Цвет никелевого покрытия: 1.2 Никелевые покрытия
Содержание
1.2 Никелевые покрытия
Никель – серебристо-серый твердый металл с едва заметным желтоватым блеском. Он имеет очень высокую износостойкость. Разновидности никеля с более высоким содержанием фосфора имеют исключительную устойчивость к коррозии. Никель часто используется в качестве металлической подложки благодаря своим выравнивающим, сглаживающим и изолирующим свойствам. Он повышает устойчивость металлов к «агрессии» со стороны таких солей как цианид меди или серебра. Как уже было сказано, никель – твердый металл с низкой пластичностью. Поэтому он не рекомендуется в тех случаях, когда требуется обеспечить определенную гибкость покрытия.
Различают 2 вида покрытия никелем – химическое и электрохимическое.
Химическое никелирование — применяют для покрытия никелем деталей любой конфигурации. Химически восстановленный никель обладает высокой коррозионной стойкостью, большой твердостью и износостойкостью, которые могут быть значительно повышены при термической обработке (после 10-15 мин. нагрева при температуре 400 °С твердость химически осажденного никеля повышается до 8000 МПа). При этом возрастает и прочность сцепления. Никелевые покрытия, восстановленные гипофосфитом, содержат до 15% фосфора. Восстановление никеля гипофосфитом протекает по реакции:
нагрева при температуре 400 °С твердость химически осажденного никеля повышается до 8000 МПа). При этом возрастает и прочность сцепления. Никелевые покрытия, восстановленные гипофосфитом, содержат до 15% фосфора. Восстановление никеля гипофосфитом протекает по реакции:
NiCl2 + NaH2PO2 + H2O → NaH2PO3 + 2HCl + Ni
Одновременно происходит гидролиз гипофосфита натрия. Степень полезного использования гипофосфита принимают около 40%.
Восстановление никеля из его солей гипофосфитом самопроизвольно начинается только на металлах группы железа, катализирующих этот процесс. Для покрытия других каталитически неактивных металлов (например, меди, латуни) необходим контакт этих металлов в растворе с алюминием или другими более электроотрицательными, чем никель, металлами. Для этой цели используют активирование поверхности обработкой в растворе хлористого палладия (0,1 — 0,5 г/л) в течение 10-60 с. На некоторых металлах, таких, как свинец, олово, цинк, кадмий, никелевое покрытие не образуется даже при использовании метода контактного нанесения и активирования. Химическое осаждение никеля возможно как из щелочных, так и из кислых растворов. Щелочные растворы характеризуются высокой стабильностью и простотой корректировки.
Химическое осаждение никеля возможно как из щелочных, так и из кислых растворов. Щелочные растворы характеризуются высокой стабильностью и простотой корректировки.
Состав раствора и режим никелирования:
| Состав электролита (г/л) и режим работы | Электролит щелочной |
| Никель хлористый NiCl2 | 20-30 |
| Натрия гипофосфит Na(PH2O2) | 15-25 |
| Натрий лиомннокислый Na3C6H5O7 | 30-50 |
| Аммоний хлористый NH4Cl | 30-40 |
| Аммиак водный 25% Nh4 | 70-100 мл/л |
| pH | 8-9 |
| Температура, ° | 80-90 |
| Скорость осаждения | 10-15 мкм/час |
Покрытия, полученные в кислых растворах, отличаются меньшей пористостью, чем из щелочных растворов (при толщине выше 12 мкм покрытия практически беспористые). Из кислых растворов химического никелирования рекомендуется следующий состав и режим никелирования:
Из кислых растворов химического никелирования рекомендуется следующий состав и режим никелирования:
| Состав электролита (г/л) и режим работы | Электролит кислый |
| Никель сернокислый NiSO4 | 20-30 |
| Натрий уксуснокислый CH3COONa | 10-20 |
| Натрия гипофосфит Na(PH2O2) | 20-25 |
| Тиомочивина CS(NH2)2 | 0.03 |
| Кислота уксусная (ледяная) CH3COOH | 6-10 мл/л |
| pH | 4,3-5,0 |
| Температура, ° | 85-95 |
| Скорость осаждения | 10-15 мкм/час |
Химическое никелирование осуществляют в стеклянных, фарфоровых или железных эмалированных ваннах. В качестве материала подвесок применяют углеродистую сталь.
Гальваническое никелирование — позволяет получать из различных электролитов либо матовые малопористые либо блестящие декоративные покрытия. В зависимости от толщины покрытия они обеспечивают различные степени антикоррозионной защиты, хорошую устойчивость поверхности к истиранию и невысокий коэффициент температурного расширения. Прочность на растяжение и жесткость при этом относительно низкие, а внутреннее напряжение — сравнительно высокое. Поэтому такие покрытия не рекомендуется использовать для технических целей, предполагающих возможное изгибание и деформацию детали.
Сульфатные электролиты никелирования.
В практике гальваностегии наиболее распространены электролиты на основе сульфата никеля, поскольку эта соль очень хорошо растворима в воде (до 400 г/л).
В качестве депассиваторов анодов в эти растворы вводят хлорид никеля, который препятствует запассивированию анодов и прекращению электролиза. В роли буферного соединения чаще всего используют борную кислоту. Можно так же использовать соли уксусной кислоты. Для электролитов с низким значением pH более эффективны добавки буферных соединений в виде фторида натрия и других фторидов.
Можно так же использовать соли уксусной кислоты. Для электролитов с низким значением pH более эффективны добавки буферных соединений в виде фторида натрия и других фторидов.
Сульфатные электролиты никелирования имеют высокий выход по току: 90-100%
Составы электролитов для матового никелирования и режимы работы:
| Состав электролита (г/л) и режим работы | Элект-т № 1 | Элект-т № 2 | Элект-т № 3 | Элект-т № 4 | Элект-т № 5 | Элект-т № 6 |
| Никеля сульфат NiSO4 | 140-200 | 150-200 | 140-150 | 300-350 | 400 | 240 |
| Никеля хлорид NiCl2 | 30-40 | — | — | 45-60 | — | 30 |
| Натрия хлорид NaCl | — | 10-15 | 5-10 | — | — | — |
| Борная кислота H3BO3 | 25-40 | 25-30 | 25-30 | 30-40 | 25-40 | — |
| Натрия сульфат NaSO4 | 60-80 | 40-50 | 40-50 | — | — | — |
| Магния сульфат MgSO4 | — | 50-60 | 25-30 | — | — | — |
| Натрия фторид NaF | — | — | — | — | 2-3 | — |
| Янтарная к-та НООС-СН2-СН2-СООН | — | — | — | — | — | 30 |
| Натрия лаурилсульфат C12H25SO4Na | — | — | — | — | — | 0,05-0,1 |
| pH | 5,2-5,8 | 5,0-5,5 | 5,0-5,5 | 1,5-4,5 | 2-3 | 2,5-3,5 |
| Температура, ° | 20-55 | 20-30 | 20-35 | 45-65 | 50-60 | 50-60 |
| Катодная плотность тока, А/дм2 | 0,5-2,0 | 0,5-2,0 | 0,5-2,0 | 2,5-10 | 5-10 | 5-30 |
Электролит № 1 — предусмотрен ГОСТ 9. 305-84.
305-84.
Электролиты № 2, 4 – для стационарных ванн.
Электролит № 3 – для колокольных и барабанных ванн.
Электролит № 6 – для получения осадков никеля при высоких плотностях тока.
Для получения блестящих никелевых покрытий применяют специальные блескообразующие добавки, которые в свою очередь обладают эффектом микровыравнивания катодной поверхности, делая ее относительно ровной и блестящей. Так же блескообразующие добавки понижают питингообразование, улучшая тем самым качество получаемого покрытия.
Составы электролитов для блестящего никелирования и режимы работы:
| Состав электролита (г/л) и режим работы | Элект-т № 1 | Элект-т № 2 | Элект-т № 3 | Элект-т № 4 | Элект-т № 5 | Элект-т № 6 |
| Никеля сульфат NiSO4 | 250-300 | 250-300 | 100-350 | 200-250 | 250-300 | 250-300 |
| Никеля хлорид NiCl2 | 50-60 | — | 30-200 | — | 30 | — |
| Натрия хлорид NaCl | — | 10-15 | — | 10-15 | — | 10-15 |
| Борная кислота H3BO3 | 25-40 | 30-40 | 30-50 | 30 | 30 | 25-40 |
| Натрия фторид NaF | — | — | — | — | — | 5-6 |
| 1,4-бутиндиол C4H6O2 | 0,2-0,5 | 0,2-3,0 | — | 0,2-0,3 | — | — |
| Сахарин C7H5NO3S | 0,7-1,2 | — | 0,3-2,0 | — | 1-2 | — |
| Фталимид C8H5NO2 | 0,08-0,12 | — | — | — | — | — |
| Формальдегид HCHO | — | — | — | — | — | 0,4-0,8 |
| Хлорамин Б C6H5SO2N(NaCl)•H2O | — | 1-2 | — | — | — | — |
| Кумарин C9H6O2 | — | — | — | — | 0,2-1,0 | — |
| Пропаргиловый спирт C3H4O | — | — | — | — | 0,056-0,112 | — |
| Паратолуолсульфамид | — | — | 2,0 | — | — | — |
| 2,6-нафталиндисульфокислота C10H6(SO3H)2 | — | — | — | — | — | 2-4 |
| 1,5-нафталиндисульфокислота C10H6(SO3H)2 | — | — | — | 1,5-2,0 | — | — |
| Моющее средство «Прогресс» | — | 0,1-0,2 | 0,1-0,2 | 0,1-0,2 | — | — |
| Сульфонол | — | — | — | — | — | 0,015 |
| НИБ-3, мл/л | — | — | 0,3-10,0 | — | — | — |
| Выравнивающая композиция | — | — | 0,03-0,15 | — | — | — |
| pH | 4-5 | 4-5 | 3-5 | 4,5-,5,5 | 4,0-4,5 | 5,8-6,0 |
| Температура, ° | 55+(-5) | 50+(-5) | 55+(-5) | 45+(-5) | 50+(-10) | 45+(-5) |
| Катодная плотность тока, А/дм2 | 3-8 | 2-5 | 2-8 | 2-4 | 1-10 | 3-5,0 |
Все добавки, входящие в состав никелевых электролитов, за исключением кумарина, растворяются в подогретом электролите или горячей воде. Кумарин растворяется в ледяной уксусной кислоте или борной кислоте в соотношении 1:4.
Кумарин растворяется в ледяной уксусной кислоте или борной кислоте в соотношении 1:4.
Большинство электролитов блестящего никелирования содержат серосодержащие добавки. Это приводит к снижению коррозионной стойкости блестящих никелевых покрытий по сравнению с матовыми, механически полированными осадками, полученными из электролитов без добавок.
Фторборатные электролиты никелирования.
Эти электролиты обладают хорошими буферными свойствами и большей устойчивостью по сравнению с некоторыми сульфатными электролитами никелирования. Выход по току в этих электролитах достигает 100%. Осаждение можно вести при высоких плотностях тока – до 20 А/дм2.
Состав раствора и режим осаждения:
| Состав электролита (г/л) и режим работы | Электролит |
| Фторборат никеля Ni (BF4)2 | 300-400 |
| Хлорид никеля NiCl2 | 10-15 |
| Борная кислота H3BO3 | 10-30 |
| pH | 2,7-3,5 |
| Температура, ° | 10-20 |
| Катодная плотность тока, А/дм2 | 10-15 |
Электролит выделяется высокой интенсивностью процесса, меньшей напряженностью и большей эластичностью осадков (по сравнению с сульфатными электролитами), что определяет целесообразность его применения в гальванопластике. Микротвердость осадков, полученных из данного электролита, достигает 3,0 — 3,5 ГПа.
Микротвердость осадков, полученных из данного электролита, достигает 3,0 — 3,5 ГПа.
Сульфаматные электролиты никелирования.
Сульфаматные электролиты образуют покрытия с минимальными внутренними напряжениями, поэтому их применяют для нанесения толстых слоев осадков никеля в гальванопластике, а так же при металлизации диэлектриков по проводящему слою. Выход по току 100%.
Состав раствора и режим осаждения:
| Состав электролита (г/л) и режим работы | Электролит |
| Сульфамат никеля (NH2SO3)2Ni | 300-400 |
| Хлорид никеля NiCl2 | 10-15 |
| Борная кислота HBO3 | 25-40 |
| Сахарин C7H5NO3S | 0,5-1,5 |
| Лаурил (додецил) сульфат натрия C12H25SO4Na | 0,1-1,0 |
| pH | 3-4,5 |
| Температура, ° | 40-55 |
| Катодная плотность тока, А/дм2 | 1-12 |
Черное никелирование.
Процесс черного никелирования заключается в получении покрытий черного цвета. Покрытие обладает более высокой твердостью и прочностью по сравнению с оксидными пленками и широко используется для отделки различных изделий. Толщина слоя черного никелирования обычно не превышает 0,5-0,7 мкм. Осадки обладают не высокой коррозионной стойкостью и не высокой адгезией к поверхности стальных изделий, поэтому предварительно необходимо нанесение на деталь медного или никелевого покрытия.
Составы растворов и режим осаждения:
| Состав электролита (г/л) и режим работы | Электролит №1 | Электролит №2 | Электролит №3 | Электролит №4 |
| Никеля сульфат NiSO4 | 50 | 75 | 50 | 50 |
| Цинка сульфат ZnSO4 | 25 | 25 | 25 | 25 |
| Никель-аммония сульфат (NH4)2SO4•NiSО4 | — | 45 | — | — |
| Аммония сульфат (Nh5)2SO4 | 15 | — | 15 | 15 |
| Калия роданид KCNS | 32 | — | 25 | 30 |
| Натрия роданид NaCNS | — | 15 | — | — |
| Борная кислота H3BO3 | — | 25 | — | — |
| Натрия ацетат CH3COONa | — | — | — | 15 |
| Лимонная кислота H3C6H5O7 | — | — | 2 | — |
| pH | 4,5-5,5 | 5,6-5,9 | 5,2-5,5 | 4,5-5,5 |
| Температура, ° | 18-25 | 40-50 | 18-25 | 30-40 |
| Катодная плотность тока, А/дм2 | 0,1-0,15 | 1,0-1,3 | 0,1 | 0,1-0,3 |
Чтобы предупредить пассивирование катодных контактов необходимо протравливать их в 50% растворе серной кислоты после каждой загрузки. Для повышения коррозионной стойкости черные никелевые покрытия необходимо промасливать или покрывать бесцветным лаком.
Для повышения коррозионной стойкости черные никелевые покрытия необходимо промасливать или покрывать бесцветным лаком.
Химия для нанесения декоративного покрытия черный никель
ХИМИЯ ДЛЯ ЦИНКОВАНИЯ
ХИМИЯ ДЛЯ ПАССИВАЦИИ В ХРОМАТНЫХ РАСТВОРАХ
ХИМИЯ ДЛЯ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ
ХИМИЯ ДЛЯ ОМЕДНЕНИЯ
ХИМИЯ ДЛЯ ПОКРЫТИЯ ОЛОВОМ
ХИМИЯ ДЛЯ НИКЕЛИРОВАНИЯ
ХИМИЯ ДЛЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ ЧЕРНЫЙ НИКЕЛЬ
ХИМИЯ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ СПЛАВОВ
ХИМИЯ ДЛЯ ОКРАШИВАНИЯ ИЗДЕЛИЙ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ
ХИМИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ПЛАСТИКА
ХИМИЯ ДЛЯ ОЧИСТКИ ВОДЫ ОТ ГАЛЬВАНИЧЕСКИХ СТОКОВ
Черное никелевое покрытие применяется для придания деталям специальных оптических и декоративных свойств. Покрытие имеет цвет от черного до темно-коричневого, а с интерференционной пленкой — сине-фиолетовую окраску.
Свойства покрытия черный никель
У черного никеля весьма низкие показатели коррозионной стойкости, пластичности и прочности сцепления с покрываемыми изделиями, особенно при отложении на сталь. Поэтому при осаждении черного никеля применяют предварительное осаждение подслоя меди или светлого никеля с последующей его полировкой. Покрытие «черным никелем» чаще всего применяют для латунных изделий, причем лучшие результаты получаются, если эти изделия предварительно покрывают медью. «Черный никель», осажденный непосредственно на железо, плохо сцепляется, поэтому железные и стальные изделия предварительно покрывают медью или никелем.
Поэтому при осаждении черного никеля применяют предварительное осаждение подслоя меди или светлого никеля с последующей его полировкой. Покрытие «черным никелем» чаще всего применяют для латунных изделий, причем лучшие результаты получаются, если эти изделия предварительно покрывают медью. «Черный никель», осажденный непосредственно на железо, плохо сцепляется, поэтому железные и стальные изделия предварительно покрывают медью или никелем.
Эти свойства покрытия «черный никель» главным образом используются для получения защитно-декоративных покрытий черного цвета и нашли применение в оптической промышленности и в некоторых специальных отраслях машиностроения.
Химикат для нанесения покрытия черный никель серии RBS
Спецификация: черное равномерное блескообразующее покрытие.
Никелирование возможно проводить при комнатной температуре помещения и широком диапазоне плотности тока на катоде.
Лучшие результаты покрытия получаются, если изделия предварительно покрыть медью латунью или никелем.
Химический состав
Хлорид никеля: 200 г/л
RBS-1 соль черного никеля: 100-150 г/л
RBS-2 активная добавка черного никеля: 10 мл/л.
Никелирование ведут при температуре 50 °C на катодной плотности тока 0.1-0.5A / дм2.
Тип анода: электролитический никель или пластины из углерода.
Химикат для нанесения щелочного покрытия черный никель-олово серии RSNI-1
Технология относится к экологически чистой в отношении уровня токсичности и не наносит вреда окружающей среде. Равномерное покрытие черного цвета, устойчивое к коррозии. Лучшие результаты покрытия получаются, если изделия предварительно покрыть медью латунью или никелем. Никелирование возможно проводить в широком диапазоне плотности тока на катоде и в гальванических барабанах. Электролит не наносит вреда поверхности ванн.
Химический состав
Хлорид никеля: 200 г/л
RBS-1 соль черного никеля: 100-150 г/л
RBS-2 активная добавка черного никеля: 10 мл/л.
Никелирование ведут при температуре 50 °C на катодной плотности тока 0. 1 — 0.5 A/дм2.
1 — 0.5 A/дм2.
Тип анода: электролитический никель или пластины из углерода.
Химикат для нанесения кислотного покрытия черный никель-олово серии RSNI-АВ
Равномерное покрытие черного цвета, устойчивое к коррозии и к воздействию кислот и хлоридов.
Покрытие обладает высокими показателями твердости до 500-700HV по шкале Роквелла, не нуждается в применении смачивающих добавок.
Лучшие результаты покрытия получаются, если изделия предварительно покрыть медью латунью или никелем.
Химический состав
Хлорид никеля: 250 г/л
Хлорид олова: 10-50 г/л
Бифторид аммиака: 50 г/л
RSNI-А активная добавка: 150-200 мл/л
RSNI-B активная добавка: 10-20 мл/л
Никелирование ведут при температуре 60-70 °C на катодной плотности тока 0.5-1.0 A/дм2 и уровне PH 4.0-4.6
Тип анода: электролитический никель.
Химикат для нанесения черного покрытия олово-кобаль серии RSCO-3#
Технология нанесения покрытия соответствует международному стандарту качества ЕС.
Равномерное покрытие темно-синего, черного цвета, имеет эстетичный внешний вид. Химический компонент обладает хорошими дисперсионными свойствами, подходит для обработки поверхности заготовки разных размеров и формы.
Подходит для нанесения покрытия на стекло, ювелирные изделия для получения защитно-декоративных свойств.
Химический состав
Хлорид никеля: 250 г/л
Хлорид олова: 10-50 г/л
Бифторид аммиака: 50 г/л
RSNI-А активная добавка: 150-200 мл/л
RSNI-B активная добавка: 10-20 мл/л
Никелирование ведут при температуре 60-70 °C на катодной плотности тока 0.5-1.0 A/дм2 и уровне PH 4.0-4.6
Тип анода: электролитический никель.
Окрашивание Никелевое покрытие, например, красное или синее
Где весь мир собирается для
гальваники, анодирования и отделки. Вопросы и ответы с 1989 года.
——
В. Привет, Дрю,
Я прочитал ваш пост и у меня тот же вопрос, за это время вы нашли какое-нибудь решение?
Заранее спасибо, мне и форумчанам.
Привет, Брэндон,
Я знаю, что прошло много времени, я пытаюсь спросить вас, нашли ли вы ответ на свой вопрос, основанный на предложении г-на Шишани.
Привет, отделка.com,
Я только что прочитал об исследовании, проведенном Finishing.com для определенного покрытия. Может быть, Finishing.com также проводит какое-либо исследование с каким-либо поставщиком красного никелирования? Я имею в виду предыдущее предложение для химической ванны красного никелирования.
Маттео Дева
— Италия
2 января 2023
A. Привет, Маттео, мы постараемся сообщить Мэтту и Брэндону о твоем размещении, но адреса электронной почты 18-летней давности очень редко работают.
Металлы не красные — медь оранжевая, латунь и золото желтоватые, а большинство других металлов, включая никель, серебристые. Медь, латунь и даже серебро могут образовывать соли, которые создают на них красивую патину, но я не знаю декоративной патины для никеля или никелирования. Но в дополнение к гальванопокрытию или покраске вы можете рассмотреть возможность нанесения порошкового покрытия, металлических красителей или покрытий методом PVD. Прозрачные лаки можно тонировать в полупрозрачные цвета. Титан легко окрашивается в интерференционном режиме (прозрачное покрытие с частичной длиной волны нужной толщины для усиления/подавления определенных цветов), а нержавеющая сталь может быть анодирована аналогичным образом, хотя с большими трудностями и не такими приятными результатами. с никелем при достаточном количестве экспериментов.
Прозрачные лаки можно тонировать в полупрозрачные цвета. Титан легко окрашивается в интерференционном режиме (прозрачное покрытие с частичной длиной волны нужной толщины для усиления/подавления определенных цветов), а нержавеющая сталь может быть анодирована аналогичным образом, хотя с большими трудностями и не такими приятными результатами. с никелем при достаточном количестве экспериментов.
Я думаю, что ключом к продвижению вперед является то, что вы как можно тщательнее детализируете, чего именно вы пытаетесь достичь и на каких никелированных деталях, потому что некоторые процессы, такие как PVD, могут быть практичными только в больших объемах, некоторые процессы, такие как поскольку красители и тонированные лаки могут быть недостаточно стойкими, некоторые могут быть недостаточно эстетичными, некоторые, например, порошковое покрытие, могут быть слишком толстыми, большинство из них влияет на проводимость. Специальное зелье, в которое можно просто окунуть никель и превратить его в прочный, привлекательный красный цвет, звучит крайне маловероятно для меня. .. хотя полупрозрачный лак с красным оттенком звучит как нечто чумовое.
.. хотя полупрозрачный лак с красным оттенком звучит как нечто чумовое.
Удачи и С уважением,
Тед Муни, ЧП RET
Стремление к жизни Aloha
Finishing.com — Пайн-Бич, Нью-Джерси
A. Попробуйте просроченный патент США US6391181B1. Надеюсь, это поможет и удачи!
Горан Будия
— Церовски врх Хорватия
24 января 2023
Тесно связанные исторические посты, самые старые первые …
В. У меня есть разные, маленькие, легкие детали из мягкой стали и натяжная проволока из никеля покрыты до того, как я их приобрел. У меня есть сильное желание применить различные цвета к этим частям для студенческого проекта и для возможного будущего изготовления конечного продукта проекта. Существует ли установленный метод нанесения стойкого окрашивания на ранее никелированные детали? Большое спасибо за ваше время.
Брэндон Сенн
студент — Сан-Луис-Обиспо, Калифорния, США
2004
«Справочник по технологии электроокрашивания»
от W. Machu
Machu
из Abe Books
или
Доп. Ссылка
Ваши покупки делают отделку.com возможной
А. Привет, Брэндон. Это может быть не то, что вы можете сделать самостоятельно, вам, возможно, придется пойти в мастерскую для этого, но электрофоретический лак обычно наносится на никелирование для имитации латуни, и он также доступен во многих других полупрозрачных цветах. Удачи.
Тед Муни, ЧП
Стремление к жизни Aloha
Finishing.com — Пайн-Бич, Нью-Джерси
В. Какова типичная толщина электрофоретического лакового покрытия? (мое приложение требует, чтобы любые покрытия, которые я наношу, были в диапазоне ~ 1 мм или меньше).
Кроме того, знаете ли вы, сохранят ли гибкие (тонкие) металлические компоненты, окрашенные электрофоретически, свою гибкость, или они будут растрескиваться при отклонении?
Спасибо,
Брэндон Сенн [возвращается]
студент — Сан-Луис-Обиспо, Калифорния, США
А.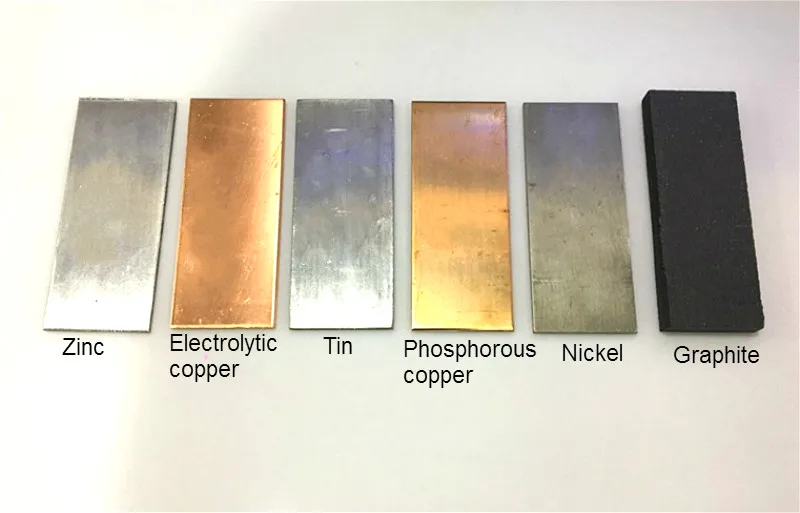 Привет, Брэндон. Электрофорезный лак можно наносить довольно тонким слоем. Может 5-10 микрон.
Привет, Брэндон. Электрофорезный лак можно наносить довольно тонким слоем. Может 5-10 микрон.
Обладает разумной гибкостью.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
2005
В. Как электрофорезный лак наносится на ювелирные изделия.
Syed Shafqat Naqvi
ювелира — Лахор, Пакистан
«Гальванопокрытие: руководство для отделочников»
от Electrocoat Association
из Abe Books
или
Доп. Ссылка
Ваши покупки делают отделку.com возможной
А. Привет, Сайед. Электрофоретическое лакирование выполняется в электрифицированном резервуаре, что очень похоже на гальваническое покрытие. Электричество превращает компоненты, находящиеся в растворе, в лак на поверхности деталей.
Тед Муни, ЧП
Стремление жить Алоха 9 сегнетовая соль
[affil link] 15-20 г/л
температура 18-25 °C
погружение: 5 мин-желтый/ 7 мин-коричневый/ 10 мин-красный/ 13 мин-фиолетовый/ 17 мин-синий/ 20 мин-зеленый .
Думаю, тебе следует активировать свои части кислотой. Я попробовал это решение на только что нанесенном никеле, и все было в порядке.
Удачи
Хайр Шишани
техническое обслуживание самолетов – Аль-Айн, ОАЭ
В. Ваш процесс окрашивания никеля кажется достаточно простым, и большинство химикатов, похоже, я могу приобрести, но…
Мне интересно, может ли кто-нибудь порекомендовать недорогих поставщиков этой химии в США (предпочтительно через Интернет) — поскольку мой процесс определенно будет пробным, а у меня студенческий бюджет.
Также — какое качество отделки вы получаете? Ваши ответы очень поучительны и очень ценны.
Брэндон Сенн [возвращается]
Студент — Калифорния
A. Я получил темно-синий, похожий на темно-синий, яркость как основной металл.
Удачи
Хайр Шишани
техническое обслуживание самолетов – Аль-Айн, ОАЭ
В. Что именно вы подразумеваете под «солью Рэйчел»? Мне не удалось найти ни одной для моих целей. Спасибо.
Что именно вы подразумеваете под «солью Рэйчел»? Мне не удалось найти ни одной для моих целей. Спасибо.
Брэндон Сенн [возвращается]
Студент — Сан-Луис-Обиспо, Калифорния
A. Я думаю, что в США пишется «соли Рошель». Jason Deible A. Попробуйте поискать Rochelle Salt. Один источник сказал, что это растворимый тартрат натрия и калия. Точную формулу не нашел, и ее нет в моем каталоге Fisher. Джеймс Уоттс А. Мистер Брэндон Здравствуйте, Это тартрат калия-натрия, который можно приготовить путем смешивания винной кислоты с карбонатом натрия и калия NaKC4h5O6. ОТНОСИТЕЛЬНО ДРУГОГО СОЛЬ МОЖЕТ ПРИГОТОВИТЬСЯ ДОБАВЛЕНИЕМ МЕТАЛЛИЧЕСКОГО СВИНЦА В АЗОТНУЮ КИСЛОТУ И МЕДИ ДОБАВЛЕНИЕМ В СЕРНУЮ КИСЛОТУ С НЕБОЛЬШИМ КОЛИЧЕСТВОМ АЗОТНОЙ (ОСТОРОЖНО ОТ ПАРОВ ОКСИДА АЗОТА, ТРЕБУЕТСЯ ВЕНТИЛЯЦИЯ). В ОТНОШЕНИИ ТИОСУЛЬФАТА НАТРИЯ ЭТО НЕМНОГО СЛОЖНО, НО ВЫ МОЖЕТЕ ПОПРОБОВАТЬ СУЛЬФИД ИЛИ ПОЛИСУЛЬФИД НАТРИЯ, РАСТВОРИВ СЕРУ В 200-400 Г/Л NaOH ПРИ КИПЯЧЕНИИ. Желаю удачи, благослови тебя Бог. Пожалуйста, отправьте отзыв, если это возможно! Хайр Шишани |
 Пожалуйста, будьте осторожны и обратитесь за помощью к химику и, пожалуйста, прочитайте паспорта безопасности материала MSDS.
Пожалуйста, будьте осторожны и обратитесь за помощью к химику и, пожалуйста, прочитайте паспорта безопасности материала MSDS. A. Рецепт без содержания свинца, для различных цветов:
ацетат меди [аффил. …..240 г лимонной кислоты
[ссылка на сайт]………….30 г
, температура 16 °C, 20–300 мин., согласно справочнику Fishlock Metal Coluring . Может использоваться на никеле или никелевой пластине.
Горан Будия
— Церовски врх Хорватия
В. Меня очень интересует процесс г-на Шишани по окрашиванию никеля. У меня есть номер алюминиевых отливок, которые мне нужно покрасить, и они не будут анодироваться. Я могу никелировать алюминий, а затем покрасить, если соображу, как сделать ванну. Я провел бессчетное количество часов в сети, изучая «никелевую окраску», и эта тема — моя единственная надежда. Я не химик, но четко следую указаниям. Я сделал несколько запросов поставщикам химикатов, и некоторые из предметов, которые он перечисляет, довольно проблематично закупить, но я терпелив и настойчив.
Я не химик, но четко следую указаниям. Я сделал несколько запросов поставщикам химикатов, и некоторые из предметов, которые он перечисляет, довольно проблематично закупить, но я терпелив и настойчив.
Любая помощь в этом процессе будет принята с благодарностью.
Фил Вагонер
Мастер по ремонту оружия – Маунт-Эйри, Северная Каролина, США
6 апреля 2011 г.
В. У меня есть вопросы по поводу метода г-на Шишани.
В этом методе не используется электролиз?
Или какой тип анода следует использовать?
Пожалуйста, помогите. Спасибо
Уильям Уоллес
— Иран
21 сентября 2012 г.
В. В настоящее время я пытаюсь сделать стальную деталь красной. Из-за других требований мне трудно найти варианты. Покрытие/обработка должны быть тонкими и устойчивыми к трению — эта часть представляет собой небольшую трубку (диаметром 5 дюймов, 75 дюймов), которая свободно скользит внутри другой стальной трубки, но слишком туго для порошкового покрытия. Стальная часть может быть изготовлена из нержавеющей или не нержавеющей стали, если это дает дополнительные возможности. PVD — самый близкий вариант, с которым я сталкивался, но я не могу найти красный цвет, только розовый или красный / бронзовый. Я прочитал на этом форуме, что никелированную сталь можно сделать красной с помощью метода, показанного выше, но у меня нет источника, чтобы проверить этот метод, чтобы увидеть результаты (и я не химик):
Стальная часть может быть изготовлена из нержавеющей или не нержавеющей стали, если это дает дополнительные возможности. PVD — самый близкий вариант, с которым я сталкивался, но я не могу найти красный цвет, только розовый или красный / бронзовый. Я прочитал на этом форуме, что никелированную сталь можно сделать красной с помощью метода, показанного выше, но у меня нет источника, чтобы проверить этот метод, чтобы увидеть результаты (и я не химик):
Сталь, которая у меня есть, могла бы быть никелирована, если бы это позволило описанной выше процедуре работать с хорошим результатом, но я также не знаю, насколько прочной будет эта отделка. Любая помощь или руководство приветствуется!
Дрю Даддоно
дизайнер продукта — Тампа, Флорида, США
4 августа 2016 г.
—-
Ред. примечание: на длинной публичной странице форума всегда есть немного перекрестных разговоров, и я полагаю, что Хайр действительно сказал, что это сделало темно-синий цвет похожим на воронение.
Cerakote (комплект)
Доп. Ссылка
Ваши покупки делают отделку.com возможной
А. Дрю,
Моей первой рекомендацией будет Cerakote.
Обладает высокой стойкостью к истиранию, выпускается во многих цветах, как и в случае с любым покрытием, ключевым моментом является подготовка. Следуйте инструкциям, предоставленным Cerakote, или, если вы не можете сделать это самостоятельно, отправьте его специалисту по нанесению покрытий, чтобы он сделал это.
—Рама
Рама Шунн
— Вудинвилль, Вашингтон, США
Ред. примечание: мы ценим это предложение, но описание предлагаемых покрытий в общем виде, а не по названию торговой марки, может быть лучше (да? почему?). Насколько мы понимаем, это распыляемое керамическое покрытие, доступное как в воздушной, так и в духовой версии.
A. Привет, Дрю,
Как насчет того, чтобы сделать деталь меньше размера волоса, чтобы можно было покрасить?
Блейк Нидлер
Feather Hollow Eng. — Стоктон, Калифорния
— Стоктон, Калифорния
2 января 2017 г.
Очень интересно Срок действия патента истек:
Способ получения различных цветов поверхности путем гальванического покрытия оксидов цинка, никеля и никелевых сплавов
US 6800190 B1
Надеюсь, это поможет и удачи!
Горан Будия
— Загреб, Хорватия
25 февраля 2021 г.
В. Здравствуйте,
У нас есть около 5000 никелевых этикеток для наших матрасов Chattam and Wells, которые мы пытаемся изменить на бронзовый цвет.
Не моя область знаний, поэтому не уверены, что мы ищем в процессе отделки: гальваническое покрытие, порошковое покрытие или что-то другое?
Бренд обновляется, поэтому было бы здорово иметь возможность как-то использовать их повторно. Прикрепил несколько фотографий этикетки для справки. Дайте мне знать, если у вас есть какие-либо вопросы, спасибо!
2,25 дюйма в высоту и 3,25 дюйма в ширину
Шад Ламберт
— Фресно, Калифорния
А. Привет, Шад. Поскольку покрытие латунью и бронзой стало более дорогим или более сложным, поскольку оно основано на сильно ядовитом цианиде, стало обычным делом наносить тонированный электрофоретический лак (e-coat) поверх никелированного покрытия, чтобы имитировать вид латуни/бронзы. Многие «латунные» лампы на самом деле имеют тонированное электронное покрытие поверх никелирования. Учитывая, что компоненты уже никелированы, это звучит как идеальное применение.
Привет, Шад. Поскольку покрытие латунью и бронзой стало более дорогим или более сложным, поскольку оно основано на сильно ядовитом цианиде, стало обычным делом наносить тонированный электрофоретический лак (e-coat) поверх никелированного покрытия, чтобы имитировать вид латуни/бронзы. Многие «латунные» лампы на самом деле имеют тонированное электронное покрытие поверх никелирования. Учитывая, что компоненты уже никелированы, это звучит как идеальное применение.
Удачи и С уважением,
Тед Муни, ЧП RET
Стремление жить Aloha
finish.com — Пайн-Бич, Нью-Джерси
RFQ: Большое спасибо за информацию, Тед! Любые рекомендации о том, к кому мы можем обратиться, кто предоставляет эту услугу? Делаю некоторые поиски в Google сейчас…
Шад Ламберт [возвращается]
— Фресно, Калифорния
Извините, этот запрос цен устарел, но технические ответы приветствуются. Пожалуйста, не предлагайте публичные бренды/источники (а? почему?)
A. Снова привет, Шад. Мы не публикуем рекомендации по брендам или поставщикам (а? Почему?), но предлагаемые поставщики могут связаться с вами в частном порядке.
Снова привет, Шад. Мы не публикуем рекомендации по брендам или поставщикам (а? Почему?), но предлагаемые поставщики могут связаться с вами в частном порядке.
Тем не менее, для исследования, проведенного Finishing.com для IZA / ILZRO несколько лет назад, Molecular Technology Limited в Вулверхэмптоне, Англия (приобретена Coventya, в свою очередь, Macdermid-Enthone) и PMA Photometals of Arizona (photometals.com ) были достаточно щедры, чтобы предоставить образцы с гальваническим покрытием для испытаний на коррозию, поэтому я рад упомянуть их в качестве потенциальных источников 🙂
Удачи и С уважением,
Тед Муни, ЧП RET
Стремление к жизни Aloha
Finishing.com — Пайн-Бич, Нью-Джерси
Запрос предложений: Здравствуйте,
Точно так же я ищу цветные никелированные зажимы типа «крокодил» из углеродистой стали. Я кое-что читал о тонированном электрофорезном лаке (e-coat), но не могу найти никого в США через Google, кто бы это рекламировал.
Я надеялся сделать их окрашенными, чтобы они выглядели как анодированный алюминий. 9
Изд. примечание: как всегда, любезные читатели: технические ответы в публичных сообщениях и коммерческие ответы в личных сообщениях, пожалуйста (а? почему?)
Набор цветных головок
Доп. Ссылка
Ваши покупки делают отделку.com возможной
А. Привет, Мэтью. Я видел наборы торцевых ключей, сделанные таким образом, но, вероятно, их не делали в США. Если вы любитель делать одну или две заколки из кожи аллигатора, обычная влажная краска может быть столь же практичной. Но электрофоретический лак звучит хорошо для зажимов типа «крокодил», если на зубья не наносится покрытие, поскольку лак не является проводящим, как никелирование.
Удачи и С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
Вопрос, ответ или комментарий в ЭТОЙ теме -или-
Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции.![]() Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты — Политика конфиденциальности — ©1995-2023 Finishing.com, Пайн-Бич, Нью-Джерси, США процесс
перейти к содержанию
Варианты цвета покрытия
Посмотреть увеличенное изображение
- Золотое покрытие
- Серебряное покрытие
- Никелирование
- Медное покрытие
- Латунное покрытие
- Хромирование
- Черное никелирование
- Туманное золотое покрытие
- Туманное никелирование
- Туманное никелирование
- Туманное медное покрытие
- Туманное латунное покрытие
- Туманно-черное никелирование
- Мисти Хром
- Античное золото
- Старинное серебро
- Никель под старину
- Старинная медь
- Античная латунь
- Пистолет и окрашенный в черный цвет.

903:50
Варианты цвета покрытия
Что такое покрытие?
Покрытие, называемое гальванопокрытием, относится к цветному покрытию металлической поверхности. Он может выполнить любой металлический цвет на одном конкретном металле. и это важный процесс в Metal Crafts.
Цвета гальванического покрытия в основном включают:
Что такое гальванический процесс?
Гальваническое покрытие представляет собой разновидность химической реакции. Используя принцип электролиза на некоторых металлических поверхностях, покрытых тонким слоем другого металла, чтобы сделать продукты блестящими, антиокислительными и улучшить характеристики истирания. Мы настаиваем на использовании экологически чистого покрытия, которое соответствует требованиям ROHS и стандарту EN71-3.
На какие материалы можно наносить покрытие? А что нельзя?
В производстве сырьем, которое мы использовали, являются цинковый сплав, железо, латунь и медь, нержавеющая сталь и алюминий.
Среди них цинковый сплав, железо, латунь и медь могут быть со всеми вариантами цвета покрытия, в процессе литья под давлением, в процессе штамповки и в процессе фототравления.
В любом случае, НЕ на все материалы можно наносить покрытие, так как некоторые материалы имеют свои ограничения. Такие, как нержавеющая сталь и алюминий, не могут.
Такие, как нержавеющая сталь и алюминий, не могут.
Давайте сначала поговорим о нержавеющей стали, поскольку она обладает более высокой прочностью и более высокой скоростью упрочнения, что затрудняет получение чистовой обработки поверхности.
Что касается алюминия, то это очень активный металл. На рынке мы видим некоторые красочные алюминиевые изделия, такие как алюминиевые открывалки для бутылок и некоторые металлические аксессуары, изготовленные по технологии анодированного алюминия.
В настоящее время, с развитием техники, нержавеющая сталь 304 и алюминий могут покрываться вакуумным способом. Из-за своей высокой стоимости он редко используется в индустрии наград и рекламных материалов.
Возможно ли иметь два разных цвета покрытия на одном изделии?
Конечно да, мы называем это «двойное покрытие». Если вы хотите узнать больше о двойном покрытии, пожалуйста, прочитайте, что такое двойное покрытие?
Различные покрытия по разным ценам.
