Пресс для штамповки: Штамповочные прессы для металла(✔️каталог 2023 года):купить пресс для листовой штамповки(цены, отзывы, акции, скидки).Официальный дилер в Москве, Санкт-Петербурге, Казани и других городах России по низкой цене
Содержание
Оборудование для листовой штамповки
Машиностроительное Предприятие «ПромСтройМаш» выпускает механические кривошипные прессы с пневматическим приводом, открытые простого действия для холодной штамповки листового металла. Прессы простого действия имеют один движущийся ползун и применяются для самых разнообразных штамповочных работ: вырубки, пробивки, гибки, неглубокой вытяжки, формовки и т.д. Холодная листовая штамповка – один из самых прогрессивных методов получения заготовок. Прессы моделей КД2114Г, КД2118Г, К2019, КД2122Г, КД2124Г, применяются для получения готовых изделий в приборостроении, радиоэлектронной промышленности. По данным приборостроительных и машиностроительных предприятий до 75% заготовок и деталей изготавливаются методом холодной штамповки.
Холодная штамповка металла обладает малоотходностью и высокой производительностью. На прессах моделей КД2126Г, КД2128Г, КД2130Г, КЕ2130, КВ2132Г можно изготавливать детали более сложные, металлоемкие, большой точности с небольшими энергозатратами.
Холодная штамповка заключается в механическом воздействии штампа в процессе прессования листов металла, в результате которого получаются готовые изделия. Таким образом, сам штамп выступает в роли технологической насадки для прессовального механизма, его можно использовать только для одной операции. Специфической особенностью процесса холодной штамповки металла является относительно высокая стоимость штампов.
Принимаем заказы на изготовление штампов, пресс-форм, серийное и мелкосерийное изготовление деталей машин и механизмов методом холодной штамповки по чертежам заказчика.
Нашим несомненным преимуществом является возможность изготавливать штампы и вспомогательную штамповую оснастку. Мы можем изготавливать штампы любой степени сложности. При больших партиях деталей возможно изготовление для них комбинированных многоручьевых штампов и штампов-автоматов.
Пресса изготавливаются в двух вариантах исполнения:
наклоняемые:
КД 2322Г, КД 2324Г, КД 2326Г, КД 2328Г, КД 2330Г
ненаклоняемые:
КД 2114Г, КД 2118Г, К 2019, КД 2122Г, КД 2124Г, КД 2126Г, КД 2128Г, КД 2130Г, КЕ 2130, КВ 2132Г
В стандартном заводском исполнении прессы имеют следующую комплектацию:
- литая станина.

- муфта тормоз тип УВ.
- шкаф управления OVTO (оснащенный бесконтактными датчиками, при помощи которого можно отслеживать все параметры пресса),
- пневматическая система фирмы Camozzi, Pneumax, Электроаппарат.
- смазочная система Pneumax.
- электродвигатели УралЭлектромотор
За дополнительную стоимость, можно укомплектовать пресса
- валковой подачей.
- разматывающим устройством.
- ножницами для резки отходов.
- пневмосдувателем.
- пневматической подушкой.
- штампы и оснастка.
Оптимальный выбор модели механического пресса – задача технических специалистов завода в тесном сотрудничестве с покупателем. Машиностроительным Предприятием «ПромСтройМаш» ведется постоянная работа по улучшению качества выпускаемых штамповочных прессов, снижению цены и удовлетворению всех запросов наших потенциальных заказчиков оборудования.
Прессовое оборудование | «Вебер Комеханикс»
Каталог
Компрессионные формовочные прессы с нагревом серии TYC
Смотреть подробнее
Гидравлические пресс-ножницы Sunrise IW серии Стандарт
Смотреть подробнее
Автоматизация прессового оборудования Toptran Machinery для рулонного металла
Смотреть подробнее
Гидравлические прессы двойного и тройного действия
Смотреть подробнее
Однокривошипные механические прессы с сервоприводом SEYI серии SD1
Смотреть подробнее
Прессы панельного типа с нагревом серии THP
Смотреть подробнее
Гидравлические пресс-ножницы Sunrise IW серии K с вертикальным ходом
Смотреть подробнее
Гидравлические прессы c C-образной станиной серии CPS
Смотреть подробнее
Автоматизация прессового оборудования SEYI при работе с рулонным металлом
Смотреть подробнее
Кривошипные механические прессы с С-образной станиной SEYI серии SN1
Смотреть подробнее
Гидравлические прессы для штамповой оснастки и пресс-форм серии SPC
Смотреть подробнее
Гидравлические пресс-ножницы Sunrise IW серии S/SD с двумя цилиндрами
Смотреть подробнее
Устройства для автоматизации прессового оборудования SEYI
Смотреть подробнее
Двухкривошипные механические прессы SEYI серии SN2 с С-образной станиной
Смотреть подробнее
Гидравлические пробивные прессы Sunrise серии РМ
Смотреть подробнее
Гидравлические прессы четырехколонного типа серии НР
Смотреть подробнее
Однокривошипный кривошипно-шатунный пресс SEYI серии SNS1
Смотреть подробнее
Координатно-пробивной пресс Sunrise серии D3PM-120LT с блоком сверления
Смотреть подробнее
Двухкривошипные прессы для прецизионной штамповки крупногабарита SEYI серии SAG
Смотреть подробнее
Пробивной пресс для пробивки отверстий в длинномерном профиле Sunrise серии PM-80T-ANC1
Смотреть подробнее
Кривошипно-кулисные прессы для прецизионной штамповки SEYI серии SM1 и SM2
Смотреть подробнее
Кривошипно-шатунный двухкривошипный пресс SEYI серии SNS2
Смотреть подробнее
Бескривошипные прессы для прецизионной штамповки SEYI серии SE2
Смотреть подробнее
Быстроходные пресс-автоматы SEYI серии Sh2 и Sh3
Смотреть подробнее
Двухкривошипные механические прессы с сервоприводом SEYI серии SD2
Смотреть подробнее
Двухкривошипный пресс усиленной конструкции SEYI серии SNS2/SLS2
Смотреть подробнее
Однокривошипный пресс усиленной конструкции SEYI серии SNS1 / SLS1
Смотреть подробнее
Что такое прессование, штамповка и профилирование?
Что такое производство металлов?
Производство металлов включает преобразование металла в детали с использованием ряда машин и инструментов. Процесс включает в себя резку, гибку и сварку металла.
Процесс включает в себя резку, гибку и сварку металла.
После того, как детали спроектированы, они обрабатываются с использованием различных станков, таких как станок для лазерной резки, листогибочный пресс с ЧПУ, револьверный пресс и сварочный аппарат.
Эти станки подходят для мелкосерийного производства деталей.
В обрабатывающей промышленности методы обработки металлов давлением в основном включают штамповку, профилирование и штамповку.
В этой статье представлены различия, преимущества и недостатки этих процессов обработки металлов давлением.
Также будут освещены факторы, которые следует учитывать при выборе методов обработки металлов давлением.
Выбранный процесс производства металла зависит от типа необходимой продукции.
Ниже приводится подробное описание различных методов производства металлов.
Что такое профилирование?
Профилирование – это процесс формовки металла, при котором металлические листы или рулоны сгибаются в продольные и однородные профили с помощью специальных инструментов.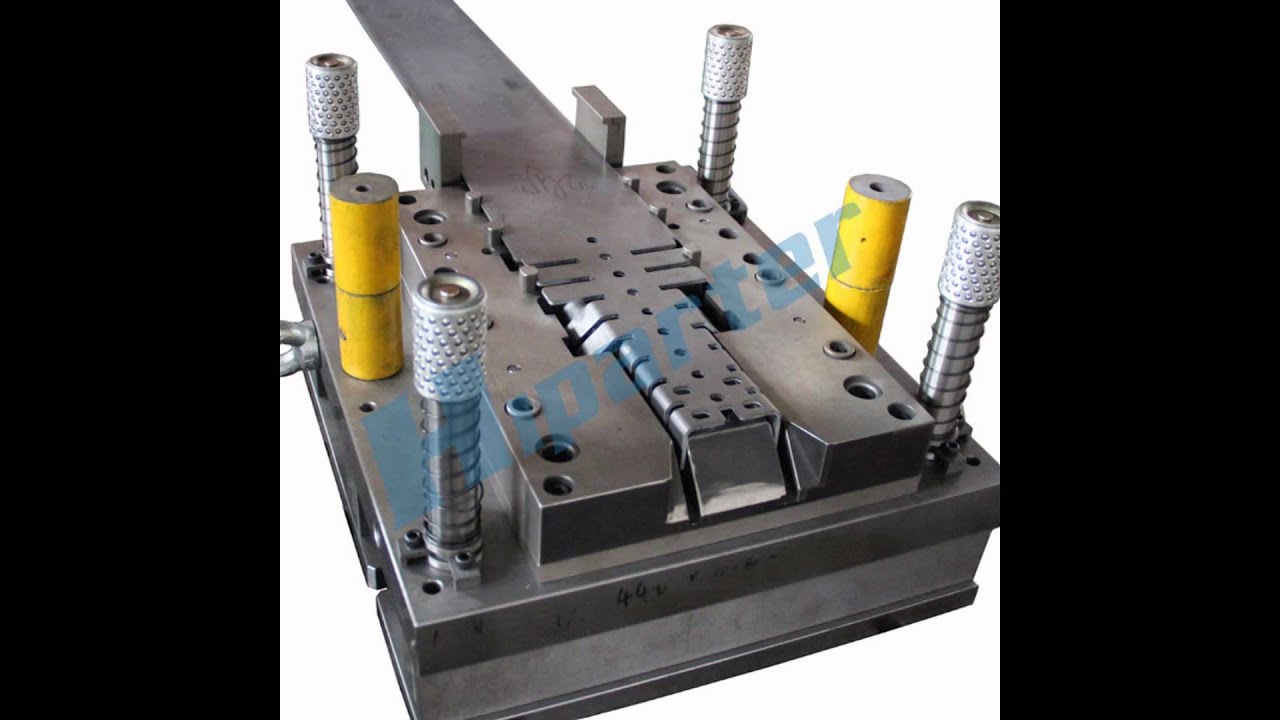
Сырьем, используемым для профилирования, являются металлические плоские пластины или металлические рулоны.
В отличие от других процессов обработки металлов давлением, профилирование представляет собой процесс холодной обработки давлением, не требующий высокотемпературного оборудования для нагрева металла.
Радиус изгиба при профилировании определяется характеристиками материала металлического листа и может выполнять изгиб на 180 градусов.
Этот процесс обеспечивает строгие допуски для сложных профилей и может интегрировать сварку, лазерную резку и другую вторичную обработку в производственную линию.
Профилегибочная машина доступна в двух типах: профилегибочная машина для одной задачи, которая постепенно изгибает каждую конкретную секцию, соединяя профиль со шпинделем, и стандартная профилегибочная машина, простая в эксплуатации, оператор может легко снять шпиндель.
Помимо этих двух типов, существуют параллельные машины, которые могут быть оснащены различными прокатными инструментами.
Преимущества профилирования
Технология профилирования идеальна для массового производства и изготовления сложных деталей благодаря постепенному процессу гибки, который может обеспечить строгие допуски.
Даже сложные профили, изготовленные методом профилирования, будут стандартными и точными.
Профилирование подходит для массового производства, так как длина материала не ограничена станком.
Прочность материала после пружинения можно повысить, свернув металлические пластины и подав их в машину.
Профилегибочные станки могут производить изделия со сложными поперечными сечениями и изгибами со строгими и повторяемыми допусками.
Размеры изготавливаемых деталей очень точные, с однородными и блестящими поверхностями.
Профилегибочное оборудование способно обрабатывать высокопрочные металлы без разрушения.
Нет ограничений на длину деталей, формируемых методом профилирования, а стоимость обслуживания прокатных станков невелика.
Профилирование производит меньше отходов и использует меньше материалов для производства более прочных деталей.
Недостатки профилирования
Профилирование больше подходит для массового производства сложных деталей, а стоимость мелкосерийного производства с использованием профилирования может быть высокой.
Инструменты, используемые при профилировании, сложны и дороги, и замена инструментов может увеличить стоимость.
Профилирование может привести к расширению порта детали наружу, что может быть недостатком в некоторых случаях.
Что такое штамповка металла?
Штамповка металла представляет собой процесс формования металла с использованием крупнотоннажной штамповочной машины.
Процесс включает штамповку, гибку, штамповку, отбортовку и прессование.
Специализированные инструменты и машины используются для придания заготовке желаемой формы.
Штамповка подходит для массового производства деталей, при этом для простых деталей требуется только один ход, а для сложных деталей может потребоваться несколько ходов.
Преимущества штамповки
Штамповка проста, удобна и экономична.
Процесс штамповки быстрый, требования к операторам невысокие.
Недостатки штамповки
Если заготовка, изготовленная на штамповочном станке, длинная, на ней могут остаться царапины.
После штамповки заготовка может получить некоторые повреждения.
Штамповка деформирует металл только через инструменты, что может быть недостатком для некоторых применений.
Если для заготовки требуется разная длина, для нее требуются другие штампы для штамповки, что может увеличить производственные затраты.
Поэтому штамповка больше подходит для мелкосерийного производства.
Что такое листогибочный пресс?
Торможение под давлением завершает формирование металла путем гибки металлического листа верхним и нижним штампами.
Процесс торможения давлением представляет собой процесс многократного приведения формы в изгиб через приводную систему.
Верхняя матрица листогибочного пресса имеет разные углы, а нижняя матрица обычно имеет V-образную и U-образную форму.
Существует множество факторов, влияющих на изгиб, таких как прочность материалов на растяжение, точность и прочность инструментов, тоннаж, радиус изгиба, ход, расстояние до упора, скорость и т. д.
Эти факторы влияют на пружинистость листового металла и точность конечного профиля.
Преимущества листового торможения
Эффективность листового торможения очень высока, но, как правило, оно подходит только для небольших и коротких заготовок.
Управление и настройка листогибочного пресса более удобны.
Требуется заменить только верхние или нижние матрицы для различных форм и углов гибки.
По сравнению с профилированием и штамповкой листогибочное торможение требует меньших затрат и более высокой эффективности.
Недостатки прессового торможения
Допуск на прессовое торможение не такой строгий, как на профилирование, поэтому точность конечного профиля может быть недостаточно высокой.
Внешний вид и точность профиля в большей степени зависят от точности и метода изготовления используемого материала.
Листогибочный пресс подходит для изготовления небольших деталей небольшими партиями.
Длина листогибочного пресса ограничена, и листогибочный пресс не может сгибать металл за пределы своего корпуса.
Кроме того, прессование требует повторных регулировок, включающих больше шагов, чем профилирование.
Гибочное торможение является лишь первым этапом в производстве деталей и не может создавать изделия со сложными функциями.
Рабочий процесс листогибочного пресса также предъявляет повышенные требования к операторам.
В процессе эксплуатации используются различные методы гибки, такие как воздушная гибка, нижняя гибка и чеканка.
Как выбрать подходящий метод производства?
При выборе различных методов изготовления можно учитывать следующие факторы:
Размер заготовок
Заготовки разных размеров и объемов требуют разных производственных затрат.
Стоимость изготовления мелких заготовок ниже, чем крупных заготовок.
В процессе изготовления заготовок могут использоваться различные технологии изготовления.
Машины для резки и лазерной резки могут использоваться для резки листового металла, который затем можно обрабатывать на штамповочном станке или гнуть с помощью листогибочного пресса.
Типы материалов
Для разных материалов подходят разные производственные процессы.
Пластичность и прочность на растяжение материалов различаются, что влияет на подходящий производственный процесс.
Прессование и профилирование подходят для материалов с низкой прочностью.
Высокопрочные материалы имеют плохую пластичность, что затрудняет их изгибание и прокатку.
Использование неподходящих материалов приведет к образованию значительного количества отходов и повреждению инструментов.
Дизайн заготовки
Некоторые дизайны заготовок, такие как отверстия и тиснение, больше подходят для штамповки.
Режущая кромка лазерной резки будет более гладкой, тогда как кромка штамповки будет иметь много трещин.
Форма и сложность заготовки также влияют на выбор метода формовки металла.
Профилирование позволяет формировать сложные линейные формы за один проход, тогда как гибка требует нескольких проходов.
Стоимость
В конечном счете все решения направлены на снижение затрат при сохранении качества.
Трудозатраты на автоматическую штамповку ниже, чем на ручную гибку.
Существует небольшая разница в стоимости инструмента между профилированием и прессованием.
Профилирование позволяет снизить затраты при массовом производстве крупных заготовок.
Листогибочный пресс больше подходит для небольших заготовок и мелкосерийного производства.
Заключение
Прессование, штамповка и профилирование — все это эффективные процессы обработки металла в производстве листового металла, каждый из которых имеет свой собственный набор преимуществ и недостатков.
Штамповочные машины, профилегибочные машины и листогибочные прессы обычно используются в промышленности листового металла.
ADH является профессиональным производителем листогибочных прессов, станков для лазерной резки и ножниц с многолетним опытом работы в отрасли.
Наш ассортимент листогибочных прессов включает листогибочные прессы с ЧПУ, листогибочные прессы с ЧПУ и тандемные листогибочные прессы.
Для получения подробной информации о наших листогибочных прессах посетите наш веб-сайт или свяжитесь с нашим отделом продаж.
Штамповочный пресс
ARROW_LEFTARROW_LEFTUnit PlanARROW_LEFT Урок 6 из 6
Дополнительный набор для пневматики
Узнайте, как сделать энергоэффективный штамповочный пресс.
ЧАСЫ 45-90 мин.
КИРПИЧ Продвинутый
ВЫПУСКНИК Классы 6-8
Connect
(5-10 минут)
Штамповочный пресс штампует или прессует материал, придавая ему новую форму или размер. Чтобы быть максимально эффективным, процесс должен использовать как можно меньше энергии, но работать как можно быстрее.
Соберите штамповочный пресс и узнайте, насколько он энергоэффективен.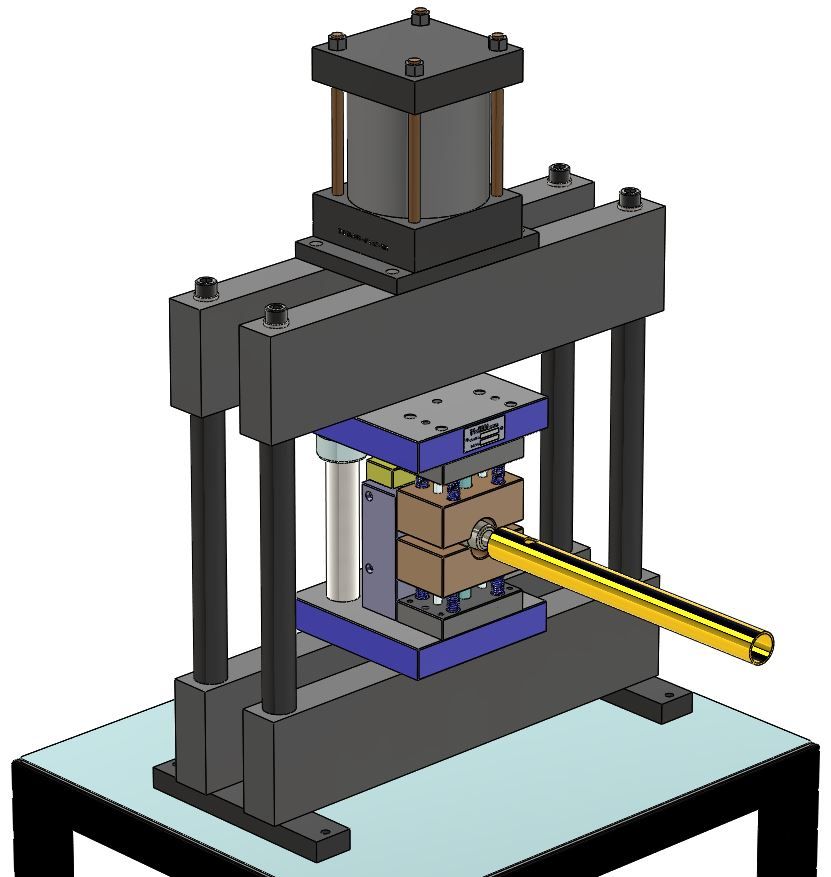 Давай выясним!
Давай выясним!
Сборка
(20-25 минут)
Сборка штамповочного пресса
(Вся книга 3A и книга 3B до страницы 14, шаг 12).
СМОТРЕТЬ ИНСТРУКЦИЮ ПО СТРОИТЕЛЬСТВУ
Накачать воздух в систему и с помощью манометра определить наличие утечки воздуха.
Попробуйте все настройки клапана и проверьте, может ли штамповочный пресс выполнять все четыре возможных хода; нажмите вниз, нажмите вверх, выбрасыватель вниз и выталкиватель вверх. Убедитесь, что все движущиеся части свободно перемещаются.
Затем переместите пресс вверх, эжектор вперед и опорожните воздушный резервуар.
Подсказка
Самый простой способ опорожнить ресивер — отсоединить трубку, идущую от ресивера к клапану.
Созерцание
(20-25 минут)
Насколько энергоэффективен ваш пресс?
Один полный рабочий цикл состоит из четырех последовательных «ходов»; нажмите вниз, нажмите вверх, выбрасыватель вниз и выталкиватель вверх..jpg) Узнайте, как повторяющиеся рабочие циклы влияют на потерю давления.
Узнайте, как повторяющиеся рабочие циклы влияют на потерю давления.
Сначала предскажите, как повторяющиеся рабочие циклы влияют на потерю давления при работе с пустым штамповочным прессом A. Запишите свои прогнозы на миллиметровой бумаге в виде пунктирной линии, начинающейся с 2,5 бар и заканчивающейся около нуля бар. Помните, что это не обязательно должна быть прямая линия.
Затем проверьте, как повторяющиеся рабочие циклы штамповочного пресса А влияют на потерю давления. Начните с 2,5 бар давления. Запишите свои выводы на миллиметровой бумаге.
Затем выполните ту же процедуру для штамповочных прессов B и C.
Проверьте несколько раз, чтобы убедиться, что ваши результаты совпадают.
Подсказка
Для получения более точного графика записывайте результаты после каждого удара.
Предложите учащимся обдумать свои исследования, задав такие вопросы, как:
• Что, по вашим прогнозам, должно произойти и почему?
• Как работает штамповочный пресс и какой тип рычага используется?
Штамп обеспечивает прямое нажатие, а выталкиватель использует сложный рычаг второго класса.
• Сколько полных рабочих циклов вы можете выполнить при начальном давлении 2,5 бар?
Около трех полных рабочих циклов.
Продолжить
(25-30 минут)
Насколько хорошо вы работаете на прессе?
Чем быстрее вы сможете работать с пустым штамповочным прессом, тем более экономичным он будет. Узнайте, сколько полных рабочих циклов вы можете выполнить за 30 секунд.
Во-первых, предскажите, сколько полных рабочих циклов вы можете выполнить за 30 секунд при использовании пустого штамповочного пресса. Запишите свои предположения в рабочий лист.
Затем проверьте, сколько полных рабочих циклов вы на самом деле выполнили. Запишите свои выводы в рабочий лист.
Затем попробуйте нажать на разные объекты по вашему выбору и сравните количество полных рабочих циклов, которые вы можете выполнить.
Подсказка
Прежде чем начать, рекомендуется решить, с пустым или полным воздушным ресивером вы начинаете работу.
Подсказка
Чтобы преодолеть потерю давления, вы можете построить компрессор.
ПОСМОТРЕТЬ ИНСТРУКЦИИ ПО СТРОИТЕЛЬСТВУ
Поддержка учителя
Учащиеся изучат понятия:
Площадь
Поведение газов под давлением
Силы
Научные исследования
Сборка компонентов
Управление механизмами 902 23 Оценка
Свойства материалов
Использование механизмов — рычагов
NGSS
Сквозные концепции
Причина и следствие: механизм и объяснение
Системы и модели систем
Структура и функция
Стабильность и изменения
Наука и инженерная практика
Задавать вопросы и определять проблемы
Разработка и использование моделей
Планирование и проведение исследований
Анализ и интерпретация данных
Построение объяснений и разработка решений
Получение , оценивая и передача информации
Стандарты Common Core Mathematics
MP4 / MP5 / 7.
