Полуавтомат сварочный описание: Сварочные полуавтоматы
Содержание
Полуавтомат сварочный — устройство, виды, настройка
Содержание страницы
- 1 Сварочный полуавтомат — принцип работы
- 2 Инверторный сварочный полуавтомат — применение
- 3 Преимущества полуавтоматического вида сварки
- 4 Устройство полуавтомата
- 4.1 Инверторный аппарат
- 4.2 Горелки и каналы
- 4.3 Газовое оборудование
- 5 Характеристики сварочного полуавтомата
- 6 Настройка сварочного полуавтомата
- 7 Особенности шва в пространственном положении
Полуавтомат сварочный — это оборудование, относящееся к усовершенствованному виду электрической сварки, значительно ускоряющему рабочий процесс. Стоимость аппаратов, которая ниже аргоновых устройств, позволяет применять их на многих заводах и мелких мастерских. Каков принцип работы сварочного полуавтомата? Из чего состоит оборудование? Как его настраивать и что им можно варить?
Сварочный полуавтомат — принцип работы
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов. Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды. Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.
Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.
Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Инверторный сварочный полуавтомат — применение
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.
Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой. Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий. Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
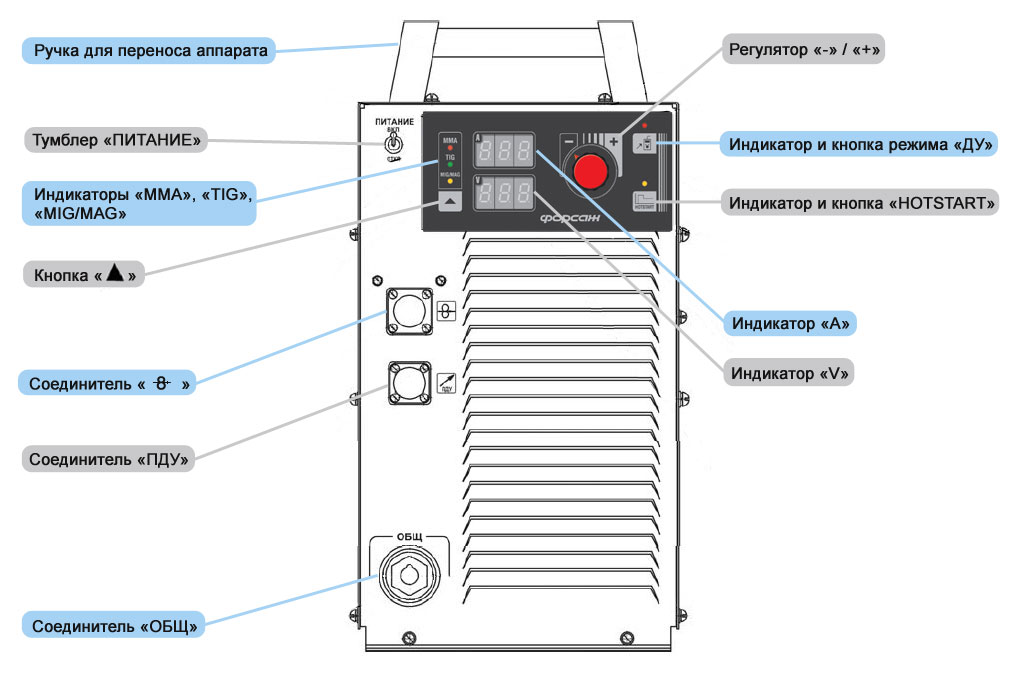
Устройство полуавтомата
Существует много фото, где хорошо видно ключевые элементы, входящие в сварочный полуавтомат инверторного типа. Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Инверторный аппарат
Представляет из себя корпус с несколькими блоками внутри, работающий от сети в 220/380 V. В рабочем процессе участвуют:
- Вал для крепления сварочной проволоки. Он снабжен фиксатором, исключающим непроизвольное соскакивание катушки в процессе вращения.
- Реле и клапана, запускающие подачу защитного газа.
- Электронная схема, распределяющая напряжение.
- Преобразовывающий блок.
- Прижимной механизм для подачи проволоки.
- Измерительные приборы.
- Переключатели, которыми выполняется регулировка.
Подобные аппараты могут быть небольшого размера, одеваемые на плече, или более крупные модели, перемещаемые на платформе с роликами.
Горелки и каналы
На фото можно увидеть составляющие ключевого элемента для создания шва — горелки. Она состоит из:
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.

Для обеспечения работы горелки используется кабель-канал, в котором помещены раздельно: сварочный кабель, шланг с защитным газом, направляющий канал для предотвращения заворачивания проволоки. Принципиальная истина относительно этого канала состоит в том, что чем он длиннее, тем более маневренный сварщик. Но параллельно с этим возрастает риск заедания в подаче присадочного материала. Электрическая цепь замыкается благодаря присоединению второго кабеля на изделие.
Газовое оборудование
Неотъемлемой составляющей устройства, как видно на многих фото, является газовый баллон. Он устанавливается отдельно или возится вместе с аппаратом на тележке. К баллону крепится редуктор и измерительные манометры, для показания количества газа и давления в рабочем рукаве. Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту. Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
- Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.

- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Настройка сварочного полуавтомата
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить. Как подключить полуавтомат на производстве или в гараже? Если в розетке нет заземления, следует позаботиться о создании этого элемента самостоятельно. Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
После этого можно безопасно приступать к работе.
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
|---|---|---|---|---|
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 — 180 |
| 3 | 1,2 | 21 | 180-230 | 180 — 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 — 450 |
| 8 | 1,6 | 30 | 300 | 550 — 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки. Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов.NEW_TORROS-500x500.jpg) Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту. Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту. Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
https://www.youtube.com/watch?v=QsQvznhTxSo
Особенности шва в пространственном положении
Полуавтоматом накладывают швы по принципу обычной дуговой сваркой. Разница заключается только в том, как работает сварщик с вертикальными стыками. Для того, чтобы выполнить вертикальный шов полуавтоматом, необходимо вести сварку сверху вниз. На видео в интернете видна важность поперечно колебательных движений по сторонам. Если держать горелку долго на одном месте, расплавленный металл начнет стекать вниз. При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке. После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
Начинающие сварщики быстро учится выполнять качественные швы на таких аппаратах, поскольку в них нет шлака, и лучше видно сварочную ванну. Зная устройство и принципы настройки полуавтомата, можно выполнять различные работы в производственных и домашних условиях.
Сварка автомат и полуавтомат чем отличаются
Автоматы, равно как и полуавтоматы, создают точные качественные сварные соединения различных материалов любой толщины. Из-за этого они востребованы на разных производственных площадках. Однако стоит подчеркнуть, что есть существенная разница в работе полуавтоматического агрегата и полностью автоматизированной установки.
СОДЕРЖАНИЕ
- Виды и принцип работы полуавтомата
- Техника сваривания металлов полуавтоматом
- Сварка в среде защитного газа
- Технология работы с алюминием
- Сварка с проволокой
- Правила выполнения сварочных работ
Виды и принцип работы полуавтомата
Основные компоненты сварочного аппарата:
- панель управления;
- механизм и рукав для подачи проволоки;
- бухта расходного материала;
- горелка;
- кабель энергоснабжения;
- шланг и редуктор подачи газа;
- газовый баллон;
- система управления;
- выпрямитель и нагреватель.

Подобное оборудование представлено в широком ассортименте, который упорядочен по возможностям и упорядочен по видам. Согласно общепринятой классификации сварочное оборудование делится на ручное, автоматическое и полуавтоматическое.
Самый простой тип – ручные сварки – идеально подходит для бытового использования, мастерских и других небольших производств. Автоматы и полуавтоматы характеризуются высокой производительностью и точностью обработки. Они являются составной частью производственных линий на больших и средних предприятиях. Помимо скорости работы они обеспечивают качественное соединение заготовок.
Читайте также: Плюсы ручной дуговой сварки
В силу объективных причин автоматическое оборудование стоит на порядок дороже по сравнению с установками бытового или полупрофессионального уровня. Системы комфортны в эксплуатации, поскольку требуется минимальное участие человека. Помимо этого, они отличаются более обширными функциональными возможностями и рассчитаны на длительный срок использования.
Лучше оценить достоинства автоматического оборудования позволяет понимание принципов его работы:
- внутри корпуса заключена бобина с намотанной на нее проволокой. Это расходный материал, заменяющий привычный электрод дуговой ручной сварки. Подается проволока в автоматическом режиме;
- расходный материал подводится к соплу газовой горелки, где плавится и становится элементом соединения металлических заготовок;
- стабильность дуги обеспечивается автоматической системой, которая поддерживает горение и синхронную подачу проволоки;
- оператор выбирает оптимальную скорость подачи расходного материала на основании скорости перемещения горелки и вида обрабатываемого металла.
Сварка автомат и полуавтомат имеют сходные принципы работы. Но есть и существенное отличие: в автомате буквально все процессы выполняются исключительно механизмами и контролируются системой управления. В полуавтоматах некоторые операции требуют вмешательства человека.
Полуавтоматическое сварочное оборудование делится на несколько видов в зависимости от эксплуатационных характеристик. Относительно способа защиты сварочного шва отличают полуавтоматы для работы под флюсом и в защитной газовой среде. По источнику питания они могут быть:
- однофазными. Для подключения достаточно обычной сети питания напряжением 220 Вольт. Важно, чтобы поддерживалось стабильное напряжение. Если оно будет «скакать», то сварочное соединение будет иметь дефекты;
- трехфазными. Обеспечивается высокое качество и беспроблемная работы оборудования.
Техника сваривания металлов полуавтоматом
Технология соединения металлов с использованием полуавтоматической установки очень важна с точки зрения качества выполнения работ. Важно добиться того, что с течением времени шов не утратит своих первоначальных характеристик. Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки.
Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки.
Ниже рассмотрены основные приемы и техники выполнения сварочных работ с использованием полуавтомата.
Сварка в среде защитного газа
При необходимости в работе полуавтоматических установок может использоваться защитный газ. Это необходимо для того, чтобы отсечь атмосферный воздух от области сваривания и предотвратить окисления шва. При таком подходе значительно повышается прочность сварного соединения.
Для сварочных работ применяются разные инертные газы, но чаще всего востребованы углекислый и гелий. Выбор обуславливается их сравнительно невысокой стоимостью и небольшим расходом в процессе выполнения работы.
В случае использование углекислого газа важно добиться высокого качества подготовки рабочей поверхности. Чем тщательней будет очищена поверхность, тем меньше вероятность того, что где-то останется пыль, грязь, ржавчина или остатки краски. Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Существует несколько технологических приемов выполнения сварочных работ полуавтоматом в защищенной среде:
- непрерывное сваривание. Требует навыков и является одним из наиболее сложных вариантов. Подразумевается, что горелка продет от начала до конца сварного шва без пауз и остановок;
- точечная автоматическая сварка. Заготовки соединяются с помощью большого количества сварных соединений, выполненных в виде точек, а не сплошным швом;
- коротким замыканием. Выбирается в большинстве случаев, когда требуется соединить два тонких стальных листа. Металл расплавляется импульсами, которые генерируются в результате спровоцированного короткого замыкания в сварочном аппарате. Расплав двух заготовок после остывания образует одну конструкцию.
При работе полуавтоматической установкой в среде защитного газа многие специалисты отдают предпочтение режиму переменного тока. Прежде всего, нужно правильно настроить параметры оборудования, учитывая тип и толщину металла. Расход газа определяется режимом сварки, а проволока расходуется со скоростью 4 см за минуту рабочего времени. Точнее выбрать оптимальные настройки можно с помощью таблиц ГОСТа.
После завершения подготовительных работ, можно приступать к сварке. Включается подача газа, затем подключается питание для возбуждения электрической дуги (инициируется прикосновением проволоки к поверхности заготовок). Затем нажимается кнопка пуска, которая включает механизм подачи расходного материала в зону выполнения сварочных работ.
Для получения высококачественного шва необходимо учесть некоторые очень важные нюансы:
- подача проволоки должна осуществляться строго прямо, но не вплотную к шву. Нужно сохранить беспрепятственный обзор сварочной ванны;
- между кромками свариваемых заготовок оставляется небольшой интервал;
- зазор определяется в зависимости от толщины заготовки.
 1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.
1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.
Технология работы с алюминием
Полуавтомат обладает широким спектром возможностей, что позволяет сваривать разные металлы, включая и алюминий. В силу его особых свойств следует придерживаться специальных требований, чтобы получить хороший результат:
- на поверхности алюминия есть тонкий слой амальгамы, температура плавления которой существенно выше по сравнению с самим металлом. Поэтому для плавления требуется защитный газ;
- плавится алюминий очень быстро и обладает высокой текучестью. Желательно использовать подложку, которая позволит избежать многих неприятных моментов;
- для работы с алюминием лучше всего подходит режим обратной полярности с постоянным током. На горелке устанавливается положительный заряд, а на детали отрицательный.
Придерживаясь этих рекомендаций, сварщик быстро разрушит амальгаму и получит хорошего качества расплав. В итоге будет создан качественный сварной шов.
В итоге будет создан качественный сварной шов.
Сварка с проволокой
Полуавтомат позволяет работать как в газовой среде, так и без таковой. Можно сварить заготовки под флюсом. Но данный вариант больше подходит для промышленности и мало приемлем в быту из-за высокой стоимости флюса. Чтобы понять специфику метода, нужно обратить внимание на основные характеристики флюса – порошка, размещенного в средней части расходника.
Не рекомендуется применять самозащитные электроды в сочетании с полуавтоматической сваркой в случаях, когда требуется соединение тонких листов металла или же предстоит работа с среднеуглеродистой сталью. В противном случае не исключено образование дефектов – горячих трещин.
Повысить температуру дуги целесообразно для того, чтобы добиться полного расплавления порошка внутри защитного электрода. Достигается это за счет обратной полярности.
Правила выполнения сварочных работ
При выполнении серийных операций на промышленном производстве применяются автоматические или полуавтоматические сварочные установки. Основная разница между ними заключается в следующем:
Основная разница между ними заключается в следующем:
- в автомате подача расходных материалов и движение дуги механизировано;
- полуавтомат лишен автоматического перемещения сварочной дуги: она подается оператором.
Новичкам для работы на полуавтоматическом оборудовании потребуются практические навыки его использования. Стать мастером и постоянно получать качественный результат только после изучения всех тонкостей работы оборудования и отработки приемов на практике.
Важно не забывать о требованиях техники безопасности. В обязательном порядке следует использовать защитную маску и форму, чтобы избежать ультрафиолетового ожога. Ни в коем случае нельзя пренебрегать требованиям ГОСТов и правил, которые помогут предотвратить травмы.
Для того, чтобы исключить вероятность случайного брака, специалисты рекомендуют перед началом работ всегда делать пробный шов. Таким нехитрым способом можно убедиться в том, все ли настройки подобраны правильно. И всегда нужно помнить о том, что полуавтоматы не могут работать в режим «нон стоп». Периодически нужно делать технологические паузы.
Периодически нужно делать технологические паузы.
Читайте также: Сварочный инвертор для начинающих — какой выбрать
Чем отличается сварка автомат от полуавтомата
Оцените, пожалуйста, статью
12345
Всего оценок: 38, Средняя: 3
Статья о полуавтомат+сварка из The Free Dictionary
Полуавтомат+сварка | Статья о полуавтомате+сварке от The Free Dictionary
Полуавтомат+сварка | Статья о полуавтомате+сварке от The Free Dictionary
Слово, не найденное в Словаре и Энциклопедии.
Возможно, Вы имели в виду:
Пожалуйста, попробуйте слова отдельно:
полуавтоматический
сварка
Некоторые статьи, соответствующие вашему запросу:
Не можете найти то, что ищете? Попробуйте выполнить поиск по сайту Google или помогите нам улучшить его, отправив свое определение.
Полный браузер
?
- ▲
- полуавтобиографический
- полуавтомат
- полуавтомат
- полуавтомат
- полуавтомат
- полуавтомат
- полуавтоматическая дуговая сварка
- Полуавтоматическое штурмовое оружие
- полуавтоматический дозатор
- Полуавтоматическая блокировка сигнализации
- Полуавтоматическая среда резервирования для бизнеса
- Полуавтоматическое кассовое оборудование
- Полуавтоматическая установка для контроля зоны терминала
- полуавтоматическое огнестрельное оружие
- полуавтоматическое огнестрельное оружие
- полуавтоматическое огнестрельное оружие
- полуавтоматическая летная инспекция
- полуавтоматическая наземная среда
- схемы полуавтоматического ключа
- Полуавтоматическое испытательное оборудование линии
- Полуавтомат
- Полуавтоматическая система реконструкции и анализа нейронов
- полуавтоматический пистолет
- полуавтоматический пистолет
- полуавтоматический пистолет
- полуавтомат питания
- Полуавтоматическая система переключения
- полуавтоматическая телефонная система
- Полуавтоматическая коробка передач
- сварочный полуавтомат
- полуавтомат+сварка
- полуавтомат
- полуавтоматический
- Полуавтомат
- Полуавтомат
- полуавтономный
- Полуавтономный руководитель полета
- полуавтономное транспортное средство
- полуавтономный
- полуавтономный
- Полуось
- Полуось
- Полуось
- Баланоидный полубаланс
- Баланоидный полубаланс
- полулысый
- Полубаллистический
- Полубаллистический
- Полубаллистическая ракета
- Полубаллистическая ракета
- Полуварвар
- Полуварвар
- Полуварварский
- Полуварварство
- Полуварварский
- полуподвал
- полуподвал
- полупериодический химический реактор
- полузаказные последние
- полузаказные последние
- полузаказные последние
- ▼
Сайт:
Следовать:
Делиться:
Открыть / Закрыть
Комната № 140 — Технология сварки
Лаборатория автоматизированной сварки: полуавтоматические, автоматические и роботизированные процессы сварки
Предназначен для курсовой работы уровня 200/300 для учебной разработки и приложений
для полуавтоматической, автоматической и роботизированной сварки и резки.