Порошковая проволока для полуавтомата как варить: Как варить полуавтоматом без газа порошковой проволокой, видео
Содержание
Какой металл можно варить порошковой проволокой?
Проволока флюсовая E71t-GS d0,8 1кг
Она представляет собой полый цилиндр заполненный особым флюсовым материалом, обеспечивающим защитную среду при сварке. Таким образом при использовании данной марки продукции отсутствует необходимость использования дополнительной подачи защитного газа.
Как правило это омедненная стальная проволока. Бывает различных диаметров – самый распространенный – 0,8 мм. Как правило подойдет для сварки металла около 1 мм. Есть рекомендация при сварке более тонких металлов, например иномарок, использовать проволоку тоньше – 0,6 мм.
Содержание
Какой металл можно варить порошковой проволокой?
Полуавтоматом с присадочной проволокой можно варить как оцинкованное железо, так и углеродистую сталь или нержавейку. Важно учитывать при выборе расходного материала состав порошка. От этого зависит конечный результат всей работы.
Порошковой проволокой варят чугун и оцинкованную сталь. Основные виды проволоки. В зависимости от способа использования и метода защиты от внешних воздействий, проволока для порошковой сварки бывает газозащитной и самозащитной. Газозащитый вид. Газозащитную проволоку применяют тогда, когда сварку проводят с использованием полуавтоматических и автоматических аппаратов для низколегированных и углеродистых сталей.
Основные виды проволоки. В зависимости от способа использования и метода защиты от внешних воздействий, проволока для порошковой сварки бывает газозащитной и самозащитной. Газозащитый вид. Газозащитную проволоку применяют тогда, когда сварку проводят с использованием полуавтоматических и автоматических аппаратов для низколегированных и углеродистых сталей.
Что такое порошковая проволока для полуавтомата?
Порошковая проволока для полуавтомата – флюсовая проволока, которая представленяет собой тонкие труби с наполнителем в виде порошка. Диаметр 1,2 мм, Вес 16 кг, Тип упаковки Катушка под адаптор, классифицируемая по стандарту EN ISO 544 как B 300.
Порошковая проволока — это специально разработанная проволока для полуавтоматов. В отличие от обычной сварочной проволоки, порошковая содержит внутри порошок, который при плавлении металла превращается в газ, защищая сварочную ванну с расплавленным металлом от воздействия негативных факторов.
В чем преимущество порошковой проволоки?
— снижение времени сварки и простоев. В настоящее время недостатком порошковых проволок является их более высокая стоимость по сравнению с проволоками сплошного сечения. Тем не менее благодаря уменьшению времени сварки и простоев общие расходы все-таки сокращаются.
В настоящее время недостатком порошковых проволок является их более высокая стоимость по сравнению с проволоками сплошного сечения. Тем не менее благодаря уменьшению времени сварки и простоев общие расходы все-таки сокращаются.
У этой проволоки имеются следующие преимущества: стабильность дуги; лёгкость выхода шлака на поверхность; отсутствие пористости; низкий уровень разбрызгиваний; простота шлаковой ликвидации. Таким трубкам присуще глубокое проплавление. Их использование востребовано при создании соединений на стыках и углах, а также нахлёстов во время изготовления конструкций и труб из металла.
Какая нужна проволока для сварки без газа?
Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
Для сварки без газа необходима порошковая проволока. Она представляет собой полую металлическую трубку, заполненную специальным флюсом и стальной крошкой. Устанавливают ее в специальный механизм для равномерной подачи. Сварочная проволока подбирается в соответствии с материалом, который необходимо соединить.
Устанавливают ее в специальный механизм для равномерной подачи. Сварочная проволока подбирается в соответствии с материалом, который необходимо соединить.
Можно ли варить автомобиль флюсовой проволокой?
Проволока может быть как российской, так и импортной. Сварка кузова автомобиля будет успешной с любой из них, лишь бы она была омеднённой и без грязи и ржавчины. В некоторых случаях работы можно вести так называемой “флюсовой” или “самозащитной” проволокой.
Можно
Ответ прост: можно воспользоваться проволокой с флюсом внутри. Как варить полуавтоматом без газа порошковой (флюсовой) проволокой. Порошковая проволока предназначена для того, чтобы дать возможность работать без использования баллонного газа. Внутри такой проволоки есть полость, которая наполняется флюсом. Когда пруток плавится, он освобождает содержимое и порошок попадает в зону высокой температуры.
Для чего используется порошковая проволока?
Предназначена порошковая проволока для внепечной обработки сплавов: для легирования, модифицирования, раскисления, десульфурации. Особенной популярностью пользуется применение порошковой проволоки при внепечной обработке сталей. В расплав порошковая проволока вводится с помощью специального устройства – трайб-аппарата.
Особенной популярностью пользуется применение порошковой проволоки при внепечной обработке сталей. В расплав порошковая проволока вводится с помощью специального устройства – трайб-аппарата.
Порошковая проволока – эффективная сварка низколегированных и углеродистых сталей. Трубчатая проволока, которая заполняется металлическим порошком и специальным флюсом, называется порошковой (ПП). Такая проволока применяется для выполнения процессов сварки и наплавки.
Сколько стоит порошковая проволока?
790 ₽ шт.
Можно ли варить нержавейку порошковой проволокой?
Обязательно ли использовать защитный газ
Возможна сварка нержавейки полуавтоматом без использования газа. Такой способ сваривания характеризуется тем, что в процессе участвует специальная порошковая проволока. Результатом становится качественный шов.
Ответ – нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке – порошковую проволоку.
Для чего порошковую проволоку делают фигурного сечения?
Проволока сплошного сечения и порошковая проволока применяются для производства электродов, прутков, сварочной проволоки автоматической и полуавтоматической сварки.
Порошковая проволока — это специально разработанная проволока для полуавтоматов. В отличие от обычной сварочной проволоки, порошковая содержит внутри порошок, который при плавлении металла превращается в газ, защищая сварочную ванну с расплавленным металлом от воздействия негативных факторов.
Сколько видов порошковой проволоки?
На данный момент выделяют два основных вида порошковых проволок, которые различаются друг от друга по способу применения и защиты от атмосферы: газозащитная и самозащитная проволоки.
Порошковая проволока для полуавтомата делится на четыре вида по характеру своей конструкции:
простой трубчатой формы
с одним загибом оболочки
с двумя загибами оболочки
двухслойная
Рейтинг
( 1 оценка, среднее 5 из 5 )
Какой проволокой лучше варить кузов автомобиля полуавтоматом, сварка газового баллона
Какой проволокой лучше варить кузов автомобиля полуавтоматом?
- admin
- Стройка и ремонт
- 0
Возможна ли сварка без газа?
Сразу скажем, что в этой статье мы будем говорить о технологии MIG/MAG (сварка с применением защитного газа и плавящейся проволоки). Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?
Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?
Хоть MIG/MAG сварка и позволяет получить очень качественные швы, она не лишена недостатков. Зачастую газовые баллоны слишком громоздки, чтобы использовать их для сварки в труднодоступных местах и на высоте. В таких случаях сварка с газом просто невозможна. Также при частой сварке газовый баллон необходимо заправлять, и это не всегда возможно, а запасного баллона может не быть под рукой. Возникает необходимость применять сварочный аппарат без газа… Но насколько это возможно?
Многие умельцы решают просто исключить газ из технологии MIG/MAG и варить присадочной проволокой. Они убеждены, что можно использовать сварочный полуавтомат проволочный без газа и при этом получить качественные швы. Так ли это мы расскажем далее.
Так ли это мы расскажем далее.
Сварка без газа обычной проволокой
Сварка обычной присадочной проволокой без газа с применением полуавтомата — это бессмысленная затея. Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Итак, проволочные присадочные материальные годятся для сварки без газа. Что тогда делать? На помощь приходит так называемая порошковая проволока. С виду это обычный металлический пруток. Но в его сердцевине содержится флюс, который при плавлении проволоки высвобождается и позволяет варить без газа.
Вывод: сварка полуавтоматом без газа обычной проволокой возможна, но получаемые швы никуда не годятся и саму работу крайне сложно выполнять. Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора. В остальных ситуациях лучше применять порошковую проволоку с флюсом внутри. На данный момент это единственный безгазовый способ сварки при применении MIG/MAG технологии.
Читайте также: Все, что вам нужно знать о порошковой проволоке
Но учтите, что порошковая проволока стоит недешево и такая сварка может оказаться дороже применения газа и обычной проволоки. К тому же, получаемые швы не отличаются высоким качеством и подвержены коррозии. В случае с некоторыми металлами это особенно критично.
Например, при сварке нержавеющей стали. Если использовать порошковую проволоку при работе с нержавейкой, то шов через время покроется ржавчиной, и антикоррозийные свойства сойдут на нет. Учитывайте это и не используйте порошковую проволоку на постоянной основе вместо газа. Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.
Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.
Технология сварки
Итак, теперь вы знаете, что сварка обычной проволокой неэффективна и нужно использовать порошковую проволоку, если вы хотите варить без газа. Технология сварки порошковой проволокой довольно проста, и в чем-то напоминает ручную дуговую сварку, но с некоторыми отличиями. Мы расскажем про основные особенности технологии, которые нужно учитывать.
Ваш сварочный аппарат должен работать на постоянном токе или иметь возможность переключения с переменного тока на постоянный. Это связано с тем, что большинство марок порошковой проволоки предназначены для сварки на постоянном токе. Но вы можете подобрать проволоку, которая подходит для переменного тока, если это необходимо. Но учтите, что найти такой присадочный материал непросто и при сварке металл будет разбрызгиваться. Что касается полярности, то рекомендуется установить обратную.
У проволоки должен быть свой сертификат или паспорт, где будет указан рекомендуемый вылет. Обычно вылет проволоки должен составлять от 15 до 20 мм. В процессе сварки вылет должен быть неизменным. Внимательно прочтите рекомендации, которые дает производитель в сертификате или паспорте.
Еще одна важная особенность — это подбор направляющего канала для горелки. Его диаметр должен быть больше диаметра проволоки. Например, для сварки порошковой проволокой диаметром 2 мм подберите направляющий канал диаметром 3 мм. Наконечник лучше выбирать из меди и длиной около 40 мм.
Порошковая проволока не нуждается в перемотке, ее можно сразу использовать их бухты в которой она поставляется. А вот в прокалке она все же нуждается. Так что перед сваркой поместите ее в печь на 2-3 часа. Прокалите до температуры не более 250 градусов. Если в составе проволоки есть органические элементы, то ее не нужно прокаливать. Зачастую все рекомендации касаемо прокалки есть в сертификате или паспорте на купленную вами проволоку.
При формировании швов горелкой совершайте плавные колебательные движения.
Сварка проволокой без защитного газа
Сварка без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.

И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при этом сохранив все достоинства технологии MIG и MAG.
Плюсы и минусы сварки проволокой без газа
Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ:
- полная мобильность сварочного процесса, так как отпадает необходимость в газовом баллоне, редукторе и резиновых шлангах;
- возможность использования присадочной проволоки с определенным химическим составом для формирования заданных параметров сварного соединения;
- более простой сварочный процесс, который значительно эффективней, чем у ММА сварки, при этом не требуется переустановка очередного электрода и обрыва дуги;
- постоянная доступность непосредственного наблюдения через защитную маску за формированием сварочной ванны, в отличие от сварки MIG и MAG в среде инертных или активных газов, где сварочная дуга постоянно закрыта соплом горелки.
Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде:
- высокой стоимости порошковой проволоки, если здесь понимать качественный товар, а не дешевые аналоги;
- повышенных требований к выбору типа и состава сварочной проволоки;
- необходимости сварочного полуавтомата MIG и MAG с возможностью изменения с обратной полярности на прямое включение;
- сложностей в правильном подборе сварочных режимов, которые очень чувствительны к составу порошковой проволоки и толщине свариваемого металла;
- плохой видимости сварного шва под слоем шлаковых отложений, отсюда необходимость в зачистке полученного соединения от шлака, как при обычной сварке ММА;
- трудностей при сваривании металлических листов толщиной менее 1,5 мм;
- бережного отношения к порошковой проволоке из-за слабой жесткости ее тонкостенной конструкции, не позволяющей производить большие сжатия и резкие повороты рукавом полуавтомата.

Применяемое оборудование
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую.
То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды.
Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде:
Формы порошковой проволоки
- простой трубчатой,
- с одним загибом и двумя полостями,
- с двумя загибами и двумя полостями,
- трубчатой двухслойной.
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%.
А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества.
можно ли варить порошковой флюсовой проволокой – Виды сварочных аппаратов на Svarka.
 guru
guru
Сварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом. Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения. Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Особенности метода
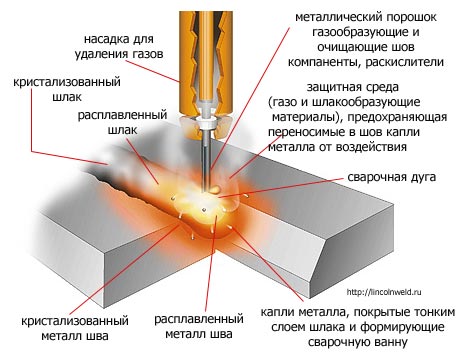
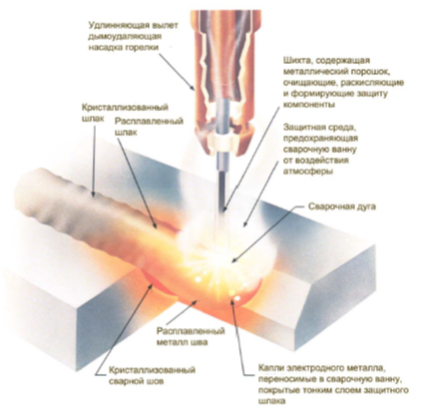
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Сварка на полуавтомате без газа применяется в тех случаях, когда работа с газом по тем или иным причинам неудобна: на деталях сложной пространственной конфигурации с большим количеством сквозных отверстий, в стесненных условиях и т.п.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Основной принцип работы
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Виды профилей поперечного сечения порошковой проволоки.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.

Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.

Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
Достоинства и недостатки порошковой проволоки
Сварка без газа характеризуется непрерывной подачей самозащитной проволоки. Такой способ отличается следующими достоинствами:
Сварка порошковой проволокой — плюсы и минусы
- отсутствие необходимости использовать громоздкие газовые баллоны;
- удобство транспортировки к месту работы легкого сварочного аппарата;
- скорость сварочных операций выше, чем при использовании покрытых электродов;
- возможность сваривать конструкции, детали на труднодоступных участках;
- обеспечение стабильного горения дуги независимо от ветра, сквозняков;
- контроль формирования сварочной ванны через защитную маску работника;
- экономия времени на переустановку электродов и прерывание дуги.

Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа. Хрупкое строение расходного материала требует осторожного обращения.
Применяемое оборудование
Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Технология сварки порошковой проволокой
Для получения ожидаемого результата необходимо учитывать специфику сварки самозащитной проволокой:
Параметры сварки самозащитной порошковой проволокой
- Работа выполняется при минимальном напряжении, с низкой скоростью подачи присадочного материала.
- Швы накладываются прерывистой дугой, с движением горелки углом вперед.
- На полуавтомате ставится прямая полярность с подключением провода от массы к клемме горелки.
- Ролики и наконечник устанавливаются в соответствии с диаметром проволоки, избегая перетягивания прижимного ролика.
- Наконечник обрабатывается специальным раствором для предотвращения налипания брызг.
- Поскольку пары флюса направлены вверх, работа начинается с верхнего участка детали.
- Перемещение горелки не должно быть замедленным, чтобы избежать образования капель свариваемого металла.
- Подача проволоки производится к переднему краю сварочной ванны.
Рекомендуется начать работу с пробного образца, это позволит правильно подобрать оптимальные режимы сварки.
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Подготовка к рабочему процессу
В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.
Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG.
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Вывод
Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без газа обычной проволокой, то поделитесь им в блоке комментариев.
Порошковая проволока — Полуавтоматическая сварка — MIG/MAG
#1
Влад_Даморов
Отправлено 13 July 2014 18:25
Доброго времени суток. Нужен ваш совет по сварке самозащитной проволокой. Какие есть нюансы.
- Наверх
- Вставить ник
#2
alex937
Отправлено 13 July 2014 18:46
Какие есть нюансы.

Сварка порошковыми проволоками имеет свои недостатки. Малая жесткость трубчатой конструкции порошковой проволоки требует применения подающих механизмов с ограниченным усилием сжатия проволоки в подающих роликах. Выпуск порошковой проволоки в основном диаметром 2,6 мм и более, требуя применения для устойчивого горения дуги повышенных сварочных токов, позволяет использовать их для сварки только в нижнем и редко в вертикальном положении. Сварочная ванна повышенного объема, покрытая жидкотекучим шлаком, не удерживается в вертикальном и потолочном положениях силой поверхностного натяжения и давлением дуги. Сквозьняков не дрлжно быть. Тонкий металл плохо вариться(прожигает), а вот толстый хорошо(как в РДС). Шов нагревается. Могут появиться горячие трещины. Не переборщить с амперажом главное. Большинство порошковых проволок варится на обратной полярности. Это что касается самозащитной. Если варить с подачей газа, то недостатков практически нет. Ролики сильно не пережимать главное(мягкая проволока). Формирование шва хорошее, разбрызгивания практически вообще нет(при правильной настройке).
Ролики сильно не пережимать главное(мягкая проволока). Формирование шва хорошее, разбрызгивания практически вообще нет(при правильной настройке).
Сообщение отредактировал alex937: 13 July 2014 18:55
- Наверх
- Вставить ник
#3
Влад_Даморов
Отправлено 15 July 2014 20:59
Alex, мне нужно сдать тест : метал толщиной 50 мм . 3 образца( горизонт вертикал и потолок) Какой зазор приблизительно.
Я мне говорили что если варить с зазором то нужна керамика. какие с ней нюансы. заранее благодарю
- Наверх
- Вставить ник
#4
alex937
Отправлено 16 July 2014 22:30
Alex, мне нужно сдать тест : метал толщиной 50 мм .
3 образца( горизонт вертикал и потолок) Какой зазор приблизительно.
Я мне говорили что если варить с зазором то нужна керамика. какие с ней нюансы. заранее благодарю
У вас я думаю должна быть тех.карта. Керамика помогает при увеличенных зазорах, и корень шва с ней намного комфортней варить. Только трескается после первого применения. 50мм толщина? Честно не разу не сталкивался с такими толщинами. Если тех.карты нет, могу посоветовать посмотреть ГОСТ 14771-76. Если проверяться стыки будут неразрушающим контролем, то обратная сторона заготовки будет строгаться. Вы не могли бы, когда адресуете сообщение, пользоваться кнопкой «Вставить ник». Дело в том, что если бы вы это сделали, я бы ответил гораздо быстрее.
Прикрепленные изображения
- Наверх
- Вставить ник
#5
di4
Отправлено 18 July 2014 13:17
Х-образная разделка на низ и потолок К-образная горизонт. Я думаю 3,0- 3,5 мм нормально. Вытечь от полуавтомата не должно если токи небольшие. Поменьше с обратной стороны строгать придется.
Я думаю 3,0- 3,5 мм нормально. Вытечь от полуавтомата не должно если токи небольшие. Поменьше с обратной стороны строгать придется.
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#6
Vitbyorn
Отправлено 01 August 2014 11:00
Привет всем. Расскажите пожалуйста преимущества и недостатки порошковой и сплошной проволоки. Интересуют общие свойства , особенности при сварке и отдельные случаи при сварке определённых металлов и конструкций. Интересует мнение практиков.
Спасибо.
- Наверх
- Вставить ник
#7
Vitbyorn
Отправлено 01 August 2014 15:45
то есть этой проволокой на улице в ветер варить не вариант? только РДС?
Сообщение отредактировал Vitbyorn: 01 August 2014 15:45
- Наверх
- Вставить ник
#8
alex937
Отправлено 01 August 2014 17:05
то есть этой проволокой на улице в ветер варить не вариант? только РДС?
Да и РДС в ветер сильный не желательно.
- Наверх
- Вставить ник
#9
Vitbyorn
Отправлено 03 August 2014 22:45
РДС я и в сильный ветер и снег варил.Проблем не было, только холодно)всё же интересует мнение того кто сам варил порошковой проволокой например. Читал что ею нельзя варить вертикал и потолок. Так ли это на практике?
- Наверх
- Вставить ник
#10
alex937
Отправлено 04 August 2014 04:32
РДС я и в сильный ветер и снег варил.
Проблем не было, только холодно)
Может (но не факт) газовое облако сдуть:-). Вас какая конкретно проволока интересует, самозащитная?
- Наверх
- Вставить ник
#11
Vitbyorn
Отправлено 04 August 2014 11:51
Может (но не факт) газовое облако сдуть:-). Вас какая конкретно проволока интересует, самозащитная?
значит мне повезло что , не сдуло)да,и самозащитная тоже. Подскажите если можно проволоку по свойствам как УОНИ 13\55,а другую как ЦУ-5 если такая есть.
Сообщение отредактировал Vitbyorn: 04 August 2014 12:14
- Наверх
- Вставить ник
#12
alex937
Отправлено 04 August 2014 18:14
значит мне повезло что , не сдуло)да,и самозащитная тоже.

Про самозащитную ничего не могу точно сказать, не варил ей. Но говорят что не варят ей вертикал и потолок потому как стандартный диаметр проволоки самозащитной 2,6 мм, что требует большого тока, и шлак очень текучий у самозащитки. Порошковой с подачей газа варил ar/co2. Варит отлично, без брызг, варит мягко. Варил обычную сталь СТ3. В углекислоте тоже можно варить. В любых пространственных положениях. Про схожий состав проволоки с Уони и с ЦУ не могу сказать. К сожалению незнаю.
- Наверх
- Вставить ник
#13
дмитров
Отправлено 04 August 2014 19:45
alex937, вы уж определитесь про какую проволоку вы вообще пишете ???
самозащитная (флюсовая )проволоки идет от 0,8мм ,так что я не знаю про какие 2,6 мм речь
- Наверх
- Вставить ник
#14
waha
Отправлено 04 August 2014 19:59
Подскажите если можно проволоку по свойствам как УОНИ 13\55,а другую как ЦУ-5 если такая есть.

Тут посмотрите
Consumables_catalogue_2009.pdf 2.25МБ
2388 скачиваний
Руководство по порошковым проволкам ЭСАБ
все на русском
CoredWire_Welding_manual.pdf 3.28МБ
2840 скачиваний
- Наверх
- Вставить ник
#15
alex937
Отправлено 04 August 2014 20:01
alex937, вы уж определитесь про какую проволоку вы вообще пишете ???
самозащитная (флюсовая )проволоки идет от 0,8мм ,так что я не знаю про какие 2,6 мм речь
Я помоему ясно написал, что говорят так. Я не сталкивался с самозащитной проволокой. И говорят что не варят вертикал с потолком из-за текучего шлака. Сказал какой информацией владею. Написал для того, что бы более опытные поправили меня(для своего опыта, и для человека) <<<< А это написал, что бы вопросов больше не было у вас.
И говорят что не варят вертикал с потолком из-за текучего шлака. Сказал какой информацией владею. Написал для того, что бы более опытные поправили меня(для своего опыта, и для человека) <<<< А это написал, что бы вопросов больше не было у вас.
- Наверх
- Вставить ник
#16
Vitbyorn
Отправлено 05 August 2014 13:10
alex937, вы уж определитесь про какую проволоку вы вообще пишете ???
самозащитная (флюсовая )проволоки идет от 0,8мм ,так что я не знаю про какие 2,6 мм речь
Здравствуйте. Если вы располагаете информацией ,основанной на вашем опыте, про самозащитную проволоку , буду признателен её получит. Спасибо.
Спасибо.
Я помоему ясно написал, что говорят так. Я не сталкивался с самозащитной проволокой. И говорят что не варят вертикал с потолком из-за текучего шлака. Сказал какой информацией владею. Написал для того, что бы более опытные поправили меня(для своего опыта, и для человека) <<<< А это написал, что бы вопросов больше не было у вас.
Спасибо за подсказку. Только здесь понял конкретную разницу между порошковой и порошковой самозащитной проволокой. Спасибо.
Спасибо. Очень полезные файлы. Кое что распечатал. Может так же имеется личный опыт в вопросе сварочной проволоки?
- Наверх
- Вставить ник
#17
waha
Отправлено 05 August 2014 13:27
Может так же имеется личный опыт
Нее, я порошок не освоил. .. Объемов нет и людей, готовых платить нет…. В моем регионе…
.. Объемов нет и людей, готовых платить нет…. В моем регионе…
тут почитайте, много интересного… http://www.chipmaker.ru/topic/76792/
- Наверх
- Вставить ник
#18
дмитров
Отправлено 05 August 2014 18:37
Если вы располагаете информацией ,основанной на вашем опыте, про самозащитную проволоку
фактически информацией не распологаю ,но знаю что сказать порошковая проволока не сказать ни чего
вот к примеру у знакомого на заводе варят все именно порошковой проволокой ,но она представляет из себя не порошок в оболочке ,а цельную проволоку но не литую ,а прессованную из металлической пыли
- Наверх
- Вставить ник
#19
Vitbyorn
Отправлено 06 August 2014 17:43
фактически информацией не распологаю ,но знаю что сказать порошковая проволока не сказать ни чего
вот к примеру у знакомого на заводе варят все именно порошковой проволокой ,но она представляет из себя не порошок в оболочке ,а цельную проволоку но не литую ,а прессованную из металлической пыли
Зыба! А можете узнать про неё у своего знакомого по подробней,очень интересно.
- Наверх
- Вставить ник
#20
дмитров
Отправлено 07 August 2014 14:23
Vitbyorn, давно с ним не общался
- Наверх
- Вставить ник
сварочный аппарат, сварка без газа порошковой (флюсовой) проволокой
Сварочные работы являются достаточно востребованными не только в строительной и производственной сфере, но и в быту. В домашних условиях рекомендуется использовать компактные полуавтоматические сварочные аппараты, не требующие использования газовых смесей.
Содержание
- Сварка самозащитной порошковой проволокой
- Как варить полуавтоматом без газа
- Для чего нужен метод
- Сфера применения
- Преимущества и недостатки
- Виды сварочной проволоки
- Самозащитный
- Газозащитый
- Сплошного сечения
- Выбор флюсовой проволоки
- Расчет расхода проволоки
- Необходимое оборудование
- Настройка и подготовка полуавтомата
- Как варить порошковой проволокой — этапы процесса
- Подготовка
- Процесс сваривания
- Завершение
Сварка самозащитной порошковой проволокой
Данная методика предполагает применение в процессе сваривания деталей самозащитной электродной проволоки. Изделие представляет собой пустотелую стальную трубку, наполненную специальным порошковым составом.
Изделие представляет собой пустотелую стальную трубку, наполненную специальным порошковым составом.
Сердцевина расходника при сгорании создает газовую атмосферу, принцип действия которой аналогичен газовому потоку, выходящему из сопла сварочного агрегата, предназначенного для варки с защитным газом.
Застывший сварной шов получается без трещин и пор, так как сварочная ванна не взаимодействует с воздушной средой.
Самозащитную флюсовую проволоку выбирают зависимо от металла, из которого изготовлены свариваемые изделия. Присадкой в этом случае выступает смесь, состоящая из разных компонентов, химически инертная при работе в условиях достаточно высоких температур.
Чаще всего большую часть присадки составляет диоксид кремния, который не допускает формирование углерода. Второй компонент смеси по массовой доле – марганец. Этот химический элемент уменьшает окисление, а также вытесняет серу из расплавленной массы.
Для эксплуатации самозащитной электродной проволоки часто применяют инверторные полуавтоматы MIG/MAG. Оборудование отличается компактными размерами и высоким КПД, а также обладает в отличие от трансформаторов меньшей чувствительностью к перепадам сетевого напряжения.
Оборудование отличается компактными размерами и высоким КПД, а также обладает в отличие от трансформаторов меньшей чувствительностью к перепадам сетевого напряжения.
Как варить полуавтоматом без газа
Порошковая сварка полуавтоматом – пошаговая инструкция:
- Подготовка кромок соединяемых деталей. Удаление с поверхностей следов коррозии, жировых пятен и прочих сторонних частиц, которые ухудшают качество соединения.
- Монтаж направляющих роликов, установка на головку сварочного аппарата специальной насадки с внутренним диаметром, соответствующим диаметру присадочной проволоки.
- Подключение сварочного оборудования с учетом необходимой полярности, которая зависит от химического состава и предназначения присадочной проволоки (данные параметры производитель указывает на упаковке расходного материала).
- Настройка на оборудовании минимально допустимого значения напряжения дуги и скорости подачи проволоки.
- Обработка наконечника специальным составом от налипания расплавленных капель.
- Надевание средств защиты (спецодежды и маски сварщика).
- Подключение сварочного агрегата к источнику питания.
- Начало сварочных работ.
Начинать сварочный шов нужно с верхней точки, плавно перемещая горелку вперед под небольшим углом. Для улучшения качества сварного соединения рекомендуется пользоваться прерывистой дугой, периодически осматривая визуально линию стыковки свариваемых изделий.
Для чего нужен метод
Сварку порошковой проволокой без защитного газа применяют при соединении элементов конструкций, изготовленных из нержавейки, легированных и углеродистых сталей.
Данную технологию применяют в производственных процессах, домашних условиях. Сваривание полуавтоматом без газовой смеси позволяет быстрее создавать неразъемные соединения деталей благодаря автоматической подаче электродной проволоки. С компактным сварочным оборудованием без газового баллона значительно легче работать.
С компактным сварочным оборудованием без газового баллона значительно легче работать.
Полезная статья: Давление газа в баллоне
Сфера применения
Порошковая сварка без защитной газовой смеси часто используется опытными сварщиками при выполнении высотно-монтажных работ либо в тесных условиях. Это связано с невозможностью доставить на высоту либо разместить рядом с местом проведения работ газового баллона.
Компактные и мобильные полуавтоматы, способные варить детали без газа, пользуются большой популярностью у начинающих сварщиков и бытовых мастеров-самоучек, не имеющих опыта выполнения сварочных работ.
Технология безгазовой сварки предоставляет возможность получать высококачественные сварные швы при сваривании толстых и тонких элементов конструкций, в т.ч. значительно повысить производительность.
Квалифицированные сварщики с помощью полуавтоматического сварочного оборудования без газа в течение часа способны выполнять до 40 м шовных соединений.
Полезная статья: Электросварка для начинающих обучение видео
Достоинства сварки полуавтоматом без газа:
- подготовка оборудования к работе занимает намного меньше времени;
- отсутствие необходимости дополнительно приобретать газовый баллон, который требует дополнительных финансовых затрат;
- компактность оборудования, небольшой вес, отсутствие газового шланга для подсоединения к баллону;
- удобство и комфорт выполнения сварочных работ, нет необходимости постоянно перемещать за собой тяжелый баллон с газовой смесью;
- при сваривании металлов без газа в процессе сгорания присадочной проволоки над сварочной ванной формируется защитная атмосфера, при сваривании стальных изделий с газом поток газовой смеси свободно сдувается порывами ветра либо интенсивным сквозняком;
- сварщику не закрывает обзор массивное сопло сварочной горелки.
Недостатки:
- хрупкость расходника;
- низкое качество соединения, если сравнивать со сварочной технологией MIG/MAG в защитном газе;
- высокий уровень разбрызгивания расплавленного металла по сравнению с MIG/MAG технологией сварки в газовой атмосфере;
- необходимость настройки полуавтоматической сварки под состав используемого флюса;
- флюсовый порошок способствует формированию шлака на шве сварного соединения, который после сварки приходится удалять металлической щеткой либо молотком;
- порошковые флюсовые присадки дорого стоят.

Несмотря на наличие недостатков компактные сварочные полуавтоматы, свариваемые металлические элементы конструкций без газовой смеси, пользуются значительной популярностью, как у опытных сварщиков, так и у домашних мастеров. Для разовых бытовых работ самозащитная флюсовая проволока – идеальный вариант расходника по цене и качеству.
Полезная статья: Сварные соединения
Виды сварочной проволоки
Электродная проволока – незаменимый материал при выполнении сварочных работ. С ее помощью сварщики соединяют стальные элементы в единую конструкцию. При этом есть несколько видов проволоки, которые отличаются составом, эксплуатационными показателями.
Самозащитный
Самозащитный вариант представляет собой «вывернутый» наизнанку электрод. Сварка порошковой проволокой такого типа предоставляет возможность выполнять сваривание элементов конструкций при любых температурных режимах, в т.ч. экстремальных условиях, например, при сильном порывистом ветре.
Сердечник электрода состоит из разных присадочных материалов (защитных, шлакообразующих и диоксидирующих), благодаря которым сварку металлов можно осуществлять без газовой среды.
Газозащитый
Этот вид электрода аналогичен самозащитной проволоке, только кроме флюса предусматривается использование внешнего источника с защитным газом, которым может выступать СО2 либо его смесь с аргоном.
Преимущества применения газозащитных электродов:
- мягкое горение дуги;
- отсутствие разбрызгивания расплавленного металла;
- сварочная ванна контролируется;
- получается качественный и привлекательный сварной шов.
Сплошного сечения
Сплошная проволока – вид электрода сплошного сечения, изготовленный из нержавейки. Присадочный материал предназначен для сваривания изделий из высоколегированных сталей, цветных металлов и сплавов.
Для соединения с помощью сварки алюминиевых деталей используют присадочную проволоку из чистого алюминия или легированную кремнием, магнием, марганцем и прочими химическими элементами.
Медные электроды применяются для сваривания элементов конструкций, вылитых из медных сплавов.
Полезная статья: Пос 60 температура плавления
Выбор флюсовой проволоки
Выбор оптимальной марки сварочной проволоки зависит от толщины свариваемых деталей и металла, из которого они изготовлены. Правильный выбор присадочного материала – гарантия получения качественного сварного соединения и высокой производительности.
Сварщик обязан знать, можно ли использовать конкретную марку проволоки, предназначенную для сварки с газом, для выполнения сварочных работ без внешней газовой среды. Такой вариант допускается, но при этом важно учитывать, что качество соединительного шва получиться хуже, чем в защитной атмосфере газовой смеси.
Расчет расхода проволоки
Расчет для сварки порошковой проволоки, требующейся на 1 метр погонный, осуществляется по формуле N=G*R, в которой:
- G – масса расплава металла в образующемся шве длиной 1 м;
- R – коэффициент поправки (соотношение металлического наплавления к израсходованной присадочной проволоке).

Параметр G рассчитывают по формуле G=A*B*L, в которой:
- A – площадь среза сварного шва;
- B – плотность металла;
- L – длина стыка.
Так как расход материала зависит от расположения соединительной линии в пространстве, в расчетную формулу порошковой проволоки добавляют коэффициент Х, который равен:
- для стыков снизу – 1,0;
- для поверхностей с уклоном – 1,05;
- для вертикально расположенных перегородок – 1,1;
- для потолочных элементов – 1,2.
Данный алгоритм расчета необходимого количества присадочной проволоки разработан для выполнения сварки металлических конструкций в защитной газовой атмосфере. Формула не учитывает разбрызгивание расплавленной металлической массы, если сварочные работы осуществляются без внешнего газового источника.
Поэтому, чтобы компенсировать выброс из сварочной ванны части расплавленного металла, рекомендуется добавлять вышерассмотренную формулу коэффициент поправки 1,2-1,4.
Полезная статья: Температура плавления олова для пайки
Необходимое оборудование
Для самостоятельного выполнения сварочных работ без газовой атмосферы в домашних условиях нужно подготовить:
- сварочный аппарат полуавтомат без газа;
- средства индивидуальной защиты – маску и костюм сварщика;
- присадочную проволоку соответствующей марки;
- источник тока для подсоединения полуавтоматической сварки;
- струбцины либо специальные прижимные приспособления для надежной фиксации свариваемых элементов металлической конструкции.
Настройка и подготовка полуавтомата
При выполнении сварки полуавтоматом без газа разрешается подключение оборудования с обратной полярностью (сварочная проволока к плюсу, масса к минусу).
После настройки подключения аппарата устанавливается катушка с присадочной проволокой и выполняется регулировка направляющих роликов механизма ее подачи. Если применяется порошковая проволока, не рекомендуется сильно затягивать прижимное крепление, так как есть риски заклинивания и деформации стержня.
Далее определяется ток для выполнения сварочных работ. Он зависит от следующих параметров:
- толщины свариваемых изделий;
- химического состава;
- ширины зазора между соединяемыми кромками деталей.
Для настройки параметров на сварочном агрегате есть специальный регулятор поворотного типа со шкалой. Есть модели с жидкокристаллическим дисплеем, на котором при регулировке отображаются показатели.
После настройки оборудования, рекомендуется проверить его работу. Для этого нужно попробовать сделать сварной шов на обрезках свариваемых заготовок либо другом материале аналогичного химического состава. Получение качественного соединения говорит о правильности настройки сварочного агрегата, соответственно можно приступать к основной сварке.
Как варить порошковой проволокой — этапы процесса
В процессе сгорания флюс способствует формированию газового облака, поднимающегося вверх. Поэтому в рабочем помещении обязательно должна быть обустроена хорошая вентиляционная система либо возможность его качественного проветривания. Еще лучше, если непосредственно над рабочей зоной установлена вытяжная система.
Еще лучше, если непосредственно над рабочей зоной установлена вытяжная система.
Запрещено применение расходника, в сердцевине которого отсутствует порошок. Если пренебречь данным требованием, сварной шов будет низкокачественным с дефектами либо вообще не получиться.
Подготовка
Перед началом сварочных работ в бытовых условиях необходимо выполнить ряд подготовительных мероприятий:
- тщательно очистить поверхности кромок свариваемых деталей;
- приготовить присадочный материал;
- правильно задать параметр силы тока, необходимой для сварочной дуги;
- установить оптимальную скорость подачи присадочной проволоки;
- правильно подобрать полярность при сварке полуавтоматом;
- осуществить пробную сварку на обрезках металла, при необходимости поменять параметры настроек.
Металлические поверхности свариваемых кромок заготовок зачищают с помощью шлифмашинки. После этого их обезжиривают ацетоном либо спиртом.
Силу тока для сварочных работ полуавтоматической сваркой без использования внешней газовой среды подбирают с учетом толщины свариваемых металлических конструкций. Данные параметры можно посмотреть в соответствующей таблице, которая прилагается к инструкции эксплуатации сварочного оборудования.
Данные параметры можно посмотреть в соответствующей таблице, которая прилагается к инструкции эксплуатации сварочного оборудования.
Многие производители отображают рекомендуемые значения для выполнения сварочных работ на крышке агрегата с внутренней стороны. При самостоятельной сварке стальных конструкций в бытовых условиях важно понимать:
- в случае выбора силы тока меньше необходимого значения для сварочной дуги соединительный шов получится низкокачественным;
- если же силу тока превысить, есть риск сквозного прожигания свариваемых деталей.
Показатель скорости подачи присадочной электродной проволоки полуавтоматическим оборудованием нужно подбирать так, чтобы расходный материал успевал выходить из сварочного наконечника и плавиться непосредственно на металлической поверхности свариваемых изделий. Проволока не должна в процессе сварочных работ иметь чрезмерное натяжение.
При использовании инверторного полуавтоматического агрегата без газовой атмосферы выбирают прямую полярность – масса подсоединяется к плюсу, горелка сварочника к минусу. Расходный материал в данном случае лучше расплавляется и полностью сгорает. Такая схема подключения способствует формированию в сварной зоне концентрированного облака газа, и препятствует образование пор на сварном шве.
Расходный материал в данном случае лучше расплавляется и полностью сгорает. Такая схема подключения способствует формированию в сварной зоне концентрированного облака газа, и препятствует образование пор на сварном шве.
Процесс сваривания
После выполнения всех подготовительных мероприятий и проверки работы сварочного оборудования можно приступать непосредственно к сварке самозащитной порошковой проволокой.
После подсоединения массы и подключения полуавтомата к источнику питания в верхней части будущего шва разжигается дуга, после чего рукоятку сварочника надо медленно без резких движений перемещать вниз. При этом рекомендуется немного наклонять вперед горелку полуавтомата. Это позволит сформировать оптимальную сварочную ванну.
Электродную проволоку нужно вести плавно, подавая расходник в зону сварки. При этом нельзя допускать наплыва металла. Нельзя дергать горелку. Это приведет к нарушению сварочной дуги, и соответственно неравномерному заполнению соединительного шва расплавленным металлом.
Для качественного сваривания толстых стальных элементов конструкций сварной шов рекомендуется делать из нескольких слоев. При этом чтобы не допустить образования трещин в шовном соединении, первый слой выполняется на низком токовом значении.
Завершение
Сваривание полуавтоматом стальных изделий без задействования внешнего газового источника – это наиболее оптимальный вариант для маленьких мастерски, организованных в домашних условиях. Данная технология сварки освобождает сварщика от постоянного контроля наличия газовой смеси в баллоне, который при этом не нужно постоянно перемещать за собой.
Но, к специальным флюсовым расходникам, благодаря которым допускается выполнение сварочных работ без газа, предъявляются особые требования по качеству материала. Сварка без газа в отличие от сварки в газовой атмосфере позволяет осуществлять монтажные работы на самых труднодоступных участках.
можно ли варить порошковой флюсовой проволокой – Виды сварочных аппаратов на Svarka.
 guru
guru
Сварочные аппараты — очень распространенная техника, используемая как в промышленности, так и в быту. Если иметь хороший сварочный аппарат и уметь им пользоваться, можно решить многие задачи, например, что-то починить, залатать, даже сконструировать. В идеале это делается с использованием газа и присадочной проволоки, но иногда работать нужно срочно, а запасного баллона с газом может не оказаться под рукой, а основной не заправлен, да и вообще баллоны очень громоздкие, что делает их маломобильными. В таких ситуациях появляется вопрос о том, возможна ли сварка без газа? О том, сработает ли это, пойдет речь далее.
Особенности метода
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Сварка на полуавтомате без газа применяется в тех случаях, когда работа с газом по тем или иным причинам неудобна: на деталях сложной пространственной конфигурации с большим количеством сквозных отверстий, в стесненных условиях и т.п.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.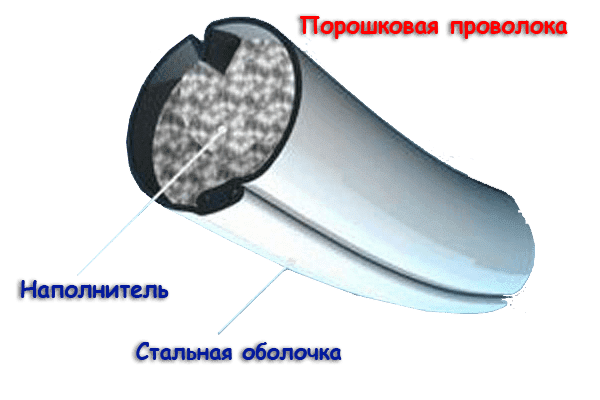
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Основной принцип работы
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Виды профилей поперечного сечения порошковой проволоки.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.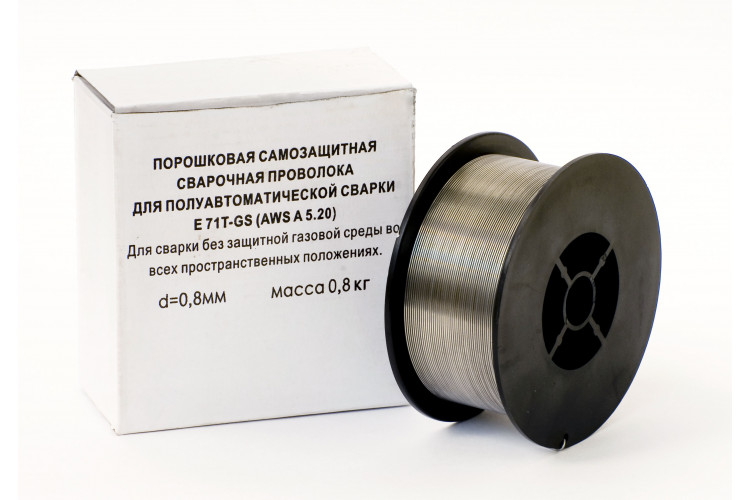
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.

Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
Выбор проволоки
Для сварки без газа необходима порошковая проволока. Она представляет собой полую металлическую трубку, заполненную специальным флюсом и стальной крошкой. Устанавливают ее в специальный механизм для равномерной подачи. Сварочная проволока подбирается в соответствии с материалом, который необходимо соединить.
Достоинства и недостатки порошковой проволоки
Преимущества:
- сварка порошковой проволокой не нуждается в дополнительной газовой среде;
- возможность перемещения оборудования в любое место;
- выполнение работ в труднодоступных местах;
- высокая скорость метода соединения металлических частей.
Недостатки:
- высокая стоимость расходных материалов;
- качество шва хуже относительно метода с газом.
Заправка и расход
Для сварки проволокой необходимо выполнить следующее:
- на аппарат устанавливаются ролики определенного диаметра;
- прижимной механизм не рекомендуется затягивать с усилием;
- на сварочной головке снимается наконечник;
- при появлении конца материала на головке наконечник снова одевают;
- для защиты от брызг расплавленного металла необходимо провести обработку.
Материал с флюсом подбирается в зависимости от свариваемого металла. При этом расход регулируется на полуавтоматическом аппарате и зависит от величины электрического тока.
Применяемое оборудование
Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.

При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.
Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн. Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.

Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG.
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
советов по предотвращению распространенных проблем, связанных с порошковой проволокой, и улучшению сварных швов FCAW включая высокую скорость утилизации и хорошие химические и механические свойства.
Дуговая сварка с самозащитной проволокой с флюсовой проволокой (FCAW) уже много лет является жизнеспособным сварочным процессом. Это было полезно для возведения металлоконструкций, ремонта тяжелого оборудования, строительства мостов и других подобных применений. Это неудивительно, поскольку он обеспечивает высокую скорость наплавки, отличные химические и механические свойства, а также свариваемость, необходимую для этих работ. Тем не менее, это не означает, что в процессе нет проблем. К счастью, обладая некоторыми ноу-хау и небольшой практикой, вы можете предотвратить некоторые распространенные проблемы, связанные с процессом, и добиться необходимого качества сварки.
Тем не менее, это не означает, что в процессе нет проблем. К счастью, обладая некоторыми ноу-хау и небольшой практикой, вы можете предотвратить некоторые распространенные проблемы, связанные с процессом, и добиться необходимого качества сварки.
Совет первый: Избегайте проблем с подачей проволоки
Остановки и сбои в подаче проволоки являются распространенными проблемами на многих рабочих площадках. Они могут стать причиной значительного простоя. Два наиболее распространенных типа проблем с подачей проволоки — обратное прогорание и застревание — приводят к преждевременному гашению дуги, что, в свою очередь, может привести к дефектам сварки.
Предотвратите обратное прожигание, как показано здесь, за счет соответствующей скорости подачи проволоки и расстояния между горелкой MIG и заготовкой.
Прогорание происходит, когда проволока расплавляется в шарик на конце контактного наконечника. Чаще всего это результат слишком низкой скорости подачи проволоки и/или слишком близкого расположения сварочной горелки к заготовке. Чтобы предотвратить эту проблему, обязательно используйте правильную скорость подачи для вашего приложения. Поддерживайте расстояние от контактного наконечника до изделия не более 1 1/4 дюйма.
Чтобы предотвратить эту проблему, обязательно используйте правильную скорость подачи для вашего приложения. Поддерживайте расстояние от контактного наконечника до изделия не более 1 1/4 дюйма.
Во избежание «птичьего гнезда» — спутывания проволоки, препятствующей подаче проволоки — во время сварки FCAW всегда используйте приводные ролики с V-образными или U-образными канавками в механизме подачи проволоки. По сравнению со сплошной сварочной проволокой GMAW (в которой используется приводной ролик с гладкими V-образными канавками), проволока FCAW намного мягче (благодаря своей трубчатой конструкции). Если вы используете неправильный приводной ролик, он может легко сжать проволоку.
Использование правильных приводных роликов и настроек натяжения может предотвратить застревание птиц.
Кроме того, установка правильного натяжения приводного ролика может предотвратить сплющивание и запутывание проволоки. Чтобы установить правильное натяжение, начните с ослабления натяжения приводных роликов. Увеличивайте натяжение, подавая проволоку на ладонь сварочной перчатки, и продолжайте увеличивать натяжение на пол-оборота после проскальзывания проволоки.
Увеличивайте натяжение, подавая проволоку на ладонь сварочной перчатки, и продолжайте увеличивать натяжение на пол-оборота после проскальзывания проволоки.
Другими причинами застревания птичьих гнезд являются закупорка подшлемника, неправильная обрезка подшлемника или использование неподходящего вкладыша. Незамедлительно замените лайнер, если во время обычной проверки сварочной горелки и кабелей вы обнаружите засорение. Всегда подрезайте вкладыш (используя правильные инструменты) в соответствии с рекомендациями производителя. Убедитесь, что на направляющем канале нет заусенцев или острых краев, и всегда используйте направляющий канал, размер которого соответствует диаметру сварочной проволоки.
Совет второй: остановите пористость и червячное отслеживание
Пористость и червячные следы являются распространенными нарушениями целостности сварных швов, которые могут ослабить их целостность. Пористость возникает, когда газ попадает в металл сварного шва. Он может появиться в любой конкретной точке сварного шва или по всей его длине. Чтобы предотвратить эту проблему, перед сваркой удалите с основного металла всю ржавчину, жир, краску, покрытия, масло, влагу и грязь. Использование присадочных металлов с добавлением раскислителей также помогает удалять такие загрязнения, но эти продукты никогда не должны заменять надлежащую предварительную очистку. Затем поддерживайте соответствующее удлинение или вылет электрода. Как правило, длина провода не должна превышать 1 1/4 дюйма. за пределы контактного наконечника.
Чтобы предотвратить эту проблему, перед сваркой удалите с основного металла всю ржавчину, жир, краску, покрытия, масло, влагу и грязь. Использование присадочных металлов с добавлением раскислителей также помогает удалять такие загрязнения, но эти продукты никогда не должны заменять надлежащую предварительную очистку. Затем поддерживайте соответствующее удлинение или вылет электрода. Как правило, длина провода не должна превышать 1 1/4 дюйма. за пределы контактного наконечника.
Кроме того, для предотвращения червячной траектории — следов на поверхности сварного шва, вызванных газом, создаваемым флюсом в сердечнике проволоки, — избегайте чрезмерного напряжения для заданных настроек подачи проволоки и силы тока. Лучше всего следовать параметрам, рекомендованным производителем присадочного металла для конкретного диаметра сварочной проволоки. Если отслеживание червя происходит, уменьшайте напряжение с шагом в полвольта, пока не устраните проблему.
Совет третий: устраните шлаковые включения
Шлаковые включения возникают, когда шлак, образованный расплавленным флюсом в сердечнике проволоки, попадает внутрь сварного шва. Существует четыре основных причины образования шлаковых включений, и все они могут быть предотвращены с помощью надлежащих методов сварки.
Существует четыре основных причины образования шлаковых включений, и все они могут быть предотвращены с помощью надлежащих методов сварки.
Во-первых, избегайте неправильного размещения валика сварного шва, особенно при выполнении нескольких проходов на толстых участках металла, например, необходимых для корневых проходов сварных швов или широких отверстий с V-образными канавками. Обязательно обеспечьте достаточно места в сварном соединении для дополнительных проходов, особенно для соединений, требующих многократных проходов.
Чтобы предотвратить слежение за червем, используйте рекомендуемые производителем параметры для данного диаметра провода и при необходимости уменьшите настройку напряжения.
Во-вторых, поддерживайте правильный угол и скорость движения. В плоском, горизонтальном и верхнем положениях угол сопротивления должен составлять от 15 до 45 градусов. В вертикальном положении угол сопротивления должен составлять от 5 до 15 градусов. Кроме того, если вы заметили включения шлака под этими углами, вам следует немного увеличить угол сопротивления. Поддерживать постоянную скорость движения; если вы будете двигаться слишком медленно, сварочная ванна будет опережать дугу и создавать шлаковые включения.
Поддерживать постоянную скорость движения; если вы будете двигаться слишком медленно, сварочная ванна будет опережать дугу и создавать шлаковые включения.
Далее, поддерживайте надлежащую погонную энергию сварки, так как слишком низкая погонная энергия также может привести к образованию шлаковых включений. Всегда используйте рекомендуемые производителем параметры для данного диаметра проволоки. Если шлаковые включения все же появляются, повышайте напряжение до исчезновения включений.
Наконец, перед началом следующего прохода обязательно тщательно очистите поверхность между проходами, удалив весь шлак с помощью отбойного молотка, проволочной щетки или шлифовальной машины.
Совет четвертый: Предотвратите подрезание и отсутствие сварки
Как и другие дефекты сварки, подрезы и непровары могут повлиять на качество ваших сварных швов. Их предотвращение может значительно сократить время простоя и затраты на доработку.
Подрез происходит, когда канавка плавится в основном металле рядом с кромкой сварного шва, но не заполняется металлом сварного шва. Это вызывает более слабую область на носке сварного шва и часто приводит к растрескиванию. Используйте правильный сварочный ток и напряжение. Это ключ к предотвращению подреза (не забывайте следить за параметрами сварки), а также к правильному углу горелки. Поддерживайте скорость перемещения, позволяющую металлу сварного шва полностью заполнить расплавленные участки основного металла. Если вы используете технику плетения, сделайте паузу с каждой стороны сварного шва.
Это вызывает более слабую область на носке сварного шва и часто приводит к растрескиванию. Используйте правильный сварочный ток и напряжение. Это ключ к предотвращению подреза (не забывайте следить за параметрами сварки), а также к правильному углу горелки. Поддерживайте скорость перемещения, позволяющую металлу сварного шва полностью заполнить расплавленные участки основного металла. Если вы используете технику плетения, сделайте паузу с каждой стороны сварного шва.
Чтобы предотвратить непровар, неспособность металла сварного шва полностью сплавиться с основным металлом (или предшествующим валиком сварного шва при многопроходных операциях), поддерживайте правильный рабочий угол и тепловложение. Добейтесь правильного угла, поместив стрингер в нужное место на стыке. При необходимости отрегулируйте рабочий угол или увеличьте канавку для доступа к дну во время сварки. Держите дугу на задней кромке сварочной ванны и поддерживайте угол сопротивления горелки от 15 до 45 градусов. При использовании техники плетения во время сварки кратковременно задержите дугу на боковых стенках паза. Увеличьте диапазон напряжения и/или отрегулируйте скорость подачи проволоки, чтобы добиться полного сплавления. Кроме того, если вы чувствуете, что проволока опережает сварочную ванну, простые регулировки, такие как увеличение скорости перемещения или использование более высокого сварочного тока, могут предотвратить проблемы.
Увеличьте диапазон напряжения и/или отрегулируйте скорость подачи проволоки, чтобы добиться полного сплавления. Кроме того, если вы чувствуете, что проволока опережает сварочную ванну, простые регулировки, такие как увеличение скорости перемещения или использование более высокого сварочного тока, могут предотвратить проблемы.
Наконец, обязательно очистите поверхность основного металла перед сваркой, чтобы удалить загрязнения, чтобы предотвратить непровар.
Совет пятый: Избегайте чрезмерного или недостаточного проникновения
Поддержание надлежащего тепловложения во время сварки является ключом к предотвращению таких проблем, как чрезмерное проникновение. Чрезмерное проплавление происходит, когда металл сварного шва проплавляет основной металл и висит под сварным швом. Чаще всего это происходит из-за слишком высокой температуры. Если проблема возникает, выберите более низкий диапазон напряжения, уменьшите скорость подачи проволоки и увеличьте скорость перемещения.
И наоборот, выбор более высокой скорости подачи проволоки, более высокого диапазона напряжения и/или уменьшения скорости перемещения может предотвратить такие проблемы, как непровар — неглубокое сплавление между металлом сварного шва и основным металлом. Кроме того, подготовьте соединение так, чтобы обеспечить доступ к дну паза. Поддерживайте правильное удлинение сварочной проволоки и характеристики дуги.
Заключительные советы
FCAW с самозащитой — надежный процесс для многих строительных работ. Получение качественных сварных швов с его помощью не является делом везения. Это результат хорошей техники сварки, правильного выбора параметров и вашей способности предотвращать проблемы или быстро выявлять и устранять их. Помните, что вооружившись некоторой базовой информацией, вы сможете предотвратить наиболее распространенные проблемы, связанные со сваркой FCAW в самозащитной среде, не жертвуя временем или качеством.
Опубликовано в блоге Amperage, Сварка порошковой проволокойПомеченная статья
Поиск в нашем блоге
Связанные продукты
Статьи по теме
Дополнительные ресурсы и подготовка швов для керамической подкладочной ленты.

Что такое дуговая сварка порошковой проволокой?
Дуговая сварка с сердечником под флюсом была представлена в 1950-х годах. Технически введение этого процесса не было чем-то новым. Это был просто новый тип электрода, который можно использовать на сварочном аппарате MIG. Дуговая сварка с флюсовой проволокой аналогична сварке MIG. Оба процесса используют непрерывную подачу проволоки и аналогичное оборудование. Источник питания для FCAW и сварочного аппарата MIG — это одна и та же машина. Оба они считаются полуавтоматическими процессами и имеют очень высокую производительность.
Разница между сваркой MIG и сваркой FCAW заключается в шлаковом покрытии. На этом снимке видно, как шлак отслаивается сам по себе.
В чем разница между сваркой FCAW и сваркой MIG?
Основное различие между дуговой сваркой с флюсовой проволокой и сваркой MIG заключается в способе защиты электрода от воздуха. Дуговая сварка с флюсовой проволокой, как следует из названия, имеет полую проволоку с флюсом в центре, похожую на конфету, называемую «пикси-палочки». Как следует из названия, «Flux Core». Основное различие между сваркой MIG и дуговой сваркой с флюсовым сердечником заключается в том, что FCAW получает защиту от флюсового сердечника, что позволяет оператору сваривать на открытом воздухе, где дует ветер. Это как сварочный электрод SMAW, вывернутый наизнанку! Сварка МИГ защищается баллоном с газом, что имеет серьезные недостатки при сварке на открытом воздухе или в условиях сквозняка.
Как следует из названия, «Flux Core». Основное различие между сваркой MIG и дуговой сваркой с флюсовым сердечником заключается в том, что FCAW получает защиту от флюсового сердечника, что позволяет оператору сваривать на открытом воздухе, где дует ветер. Это как сварочный электрод SMAW, вывернутый наизнанку! Сварка МИГ защищается баллоном с газом, что имеет серьезные недостатки при сварке на открытом воздухе или в условиях сквозняка.
Источник питания MIG, который можно использовать для сварки проволоки FCAW. Это система подачи проволоки Miller, которая используется для дуговой сварки порошковой проволокой на открытом воздухе в ветреную и дождливую погоду.
Сколько времени нужно, чтобы научиться дуговой сварке с флюсовой проволокой?
Если вы уже знаете, как выполнять сварку MIG и умеете сваривать электродами во всех положениях, вам потребуется всего несколько часов практики, чтобы освоить сварку FCAW. Я буквально практиковался в течение 2 часов и прошел сертификацию 3G по дуговой сварке порошковой проволокой.
Насколько быстрее дуговая сварка порошковой проволокой?
Дуговая сварка с флюсовой проволокой — самый производительный из всех способов ручной сварки! При сравнении сварки MIG с дуговой сваркой под флюсом наблюдается огромный разрыв в производстве по количеству сварных швов в час. Сварщик MIG обычно может производить от 5 до 8 фунтов сварного шва в час, по сравнению со сварщиком FCAW, производящим 25 с лишним фунтов сварного шва в час. Кроме того, сварка под флюсом позволяет сваривать листы толщиной 1/2 дюйма за один проход с полным проплавлением с обеих сторон. По этой причине дуговая сварка под флюсом в основном используется в судостроении. Корабли сделаны из толстого листа и требуют бесконечного количества сварочных работ. Сварка с флюсовой сердцевиной обеспечивает высокое качество сварных швов, быстро и даже в ветреную погоду.
Сварка FCAW использовалась в проекте отражателя волн Oasis of the Sea. Мы сварили так быстро, как только могли, круглосуточно, потому что у нас было всего 72 часа, чтобы завершить проект, и дуговая сварка с флюсовой проволокой была тем, что мы использовали для большинства сварных швов. Корабль имеет высоту более 25 этажей (253 фута над водой) и в то время был самым большим в мире.
Корабль имеет высоту более 25 этажей (253 фута над водой) и в то время был самым большим в мире.
Что можно сваривать FCAW?
Сварка электродами с флюсовым сердечником имеет ряд серьезных недостатков, когда речь идет о свариваемости металлов. На сегодняшний день дуговая сварка порошковой проволокой была усовершенствована для большинства углеродистых сталей, чугуна, сплавов на основе никеля и некоторых нержавеющих сталей. К сожалению, большинство экзотических цветных металлов нельзя сваривать, включая алюминий. С другой стороны, для большинства любителей электрод с флюсовым сердечником может быть отличным выбором для общих работ в гараже, потому что при использовании в сварочном аппарате MIG для некоторых электродов не требуется защитный газ.
Сварка FCAW на мягкой стали, сварка большого зазора в резервуаре для воды. Сварной шов легко заполнил зазор в 1 дюйм, и это было сделано за 1/2 часа.
Как работает дуговая сварка порошковой проволокой?
Дуговая сварка с флюсовой проволокой, как и сварка MIG, требует трех основных компонентов: электричества, присадочного металла и защиты от воздуха. Как и при сварке MIG, сварка с флюсовой проволокой заключается в непрерывной подаче электрода к соединению. Сначала сварщик нажимает на курок, затем механизм подачи проволоки начинает подавать электрод в стык, при этом электрод получает электрический заряд. Как только электрод касается металлического соединения, происходит короткое замыкание электричества, которое нагревает электрод до тех пор, пока он не начнет плавиться. Как только электрод начинает плавиться, металл тоже начинает плавиться, и тогда они оба начинают создавать лужу. Эта лужа одновременно расплавляет ядро флюса, создавая экран от воздуха, и одновременно образует шлак, предохраняющий сварной шов от загрязнения.
Как и при сварке MIG, сварка с флюсовой проволокой заключается в непрерывной подаче электрода к соединению. Сначала сварщик нажимает на курок, затем механизм подачи проволоки начинает подавать электрод в стык, при этом электрод получает электрический заряд. Как только электрод касается металлического соединения, происходит короткое замыкание электричества, которое нагревает электрод до тех пор, пока он не начнет плавиться. Как только электрод начинает плавиться, металл тоже начинает плавиться, и тогда они оба начинают создавать лужу. Эта лужа одновременно расплавляет ядро флюса, создавая экран от воздуха, и одновременно образует шлак, предохраняющий сварной шов от загрязнения.
В чем разница между самозащитой и двойной защитой FCAW?
Дуговая сварка с флюсовой проволокой выполняется с двумя типами защиты. Первое отличие заключается в самом электроде, это трубчатая проволока с защитным порошком в центре. С технической точки зрения это называется «Самозащита» или иногда называется «Внутренний щит». Второй — тот же тип электрода, но с добавлением другого ингредиента. Баллон с газом используется в дополнение к защите флюсового сердечника. Технический термин для этого — «двойной щит». В случае двойной защиты у вас есть порошковый флюс в центре электрода и внешний защитный газ, защищающий зону сварки.
Второй — тот же тип электрода, но с добавлением другого ингредиента. Баллон с газом используется в дополнение к защите флюсового сердечника. Технический термин для этого — «двойной щит». В случае двойной защиты у вас есть порошковый флюс в центре электрода и внешний защитный газ, защищающий зону сварки.
Тип напряжения FCAW — Полярность сварки — Источник питания
Источник питания для сварки с флюсовой проволокой также является источником питания для сварки MIG, это одно и то же устройство. Это «Источник постоянного напряжения». Источники постоянного напряжения поддерживают напряжение близким или на том же уровне. В отличие от TIG или аппаратов для сварки стержнями, в них поддерживается постоянная сила тока. В аппарате для сварки порошковой проволокой сила тока изменяется в зависимости от скорости подачи проволоки. Чем быстрее подается проволока, тем больший контакт имеет электрод, производя больше силы тока и тепла.
Используемый тип напряжения представляет собой постоянный ток постоянного тока, аналогичный типу тока, создаваемого батареей. Полярность, используемая в промышленной дуговой сварке с сердечником под флюсом, обычно является положительной (+) электродом D/C. Это означает, что ручка является положительной стороной цепи, или электричество течет от металла к сварочной ручке. Это типично при использовании больших электродов. При сварке электродами меньшего размера и листового металла полярность меняется на электрод постоянного/постоянного тока (-) отрицательный.
Полярность, используемая в промышленной дуговой сварке с сердечником под флюсом, обычно является положительной (+) электродом D/C. Это означает, что ручка является положительной стороной цепи, или электричество течет от металла к сварочной ручке. Это типично при использовании больших электродов. При сварке электродами меньшего размера и листового металла полярность меняется на электрод постоянного/постоянного тока (-) отрицательный.
Основное различие между сварочными аппаратами FCAW и MIG заключается в том, что источники питания для дуговой сварки с флюсовой проволокой доступны с гораздо большей мощностью! По сути, это чрезвычайно мощный сварочный аппарат MIG! Некоторые аппараты для дуговой сварки с флюсовой сердцевиной могут работать при очень горячем токе более 1000 ампер! Вот где они оставляют сварку MIG в пыли для производства.
ESAB ORIGO 652 Промышленный источник питания для сварки толстолистового металла. Эти блоки питания свариваются так сильно, что кожаные перчатки начинают скручиваться.
Какой защитный газ используется для дуговой сварки порошковой проволокой?
При сварке «самозащитным» электродом защитный газ не требуется. Самозащитные электроды хорошо работают на ветру и прожигают прокатную окалину, ржавчину и почти все, поэтому защитный газ не требуется.
В случае использования двойного экранирования с порошковым электродом выбор защитных газов ограничен. Варианты следующие:
- CO2 – двуокись углерода
- Ar – аргон
- CO2/Ar – смесь двух
- Ar/Ox (кислород) – смесь двух
C25 – наиболее распространенный сварочный газ, используемый для Dual Shield FCAW. Это комбинация 75% аргона и 25% углекислого газа.
Характеристики сварки с защитным газом CO2 на двойном экране FCAW
CO2 сам по себе обеспечивает наиболее глубокое проплавление сварного шва, но имеет некоторые недостатки. Механические свойства сварного шва не самые лучшие из-за того, что флюс в проволоке вступает в реакцию с защитным газом. Другие недостатки заключаются в том, что он производит много брызг, а дуга жесткая и не такая стабильная, как могла бы быть.
Другие недостатки заключаются в том, что он производит много брызг, а дуга жесткая и не такая стабильная, как могла бы быть.
Характеристики сварки аргоном в защитном газе при двойной защите FCAW
Аргон сам по себе также может сваривать порошковым электродом, но, как и CO2, он неблагоприятно реагирует с флюсом. И аргон, и углекислый газ могут сделать приличный сварной шов, если их использовать сами по себе. То, как выглядит сварной шов, и реальное качество сварного шва — это две разные истории.
Характеристики сварки защитным газом C25 при FCAW с двойной защитой
Наиболее распространенными газами, используемыми для FCAW с двойной защитой, являются смесь двуокиси углерода и аргона или аргона и кислорода. Наиболее популярным является C25/25% углекислого газа и 75% аргона. Этот газ обеспечивает стабильную дугу, меньшее количество брызг и позволяет лучше распылять металл. Недавно я использовал эту смесь при получении сертификата по дуговой сварке с флюсовой проволокой 3G. В некоторых других случаях может использоваться смесь аргона и кислорода. Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва.
В некоторых других случаях может использоваться смесь аргона и кислорода. Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва.
В конечном счете, при использовании двойного экрана всегда лучше ознакомиться с рекомендациями производителей электродов или обратиться к поставщику газа за подходящим газом.
Какие типы электродов можно использовать с FCAW?
Электроды, используемые для сварки порошковой проволокой, визуально почти не отличаются от электродов для сварки MIG. Разница в том, что порошковые электроды имеют трубчатую или полую трубку с флюсом в центре. Электроды для сварки MIG изготовлены из твердого металла.
Порошковые электроды поставляются стандартных размеров. Некоторые из них имеют такой же размер, как и большинство электродов для сварки MIG, но другие сопоставимы по толщине со сварочным электродом. Вот некоторые из наиболее популярных размеров для стандартных промышленных применений:
- .
 035
035 - .045
- .052
- 1/16
. С большинством электродов есть стандартная кодекция или код для обозрения на SPOOL. Чтобы лучше понять классификации, важно знать некоторые основы того, чем отличаются коды классификации.
Довольно распространенным сварочным электродом с флюсовой сердцевиной является «E71T – 1» . Как и во всех электродах, цифры и буквы что-то означают. Определения отождествлений следующие:
Маркировка электрода с флюсовым сердечником 71T-1
- E – Подставки для электрода.
- 7 – Минимальная прочность на растяжение. В данном случае это 70 000 фунтов прочности на растяжение на квадратный дюйм сварного шва. Это число получается путем прибавления к нему четырех нулей.
- 1 – Обозначает положение, в котором можно приваривать этот электрод. Обозначений всего два: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях.

- T – Стойки для трубчатого электрода. Когда используется «T», всегда предполагается, что это электрод с флюсовой сердцевиной.
- 1 – Последнее обозначение типа защитного флюса.
Обратите внимание, что все порошковые электроды необходимо хранить в сухом месте. В противном случае может впитаться влага, что приведет к серьезным дефектам сварки.
Что вызывает червоточины, следы и пористость в FCAW?
Одной из наиболее распространенных проблем при использовании проволоки для дуговой сварки с флюсовой сердцевиной является пористость, червоточины и червячные дорожки. Причиной этих дефектов является неправильное хранение электрода. Электрод впитывает влагу внутри проволоки и, когда сварщик начинает сварку, создает червоточины, пористость и червячные дорожки. Способ исправить это — отрезать не менее 10 футов электрода, а затем начать сварку. Чтобы избежать этих проблем, электрод необходимо хранить в сухом месте или во влагонепроницаемой сумке.
Следы червячных отверстий и пористость сварных швов FCAW вызваны наличием влаги в электроде.
Типы переноса порошковой проволокой
При сварке порошковым электродом используются два типа переноса металла! Типы переноса: перенос распылением и шаровидный. Перенос распылением является наиболее распространенным. Как следует из названия, металл электрода нагревается до такой степени, что он буквально распыляет присадочный металл на соединение. Шаровидный перенос нагревает электрод до такой степени, что комки металла стекают с электрода на сварной шов. Что отличает два типа передачи, так это настройки напряжения, скорость подачи проволоки и используемые газы, если таковые имеются.
Как подготовить сварное соединение для FCAW?
Подготовка шва под флюсовую сердцевину не так критична, как при сварке MIG. FCAW обычно может прожигать прокатную окалину и незначительную ржавчину. Во многих случаях, когда металл режется горелкой, его можно сваривать как есть, без дополнительной очистки. Для судостроительной отрасли это огромная экономия затрат на рабочую силу. Помимо простоты подготовки шва, швы со скошенной кромкой могут быть уже для металлов толщиной ½ дюйма или тоньше, и их можно сваривать за один проход с полным проплавлением с обеих сторон.
Для судостроительной отрасли это огромная экономия затрат на рабочую силу. Помимо простоты подготовки шва, швы со скошенной кромкой могут быть уже для металлов толщиной ½ дюйма или тоньше, и их можно сваривать за один проход с полным проплавлением с обеих сторон.
Как выполнять сварку с керамической подложкой?
Обычно используется в судостроительной промышленности, многие соединения свариваются с одной стороны с использованием керамической подкладочной ленты. Керамическая подкладочная лента — это сварка с открытым корнем, которую очень легко выполнить. Керамическая подложка подобна форме для заливки металла, но в этом случае электрод заполнит эту форму. Использование керамической подкладочной ленты обеспечивает полную подготовку шва и превосходное качество сварки. Это, в свою очередь, дает полный контроль над формой и проплавлением обратной стороны сварного шва.
Это керамическая подложка. Это набор керамических плиток, которые формируют форму сварного шва и прикреплены к высокотемпературной алюминиевой ленте, которая приклеивается прямо к сварному шву. Это лицевая сторона керамической подложки, показывающая форму сварного шва. Белая бумага по бокам отклеивается, и вы приклеиваете ее к задней части открытого сварного шва. Это обратная сторона керамической подкладочной ленты, прижатой к задней стороне корня сварного шва. Все, что вам нужно сделать, это отклеить бумагу и приклеить ленту на место.
Это лицевая сторона керамической подложки, показывающая форму сварного шва. Белая бумага по бокам отклеивается, и вы приклеиваете ее к задней части открытого сварного шва. Это обратная сторона керамической подкладочной ленты, прижатой к задней стороне корня сварного шва. Все, что вам нужно сделать, это отклеить бумагу и приклеить ленту на место.
После завершения сварки керамическая лента просто снимается и выбрасывается. Преимущество использования керамической подкладочной ленты заключается в том, что это похоже на сварку стыкового соединения с открытым корнем, но требует гораздо меньших навыков! На фотографиях ниже показано, как я впервые использовал керамическую подложку на сварном соединении 3G. Хитрость использования керамической подкладочной ленты заключается в том, чтобы протолкнуть как можно больше сварного шва в соединение. Нет проблем с чрезмерным проникновением, и в худшем случае размер вашей лужи увеличивается. Это действительно легко, пока вы держите дугу в луже!
Так выглядит керамическая подложка с точки зрения сварщика. Поскольку подкладочная лента не удерживает пластины, сварной шов необходимо скрепить другим способом. Вот керамическая защитная лента, отслоившаяся после сварки. Плитки все еще на месте, и вы просто сбиваете их. Провар корня дуговой сварки с флюсовой проволокой, оставленный керамической подложкой.
Поскольку подкладочная лента не удерживает пластины, сварной шов необходимо скрепить другим способом. Вот керамическая защитная лента, отслоившаяся после сварки. Плитки все еще на месте, и вы просто сбиваете их. Провар корня дуговой сварки с флюсовой проволокой, оставленный керамической подложкой.
Как настроить станок FCAW?
Это таблица настроек MillerMatic 250 FCAW. В нем приведены основные рекомендации по настройке сварочного аппарата в зависимости от размера электрода и защитного газа..
При настройке аппарата для дуговой сварки с флюсовой проволокой нет простого ответа! Основы настройки машины с флюсовой проволокой такие же, как и при сварке MIG. На некоторых сварочных аппаратах, таких как Millermatic 250, на внутренней панели имеется таблица настроек сварочного аппарата. На рисунке слева показана внутренняя панель Millermatic 250, на которой показаны рекомендуемые настройки напряжения, скорости подачи проволоки для диапазона толщины металла. Как показано на рисунке, есть два основных компонента: настройки напряжения и скорость подачи проволоки. Настройки напряжения контролируют напряжение, и при их выборе лучше всего использовать рекомендации производителей электродов по напряжению. При выборе диапазона напряжения на него влияют два фактора: размер электрода и толщина металла. После этого вы можете точно настроить параметры в соответствии с вашим уровнем комфорта. Настройка скорости подачи проволоки определяет силу тока и во многих случаях тип переноса. Чем быстрее провод подается к соединению, тем больше контакт имеет провод, и это увеличивает силу тока. Большую часть времени вы хотите, чтобы звук сварки имел быстрый глубокий треск. Это очень важно при потолочной сварке! Верхнее положение требует достаточно высокой скорости подачи проволоки, чтобы избежать образования комков. Если на конце электрода начнут образовываться комки, вы вскоре обнаружите, что сопло заполнилось брызгами, и, скорее всего, вы обнаружите, что часть этих брызг обожжет вас!
Настройки напряжения контролируют напряжение, и при их выборе лучше всего использовать рекомендации производителей электродов по напряжению. При выборе диапазона напряжения на него влияют два фактора: размер электрода и толщина металла. После этого вы можете точно настроить параметры в соответствии с вашим уровнем комфорта. Настройка скорости подачи проволоки определяет силу тока и во многих случаях тип переноса. Чем быстрее провод подается к соединению, тем больше контакт имеет провод, и это увеличивает силу тока. Большую часть времени вы хотите, чтобы звук сварки имел быстрый глубокий треск. Это очень важно при потолочной сварке! Верхнее положение требует достаточно высокой скорости подачи проволоки, чтобы избежать образования комков. Если на конце электрода начнут образовываться комки, вы вскоре обнаружите, что сопло заполнилось брызгами, и, скорее всего, вы обнаружите, что часть этих брызг обожжет вас!
Это MillerMatic 211, и все, что вам нужно сделать, это повернуть циферблат на нужную толщину металла, и вам не нужно ничего настраивать.
Вышеупомянутая машина — это MillerMatic 211, и новые машины требуют только настройки циферблата на нужную толщину металла и игры с ними. Новые машины становятся очень простыми в настройке, но всегда полезно знать, как правильно настроить машину.
Как настроить защитный газ для двойной защиты FCAW?
C25 является наиболее распространенным сварочным газом, используемым для двойной защиты FCAW. Это комбинация 75% аргона и 25% углекислого газа.
Иногда существует третий ингредиент, когда электрод с флюсовой сердцевиной представляет собой электрод с двойным экраном. Это расход газа для защитного газа. Это зависит от типа используемого размера провода, размера чашки и ветреных условий. Для получения сертификата по сварке 3G FCAW я использовал около 30 CFH в классе. Но в других случаях при сварке в условиях сквозняка мне приходилось поднимать скорость до 60 кубических футов в час на газе.
Как преобразовать сварочный аппарат MIG в FCAW?
В случае, если используется сварочный аппарат MIG; ролики должны быть изменены на правильный размер. В дополнение к правильному размеру роликов, настройки натяжения роликов не должны быть слишком тугими. В противном случае электрод раздавится роликами и вызовет проблемы со сварным швом.
В дополнение к правильному размеру роликов, настройки натяжения роликов не должны быть слишком тугими. В противном случае электрод раздавится роликами и вызовет проблемы со сварным швом.
Замена роликов на MillerMatic 350P для сварки дуговой сваркой с флюсовой проволокой.
При настройке натяжения роликов они должны быть достаточно ослаблены, чтобы ролики могли легко проскальзывать при остановке проволоки. С другой стороны, натяжение должно быть достаточно сильным, чтобы обеспечить подачу проволоки в соединение без каких-либо нарушений скорости проволоки, обеспечивающих стабильную дугу. Не забудьте наконечник, носик и лайнер (при необходимости).
Замена роликов для FCAW.
Методы дуговой сварки порошковой проволокой
Прежде чем приступить к сварке порошковым электродом, сначала необходимо узнать обозначение на этикетке. Помните, что электроды с флюсовой сердцевиной имеют два обозначения положения. Первый — «0», и это ТОЛЬКО для плоской и горизонтальной сварки! Второе обозначение «1» для сварки во всех положениях! Всегда знайте, для чего предназначен электрод.
FCAW очень похож на сварку MIG, когда речь идет о методах сварки! Основное отличие заключается во внешнем виде ванны и в том, что сварные швы покрываются флюсом, как при сварке электродом.
Сварка сзади и спереди
Первое, на что следует обратить внимание, — это сварка слева или спереди. Любой метод можно использовать для любой позиции, и помните, что это всего лишь рекомендации !
Сварочные брызги являются серьезной проблемой при сварке FCAW, и сварщик должен знать, как их избежать. Форсунка показывает размер брызг.
Ручная сварка на тыльной стороне — это когда рукоятку сварочного аппарата перетаскивают, как у сварочного аппарата. Техника обратной руки распространена при сварке флюсовой проволокой в плоском и горизонтальном положениях. Единственный другой раз, когда вы можете захотеть рассмотреть технику обратной руки, — это сварка в положении 4G. Это делается для того, чтобы избежать попадания брызг на себя. Я попытался сварить шов с канавкой в верхнем положении, используя технику справа, и быстро обжегся несколькими искрами, которые попали внутрь моей кожи. На изображении выше показаны брызги, полученные соплом при сварке в верхнем положении, это типично и неизбежно. Недостатком ручной сварки сзади является то, что сварочную ванну немного сложнее увидеть. Кроме того, при сварке над головой настройка машины должна быть идеальной! Если вы менее опытны, вы можете обнаружить, что свариваете чудеса из сварного соединения, даже не подозревая об этом. Обычно вы сосредотачиваетесь на размере сварочной ванны за кратером, как при сварке электродом. Этот метод позволяет получить очень глубокий, высокий и узкий шов.
На изображении выше показаны брызги, полученные соплом при сварке в верхнем положении, это типично и неизбежно. Недостатком ручной сварки сзади является то, что сварочную ванну немного сложнее увидеть. Кроме того, при сварке над головой настройка машины должна быть идеальной! Если вы менее опытны, вы можете обнаружить, что свариваете чудеса из сварного соединения, даже не подозревая об этом. Обычно вы сосредотачиваетесь на размере сварочной ванны за кратером, как при сварке электродом. Этот метод позволяет получить очень глубокий, высокий и узкий шов.
Сварка FCAW потолочной сваркой стрингером.
На этом изображении выше показан сварной шов, который я сделал в положении 4G, несмотря на то, что метод обратной руки дает высокий шов, он выглядит так, как будто он был сварен в плоском положении. Передний метод – это когда сварочная ручка толкается в направлении движения. Этот метод обычно используется для более тонких металлов, вертикально вверх и для потолочных угловых швов (4F). Передний метод также хорошо работает в плоском или горизонтальном положении. Этот способ передвижения позволяет легко увидеть сварочную ванну. Это позволяет вам лучше видеть сварной шов, а вероятность того, что шов будет отходить от шва, очень мала. Недостатком этого метода является то, что брызги иногда могут стать чрезмерными, если угол перемещения неправильный.
Этот способ передвижения позволяет легко увидеть сварочную ванну. Это позволяет вам лучше видеть сварной шов, а вероятность того, что шов будет отходить от шва, очень мала. Недостатком этого метода является то, что брызги иногда могут стать чрезмерными, если угол перемещения неправильный.
На сколько должен торчать электрод FCAW?
Пористость сварного шва Дуговая сварка порошковой проволокой
При FCAW удлинение или вылет электрода больше по сравнению со сваркой MIG. Для сварки MIG требуется, чтобы удлинение электрода обычно составляло ¾ дюйма или меньше; в противном случае защитный газ не будет выполнять свою работу. При двойном экранировании вылет ¾ или меньше применим во многих ситуациях. При FCAW с самозащитным электродом расширение должно сохраняться примерно на ¾ дюйма или более, в зависимости от типа и стороны электрода. Во многих случаях дополнительный выступ электрода предварительно нагревает электрод. Это, в свою очередь, помогает высушить флюс внутри проволоки и предотвращает загрязнение сварного шва большей частью влаги, которую флюс мог поглотить при хранении. На рисунке справа показан сварной шов с флюсовой проволокой, выполненный на металлоломе, с небольшим выступом и небольшим количеством влаги в проволоке, что приводит к пористости сварного шва.
На рисунке справа показан сварной шов с флюсовой проволокой, выполненный на металлоломе, с небольшим выступом и небольшим количеством влаги в проволоке, что приводит к пористости сварного шва.
Когда речь идет о методах сварки с флюсовой проволокой, простых ответов не существует. Большинство методов такие же, как и во всех процессах сварки. Например, хлыст сварного шва, выполнение кругов и методы плетения, используемые для более широких сварных швов. Когда дело доходит до выполнения сварных швов с более широким переплетением, это наименее распространено. Большинство электродов с флюсовым сердечником обычно предназначены для стрингерных шариков. Много раз на более широких сварных швах флюс отслаивался сам по себе без сколов. На рисунках ниже показана крышка сварного шва 3G, выполненного с использованием двойной защиты, газа C25 и E71T-1. Достаточно постучать отбойным молотком, и флюс просто упадет на пол!
Вертикальная дуговая сварка порошковой проволокой вверх с отслаиванием шлака. Вид спереди на отслоение флюса от электрода E71T-1 Dual Shield FCAW. Все, что потребовалось, это постучать отбойным молотком и почувствовать флюс на полу.
Вид спереди на отслоение флюса от электрода E71T-1 Dual Shield FCAW. Все, что потребовалось, это постучать отбойным молотком и почувствовать флюс на полу.
Углы сварки в разных положениях аналогичны сварке MIG! Что меняется при использовании сварки с флюсом, так это комбинация многих различных факторов, таких как типы электродов, типы флюса, защитный газ (если есть) и толщина свариваемого металла! Все сводится к практике с определенным типом электрода, на одинаковой толщине металла методом проб и ошибок. То, что работает с одним типом электрода и толщиной металла, может не работать с другим. Я лично обнаружил, что сварка над головой требует идеального угла и точно настроенного аппарата, чтобы выполнить работу. Угол над головой составляет около 10 градусов, независимо от того, используется ли метод удара справа или слева. В противном случае будет казаться, что получить хороший сварной шов невозможно. Все остальные положения не так критичны, когда речь идет об угле хода. Как и при любом другом процессе сварки, лучше всего взять кусок металлолома, похожий на свариваемый кусок, и перед сваркой быстро потренироваться!
Обзор дуговой сварки с флюсовой проволокой
Реальность дуговой сварки с флюсовой проволокой заключается в использовании типичного сварочного аппарата MIG и в основном того же оборудования, за некоторыми небольшими исключениями! Хотя они считаются двумя разными типами сварочных процессов, их разделяет только тип электрода и тип защиты. Изучение и понимание сварки с флюсовой проволокой заключается в обучении использованию другого типа электрода в сварочном аппарате MIG. Это все, что действительно нужно для дуговой сварки под флюсом.
Изучение и понимание сварки с флюсовой проволокой заключается в обучении использованию другого типа электрода в сварочном аппарате MIG. Это все, что действительно нужно для дуговой сварки под флюсом.
Далее Сварка TIG
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Что можно сварить с помощью Mig Welder? — PERFECT POWER — Сварщики, Сварочная проволока, Сварочное оборудование, Аксессуары и снаряжение
by kasonkiu
на
Категории: Технология сварки
Сварка МИГ обычно используется в цехах, где производится однотипная продукция продуктов высока и где меньше шансов, что ваша газовая защита будет снесена ветром. Он широко используется в строительных процессах, обработке листового металла в автомобильной промышленности, судостроении и ремонте автомобилей. Процесс может быть автоматическим или полуавтоматическим, а это означает, что в некоторых случаях для сварки используются роботы. В этой статье мы обсудим, что можно сваривать с помощью сварочного аппарата MIG и в каких отраслях промышленности обычно используется сварка MIG.
Процесс может быть автоматическим или полуавтоматическим, а это означает, что в некоторых случаях для сварки используются роботы. В этой статье мы обсудим, что можно сваривать с помощью сварочного аппарата MIG и в каких отраслях промышленности обычно используется сварка MIG.
Многофункциональная сварка – MIG MAG, MMA и сварочный аппарат с флюсовой проволокой
Какие металлы можно сваривать MIG?
Этот вид сварки настолько распространен, что с его помощью можно сваривать практически любой материал. Хотя это может быть не лучший выбор для каждого применения, это экономичный, быстрый и эффективный метод сварки, который действительно удобен для начинающих, поэтому работодателям легко обучать и специализировать своих рабочих. Сварочный аппарат MIG обычно используется для сварки нержавеющей стали, алюминия и углеродистой стали. Однако его можно использовать и для сварки других металлов и сплавов, например:
1. кремниевая бронза
2. магний
3. медь
4. никель
Лестничные четыре не очень популярны среди населения, потому что они достаточно дороги в исполнении и обычно сварка таких материалов, которые требуют силиконовой бронзы в качестве наполнителя, не часто используется в повседневной жизни.
Как правило, GMAW используется при ремонте автомобилей, строительстве, техническом обслуживании, сварке труб, робототехнике и на фермах.
Сварка MIG.
Существуют различные области применения сварки MIG, начиная от небольших предприятий и ремонтных мастерских и заканчивая тяжелыми сварочными процессами в крупных секторах сварочной промышленности. Он обычно используется в сталелитейной промышленности, судостроении и автомобильной промышленности. Хотя для некоторых сварка MIG может показаться сложным процессом, она по-прежнему остается одним из наиболее часто используемых сварочных процессов. Давайте посмотрим, что можно сварить с помощью сварочного аппарата MIG и как его используют в промышленности.
- Автомобильная промышленность
Это наиболее распространенный тип сварочного процесса, который используется для ремонта транспортных средств, таких как велосипеды, легковые и грузовые автомобили. Он очень подходит для сварки тонких металлов, так как обеспечивает прочность и надежность. Именно поэтому сварочный аппарат MIG используется для ремонта и сборки шасси автомобилей и мотоциклов. Металлы, сваренные методом MIG, также очень адаптируемы и прочны, что является неоспоримым требованием для автомобилей, которые должны выдерживать долгие годы эксплуатации. Сварка MIG не только дает долговечные результаты, но и очень удобна.
Именно поэтому сварочный аппарат MIG используется для ремонта и сборки шасси автомобилей и мотоциклов. Металлы, сваренные методом MIG, также очень адаптируемы и прочны, что является неоспоримым требованием для автомобилей, которые должны выдерживать долгие годы эксплуатации. Сварка MIG не только дает долговечные результаты, но и очень удобна.
В наши дни во многих автомобилях используется алюминий. Это металл, для быстрой и эффективной сварки которого требуется сварщик MIG. Нет никаких сомнений в том, что в ближайшем будущем сварка MIG станет одной из наиболее часто используемых технологий в обрабатывающей промышленности. - Строительство
Сталь является наиболее широко используемым металлом в строительстве во всем мире. Хотя сварка MIG чаще используется для сварки стальных конструкций. Его использование для стального строительства и обслуживания, вероятно, увеличится в ближайшие годы. Поскольку правительство США инвестирует в сектор ремонта и строительства, потребность в сварщиках MIG будет расти.
- Высокопроизводительная сборка
Высокопроизводительная сборка включает крупномасштабное производство чего-либо или почти всего. Высокопроизводительная сборка или производство могут использоваться при изготовлении частей кораблей, деталей автомобилей, деталей для компьютеров и снаряжения для вооруженных сил. Сварка MIG используется при производстве этих деталей, потому что она не требует много времени и экономически эффективна, обеспечивая потрясающие результаты. Он также обычно используется в этом секторе, потому что его можно использовать на многих видах металлов. Его можно использовать для стали, углеродистой стали, алюминия, никеля и магния.
- В некоторых случаях сварка MIG может быть более дорогостоящей в зависимости от необходимого защитного газа.
- Процесс усложняется, если основной металл грязный или ржавеет.
- Если параметры процесса неточны, это может привести к непровару.
- Для замены баллона с защитным газом может потребоваться время, и он может мешать сварке.

- Обычно он не такой портативный, как некоторые другие методы сварки
Заключение:
Итак, к настоящему моменту мы знаем, что сварка MIG имеет множество применений, и вы можете использовать ее для сварки практически чего угодно. Кроме того, его использование и применение неизбежно возрастут в ближайшие годы, поскольку прогнозируется рост строительства и обслуживания.
Теги: GMAW MIG Welder MIG сварка Применение сварки MIG обработка листового металла
28
Нравится (0)
В отличие от Нравится
Все о сварке с флюсом
Ремонтируете ли вы что-то или производите что-то новое, скорее всего, вам понадобится сварочный аппарат. Если у вас нет сварочного аппарата, то настоятельно рекомендуется сразу его обзавестись. Хотя вы можете запутаться, поскольку существует множество сварочных аппаратов.
В то время как некоторые из них предназначены для небольших сварных швов и основного использования, другие могут подходить для тяжелых условий эксплуатации и промышленного использования в зависимости от типа сварочного аппарата, который вы приобрели. Сюда входят сварочные аппараты, такие как аппараты для сварки MIG, аппараты для сварки TIG, аппараты для газовой сварки, а также аппараты для сварки с флюсовым сердечником. Из всего этого сварочные аппараты с флюсовой проволокой считаются отличным выбором для крупномасштабных проектов. И здесь мы объяснили все важные детали, касающиеся сварки с флюсовой проволокой и сварочных аппаратов с флюсовой проволокой.
Сюда входят сварочные аппараты, такие как аппараты для сварки MIG, аппараты для сварки TIG, аппараты для газовой сварки, а также аппараты для сварки с флюсовым сердечником. Из всего этого сварочные аппараты с флюсовой проволокой считаются отличным выбором для крупномасштабных проектов. И здесь мы объяснили все важные детали, касающиеся сварки с флюсовой проволокой и сварочных аппаратов с флюсовой проволокой.
Краткое описание
Основы дуговой сварки с флюсовой проволокой
Прежде чем приступить к изучению всей подробной информации, касающейся сварки с флюсовой проволокой, вы должны знать ее основы и почему она считается одним из лучших вариантов.
Если вы не знакомы с этим, дуговая сварка с флюсовым сердечником или FCAW — это простой в использовании процесс сварки, поскольку он не только является полуавтоматическим, но и очень похож на сварку MAG, которая также очень популярен для тяжелых условий эксплуатации. Для работы сварочного аппарата с флюсовой проволокой электрод с непрерывной подачей проволоки сочетается с источником сварочного тока постоянного напряжения. Поскольку электрод подается непрерывно, вы можете сосредоточиться на сварных швах и усовершенствовать их, не беспокоясь об электроде.
Поскольку электрод подается непрерывно, вы можете сосредоточиться на сварных швах и усовершенствовать их, не беспокоясь об электроде.
Почему сварка под флюсом?
Помимо того, что она идеально подходит для тяжелых условий эксплуатации, сварка с флюсовой проволокой также достаточно универсальна, поскольку ее можно оптимизировать в соответствии с вашими потребностями. В то время как для некоторых сварочных работ может потребоваться защитный газ, другие можно выполнять без него. Если вы не используете защитный газ, он идеально подходит для использования на открытом воздухе, когда ветер может сдуть защитный газ. Но основная причина использования дуговой сварки с флюсовой сердцевиной заключается в том, что она обеспечивает высокую скорость сварки, что делает ее идеальной для тяжелых условий эксплуатации.
Преимущества сварки с флюсовым сердечником
Несмотря на то, что мы более подробно и подробно рассмотрим все преимущества и недостатки сварки с флюсовым сердечником, понимаем ее преимущества, чтобы понять, почему ее можно предпочесть другим типам сварочных процессов. Отличительной особенностью сварки с флюсовой проволокой является то, что ее можно легко использовать с более толстыми материалами.
Отличительной особенностью сварки с флюсовой проволокой является то, что ее можно легко использовать с более толстыми материалами.
Так как он также может работать без защитного газа, вы можете использовать его во многих случаях, когда газ может сдуться. Если вы хотите выполнять высокоточные и детализированные сварные швы с помощью сварочного аппарата, то сварочный аппарат с флюсовой проволокой может стать отличным вариантом, так как его электрод подается автоматически.
Как работает дуговая сварка под флюсом?
Теперь, когда вы знаете больше о дуговой сварке с флюсовой сердцевиной и ее основных преимуществах по сравнению с другими типами сварочных процессов, вам следует больше узнать о ее функционировании. Зная, как работает ваш сварочный аппарат, вы сможете использовать его более эффективно, а также устранять небольшие проблемы, с которыми вы можете столкнуться при его использовании.
Ключевой принцип работы аппарата для дуговой сварки с флюсовым сердечником включает использование высокотемпературной электрической дуги для сплавления сварочного материала вместе со свариваемым материалом. Когда электрод сварочного аппарата с флюсовой проволокой подается непрерывно, он приближается к основному материалу. Затем между ними возникает электрическая дуга, которая выделяет много тепла для завершения процесса сварки. В отличие от многих других типов сварочных процессов, FCAW или дуговая сварка с флюсовой сердцевиной использует полые и трубчатые электроды, заполненные флюсом, поэтому вам не нужно использовать флюс отдельно. Несмотря на то, что основные функции всех аппаратов для дуговой сварки с флюсовым сердечником одинаковы, они могут немного различаться в зависимости от того, как вы их используете.
Когда электрод сварочного аппарата с флюсовой проволокой подается непрерывно, он приближается к основному материалу. Затем между ними возникает электрическая дуга, которая выделяет много тепла для завершения процесса сварки. В отличие от многих других типов сварочных процессов, FCAW или дуговая сварка с флюсовой сердцевиной использует полые и трубчатые электроды, заполненные флюсом, поэтому вам не нужно использовать флюс отдельно. Несмотря на то, что основные функции всех аппаратов для дуговой сварки с флюсовым сердечником одинаковы, они могут немного различаться в зависимости от того, как вы их используете.
В то время как некоторые из вас могут использовать внешний защитный газ во время сварки, другие могут предпочесть использовать его без газа. Помимо защитного газа, флюс, присутствующий внутри сердечника, также плавится для защиты свариваемого металла, что приводит к двойному экранированию. В результате вы можете легко сваривать более толстые металлы, если используете смесь защитного газа из аргона и углекислого газа. Хотя, если у вас нет проблем с немного большим количеством дефектов, но вы хотите использовать сварочные аппараты с флюсовой проволокой на открытом воздухе, вы также можете использовать их без газа.
Хотя, если у вас нет проблем с немного большим количеством дефектов, но вы хотите использовать сварочные аппараты с флюсовой проволокой на открытом воздухе, вы также можете использовать их без газа.
Идеально, если дует сильный ветер и защитный газ не может защитить свариваемый металл. Такая способность к самозащите достигается за счет электродов, заполненных флюсом, которые при нагревании образуют собственный защитный газ. Помимо того, что этот тип самозащитной сварки является отличным вариантом для использования на открытом воздухе, он также отлично подходит для портативного использования, поскольку вам не нужно носить с собой баллоны с защитным газом.
Советы по сварке с флюсовым сердечником
Если у вас уже есть сварочный аппарат с флюсовым сердечником в вашей мастерской или вы планируете приобрести новый, он будет достаточно эффективен для вас только тогда, когда вы знаете, как с ним работать в совершенстве. Хотя основные принципы сварки остаются теми же и для сварочных аппаратов с флюсовой проволокой, есть несколько советов, которые вы должны иметь в виду, включая следующие:
- При использовании сварочного аппарата с флюсовой проволокой необходимо убедиться, что полярность электрода установлена на отрицательную, а не на положительную.

- Очень важно поддерживать его в прохладном месте с помощью надлежащей вентиляции.
- В процессе сварки вы всегда должны очищать весь шлак после каждого прохода, чтобы получить чистые сварные швы.
- Если вы хотите сделать плоские сварные швы, вы должны сваривать под углом 90 градусов и 10 градусов назад. С другой стороны, тавровые соединения должны выполняться под углом 45 градусов, а соединения внахлестку под углом 60-70 градусов в пределах одного сварного шва.
- Для горизонтального угла сварочный пистолет необходимо переместить вверх на 10 градусов. А для вертикального угла вам нужно переместить его вниз для более тонких металлов и вверх для металлов толще ¼ дюйма.
- В большинстве случаев параметры вашего сварочного аппарата следует уменьшить на 10-15% для достижения наилучших результатов.
Какие металлы можно сваривать с помощью порошковой сварки?
Прежде чем использовать сварочный аппарат с флюсовой проволокой в своей мастерской или в любом другом удаленном месте, убедитесь, что вы используете его только с подходящими совместимыми металлами. К счастью, преимущество дуговой сварки с флюсом в том, что она очень универсальна и работает со всеми видами металлов. Сюда входят углеродистая сталь, нержавеющая сталь, чугун и наплавочные сплавы. Хотя, если вы хотите сварить алюминиевые объекты, то вы не сможете его использовать, так как вам понадобится либо MIG, либо TIG сварщик.
К счастью, преимущество дуговой сварки с флюсом в том, что она очень универсальна и работает со всеми видами металлов. Сюда входят углеродистая сталь, нержавеющая сталь, чугун и наплавочные сплавы. Хотя, если вы хотите сварить алюминиевые объекты, то вы не сможете его использовать, так как вам понадобится либо MIG, либо TIG сварщик.
Для чего используется сварка с флюсовым сердечником?
Тем из вас, кто все еще не понимает, что такое сварочные аппараты с флюсовой проволокой, по сравнению с другими, возможно, будет интересно узнать еще больше. Всякий раз, когда вы покупаете какой-либо инструмент или оборудование для своей мастерской, было бы неплохо рассмотреть его преимущества и недостатки. Точно так же, прежде чем выбрать аппарат для дуговой сварки с флюсовым сердечником, обязательно рассмотрите следующие преимущества и недостатки:
Преимущества
- Благодаря двойному экранированию аппарат для сварки с флюсовой проволокой может использоваться не только для сварки толстых металлов, но и на открытом воздухе, где использование защитного газа может оказаться нецелесообразным.

- Если вы не используете защитный газ в сварочном аппарате с флюсовой проволокой, то он также является отличным переносным вариантом, так как не требует газового баллона.
- Поскольку сварочные аппараты с флюсовой проволокой полагаются на электроды с непрерывной подачей, их общая скорость сварки намного выше и более приемлема для крупномасштабных операций.
- Вы можете использовать свой аппарат для дуговой сварки с флюсовой сердцевиной для выполнения сварных швов практически под любыми углами и положениями с почти одинаковыми результатами, если вы используете его правильно.
- Если вы правильно используете сварочный аппарат с флюсовой проволокой, вероятность возникновения проблем с пористостью очень мала.
Недостатки
- Подобно многим другим типам сварочных процессов, сварка с флюсовой сердцевиной также может выделять ядовитый дым, который в долгосрочной перспективе вреден для вашего здоровья.
- В некоторых случаях вы даже можете столкнуться с пористостью, если защитный газ не сможет выйти до того, как металл сварки схватится.
- Поскольку при сварке с флюсовой проволокой для сварки используются полые электроды, вам необходимо соблюдать особую осторожность при их хранении и транспортировке.
- Если вы не подаете электрод непрерывно при использовании сварочного аппарата с флюсовой проволокой, вы можете столкнуться со многими проблемами.
- Как упоминалось ранее в советах по сварке с флюсовым сердечником, шлак необходимо удалять при каждом сварочном проходе, что для многих может быть довольно утомительным.
Заключение
После проверки всех различных подробностей, касающихся дуговой сварки с флюсовой проволокой и аппаратов для сварки с флюсовой проволокой, указанных выше, вы должны знать большую часть деталей, касающихся этого типа процесса сварки. Это может быть удобно для выбора дуговой сварки под флюсом среди других типов сварочных процессов. Вы также можете узнать, как получить максимальную отдачу от вашего сварочного аппарата с флюсовой проволокой, благодаря различным советам, изложенным выше. Если вы ознакомились со всеми этими деталями сварки с флюсовым сердечником, обязательно поделитесь своими мыслями в разделе комментариев. Вы также можете задать любые вопросы вниз, если они у вас есть!
Страница ошибки | eBay
2022 Super
00mAh USB Portable Charger Solar Power Bank for Cell Phone
$19.99
JBL LIVE 500BT Wireless Bluetooth Over-Ear Headphones with Built-in Microphone
$39.95
$149.95| Скидка 73% — Предыдущая цена: $149,95 Скидка 73%Мужские сабо adidas Originals Adilette
25,00 $
Игровой ноутбук HP — Victus…
1 099,99 $— Предыдущая цена: 1 099,99 $Dyson V11 Animal + Аккумуляторный пылесос | Красный | Сертифицированный Восстановленный
359,99 $
449,99 $| Скидка 20% — Предыдущая цена: $449,99 Скидка 20% Скидка 50% — Предыдущая цена: $299,99 Скидка 50%Консоль Xbox Series X 1 ТБ SSD + Gears 5 Standard Edition
499,99 $
561,99 $| Скидка 11% — Предыдущая цена: $561,99 Скидка 11% Скидка 17% — Предыдущая цена: 359,98 $ Скидка 17%0119Obsession by Calvin Klein 4 / 4.
0 oz EDT Одеколон для мужчин Новый в коробке23,89 $
71,00 $| Скидка 66% — Предыдущая цена: $71,00 Скидка 66%18–21 дюймов Сверхглубокий карман Простыня на резинке Эластичные угловые ремни Простыня на резинке
8,99 $
39,99 $ || Скидка 78% — Предыдущая цена: $39,99 Скидка 78%Cuba Gold от Fragluxe Одеколон для мужчин 3,3/3,4 унции Новый в упаковке
9,49 $
40,00 $| Скидка 76% — Предыдущая цена: 40,00 $ Скидка 76%Apple iPhone 12 Pro Max — 256 ГБ разблокирована (GSM и CDMA) — Отлично 36% off — Previous price: $1,099.00 36% off
Lenovo Legion 5 Pro 16″ 165Hz QHD i7-12700H 16GB DDR5 RAM 1TB SSD RTX 3060
$1,199.99
$1,809.| 34% off — Предыдущая цена: 1809 долларов США..99 34% off 99 adidas Adilette Aqua Slides Men’s
$18.00
Acer Nitro 5 — 15.6″ Laptop Intel Core i5-10300H 2.5GHz 8GB RAM 256GB SSD W11H
$599.99
$799.99| 25% скидка -Предыдущая цена: 799,99 долл. США 25%. СкидкаAdidas Essentials Down Jacket Women’s
$ 56,25
HP 17-CN1053CL 17,3 «FHD IPS Laptop Laptop Core I5-155G7 12GB7 12GB71GB71GB71GB71GB71GB71GB71GB71GB71GB71GB71GB71GB71GB71GB71GB71GB71GB7 12GB71GB71GB71GB71GB71GB71GB7 12.3″0011
349,99 $
899,99 $| 61% off — Previous price: $899.99 61% offadidas Game and Go Pullover Hoodie Men’s
$30.
00adidas Ultraboost 22 Shoes Women’s
$133.00
DJI Mini 2 Fly More Combo ( DJI-восстановленный)
454,99 $
599,00 $| Скидка 24% — Предыдущая цена: 599,00 $ Скидка 24%0011$17.90
ASUS — ROG Strix G15 Advantage Edition 15.6″ QHD Gaming Laptop — AMD Ryzen 9 …
$1,699.99— Previous price: $1,699.992023 Super 5000000mAh 2 USB Portable Charger Solar Power Bank Для мобильного телефона
$ 19,99
Lenovo Legion 5 Pro 16 QHD Gaming Naptop 165HZ AMD Ryzen 7-6800H 16GB RAM 1TB S
$ 1 399,99
$ 1,969999999999999911110202долл.0004 — Предыдущая цена: 1 969,99 долл. США Скидка 29%Microsoft Surface Pro 7+ Bundle 12.
3 Сенсорный экран Intel Core i5 8 ГБ ОЗУ609,99 долл. США
1 029,98 долл. США| Скидка 41 % — Предыдущая цена: 1 029,98 $ Скидка 41 % Скидка 22% — Предыдущая цена: 60,00 $ Скидка 22%Мужские сандалии adidas Adilette
28,00 $
Мужские флисовые шорты с тремя полосками adidas Essentials
18,00 $
Adidas Team Force 3,4 oz EDT Одеколон для мужчин, новый в упаковке.
8,72 $
27,50 $| Скидка 68% — Предыдущая цена: $27,50 Скидка 68%
Что такое проволочный сварочный аппарат?
Последнее обновление: Гаррет Стронг
Аппарат для сварки проволокой, также известный как сварочный аппарат MIG или сварочный аппарат с флюсовой проволокой, представляет собой полуавтоматический процесс сварки.
Фактически, простой сварочный процесс, который обеспечивает проволочный сварочный аппарат, делает его идеальным сварочным аппаратом для начинающих.
Сварочный аппарат для проволоки состоит из нескольких компонентов, о которых вам необходимо знать, прежде чем приступить к первому сварному шву.
В отличие от аппаратов для электродуговой сварки, использующих длинный «палочный» электрод, аппараты для проволочной сварки используют либо сварочную проволоку MIG, либо проволоку с флюсовым сердечником.
Итак, аппарат для сварки проволокой немного сложнее в настройке и правильном запуске, чем аппарат для дуговой сварки, но как только вы его настроите, процесс сварки с помощью аппарата для сварки проволокой станет довольно простым.
Использование проволочного сварочного аппарата в качестве установки MIG
При покупке проволочного сварочного аппарата у вас будет возможность купить аппарат, к которому можно подключить бензобак, или вы можете купить сварочный аппарат, который использует только порошковая проволока (безгазовая).
Совет, если вы новичок в сварке и хотите научиться сварке MIG…
Выберите сварочный аппарат, к которому можно подключить газовый Инертный газ) или используйте его в качестве сварочного аппарата с флюсовой проволокой.
Если вы решите использовать его в качестве сварочного аппарата MIG, вам понадобится баллон 75/25 (аргон/CO2) или чистый CO2, чтобы у вас был защитный газ в сварочной ванне.
Если вам интересно, что такое защитный газ при использовании проволочного сварочного аппарата, то он используется для защиты расплавленной сварочной ванны от атмосферных газов, которые ослабляют сварной шов, если сварочная ванна открыта.
Преимущество использования вашего аппарата для сварки проволокой в качестве установки MIG заключается в том, что получаемые сварные швы получаются намного лучше, чем при использовании проволоки с флюсовой сердцевиной. Сварной валик с помощью аппарата для сварки MIG получается гладким и очень красивым, если все сделано правильно, а шлак не откалывается.
В целом, начать работу со сварочным аппаратом для проволочной сварки с установкой MIG — это лучший способ для начинающих, поскольку вы можете легко увидеть сварочную ванну, в отличие от процесса с сердечником под флюсом.
Использование проволочного сварочного аппарата в качестве установки с флюсовым сердечником
Вы также можете отказаться от использования газового баллона со своим проволочным сварочным аппаратом, и если у вас нет возможности подключить газ к сварочному аппарату, у вас не будет выбор, кроме как использовать свой проволочный сварочный аппарат с проволокой с флюсовой сердцевиной.
Проволока с флюсовым сердечником представляет собой полую проволоку, заполненную веществом, называемым флюсом. Когда возникает дуга, флюс плавится и действует как защита от атмосферных газов, которые загрязняют сварные швы и вызывают пористость.
Таким образом, нет необходимости использовать защитный газ с флюсовой сердцевиной, как при MIG. Важно отметить, что при сварке на установке MIG ваш сварочный аппарат использует сплошную проволоку, поскольку газ защищает сварочную ванну.
Сварочный аппарат с флюсовым сердечником — это самый простой способ начать использовать проволочный сварочный аппарат, поскольку нет необходимости устанавливать газовый баллон. Вы можете сварить прямо из коробки!
[coursead]
Как работает сварочный аппарат?
Сварочный аппарат сначала устанавливает рулон проволоки в машину, а когда вы нажимаете на курок горелки MIG, происходит несколько вещей.
Начинается подача проволоки, начинает поступать газ и зажигается дуга.
Прежде чем приступить к использованию проволочного сварочного аппарата, важно правильно определить несколько моментов. Первое, что вы должны сделать перед установкой троса, это посмотреть на приводные ролики внутри машины.
Приводные ролики как 2 куска хлеба, а проволока как индейка. Они оказывают давление на проволоку, поэтому, когда вы нажимаете на спусковой крючок MIG, проволока подается к пистолету.
Поскольку при использовании сварочного аппарата используются проволоки разных размеров, необходимо убедиться, что приводные ролики установлены правильно.
