поверхности легче содержать в чистоте, так как они защитят акрил от царапин.
Как есть, я подключаюсь к горячему проводу с помощью зажимов типа «крокодил». Теперь, когда у меня есть работающий гибочный станок, я могу согнуть акриловый кожух, чтобы установить несколько разъемов типа «банан», и прикрепить этот узел к гибочному станку. Подключение клемм к горячему проводу обеспечит гораздо более надежное соединение, которое с меньшей вероятностью приведет к контакту горячего провода с алюминиевым каналом.
Заключение
Этот гибочный станок дает отличные результаты за те деньги и усилия, которые были затрачены на его создание. Его также легко масштабировать, если вам нужно согнуть большие листы: используйте прилагаемый калькулятор, чтобы найти подходящие параметры мощности для вашей версии.
Если вы создадите свой собственный термогибочный станок, я хотел бы увидеть результаты, а также любые улучшения или настройки, которые вы добавите. Удачного изготовления!
Комментарии
Bender Tech — Rogue Fabrication
У нашей команды есть опыт, чтобы подобрать для вашего трубогибочного станка правильные матрицы для нужного наружного диаметра (OD) и CLR (радиуса центральной линии или «размера изгиба»). Большинство из этих применений относятся к стали, но некоторые из них отличаются. Некоторые материалы более склонны к растрескиванию, например алюминий. Некоторые материалы более склонны к образованию складок, например медь и нержавеющая сталь. К материалам, которые имеют тенденцию хорошо изгибаться, относятся Docol R8, 4130 Chromoly, углеродистая сталь и Sandvik 2507 Duplex Stainless.
Есть 2 коэффициента, о которых вы должны знать, когда речь заходит о штампах, это коэффициент D и коэффициент стенки (или просто «D и «WR»). «D» матрицы — это CLR, деленное на наружный диаметр трубки или трубы, которую она изгибает. Таким образом, матрица 3,5 CLR для 1-дюймовой трубки — это матрица 3,5D. Меньшие значения всегда хуже для качества гибки, при этом 3,0 является общим нижним порогом для большинства отраслей. WR (или соотношение стенок) основано только на материале, но очень важно для выбора штампа. Это отношение наружного диаметра материала к толщине стенки. Таким образом, трубка с наружным диаметром 1,75 и стенкой 0,120 составляет 1,75/0,120 = 14,58. Все, что в старшем подростковом возрасте или выше для WR, становится сложной территорией для изгиба. Когда у вас коэффициент D на уровне 3 или ниже, а коэффициент стенки от среднего до старшего подросткового или выше, вы можете ожидать, что ваша деформация составит 10% или более (это означает, что 2-дюймовая труба деформируется примерно до 1,80 в середине).
 сгибать). Наша диаграмма производительности, конечно, намного точнее, чем общая теория, изложенная в этом абзаце, поэтому, пожалуйста, полагайтесь на этот источник для ваших окончательных критериев выбора штампа. Вот несколько рекомендаций по выбору штампа в зависимости от того, что вы делаете:
сгибать). Наша диаграмма производительности, конечно, намного точнее, чем общая теория, изложенная в этом абзаце, поэтому, пожалуйста, полагайтесь на этот источник для ваших окончательных критериев выбора штампа. Вот несколько рекомендаций по выбору штампа в зависимости от того, что вы делаете:
Проекты 4×4:
(скаменные вышибалы, багги, экзоклетки, кабины, джипы, Тойоты и т. д.): используйте трубную головку с наружным диаметром 1,75 (1 3/4). Вы будете использовать стенку .120, и лучше всего она будет смотреться на штампе 6″ CLR (радиус изгиба), но можно сделать и на 4,5 CLR с большей деформацией.
Клетки NHRA/SFI:
1,625 (1 5/8) x 0,083 — это трубка, на которой основано большинство спецификаций NHRA, но вам понадобится справочник, чтобы определить все необходимые размеры. Например, 25,3 SFI также использует 3/4″, 1″, 1 1/8″, 1 1/4″ и 1 1/2″. Получите 6,0 CLR для всех размеров, которые вы покупаете с наружным диаметром более 1,25, чтобы иметь возможность сгибать используемую тонкостенную трубку. Помните, что в сводах правил указана минимальная толщина стенки и минимальный диаметр, вы всегда можете увеличить и увеличить толщину и пройти проверку, что позволит вам купить меньше штампов для завершения проекта. Справочник NHRA охватывает автомобили с 8,50-секундным ET (прошедшее время) на 1/4 мили и медленнее, и это бесплатно в Интернете NHRA. Более быстрые автомобили покрываются фондом SFI, а спецификации не бесплатны (вы можете приобрести их у SFI).
Помните, что в сводах правил указана минимальная толщина стенки и минимальный диаметр, вы всегда можете увеличить и увеличить толщину и пройти проверку, что позволит вам купить меньше штампов для завершения проекта. Справочник NHRA охватывает автомобили с 8,50-секундным ET (прошедшее время) на 1/4 мили и медленнее, и это бесплатно в Интернете NHRA. Более быстрые автомобили покрываются фондом SFI, а спецификации не бесплатны (вы можете приобрести их у SFI).
Клетки SCCA/NASA/autocross/rallycross/Pro Touring/Road Racing:
Спецификации SCCA/NASA широко варьируются в зависимости от гоночного класса и веса автомобиля. . Для некоторых автомобилей допускается внешний диаметр 1,5 (1 1/2), а для некоторых требуется внешний диаметр 1,75 (1 3/4). Спецификации доступны на веб-страницах SCCA и NASA бесплатно. Следуйте тем же рекомендациям CLR, что и NHRA/SFI, описанным выше.
SCORE offroad:
(Ultra4, Trophy Trucks, Baja 500/1000, другие гоночные серии): Для получения дополнительной информации перейдите на веб-страницу SCORE. По состоянию на 05.06.17 автомобили с гоночной массой более 4400 фунтов должны использовать трубы с наружным диаметром 2,00 дюйма и минимальной стенкой 0,120 дюйма для основной конструкции каркаса. Мы предлагаем только 2-дюймовые штампы с радиусом 6 дюймов, которые изгибают стену толщиной 0,120 дюйма. В 2017 году компания SCORE опубликовала пересмотр своих правил, согласно которому все клетки должны быть «изгибами оправки». Мы полагаем, что это не было хорошо понято автором, когда писалось. SCORE ежегодно утверждает множество сепараторов, которые не изгибаются на оправке, но технически это требуется в их документации. См. в другом месте на этой странице и в нашем магазине, как M600, который мы разрабатываем и продаем, является единственным доступным трубогибочным станком в мире. Вы должны быть в состоянии сделать сепаратор, соответствующий SCORE, без оправки, но теперь это серая зона из-за того, что их процесс проверки не соответствует их документации.
По состоянию на 05.06.17 автомобили с гоночной массой более 4400 фунтов должны использовать трубы с наружным диаметром 2,00 дюйма и минимальной стенкой 0,120 дюйма для основной конструкции каркаса. Мы предлагаем только 2-дюймовые штампы с радиусом 6 дюймов, которые изгибают стену толщиной 0,120 дюйма. В 2017 году компания SCORE опубликовала пересмотр своих правил, согласно которому все клетки должны быть «изгибами оправки». Мы полагаем, что это не было хорошо понято автором, когда писалось. SCORE ежегодно утверждает множество сепараторов, которые не изгибаются на оправке, но технически это требуется в их документации. См. в другом месте на этой странице и в нашем магазине, как M600, который мы разрабатываем и продаем, является единственным доступным трубогибочным станком в мире. Вы должны быть в состоянии сделать сепаратор, соответствующий SCORE, без оправки, но теперь это серая зона из-за того, что их процесс проверки не соответствует их документации.
Машины для песка:
(песочные рельсы, багги для дюн и т. д.): Обычно они никак не регулируются. У нас есть калькулятор для труб, который может помочь вам сравнить материалы, и имейте в виду, что это ваша безопасность на линии. Свет быстр, а свет и быстрота могут быть опасны. Эти проекты варьируются от легких машин с двигателем VW до автомобилей с двигателем LS мощностью более 1000 лошадиных сил. С небольшой стороны для более легких и медленных проектов может быть достаточно 1,5 x 0,095 (используйте кристалл 1,5 OD x 6 CLR). В более тяжелых и быстрых проектах 1,75 x 0,095 — хороший материал для рассмотрения (матрица 1,75 OD x 6 CLR). Уменьшите вес на более коротких опорных трубах, купив вторую и третью матрицу, уменьшив размер основной трубы на 1/4 дюйма и 1/2 дюйма. Рекомендуемые матрицы: 1,5 OD x 6 CLR, 1,25 x 4,5 CLR и 1,0 x 3,5 CLR.
д.): Обычно они никак не регулируются. У нас есть калькулятор для труб, который может помочь вам сравнить материалы, и имейте в виду, что это ваша безопасность на линии. Свет быстр, а свет и быстрота могут быть опасны. Эти проекты варьируются от легких машин с двигателем VW до автомобилей с двигателем LS мощностью более 1000 лошадиных сил. С небольшой стороны для более легких и медленных проектов может быть достаточно 1,5 x 0,095 (используйте кристалл 1,5 OD x 6 CLR). В более тяжелых и быстрых проектах 1,75 x 0,095 — хороший материал для рассмотрения (матрица 1,75 OD x 6 CLR). Уменьшите вес на более коротких опорных трубах, купив вторую и третью матрицу, уменьшив размер основной трубы на 1/4 дюйма и 1/2 дюйма. Рекомендуемые матрицы: 1,5 OD x 6 CLR, 1,25 x 4,5 CLR и 1,0 x 3,5 CLR.
Side-by-Side, SXS, RZR и т. д.:
Мы рекомендуем использовать тот же наружный диаметр, который был на складе рядом с вами, чтобы клетка могла использовать все болты на деталях, которые поставлялись с ней (зеркала, крепления ремня , огнетушитель, фонари и т. д.). Это 1,75 OD почти для всех бок о бок, за исключением Can-Am Maverick, у которого 2,0 OD. Мы рекомендуем матрицу 6.0 CLR для обоих этих материалов. Популярный размер поддержки составляет 1,25 OD, и мы рекомендуем кристалл 4,5 CLR для этого приложения.
д.). Это 1,75 OD почти для всех бок о бок, за исключением Can-Am Maverick, у которого 2,0 OD. Мы рекомендуем матрицу 6.0 CLR для обоих этих материалов. Популярный размер поддержки составляет 1,25 OD, и мы рекомендуем кристалл 4,5 CLR для этого приложения.
Другие автомобили:
Если ваша сборка предназначена для отдыха (не рассматривается в другом месте в этом разделе), мы рекомендуем 1,75 OD для автомобилей весом более 3500 фунтов, 1,625 (1 5/8″) для автомобилей весом более 3000–3499 фунтов и Трубка с наружным диаметром 1,50 для автомобилей до 3000 фунтов. Мы не несем ответственности за решения, которые вы принимаете в отношении сборки. Это просто руководство, чтобы помочь вам учиться. Толщина стенок варьируется и обычно составляет 0,120 и 0,095, а иногда включает 0,083 (0,083 — это обычно сплав 4130). Имейте в виду, что клетки и шлемы обычно идут вместе, и вам следует обратить внимание на то, как далеко вы кладете металл от головы водителя и как вы планируете предотвратить травму головы, если водитель не всегда будет носить шлем. .
.
JEEP Wrangler (TJ/LJ/JK):
Большинство наших клиентов используют стенку 1,75x.120, на ваш выбор штамп 4,5 или 6,0 CLR. Сепаратор OEM на TJ/LJ имеет наружный диаметр 2,125 (2 1/8″). Jeep использовал этот большой внешний диаметр в попытке компенсировать серьезное отсутствие трубок и треугольников, присутствующих на стандартной клетке, а также все неподдерживаемые изгибы. Стандартный каркас безопасности явно не подходит для многих ситуаций опрокидывания на бездорожье, но его можно сильно укрепить/реконструировать, чтобы сделать его безопасным, если все сделано правильно.
Поручни:
Труба диаметром 1 1/4″ сортамента 40 является наиболее распространенным материалом из стали, нержавеющей стали или алюминия. Этот удобный размер соответствует строительным нормам в большинстве областей и очень недорог. Вы можете использовать кристалл 4.5 или 6.0 CLR. Этот материал имеет наружный диаметр 1,66.
Лодочные работы:
Спортивные катера в большинстве случаев имеют кильватерные башни, изготовленные из трубы 1,50 (материал с наружным диаметром 1,90… труба, а не труба). Алюминий является предпочтительным материалом. Возьми себе 1.90 x 6 CLR из нашего ассортимента трубных штампов, а также прижимные ролики или прижимные штампы сверхвысокой молекулярной массы, чтобы вы могли сгибать алюминий. Рыбацкие лодки и другие прогулочные суда часто имеют ракетные установки, стойки для удочек, навесы для бимини и бикини, Т-образные топы и т. д. Их можно сделать из чего угодно, но наиболее распространена алюминиевая труба 1 1/4, поскольку она доступна по цене и не заржавеет. Этот материал имеет наружный диаметр 1,66 и лучше всего сгибается на штампе 6,0 CLR. Яхты, катамараны, круизные катера с каютами и другие моторные и парусные лодки с большей вероятностью используют нержавеющую сталь, а не алюминиевую, обычно сплав 304L (или 316L). Выберите большой радиус для вашего штампа при гибке нержавеющей стали (самый большой, который мы продаем для вашего наружного диаметра). Поручни машинного отделения и носовой части, а также другие ограждения для обеспечения безопасности и комфорта человека обычно изготавливаются из стеновых труб с наружным диаметром 1,25 и диаметром 0,065, которые прекрасно изгибаются на нашем штампе CLR с наружным диаметром 1,25 x 6.
Алюминий является предпочтительным материалом. Возьми себе 1.90 x 6 CLR из нашего ассортимента трубных штампов, а также прижимные ролики или прижимные штампы сверхвысокой молекулярной массы, чтобы вы могли сгибать алюминий. Рыбацкие лодки и другие прогулочные суда часто имеют ракетные установки, стойки для удочек, навесы для бимини и бикини, Т-образные топы и т. д. Их можно сделать из чего угодно, но наиболее распространена алюминиевая труба 1 1/4, поскольку она доступна по цене и не заржавеет. Этот материал имеет наружный диаметр 1,66 и лучше всего сгибается на штампе 6,0 CLR. Яхты, катамараны, круизные катера с каютами и другие моторные и парусные лодки с большей вероятностью используют нержавеющую сталь, а не алюминиевую, обычно сплав 304L (или 316L). Выберите большой радиус для вашего штампа при гибке нержавеющей стали (самый большой, который мы продаем для вашего наружного диаметра). Поручни машинного отделения и носовой части, а также другие ограждения для обеспечения безопасности и комфорта человека обычно изготавливаются из стеновых труб с наружным диаметром 1,25 и диаметром 0,065, которые прекрасно изгибаются на нашем штампе CLR с наружным диаметром 1,25 x 6.