Полуавтомат неисправности: Неисправности сварочного полуавтомата: ремонт — Сварка своими руками от А до Я
Содержание
Сварочный полуавтомат перегревается и самопроизвольно отключается – что делать?
Несколько слов о полуавтоматической сварке. Возможные причины перегрева и самопроизвольного отключения инвертора MIG/MAG. Как устранить неисправность. Что такое ПВ. Как увеличить срок службы аппарата.
Полуавтоматическая сварка ведется в среде защитного газа, с использованием присадочной проволоки. Полуавтоматическая – потому что присадочный материал подается к электродуге автоматически, но оператор формирует шов вручную.
Обозначается подобный сварочный процесс MIG/MAG.
MIG – использование инертного газа, MAG – углекислого.
Современные источники тока для работы в режиме MIG/MAG – инверторные. Удобные в использовании, функциональные и надежные. Однако, как и любая техника, по целому ряду причин могут раньше окончания срока службы, гарантированного производителем, выйти из строя.
Одна из самых распространенных неисправностей – полуавтомат перегревается и самопроизвольно отключается.
Как устранить проблему?
В чем может быть причина самопроизвольного отключения
Самая явная причина – длительная работа без перерыва. Тогда должен сработать индикатор перегрева. Обратите на это внимание.
Также проблема может возникнуть в следующих случаях:
- Вышел из строя блок охлаждения;
- Замыкание в цепи;
- Пробой в конденсаторах;
- Повреждение питающего кабеля, слабые контакты;
- Подключение к нестабильной или неподходящей сети питания.
Инвертор полуавтоматической сварки должен быть очищен от пыли и грязи, особенно тем, где расположена вентиляционная решетка. Перед включением важно убедиться, что воздухообмену ничего не препятствует. Также следует проверить целостность кабелей и контакты.
Риск самопроизвольного отключения будет снижен, если соблюдать правила эксплуатации и своевременно, правильно обслуживать технику.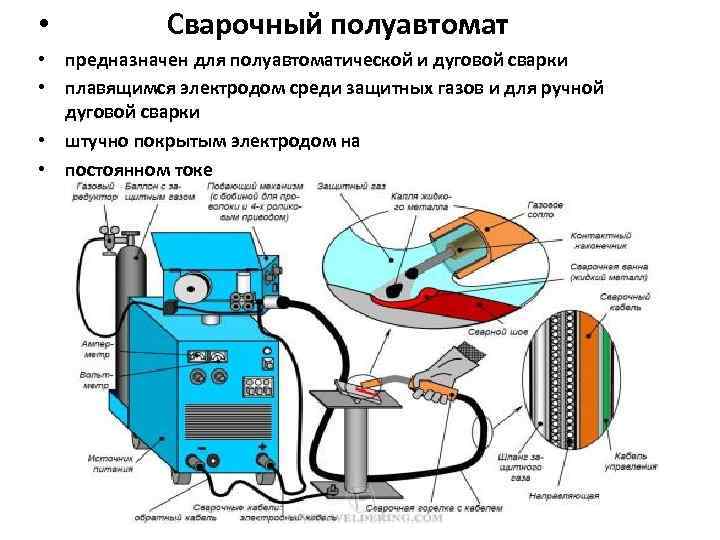
Устранение неисправности
Итак, полуавтомат сам отключается.
Для начала посмотрите, загорается ли индикатор перегрева. Если загорается, срабатывает защитное отключение при повышении температуры внутри корпуса, где располагается микросхема, силовые составляющие, конденсаторы, датчик тока и другие детали и узлы. Отключите аппарат от сети. Открутите стенку корпуса, очистите внутренние составляющие от пыли и грязи. Установите крышку на место, включите аппарат. Работайте с учетом ПВ. Это продолжительность включения. Время непрерывной работы источника. Указывается производителями в процентах с учетом десятиминутного сварочного цикла, тока сварки, температуры окружающей среды.
Например, ПВ полуавтомата может быть 60% при 40°C и токе 110 А. Это значит, что при таких условиях аппаратом можно без остановки варить 6 минут, 4 минуты на остывание. При определенных условиях ПВ может быть и вовсе 100%.
Также убедитесь, что с питающей сетью все в порядке. Ее главные параметры – напряжение и частота — соответствуют требованиям производителя аппарата. Если напряжение низкое или слишком высокое, большие перепады, если есть возможность, подключите и проверьте аппарат в другой сети.
Ее главные параметры – напряжение и частота — соответствуют требованиям производителя аппарата. Если напряжение низкое или слишком высокое, большие перепады, если есть возможность, подключите и проверьте аппарат в другой сети.
Если проблема не исчезла, следует обратиться в специализированный сервисный центр. Тогда потребуется диагностика аппарата, замена вышедших из строя деталей. Это может быть блок охлаждения, силовая часть, конденсаторы, кабели. Профессиональный ремонт сварочного полуавтомата при самопроизвольном отключении, как правило, не длится долго. Вполне реально получить рабочую технику уже на следующий день после обращения. При этом диагностика бесплатная.
Как продлить срок службы полуавтомата
Чтобы минимизировать риск самопроизвольного отключения, перегрева и других неисправностей, необходимо обслуживать аппарат перед каждым включением.
Ежедневное обслуживание перед включением предполагает:
- Удаление пыли и грязи с корпуса;
- Проверку контактов горелки и кабеля массы, при необходимости их зачистку, затяжку;
- Оценку состояния кабелей, изоляцию или замену повреждённых проводов;
- Проверку механизма подачи проволоки, замену, если это необходимо подающего ролика;
- Очистку направляющего канала горелки сухим воздухом под давлением.
Также важно почистить сопло, при большом засоре, износе выполнить замену этого элемента горелки. Проверке подлежит и газовое оборудование.
Если все же столкнулись с проблемой самопроизвольного отключения, несмотря на обслуживание, соблюдение требований эксплуатации, доверьте диагностику и восстановление работоспособности аппарата профессионалам.
Сегодня ремонт сварочных полуавтоматов в Москве возможен с бесплатной диагностикой, без предоплаты, срочный, в день обращения или на следующие сутки, с забором оборудования в сервис и доставкой на дом.
Это безопасно, удобно и выгодно.
Возможные неисправности полуавтомата Blueweld COMBI 132 TURBO и их устранение
Характеристики Blueweld COMBI 132 TURBO. Какие неисправности могут возникнуть в процессе эксплуатации полуавтомата. Проблемы, которые можно решить самостоятельно. В каких случаях необходим ремонт в сервисном центре.
Blueweld – один из ведущих европейских производителей сварочного оборудования. В линейке Blueweld аппараты РДС, аргонодуговой, контактной сварки. И конечно же, полуавтоматические.
В линейке Blueweld аппараты РДС, аргонодуговой, контактной сварки. И конечно же, полуавтоматические.
COMBI 132 TURBO – однофазный полуавтомат, который можно использовать для сварки как в среде защитного газа (MIG/MAG), так и без, проволокой со специальным покрытием. Компактный и надежный.
Однако при истечении срока службы, заявленного производителем, или нарушении условий эксплуатации, отсутствии обслуживания, как и любая техника, может работать со сбоями или полностью выйти из строя.
Любые поломки полуавтоматов – от силового блока до платы управления – устраняют в специализированном сервисном центре. Некоторые неисправности аппарата вполне реально устранить самостоятельно.
Технические характеристики COMBI 132 TURBO
Данный полуавтомат инверторный, однофазный. Подключается к бытовой сети 220 В.
Как положено, оборудован термозащитой. Со ступенчатой регулировкой сварочного тока. Поставляется в комплекте с набором принадлежностей для сварки порошковой проволокой (без использования защитного газа).
Основные характеристики аппарата:
- Питающая сеть — 220-240 В.
- Максимальный ток сварки – 120 А.
- Продолжительность включения при максимальном токе – 15%.
- Мощность подключения – 3.6 кВА.
- Диаметр проволоки – 0.6 – 0.8 мм.
- Класс защиты – IP 21.
Полуавтомат прост в подключении и потребляет немного электроэнергии. Идеален для бытового периодического применения. Обеспечивает качественную сварку черных металлов, алюминия и нержавейки.
Проблемы с полуавтоматом и их решение
COMBI 132 TURBO — достаточно надежный источник полуавтоматической сварки. Проблемы с ним могут возникнуть если долго не обслуживался или использовался с нарушением эксплуатационных норм – постоянная работа под большой нагрузкой, частый перегрев, неправильное подключение, длительное нахождение во влажной, сильно загрязненной среде. Он хорош для периодического использования. Для ежедневной же эксплуатации на производстве нужен источник мощнее, профессиональной серии.
Для ежедневной же эксплуатации на производстве нужен источник мощнее, профессиональной серии.
В любом случае ремонт сварочных аппаратов Blueweld сегодня вряд вызовет сложности. Это касается в том числе полуавтомата COMBI 132 TURBO. В сервисном центре устраняют любые неисправности, как силового блока, механизма подачи проволоки, переключателя, так и платы управления.
Несколько неисправностей можно устранить своими силами.
А именно:
- Проволока подается со сбоями. Возможные решения – отрегулировать устройство подачи, прочистить сжатым воздухом трубку подачи, удалить загрязнения на ролике.
- Швы получаются пористыми при правильной настройке аппарата. Возможно, заканчивается газ в баллоне, его необходимо заменить. Или отверстия диффузора заблокированы, нужно произвести чистку. Также проблема может быть в утечке газа, сквозняке в зоне сварки. Утечку следует найти и устранить. От сквозняка сварочную зону защищают специальными щитами.

- Отсутствует сварочный ток при работающем источнике. Нужно проверить контакты массы и токового кабеля с горелкой. При необходимости их зачистить, затянуть. Если сработала термозащита, загорелся соответствующий индикатор – попробовать продолжить сварку после перерыва.
В случае невозможности включить аппарат, отрегулировать сварочный ток, при отказе подающего механизма, постоянном перегреве, нестабильной работе следует обратиться в сервисный центр.
Специалисты выполняют ремонт сварочных полуавтоматов Blueweld любой сложности, устраняют любые неисправности. С гарантией. Сами забирают оборудование и доставляют после ремонта. Плюс восстановление работоспособности обходится дешевле покупки нового аппарата.
При серьезной поломке – инвертор не включается, ток не регулируется, самопроизвольное отключение без срабатывания термозащиты – не нужно пытаться устранить ее самостоятельно. Без знаний и опыта это опасно. Можно спровоцировать короткое замыкание, устроить пожар, получить удар током.
Доверьте диагностику и ремонт профессионалам.
Полуавтоматическая генерация и интерпретация поверхности разломов с использованием топологических метрикИнтерпретация сейсмических разломов | Геофизика
Пропустить пункт назначения
Исследовательская статья|
11 марта 2021 г.
Ихуай Лу;
Бо Чжан;
Пан Юн;
Хуйцзин Фан;
Ицзян Чжан;
Даньпин Цао
Информация об авторе и статье
Издательство: Общество геофизиков-разведчиков.
Полученный:
19 января 2020 г.
Полученная редакция:
21 декабря 2020 г.
Принял:
22 дек 2020
Первый онлайн:
11 марта 2021 г.
Онлайновый ISSN: 1942-2156
Печатный ISSN: 0016-8033
Общество геофизиков-исследователей
Геофизика (2021) 86 (3): O13–O27.
https://doi.org/10.1190/geo2020-0038.1
История статьи
Получено:
19 января 2020 г.
Пересмотр Получено:
21 декабря 2020 г.
Принят:
22 декабря 2020 г.
Первый онлайн:
11 марта 2021 г. Полуавтоматическая генерация и интерпретация поверхностей разломов с использованием топологических метрик. Геофизика 2021;; 86 (3): О13–О27. doi: https://doi.org/10.1190/geo2020-0038.1
Скачать файл цитаты:
- Рис (Зотеро)
- Рефменеджер
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- Конечная примечание
- РефВоркс
- Бибтекс
панель инструментов поиска
Расширенный поиск
Поверхности сейсмических разломов являются обязательными входными данными для структурного моделирования, которое раскрывает историю структурных деформаций недр. Атрибуты сейсмических разломов предоставляют геологам альтернативные изображения разломов. Однако атрибуты сейсмических разломов только подчеркивают возможные местоположения разломов и не предоставляют напрямую поверхности разломов, необходимые для структурного моделирования. Интерпретаторы строят поверхности сейсмических разломов, используя интерпретированные палочки сейсмических разломов на вертикальных сейсмических срезах. Интерпретация палочек разломов на сотнях сейсмических срезов требует много времени. Мы полуавтоматически построили поверхности разломов, имитируя процедуру ручной интерпретации сейсмических разломов. Наш алгоритм состоит из трех основных этапов: (1) получение палочек сбоев на линейном, поперечном и временном срезах; (2) группировка стержней разломов в соответствии со связностью и взаимным исключением (топологией) между стержнями разломов на линейном, поперечном и временном срезах; и (3) создание участков поверхности разлома путем слияния интервалов разломов по временным интервалам с помощью анализа топологии.
Атрибуты сейсмических разломов предоставляют геологам альтернативные изображения разломов. Однако атрибуты сейсмических разломов только подчеркивают возможные местоположения разломов и не предоставляют напрямую поверхности разломов, необходимые для структурного моделирования. Интерпретаторы строят поверхности сейсмических разломов, используя интерпретированные палочки сейсмических разломов на вертикальных сейсмических срезах. Интерпретация палочек разломов на сотнях сейсмических срезов требует много времени. Мы полуавтоматически построили поверхности разломов, имитируя процедуру ручной интерпретации сейсмических разломов. Наш алгоритм состоит из трех основных этапов: (1) получение палочек сбоев на линейном, поперечном и временном срезах; (2) группировка стержней разломов в соответствии со связностью и взаимным исключением (топологией) между стержнями разломов на линейном, поперечном и временном срезах; и (3) создание участков поверхности разлома путем слияния интервалов разломов по временным интервалам с помощью анализа топологии. Наш алгоритм содержит один необязательный шаг: ручное объединение исправлений ошибок, если это необходимо. Мы тестируем наш алгоритм на сейсмических данных открытого доступа, и наш рабочий процесс точно генерирует поверхности разломов для большинства разломов, включая сопряженные разломы в сейсмических данных. Учитывая, что обычно помогает взвешивание оценки в соответствии с качеством вычисленного атрибута разлома, алгоритм вычисляет параметры разлома, такие как падение и простирание разлома, используя взвешенный анализ главных компонент.
Наш алгоритм содержит один необязательный шаг: ручное объединение исправлений ошибок, если это необходимо. Мы тестируем наш алгоритм на сейсмических данных открытого доступа, и наш рабочий процесс точно генерирует поверхности разломов для большинства разломов, включая сопряженные разломы в сейсмических данных. Учитывая, что обычно помогает взвешивание оценки в соответствии с качеством вычисленного атрибута разлома, алгоритм вычисляет параметры разлома, такие как падение и простирание разлома, используя взвешенный анализ главных компонент.
У вас нет доступа к этому контенту. Если вы считаете, что вам нужен доступ, обратитесь к администратору учреждения.
Просмотр недавно погашенных токенов
Полуавтоматическая генерация и интерпретация поверхности разломов с использованием топологических метрикИнтерпретация сейсмических разломов | Геофизика
Пропустить пункт назначения
Исследовательская статья|
11 марта 2021 г.
Ихуай Лу;
Бо Чжан;
Пан Юн;
Хуйцзин Фан;
Ицзян Чжан;
Даньпин Цао
Информация об авторе и статье
Издательство: Общество геофизиков-разведчиков.
Полученный:
19Январь 2020 г.
Полученная редакция:
21 декабря 2020 г.
Принял:
22 дек 2020
Первый онлайн:
11 марта 2021 г.
Онлайновый ISSN: 1942-2156
Печатный ISSN: 0016-8033
Общество геофизиков-исследователей
Геофизика (2021) 86 (3): O13–O27.
https://doi.org/10.1190/geo2020-0038.1
История статьи
Юн, Хуцзин Фан, Ицзян Чжан, Даньпин Цао; Полуавтоматическая генерация и интерпретация поверхностей разломов с использованием топологических метрик. Геофизика 2021;; 86 (3): О13–О27. doi: https://doi.org/10.1190/geo2020-0038.1
Скачать файл цитаты:
- Рис (Зотеро)
- Рефменеджер
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- Конечная примечание
- РефВоркс
- Бибтекс
панель инструментов поиска
Расширенный поиск
Поверхности сейсмических разломов являются обязательными входными данными для структурного моделирования, которое раскрывает историю структурных деформаций недр. Атрибуты сейсмических разломов предоставляют геологам альтернативные изображения разломов. Однако атрибуты сейсмических разломов только подчеркивают возможные местоположения разломов и не предоставляют напрямую поверхности разломов, необходимые для структурного моделирования. Интерпретаторы строят поверхности сейсмических разломов, используя интерпретированные палочки сейсмических разломов на вертикальных сейсмических срезах. Интерпретация палочек разломов на сотнях сейсмических срезов требует много времени. Мы полуавтоматически построили поверхности разломов, имитируя процедуру ручной интерпретации сейсмических разломов. Наш алгоритм состоит из трех основных этапов: (1) получение палочек сбоев на линейном, поперечном и временном срезах; (2) группировка стержней разломов в соответствии со связностью и взаимным исключением (топологией) между стержнями разломов на линейном, поперечном и временном срезах; и (3) создание участков поверхности разлома путем слияния интервалов разломов по временным интервалам с помощью анализа топологии.
Атрибуты сейсмических разломов предоставляют геологам альтернативные изображения разломов. Однако атрибуты сейсмических разломов только подчеркивают возможные местоположения разломов и не предоставляют напрямую поверхности разломов, необходимые для структурного моделирования. Интерпретаторы строят поверхности сейсмических разломов, используя интерпретированные палочки сейсмических разломов на вертикальных сейсмических срезах. Интерпретация палочек разломов на сотнях сейсмических срезов требует много времени. Мы полуавтоматически построили поверхности разломов, имитируя процедуру ручной интерпретации сейсмических разломов. Наш алгоритм состоит из трех основных этапов: (1) получение палочек сбоев на линейном, поперечном и временном срезах; (2) группировка стержней разломов в соответствии со связностью и взаимным исключением (топологией) между стержнями разломов на линейном, поперечном и временном срезах; и (3) создание участков поверхности разлома путем слияния интервалов разломов по временным интервалам с помощью анализа топологии.