Порошковая сварочная проволока характеристики виды особенности: Порошковая проволока – какая бывает и где применяется? + Видео
Содержание
виды, выбор, технические характеристики, нюансы сварочной работы и особенности применения
Сварка в автоматическом или же полуавтоматическом режиме зачастую проходит с применением такого расходного элемента, как флюсовая проволока. Одно из ее основных преимуществ — это возможность экономить газ, который расходовался бы на препятствие окислению.
Описание проволоки
Наиболее распространено применение флюсовой проволоки в том случае, когда необходимо работать с такими металлами, как медь, титан и алюминий. Еще одна особенность касается сварочного шва. Он получается очень ровным и достаточно прочным. Чаще всего основной компонент — это гранулированный флюс. Хотя это не всегда так, и бывают случаи, когда используется оксид, солевые составляющие. Также в некоторых случаях используется комбинированный тип солеоксидной основы.
Основные преимущества
Начать стоит с того, что флюсовая проволока обладает высокой степенью плавления. Это позволяет применять ее для работы с тугоплавкими материалами. Кроме того, во время работы обеспечивается высокая скорость сварки, а рабочая дуга характеризуется стабильностью и мягкостью. Горит дуга также равномерно, из-за чего шов и получается ровным. Одно из достаточно весомых преимуществ заключается в том, что после работы сварки с флюсовой проволокой со сварочного шва достаточно просто удалить шлаковое покрытие.
Кроме того, во время работы обеспечивается высокая скорость сварки, а рабочая дуга характеризуется стабильностью и мягкостью. Горит дуга также равномерно, из-за чего шов и получается ровным. Одно из достаточно весомых преимуществ заключается в том, что после работы сварки с флюсовой проволокой со сварочного шва достаточно просто удалить шлаковое покрытие.
Кроме перечисленных положительных качеств, можно и выделить и много других:
- хорошая защита сварочного участка;
- высокая скорость работ сопровождается экономичностью;
- можно осуществлять плавление на достаточно большую глубину, а во время работы отсутствуют брызги;
- при работе не выделяется вредных летучих веществ;
- можно управлять количеством кислорода, которое содержится в сварочном шве;
- использование сварочной технологии с флюсовой проволокой помогает оптимизировать структуру шва.
Стоит отметить, что защита сварочного участка возможна как раз благодаря тому, что в проводе содержится флюс. Из-за этого атмосферные газы не достигают места сварки, а значит, и не окисляют свариваемый материал. Стоит отметить, что благодаря наличию такого ряда преимуществ, флюсовая проволока для полуавтомата применяется не только любителями для сварочных работ, но и профессионалами.
Из-за этого атмосферные газы не достигают места сварки, а значит, и не окисляют свариваемый материал. Стоит отметить, что благодаря наличию такого ряда преимуществ, флюсовая проволока для полуавтомата применяется не только любителями для сварочных работ, но и профессионалами.
Основные направления применения
Чаще всего сварочный аппарат, который работает с использованием такого типа проволоки, применяется для соединения таких материалов, как цветной металл, легированная сталь и другие высоколегированные вещества.
В зависимости от того, что именно предстоит сваривать, будет изменяться состав флюса. Допустим, если необходимо соединить между собой при помощи сварки материал, который принадлежит к группе низколегированных сталей, то нужно применять оксидный флюс. Если предстоит работать с цветным металлом, то флюсовая сварочная проволока должна иметь солевой состав. Для легированной же стали применяется комбинированный состав из оксида и солей.
Кроме того, будет изменяться и другой основной параметр проволоки — диаметр. Колеблется этот показатель в довольно больших пределах, от 0,6 мм до 8 мм. Конечно же, чем толще будет проволока для сварки, тем больше времени понадобится, чтобы она расплавилась. А от этого уже будет зависеть скорость подачи. Из-за этих факторов и получается, что если толщина материала низкая или его состав легко поддается свариванию, то использовать толстую проволоку просто невыгодно.
Колеблется этот показатель в довольно больших пределах, от 0,6 мм до 8 мм. Конечно же, чем толще будет проволока для сварки, тем больше времени понадобится, чтобы она расплавилась. А от этого уже будет зависеть скорость подачи. Из-за этих факторов и получается, что если толщина материала низкая или его состав легко поддается свариванию, то использовать толстую проволоку просто невыгодно.
Выбор проволоки по диаметру
Как уже было описано выше, при сварке флюсовой проволокой используется элемент диаметром от 0,6 до 8 мм. Кроме скорости подачи, от этого параметра также зависит и скорость ее плавки. Эти несколько факторов очень важны и обязательно должны быть учтены при выборе.
Допустим, для того чтобы получить максимально возможный ровный шов, необходимо, чтобы проволока была длинной. К примеру, если необходимо сваривать между собой достаточно тугоплавкий материал, а шов должен быть прочным и толстым, то и толщину электрода необходимо брать большую. Если необходимо проводить работы с достаточно мягкими металлами в плане сваривания, то нет необходимости в использовании толстой проволоки.
Если диаметр был подобран верно и соблюдены все правила проведения работ, то сварка флюсовой проволокой без газа способна обеспечить высокое качество шва, высокий запас прочности и создать соединение, которое будет устойчиво к воздействию атмосферного влияния. Эти три фактора позволяют применять конструкции, соединенные таким образом даже в местах с экстремальными условиями, к примеру, в зоне с повышенным давлением.
Недостатки
Несмотря на большое количество плюсов, как и у любой другой вещи, у проволоки имеются и свои отрицательные качества.
Во-первых, стоимость такого типа элемента достаточно высокая, а значит, варить флюсовой проволокой не всегда выгодно, с точки зрения стоимости или себестоимости. Во-вторых, найти такой электрод в продаже гораздо труднее, чем любой другой. В-третьих, случается и так, что даже при помощи флюсового материала не удается решить проблему плохой свариваемости материала и приходится тратить средства на дополнительные меры, что еще сильнее увеличивает себестоимость процесса.
Разновидности проволоки
На сегодняшний день важно учесть не только толщину и диаметр, но и то, с чем необходимо работать.
К примеру, что касается стали, то нельзя использовать одну и ту же проволоку с одними и теми же параметрами для любого материала, так как они могут быть из разных групп, допустим, по уровню легирования состава. К тому же есть еще и такой материал, как нержавейка. Что касается сварки меди, то здесь необходимо применять расходник с диаметром 0,8 мм, который специально создается для эксплуатации с медными деталями. Такая проволока поможет улучшить качество шва при сварке с нормальными температурами.
Что касается основных технических характеристик и их значений, то они следующие:
- предел прочности составляет 480-580 МПа;
- предел текучести от 400 до 490 МПа;
- относительное удлинение находится в пределах от 22 до 27%;
- в качестве защитного газа, если это необходимо, можно использовать углекислый.
Порошковый материал
На сегодняшний день активно используется и порошковая флюсовая проволока. Она представляет собой трубку, внутрь которой помещается сварочный флюс, содержащий в качестве добавки металлический порошок. Он также имеет свои характеристики и может использоваться для разных целей, однако на практике обычно применяется лишь для сварки низколегированной стали или же для не слишком прочной углеродистой стали.
Она представляет собой трубку, внутрь которой помещается сварочный флюс, содержащий в качестве добавки металлический порошок. Он также имеет свои характеристики и может использоваться для разных целей, однако на практике обычно применяется лишь для сварки низколегированной стали или же для не слишком прочной углеродистой стали.
Есть несколько основных требований, которые предъявляются к работе с таким расходником.
Во-первых, порошковый флюс должен обеспечивать стабильную дугу, а также легкость, с которой она будет появляться. Во-вторых, во время плавки должно отсутствовать разбрызгивание материала и равномерность плавки. Естественно, необходимо, чтобы конечный результат, то есть шов, не имел изъянов. Во время сварки на покрытии будет возникать шлак, который после остывания должен легко счищаться с поверхности.
Виды проволоки для порошковой сварки
Далее стоит сказать, что есть разные способы использования и защиты от внешних воздействий. По этим двум критериям проволока с порошковым флюсом делится на газозащитную и самозащитную.
Что касается первого типа, то он применяется в тех случаях, когда необходимо работать в автоматическом или полуавтоматическом режиме, а в качестве обрабатываемого материала выступает низколегированная сталь или же малоуглеродистая. Во время работы применяется также углекислый газ и иногда его смесь с аргоном. Если правильно подобрать порошковый флюс, то можно улучшить некоторые параметры сварки. К примеру, можно увеличить скорость вертикальной сварки или же улучшить прочность соединения трудносвариваемой стали.
Что касается применения такой технологии сварки, то она актуальна в основном для создания нахлестов, а также на углах конструкций или в стыках. Как уже говорилось ранее, может использовать как в автоматическом режиме сварки, так и в полуавтоматическом.
Самозащитная разновидность проволоки
Особенность самозащитной проволоки в том, что она изготавливается в виде электрода, который «вывернут» наизнанку. Особенность применения заключается в том, что сварку с таким расходником можно использовать при самых разных и даже экстремальных температурах. Кроме того, разрешается проведение работ при сильных порывах ветра и прочих подобных погодных условиях.
Кроме того, разрешается проведение работ при сильных порывах ветра и прочих подобных погодных условиях.
Стоит выделить еще несколько преимуществ, которыми обладает самозащитный вид проволоки для сварки флюсовым порошком.
- дает возможность проводить сварку в любом положении;
- так как дуга в данном случае открытого типа, то есть возможность медленно двигать обрабатываемый металл;
- проволока покрыта специальным веществом, которое повышает устойчивость к давлению;
- есть возможность контролировать химический состав, а значит, можно получить определенный состав шлака при необходимости.
Преимущества порошковой сварки и отзывы
Что касается преимуществ, которыми обладает сварка при помощи порошка, то это все пункты, касающиеся открытых методов и полуавтоматических. Другими словами, не возникает таких проблем, как в случае с потоком защитного газа, который может сдувать сильный ветер.
Если говорить о главном преимуществе сварки с проволокой из этой категории, то это отсутствие необходимости в длительных подготовительных работах.
Отзывы о флюсовой проволоке и о работе с ней достаточно хорошие, однако есть и плохие. Суть заключается в том, что для небольшого количества работы проволока подходит отлично и стоит она дешевле, чем баллон с газом. Однако в том случае, если необходимо будет варить много, то постоянно покупать такой расходник будет очень дорого, в этом и заключается главная проблема. Приобретать проволоку стоит в том случае, если варить нужно не слишком много.
Сущность способа сварки порошковой проволокой
02.12.2021 Автор: VT-METALL
Из этого материала вы узнаете:
- Базовая классификация сварочной проволоки
- Виды сварочной проволоки для полуавтоматов
- Маркировка сварочной проволоки
- Что лучше – сварочная проволока или электроды
Сварочная проволока – основной расходный материал при работе с полуавтоматическим оборудованием. Существует множество видов, каждый из которых предназначен для выполнения определенных операций и сваривания заготовок из разных металлов.
Продается проволока сразу в катушках, и для ее замены не требуется много времени. О том, какой тип сварочной проволоки и где используется, как маркируется, вы узнаете из нашего материала.
Сущность способа сварки порошковой проволокой
Порошковая проволока представляет собой непрерывный электрод трубчатой или другой, более сложной конструкции с порошкообразным наполнителем — сердечником. Сердечник состоит из смеси минералов, руд, ферросплавов металлических порошков, химикатов и других материалов. Назначение различных составляющих сердечника подобно назначению электродных покрытий — защита расплавленного металла от вредного влияния воздуха, раскисление, легирование металла, связывание азота в стойкие нитриды, стабилизация дугового разряда и др. Составляющие сердечника должны, кроме того, удовлетворять общепринятым требованиям, предъявляемым ко всем сварочным материалам: обеспечивать хорошее формирование швов, легкую отделимость шлаковой корки, провар основного металла, минимальное разбрызгивание металла, отсутствие пор, трещин, шлаковых включений и других дефектов, определенные механические свойства швов и сварных соединений и т. д.
д.
Порошковые проволоки используются для сварки без дополнительной защиты зоны сварки, а также для сварки в защитных газах, под флюсом, электрошлаковой. Проволоки, используемые для сварки без дополнительной защиты, называются самозащитными. Входящие в состав сердечника таких проволок материалы при нагреве и расплавлении в дуге создают необходимую шлаковую и газовую защиту расплавленного металла. В настоящее время наибольшее распространение получили порошковые проволоки для сварки в углекислом газе и самозащитные порошковые проволоки.
В зависимости от диаметра и состава порошковой проволоки сварка может осуществляться во всех трех пространственных положениях.
Схема процесса сварки самозащитной порошковой проволокой со свободным формированием шва приведена на рис. 1.
Рис. 1. Схема процесса сварки самозащитной порошковой проволокой.
Электрическая дуга возбуждается между оболочкой 1 порошковой проволоки и основным металлом 10 . За счет тепла, выделяемого в дуге, плавятся оболочка и сердечник 2 проволоки. Расплавившийся металл оболочки и сердечника образует на торце проволоки капли 3, которые растут и переносятся в сварочную ванну 5. При расплавлении минералов, руд и химикатов, входящих в состав сердечника, образуется шлак 6, покрывающий тонким слоем капли и сварочную ванну. Дуга 4 горит между каплей или оболочкой и сварочной ванной. При разложении карбонатов и органических материалов сердечника выделяются газы 9, которые защищают расплавленный металл от воздуха. Проволока по мере оплавления автоматически подается в зону сварки. При удалении дуги жидкий металл сварочной ванны кристаллизуется, образуя сварной шов 7, покрытый слоем затвердевшего шлака 8.
За счет тепла, выделяемого в дуге, плавятся оболочка и сердечник 2 проволоки. Расплавившийся металл оболочки и сердечника образует на торце проволоки капли 3, которые растут и переносятся в сварочную ванну 5. При расплавлении минералов, руд и химикатов, входящих в состав сердечника, образуется шлак 6, покрывающий тонким слоем капли и сварочную ванну. Дуга 4 горит между каплей или оболочкой и сварочной ванной. При разложении карбонатов и органических материалов сердечника выделяются газы 9, которые защищают расплавленный металл от воздуха. Проволока по мере оплавления автоматически подается в зону сварки. При удалении дуги жидкий металл сварочной ванны кристаллизуется, образуя сварной шов 7, покрытый слоем затвердевшего шлака 8.
Схема процесса сварки порошковой проволокой в защитном газе приведена на рис. 2.
Рис. 2. Схема процесса сварки порошковой проволокой в углекислом газе: 1 — проволока; 2 — токоподвод; 3 — сопло; 4 — углекислый газ.
Схема процесса сварки порошковой проволокой в углекислом газе: 1 — проволока; 2 — токоподвод; 3 — сопло; 4 — углекислый газ.
Порошковая проволока может использоваться также для сварки с принудительным формированием (рис. 3).
Рис. 3. Схема электродугового процесса сварки с принудительным формирование порошковой проволокой: а — в углекислом газе; б- открытой дугой. 1 — порошковая проволока; 2 — свариваемый металл; 3- шлак; 4 — ползун 5 — сварочная ванна, 6 — шов.
Основные характеристики и достоинства
Проволока с порошком является бесконечным электродом, в котором роль обмазки выполняет состав внутри металлической трубки. Порошковая сварка производится под флюсом без применения дополнительных установок для его подачи. Внутри металлической трубки находится смесь измельченного железа, его окислом, фосфатов, хрома и другие компоненты, которые:
- стабилизируют температуру в ванной и вокруг дуги до оптимальной для конкретного материала;
- способствуют смешиванию расплавленного металла деталей и электрода;
- равномерно закрывают по всей ширине шов от контакта с кислородом и азотом;
- делают кипение ванны ровным, без брызг;
- позволяют увеличить скорость сварки деталей.

Порошковыми проволоками можно производить наплавку деталей по поверхности и сварку в любом пространственном положении в условиях специально оборудованного места и в поле.
Классификация сварочных порошковых проволок
Порошковые проволоки могут быть классифицированы по назначению, способу защиты металла от влияния воздуха, типу сердечника, механическим свойствам металла шва.
Назначение проволоки определяется классом свариваемого металла. Порошковые проволоки применяются для сварки малоуглеродистых и низколегированных конструкционных сталей, легированных сталей, чугуна, цветных металлов и сплавов. Наиболее широкое распространение получили проволоки для сварки малоуглеродистых и низколегированных сталей. Рассмотрению свойств этих проволок и особенностей сварки посвящена, в основном, настоящая монография.
По способу защиты порошковые проволоки делятся на два вида: 1) самозащитные; 2) для сварки с дополнительной защитой газом или флюсом.
В зависимости от состава сердечника проволоки, применяющиеся в нашей стране, можно разделить на пять типов — рутил-органические, рутиловые, карбонатно-флюоритные, рутил-флюоритные, флюоритные.
Сердечник проволоки рутил-органического типа состоит в основном из рутилового концентрата и алюмосиликатов (полевой шпат, слюда, гранит и др.). В качестве раскислителей используется ферромарганец, а газообразующими материалами служат крахмал или целлюлоза. Проволоки с сердечником рутил-органического типа используются как самозащитные.
В состав сердечника проволок рутилового типа входят в основном рутиловый концентрат, алюмосиликаты и руды. Раскислителями служат ферромарганец, ферросилиций, ферротитан, ферроалюминий. Проволоки с сердечником рутилового типа используются с дополнительной защитой углекислым газом.
В сердечник проволоки карбонатно-флюоритного типа вводят в качестве газообразующих материалов карбонаты кальция, магния, натрия. В качестве шлакообразующих материалов используют рутиловый концентрат, алюмосиликаты, окислы щелочноземельных металлов, флюоритовый концентрат. Раскисляют металл ферромарганцем, ферросилицием. Для дополнительного раскисления металла и связывания азота в нитриды в сердечник проволок этого типа иногда вводят титан и алюминий. Проволоки с сердечником карбонатно-флюоритного типа чаще всего используют как самозащитные, но применяют и в сочетании с дополнительной защитой углекислым газом.
Раскисляют металл ферромарганцем, ферросилицием. Для дополнительного раскисления металла и связывания азота в нитриды в сердечник проволок этого типа иногда вводят титан и алюминий. Проволоки с сердечником карбонатно-флюоритного типа чаще всего используют как самозащитные, но применяют и в сочетании с дополнительной защитой углекислым газом.
В состав сердечника проволок рутил-флюоритного типа входят в основном рутиловый и флюоритовый концентраты, в качестве шлакообразующих иногда вводят окислы щелочноземельных металлов, алюмосиликаты. Раскислителями служат ферромарганец и ферросилиций. Проволоки с сердечником этого типа применяются, как правило, с дополнительной защитой углекислым газом.
Сердечник проволок флюоритного типа в основном состоит из флюоритового концентрата, в небольших количествах вводят окислы щелочноземельных металлов. Для раскисления металла применяют ферромарганец, алюминий, магний. Алюминий также связывает азот металла сварочной ванны в нитриды. Проволоки с сердечником флюоритного типа используются как самозащитные.
В сердечники проволок всех типов с целью увеличения производительности сварки и придания благоприятных сварочно-технологических свойств вводят железный порошок.
Классификация проволок по механическим свойствам наплавленного металла пока еще не утверждена. Обычно по этому признаку свойства швов, выполненных порошковыми проволоками, сравнивают со свойствами шпон, выполненных электродами различных типов, регламентированных ГОСТом 9467—60.
Эффективность применения
Проволока порошковая для дуговой сварки завоевала хорошую репутацию благодаря тому, что применяя ее, можно решить многочисленные проблемы и облегчить процессы сваривания и наплавки. С ее помощью такие работы можно осуществлять в полевых условиях и на производственных площадках, находящихся на открытом воздухе. Производительность процесса возрастает в несколько раз. Отсутствует необходимость бороться с последствиями разбрызгивания расплавленного металла.
Качество образуемого соединения является достойным. За счет того, что порошковая сварочная проволока для полуавтоматов обеспечивает хорошее проплавление металла, за один проход можно осуществлять такие соединения, как нахлесточные, угловые и стыковые. Она может использоваться, как для автоматической сварки, так и сварки полуавтоматом. Преимущественно используется для работы с углеродистыми сталями и низколегированными.
За счет того, что порошковая сварочная проволока для полуавтоматов обеспечивает хорошее проплавление металла, за один проход можно осуществлять такие соединения, как нахлесточные, угловые и стыковые. Она может использоваться, как для автоматической сварки, так и сварки полуавтоматом. Преимущественно используется для работы с углеродистыми сталями и низколегированными.
К достоинствам относится сопротивление появлению в шве шлаковых включений, а также образованию таких дефектов, как поры. Сварочные работы можно производить в различных положениях.
Конструкции порошковых проволок.
Из применяющихся конструкции порошковых проволок (рис. 4) наиболее распространены проволоки трубчатой конструкции (а, б, в ). Введение части оболочки внутрь сердечника (г, д, е, ж, з ) обеспечивает более равномерное плавление его и более эффективную защиту металла от воздуха.
Рис. 4. Конструкции порошковой проволоки
Влияние конструкции проволоки на особенности ее плавления и свойства швов рассматривается ниже.
Спецификация отдельных узлов производственной линии
В России производством линий порошковой проволоки занимаются крупнейшие машиностроительные компании:
- Вулкан ТМ;
- ТИМ-МЕТИЗ;
- ТМ Велтек.
На рынке присутствуют также и иностранные поставщики:
- Atlantic Chinna;
- DEM;
- Bohler.
В целом линия имеет стандартный набор узлов, отличительными чертами разных производителей может стать система управления, качество материала, из которого изготовлены узы, максимальная мощность и производительность.
Линия по производству проволоки сварной состоит из следующих узлов:
- механизм подачи;
- узел обезжиривания;
- узел подачи шихты;
- формовочная машина;
- узел волочения;
- намоточный механизм.
Узел подачи оснащен двойными конусами удерживателя, механизмом поднятия катушки и толкателем. Эти устройства приводятся в действие пневматическим приводом. Масса узла 1000кг.
Узел обезжиривания оснащен 24 плоскими форсунками, двумя помпами, четырьмя нагревателями, вентилятором. Максимальная скорость обработки ленты – 100 м/мин.
Система подачи шихты включает в себя емкость для смешивания компонентов наполнителя и системой транспортировки его в формовочные секции.
Максимальная производительность – 150 кг/час, ёмкость – 30 л.
Формовочная секция представляет собой ленту толщиной 0,9 мм, шириной 14 мм, выполненную из малоуглеродистой стали. Работает в направлении –слева направо, скорость протяжки – 100 м/мин.
Секция волочения имеет четыре направляющих вала, систему охлаждения, фильеру. Изготовлена из стали марки FC 250.
Намоточный механизм оснащен катушкой и удерживателем, которые приводятся в действие пневматическим приводом. Скорость намотки – 250 м/мин, максимальный вес – 1000 кг.
В собранном виде линия по производству сварной проволоки занимает 15 метров в длину и 4 в ширину, высота 4,2 м, общая масса – до 14 тонн. При подготовке помещения для размещения автоматизированной линии необходимо учитывать ее габариты, а также необходимость водоснабжения и электропитания (трехфазное, не менее 380 В).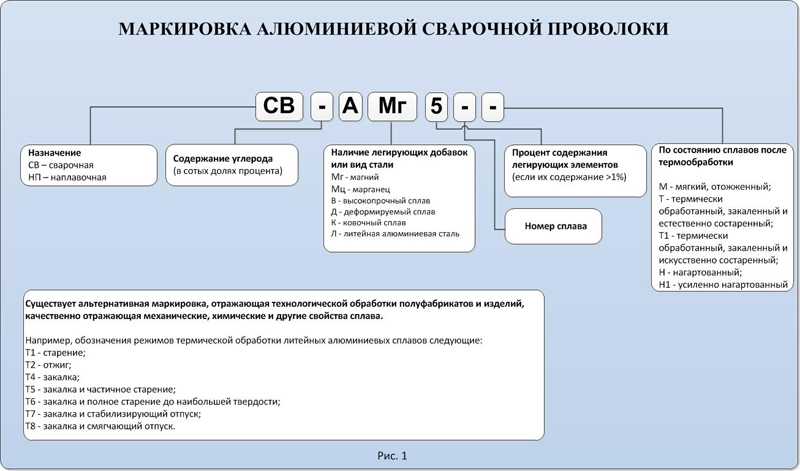 Средняя производительность в год при полной загрузке может составить 4000 тонн готовой проволоки.
Средняя производительность в год при полной загрузке может составить 4000 тонн готовой проволоки.
Коэффициент заполнения.
Количество материала в сердечнике порошковой проволоки принято оценивать коэффициентом: заполнения Кз:
где Gпор— масса порошкового наполнителя; Gпров — общая масса проволоки.
В зависимости от назначения проволоки Кз колеблется в широких пределах (10—40%). От величины Кз в значительной мере зависит эффективность защиты расплавленного металла. Стабильность коэффициента заполнения определяет качество изготовления проволоки.
Особенности производства
Для производства порошковой проволоки лист толщиной 1,18 – 0,25 мм режут вдоль на полосы. Отдельно заготавливают наполнитель, смешивая все компоненты сердцевины в определенных пропорциях.
Изготовление проволоки происходит в несколько этапов на одной установке.
- Очистка полосы от грязи, масла окалины и влаги в начале станка.

- Легкая продольная деформация трубы с образованием полукруга.
- Заполнение полосы порошком.
- Соединение торцов, образование трубки с флюсом.
- Калибровка соединения и самого профиля. Создание правильного круглого сечения.
В современном сварочном производстве больше всего используют сварочную полосу из низкоуглеродистых сталей.
При изготовлении проволока не состыковывается и прокатывается на длину полосы. На катушке должен быть один цельный кусок.
Для удаления влаги и масла с поверхности ПП и ПС, катушку следует поместить в печь перед установкой на аппарат. Выдерживать 2 часа при температуре 230 – 250⁰.
Сварка полуавтоматом без газа, принцип работы и особенности сварки порошковой проволокой
К числу разновидностей классической электродуговой сварки относится полуавтоматическая сварка. Если мастер использует такой вид сварки, то ему необходима специальная проволока, которая будет выполнять функции электрода. Во время работы она должна постоянно поступать в сварочную головку.
При сварке электродами все предельно понятно. Мастеру достаточно поместить электрод в специальный держатель, установить массу на заготовку и можно приступать к сварке. Однако обычная сварка инвертором достаточно сложный процесс, когда речь идет о тонких заготовках. Например провести сварочные работы по кузову автомобиля — тот еще квест . Сварка полуавтомат без газа порошковой проволокой дает возможность уверенно работать даже с металлом 0,3 — 0,5 мм толщины.
Принцип полуавтоматической сварки несколько другой. В качестве присадочного материала выступает проволока. Опытные мастера наверняка зададут вопрос: как же образуется газ, который защитит сварочную ванну от окружающей среды? Вот здесь и стоит пояснить, какая же именно проволока используется для полуавтоматической сварки.
Сварка полуавтомат без газа и особенности порошковой проволоки
Люди, имеющие хотя бы минимальный опыт и знания в сфере сварки полуавтоматом, никогда не станут применять обычную проволоку. Это чревато получением крайне некачественного шва, который имеет много неровностей и пустот. Плюс к этому придется использовать очень много проволоки.
Это чревато получением крайне некачественного шва, который имеет много неровностей и пустот. Плюс к этому придется использовать очень много проволоки.
При сварке используется специальная порошковая проволока. Она представляет собой стержень, внутри которого находится флюсованный порошок. При задействовании сварочного оборудования флюс нагревается, что приводит к образованию газового облака. Его радиуса вполне хватает для обеспечения надежной защиты расплавляемого материала.
Сварка полуавтомат без газа порошковой проволокой имеет одну особенность, которую должен учитывать мастер. При сварке вертикальных швов повышенная температура распространяется снизу вверх. Чтобы сохранить тепло в сварочной ванне, рекомендуется направлять головку пистолета сверху вниз. Также сварка порошковой проволокой без газа предполагает быстрый темп работы.
Сегодня в продаже имеется порошковая проволока самого разного диаметра. Поэтому сварка порошковой проволокой может использоваться при работе, как с тонкими, так и с толстыми металлами.
Плюсы и минусы полуавтоматической сварки с использованием порошковой проволоки
Мастера ценят полуавтоматическую сварку за следующие достоинства:
- Сварочное оборудование имеет малый вес. Не придется брать с собой до места работы тяжелый баллон и редуктор;
- При работе будет хорошо видно место сварочной разделки;
- Не нужно тратиться на покупку смеси газов.
Сварка полуавтоматом порошковой проволокой имеет также ряд недостатков:
- Необходимо приобретать сварочную проволоку. Впрочем, как уже было сказано выше, для такой сварки не потребуется покупать смесь газов. Поэтому данный минус не является существенным;
- Нужно потратить время на выбор качественного сварочного аппарата.
Сварка полуавтоматом для начинающих без газа: настраиваем оборудование
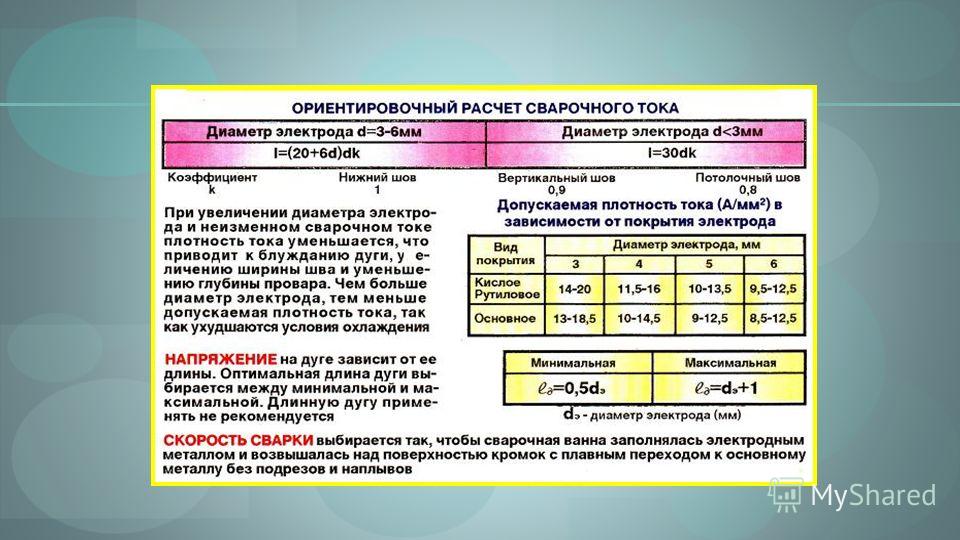
Любые сварочные работы начинаются с подготовки оборудования. Первым делом мастер должен выбрать подходящее значение сварочного тока. Оно зависит от толщины сплавляемых материалов. Соотношение величин можно узнать из инструкции, которая прилагается к полуавтомату. Если установить слишком низкое значение, то это приведет к ухудшению качества обработки материала. В случае завышенного значения появляется риск прожечь деталь.
Оно зависит от толщины сплавляемых материалов. Соотношение величин можно узнать из инструкции, которая прилагается к полуавтомату. Если установить слишком низкое значение, то это приведет к ухудшению качества обработки материала. В случае завышенного значения появляется риск прожечь деталь.
На следующем этапе подбирается оптимальный режим подачи проволоки. Для этого задействуется комплект сменных шестерен. Перемещаем ручку переключателя в положение «Вперед», а после заполняем воронку.
При выставлении вылета держателя надо сделать так, чтобы наконечник оказался в зоне проведения сварки. Открываем заслонку воронки, нажимаем кнопку «Пуск» и во время этого быстро проводим электродом по месту сваривания.
Надо дождаться момента, когда образуется устойчивая дуга. После этого можно приступать к сварке.
Техника сваривания
Сварка полуавтомат без газа для дома пройдет нормально при соблюдении техники сваривания. Важно помнить, что при создании вертикальных швов пары сгораемого при высокой температуре флюса направляются вверх. Поэтому начинать сварку желательно сверху материала. Это особенно актуально при обработке тонких листов из металла.
Поэтому начинать сварку желательно сверху материала. Это особенно актуально при обработке тонких листов из металла.
При выполнении сварки полуавтоматом без газа рукоятку следует держать с малым наклоном кверху. Это позволяет проще удерживать сварочную ванну в области ее образования.
Чтобы не появились капли расплавленного металла, мастер должен водить горелкой по месту соединения достаточно быстро. Порошковую проволоку следует подавать к срезу, расположенному спереди. У порошковой проволоки есть одна особенность. Дело в том, что она слишком мягкая, поэтому надо избегать сильных перегибов шланга.
Иногда шлак может попадать в расплавленную ванну. Если это произошло, то мастеру следует создать второй шов, предварительно удалив шлак с первого.
Техника безопасности при сварке порошковой проволокой
Сварка относится к числу работ с повышенным риском, поэтому мастеру следует:
- Использовать защитные очки и маску. Возникающий в процессе сваривания металла яркий свет крайне вреден для зрения;
- Надеть респиратор или специальные фильтрующие воздух маски.
 При сварке полуавтоматом порошковой проволокой выделяются опасные для здоровья испарения. Если сварка проходит в помещении, то оно должно быть оборудовано вытяжной системой для эффективного вывода наружу вредных веществ;
При сварке полуавтоматом порошковой проволокой выделяются опасные для здоровья испарения. Если сварка проходит в помещении, то оно должно быть оборудовано вытяжной системой для эффективного вывода наружу вредных веществ; - Обеспечить себе защиту от капель расплавленного металла. Мастер должен быть одет в рабочую спецодежду;
- Надеть рабочие перчатки при необходимости перенести сварочные заготовки.
что это, особенности и требования, видео
Содержание:
- Требования к проволоке
- Виды порошковой проволоки
- Особенности сварки без газа
- Плюсы сварки без газа
- Интересное видео
В настоящее время разработано много технологий, которые используются для сваривания разных видов металла. Каждая из них обладает преимуществами и недостатками, поэтому невозможно сказать, какая считается самой лучшей. Но иногда бывают ситуации, когда целесообразно использовать определенный вид сварочного процесса, который позволит создать качественный и прочный шов.
Но иногда бывают ситуации, когда целесообразно использовать определенный вид сварочного процесса, который позволит создать качественный и прочный шов.
Что касается сварки порошковой проволокой, то этот метод пользуется популярностью среди сварщиков. Во время нее присадочный материал подается в непрерывном режиме, в результате этого получается длинное и прочное соединение. Но все же предварительно стоит рассмотреть главные особенности этого вида сварки.
Требования к проволоке
Порошковая проволока имеет вид обычной трубки. Внутрь нее укладывается флюс с добавлением металлического порошка. Проволока имеет классификацию, которая зависит от следующих важных характеристик:
- Предназначения материала;
- Варианта используемой защиты;
- Механических качеств;
- Положения при проведении сварочных работ.
Обычно порошковая сварка используется для работ с низколегированной и менее прочной низкоуглеродистой сталью.
К главным требованиям сварки с использованием порошковой проволоки относят:
- При проведении процесс отмечается стабильность в нагреве электрической дугой.

- Наблюдается легкое возникновение дуги.
- Равномерное плавление проволоки, не возникает сильного разбрызгивания раскаленного металла.
- Шлак, который возникает во время порошковой сварки на области сварного шва, должен с легкостью очищаться после остывания. Также он должен обеспечивать равномерное покрытие всей поверхности соединения.
- В структуре сварного шва не должно быть повреждений, изъянов, дефектов.
Виды порошковой проволоки
Сварка полуавтоматом порошковой проволокой может выполняться с использованием разных видов расходных материалов. В зависимости от способа применения и метода защита от внешних воздействий порошковый элемент может быть газозащитного и самозащитного вида.
Газозащитный вид
Газозащитную проволоку обычно применяют при проведении полуавтоматической и автоматической сварки для сваривания низколегированных и углеродистых сталей. Она позволяет получить прочный шов с чистой поверхностью без дефектов и изъянов.
Важно! Сварка порошковой проволокой газозащитного вида проводится в среде защитных газов. Часто используется углекислый газ или его смесь с аргоном. Защитный газ поступает извне.
Данную технологию часто применяют для создания нахлестов, она подходит для работы в местах стыков и на углах металлических конструкций. Для ее проведения подходит автоматическое и полуавтоматическое сварное оборудование. Использование этого процесса позволяет добиться постоянство струи, он имеет сниженные показатели разбрызгивания и высокую стойкость к появлению пор и шлака.
Самозащитный вид
Самозащитный материал выполняется в виде «вывернутого» электрода. Сварка самозащитной порошковой проволокой позволяет проводить работы при разных температурных режимах, даже при экстремальных, при сильных порывах ветра и при других неприятных условиях.
Стоит отметить! Самозащитная проволока часто используется для сварки под названием fcaw. Но что это такое сварка fcaw? Данный процесс осуществляется без применения защитных газовых смесей. Во время него не нужно применять большие газовые баллоны, достаточно поднести сварочный аппарат к месту работы.
Во время него не нужно применять большие газовые баллоны, достаточно поднести сварочный аппарат к месту работы.
Самозащитная проволока обладает следующими положительными качествами:
- Она позволяет проводить сварочные работы в разных положениях;
- Дуга находится в открытом состоянии, именно это позволяет аккуратно передвигать наплавляемый металл;
- Проволока обладает специальным типом покрытия, который повышает устойчивость материала к давлению, оказываемому роликами;
- Во время процесса контролируется химический состав, это минимизирует образование шлака.
Особенности сварки без газа
Для сварки порошковой проволокой без газа обычно применяется самозащитный материал. Он выполняет те же задачи, что и флюс. Во время работ используется специальный порошковый состав с содержанием кремниатов и силикатов. Они отторгаются расплавленной металлической основой и приводят к образованию на поверхности защитной пленки, которая затрудняет попадание кислорода в расплавленный металл.
При проведении сварки полуавтоматом порошковой проволокой без газа многие сварщики используют сварочный материал, который имеет вид трубки из мягкого легкоплавкого металла. Внутри трубка полая. Ее полость внутри обычно заполняется порошком из кремниатов или флюсом, он при плавлении не сгорает, а просыпается на поверхность металла.
Для того чтобы во время процесса дуга смогла успешно войти в сварную ванну и был сформирован правильный шов, требуется выставить прямую полярность при сварке порошковой проволокой. На полуавтоматических устройствах выполняется это переключением контактов внутри аппарата.
Плюсы сварки без газа
Сварка с использованием порошковой проволоки имеет ряд положительных качеств, среди которых стоит выделить:
- Не нужно применять громоздкие баллоны с газом, которые тяжело переносить.
- Обладает беспрепятственным перемещением, работать можно на любой высоте, в труднодоступных местах.
- Высокая производительность труда.

- При проведении процесса используется специальный порошковый состав, который приводит к появлению шлака, защищающего металла от окисления кислородом, что является отличительным признаком дуговой сварки порошковой проволокой от сварочного процесса с использованием защитного газа.
- Дуга не проявляет повышенную чувствительность к ветру.
Сварка с использованием порошковой сварки считается востребованной технологией для работы с низколегированными и углеродистыми сталями. Но все же чтобы процесс был проведен правильно и точно, важно знать его главные особенности и требования.
Для начала стоит рассмотреть виды сварочного материала, который может применяться для сваривания металла. Кроме этого немаловажным будет знание принципов проведения процесса без использования защитного газа.
Интересное видео
Виды сварочной проволоки для полуавтомата: типы и классификация
Сварочная проволока является одним из основных присадочных материалов, которые используются во время газовой сварки, а также для дуговой в среде защитных газов, которой является аргонодуговая сварка. Главной особенностью ее является то, что она не имеет покрытия. Таким образом, для получения качественного результата сваривания необходимо использовать дополнительную защиту, которой зачастую выступает газ. Благодаря своему широкому распространению расходный материал используется для сварки самых разнообразных металлов. Это обеспечивает то, что существуют различные виды сварочной проволоки, каждый из которых предназначен для своего рода процедур.
Главной особенностью ее является то, что она не имеет покрытия. Таким образом, для получения качественного результата сваривания необходимо использовать дополнительную защиту, которой зачастую выступает газ. Благодаря своему широкому распространению расходный материал используется для сварки самых разнообразных металлов. Это обеспечивает то, что существуют различные виды сварочной проволоки, каждый из которых предназначен для своего рода процедур.
Сварочная проволока для полуавтомата
Данный материал применяется как для ручной сварки, так и для автоматической и полуавтоматической. Благодаря тому, что товар поставляется в катушках, можно осуществлять непрерывную подачу присадочной проволоки во время автоматического сваривания. Специально для таких случаев выпускают порошковые разновидности, которые дают эффект наилучшего качества, хотя могут применяться и другие виды. При выборе стараются больше ориентироваться на состав, так как чем ближе он к основному металлу, тем лучше получится шов. Поэтому, производители выпускают все под определенные марки металла, с которыми чаще всего проводится работа. Производится продукция согласно ГОСТ 2246-70.
Поэтому, производители выпускают все под определенные марки металла, с которыми чаще всего проводится работа. Производится продукция согласно ГОСТ 2246-70.
Сварочная проволока согласно ГОСТ 2246-70
Преимущества
- Проволока отлично подходит для работы с автоматическими системами, так как они настраиваются на подачу со скоростью равной скорости плавления;
- Мотки составляют несколько метров, благодаря чему ими удобно пользоваться в производственной сфере;
- Отсутствие покрытия уменьшает вероятность появления брака из-за недостаточной просушки, вкраплений в составе и прочих негативных факторов;
- Существует множество моделей отличающихся только по толщине, что помогает удобно подобрать марку для работы с той или иной толщиной заготовки;
- Здесь наблюдается минимальный процент образования шлака, что не только улучшает качество соединения, но и убирает множество последующих процедур по зачистке готового результата и так далее.
Недостатки
- Проволока требует постоянной защиты, что повышает себестоимость процесса соединения металла;
- Хранить большие мотки далеко не всегда удобно, тем более что для этого требуются специальные условия, которые не всегда возможно обеспечить;
- Большие мотки также неудобно использовать в частной сфере, если требуется относительно небольшое количество процедур;
- При покупке проволоки в мотках достаточно сложно подобрать универсальный диаметр, так что нужно иметь в запасе одновременно несколько вариантов для разных типов заготовок;
- Практически всегда требуется использовать дополнительно флюс.
Классификация
Рассматривая виды сварочной проволоки, стоит понимать, для каких именно процедур они предназначены и какими свойствами обладают. Для этого есть несколько систем классификации. В первую очередь следует выделить основные группы, которые касаются содержания легирующих элементов в составе:
- С низким содержанием углерода в присадочном материале;
- Незначительное количество легирующих веществ в составе;
- Высоколегированная сварочная проволока.
Отдельно стоит выделить порошковую проволоку, которая преимущественно используются для автоматической сварки и дает отличный результат качества. Она представляет собой трубку, сделанную из малоуглеродистой стали, которая наполняется раскислительными порошками, стабилизаторами, которые предназначены для улучшения горения сварочной дуги, а также шлакообразующими веществами.
Порошковая проволока для сварки полуавтоматом
Классификация сварочной проволоки еще касается материалов ее изготовления. Классы распределяются согласно основному металлу, который занимает больше всего места в составе, тогда как остальное является мелким вкраплением для улучшения свойств сваривания. Выделяют такие разновидности как:
Классы распределяются согласно основному металлу, который занимает больше всего места в составе, тогда как остальное является мелким вкраплением для улучшения свойств сваривания. Выделяют такие разновидности как:
- Алюминиевая;
- Медная;
- Нержавеющая;
- Стальная;
- Стальная омедненная.
Помимо этого, каждая марка разделяется на несколько типов по размеру. Как правило, шаг увеличения диаметра составляет от 0,5 до 1 мм.
Сварочная проволока диаметром 1 мм
Для сварки стали
Типы сварочной проволоки для соединения стали являются достаточно распространенными, так как с этим металлом и его сплавами очень часто приходится встречаться.
| Марка | Характеристики |
| Св-08Г1C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08Г1НМА | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов, которые обладают высокой прочностью. Работает под флюсом |
| Св-08Г2C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08ГМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГНМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГСМТ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в смеси (Ar-80%, CO2-20%). |
Для сварки нержавейки
Марки сварочной проволоки, которые предназначаются для сваривания нержавейки, имеют много нюансов в составе, так как это очень капризный металл, сваривание которого сложно на техническом и физической уровне. Ведь при сварке нержавейки металл ведет подобно воде и сильно растекается, не говоря уже о том, что к проволоке выдвигаются особые требования.
| Марка | Характеристики |
| Св-04Х19Н11М3 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром – 19%, никель – 11% и молибдена – 3%. Для сварки требуется защитный газ |
| Св-06Х19Н9Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
| Св-07Х25Н13 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
| Св-08Х20Н9Г7Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания аустелитных нержавеющих сталей. Для сварки требуется защитный газ |
| Св-10Х16Н25АМ6 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
Для сварки алюминия
Алюминий также является сложным в сварке металлом, который требует особого присадочного материала для качественного проведения работы. Сварка алюминия проводится с помощью следующих основных марок проволоки:
| Марка | Характеристики |
| Д16 | Создается на основе сплава алюминия, меди и магния. |
| В92Ц | Создается на основе сплава алюминия, магния и цинка. |
| АК4 | В составе присутствует алюминий, марганец, медь, железо и никель. |
| ВАД23 | В составе присутствует алюминий, марганец, медь и прочие элементы. |
Для сварки меди
Медная проволока является достаточно востребованной и имеет множество марок. Многие виды сварочной проволоки для полуавтомата делаются именно из этого материала. Здесь приведены только несколько из них.
| Марка материала | Характеристики материала |
| OK Autrod 19.12 | Применяется для сварки чистой меди и ее сплавов. |
| OK Autrod 19.30 | Применяется для низколегированной меди и бронзы. Хорошо подходит для сваривания оцинкованных деталей. |
| OK Autrod 19.40 | Применяется для сварки литого проката из меди, алюминия и бронзы. Швы получаются прочными и износостойкими. Может использоваться для наплавки поверхности подшипников. |
Проволока для чугуна и сплавов никеля
Чугун является специфическим металлом, так как обладает высокой хрупкостью, несмотря на большую твердость. Отсутствие пластичности выдвигает свои требования к сварке.
| Марка материала | Характеристики материала |
| ПП-АНЧ-1 | Используется без подогрева. Твердость до 300 НВ. |
| ПП-АНЧ-2 | Используется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
| ПП-АНЧ-3 | Используется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Размеры сварочной проволоки
| Диаметр, мм | Сила тока, А |
| 2 | 120 |
| 3 | 160 |
| 4 | 210 |
| 5 | 250 |
| 6 | 290 |
| 7 | 330 |
| 8 | 350 |
| 9 | 370 |
| 10 | 400 |
Проволока для аргонной сварки: как выбрать, характеристики (видео)
Для сварки деталей, выполненных из алюминия и сплавов на его основе, используется алюминиевая проволока, с помощью которой также выполняется наплавка заготовок из данного металла. Все работы с использованием такой проволоки осуществляются в среде защитного газа, в качестве которого чаще всего применяется аргон. Алюминиевая сварочная проволока, если она подобрана правильно, способна обеспечить высокое качество и надежность формируемого сварного шва, стабильность его механических характеристик.
Все работы с использованием такой проволоки осуществляются в среде защитного газа, в качестве которого чаще всего применяется аргон. Алюминиевая сварочная проволока, если она подобрана правильно, способна обеспечить высокое качество и надежность формируемого сварного шва, стабильность его механических характеристик.
Катушка алюминиевой сварочной проволоки
Алюминий, как известно, является одним из самых сложных металлов в плане выполнения сварочных работ. Этот факт, который может подтвердить любой опытный сварщик, объясняется свойствами данного металла: на его поверхности всегда присутствует тугоплавкая окисная пленка. Сам же алюминий, если не брать во внимание упомянутую пленку, имеет невысокую температуру плавления, что также вносит сложности в процесс выполнения сварки.
Оптимальным способом получения надежных соединений деталей, выполненных из алюминия и его сплавов, является механизированная дуговая сварка. Для ее осуществления используется алюминиевая проволока.

Присадочная сварочная проволока и ее особенности
Проволока – это металлическое изделие, которое имеет малое сечение. Причем оно настолько мало, что несопоставимо по размерам с его длиной. Для производства проволоки применяют различные виды металлов – и черных, и цветных, и нержавеющих.
Порошковая сварочная проволока
Отдельный класс продукции – это сварочная. Ее применяют для проведения автоматической и полуавтоматической сварки. Из нее изготавливают электроды, прутки и прочие изделия, применяемые при сварке деталей ручным и автоматическим способом.
По сути, она заменяет собой электроды, используемые при сварочных работах. Через нее в сварочную зону подают электричество, необходимое для розжига и поддержания дуги. Кроме того, проволока принимает участие в формирование сварных швов и обеспечивает их физико-механические параметры.
Для производства проволоки, применяемой для сварочных работ, используют различные типы металла. При этом может измениться сфера использования готовой проволоки. Например, при производстве сварочной проволоки может быть использован алюминий. Ее можно использовать для работы со сплавами на основании магния, алюминия и ряда других. Если проволока выполнена из нержавейки, то ее применяют при сварке деталей выполненных из сталей стойких к воздействию коррозии.
Например, при производстве сварочной проволоки может быть использован алюминий. Ее можно использовать для работы со сплавами на основании магния, алюминия и ряда других. Если проволока выполнена из нержавейки, то ее применяют при сварке деталей выполненных из сталей стойких к воздействию коррозии.
При строительстве судов чаще всего применяют порошковую проволоку. Кроме того, существует омедненная проволока. Ее использование влечет за собой получение качественных швов. Не так давно, в ходу была проволока без какого-либо покрытия вообще.
Омедненная присадочная проволока
Выбирая проволоку для сварочных работ необходимо всегда помнить о том, что на рынке существует несколько типов подобной продукции. Они отличаются друг от друга не только химическим составом, но и строение, количеством легирующих компонентов.
Проволоку необходимо выбирать исходя из пометок, нанесенных на ее поверхность или на упаковку. Пометки, говорят потребителю о физико-технических параметрах проволоки и области ее применения.
Например, в ГОСТ 2246-70, это документ, который нормирует технические условия на стальную сварочную проволоку. Так, он гласит, то, что для производства этого сварочного материала допустимо использовать низкоуглеродистую сталь (Св-08АА, Св-08ГА) легированную (Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ) и высоколегированные сплавы (Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ).
Кроме того, сварочную проволоку разделяют на ту, которую применяют для выполнения сварочных работ, и на ту, из которой производят электроды. Она может быть изготовлена c с медным покрытием и без него. Все тонкости, касающиеся диаметра, марки стального сплава, наличия покрытия должны оговариваться при оформлении заказа.
Общие параметры метода сварки с применением аргона
В основе аргонной сварки, как уже отмечалось, лежит создание сварочной ванны под защитой аргона. Его наличие защищает расплав от воздействия атмосферного кислорода. Технология такой сварки подразумевает использование, как минимум двух методов сварки. Для их реализации могут быть использованы плавящиеся и неплавящиеся электроды.
Для их реализации могут быть использованы плавящиеся и неплавящиеся электроды.
Сварка аргоном
Сварочные технологии подразумевают два способа, в одном применяют плавящиеся электроды, в другом плавящиеся. За счет использования последних получают качественный шов с равномерной плавкой обоих заготовок. Такой способ применяют для сварки труб и соединения деталей из титана и алюминия.
Дуга разжигается между рабочим инструментом и деталями, подлежащими сварке. При сваривании деталей по аргонодуговой технологии используют инструмент (электроды) произведенные из вольфрама. Главное их достоинство заключается в их тугоплавкости. Для улучшения его эксплуатационных характеристик в состав вольфрамового сплава вводят отдельные химические соединения.
Если существует необходимость в применение дополнительного присадочного материала, то его подают в сварочную ванну сборку и это исключает контакт с электричеством подаваемом в нее.
Нюансы применения
На сегодня разработано множество методов сварки, работающих на основании различных принципов. Но сказать, что один способ лучше сказать сложно. Каждый из них обладает плюсами и минусами. Но иногда получается так, что имеет смысл использовать только один, конкретный вид сварки. Одним из таких видов является сварка порошком или порошковой проволокой.
Но сказать, что один способ лучше сказать сложно. Каждый из них обладает плюсами и минусами. Но иногда получается так, что имеет смысл использовать только один, конкретный вид сварки. Одним из таких видов является сварка порошком или порошковой проволокой.
Процесс применения присадочной проволоки
По сути, эта проволока представляет собой трубку, внутрь нее уложен флюс и порошок из металла.
В РФ выпускают проволоку преимущественно для сварных работ с черными сталями.
К материалу этого класса существуют такие требования, например, ее использование не должно создавать проблем при розжиге и сопровождении дуги. Проволока должна расплавляться равномерно и при этом не создавать большого количества искр вокруг сварочной ванны. Образующийся шлак равномерно распределяется на всей поверхности шва и по мере его остывания он должен легко отделяться.
Шов должен отвечать всем требованиям нормативной документации и на нем должно быть, ни каких дефектов – подрезов, непроваров, пор и трещин. Указанные свойства определяют возможность использования порошковой проволоки для выполнения работ. Между тем для установления некоторых свойств сварочной проволоки необходимо выполнить экспериментальную сварку. Для этого необходимо взять валик и наварить его на металлическую пластину. Сварка должна выполняться равномерно, в самом нижнем положении рабочего инструмента. В качестве сварочных режимов принимаются средние, для свариваемого металла. После проведения таких экспериментов станет ясно, когда и в каких условиях имеет смысл применять такую проволоку.
Указанные свойства определяют возможность использования порошковой проволоки для выполнения работ. Между тем для установления некоторых свойств сварочной проволоки необходимо выполнить экспериментальную сварку. Для этого необходимо взять валик и наварить его на металлическую пластину. Сварка должна выполняться равномерно, в самом нижнем положении рабочего инструмента. В качестве сварочных режимов принимаются средние, для свариваемого металла. После проведения таких экспериментов станет ясно, когда и в каких условиях имеет смысл применять такую проволоку.
Схема сварки при использовании присадочной проволоки
Эта сварка может быть использована часто, так как обладает множеством достоинств. Так, сварка может быть невозможна потому, что направление электрода в необходимое место невозможно. Кстати, такие проблемы встают и при выполнении сварки полуавтоматом.
В этих условиях имеет смысл использовать порошковую сварку. Все дело в том, что она сочетает в себе положительные свойства обыкновенных электродов и обыкновенной сварочной проволоки.
Надо отметить, что сварка порошковой проволокой не нуждается в газе, наборе газовых рукавов и аппаратуры для подачи или создания флюса.

Рекомендации по использованию
Проволока сварочная из алюминия (0.8 мм; 0.45 кг) BlueWeld 802062. Фото ВсеИнструменты.ру
Сварка алюминиевой проволокой создает проблемы даже квалифицированным сварщикам. Следующие рекомендации могут сделать этот процесс несколько проще.
- Предварительный подогрев заготовок до температуры 110°С поможет избежать появления трещин.
- Направление сварки должно совпадать с направлением горелки. Такая техника сварки обеспечит более качественную очистку шва и улучшит газовую защиту.
- Высокая теплопроводность алюминия способствует риску прожигания. Чтобы уменьшить такой риск требуется проводить сварку на высоких значениях сварочного тока и скорости сварки.
- Аргон — лучший вариант защитной среды. Он обладает наилучшими очищающими действиями, поэтому материалы для аргонодуговой сварки пользуются высоким спросом.

- Температура плавления сварочной проволоки должна быть приближена к температуре плавления свариваемых материалов. Это значительно упростит сварочный процесс.
- При сварке алюминия частым дефектом является растрескивание кратера шва. Уменьшить вероятность появления трещин можно формированием геометрии шва. Лучше всего придавать швам выпуклую форму. При остывании сжимающие напряжения не будут концентрироваться в одной точке, как например, при вогнутой форме шва. Они имеют возможность распределяться по всей поверхности выпуклого шва.
- Источник питания должен иметь возможность применения импульсного режима сварки. Этот режим ограничивает подачу тепла к свариваемым заготовкам, тем самым позволяет сваривать тонколистовые материалы без риска их прожечь, тем самым снизить силу сварочного тока и скорость сварки.
- Ввиду большого коэффициента линейного расширения диаметр сопла наконечника должен быть выполнен с гарантированным зазором.
 Это предотвратит застревание сварочной проволоки.
Это предотвратит застревание сварочной проволоки.
Справка. Прежде чем приступать к работам следует выполнить расчет расхода расходных материалов. Это позволит сэкономить время и финансовые затраты.
Преимущества
Присадочная сварочная проволока может быть классифицирована как самозащитная и газозащитная. Защиту проволоки могут обеспечивать различные виды газов. Применение сварочной проволоки позволяет получать:
- За счет высокого теплового потока электрод образует узкую область термического действия на металл.
- Необходимое воздействие на металл образующегося сварного шва за счет изменения газового состава и марки проволоки.
- Высокую производительность труда по время выполнения сварочных работ.
Самозащитная порошковая проволока
Применение сварочной проволоки предоставляет большие возможности для механизации работ.
Из явных достоинств можно назвать и то, что благодаря применению проволоки для электродуговой сварки происходит снижение основного и вспомогательного времени на выполнение работ в результате снижаются накладные расходы и происходит снижение себестоимости готовой продукции.
Присадочная проволока с полированной поверхностью
Существует два вида сварочной проволоки – с полированной и с обмедненной поверхностью. И состояние поверхности проволоки оказывает существенное влияние на качество дуги, получаемого шва, количество капель расплавленного металла и само собой на надежность сварочного оборудования.
Производители
Широкое распространение аргонодуговой сварки заставляет производителей сварочных материалов выпускать максимально большой ассортимент продукции для этого вида сварочных соединений. Самой большой номенклатурой обладают американские и европейские производители: Lincoln Electric и ESAB, а также китайская ]DEKA[/anchor]. Шведский концерн является также производителем обширного спектра полированной проволоки.
Справка. Порошковые проволоки обладают массой достоинств, производимые многими предприятиями, обладают массой достоинств, что делает их популярным расходным материалов.
Недостатки
Между тем нельзя не отметить и то, что использование присадочной проволоки для сварки обладает рядом недостатков, которые технологи должны учитывать при выборе метода и режимов сварки:
- Сварочный присадочный материал требует постоянной защиты и это оказывает негативное влияние на стоимость работ.

- Для хранения больших объемов материала необходимо обеспечивать строго определенные условия, которые не всегда получается использовать.
- Катушки с ней не всегда удобно использовать для работы в домашних условиях, особенно если речь идет о небольших объемах сварки.
Дополнительные флюсы для сварки
- При выполнении сварки с помощью этого изделия достаточно проблематично подобрать какой-то один универсальный диаметр и поэтому приходится держать на складе несколько типоразмеров продукции.
- Часто для повышения качества сварочных швов приходится использовать дополнительный флюс.
Сертификация, ГОСТ
Проволока зарубежного производства проходит сертификацию на соответствие российским стандартам, например ГОСТ 7871-75. Это делается для облегчения продаж на территории России. Сертификацию может провести Федеральное агентство по техническому регулированию и метрологии, а также другие уполномоченные для этого организации.
Проволока алюминиевая сварочная QUATTRO ELEMENTI 770-391. Фото 220Вольт
Фото 220Вольт
Классификация
Выбирая необходимый сварочный материал надо понимать, для каких именно работ она будет использована. Для облегчения выбора разработано несколько видов классификации. Изначально выделяют группы, касающиеся количества легирующих элементов в химическом составе проволоки, выделяют три основные группы:
- с небольшим количеством углерода;
- с небольшим количеством легирующих компонентов;
- с большим количеством легирующих составляющих.
В отдельную группу выделяют порошковую проволоку, применяемую для автоматической сварки и показывающую требуемое качество сварного соединения.
Строение присадочной проволоки
Еще один способ классификации определяет ее по материалу изготовления. В этом случае изделия разделяют по основному материалу. Для изготовлениясварочной проволоки применяют алюминий, медь, нержавейку, сталь и пр.
Для сваривания деталей из обыкновенной стали применяют следующие марки сварочного материала:
08Г1С – она состоит из материала покрытого медью, ее применяют при работе со сталями и материалами с низким содержанием легирующих элементов. В качестве защитной среды применяют углекислоту или аргоновую смесь. Ее применяют для сварки на полуавтоматическом оборудовании.
В качестве защитной среды применяют углекислоту или аргоновую смесь. Ее применяют для сварки на полуавтоматическом оборудовании.
Характеристики
Отличительными характеристиками являются высокая тепло- и электропроводность. Эти свойства предъявляют определенные требования к выбору режимов сварки. В некоторых случаях для выполнения качественного сварного соединения рекомендуется предварительный подогрев заготовок.
Коэффициент линейного расширения, имеющий значительную величину, создает условия к повышенной деформации и приводит к короблению соединяемых заготовок.
Большая величина показателя коэффициента усадки вызывает при остывании значительные внутренние напряжения. Это приводит к появлению трещин.
Elisental Проволока алюминиевая MIG 4043 (AlSi5), 1.6мм, 7кг. Фото Сварочные Технологии
Проволока по своему химическому составу должна быть близка к свариваемому материалу. Так, например, при сварке алюминиевых магниевых сплавов содержание магния в проволоке должно быть несколько большим, чем в основном материале.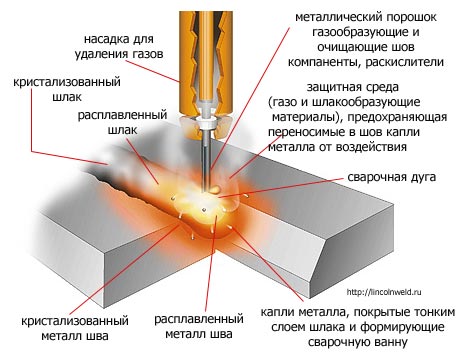 При выполнении сварочных операций магний имеет свойство уменьшаться в количестве.
При выполнении сварочных операций магний имеет свойство уменьшаться в количестве.
Механические характеристики проволоки (предел прочности, относительное удлинение и другие) должны соответствовать основному материалу.
Справка. Характеристики и другая актуальная информация о прочих видах проволоки: медная, омедненная, полированная, титановая, нержавеющая, стальная, порошковая, легированная — будет интересна для мастеров.
Для сварки нержавейки
Нержавеющая сталь обладает некоторыми сложностями при обработке. Для выполнения сварки подбирают такой материал, которая максимально приближена к составу заготовок. Например, 04×19Н11М3.
Проволока для сварки нержавейки
Он обладает стойкостью к коррозии. Проволоку из этого материала применяют для сваривания из деталей, в состав которых входит хром и пр. Сварку производят на автоматическом оборудовании под защитой газа.
Популярные марки
- Св-04Х19Н11М3.
 Хром-никелевая, обладающая коррозионной стойкостью сварочная проволока. Предназначается для полуавтоматической сварки нержавеющих сталей на постоянном токе в среде защитного газа аргон, например: 10Х17Н13М3Т, 03Х17Н14М2 и подобных. Обладает высокой стойкостью к межкристаллитной коррозии. Используется в сварочных технологиях нефтехимической промышленности, пищевой и других отраслях машиностроения.
Хром-никелевая, обладающая коррозионной стойкостью сварочная проволока. Предназначается для полуавтоматической сварки нержавеющих сталей на постоянном токе в среде защитного газа аргон, например: 10Х17Н13М3Т, 03Х17Н14М2 и подобных. Обладает высокой стойкостью к межкристаллитной коррозии. Используется в сварочных технологиях нефтехимической промышленности, пищевой и других отраслях машиностроения.
Нержавеющая сварочная проволока ESAB OK Autrod 2209 — 0,8mm — 5,0kg. Фото Сварочные Технологии
- Сварочная проволока Lincoln Electric LNM (ER 5356, аналог Св-АМг5). Применяется в технологии полуавтоматической сварки с защитным газом аргон для соединения алюминиевых сплавов, где содержание марганца превышает 3%.
- Проволока сварочная ESAB OK Autrod 2209. Применяется для стандартных дуплексных сталей, содержащих 22% Cr, 5% Ni, 3% Mo.
Справка. Проволока марки ПАНЧ-11, производимая российским предприятием, используется для работы с чугунными деталями.
Разновидности проволоки для нержавейки 12х18н10т
Для сваривания деталей из нержавейки необходимо использовать аргонодуговую сварку и присадку, выполненную из такого же материала. Она может иметь разные свойства, которые могут подходить для других случаев. Из стали 12×18Н10Т производят сортовой прокат. Присадочный материал этой марки должна отвечать требованиям ГОСТ 18143-72.
Сварочная присадочная проволока нашла свое применение в машиностроительной и пищевой отраслях промышленности, на стройке и пр. Она обладает не только высокой коррозионной стойкостью, но и сопротивляемостью к воздействию химически — агрессивных сред. В ее составе содержится достаточное количество хрома, который защищает ее от ржавчины.
Для сварочных работ применяют изделия произведенные по технологии холодного вытягивания. У нее довольно низкая цена и в то же время такая обработка сохраняет все ее свойства. Такая проволока обеспечивает качество шва при обработке любого материала.
Проволока нержавеющая 12Х18Н10Т
Так, системы водоснабжения часто собирают из трубопроводной арматуры, изготовленной из этой марки стали. При сборке и ремонте оптимальным считается использование сварочной присадки марки 12Х18Н10Т.
При сборке и ремонте оптимальным считается использование сварочной присадки марки 12Х18Н10Т.
Эта марка стали выпускается в нескольких вариантах. Для ее производства применяют технологии горячего или холодного проката. Они позволяют получать изделие диаметром от 0,2 до 6 мм. При использовании проволоки этой марки необходимо учитывать то, что она может изменять некоторые свои параметры исходя из диаметра.
Сварка деталей из нержавеющей стали – это сложный технологический процесс и если нарушать его правила, то в результате может получиться большое количество некондиционной продукции. Во избежание этого необходимо сделать правильный выбор материала проволоки. Проволока из стали 12Х18Н10Т – это специфичный продукт и вполне вероятно может не подойти для большинства видом легирующей стали. Главное правило выбора материала для сварки – идентичность химсостава. Проволока, выполненная из этой проволоки, хороша тем, что промышленность выпускает широкую номенклатуру и проблем с выбором, как правило, не встает. Кстати, при сваривании может потребоваться предварительный прогрев и плавное остывание. Подогрев выполняют с помощью газовой горелки.
Кстати, при сваривании может потребоваться предварительный прогрев и плавное остывание. Подогрев выполняют с помощью газовой горелки.
Начните с основ: Понятие о порошковой проволоке
Вооружившись некоторыми базовыми знаниями, вы сможете уверенно выбирать и использовать порошковую проволоку для собственных сварочных работ.
Проволока для дуговой сварки с флюсовой сердцевиной (FCAW), конечно, не нова, но, как и в любой части сварочного процесса, понимание их может быть запутанным — без правильной информации. Знакомство с некоторыми основами, включая наиболее подходящие области применения, общие классификации и характеристики, а также преимущества и ограничения порошковых проволок, может дать значительные результаты. Обладая дополнительными знаниями, вы сможете уверенно выбирать и использовать порошковую проволоку для собственных сварочных работ.
Порошковая проволока используется с 1950-х годов и доступна в двух основных версиях: газозащитной и самозащитной. Оба типа состоят из внешней оболочки и заполнены флюсом, составом, представляющим собой смесь сплавов и раскислителей, последние из которых необходимы для защиты сварного шва от загрязнений.
Оба типа состоят из внешней оболочки и заполнены флюсом, составом, представляющим собой смесь сплавов и раскислителей, последние из которых необходимы для защиты сварного шва от загрязнений.
Как следует из названия, для порошковых проволок в защитных газах требуется внешняя подача защитного газа для защиты сварного шва; самоэкранированные провода не делают. Флюс в самозащитной проволоке генерирует защитный газ, что делает эти проволоки очень портативными и идеальными для сварки на открытом воздухе, например, при сварке конструкционной стали, судостроении и строительстве мостов. Общие области применения порошковых проволок в защитных газах включают общее производство, сосуды под давлением, нефтехимические трубопроводы и производство тяжелого оборудования.
Начните с самого начала
Доступны газозащитные и самозащитные порошковые проволоки для плоской/горизонтальной или сварки во всех положениях основных материалов, начиная от мягкой и низколегированной стали и заканчивая нержавеющей сталью и специальными легированными металлами, такими как хром. молибден Также доступны порошковые проволоки для наплавки новых деталей с целью защиты их от ударов и истирания, а также для восстановления старых или изношенных деталей. Обратите внимание, что проволоки с твердым покрытием не имеют классификации согласно Американскому обществу сварщиков (AWS), но все другие порошковые проволоки с газовой и самозащитой имеют ее.
молибден Также доступны порошковые проволоки для наплавки новых деталей с целью защиты их от ударов и истирания, а также для восстановления старых или изношенных деталей. Обратите внимание, что проволоки с твердым покрытием не имеют классификации согласно Американскому обществу сварщиков (AWS), но все другие порошковые проволоки с газовой и самозащитой имеют ее.
Например, порошковая проволока в среде защитных газов, предназначенная для сварки низкоуглеродистой стали, имеет классификацию AWS E70T-1C. В этой классификации:
- E означает электрод
- 7 означает прочность на растяжение (здесь 70 000 фунтов на квадратный дюйм [PSI])
- 0 означает плоское и горизонтальное положение (1 означает, что проволока может сваривать во всех положениях)
- Т означает трубчатую (порошковую) проволоку
- 1 указывает на удобство использования и эксплуатационные характеристики проволоки, включая ее рабочие параметры
- C означает, что продукт должен использоваться со 100% CO 2 , только с защитным газом
аргон/СО 2 (обозначается буквой М в конце классификации). Использование CO 2 обеспечивает хорошее проплавление, но может привести к большему разбрызгиванию и менее стабильной дуге; смесь аргона/CO 2 обеспечивает хорошее качество дуги и более низкий уровень разбрызгивания, но обычно обеспечивает меньшее проплавление. Самозащитные порошковые проволоки, опять же, не требуют внешней подачи защитного газа. См. Рисунок 1 для других классификаций порошковой проволоки и рабочих характеристик.
Использование CO 2 обеспечивает хорошее проплавление, но может привести к большему разбрызгиванию и менее стабильной дуге; смесь аргона/CO 2 обеспечивает хорошее качество дуги и более низкий уровень разбрызгивания, но обычно обеспечивает меньшее проплавление. Самозащитные порошковые проволоки, опять же, не требуют внешней подачи защитного газа. См. Рисунок 1 для других классификаций порошковой проволоки и рабочих характеристик.
AWS | Shielding | Welding Position | Current & | Minimum Tensile |
E70T-1C | CO 2 , | Flat/Horizontal | DCEP | 70,000 |
E71T-1C/M | CO 2 ,or Ar/CO 2 , | All | DCEP | 70,000 |
E70T-2C/M | CO 2 ,or Ar/CO 2 , | Flat/Horizontal | DCEP | 70,000 |
E70T-3 | None | Flat/Horizontal | DCEP | 70 000 |
E70T-4 | None | FLAF/HORIZONTAL | DAIS0047 70,000 | |
E70T-5C/M | CO 2 ,or Ar/CO 2 , | Flat/Horizontal | DCEP | 70,000 |
E70T-7 | None | Flat/Horizontal | DCEN | 70,000 |
E71T-8 | None | All | DCEN | 70,000 |
E71T-9C/M | CO 2 ,or Ar/CO 2 , | All | DCEP | 70,000 |
E71T-11 | None | All | DCEN | 70,000 |
E71T-12C/M | CO 2 ,or Ar/CO 2 , | All | DCEP | 70,000 |
Figure 1
Другими факторами, которые следует учитывать при выборе газозащитных и самозащитных порошковых проволок, являются их шлаковые системы, которые классифицируются как рутиловые (Т-1) или основные (Т-5). Порошковая проволока с рутиловым шлаком обеспечивает хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и хороший контроль сварочной ванны), но ее механические свойства, как правило, не так хороши, как у проволоки с основным шлаковым составом.
Порошковая проволока с рутиловым шлаком обеспечивает хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и хороший контроль сварочной ванны), но ее механические свойства, как правило, не так хороши, как у проволоки с основным шлаковым составом.
Как газозащитные, так и самозащитные порошковые проволоки доступны в нескольких стандартных отраслевых диаметрах, включая 0,035, 0,045, 0,052, 1/16, 5/64 и 3/32 дюйма, и работают при налипании проволоки.
Несколько замечаний по диаметру и вылету проволоки: Во-первых, проволока большего диаметра не обязательно означает больший, лучший сварной шов или, более в частности, большее наплавление (сколько металла шва наносится за заданный промежуток времени). Следуйте рекомендациям производителя для достижения желаемого наплавления для данной порошковой проволоки и области применения. Во многих случаях проволока меньшего диаметра может обеспечить лучший результат.
Во-вторых, для проволоки меньшего диаметра обычно требуется меньший вылет, но точная классификация данной порошковой проволоки и сила тока, при которой она используется, также определяют длину вылета.
Порошковая проволока работает от источников постоянного напряжения постоянного напряжения (CV). В зависимости от состава провода источник питания необходимо настроить на прямую полярность (отрицательный электрод постоянного тока, или DCEN) или обратную полярность (положительный электрод постоянного тока, или DCEP). Состав проволоки также определяет возможность ее использования для однопроходной или многопроходной сварки. Лучше всего проконсультироваться с производителем или дистрибьютором присадочного металла и прочитать этикетку на упаковке или спецификацию проволоки, чтобы узнать точные рабочие параметры.
Вы также можете обратиться к этим ресурсам за инструкциями по хранению и обращению. Однако, как правило, газозащитные и самозащитные порошковые проволоки должны быть хорошо защищены от влаги, так как воздействие влаги может привести к ухудшению качества сварки и аннулированию гарантии производителя.
Учитывайте преимущества и недостатки
Как и любая сварочная проволока или процесс сварки, порошковая проволока (как в газовой, так и в самозащитной среде) имеет свои преимущества и недостатки.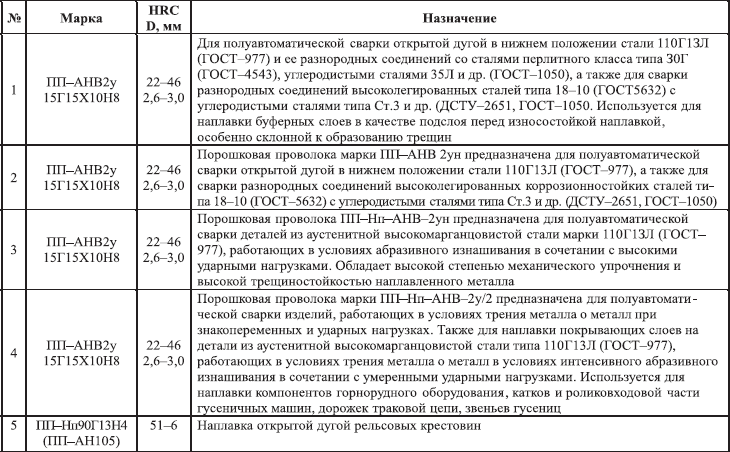 Преимущества обоих включают более высокую скорость наплавки, чем сплошная проволока или стержневой электрод, красивый внешний вид сварного шва и возможность сваривать толстые материалы.
Преимущества обоих включают более высокую скорость наплавки, чем сплошная проволока или стержневой электрод, красивый внешний вид сварного шва и возможность сваривать толстые материалы.
Порошковая проволока также обладает хорошими механическими свойствами, такими как высокая прочность сварных швов и высокая ударопрочность, и может быть легирована для соответствия различным основным материалам. Эти проволоки, как правило, более устойчивы к грязи и прокатной окалине и могут проваривать такие загрязнения с меньшей предварительной очисткой, чем другие типы сварочных проволок или стержневых электродов. Обратите внимание, однако, что предварительная очистка всегда рекомендуется как наилучшая практика для любого сварочного применения. И, наконец, порошковая проволока относительно щадящая, а это означает, что операторы, как правило, не требуют таких навыков или хорошей подготовки, как сварщики с другими типами присадочных металлов.
Основным недостатком порошковой проволоки является необходимость очистки после сварки. Как газозащитная, так и самозащитная проволока образуют шлак, который необходимо удалять путем зачистки и/или очистки проволочной щеткой между проходами сварки или после завершения последнего прохода. В некоторых случаях эти провода также могут быть более дорогими за фунт, чем сплошные провода.
Как газозащитная, так и самозащитная проволока образуют шлак, который необходимо удалять путем зачистки и/или очистки проволочной щеткой между проходами сварки или после завершения последнего прохода. В некоторых случаях эти провода также могут быть более дорогими за фунт, чем сплошные провода.
Bottom Line
Прежде чем выбрать газозащитную или самозащитную порошковую проволоку для конкретного применения, рассмотрите некоторые из этих основных сведений. Или, если вы сомневаетесь, помните, что дистрибьюторы сварочных материалов и производители присадочного металла всегда являются хорошими источниками помощи в принятии обоснованного решения о порошковой проволоке или любой другой части сварочного процесса.
Типы сварочной проволоки MIG и характеристики
Проволока MIG и порошковая проволока принципиально различаются. Но они оба используют один и тот же механизм подачи проволоки и служат в качестве присадочного металла и расходуемого электрода в процессах дуговой сварки.
Эта статья расскажет вам об основах сварки MIG и порошковой проволоки, их типах и о том, почему вы должны использовать одну, а не другую.
Мы также кратко обсудим каждый тип проволоки с акцентом на область применения, чтобы вы могли быстро подобрать тип проволоки для своей сварочной работы.
Quick Navigation
- MIG Welding Wire Types Explained
- AWS MIG Wire Classification System
- Commonly Used MIG Welding Wires
- Flux-Cored Wires Explained
- AWS Flux-Cored Wire Classification System
- Commonly Used Flux- Порошковые сварочные проволоки
- Диаметр проволоки и MIG в сравнении с флюсовой сердцевиной
- Количество проволоки
- Заключение
Описание типов сварочной проволоки MIG
Говоря о сварочной проволоке MIG, мы имеем в виду сплошную сварочную проволоку с медным покрытием. А не порошковые проволоки, о которых далее в статье.
Некоторые люди могут называть проволоку FCAW безгазовой проволокой MIG, но лучше разделить эти термины, поскольку они не совпадают.
Сплошная проволока для сварки MIG используется в процессе сварки GMAW и требует наличия защитного газа. Либо смесь 100 % CO2, либо смесь 75 % аргона и 25 % CO2 для низкоуглеродистой стали. Можно использовать другие соотношения и даже добавлять разные газы, но давайте придерживаться основ.
Этот защитный газ защищает расплавленную сварочную ванну от атмосферных загрязнений, особенно от азота. Но при сварке на открытом воздухе в ветреную погоду защитный газ будет сдуваться, что сделает сплошную проволоку менее желательной.
Эта сплошная проволока наматывается и подается через сварочную горелку MIG с помощью механизма подачи проволоки. Он используется для сварки низкоуглеродистой стали, нержавеющей стали и алюминия (обычно требуется шпульный пистолет).
При сварке проволокой MIG получаются красивые валики (немного хуже, чем у TIG, но намного лучше, чем у FCAW и дуговой сварки), меньше разбрызгивания и очень хорошее проплавление.
Не подходит для грязного металла, поэтому перед сваркой необходимо тщательно очистить металл. Скорость осаждения присадочного металла ниже, чем у FCAW, но меньше вероятность прожога тонкого листового металла.
Скорость осаждения присадочного металла ниже, чем у FCAW, но меньше вероятность прожога тонкого листового металла.
Существует множество различных размеров и типов сварочной проволоки MIG. Итак, давайте быстро пройдемся по спецификациям проволоки MIG, а затем рассмотрим каждый тип, чтобы помочь вам найти подходящую проволоку MIG для вашего проекта.
Система классификации проволоки MIG AWS
Американское общество сварщиков классифицирует сплошную проволоку MIG в своем коде AWS A5.18. Итак, давайте разберем эту систему классификации с помощью одного из наиболее часто используемых электродов из сплошной проволоки, такого как ER70S-6.
ER70S-6 обозначает следующее:
- ER – Электродный стержень (электрод и присадочный металл)
- 70 – Указывает в приращениях 1000 фунтов на квадратный дюйм минимальную прочность на растяжение металла сварного шва, создаваемую электродом при протестировано по спецификации AWS A5.
 18. Итак, число 70 здесь обозначает прочность на растяжение 70 000 фунтов на квадратный дюйм.
18. Итак, число 70 здесь обозначает прочность на растяжение 70 000 фунтов на квадратный дюйм. - S – «S» обозначает сплошную проволоку, а «C» обозначает композитную проволоку (флюсовая проволока).
- Последняя цифра указывает на химические добавки, добавленные в проволоку , которые влияют на получаемый валик и полярность. В данном случае цифра 6 означает, что проволока содержит дополнительные раскислители, помогающие при сварке ржавого или грязного металла.
Наиболее часто используемые проволоки для сварки MIG
Давайте рассмотрим наиболее часто используемые сплошные проволоки для сварки MIG и кратко объясним их назначение, чтобы вы знали, какую выбрать для своего проекта.
- ER70S-3 – Наиболее часто используемая сплошная проволока общего назначения для сварки низкоуглеродистой стали. Он содержит раскислители кремния и марганца и обычно используется со смесью 75/25% аргона/CO2, но также может использоваться со 100% CO2.

- ER70S-6 – Эта проволока содержит больше раскислителей, чем ER70S-3. Эти раскислители позволяют сваривать чуть более грязный металл и обеспечивают лучшее смачивание сварочной ванны. Кроме того, с его помощью можно добиться более высокой скорости движения и более плоского профиля борта. Используется с 75/25 ar/CO2 или 100% CO2.
- ER308, ER308L – Обычно используемая проволока MIG из нержавеющей стали. Буква L обозначает максимальное содержание углерода 0,03%, что повышает стойкость к межкристаллитной коррозии.
- ER4043 – проволока MIG для сварки алюминия. Всепозиционная проволока, используемая для сварки термообрабатываемых основных сплавов. Наиболее часто используется для сварки алюминия серии 6ХХХ.
- ER5356 — алюминиевая проволока MIG для сварки нетермообрабатываемых сплавов во всех положениях, таких как серия 5XXX, когда не требуется 40 000 фунтов на квадратный дюйм. Это наиболее часто используемая проволока MIG для сварки алюминия.

Таблица толщины проволоки для сварки MIG
Это простая таблица толщины проволоки для сварки MIG с некоторыми основными и общими значениями для каждого сварочного аппарата MIG. Цифры могут немного отличаться при настройке сварочного аппарата, но вы получите общий результат после нескольких попыток.
| Толщина материала | Размер сплошной проволоки MIG | ||
| 0,023 дюйма | 0,030 дюйма | 0,035 дюйма | |
| 22 Калибр (0,031) | / | / | |
| 20 Калибр (0,037) | / | / | |
| 18 калибр (0,050) | / | / | / |
| 16 калибр (0,063) | / | / | |
| 14 Калибр (0,078) | / | / | |
| 1/8 дюйма (0,125) | / | / | |
| 3/16″ (0,188) | / | ||
| 1/4 дюйма (0,25) | / | ||
Описание порошковой проволоки
В отличие от сплошной сварки MIG, порошковая проволока представляет собой трубчатое изделие с флюсовым наполнением внутри сердцевины.
В поперечном сечении порошковая проволока состоит из тонких стенок трубки, являющихся присадочным металлом, и флюса внутри нее, выполняющего роль экранирующего агента.
Итак, порошковая проволока — это что-то вроде перевернутого электрода, но FCAW имеет много преимуществ перед электродуговой сваркой.
Для самозащитных порошковых проволок не требуется защитный газ, как для сплошных проволок MIG, потому что флюс внутри образует защитный шлак на поверхности сварочной ванны, который защищает сварной шов от азота в атмосфере и других загрязнения.
Фактически, химический состав флюса связывается с азотом в воздухе с образованием шлака, эффективно превращая агент, создающий пористость, такой как азот, в защитный элемент.
Преимуществом порошковых проволок является возможность сварки на открытом воздухе в ветреную погоду, так как отсутствует защитный газ, который можно сдуть. Отсутствие необходимости в защитном газе также делает процесс FCAW экономичным и портативным. Газовые баллоны для MIG дороги, их трудно транспортировать, когда необходима сварка на месте, а любой газовый баллон под давлением представляет собой дополнительную угрозу безопасности, с которой вам приходится сталкиваться.
Газовые баллоны для MIG дороги, их трудно транспортировать, когда необходима сварка на месте, а любой газовый баллон под давлением представляет собой дополнительную угрозу безопасности, с которой вам приходится сталкиваться.
Сварочная проволока с флюсовым сердечником не создает красивого валика, как проволока для сварки в среде инертного газа. Таким образом, это не лучший выбор, когда эстетика сварного шва является приоритетом.
Кроме того, он образует гораздо больше брызг и оставляет сверху шлак. Это означает гораздо больше времени на уборку после сварки, что снижает эффективность вашей работы.
За счет тонких трубчатых стенок порошковая проволока имеет меньшую площадь сечения самого металла. В результате сварочный ток подается на меньшую площадь, что приводит к значительно более высокой концентрации тока по сравнению со сплошной проволокой MIG.
Это приводит к тому, что порошковая проволока становится намного горячее, имеет более высокие скорости плавления, более высокие скорости осаждения металла и более глубокое проникновение.
Поэтому порошковая проволока не лучший выбор при сварке тонколистового металла. Это может легко привести к прогоранию. Но это делает его отличным выбором при сварке более толстых материалов, поскольку он обеспечивает гораздо более глубокое проплавление, чем проволока MIG.
Соотношение диапазонов WFS
Простая таблица для установки силы тока в зависимости от размера проволоки MIG.
| Размер проволоки | Диапазон силы тока | Диапазон скорости подачи проволоки |
| 0,023″ | 30-90 | 100-400 |
| 0,030″ | 40-145 | 90-340 |
| 0,035″ | 50-180 | 80-380 |
| 0,045″ | 75-250 | 70-270 |
Система классификации порошковой проволоки AWS
Порошковая проволока классифицируется по коду AWS A5. 20 под названием «Спецификация электродов из углеродистой стали для дуговой сварки порошковой проволокой». Чтение спецификации флюсовой проволоки относительно просто, как показано на примере проволоки E71T-GS ниже.
20 под названием «Спецификация электродов из углеродистой стали для дуговой сварки порошковой проволокой». Чтение спецификации флюсовой проволоки относительно просто, как показано на примере проволоки E71T-GS ниже.
E71T-GS означает следующее:
- E – Электрод
- 7 – Минимальная прочность на растяжение, умноженная на 10 000 фунтов на квадратный дюйм
- Третья цифра может быть 1. ” означает, что проволока предназначена для сварки во всех положениях, а цифра “0” классифицирует ее для сварки только в плоском и горизонтальном положении.
- T – Трубчатый
- GS – Последняя цифра или буква указывает на удобство использования, производительность или другие уникальные характеристики. GS классифицирует провод как любой «новый» провод на рынке, который не соответствует классификации 1-12 AWS, поэтому он более открыт для конструкции производителя. Другие провода будут иметь здесь номер от 1 до 12, и каждый из них определяет, для чего предназначен провод.
 Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.
Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.
Таблица толщины проволоки с флюсовым сердечником
Таблица толщины проволоки FC аналогична приведенной выше для проволоки MIG. Опять же, цифры будут немного отличаться от вашего аппарата, потому что они считаются значениями по умолчанию, но этого будет достаточно, чтобы сэкономить время при настройке сварочного аппарата с флюсовым сердечником.
| Толщина материала | Диаметр порошковой проволоки без газа | ||
| 0,030 дюйма | 0,035 дюйма | 0,045 дюйма | |
| 22 Калибр (0,031) | |||
| 20 Калибр (0,037) | / | ||
| 18 калибр (0,050) | / | / | |
| 16 Калибр (0,063) | / | / | / |
| 14 Калибр (0,078) | / | / | / |
| 1/8 дюйма (0,125) | / | / | |
| 3/16″ (0,188) | / | / | |
| 1/4 дюйма (0,25) | / | ||
Обычно используемые сварочные проволоки с флюсом
Благодаря добавкам во флюс, флюсовая проволока может обрабатывать большее количество поверхностных загрязнений, чем сплошная проволока для сварки MIG. Но, тем не менее, вы всегда должны удалять как можно больше прокатной окалины и ржавчины.
Но, тем не менее, вы всегда должны удалять как можно больше прокатной окалины и ржавчины.
Ниже приведены наиболее часто используемые порошковые проволоки и их спецификации AWS. Как и в случае с проводами MIG выше, их имена ниже являются классификациями AWS, и бренды могут называть их по-разному. Просто найдите эти номера на упаковке, чтобы проверить, какой это провод.
- E71T-GS – Всепозиционная однопроходная порошковая проволока для сварки тонколистовой оцинкованной или малоуглеродистой стали. Он также может сваривать алюминированные поверхности и подпадает под спецификацию «GS» кода AWS, которая определяет его как проволоку, которая более открыта для интерпретации производителем, поэтому вам всегда следует проверять детали.
- E70T-6 – Универсальная порошковая проволока плоского и горизонтального положения с высокой скоростью наплавки. Используется для однопроходной и многопроходной сварки.
- E71T-8 — эта проволока предназначена для сварки важных элементов конструкции, которые должны соответствовать требованиям AWS D1.
 8 по сейсмостойкости, а также требованиям сейсмостойкости Калифорнии. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232.
8 по сейсмостойкости, а также требованиям сейсмостойкости Калифорнии. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232. - E71T-11 – Обычный выбор проволоки для качественной сварки внахлест или встык, даже в ветреную погоду. Это однопроходная или многопроходная проволока, обеспечивающая плавный перенос струйной дуги по мере плавления проволоки.
Диаметр проволоки и MIG по сравнению с флюсовой проволокой
Предлагаются как сплошные, так и порошковые проволоки определенных диаметров, и каждая толщина проволоки лучше всего подходит для определенного диапазона толщины материала. Проволока большего диаметра предназначена для сварки более толстого металла, а проволока меньшего диаметра предназначена для сварки более тонкого металла.
Это потому, что более толстая проволока передает больше энергии металлу, и если вы используете толстую проволоку для тонкого металла, вы прожжете ее насквозь. Ниже приведена таблица диаметров проволоки и соответствующей толщины металла.
Ниже приведена таблица диаметров проволоки и соответствующей толщины металла.
Количество проволоки
В зависимости от рабочей нагрузки и типа системы подачи проволоки, используемой в установках MIG, существует множество вариантов размеров катушек проволоки.
Например, Lincoln Electric предлагает Innershield NR-232 в катушках с проволокой весом от 13,5 до 50 фунтов. В то время как большинству людей не будет полезен больший размер катушки, экономически целесообразно получить самый большой размер катушки для вашего сварочного аппарата MIG, или аппарат для сварки с флюсовой проволокой, потому что дешевле один раз купить большую катушку, чем продолжать покупать катушки меньшего размера. .
Также можно купить сплошную проволоку в качестве присадочной проволоки для сварки TIG, и они классифицируются под тем же кодом AWS.
Заключение
Это был краткий обзор сварки для сварки в инертном газе и порошковой проволоки, который поможет вам разобраться в их типах и найти правильную проволоку и размер проволоки для вашего проекта. Имейте в виду, что помимо самозащитных порошковых проволок существуют и те, для которых требуется внешний защитный газ, но в промышленных условиях используются флюсовые проволоки с двойным экраном.
Имейте в виду, что помимо самозащитных порошковых проволок существуют и те, для которых требуется внешний защитный газ, но в промышленных условиях используются флюсовые проволоки с двойным экраном.
Качественная проволока для сварки MIG является обязательным условием качественного сварного шва. Он влияет на сварочную дугу, внешний вид сварного шва и проплавление основного металла, поэтому убедитесь, что вы приобрели проволоку известного бренда. Но выбор защитных газов также играет важную роль при сварке GMAW. Для FCAW не требуется внешний бензобак, поэтому при необходимости лучше использовать его, особенно при сварке более толстых металлов.
Порошковая проволока
По сравнению с традиционными сварочными материалами, FCW можно сваривать во всех положениях с высоким током, высокой эффективностью наплавки, красивой поверхностью, небольшим разбрызгиванием и отличными рабочими характеристиками.
Подходит для судостроения, морской техники, тяжелого машиностроения и нефтехимической промышленности.
| 1. Серия порошковых сварочных проволок из углеродистой и низколегированной стали | ||||||||||||
| Марка продукта | Номер продукта | Механические свойства типичного наплавленного металла | Особенности и применение | Классификационное общество Одобрено | Защитный газ | |||||||
| ГБ/т | АВС | Rm (МПа) | ReL(МПа) | А(%) | АКв (Дж) | |||||||
| SQJ501 | ГБ/Т10045 | Э501Т-1 | АВС А5.20 | Э71Т-1К | 560 | 480 | 30 | -20℃ | 120 | Отличные технологические и механические свойства, титановая проволока для сварки во всех положениях, используемая в судостроении, машиностроении, стальных конструкциях и мостах и т. д. д. | CCS ABS LR GL DNV KR NK BV RINA VR | СО 2 |
| SQJ501L | ГБ/Т10045 | Э501Т-1К/М | АВС А5.20 | Э71Т-1К/М | 540 610 | 450 520 | 30 26 | -20℃ -20℃ | 150 140 | Проволока для сварки во всех положениях может применяться с двумя защитными газами 100% CO 2 и 80% Ar+20% CO 2 одновременно. Наплавленный металл имеет низкое содержание диффузионного водорода [H]≤5 мл/100 г, а сварной шов имеет высокую трещиностойкость. Он подходит для сварки в больших стандартных условиях и обладает превосходными механическими свойствами при сварке с высокой погонной энергией на керамической подложке. | CCS DNV GL | CO 2 Или 80%Ar+20%CO 2 |
| SQJ50MX | ГБ/Т10045 | Э500Т-1 | АВС А5. 20 20 | Э70Т-1К | 590 | 510 | 29 | -20℃ | 120 | Высокоэффективная порошковая проволока с металлическим сердечником для плоской сварки и плоской угловой сварки позволяет непрерывно сваривать три слоя неочищенного шлака. Он обладает высокой антипористостью и устойчивостью к растрескиванию и подходит для автоматической сварки тележки. Используется для сварки углеродистой и низколегированной стали в судостроении, стальных конструкциях, мостах и других областях. | CCS DNV GL LR NK ABS | СО 2 |
| SQJ501Ni | ГБ/Т10045 | Э501Т-1 | АВС А5.20 | Э71Т-9К | 560 | 480 | 30 | -20℃ | 130 | , отличные механические свойства, высокая ударная вязкость при низких температурах, используется в судостроении, машиностроении, стальных конструкциях и мостах. | CCS ABS GL LR DNV | СО 2 |
| SQJ501A | ГБ/Т10045 | Э501Т-1М | АВС А5. 20 20 | Э71Т-1М | 560 | 480 | 30 | -20℃ | 120 | 80%Ar+20%CO 2 Защита от газовых смесей Специальная порошковая сварочная проволока титанового типа во всех положениях, отличные технологические и механические свойства, хорошая обрабатываемость, малый летающий меч, используется в машиностроении, стальных конструкциях, мостах и т. д. | СО 2 Или 80%Ar+20%CO 2 | |
| SQJ502 | ГБ/Т10045 | Э501Т-1К | АВС А5.20 | Э71Т-1К | 560 | 480 | 30 | 0℃ | 100 | класса 2Y во всех положениях обладает отличным качеством изготовления и механическими свойствами и подходит для механического производства, стальных конструкций и мостов. | СО 2 | |
| SQJ507 | ГБ/Т10045 | Э500Т-6К | АВС А5.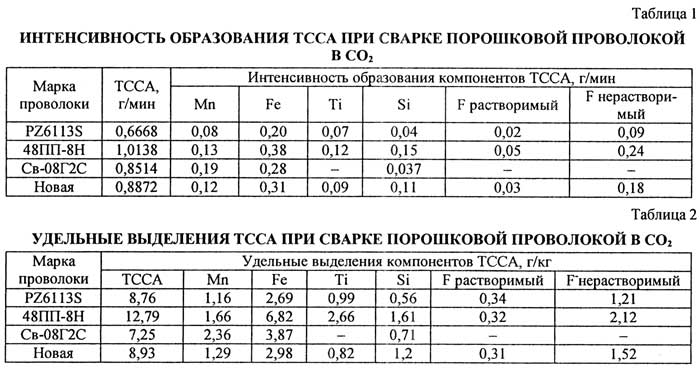 20 20 | Э70Т-5К/М | 560 | 480 | 28 | -20℃ | 110 | Сварочная проволока представляет собой серию щелочных шлаков с превосходными механическими свойствами, низким содержанием диффузионного водорода и хорошей устойчивостью к растрескиванию. Он используется в машиностроении, гидроэнергетике, нефтехимическом оборудовании и других областях. | СО 2 | |
| SQJ601 | ГБ/Т17493 | Э621Т1-К2К | АВС А5.29 | Э91Т1-К2К | 640 | 570 | 25 | -20℃ | 67 | Хорошие технологические и механические свойства, высокая ударная вязкость при низких температурах. | АБС CCS DNV GL LR | CO 2 Или 80%Ar+20%CO 2 |
| SQJ607-CrNiMo | ГБ/Т17493 | Э620Т5-К2К/М | АВС А5.29 | Э90Т5-К2К/М | 740 | 580 | 21 | -50℃ | 57 | Щелочная шлаковая система, хорошие механические свойства | CO 2 Или 80%Ar+20%CO 2 | |
| SQJ707-CrNiMo | ГБ/Т17493 | Э690Т5-К3К/М | АВС А5.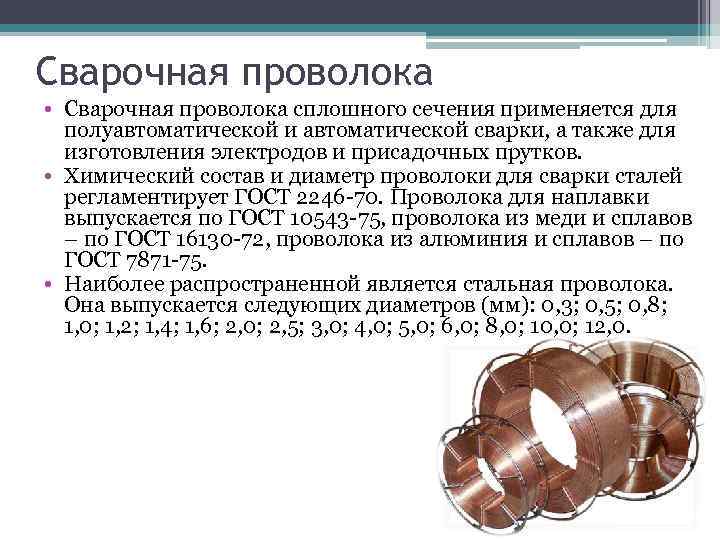 29 29 | Э100Т5-К3К/М | 797 | 625 | 18 | -50℃ | 49 | Щелочная шлаковая система, хорошие механические свойства | CO 2 Или 80%Ar+20%CO 2 | |
| SQJ857-CrNiMo | ГБ/Т17493 | Э830Т5-К4К/М | АВС А5.29 | Э120Т5-К4К/М | 850 | 760 | 20 | -50℃ | 49 | Хорошая ударная вязкость сварного шва и сопротивление растрескиванию, подходит для сварки высокопрочных стальных конструкций, таких как 30CrMo и 35CrMo. | CO 2 Или 80%Ar+20%CO 2 | |
| 2. Порошковая сварочная проволока для низкотемпературной стали | ||||||||||||
| Марка продукта | Номер продукта | Механические свойства типичного наплавленного металла | Особенности и применение | Классификационное общество Одобрено | Защитный газ | |||||||
| ГБ/т | АВС | Rm (МПа) | ReL(МПа) | А(%) | АКв (Дж) | |||||||
| SQJ501NiL | ГБ/Т10045 | Э501Т-9 | АВС А5. 20 20 | Э71Т-9К-ДЖ | 570 | 500 | 30 | -40℃ | 125 | -40 ℃ высокая ударная вязкость, хорошая свариваемость во всех положениях, низкое содержание диффузионного водорода, хорошая трещиностойкость, подходит для низкотемпературной сварки стали в морской технике, судостроении, стальных конструкциях и других областях. | 4Y: АБС CCS DNV GL NK | СО 2 |
| SQJ551Ni1 | ГБ/Т17493 | Э551Т1-Ни1К | АВС А5.29 | Э81Т1-Ни1К | 620 | 560 | 27 | -40℃ | 70 | -40 ℃ высокая ударная вязкость, хорошая свариваемость во всех положениях, низкое содержание диффузионного водорода, хорошая трещиностойкость, подходит для низкотемпературной сварки стали в морской технике, судостроении, стальных конструкциях и других областях. | СО 2 | |
| SQJ551Ni2 | ГБ/Т17493 | Э551Т5-Ни2К | АВС А5.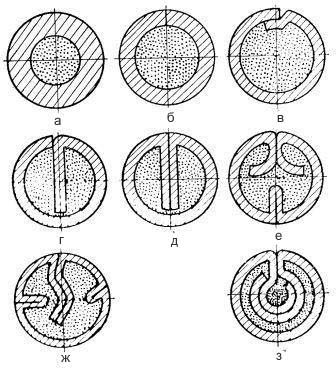 29 29 | E81T1-Ni2C | 620 | 560 | 27 | -60℃ | 70 | -60 ℃ высокая ударная вязкость, хорошая свариваемость во всех положениях, низкое содержание диффузионного водорода, хорошая трещиностойкость, подходит для низкотемпературной сварки стали в морской технике, судостроении, стальных конструкциях и других областях. | СО 2 | |
| SQJ551K2 | ГБ/Т17493 | Э551Т1-К2К | АВС А5.29 | Э81Т1-К2К | 590 | 530 | 27 | -60℃ | 100 | -60 ℃ высокая ударная вязкость, хорошая свариваемость во всех положениях, хорошие рабочие характеристики, низкое содержание диффузионного водорода, хорошая трещиностойкость, подходит для низкотемпературной сварки стали в морской технике, судостроении, стальных конструкциях и мостах. | CCS АБС DNV GL | СО 2 |
| SQJ557K1 | ГБ/Т17493 | Э551Т5-К1К | АВС А5. 29 29 | Э81Т5-К1С | 590 | 500 | 26 | -60℃ | 100 | Щелочная шлаковая система, хорошая стойкость к растрескиванию, отличное поглощение ударов, низкое содержание диффузионного водорода, используется для сварки важных низкотемпературных стальных конструкций. | СО 2 Или 80%Ar+20%CO 2 | |
| 3. Стойкая к атмосферной коррозии (атмосферостойкая) стальная порошковая сварочная проволока | ||||||||||||
| Марка продукта | Номер продукта | Номер продукта | Особенности и применение | Одобрено классификационным обществом | Защитный газ | |||||||
| ГБ/т | JIS | Rm (МПа) | ReL(МПа) | А(%) | АКв (Дж) | |||||||
| SQJ501CrNiCu | ДЖИС З3320 | YFA-50W | 560 | 461 | 26 | 0℃ | 94 | Подходит для сварки стали, устойчивой к атмосферной коррозии, класса прочности 400–490 МПа. | СО 2 | |||
| SQJ551CrNiCu | Э550Т1-В2К | E80T1-W2C (АВС) | ДЖИС З3320 | YFA-55W | 600 | 538 | 25 | -30℃ | 128 | Подходит для сварки стали, устойчивой к атмосферной коррозии, класса прочности 500-590 МПа. | СО 2 | |
| SQJ501WCu | 500 | 440 | 26 | -20℃ | 70 | Порошковая проволока для сварки железнодорожных транспортных средств из атмосферостойкой стали. | СО 2 | |||||
| SQJ507WCu | 560 | 480 | 27 | -40℃ | 60 | Используется для сварки атмосферостойкой стали для железнодорожных транспортных средств, таких как 09MnCuPTi и 09MnCuPTiRe. | CO 2 Или 80%Ar+20%CO 2 | |||||
| 4. Порошковая сварочная проволока из термостойкой стали | ||||||||||||
| Марка продукта | Номер продукта | Номер продукта | Особенности и применение | Одобрено классификационным обществом | Защитный газ | |||||||
| ГБ/т | АВС | Rm (МПа) | ReL(МПа) | А(%) | АКв (Дж) | |||||||
| SQR202 | ГБ/Т17493 | Э551Т1-Б1К | АВС А5.29 | Э81Т1-Б1К | 615 | 510 | 21 | Порошковая сварочная проволока титанового типа имеет хорошие технологические характеристики и подходит для сварки хромомолибденовой стали с температурой ниже 510 ℃, такой как 12CrMo. | СО 2 | |||
| SQR207 | 610 | 520 | 23 | Система щелочного шлака, хорошая стойкость к растрескиванию, подходит для сварки стали CrMo ниже 510 ℃, такой как 12CrMo. | CO 2 Или 80%Ar+20%CO 2 | |||||||
| SQR302 | ГБ/Т17493 | Э551Т1-Б2К | АВС А5.29 | Э81Т1-Б2К | 633 | 549 | 25 | Порошковая сварочная проволока титанового типа имеет хорошие технологические характеристики и подходит для сварки хромомолибденовой стали с температурой ниже 520 ℃, такой как 15CrMo. | СО 2 | |||
| SQR307 | ГБ/Т17493 | Э551Т15-Б2К | АВС А5.29 | Э81Т5-Б2К | 590 | 500 | 22 | Система щелочного шлака, хорошая стойкость к растрескиванию, подходит для сварки стали CrMo ниже 520 ℃, такой как 15CrMo.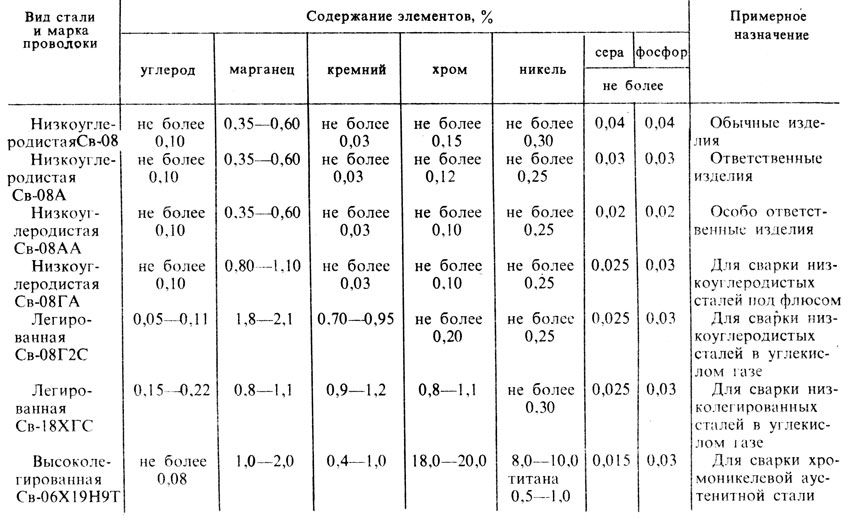 | CO 2 Или 80%Ar+20%CO 2 | |||
| SQR337 | 570 | 480 | 22 | Система щелочного шлака, хорошая стойкость к растрескиванию, подходит для сварки стали CrMoV при температурах ниже 550 ℃. | CO 2 Или 80%Ar+20%CO 2 | |||||||
| SQR402 | ГБ/Т17493 | Э621Т1-Б3К | АВС А5.29 | Э91Т1-Б3К | 690 | 602 | 20 | Отличные рабочие характеристики, подходит для сварки стали CrMoV при температурах ниже 550 ℃. | СО 2 | |||
| SQR407 | ГБ/Т17493 | Э621Т5-Б3К | АВС А5.29 | Э91Т5-Б3К | 689 | 610 | 21 | , хорошая стойкость к растрескиванию, подходит для стали CrMo ниже 520 ℃, например, для сварки 2,25Cr-1Mo. | CO 2 Или 80%Ar+20%CO 2 | |||
| 5. Порошковая проволока для вертикальной газоэлектрической сварки | ||||||||||||
| Торговая марка продукта | Номер продукта | Номер продукта | Особенности и применение | Одобрено классификационным обществом | Защитный газ | |||||||
| АВС | JIS | Rm (МПа) | ReL(МПа) | А(%) | АКв (Дж) | |||||||
| SQL507 | ЭГ72Т-2 | Z3319 ИФЭГ-22К | 620 | 500 | 23 | -20℃ | 64 | Специальная сварочная проволока принудительного формования для вертикальной газоэлектрической вертикальной сварки, высокая эффективность сварки, используется для вертикальной длинной стыковой сварки средних и толстых листов, таких как листы корпуса корабля, резервуары для хранения и металлургические доменные печи. | АБС | СО 2 | ||
| SQL607 | ЭГ82Т-Г | З3319 ИФЭГ-32К | 640 | 555 | 24 | -20℃ | 61 | |||||
6. Газозащитная порошковая сварочная проволока из нержавеющей стали | ||||||||||||
| Марка продукта | Номер продукта | Номер продукта | Особенности и применение | Одобрено классификационным обществом | Защитный газ | |||||||
| ГБ | АВС | Rm (МПа) | ReL(МПа) | А(%) | АКв (Дж) | |||||||
| SQA307 | ГБ/Т17853 | Э307Т1-1(4) | АВС А5.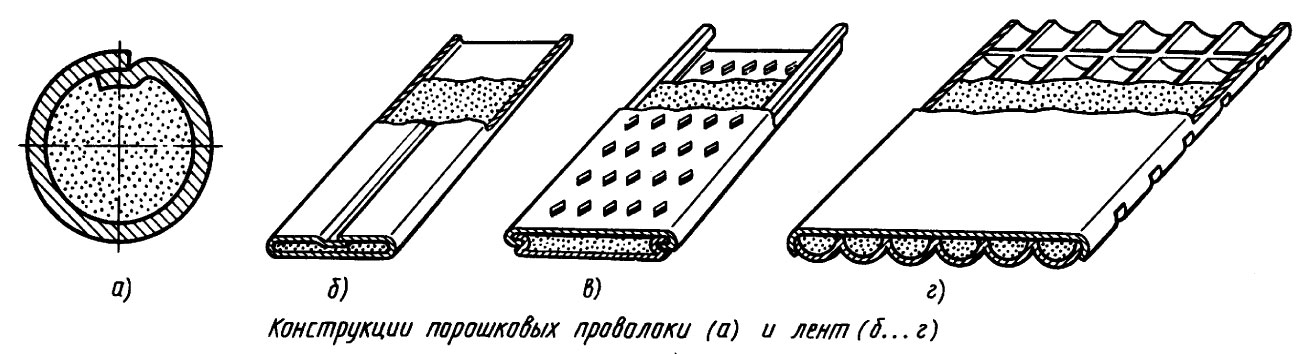 22 22 | E307T1- 1(4) | 617 | 37 | Запах металла сварного шва содержит 4% марганца, аустенитную структуру, низкую чувствительность к горячим трещинам, подходит для немагнитной пуленепробиваемой стальной плиты, плакирования нержавеющей стали, высокопрочной стали и сварки твердых сплавов. | CO 2 Или Ar+(20%-25%) CO 2 | ||||
| SQA308 | ГБ/Т17853 | E308T0-1(4) | АВС А5.22 | 561 | 48 | Аустенитная структура содержит достаточное количество феррита, а чувствительность к горячему растрескиванию низкая. Используется для сварки нержавеющей стали 18-8 (SUS304). | CO 2 Или Ar+(20%-25%) CO 2 | |||||
СКА308Л | ГБ/Т17853 | E308LT0-1(4) | АВС А5. 22 22 | E308LT1-1(4) | 553 | 43 | Аустенитная структура содержит достаточное количество феррита, который обладает хорошей стойкостью к межкристаллитной коррозии и низкой чувствительностью к термическому растрескиванию. Используется для сварки сверхнизкоуглеродистой нержавеющей стали 022Cr19Ni10 (SUS304L). | АБС-пластик | CO 2 Или Ar+(20%-25%) CO 2 | |||
| SQA309L | ГБ/Т17853 | E306LT1-1(4) | АВС А5.22 | E309LT1-1(4) | 565 | 40 | Используется для наплавки разнородных сталей или наплавки наплавленного металла нержавеющей стали на углеродистую и низколегированную сталь, или сварки однокомпонентной нержавеющей стали, а также сварки мартенситных и ферритных нержавеющих сталей с низкой ударной вязкостью. | АБС-пластик | СО 2 Или Ar+(20%-25%) CO 2 | |||
| SQA309-MoL | ГБ/Т17853 | E309LmoT1-1(4) | АВС А5. 22 22 | E309Lmo T1-1(4) | 541 | 35 | Применяется для наплавки стали специального профиля или сварки наплавленного металла нержавеющей стали на углеродистую и низколегированную сталь, или сварки низкоуглеродистой нержавеющей стали того же состава. | CO 2 Или Ar+(20%-25%) CO 2 | ||||
| SQA316 | ГБ/Т17853 | Э316Т1-1(4) | АВС А5.22 | Э316Т1-1(4) | 546 | 42 | Аустенитная структура содержит достаточное количество феррита, а чувствительность к растрескиванию низкая. Используется для сварки нержавеющей стали 18-12Mo2. | CO 2 Или Ar+(20%-25%) CO 2 | ||||
| SQA316L | ГБ/Т17853 | Э316Т1-1(4) | АВС А5.22 | E316LT1-1(4) | 560 | 35 | Сварка сверхнизкоуглеродистой нержавеющей стали 18-12Mo2 с хорошей технологией сварки и отличной стойкостью к межкристаллитной коррозии. | АБС-пластик | CO 2 Или Ar+(20%-25%) CO 2 | |||
| SQA317L | ГБ/Т17853 | Э317Т1-1(4) | АВС А5.22 | E317LT1-1(4) | 545 | 30 | Структура аустенита, сверхнизкое содержание углерода, высокая устойчивость к межкристаллитной коррозии, жаропрочность, подходит для сварки основных металлов SUS321 и SUS347L. | CO 2 Или Ar+(20%-25%) CO 2 | ||||
| SQA347 | ГБ/T17853 | Э347Т1-1(4) | АВС А5.22 | Э347Т1-1(4) | 580 | 44 | Содержит соответствующее количество стабилизирующего элемента Nb, обладает высокой устойчивостью к межкристаллитной коррозии и высокой термостойкостью. Подходит для сварки 07Cr19Ni11Ti (SUS321) 07Cr18Ni11Nb (SUS347L). | CO 2 Или Ar+(20%-25%) CO 2 | ||||
| SQA409 | ГБ/Т17853 | Э409Т0-4 | АВС А5. 22 22 | Э409Т0-4 | 568 | 16 | Подходит для ферритной нержавеющей стали AISI409, литой стали ASTM CA6NM и аналогичных материалов из основных материалов 410, 410S, 405, особенно подходит для сварки автомобильных выхлопных систем и глушителей. | СО 2 | ||||
| SQA410 | ГБ/T17853 | Э410Т1-1 | АВС А5.22 | Э410Т1-1 | 610 | 24 | Используется для сварки нержавеющих сталей серий 410 или 420 с высокой прокаливаемостью, стойкостью к высокотемпературному окислению и коррозионной стойкостью. Он используется в гидроэлектростанциях и арматуре и других износостойких и коррозионно-стойких устройствах, а также для наплавки нефтеперерабатывающего и химического оборудования. | СО 2 | ||||
F. | ||||||||||||||||||||
| Наименование продукта | Спецификация | Типичный химический состав наплавленного металла (%) | Типичные механические свойства наплавленного металла | Характеристики и применение | Сертификат соответствия | Защитный газ | ||||||||||||||
| ГБ/т | АВС | С | Си | Мн | С | Р | Кр | Никель | Пн | РМ (МПа) | R eH (МПа) | А 5 (%) | АКв(Дж) | |||||||
| SQJ501 | ГБ/Т10045 | Э501Т-1 | АВС А5. 20 20 | Э71Т-1К | 0,05 | 0,35 | 1,25 | 0,01 | 0,01 | 560 | 480 | 30 | -20℃ | 120 | Порошковая проволока рутилового типа для сварки во всех положениях, с отличными сварочными характеристиками и механическими свойствами, для строительства кораблей, машин, металлоконструкций, мостов и т. д. | CCS ABS LR GL DNV KR NK BV RINA VR | СО 2 | |||
| SQJ501L | ГБ/Т10045 | Э501Т-1К/М | АВС А5.20 | Э71Т-1К/М | 0,04 | 0,4 0,6 | 1,22 1,54 | 0,01 0,008 | 0,015 0,015 | 540 610 | 450 520 | 30 26 | -20℃ -20℃ | 150 140 | Сварка во всех положениях, также применима к 100% CO 2 и 80% Ar+20% CO 2 два вида защитного газа; наплавленный металл с низким содержанием диффузионного водорода [H]≤5 мл/100 г, отличная трещиностойкость。 | CCS DNV GL | CO 2 Или 80%Ar+20%CO 2 | |||
| СКДЖ 50MX | ГБ/Т10045 | Э500Т-1 | АВС А5. 20 20 | Э70Т-1К | 0,05 | 0,39 | 1,27 | 0,01 | 0,013 | 590 | 510 | 29 | -20℃ | 120 | Высокоэффективная порошковая проволока с металлическим сердечником, очищающая от шлака после 3-х проходов, сильная защита от газовых пузырей, для строительства кораблей, мостов, машин и автомобилей и т. д. | CCS DNV GL LR NK ABS | СО 2 | |||
| SQJ501Ni | ГБ/T10045 | Э501Т-1 | АВС А5.20 | Э71Т-9К | 0,048 | 0,35 | 1,25 | 0,01 | 0,01 | 0,45 | 560 | 480 | 30 | -20℃ | 130 | Отличные характеристики сварки и механические свойства, хорошие ударные характеристики из-за небольшого содержания никеля в наплавленном металле при низкой температуре, для строительства кораблей, машин, стальных конструкций и мостов и т. д. д. | CCS ABS GL LR DNV | СО 2 | ||
| СКЖ 501А | ГБ/Т10045 | Э501Т-1М | АВС А5.20 | Э71Т-1М | 0,05 | 0,45 | 1,35 | 0,009 | 0,013 | 560 | 480 | 30 | -20℃ | 120 | Порошковая проволока рутилового типа для сварки во всех положениях с Ar+CO 2 Газ-смеситель, отличные характеристики сварки и механические свойства, отличный внешний вид валика, небольшое количество брызг, для изготовления машин, стальных конструкций, мостов и т. д. | CO 2 Или 80%Ar+20%CO 2 | ||||
| СКЖ 502 | ГБ/Т10045 | Э501Т-1К | АВС А5.20 | Э71Т-1К | 0,05 | 0,38 | 1,3 | 0,01 | 0,015 | 560 | 480 | 30 | 0℃ | 100 | Популярный новый продукт SQJ501, сварка во всех положениях, отличные характеристики сварки и механические свойства, отличный внешний вид шва, доступная цена, для машиностроения, металлоконструкций, нефтехимической промышленности и т. д. д. | СО 2 | ||||
| SQJ 601 | ГБ/Т10045 | Э500Т-6К | АВС А5.20 | Э70Т-5К/М | 0,06 | 0,46 | 1,45 | 0,01 | 0,012 | 560 | 480 | 28 | -20℃ | 110 | Подходит для сварки высокопрочной стали класса 600 МПа, отличные характеристики сварки и механические свойства, высокая ударная вязкость | СО 2 | ||||
| SQJ 507 | ГБ/Т17493 | Э621Т1-К2К | АВС А5.29 | Э91Т1-К2К | 0,04 | 0,45 | 1,4 | 0,011 | 0,011 | 1,02 | 640 | 570 | 25 | -20℃ | 67 | Порошковая проволока основного типа, с отличными сварочными и механическими свойствами, с низким содержанием диффузионного водорода, с хорошей антитрещинной способностью, для изготовления машин, гидроэнергетического и нефтехимического оборудования и т.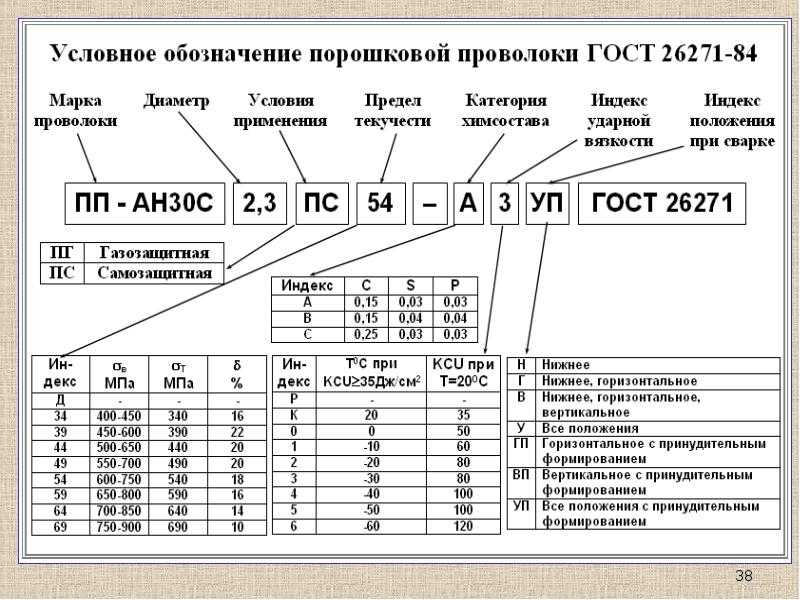 д. д. | АБС CCS DNV GL LR | CO 2 Или 80%Ar+20%CO 2 | ||
| SQJ 607-CrNiMo | ГБ/Т17493 | Э90Т5-К2К/М | АВС А5.29 | Э90Т5-К2К/М | 0,05 | 0,42 | 1,36 | 0,016 | 0,015 | 0,05 | 1,52 | 0,33 | 740 | 580 | 21 | -50℃ | 57 | Порошковая проволока основного типа для сварки высокопрочной стали класса 600 МПа. | CO 2 Или 80%Ar+20%CO 2 | |
| SQJ 707-CrNiMo | ГБ/Т17493 | Э100Т5-К3К/М | АВС А5.29 | Э100Т5-К3К/М | 0,05 | 0,32 | 1,25 | 0,01 | 0,015 | 0,12 | 1,65 | 0,52 | 797 | 625 | 18 | -50℃ | 49 | Порошковая проволока основного типа для сварки высокопрочной или жаропрочной стали класса 700 МПа. | CO 2 Или 80%Ar+20%CO 2 | |
| SQJ 857-CrNiMo | ГБ/Т17493 | Э120Т5-К4К/М | АВС А5.29 | Э120Т5-К4К/М | 0,07 | 0,49 | 0,018 | 0,017 | 0,5 | 2 | 0,43 | 850 | 760 | 20 | -50℃ | 49 | Хорошая устойчивость к растрескиванию и хорошая прочность сварного шва, | CO 2 Или 80%Ar+20%CO 2 | ||
F.C.W для низкотемпературной стали | ||||||||||||||||||||
| Наименование продукта | Спецификация | Типичный химический состав наплавленного металла (%) | Типичные механические свойства наплавленного металла | Характеристики и применение | Сертификат соответствия | Защитный газ | ||||||||||||||
| ГБ/т | АВС | С | Си | Мн | С | Р | Кр | Никель | Пн | РМ (МПа) | Р eH (МПа) | А 5 (%) | АКв(Дж) | |||||||
| SQJ 501Ni(л) | ГБ/Т10045 | Э501Т-9 | АВС А5. 20 20 | Э71Т-9К-ДЖ | 0,05 | 0,39 | 1,27 | 0,01 | 0,013 | 0,5 | 570 | 500 | 30 | -40℃ | 125 | Хорошие показатели ударной вязкости при -40 ℃, сварка во всех положениях, содержание диффузионного водорода < 5 мл/100 г (хроматограф), для сварки военных кораблей и важных низкотемпературных стальных конструкций. | 4Y: АБС CCS DNV GL NK | СО 2 | ||
| SQJ 551Ni1 | ГБ/Т17493 | Э551Т1-Ни1К | АВС А5.29 | Э81Т1-Ни1К | 0,08 | 0,33 | 1,13 | 0,01 | 0,015 | 1 | 620 | 560 | 27 | -40℃ | 70 | Хорошие показатели ударной вязкости при -40 ℃, сварка во всех положениях, содержание диффузионного водорода < 5 мл/100 г (хроматограф) для сварки военных кораблей и важных низкотемпературных стальных конструкций. | СО 2 | |||
| СКЖ 551Ni2 | ГБ/Т17493 | Э551Т5-Ни2К | АВС А5.29 | E81T1-Ni2C | 0,04 | 0,38 | 1,32 | 0,01 | 0,015 | 1,8 | 620 | 560 | 27 | -60℃ | 70 | Хорошие показатели ударной вязкости при -60 ℃, сварка во всех положениях, содержание диффузионного водорода < 5 мл/100 г (хроматограф) для сварки важных низкотемпературных стальных конструкций. | СО 2 | |||
| SQJ 551k2 | ГБ/Т17493 | Э551Т1-К2К | АВС А5.29 | Э81Т1-К2К | 0,05 | 0,3 | 1,2 | 0,01 | 0,012 | 1,6 | 590 | 530 | 27 | -60℃ | 100 | Сварка во всех положениях, хорошая ударная вязкость при температуре до -60 ℃, для сварки морских платформ и стали при низких температурах. | CCS АБС DNV GL | СО 2 | ||
| SQJ 557Ni1 | ГБ/Т17493 | Э551Т5-К1К | АВС А5.29 | Э81Т5-К1С | 0,05 | 0,4 | 1,2 | 0,01 | 0,015 | 1,05 | 590 | 500 | 26 | -60℃ | 100 | Порошковая проволока основного типа, отличная стойкость к растрескиванию, хорошая ударная вязкость, содержание диффузионного водорода < 5 мл/100 г (хроматограф), для сварки важных низкотемпературных стальных конструкций. | CO 2 Или 80%Ar+20%CO 2 | |||
F.C.W для коррозионностойкой стали | ||||||||||||||||||||
| Наименование продукта | Спецификация | Типичный химический состав наплавленного металла (%) | Типичные механические свойства наплавленного металла | Характеристики и применение | Сертификат соответствия | Защитный газ | ||||||||||||||
| ГБ/т | АВС | С | Си | Мн | С | Р | Кр | Никель | Пн | РМ (МПа) | R eH (МПа) | А 5 (%) | АКв(Дж) | |||||||
| SQJ 501CrNiCu | ДЖИС З3320 | YFA-50W | 0,04 | 0,23 | 0,9 | 0,01 | 0,015 | 0,5 | 0,43 | 0,4 | 560 | 461 | 26 | 0℃ | 94 | Для сварки 400-49Атмосферостойкая сталь класса 0 МПа. | СО 2 | |||
| SQJ 551CrNiCu | Э550Т1-В2К | E80T1-W2C (АВС) | ДЖИС З3320 | YFA-55W | 0,04 | 0,27 | 0,97 | 0,01 | 0,015 | 0,6 | 0,43 | 0,4 | 600 | 538 | 25 | -30℃ | 128 | Для сварки атмосферостойкой стали класса 500-590 МПа. | СО 2 | |
| SQJ 501Wcu | 0,04 | 0,23 | 0,7 | 0,01 | 0,015 | Вт:0,35 | Медь: 0,30 | 500 | 440 | 26 | -20℃ | 70 | Для сварки атмосферостойких стальных конструкций поездов. | СО 2 | ||||||
| SQJ 507WCu | 0,04 | 0,4 | 0,9 | 0,01 | 0,015 | Вт:0,35 | Медь: 0,30 | 560 | 480 | 27 | -40℃ | 60 | Для сварки атмосферостойких стальных конструкций класса 09MnCuPTi, 09MnCuPTiRe и др.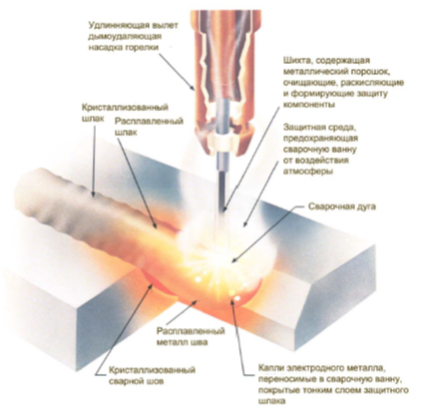 | CO 2 Или 80%Ar+20%CO 2 | ||||||
F.C.W для жаропрочной стали | ||||||||||||||||||||
| Наименование продукта | Спецификация | Типичный химический состав наплавленного металла (%) | Типичные механические свойства наплавленного металла | Характеристики и применение | Сертификат соответствия | Защитный газ | ||||||||||||||
| ГБ/т | АВС | С | Си | Мн | С | Р | Кр | Никель | Пн | РМ (МПа) | R eH (МПа) | А 5 (%) | АКв(Дж) | |||||||
| SQR202 | ГБ/Т17493 | Э551Т1-Б1К | АВС А5. 29 | Э81Т1-Б1К | 0,06 | 0,37 | 1,37 | 0,02 | 0,03 | 0,55 | 0,59 | 615 | 510 | 21 | Порошковая проволока рутилового типа, отличные сварочные характеристики, для сварки хромистой и медной стали при температурах ниже 510℃, например 12CrMo. | СО 2 | ||||
| SQR207 | 0,06 | 0,41 | 1,32 | 0,02 | 0,03 | 0,61 | 0,5 | 610 | 520 | 23 | Порошковая проволока базового типа, с отличной стойкостью к растрескиванию, для сварки хромомолибденовой стали с температурой ниже 510 ℃, такой как 12CrMo. | CO 2 Или 80%Ar+20%CO 2 | ||||||||
| КВР 302 | ГБ/Т17493 | Э551Т1-Б2К | АВС А5. 29 | Э81Т1-Б2К | 0,06 | 0,46 | 0,46 | 0,02 | 0,03 | 1,23 | 0,48 | 633 | 549 | 25 | Порошковая проволока типа TiCa, отличные сварочные характеристики, для сварки стали CrMo ниже 520 ℃, такой как 15CrMo. | СО 2 | ||||
| КВР 307 | ГБ/Т17493 | Э551Т15-Б2К | АВС А5.29 | Э81Т5-Б2К | 0,06 | 0,35 | 0,67 | 0,02 | 0,03 | 1,23 | 0,48 | 590 | 500 | 22 | Порошковая проволока базового типа, с отличной устойчивостью к растрескиванию, для сварки хромомолибденовой стали с температурой ниже 520 ℃, например 15CrMo. | CO 2 Или 80%Ar+20%CO 2 | ||||
| КВР 337 | 0,05 | 0,26 | 0,4 | 0,02 | 0,03 | 1,1 | 0,2 | 0,8 | 570 | 480 | 22 | Порошковая проволока базового типа с отличной устойчивостью к растрескиванию для сварки стали CrMo V при температурах ниже 550 ℃. | CO 2 Или 80%Ar+20%CO 2 | |||||||
| КВР 402 | ГБ/Т17493 | Э621Т1-Б3К | АВС А5.29 | Э91Т1-Б3К | 0,06 | 0,47 | 0,5 | 0,02 | 0,03 | 2,16 | 0,97 | 690 | 602 | 20 | Хорошие сварочные характеристики для сварки хромомолибденовой стали при температурах ниже 550℃. | СО 2 | ||||
| КВР 407 | ГБ/Т17493 | Э621Т5-Б3К | АВС А5.29 | Э91Т5-Б3К | 0,045 | 0,19 | 0,64 | 0,018 | 0,016 | 2,15 | 1,15 | 689 | 610 | 21 | Порошковая проволока базового типа, с отличной устойчивостью к растрескиванию, для сварки хромомолибденовой стали с температурой ниже 520 ℃, например 2,25Cr-1Mo. | CO 2 Или 80%Ar+20%CO 2 | ||||
Проволока для дуговой сварки с флюсовой сердцевиной для электрогазовой сварки | ||||||||||||||||||||
| Наименование продукта | Спецификация | Типичный химический состав наплавленного металла (%) | Типичные механические свойства наплавленного металла | Характеристики и применение | Сертификат соответствия | Защитный газ | ||||||||||||||
| АВС | JIS | С | Си | Мн | С | Р | Кр | Никель | Пн | РМ (МПа) | R eH (МПа) | А 5 (%) | АКв(Дж) | |||||||
| SQL507 | ЭГ72Т-2 | Z3319 ИФЭГ-22К | 0,077 | 0,18 | 1,48 | 0,006 | 0,017 | 0,21 | 0,25 | 620 | 500 | 23 | -20℃ | 64 | Специальная сварочная проволока для принудительной формовки электрогазовой сварки, высокой эффективности сварки, для сварки вертикальных бревен с прямым соединением листов средней толщины кораблей, силосов, металлургических печей и т. д. | СО 2 | ||||
| SQL607 | ЭГ82Т-Г | З3319 ИФЭГ-32К | 0,048 | 0,3 | 1,78 | 0,007 | 0,015 | 0,46 | 0,24 | 640 | 555 | 24 | -20℃ | 61 | ||||||
F.C.W для нержавеющей стали | ||||||||||||||||||||
| Наименование продукта | Спецификация | Типичный химический состав наплавленного металла (%) | Типичные механические свойства наплавленного металла | Характеристики и применение | Сертификат соответствия | Защитный газ | ||||||||||||||
| ГБ | АВС | С | Си | Мн | Кр | Никель | Пн | С | Р | Rm (МПа) | ReL(МПа) | А(%) | АКв(Дж) | |||||||
| SQA307 | ГБ/Т17853 | Э307Т1-1(4) | АВС А5. 22 | Э307Т1-1(4) | 0,05 | 0,70 | 3,61 | 19,92 | 9,98 | 0,81 | 0,006 | 0,028 | 617 | 37 | Сварной шов с аустенитной микроструктурой, содержащей 4% Mn, с низкой чувствительностью к растрескиванию, для сварки листов пуленепробиваемой стали, наплавки нержавеющей стали, высокопрочной стали и закаленной легированной стали и т. д. | СО 2 Или Ar+(20%-25%) CO 2 | ||||
| SQA308 | ГБ/Т17853 | E308T0-1(4) | АВС А5.22 | 0,05 | 0,51 | 1,08 | 19,51 | 0,09 | 0,03 | 0,003 | 0,017 | 561 | 48 | Соответствующий феррит с микроструктурой аустенита, низкая чувствительность к растрескиванию, для сварки нержавеющей стали 18-8 (SUS304). | CO 2 Или Ar+(20%-25%) CO 2 | |||||
| SQA308L | ГБ/Т17853 | E308LT0-1(4) | АВС А5.22 | E308LT1-1(4) | 0,02 | 0,69 | 1,26 | 20,27 | 10,82 | 0,03 | 0,009 | 0,026 | 553 | 43 | Соответствующий феррит с микроструктурой аустенита, низкая чувствительность к растрескиванию, для сварки нержавеющей стали 18-8 (SUS304) со сверхнизким содержанием углерода.. | АБС-пластик | CO 2 Или Ar+(20%-25%) CO 2 | |||
| SQA309L | ГБ/Т17853 | E306LT1-1(4) | АВС А5.22 | E309LT1-1(4) | 0,03 | 0,43 | 1,32 | 23,35 | 12.43 | 0,07 | 0,005 | 0,020 | 565 | 40 | Наплавка разнородной стали или подкладка из углеродистой стали и низколегированной стали, или сварка аналогичной стали. | АБС-пластик | CO 2 Или Ar+(20%-25%) CO 2 | |||
| SQA309MoL | ГБ/Т17853 | E309LmoT1-1(4) | АВС А5.22 | E309LmoT1-1(4) | 0,03 | 0,71 | 1,17 | 23,68 | 14,86 | 2,49 | 0,016 | 0,029 | 541 | 35 | Наплавка разнородной стали или подкладка из углеродистой стали и низколегированной стали, или сварка аналогичной низкоуглеродистой стали. | CO 2 Или Ar+(20%-25%) CO 2 | ||||
| SQA316 | ГБ/Т17853 | Э316Т1-1(4) | АВС А5.22 | Э316Т1-1(4) | 0,05 | 0,75 | 1,23 | 19.22 | 12,57 | 2,34 | 0,015 | 0,025 | 546 | 42 | Соответствующий феррит с аустенитной микроструктурой, низкой чувствительностью к растрескиванию, для сварки нержавеющей стали 18-12 Mo2. | CO 2 Или Ar+(20%-25%) CO 2 | ||||
| SQA316L | ГБ/Т17853 | Э316Т1-1(4) | АВС А5.22 | E316LT1-1(4) | 0,02 | 0,41 | 1,30 | 18,99 | 11.30 | 2,42 | 0,006 | 0,026 | 560 | 35 | Для сварки сверхнизкоуглеродистой нержавеющей стали 18-12 Mo2, хорошие сварочные характеристики, высокая устойчивость к межкристаллитной коррозии | АБС-пластик | CO 2 Или Ar+(20%-25%) CO 2 | |||
| SQA317L | ГБ/Т17853 | Э317Т1-1(4) | АВС А5.22 | E317LT1-1(4) | 0,02 | 0,44 | 1,30 | 18,73 | 12.20 | 3,59 | 0,009 | 0,027 | 545 | 30 | Аустенитная микроструктура, сверхнизкое содержание углерода, защита от межкристаллитной коррозии, отсутствие термической обработки, высокая стабильность при высоких температурах, для сварки важных химических контейнеров. | CO 2 Или Ar+(20%-25%) CO 2 | ||||
| SQA347 | ГБ/Т17853 | Э347Т1-1(4) | АВС А5.22 | Э347Т1-1(4) | 0,03 | 0,36 | 1,41 | 19.22 | 9,95 | 0,07 Nb:0,32 | 0,002 | 0,024 | 580 | 44 | Высокая эффективность против межкристаллитной коррозии, высокая прочность при высоких температурах, для сварки основного металла SUS321, SUS304L. | CO 2 Или Ar+(20%-25%) CO 2 | ||||
| SQA409 | ГБ/Т17853 | Э409Т0-4 | АВС А5.22 | Э409Т0-4 | 0,03 | 0,75 | 0,63 | 13.01 | 0,02 | 0,03 Ti:0,81 | 0,009 | 0,016 | 568 | 16 | Для сварки нержавеющей стали 0Cr13, наплавки и ремонта клапанов. | СО 2 | ||||
| SQA410 | ГБ/Т17853 | Э410Т1-1 | АВС А5.22 | Э410Т1-1 | 0,05 | 0,60 | 0,88 | 11,77 | 0,47 | 0,02 | 0,001 | 0,020 | 610 | 24 | Для сварки нержавеющей стали серии 410 или 420, высокая способность к закалке, хорошая защита от окисления и коррозии при высоких температурах, для наплавки и ремонта в нефтехимической и химической промышленности.. | СО 2 | ||||
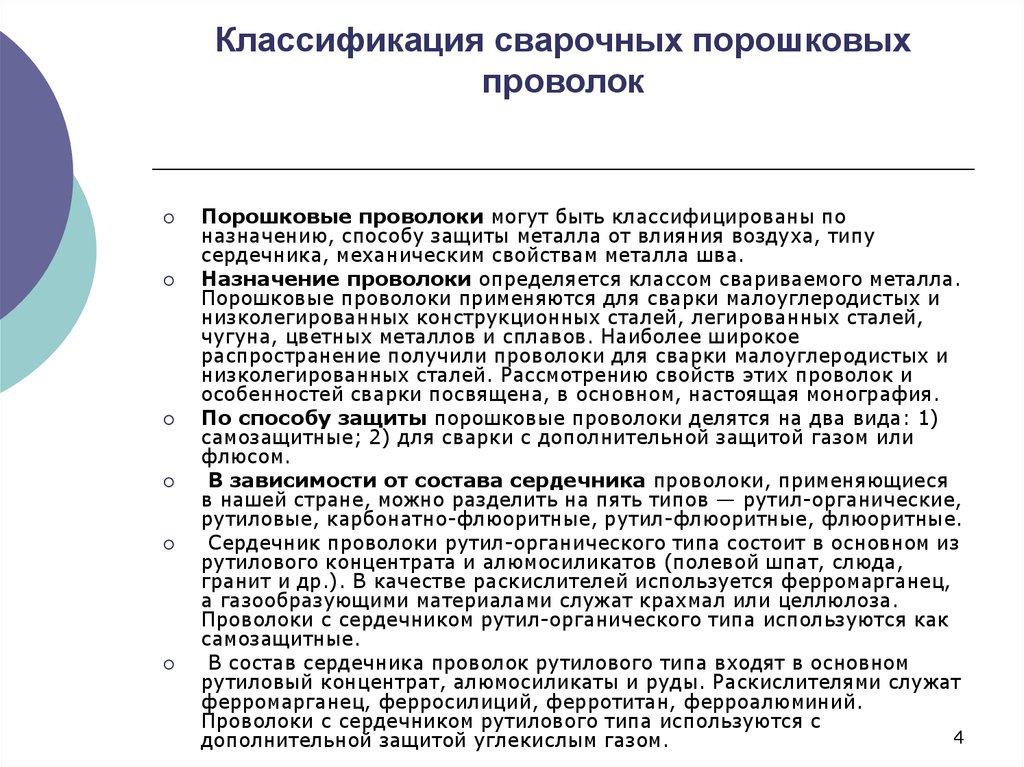 C.W для мягкой и низколегированной высокопрочной стали
C.W для мягкой и низколегированной высокопрочной стали Поставка проволоки для дуговой сварки FCAW: E71T-GS и E71T-11
E71T-GS Сварочная проволока | E71T-11 Сварочная проволока |
Описание: Предназначенная для однопроходной сварки, эта проволока с флюсовой сердцевиной обеспечивает плавное дугообразование и полное покрытие шлаком.
| Описание: E71T-11 Сварочная проволока представляет собой самозащитную трубчатую проволоку общего назначения, предназначенную для сварки тонколистовой низкоуглеродистой или оцинкованной стали. Подходит для одно- или многопроходных сварок, особенно для угловых и нахлесточных сварных швов. Вы получите выдающиеся сварочные характеристики, поскольку E71T-11 обеспечивает плавный струйно-дуговой перенос с хорошим смачивающим действием.
|
E71T-GS Катушка с проволокой 2 фунта | E71T-11 Катушка с проволокой 2 фунта |
| Наш список порошковой проволоки E71T-GS 13,99 $ | 0,030-дюймовая сварочная проволока E71T-GS с флюсовым сердечником, 2 фунта 13,99 $ | 0,035-дюймовая сварочная проволока E71T-GS с флюсовым сердечником, 2 фунта 23,99 $ | 2 упаковки 0,030-дюймовой сварочной проволоки E71T-GS с флюсовым сердечником, 2 фунта 23,99 $ | 2 упаковки 0,035-дюймовой сварочной проволоки E71T-GS с флюсовым сердечником, 2 фунта | Наш список порошковой проволоки E71T-11 щелкните, чтобы выбрать 13,99 $ | 0,030-дюймовая сварочная проволока с флюсовым сердечником E71T-11, 2 фунта 13,99 $ | 0,035-дюймовая сварочная проволока с флюсовым сердечником E71T-11, 2 фунта 23,99 $ | 2 упаковки 0,030-дюймовой сварочной проволоки E71T-11 с флюсовым сердечником, 2 фунта 23,99 $ | Сварочная проволока с флюсовым сердечником 0,035 дюйма E71T-11, 2 шт. |
E71T-GS Катушка с проволокой 11 фунтов | E71T-11 Катушка с проволокой 11 фунтов |
| Наш список порошковой проволоки E71T-GS 37,95 $ | 0,030-дюймовая сварочная проволока E71T-GS с флюсовым сердечником, 10 фунтов 36,95 $ | 0,035-дюймовая сварочная проволока E71T-GS с флюсовым сердечником, 10 фунтов | Наш список для порошковой проволоки E71T-11 нажмите, чтобы выбрать 37,95 $ | 0,030-дюймовая сварочная проволока с флюсовым сердечником E71T-11, 10 фунтов 36,95 $ | 0,035-дюймовая сварочная проволока с флюсовым сердечником E71T-11, 10 фунтов |
Часто задаваемые вопросы
В: О классификационных номерах AWE сварочной проволоки с флюсовым сердечником E71T-GS и E71T-11. Что они означают?
Ответ:
- E: Электрод
- 7: 70 тысяч фунтов на кв.
 дюйм или 70 000 фунтов на кв. дюйм
дюйм или 70 000 фунтов на кв. дюйм - 1: Все положения
- T: Трубчатый электрод
- G означает «общая» классификация. GS означает общие, «однопроходные» приложения.
Эти обозначения удобства использования можно разделить на две основные категории электродов следующим образом:
- Самозащитные порошковые электроды: T-3, -4, -6, -7, -8, -10, -11 , -13, -14, -G, -GS
- Газозащитные порошковые электроды: T-1, -2, -5, -9, -12, -G, — GS
В: В чем разница между E71T-GS и E71T-11?
Ответ 1: E71T-11 должен соответствовать определенным механическим свойствам и должен быть многопроходным. Как уже упоминалось, суффиксы Hankj GS и G означают, что свойства «согласованы», поэтому это может быть что угодно. НИКАКИХ механических испытаний не требуется (на растяжение, предел текучести, удар, удлинение и т. д.). Это не означает, что электрод не годится, это просто означает, что он не должен проходить какие-либо испытания и соответствовать каким-либо критериям.
———————————————— ———————-
Хороший комментарий на hobarwelder.com
Они оба имеют предел текучести при растяжении 70 000 фунтов на квадратный дюйм. Вы могли бы подумать, учитывая цифры AWS (на самом деле, это то, в чем я не очень разбираюсь, из того, что я читал, ядро потока должно быть E7t-11, что с 71?), но если вы посмотрите на Фактические цифры показывают, что предел текучести флюсового сердечника составляет 62–62 000 фунтов на квадратный дюйм, а S-6 — 72–74 000 фунтов на квадратный дюйм (при защите с помощью C25). Есть также некоторая странность с рейтингами, кажется, что вы должны поддерживать сварку с флюсовой сердцевиной при 200 * в течение 48 часов, чтобы получить этот рейтинг, где я не вижу ничего подобного для проволоки MIG. Сила на этом уровне — немая точка. Я не уверен, что следую там. Насколько я могу судить, оба имеют меньший предел текучести, чем сталь, которую я свариваю (если уж на то пошло, самая приличная сталь имеет примерно тот же показатель, что и S-6, или сильнее), и поскольку я действительно сомневаюсь, что я получить полное проникновение Я подозреваю, что я могу взять всю силу, которую я могу поднять до прочности того, к чему это приварено. Думаю, это было бы личным предпочтением. Мне нравится Fluxcore 0,030″ за его универсальность/портативность. Однако очистка — это дополнительный шаг. Лично мне нравится сердечник 0,030″ Fuxcore по ряду причин (и я обещал по пути починить трейлер друга). что должно быть более легкой работой с флюсовым сердечником и мешает мне носить с собой бутылку 80), но я не буду жертвовать прочностью ради удобства на другой установке (это не похоже на то, что жизнь висит на волоске, я просто не хочу чтобы сделать это снова). Вы можете удалить «V», если вы разорвете соединение. Вы все еще можете добиться 100% проникновения с одной стороны. да, я понимаю это и делаю это все время, но в этом случае мы говоря о ½-дюймовой пластине, и нет ни одного зазора в мире, который позволил бы мне правильно сварить его с помощью Hh235. V будет (или, по крайней мере, приблизит меня), если я буду плести или делать несколько проходов. Вторая причина, по которой я избегаю делать V-образную кромку глубже или разрывать остальную часть, и это то, что прямо сейчас у меня есть поверхность примерно на 3/16”-1/4 ниже V-образной формы, которая идеально подходит, и h Старые два в выравнивании. Если я буду двигаться дальше или делать промежутки, мне придется делать приспособление, чтобы удерживать вещи, что, по меньшей мере, будет очень неудобным.
———————————————— —————
AWS Класс ENiCr3T1-1/T1-4 Порошковая проволока Склад, поставщик
AWS/ASME 5.34 ENiCr3T1-1/T1-4 Порошковая проволока, Сварочная порошковая проволока из сплава 82T-1, UNS W86082 Порошковая проволока, класс AWS ENiCr3T1-1/T1-4 Порошковая сварочная проволока, промышленная ENiCr3T1-1/T1-4, порошковая проволока, класс AWS ENiCr3T1-1/T1-4 Сварочная порошковая проволока, SFA A5.
34 ENiCr3T1-1/T1-4, порошковая проволока AWS ENiCr3T1-1/T1-4, поставщик порошковой проволоки класса AWS ENiCr3T1-1/T1-4 в Мумбаи, Индия.
Содержание
- Что такое AWS Class ENiCr3T1-1/T1-4 Flux Core Wire
- Спецификация AWS Class ENiCr3T1-1/T1-4 Flux Core Wire
- Эквивалентная флюсовая проволока AWS ENiCr3T1-1/T1-4
- Готовый запас сплавов ENiCr3T1-1/T1-4 Порошковая проволока
- ASME 5.34 ENiCr3T1-1/T1-4 Цены на порошковую проволоку
- Химический состав порошковой проволоки ENiCr3T1-1/T1-4
- Параметры порошковой проволоки класса AWS ENiCr3T1-1/T1-4
- Самый широкий ассортимент проволоки с флюсовым сердечником класса AWS ENiCr3T1-1/T1-4
- Пользователи искали провод с флюсовым сердечником класса ENiCr3T1-1/T1-4
- Города снабжения класса AWS ENiCr3T1-1/T1-4 Flux Core Wire
- Экспортные страны класса AWS ENiCr3T1-1/T1-4 Порошковая проволока
Shanti Metals — известный поставщик и производитель Flux Core класса AWS EniCr3T1-1. Мы используем чистое качественное сырье для производства флюсовых сердечников, и наша компания располагает множеством передовых технологий и оборудования для производства этих флюсовых сердечников.
Наша компания предлагает флюсовые сердечники различных размеров, типов, длин и спецификаций. Наша продукция имеет различные спецификации Shanti Metals является известным поставщиком и производителем AWS Class EniCr3T1-1 Flux Core . Эти продукты демонстрируют различные характеристики, такие как проверенное качество, простота в использовании и прочная конструкция.
Класс AWS EniCr3T1-1/T1-4 также называется Alloy 82T-1
Какой класс AWS ENiCr3T1-1/T1-4?
Сплавы сплава 82Т-1 применяются для соединения углеродистых сталей с никелевыми сплавами и для наплавки углеродистых сталей. Сплав 82T-1 демонстрирует хорошую устойчивость к точечной коррозии и растрескиванию под напряжением в средах, загрязненных хлоридами. Этот сплав наиболее подходит для использования в криогенных и повышенных температурах до 1450°F.
Газозащитная порошковая сварочная проволока ENiCr3T1-1/T1-4, никель ENiCr3T1-1/T1-4 Порошковая проволока, двойной экран ENiCr3T1-1/T1-4 Порошковая сварочная проволока, Coreshield ENiCr3T1-1/T1-4 Flux Проволока с сердечником, класс AWS ENiCr3T1-1/T1-4 Экспортеры порошковой проволоки, порошковая сварочная проволока класса AWS ENiCr3T1-1/T1-4, защищенная газом, самозащитная порошковая проволока AWS A5.34 ENiCr3T1-1/T1-4 , поставщик порошковой проволоки класса AWS ENiCr3T1-1/T1-4 в Индии.
AWS Class ENiCr3T1-1/T1-4 Flux Core:
Порошковая проволока разработана для обеспечения хороших характеристик, недостижимых для сплошной проволоки. Для многих видов сварки, таких как вертикальная сварка вверх, плоская сварка, сварка оцинкованных или сварка твердых сталей, порошковая проволока подходит лучше и быстрее.
Основные характеристики порошковой проволоки AWS Class ENiCr3T1-1/T1-4:
• Газозащищенная порошковая проволока для всех положений.
• Он используется во многих областях, таких как соединение сплавов никеля, хрома и железа, наплавка стали металлом сварного шва из никеля, хрома и железа, соединение сплавов 600, 601 и 800 друг с другом или нержавеющих и углеродистых сталей.
• Также используется для покрытия боковой поверхности соединений сталей, покрытых никель-хромовым присадочным металлом.
Преимущества флюсового сердечника класса AWS ENiCr3T1-1/T1-4:
• Он используется в высокоскоростных процессах без отрицательного влияния на качество сварного шва.
• Высокая скорость наплавки и повышенная стабильность дуги.
• Требуется меньше предварительной очистки металла.
• Вероятность пористости также очень мала при правильном применении FCAW.
Применения класса AWS ENiCr3T1/T1-4 Flux Core:
Благодаря высокой скорости наплавки он обеспечивает высококачественные сварные швы с хорошим внешним видом. Благодаря высокой скорости сварки и портативности этого метода сварки он широко используется в строительстве.
AWS Class ENiCr3T1-1/T1-4 Спецификация порошковой проволоки
| Классификация | AWS A5.34, ENiCr3T1-1/T1-4 |
| Форма | Сварочная порошковая проволока |
| Тип сварки | Газозащищенный |
| Диаметры | .045”, 1/16” |
| Защитный газ | 100 % CO2, 75–80 % Ar/баланс CO2, 35–50 куб. футов в час |
| Сварочные позиции | Все позиции |
| AWS ENiCr3T1-1/T1-4 Порошковая проволока Применение и использование |
|
Торговые наименования AWS Класс ENiCr3T1-1/T1-4 Порошковая проволока
| Класс | УНС | Оксфордские сплавы |
| ENiCr3T1-1/T1-4 | W86082 | Сплав 82Т-1 |
| Оксфорд Сплавы — Сплав 82T-1 | Oxford Alloys ENiCr3T1-1/T1-4 Порошковая проволока в наличии, Oxford Alloys — Alloy 82T-1 Сварочная порошковая проволока в Мумбаи, Oxford Alloys ENiCr3T1-1/T1-4 Поставщик порошковой проволоки в Индии, Oxford Alloys — Alloy Поставщик порошковой проволоки 82T-1 в Мумбаи, сплав 82T-1. |
* Отказ от ответственности: Все товарные знаки третьих лиц (включая логотипы, имена и значки), на которые ссылается «Shanti Metal Supply Corporation», остаются собственностью их соответствующих владельцев.
Готовый запас ASME SFA A5.34 ENiCr3T1-1/T1-4 Порошковая проволока
AWS Class ENiCr3T1-1/T1-4 Порошковая проволока Цены
Oxford Alloys Сплав 82T-1 Порошковая проволока Доступные цены
Газ Экранированная порошковая проволока ENiCr3T1-1/T1-4 Цены на порошковую проволоку в кг
ASME SFA A5.34 Порошковая проволока Доступные цены
Самозащитная порошковая проволока ENiCr3T1-1/T1-4 Спросите цену
Класс AWS ENiCr3T1-1/T1-4 Порошковая проволока Химический состав
| С | Мн | Си | Кр | Fe | Кб + Та | С | П | Никель |
| 0,04 | 3,0 | 0,04 | 18,2 | 1,5 | 2,7 | 0,003 | 0,010 | БАЛ. |
AWS Class ENiCr3T1-1/T1-4 Механические свойства порошковой проволоки
| Прочность на растяжение | 89 000 фунтов на кв. дюйм |
|---|---|
| Предел текучести | 68 000 фунтов на кв. дюйм |
| Удлинение (%) | 26% |
Параметры порошковой проволоки класса AWS ENiCr3T1-1/T1-4
| РАЗМЕР | ВОЛЬТ | АМП | ВЫНОС | ЗАЩИТНЫЙ ГАЗ |
| 0,045” | 25-28 | 140-200 | ½” | 75 Ar/25 CO2 или 100 % CO2 |
| 1/16” | 26-28 | 190-230 | ½” | 75 Ar/25 CO2 или 100% CO2 |
Самый широкий ассортимент AWS/ASME 5.
34 ENiCr3T1-1/T1-4 Порошковая проволока
- AWS ENiCr3T1-1/T1-4 Расходуемая порошковая проволока
- AWS Класс ENiCr3T1-1/T1-4 ENiCr3T1-1/T1-4 Порошковая проволока в Индии
- Производитель газозащитной порошковой проволоки класса AWS ENiCr3T1-1/T1-4
- AWS Class ENiCr3T1-1/T1-4 Порошковая проволока Склад
- Поставщик AWS Class ENiCr3T1-1/T1-4 Порошковая проволока
- Держатель порошковой проволоки класса ENiCr3T1-1/T1-4 AWS
- Продавец порошковой проволоки класса AWS ENiCr3T1-1/T1-4 в Мумбаи
- A5.34 Порошковая проволока из никелевого сплава для сварки в среде защитных газов
- Сварка в среде защитного газа ENiCr3T1-1/T1-4 Порошковая проволока Склад
- ENiCr3T1-1/T1-4 Порошковая проволока для самозащитной сварки
- ENiCr3T1-1/T1-4 Проволока с флюсовой сердцевиной
- ENiCr3T1-1/T1-4 Поставщик порошковой проволоки в Индии
- AWS/ASME 5. 34 ENiCr3T1-1/T1-4 Производители флюсовых сердечников с двойным экраном
- ENiCr3T1-1/T1-4 Порошковая проволока для сварки
- Сварочная флюсовая проволока на основе никеля ENiCr3T1-1/T1-4
- ENiCr3T1-1/T1-4 (сплав 82T-1) Порошковая проволока для сварки сплавов никель-хром-железо
- Порошковая проволока Coreshield ENiCr3T1-1/T1-4
- Сплав 82T-1 Поставщик порошковой проволоки
- UNS W86082 Порошковая сварочная проволока
- Сварка в среде защитного газа W86082 Дилеры с флюсовой проволокой
Люди искали AWS Class ENiCr3T1-1/T1-4 Flux Core Wire
ENiCr3T1-1/T1-4 Газозащитная порошковая проволока в Индии, класс AWS ENiCr3T1-1/T1-4 Держатель порошковой проволоки, ENiCr3T1-1/T1-4 порошковая проволока Сварочная проволока в Мумбаи (Индия), класс AWS ENiCr3T1-1/T1-4 Сварочный флюс из сплава в Мумбаи (Индия), класс AWS ENiCr3T1-1/T1-4 Промышленный сварочный флюсовой сердечник Производитель в Индии, AWS A5. 34 Никель ENiCr3T1-1/T1-4 Сварка в среде защитного газа Экспортер флюсовых сердечников в Индии, ENiCr3T1-1/T1-4 Экспорт флюсовых сердечников в Индии, никель ENiCr3T1-1/T1-4 Газозащитный флюсовый сердечник Поставщик сварочной проволоки в Мумбаи (Индия), класс AWS ENiCr3T1-1/T1-4 Flux Сварочная проволока с сердечником, никелевый сплав ENiCr3T1-1/T1-4 Газозащитная порошковая проволока, ENiCr3T1-1/T1-4 Сварочная порошковая проволока в Мумбаи, ENiCr3T1-1/T1-4 Порошковая проволока Сварочная проволока в Мумбаи, ENiCr3T1 -1/T1-4 (сплав 82T-1) Порошковая проволока в Мумбаи (Индия), никель ENiCr3T1-1/T1-4 Порошковая проволока, ENiCr3T1-1/T1-4 Производители порошковых сердечников в Индии, ENiCr3T1-1/T1- 4 Поставщик сварочной проволоки из никелевого сплава в Индии, ASME SFA A5.34 ENiCr3T 1-1/T1-4 Порошковая проволока в Мумбаи, Inconel ENiCr3T1-1/T1-4 Сварочная порошковая проволока, ASME SFA A5.34 ENiCr3T1-1/T1-4 Газозащитная флюсовая проволока Дилер, UNS W86082 Производитель флюсовой проволоки в Индия, промышленный поставщик порошковой проволоки ENiCr3T1-1/T1-4 в Индии, поставщик порошковой проволоки из сплава ENiCr3T1-1/T1-4 в Индии, поставщик сварочной проволоки ENiCr3T1-1/T1-4 в Индии, класс AWS ENiCr3T1-1/ T1-4 Производитель порошковой проволоки в Индии.
Города снабжения класса AWS ENiCr3T1-1/T1-4 Flux Core Wire
| Нью-Дели | Ахмадабад | Джайпур | Сурат | Салем | Гандинагар |
| Коимбатур | Каннур | Нагпур | Вадодара | Рудрапур | Нойда |
| Агра | Бхагалпур | Джамшедпу | Бхилаи | Лакхнау | канпур |
| Бхиванди | Тируппур | Сивакаси | Джамнагар | Тируванантапура | Раджамандри |
| Бхубанешвар | Виджайвада | Фирозабад | Стальной город Бокаро | Раджкот | Бхарух |
| Панна | Райпур | Кочин | Лудхиана | Панипат | Дургапур |
| Бангалор | Мумбаи | Ченнаи | Хайдарабад | Калькутта | Пуна |
| Тейн | Бхопал | Гвалиор | Ангул | Дибругарх | Питампур |
| Пенья | Пимпри-Чинчвад | Чаннапатна | Харагпур | Нашик | Барейли |
| Варанаси | Халдия | Руркела | Бангалор | Морадабад | Индор |
| Вишакхапатнам | Тривандрам |
Страны экспорта класса AWS ENiCr3T1-1/T1-4 Порошковая проволока
Россия, Ливан, Индонезия, Бангладеш, Зимбабве, Новая Зеландия, Бельгия, Тайвань, Польша, Макао, Тибет, Австралия, Нигерия, Ангола , Шри-Ланка, Ливия, Гонконг, Мексика, Кувейт, Швейцария, Бутан, Болгария, Непал, Сингапур, Китай, Кения, Хорватия, Япония, Швеция, Тринидад и Тобаго, Тунис, Иран, Бахрейн, Алжир, Аргентина, Венгрия, Дания , Эстония, Вьетнам, Израиль, Сербия, Малайзия, Ирак, Финляндия, Литва, Италия, Катар, Колумбия, Польша, Таиланд, Габон, Индия, Филиппины, Иран, Чили, Нидерланды, Канада, Намибия, Норвегия, Пуэрто-Рико, Йемен, Румыния, Монголия, Бразилия, Коста-Рика, Южная Корея, Германия, Венесуэла, Афганистан, Ирландия, Словакия, Казахстан, Гана, Турция, Южная Африка, Азербайджан, Оман, Беларусь, Гамбия, Саудовская Аравия, Украина, Марокко, Греция, Испания, Египет, Франция, Боливия, Перу, Мексика, Великобритания, Австрия, Португалия, Объединенные Арабские Эмираты, Иордания, Эквадор , Нигерия, Чили, Чехия, США
Что такое Спецификация порошковой проволоки E71T-1Ch5 — Значение?
Значение порошковой проволоки Э71Т-1Ч5, виды покрытия и способ переноса металла одно- и многопроходная сварка с использованием положительного электрода постоянного тока.
EXXT-1C (XX может быть 60 или 70) и EXXT-1M обеспечивают хороший внешний вид валика сварного шва с малым разбрызгиванием при сварке и режим переноса распылением. 9Стержень 0041 E71T-1C имеет рутиловое покрытие и обеспечивает высокую производительность сварки.
Электроды в системе EXXT-1M классифицируются со сварочным газом типа 75-25 (аргон/баланс CO 2 защитный газ ). Более высокое содержание аргона в смеси аргон-CO 2 уменьшит потери марганца и кремния из-за меньшего количества элементов, реагирующих с кислородом в результате экранирующей диссоциации CO 2 , наряду с потерями некоторых других элементов, таких как хром. Это снижение потерь элементов, особенно марганца, приведет к увеличению предела текучести и прочности на разрыв наплавленного металла, а кремний обеспечит хорошую отделку валика. Это также может влиять на характеристики ударной вязкости наплавленного металла.
Химические и механические свойства E71T-1C и E71T-1M
Химические и механические свойства E71T-1C и E71T-1M приведены в таблице ниже.
FCAW Диаметры проволоки и пределы положения
Сварочная присадочная проволока большего диаметра (Например, 5/64 дюйма или 2 миллиметра и больше) проволока E71T-1C или E71T-1M в основном используется для положений сварки 1G, 2G, 1F и 2F. Меньший диам. Присадочная проволока диаметром от 1/16 дюйма или 1,6 мм и 0,052 дюйма (1,2 мм) может использоваться для сварки во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Спецификация E71T-1C и E71T-1M
Порошковая проволока E71T-1C или E71T-1M поставляется в ASME Раздел IIC). Система классификации электродов приведена ниже:
- «E»: См. электрод
- Следующая цифра (например, 6 или 7 ) означает минимальный предел прочности электрода на растяжение в тысячах фунтов на квадратный дюйм, умноженный на 10 .
- T третья цифра относится к позиции сварки, 0 означает плоскую и горизонтальную и 1 означает все позиции .
- Четвертая цифра «T» означает трубчатую проволоку.
- Следующая цифра после дефиса – это характеристики удобства использования электрода. Например, в проводе E71T-1C цифра 1 означает, что провод можно использовать с DCEP . Может быть от 1 до 14 числа или также может быть записано как ‘G’ .
- Следующая цифра либо ‘ C’, либо ‘M’. Буква «C» означает, что этот стержень классифицируется как с использованием 100% защитного газа CO2 . Буква «M» означает, что провод классифицируется с использованием защитного газа 75%–80% аргона/баланса CO2.
- «H» , указанный в конце классификации электродов, относится к количеству диффундирующего водорода , присутствующему в наплавленном металле. Это будет h5 или H8 или h26 . Например, «h5» означает, что 4 мл среднего диффузионного водорода могут содержать максимум мл/100 г осажденного металла.
Подробный обзор представлен на рисунке ниже.
Простая классификация представлена на рисунке ниже.
Требования к ударной вязкости для E71T-1C
Наплавка Требования к ударной вязкости не являются обязательными для порошковых проволок и обычно согласовываются между покупателем. Они являются необязательными и могут быть определены покупателем провода. Если указано, буква « J» при наличии в классификации электродов (например, E71T-1CJ ) указано, что сварочная проволока соответствует требованиям к повышенной ударной вязкости металла шва и позволяет наплавлять металл шва со свойствами V-образного надреза по Шарпи не менее 20 ft·lbf при –40°F (27 Дж при –40°C).
Полярность сварки для E71T-1C
E71T-1C можно использовать только с полярностью DCEP . Здесь «1» в третьей цифре означает, что электрод предназначен только для полярности положения электрода постоянного тока.
Типы полярности сварки SMAW, MIG, MAG, FCAW, TIG и SAW
Разница между E71T-1C и E71T-1M
Основное различие между E71T-1C и E71T-1M заключается в типе используемого защитного газа. Где C означает защитный газ в виде чистого CO 2 , «M» относится к газовой смеси аргона и CO 2 (обычно 75%–80% аргона/остального защитного газа CO 2 ).
Защитные газы для сварки MIG-MAG, TIG и FCAW и чистота защитных газов
Хранение Разница между E71T-1C и E71T-1M
Хранение E71T-1C и E71T-1M очень важно. Это порошковая проволока, что означает, что они покрыты флюсом. Эти флюсовые покрытия могут легко поглощать влагу из атмосферы, что приводит к пористости при сварке.
Таким образом, их хранение в контролируемой атмосфере, например, в складских помещениях с контролируемой влажностью, является обязательным. Температуру хранения можно поддерживать на уровне температуры окружающей среды 70 -85 °F (от 20 до 30 ° C и влажности от 30 до 55 % .
