Зенкерование зенкование: Зенкование и зенкерование – как обработать металлические детали? + Видео
Содержание
Сверление и рассверливание, зенкерование, зенкование, р азвёртывание — презентация на Slide-Share.ru 🎓
1
Первый слайд презентации: Сверление и рассверливание, зенкерование, зенкование, р азвёртывание
Изображение слайда
2
Слайд 2
В этой теме рассматривается обработка отверстий сверлами, зенкерами и развертками, т.е. сверление, зенкерование и развертывание. Эти виды обработки отверстий применяются в зависимости от требуемой точности размера отверстия и качества обработанной поверхности.
Во всех случаях главным движением является вращательное движение инструмента, а движением подачи – поступательное перемещение его вдоль оси вращения.
Сверлами обычно обрабатываются отверстия в сплошном материале, когда требуется получить отверстия невысокой точности. Более точные отверстия после сверления обрабатываются зенкерами и развертками. В этом случае точность отверстий обеспечивается лучшим центрированием инструмента (благодаря наличию большего числа режущих лезвий), повышенной жесткостью инструмента и более легкими условиями работы каждого лезвия.
Более точные отверстия после сверления обрабатываются зенкерами и развертками. В этом случае точность отверстий обеспечивается лучшим центрированием инструмента (благодаря наличию большего числа режущих лезвий), повышенной жесткостью инструмента и более легкими условиями работы каждого лезвия.
Изображение слайда
3
Слайд 3
Сопоставление условий работы инструментов при сверлении, зенкеровании и развертывании может быть представлено таблицей.
Сравнение условия работы осевых инструментов.
При сверлении в сплошном материале глубина резания t равна половине диаметра сверла, а при рассверливании – половине разности диаметров до и после сверления.
t= t=
Изображение слайда
4
Слайд 4
Подачей при сверлении (зенкеровании и развертывании) является величина осевого перемещения инструмента за время одного его оборота. Поскольку резание одновременно ведётся двумя режущими лезвиями, то каждое из них работает с подачей Sz, равной половине осевого перемещения сверла за время его одного оборота.
Поскольку резание одновременно ведётся двумя режущими лезвиями, то каждое из них работает с подачей Sz, равной половине осевого перемещения сверла за время его одного оборота.
Скорость резания при сверлении равна окружной скорости периферийных точек режущих кромок сверла.
V=
Изображение слайда
5
Слайд 5: Элементы резания при сверлении и геометрические параметры сверла
Изображение слайда
6
Слайд 6: Элементы резания
Изображение слайда
7
Слайд 7
В отличие от других процессов резания имеет свои особенности.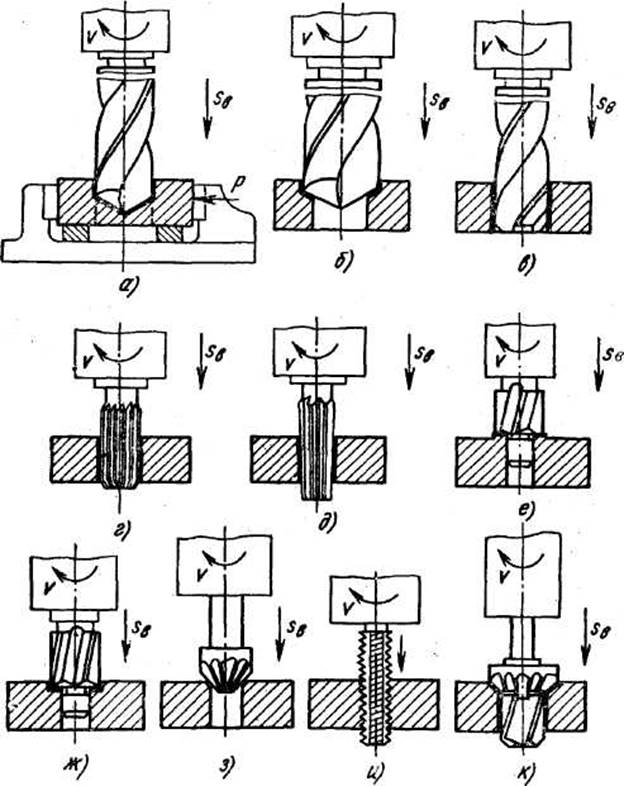 Они заключаются в том, что резание ведется инструментом, передний угол которого различен в разных точках режущего лезвия. Скорость резания здесь также не постоянна и меняется от ноля в центре сверла до какого-то максимального значения на периферии сверла. В центре отверстия, под перемычкой сверла, резание как таковое отсутствует, производится смятие и выдавливание обрабатываемого материала к периферии под режущие кромки. Особенностью геометрии сверла является наличие пятой поперечной режущей кромки. Ленточка сверла не имеет вспомогательного заднего угла, что вызывает повышенное трение с обработанной поверхностью. Особенностью процесса является также и то, что сверло, окруженное обрабатываемым материалом, работает в стеснённых условиях. Это затрудняет отвод стружки и циркуляцию внешней среды, что приводит к худшим условиям охлаждения.
Они заключаются в том, что резание ведется инструментом, передний угол которого различен в разных точках режущего лезвия. Скорость резания здесь также не постоянна и меняется от ноля в центре сверла до какого-то максимального значения на периферии сверла. В центре отверстия, под перемычкой сверла, резание как таковое отсутствует, производится смятие и выдавливание обрабатываемого материала к периферии под режущие кромки. Особенностью геометрии сверла является наличие пятой поперечной режущей кромки. Ленточка сверла не имеет вспомогательного заднего угла, что вызывает повышенное трение с обработанной поверхностью. Особенностью процесса является также и то, что сверло, окруженное обрабатываемым материалом, работает в стеснённых условиях. Это затрудняет отвод стружки и циркуляцию внешней среды, что приводит к худшим условиям охлаждения.
Изображение слайда
8
Слайд 8
При зенкеровании и развертывании элементы режима резания определяются так же, как при рассверливании.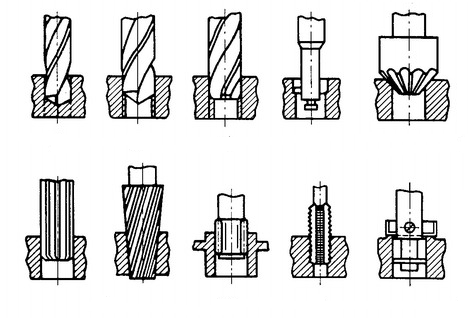 Каждый зуб зенкера или развертки работает с подачей, равной доле осевой подачи. Поскольку зенкеры и развертки имеют главные углы в плане меньше, чем у сверла, толщина среза меньше, чем при сверлении.
Каждый зуб зенкера или развертки работает с подачей, равной доле осевой подачи. Поскольку зенкеры и развертки имеют главные углы в плане меньше, чем у сверла, толщина среза меньше, чем при сверлении.
S z = a=
При расчете режима резания глубина резания назначается в указанных выше пределах. Подача выбирается по справочным таблицам с учётом глубины сверления, характера последующей обработки, жесткости системы СПИД и свойств инструментального материала.
Изображение слайда
9
Слайд 9: Домашнее задание
Составить конспект по лекции
Ответить на контрольные вопросы письменно в электронном виде Word или в тетради.
Оформленную работу отправлять на электронную почту [email protected] не позднее следующего занятия 24.04.2020
Кто оформляет работу в тетради присылает фото ответов на вопросы.
Домашнее задание
Изображение слайда
10
Последний слайд презентации: Сверление и рассверливание, зенкерование, зенкование, р азвёртывание: Контрольные вопросы
1. Поясните использование какого инструмента позволяет получить более точное отверстие.
Поясните использование какого инструмента позволяет получить более точное отверстие.
2.Поясните действие подача при сверлении.
3.Поясните что является геометрической особенностью сверла
4.Поясните как меняется скорость резания при увеличении диаметра сверла.
5. Поясните почему при зенкеровании толщина среза меньше чем при сверлении.
Контрольные вопросы
Изображение слайда
Методическая разработка урока производственного обучения на тему: «Зенкерование, зенкование и развертывание отверстий» (Октябрь 2017) | Методическая разработка на тему:
Министерство образования Республики Мордовия
Государственное бюджетное учреждение профессионального образования Республики Мордовия «Рузаевский железнодорожно – промышленный техникум им.А.П.Байкузова»
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
урока производственного обучения на тему:
«Зенкерование, зенкование и развертывание отверстий»
Составил: мастер производственного обучения
Короткова С.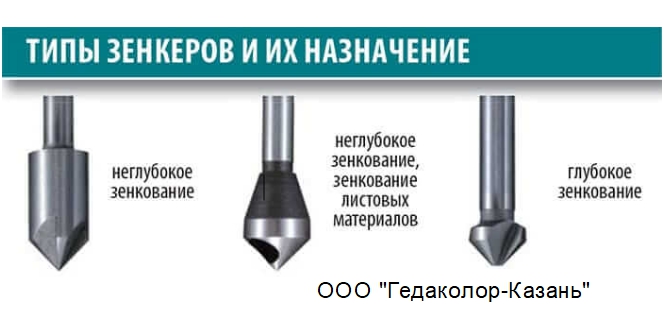 А.
А.
2017г.
Рассмотрено, обсуждено Утверждаю:
утверждено на заседании ЦК №1 Зам.директора по УПР
_________Паркина Н.В.
Председатель ЦК №1
___________В.М.Курдюкова
Содержание
1.Введение
2.Характеристика темы
3.Рекомендации по подбору учебно-производственных работ
4.Примерные критерии и оценки
5.План – конспект урока производственного обучения
6.Заключительный инструктаж
7.Список используемой литературы
8.Рецензия
1.Введение
Данная методическая разработка по производственному обучению используется при реализации образовательной программы начального профессионального образования по профессии 23. 01.09 « Машинист локомотива».
01.09 « Машинист локомотива».
Производственное обучение проводится в учебных мастерских.
В результате прохождения производственной практики по слесарному делу обучающиеся получают высокий уровень профессиональной подготовки по профессии « Машинист локомотива».
В период прохождения производственной практики ведется следующая документация:
-журнал производственного обучения;
-технологическая карта урока производственного обучения;
-график перемещения по рабочим местам;
-протоколы по охране труда и техники безопасности.
2.Характеристика темы.
В современном машиностроении роль слесарных работ чрезвычайно велика: ни одна машина, механизм или прибор не могут быть собраны и отрегулированы без участия слесарей.
Слесарные работы применяются в различных видах производства , их объединяет единая технология выполнения операций, к которым относятся разметка, рубка, правка и гибка, резка, опиливание, сверление, зенкование и зенкерование, развертывание отверстий. Нарезание резьбы, клепка, шабрение, распиливание и припасовка, притирка и доводка, пайка, лужение и склеивание. В результате применения механизированного инструмента, приспособлений и станочного оборудования в профессии машиниста электровоза требуется знания и умения слесарных работ. В слесарных мастерских располагается оборудование индивидуального и общего пользования. К оборудованию индивидуального пользования относятся верстаки с тисками. К оборудованию общего пользования относятся: сверлильные и простые заточные станки, поверочные и разметочные плиты, винтовой пресс, ножовочный станок, ножовочный станок, плиты для правки и другое оборудование.
Нарезание резьбы, клепка, шабрение, распиливание и припасовка, притирка и доводка, пайка, лужение и склеивание. В результате применения механизированного инструмента, приспособлений и станочного оборудования в профессии машиниста электровоза требуется знания и умения слесарных работ. В слесарных мастерских располагается оборудование индивидуального и общего пользования. К оборудованию индивидуального пользования относятся верстаки с тисками. К оборудованию общего пользования относятся: сверлильные и простые заточные станки, поверочные и разметочные плиты, винтовой пресс, ножовочный станок, ножовочный станок, плиты для правки и другое оборудование.
3.Рекомендации по подбору учебно-
производственных работ
Каждый мастер производственного обучения должен готовиться к занятиям своевременно и тщательно, если даже он обладает многолетним опытом работы с обучающимися.
Мастер производственного обучения должен помнить о том, что заблаговременное изучение программы производственного обучения позволяет принимать своевременные меры по материальному оснащению уроков производственного обучения и планировать их подготовку к проведению.
Учебно-воспитательная работа мастера при обучении обучающихся на предприятиях протекает в условиях, значительно облегчающихся от обучения в производственных мастерских. Текущую производственную деятельность предприятия невозможно приспособить к учебным целям, поэтому мастеру приходится учитывать реальные условия и требования производства, форму организации труда рабочих. Поэтому отрабатывать изучаемую тему одновременно со всеми обучающимися невозможно. Учитывая это обстоятельство, приходится использовать график перемещения обучающихся по рабочим местам.
4.Примерные критерии оценки
Одним из важнейших компонентов производственного обучения является проверка и оценка учебно-производственной деятельности обучающихся.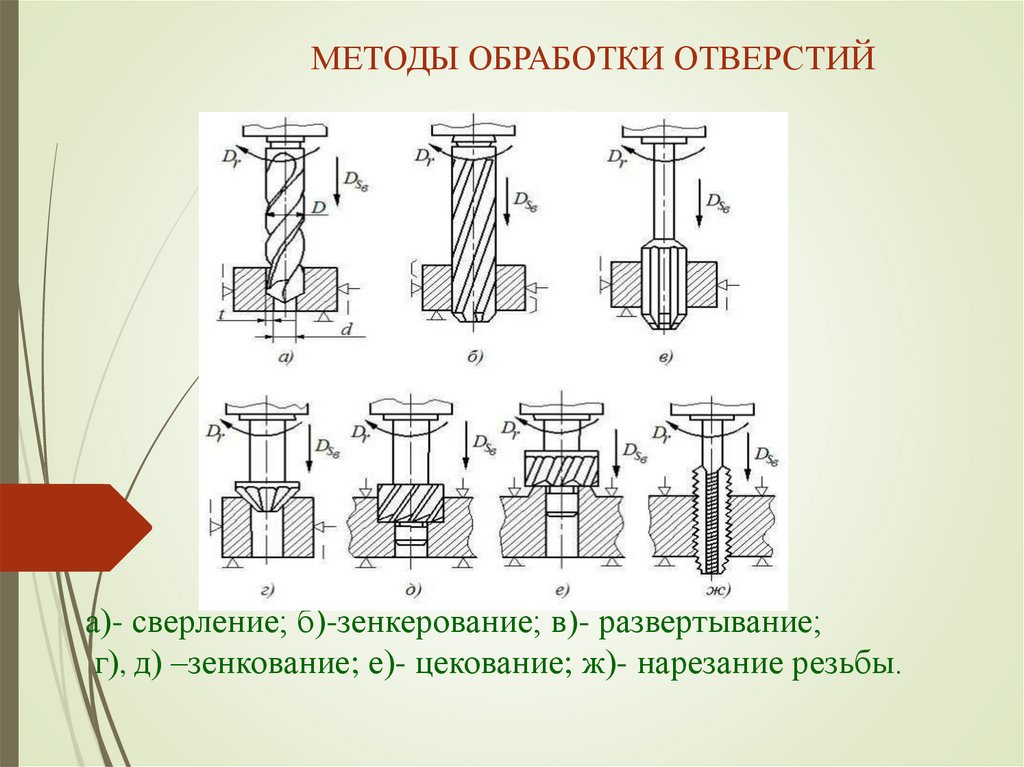 Основными общими показателями качества усвоения обучащимися знаний, умений и навыков по производственному обучению является:
Основными общими показателями качества усвоения обучащимися знаний, умений и навыков по производственному обучению является:
правильность приемов работы и рациональность организации труда и
рабочего места;
учебно-производственных работ;
выполнение установленных количественных показателей;
степень самостоятельности выполнения задания.
5.План – конспект урока
урока производственного обучения
Тема программы: «Слесарное дело»
Тема урока: «Зенкерование, зенкование и развертывание отверстий»
Цели урока: образовательная – научить обучающихся точно и аккуратно выполнять плоскостную разметку; развивающая – развить мышление у обучающихся правильности выполнения слесарных работ;
воспитательная – привить обучающимся внимательность и грамотность пользования инструментом;
методическая – методическое повышение уровня педагогического мастерства.
ХОД УРОКА
1.Организационный момент.
Проверка наличия обучающихся.
2.Вводный инструктаж.
Вопрос №1.Что называется зенкерованием?
Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьем, ковкой или штамповкой, либо отверстий, предварительно просверленных с целью увеличения их диаметра, улучшения качества, поверхности, повышения точности (уменьшения конусности, овальности). Зенкерование является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием отверстия, поэтому при зенкеровании оставляют еще небольшие припуски для окончательной отделки отверстия разверткой (так же, как и после сверления оставляют припуск под зенкерование). Зенкерование – операция более производительная, чем сверление, так как при равных (примерно) скоростях резания подача при зенкеровании допускается в 2,5 …. 3 раза большая, чем при сверлении.
3 раза большая, чем при сверлении.
Вопрос №2. Какой используется инструмент при зенкеровании?
Инструментом, которым выполняют зенкерование, является зенкер, который, как и сверло, закрепляют в коническом отверстии шпинделя станка. Работает зенкер так же, как и сверло, совершая вращательное движение вокруг оси, а поступательное – вдоль оси отверстия.
По внешнему виду цельный зенкер также напоминает сверло и состоит из тех же основных элементов, но имеет больше режущих кромок и спиральных канавок. Три-четыре режущие кромки (зенкеры называются соответственно трех- и четырехперыми) лучше центрируют инструмент в отверстии, придают ему большую жесткость, чем обеспечиваются получение высокой точности. Зенкер состоит из рабочей части, шейки, хвостовика и лапки.
Вопрос №3. Из какой стали изготавливаются зенкеры?
Зенкеры изготавливают из быстрорежущей стали; они бывают двух типов – цельные с коническим хвостовиком и насадные. Первые предназначаются для предварительной , а вторые – для окончательной обработки отверстий.
Для предварительной и окончательной обработки отверстий в деталях из чугуна и стали изготавливают соответственно цельные зенкеры с коническим хвостовиком и насадные, оснащенные пластинками из твердого сплава.
Кроме того, изготавливают зенкеры насадные со вставными ножами, из быстрорежущей стали для предварительной и окончательной обработки отверстий в деталях из чугуна и стали.
Вопрос №4.Что является процессом зенкования?
Зенкование – это процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклепок.
Основной особенностью зенковок по сравнению с зенкерами является наличие зубьев на торце и направляющих цапф, которыми зенковки вводятся в просверленное отверстие. По форме режущей части зенковки подразделяют на цилиндрические, конические и торцевые (цековки).
Вопрос №5. Развертывание отверстий?
Развертывание – это процесс чистовой обработки отверстий, обеспечивающий точность по 7…9-му квалитетам и шероховатость поверхности 1,25 . .. 0,63.
.. 0,63.
Инструментом для развертывания являются развертки. Развертывание отверстий производят на сверлильных и токарных станках или вручную. Развертки, применяемые для ручного развертывания, называются ручными, а для станочного развертывания – машинными. Машинные развертки имеют более короткую рабочую часть.
По форме обрабатываемого отверстия развертки подразделяют на цилиндрические и конические. Конические развертки работают в более тяжелых условиях, чем цилиндрические. Потому у них на прямых зубьях делают поперечные прорези для снятия стружки не всей длиной зуба, что значительно уменьшает усилия при резании. Причем поскольку черновая развертка снимает большой припуск, ее делают ступенчатой, в виде отдельных зубьев, которые при работе дробят стружку на мелкие части.
Вопрос №6. Какие требования безопасности должны соблюдаться при зенкеровании и развертывании отверстий?
При зенкеровании необходимо соблюдать следующие требования безопасности:
правильно устанавливать, надежно закреплять заготовки на столе станка и не удерживать их руками в процессе обработки; пуск станка производить только при твердой уверенности в безопасности работы; не браться за вращающий режущий инструмент и шпиндель; не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями; постоянно следить за исправностью режущего инструмента; не передавать и не принимать каких-либо предметов через работающих станок; не работать на станке в рукавицах.
Обязательно останавливать станок в случае: ухода от него даже на короткое время; прекращения работы; обнаружения неисправностей в станке, принадлежностях, приспособлениях и режущем инструменте; уборка станка, рабочего места и стружки с инструмента, патрона и заготовки.
Вопросы обучающихся и ответы на них
Распределение обучающихся по рабочим местам.
Текущий инструктаж.
Обход рабочих мест обучающихся с целью проверки:
1.Правильности организации рабочего места
2. Правильности приемов самоконтроля.
3.Соблюдение обучающимися правил техники безопасности.
4.Проверка загрузки обучающихся.
6.Заключительный инструктаж
1.Подведение итогов урока.
2.Отметка положительных и отрицательных моментов урока.
3.Объявление оценок обучающимся.
4.Замечания по работе.
5.Выдача домашнего задания.
7. Список используемой литературы
- Устав работников железнодорожного транспорта.
- В.Г. Бубнов «Инструкции по оказанию первой помощи при несчастных случаях на производстве. Г.Москва «Гало Бубнов»2010г
- ОАО «РЖД» «Правила технической эксплуатации железных дорог РФ» г. Москва, 2011
- Н.И.Макиенко «Слесарное дело» г.Москва 2011 г.
8.Рецензия
на методическую разработку урока производственного обучения в группе по специальности «Машинист локомотива» на тему: «Зенкерование, зенкование и развертывание отверстий»
Методическая разработка содержит: содержание, введение, характеристику темы, рекомендации по подбору учебно — производственных работ, примерные критерии и оценки, план — конспект урока производственного обучения, заключение, список используемой литературы.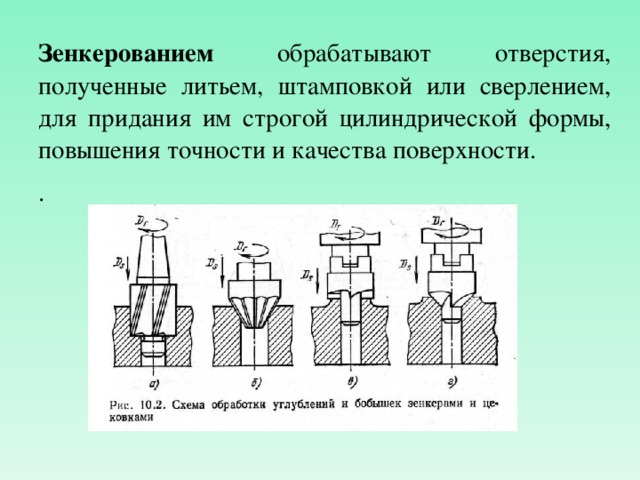
Основы методической разработки составляет основная часть урока, направленная на достижение поставленных целей и задач при изучении учебной дисциплины «Слесарное дело». Тематическое планирование соответствует содержанию. Методическая разработка ориентирована на подготовку обучающихся профессиональной деятельности и для использования в учебном процессе, тема урока производственного обучения раскрыта в полном объеме.
Председатель ЦК №1 В.М.Курдюкова
Сверление, зенкование, зенкерование и развертывание при слесарных работах в автомобилестроении
Сверление, зенкование, зенкерование и развертывание при слесарных работах в автомобилестроении
Сверлением называется процесс образования сверлом отверстии в сплошном материале. Сверлением достигаются 4—5-й классы точности и шероховатость.
Сверла по конструкции бывают спиральные и др. Наибольшее применение находят спиральные сверла, которые по форме хвостовика могут быть с цилиндрическим и коническим хвостовиком. Спиральные сверла изготавливают главным обра-30м из быстрорежущих сталей, для сверления чугуна и материалов повышенной твердости применяют спиральные сверла, оснащенные пластинками твердого сплава ВК8 или монолитные сверла из твердых сплавов марок ВК6М, ВКЮМ.
Спиральные сверла изготавливают главным обра-30м из быстрорежущих сталей, для сверления чугуна и материалов повышенной твердости применяют спиральные сверла, оснащенные пластинками твердого сплава ВК8 или монолитные сверла из твердых сплавов марок ВК6М, ВКЮМ.
Спиральное сверло (рис. 0) имеет форму цилиндрического стержня с конусообразным рабочим концом, у которого по сторонам имеются две винтовые канавки с наклоном к продольной оси сверла в 25—30°. По этим канавкам стружка отводится наружу. Угол заточки при
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
вершине сверла может быть разным и зависит от обрабатываемого материала. Для обработки мягких материалов он должен быть от 80 до 90°, для стали и чугуна 116—118°, для очень твердых металлов 130—140°.
Заточка сверл. В процессе работы сверла изнашиваются по передней и задней поверхностям, срабатывается фаска, округляются уголки (рис. 1, а). Затупленные сверла затачивают на заточных станках. Контроль основных элементов режущей части осуществляется шаблонами (рис. 1, б).
1, а). Затупленные сверла затачивают на заточных станках. Контроль основных элементов режущей части осуществляется шаблонами (рис. 1, б).
Рис. 0. Спиральное сверло:
1 — рабочая часть сверла, 2 — шейка, 3 — хвостовик, 4 — лапка, 5 — канавка, 6 — перо, 7 — направляющая фаска (ленточка), 8 — поверхность задней заточки, 9 — режущие кромки, 10 — перемычка, 11 — режущая часть
Ручное сверление осуществляют ручными дрелями, электрическими дрелями и пневмодрелями.
Ручная дрель (рис. 2) состоит из шпинделя, на котором находится патрон, конической зубчатой передачи (состоящей из большого и малого зубчатых колес), неподвижной рукоятки, подвижной рукоятки и нагрудника. Сверло вставляется в патрон и закрепляется в нем. При сверлении слесарь удерживает дрель левой рукой за неподвижную рукоятку, а правой вращает подвижную рукоятку, опираясь грудью на нагрудник.
Рис. 1. Схема износа (а) и шаблон для контроля основных элементов (б) сверла
Электрическая дрель (рис. 3) состоит из электродвигателя, находящегося в корпусе дрели, зубчатой передачи и шпинделя с патроном, в котором зажимается сверло. Различают электрические дрели легкого типа — для сверления отверстий диаметром до 15 мм в форме пистолета; среднего типа — для сверления отверстий диаметром 15—20 мм с замкнутой рукояткой на конце; тяжелого типа — для сверления отверстий диаметром до 32 мм с двумя боковыми рукоятками и грудным упором.
3) состоит из электродвигателя, находящегося в корпусе дрели, зубчатой передачи и шпинделя с патроном, в котором зажимается сверло. Различают электрические дрели легкого типа — для сверления отверстий диаметром до 15 мм в форме пистолета; среднего типа — для сверления отверстий диаметром 15—20 мм с замкнутой рукояткой на конце; тяжелого типа — для сверления отверстий диаметром до 32 мм с двумя боковыми рукоятками и грудным упором.
Рис. 2. Ручная дрель:
1 — патрон, 2 — зубчатая передача, 3 — подвижная рукоятка, 4 — нагрудник, б — неподвижная рукоятка
Пневматическая дрель (рис. 4) изготавливается с пневматическими двигателями поршневого и ротационного типа. Пневматическая дрель удобна в работе, так как имеет небольшие габариты и массу. Для механизации процесса сверления используются сверлильные станки.
Рис. 3. Электрическая дрель:
1 — рукоятка, 2 — корпус, 3 — шпиндель
Сверлильные станки подразделяются на настольно- -сверлильные, вертикально-сверлильные и радиально-сверлильные. Настольно-сверлильные станки предназначены для сверления отверстий небольшого диаметра (до 12—15 мм). Радиально-сверлильные
Настольно-сверлильные станки предназначены для сверления отверстий небольшого диаметра (до 12—15 мм). Радиально-сверлильные
станки применяют для сверления отверстий в крупных деталях. Они дают возможность обработать отверстие в любом месте детали в пределах кольцевой площадки.
Более всего распространены универсальные вертикально-сверлильные станки (рис. 5). Обрабатываемая заготовка или деталь помещается на столе, который можно поднимать и опускать при помощи винта. Рукояткой стол закрепляют на станине на неооходимои высоте. Сверло устанавливают и закрепляют в шпинделе. Шпиндель приводится во вращение электродвигателем через коробку скоростей, автоматическая подача осуществляется коробкой подач. Вертикальное перемещение шпинделя осуществляется вручную маховиком.
Рис. 4. Пневматическая дрель:
1 — шпиндель, 2 — корпус, 3 — ниппель
Техника сверления. Сверление производят по разметке, по кондуктору, с применением универсально-сборных приспособлений (УСП).
При сверлении по разметке размечают отверстие, накернивают его по окружности и по центру, закрепляют обрабатываемую заготовку в тисках или в другом приспособлении. Сверление по разметке обычно осуществляют в два приема. Сначала просзерливают отверстие на глубину четверти диаметра. Если полученное отверстие (несквозное) совпадает с размеченным, то продолжают сверление, в противном случае исправляют установку сверла и только после этого продолжают сверление.
При сверлении отверстия под резьбу необходимо пользоваться справочными пособиями для выбора величины диаметра сверла в соответствии с видом резьбы, а также с учетом механических свойств обрабатываемого материала.
При обработке большого количества одинаковых деталей применяются кондукторы. Они состоят из корпуса, куда укладывается и ориентируется в определенном положении деталь, и кондукторной плиты с отверстиями и запрессованными в них кондукторными втулками для направления сверла.
Кроме кондукторов, применяются универсально-сборные приспособления (УСП), состоящие из нормализованных элементов (плит с Т-образными пазами, установочных деталей — пальцев, дисков, шпонок, подкладок, направляющих, прижимных и крепежных деталей). Из них собирают приспособления для определенной операции. По окончании работы приспособления разбирают, а их детали используют вновь. УСП значительно уменьшают стоимость обработки и обеспечивают высокую точность.
Из них собирают приспособления для определенной операции. По окончании работы приспособления разбирают, а их детали используют вновь. УСП значительно уменьшают стоимость обработки и обеспечивают высокую точность.
Зенкован и ем называется последующая (после сверления) обработка отверстий, заключающаяся в удалении заусенцев, снятии (фасок и получении конусного или цилиндрического углубления у входной части отверстия. Зенкование осуществляется зенковками.
По форме режущей части зенковки делятся на цилиндрические и конические (рис. 6, а, б). Конические зенковки применяют для обработки конических углублений под головки винтов, потайные заклепки, клапаны. Конические зенковки бывают с углом при вершине 60, 75, 90 и 120°.
Цилиндрическими зенковками обрабатывают цилиндрические углубления под крепежные детали, плоскости бобышек. Цилиндрическая зенковка имеет направляющую цапфу, которая входит в обрабатываемое отверстие и обеспечивает правильное направление зенковки. Зенковки изготавливают из быстрорежущей стали и с пластинками из твердого сплава.
Рис. 5. Одношпиндель-ный вертикально-сверлильный станок:
1 — винт, 2 — стол, 3 — шпиндель, 4 — маховик, 5 — коробка подач, 6 — коробка скоростей, 7 — электродвигатель, 8 — рукоятка, 9 — станина
Зенкерован и е — операция по увеличению размеров или изменению формы отверстия, полученного сверлением, штамповкой или отливкой. При зенкеровании получается точность За — 5-го класса.
Зенкерование отверстий выполняют зенкером. По внешнему виду зенкер напоминает сверло и состоит из тех же основных элементов, но имеет больше режущих кромок (3—4) и спиральных канавок. По конструкции зенкеры разделяют на цельные (рис. 7, а), насадные (рис. 7, б) с напаянными пластинками и сборные со вставными ножами (рис. 7, в). Материалы для зенкеров: быстрорежущие стали Р9, Р18, Р9К5, Р9КЮ, пластинки твердого сплава марок ВК6, ВК8, ВК6М, ВК8В, Т5К10, Т15К6. Зенкерование выполняют на сверлильных станках или при помощи электрических и пневматических дрелей.
Развертывание — окончательная обработка отверстий после сверления, зенкерования или расточки для придания им высокой точности и малой шероховатости. Развертыванием достигается 2—3-й классы точности и классы шероховатости.
Развертыванием достигается 2—3-й классы точности и классы шероховатости.
Развертывание отверстий выполняется разверткой.
По форме обрабатываемого отверстия развертки подразделяются на цилиндрические и конические, по способу применения — на ручные и машинные, по способу закрепления — на хвостовые и насадные.
Ручные развертки (рис. 58) состоят из рабочей части и хвостовика. Хвостовик цилиндрический с квадратом на конце под вороток. Рабочая часть делится на режущую и калибрующую. Режущая часть имеет коническую форму с углом заборного конуса <р = 1°, на конце для предохранения зубьев от выкрашивания делается фаска под углом 45°.
Чтобы развертка свободно входила в отверстие, диаметр заборной части делают меньше диаметра предварительно обработанного отверстия. Калибрующая часть направляет развертку в отверстие и калибрует его, у заборного конуса она имеет цилиндрическую форму, ближе к хвостовику — обратный конус для уменьшения трения.
Рис. 6. Зенковки:
Зенковки:
а — цилиндрическая, б — коническая
Рис. 7. Зенкеры:
а — цельный, б — насадной, в — со вставными ножами
Число зубьев развертки четное — 6, 8, 10, 12; выполняют их с неравномерным шагом, что обеспечивает лучшую обработку.
Машинные развертки .отличаются от ручных меньшей длиной рабочей части и длинной шейкой (для развертывания глубоких отверстий). Заборный конус у них короткий с углом ср = 5° для обработки хрупких материалов и ср = 15° для вязких материалов. Развертки, оснащенные твердыми сплавами, имеют угол ф = 35—45°.
Конические развертки служат для обработки предварительно просверленного цилиндрического отверстия на конус или калибрования конического отверстия, выполненного другим способом.
Ручные развертки изготовляют из стали У12А, 9ХС, Р9 и Р18, машинные — из стали Р9, Р18, РК8; они оснащаются твердыми сплавами ВК2, ВК4, ВК6, ВК8, Т15К6. Рабочая часть термически обрабатывается.
Рис. 8. Основные элементы ручной цилиндрической развертки
На развертках наносятся номинальный диаметр (на сборных — предельные диаметры), номер по точности или посадка для доведенной развертки, марки стали или твердого сплава. На конических развертках маркируются номинальный диаметр или номер конуса, конусность, марка стали.
На конических развертках маркируются номинальный диаметр или номер конуса, конусность, марка стали.
Ручное развертывание. При ручном развертывании инструмент вращается воротками. Для обработки глубоких отверстий на развертку надевают удлинители. Мелкие заготовки или детали закрепляют в тисках, а большие обрабатывают без закрепления.
Машинное развертывание выполняется на сверлильных станках, а также при помощи механизированного инструмента.
Лучше развертывание выполнять сразу после сверления, не перезажимая детали. Это обеспечивает соосность отверстий. При работе на станках применяют качающиеся оправки, они дают возможность развертке самоустанавливаться по оси предварительно обработанного отверстия и исключают влияние неточностей станка на точность отверстия.
определение зенковки в «Свободном словаре»
1. Отверстие с увеличенной верхней частью, чтобы головка винта или болта находилась на одном уровне с поверхностью или под ней.
2. Инструмент для проделывания такого отверстия.
тр.в. потайной (-sŭngk′), потайной , зенкеры
1. Для изготовления зенковки на или внутри.
2. Для ввинчивания (винта или болта) в зенкер.
Словарь английского языка American Heritage®, пятое издание. Авторские права © 2016, издательство Houghton Mifflin Harcourt Publishing Company. Опубликовано издательством Houghton Mifflin Harcourt Publishing Company. Все права защищены.
зенкер
(ˈkaʊntəˌsɪŋk)
vb ( tr ) , -раковины , — углубление , — углубление или — углубление
1. (Здание) для увеличения верхней части (отверстия) в древесине, металле и т. д., чтобы головка болт или винт можно утопить под поверхностью
2. (Строительство) забить (винт) или утопить (болт) в такое увеличенное отверстие
n
3. (Строительство) называется: зенковка инструмент для зенкерования
(Строительство) называется: зенковка инструмент для зенкерования
4. (Building) углубление или отверстие с потайной головкой
Collins English Dictionary – Complete and Unabridged, 12th Edition 2014
прилавок•раковина
(ˈkaʊn tərˌsɪŋk)
v. -утопленный, -утопленный, -утопленный,
сущ. в.т.
1. для увеличения верхней части (отверстия) для установки головки винта или болта.
2. для установки головки (винта или болта) на одном уровне с поверхностью или ниже нее.
н.
3. инструмент для зенкерования отверстий.
[1810–20]
Рэндом Хаус Словарь колледжа Кернермана Вебстера, © 2010 K Dictionaries Ltd. Авторские права Random House, Inc., 2005, 1997, 1991. Все права защищены.
зенковка
Причастие прошедшего времени: зенковка
Герундий: зенковка
ИмперативНастоящееПретеритеНастоящее НепрерывноеНастоящее СовершенноеПрошедшее ДлительноеПрошедшее СовершенноеБудущее Будущее СовершенноеКонтинуальноеНастоящее Совершенное НепрерывноеПастивное0005
| Imperative |
|---|
| countersink |
| countersink |
| Present |
|---|
| I countersink |
| you countersink |
| he/she/it countersinks |
| we countersink |
| ты зенкуешь |
| они зенкуют |
| претерит |
|---|
| я зенкерую |
| you countersank |
| he/she/it countersank |
| we countersank |
| you countersank |
| they countersank |
| Present Continuous |
|---|
| I am countersinking |
| вы зенкеруете |
| он зенкерует |
| мы зенкеруем |
| you are countersinking |
| they are countersinking |
| Present Perfect |
|---|
| I have countersunk |
| you have countersunk |
| he/she/it has countersunk |
| we have потайной |
| у вас есть потайной |
| у них потайной |
| прошедшее длительное |
|---|
| I was countersinking |
| you were countersinking |
| he/she/it was countersinking |
| we were countersinking |
| you were countersinking |
| they were countersinking |
| Past Идеальный |
|---|
| У меня был потайной |
| у тебя был потайной |
| у него/она был потайной |
| we had countersunk |
| you had countersunk |
| they had countersunk |
| Future |
|---|
| I will countersink |
| you will countersink |
| he/she/it will countersink |
| мы будем зенковать |
| вы будете зенковать |
| они будут зенковать |
| Future Perfect |
|---|
| I will have countersunk |
| you will have countersunk |
| he/she/it will have countersunk |
| we will have countersunk |
| you will have countersunk |
| they will |
| Future Continuous |
|---|
| Я буду зенковать |
| ты будешь зенковать |
| he/she/it will be countersinking |
| we will be countersinking |
| you will be countersinking |
| they will be countersinking |
| Present Perfect Continuous |
|---|
| I have been |
| вы зенковали |
| он/она зенковали |
| мы зенковали |
| you have been countersinking |
| they have been countersinking |
| Future Perfect Continuous |
|---|
| I will have been countersinking |
| you will have been countersinking |
| he/she /это будет зенкерование |
| мы будем зенкерование |
| вы будете зенкерование |
| they will have been countersinking |
| Past Perfect Continuous |
|---|
| I had been countersinking |
| you had been countersinking |
| he/she/it had been countersinking |
| we had зенковали |
| вы зенковали |
| они зенковали |
| условно |
|---|
| I would countersink |
| you would countersink |
| he/she/it would countersink |
| we would countersink |
| you would countersink |
| they would countersink |
| Прошедшее Условное |
|---|
| У меня было бы потайное |
| у тебя было бы потайное |
| у него/оно было бы потайное |
| У нас было бы countersunc |
| У вас будет Countersunck |
| У них будет Countersunk |
.
Где искать, на что обращать внимание при покупке и сервис-мануалы
Где искать, на что обращать внимание при покупке и сервис-мануалы
Поменяйте эти люминесцентные лампы на светодиоды
Поменяйте эти люминесцентные лампы на светодиоды
Измените L-образные скобки ваших стрел, чтобы повысить чувствительность и точность.
Измените L-образные скобки ваших стрел, чтобы повысить чувствительность и точность.
Как выбрать новый цифровой монитор и настроить его для устранения лагов
Как выбрать новый цифровой монитор и настроить его для устранения лагов
Прекратите вешать куртки на фонари шатра с помощью этого простого лайфхака.
Прекратите вешать куртки на фонари шатра с помощью этого простого лайфхака.
Получите новый блестящий шатер на вашем шкафу
Получите новый блестящий шатер на вашем шкафу
Установка букв дисков на вашем ПК и настройка в oITG/SM
Установка букв дисков на вашем ПК и настройка в oITG/SM
Повысьте производительность вашего JPAC, увеличив частоту опроса USB на вашем ПК.
Повысьте производительность вашего JPAC, увеличив частоту опроса USB на вашем ПК.
Как подключить дополнительные кнопки к системе игровых автоматов с помощью JPAC или IPAC
Как подключить дополнительные кнопки к системе игровых автоматов с помощью JPAC или IPAC
Замена неоновой подсветки сабвуфера на светодиодные ленты
Замена неоновой подсветки сабвуфера на светодиодные ленты
Создайте анализатор звукового спектра с помощью Arduino и светодиодов.
Создайте анализатор звукового спектра с помощью Arduino и светодиодов.
Замена планок DDR на набор полосок Pump it Up
Замена планок DDR на набор полосок Pump it Up
Настройте освещение шкафа для работы с oITG/SM с помощью этой простой настройки контроллера.
Настройте освещение шкафа для работы с oITG/SM с помощью этой простой настройки контроллера.
Удаление сорванных или ржавых винтов из вашей машины
Удаление сорванных или ржавых винтов из вашей машины
Хватит спотыкаться о отвратительно огромные винты и станьте заподлицо
Хватит спотыкаться о отвратительно огромные винты и станьте заподлицо
Сделайте новые панели со стрелками с информацией о пластике и резке.
Сделайте новые панели со стрелками с информацией о пластике и резке.
Создавайте, печатайте и наклеивайте наклейки на чистые панели со стрелками из поликарбоната.
Создавайте, печатайте и наклеивайте наклейки на чистые панели со стрелками из поликарбоната.
Как убрать графику с существующих панелей со стрелками и добавить новые
Как убрать графику с существующих панелей со стрелками и добавить новые
Верните жизнь своим подушечкам, нанеся новый слой краски.
Верните жизнь своим подушечкам, нанеся новый слой краски.
Загрузи больше
Зенковка
]>
Зенковка
| ЧПУ TwinCAT: обзор |
Знак отличия Последовательность Обязательно | Зенковка отличается от сквозной/центрирующей В случае зенковки инструмент перемещается в Для |

| |
@P1 | Плоскость отвода (абсолютная) |
@P2 | Базовая плоскость (абсолютная) |
@P3 | Безопасный зазор (относительно базовой плоскости, |
@P4 | Конечная глубина сверления (абсолютная) или. |
@P5 | …Конечная глубина сверления (относительно |
@P6 (необязательно) | Время пребывания на конечной глубине сверления |
@P10 | Направление обработки (для смещения |
 ..
..Синтаксис:
л
ЦИКЛ [ИМЯ=drilling.cyc @P1=.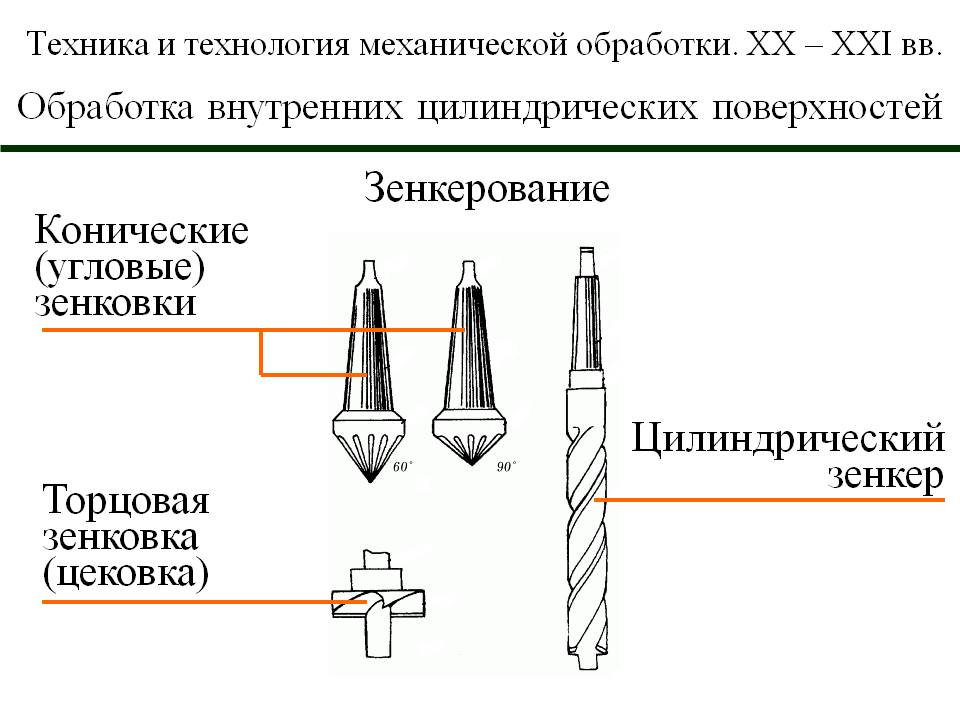 . @P2=.. @P3=.. @P4=.. | @P5=..
. @P2=.. @P3=.. @P4=.. | @P5=..
@P6=.. @P10=..]
Рисунок 1-4:
Последовательность зенкерования
| |
(Создание 2 N10 T7 D7 Инструмент N20 M6 N30 G00 G17 G90 F150 M03 N40 Z100 N50 Y20 X0 1-й  |
