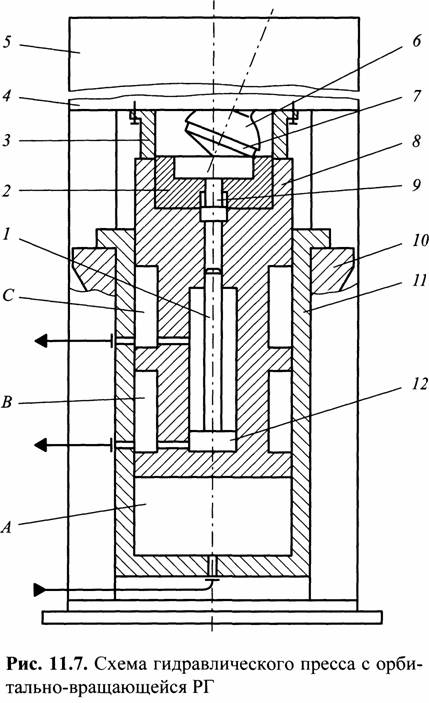
Пресс гидравлический схема: Гидравлический пресс: конструкция и устройство
Содержание
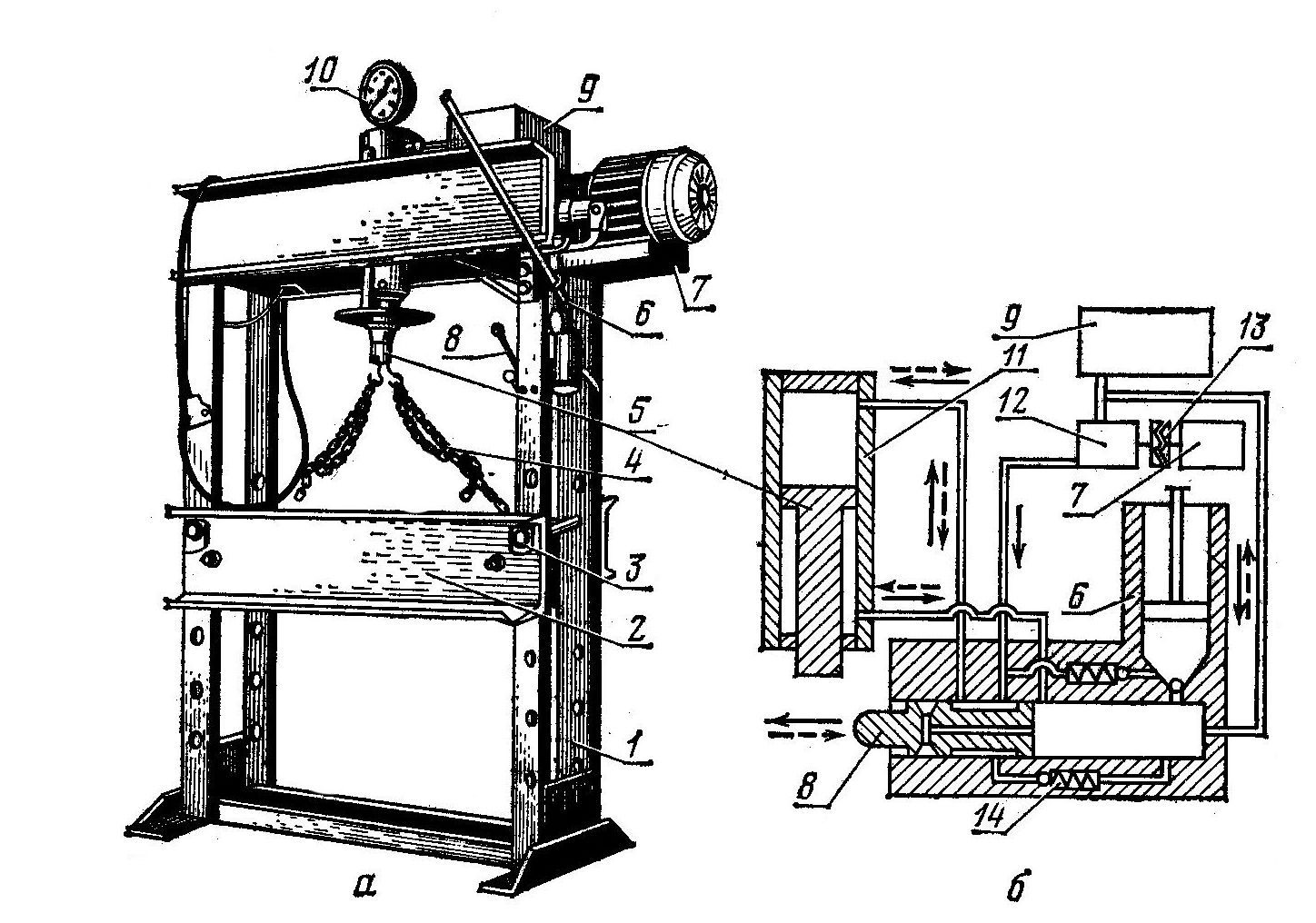
Пресс гидравлический для склейки бруса 6 метров
Компания НПФ «ТЕХПРОМСЕРВИС» предлагает по низким ценам поставки гидравлических прессов серии ПГ собственной разработки для производства строительного бруса под ключ. Мощные установки оборудованы качественными гидравлическими системами, обеспечивающими вертикальное прессование пакета заготовок одновременно с фронтальным прижимом. Реализуемые станки изготавливаются по индивидуальным заявкам с учетом технологических особенностей конкретного предприятия. Поставки организуются с полным списком дополнительных услуг, в числе которых шеф-монтаж, ввод в строй, обслуживание, консультации и обучение операторов.
 Позволяет получать изделия шириной до 350 мм при высоте до 1700 мм и длине до 6100 мм. По запросу заказчика возможно изготовление прессов на 9000, 12000 и 13500 мм. по длине готового изделия.
Позволяет получать изделия шириной до 350 мм при высоте до 1700 мм и длине до 6100 мм. По запросу заказчика возможно изготовление прессов на 9000, 12000 и 13500 мм. по длине готового изделия.Конструкция:
- Сварной каркас рамного типа из толстостенных стальных профилей, усиленный косынками.
- Комплект из десяти вертикальных гидравлических цилиндров, смонтированных на нижней станине.
- Загрузочная платформа — подающий стол с шестью гидроцилиндрами, обеспечивающими подъем, опускание и фронтальный прижим заготовок в процессе склеивания.
- Гидравлическая станция (электродвигатель с насосом) выносного типа.
- Блок коммутации и защиты — электрический шкаф с выносной панелью и пультом оператора.
 Подающий стол поднимает комплект заготовок в вертикальное положение. Затем платформа фиксируется на верхней балке с помощью штырей.
Подающий стол поднимает комплект заготовок в вертикальное положение. Затем платформа фиксируется на верхней балке с помощью штырей.Гидравлическая станция обеспечивает работу гидроцилиндров вертикального прессования и фронтального прижима. По завершении заданного цикла сжатия, штоки гидроцилиндров возвращаются в исходно положение. Платформа освобождается от верхних захватов и опускается в горизонтальную плоскость.
- Высокая производительность достигается благодаря механизации трудоемких процессов по закладке и выгрузке.
- Повышенный запас прочности в сочетании с импортными комплектующими механизмами и узлами обеспечивает длительный срок службы при минимуме обслуживания.
- Загрузка пакета ламелей для прессования и последующая выгрузка после склеивания осуществляется механизированным способом. Оператор управляет с выносной панели или пульта.
- Электронная схема автоматического поддержания заданного давления в гидроцилиндрах, работающих на вертикальное сжатие.

- Подающая платформа обеспечивает быструю выгрузку склеенных изделий на роликовый транспортер, расположенный на высоте 0,9 м.
- Тщательно продуманная компоновка позволяет использовать одну установку для нанесения клея и один комплект транспортеров для обслуживания двух прессов при условии их зеркального расположения.
|
Фанерование в гидравлических прессах Категория: Фанеровальные работы Фанерование в гидравлических прессах Принцип действия гидравлического пресса основан на законе Паскаля, согласно которому давление, производимое на жидкость, заключенную в замкнутом сосуде, передается ею во все стороны равномерно. Под действием силы Р\, приложенной к поршню насоса, последний получает движение и оказывает давление на находящуюся под ним жидкость. Это давление передается на плунжер рабочего цилиндра с силой Р2, которая воздействует на подвижную плиту, вызывая ее перемещение до момента соприкосновения прессуемого тела с неподвижной плитой. После этого начинается процесс прессования. Рис. 1. Принципиальная схема работы гидравлического пресса: Допустим, что площадь поршня насоса равна 1 см2 и что на поршень действует сила 200 кгс, создающая при этом давление на жидкость в цилиндре насоса, равное 200 кгс/см2. Следовательно, стенки трубы и рабочего цилиндра будут находиться под давлением жидкости, равным 200 кгс/см2. Это же давление действует на каждый квадратный сантиметр площади плунжера в рабочем цилиндре. Рабочее давление пресса зависит от площади сечения плунжера рабочего цилиндра. Если она равна, например, 500 см2, то номинальное усилие пресса составит: 500 см2Х200 кгс/см2= 100 000 кгс. За один рабочий ход поршня из цилиндра в цилиндр вытеснится небольшой объем жидкости, равный объему погруженной части поршня. При обратном ходе поршня нагнетательный клапан закроется, а всасывающий клапан откроется н по трубе из бака поступит новая порция жидкости, которая заполнит цилиндр. При каждом последующем опускании поршня плунжер будет подниматься; чтобы опустить его, надо открыть кран и спустить жидкость из цилиндра в бак. У каждого пресса имеется манометр, показывающий удельное давление жидкости (в килограммах на один квадратный сантиметр) в гидравлической системе. Гидравлические прессы, применяемые для фанерования, подразделяются на прессы одно- и многоэтажного исполнения с холодными и обогреваемыми плитами. Одноэтажный гидравлический пресс с холодными плитами показан на рис. 2. Пресс имеет неподвижную верхнюю плиту, закрепленную на четырех массивных колоннах, и подвижную нижнюю плиту, поднимаемую давлением плунжеров двух рабочих цилиндров, расположенных под основанием пресса. Рис. 2. Одноэтажный гидравлический пресс с холодными плитами: Фанерование в одноэтажных холодных гидравлических прессах осуществляют так же, как и в винтовых прессах. Одноэтажные прессы с обогреваемыми плитами стали применяться в отечественной промышленности в качестве основного фанеровального оборудования в последние годы. В настоящее время для выполнения фанеровальных работ используют главным образом восьми- и десятиэтажные гидравлические прессы с паровым обогревом плит. На столярно-мебельных предприятиях Советского Союза наибольшее распространение получили многоэтажные прессы П713-А отечественного производства и FSP-8 фирмы «Михома» (ГДР). Десятиэтажный гидравлический пресс П713-А показан на рис. Гидроагрегат пресса размещен на уровне пола за пультом управления и состоит из бака, на крышке которого смонтированы три одинаковых шестеренчатых насоса низкого давления с электродвигателями. Два из них имеют общий электропривод. Поршневой насос высокого давления со своим электродвигателем расположен в приямке. В качестве рабочей жидкости использовано минеральное масло. Объем бака 500 л. Рис. Плиты Пресса обогреваются падом под давлением 6 кгс/см2 до температуры 160 °С. Пар подводится к плитам через коллектор и шарнирные трубы. Заданная температура плит поддерживается редукционным клапаном, сохраняющим постоянное давление пара. Для измерения температуры в верхней плите установлен термобаллон, соединенный капиллярной трубкой с дистанционным электроконтактным термометром. Во всех остальных плитах предусмотрены каналы для периодического контроля температуры техническими термометрами. В паропроводе имеется вентиль для присоединения к водопроводу, если необходимо охладить плиты. Отработанный пар отводится к коллектору, в нижней части которого установлен конденсатоотводчик. Пресс снабжен столом для загрузки и столом для выгрузки. Столы расположены по обеим широким сторонам пресса. Они приводятся в движение гидравлическими цилиндрами при помощи одного из насосов низкого давления, установленных на масляном баке. Пульт управления пресса находится справа от него. На панели пульта расположены электроконтактные термометр и манометр, а также реле времени, которым устанавливается время выдержки деталей под давлением, кнопки и рукоятки управления. Гидравлическая схема пресса П713-А изображена на рис. 4. При быстром подъеме и смыкании плит масло подается из бака в цилиндры одновременно тремя шестеренчатыми насосами и поршневым насосом. Давление масла в напорной магистрали при подъеме плит регулируется предохранительным клапаном, который при увеличении давления выше максимально допустимого открывается, и избыток масла сливается в бак. Давление прессования устанавливается и регулируется при помощи электроконтактного манометра. Рис. 4. Принципиальная гидравлическая схема пресса П713-А: размещены в шкафу, пристроенном к правой стойке станины пресса. Пар подводится к прессу через коллектор и разводится по плитам по телескопическим (перемещающимся одна в другой) трубам. Отработанный пар отводится через коллектор. При нажатии на кнопку с надписью «Прессование» начинает работать гидроагрегат. Оба насоса: низкого и высокого давления совместно через обратные клапаны подают масло в рабочие цилиндры пресса и смыкают плиты. По достижении в магистрали давления масла 10 кгс/см2 срабатывает золотник, благодаря чему масло из насоса низкого давления начинает перепускаться в масляный бак. Давление в рабочих цилиндрах в это время создается только насосом высокого давления. Величина рабочего давления устанавливается по электроконтактному манометру. Для опускания плит при помоши электромагнита открывается тллапан и масло из рабочих цилиндров перетекает в бак. Плиты могут опускаться автоматически по команде, подаваемой реле времени, или путем нажатия на кнопку «Опускание». При этом электродвигатель привода насосов останавливается. Если необходимо экстренно остановить процесс смыкания или размыкания плит, то нажимают на кнопку «Стоп». Рис. 5. Принципиальная гидравлическая схема пресса FSP-8 фирмы «Михома»: Двухэтажный гидравлический пресс ПГЭ-6, показанный на рис. Рис. 6. Двухэтажный пресс ПГЭ-6: В пролетах пресса установлены направляющие, по которым перемещаются выдвижные рамы с двумя поддонами. Длина рам равна удвоенной ширине пресса. При перемещении рам один из поддонов каждой рамы выдвигается за пределы пресса. Механизм перемещения рам состоит из гидроцилиндра, прямолинейных отрезков цепей и звездочек. Когда нижняя рама при помощи гидроцилиндра выдвигается в одну сторону, верхняя при помощи цепной передачи перемещается в другую. На выступающие за пределы пресса части выдвижных поддонов укладывают подготовленные к фанерованию пакеты. Затем плиты пресса размыкаются, а поддоны перемещаются один навстречу другому. При этом фанерованные щиты, находящиеся в пролетах пресса, выдвигаются за его пределы, а подлежащие фанерованию пакеты задвигаются в пресс. Рис. 7. Схема челночного загрузочно-разгрузочного устройства пресса ПГЭ-6: Пользуясь указанными выше формулами, заранее определяют по манометру величины давлений, соответствующие заданной режимом фанерования величине удельного давления для каждой площади фанеруемых деталей, и на основе этих данных составляют графики, которые вывешивают у пресса. На рис. 76 даны графики зависимости манометрического давления в рабочих цилиндрах гидравлических прессов П713-А и FSP-8 фирмы «Михома» от площади деталей на одном этаже при различных значениях удельного давления фанерования. Зная площадь фанеруемых деталей в одном этаже и необходимое давление, определить нужное манометрическое давление пресса несложно. Рис. 8. Графики зависимости манометрического давления в рабочих цилиндрах гидравлических прессов от площади деталей на одном этаже при различных значениях удельного давления фанерования: Пример. В прессе П713-А фанеруют щиты, площадь которых в одном этаже составляет 2,3 м2. Фанерование производят клеем К-17. Реклама:Читать далее:Работа на многоэтажном гидравлическом прессе с обогреваемыми плитами
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|
 В гидравлических прессах энергия от привода к рабочему органу обычно передается маслом.
В гидравлических прессах энергия от привода к рабочему органу обычно передается маслом.
 Так как жидкость несжимаема, то объем погруженной части плунжера в цилиндре уменьшится на объем жидкости, вытесненной из цилиндра, и плунжер выдвинется из цилиндра.
Так как жидкость несжимаема, то объем погруженной части плунжера в цилиндре уменьшится на объем жидкости, вытесненной из цилиндра, и плунжер выдвинется из цилиндра. Для удобства загрузки пачки пакетов в пресс и выгрузки из него На стойках, проходящих через нижнюю плиту, установлены роликовые шины, которые утапливаются при подъеме нижней плиты.
Для удобства загрузки пачки пакетов в пресс и выгрузки из него На стойках, проходящих через нижнюю плиту, установлены роликовые шины, которые утапливаются при подъеме нижней плиты.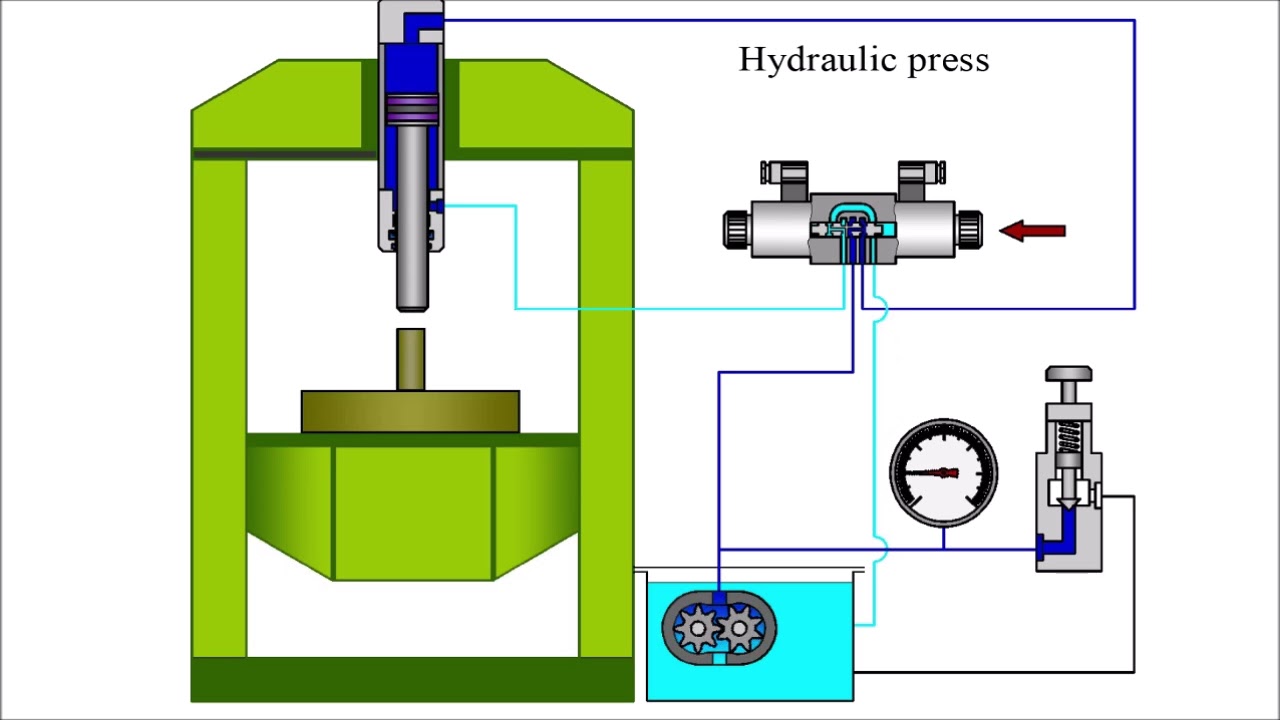 3. Станина пресса представляет собой разборную рамную конструкцию. Верхняя и нижняя траверсы соединены между собой стойкими. К верхней траверсе прикреплена винтами неподвижная плита, в нижней вмонтированы четыре рабочих цилиндра, плунжеры которых несут на себе подвижный стол с уложенной на него нижней прессующей плитой. Для периодического выпуска воздуха из цилиндра в их верхней части установлен клапан. Промежуточные плиты опираются на ступенчатые гребенки, закрепленные на станине, что обеспечивает постоянное расстояние между плитами. Давление прессования передается на плиты подвижным столом.
3. Станина пресса представляет собой разборную рамную конструкцию. Верхняя и нижняя траверсы соединены между собой стойкими. К верхней траверсе прикреплена винтами неподвижная плита, в нижней вмонтированы четыре рабочих цилиндра, плунжеры которых несут на себе подвижный стол с уложенной на него нижней прессующей плитой. Для периодического выпуска воздуха из цилиндра в их верхней части установлен клапан. Промежуточные плиты опираются на ступенчатые гребенки, закрепленные на станине, что обеспечивает постоянное расстояние между плитами. Давление прессования передается на плиты подвижным столом. 3. Десятиэтажный гидравлический пресс П713-А:
3. Десятиэтажный гидравлический пресс П713-А:
 После подъема давления в гидросистеме до 30 кгс/см2 реле давления отключает все шестеренчатые насосы и давление при выдержке плит в зажатом состоянии поддерживается только поршневым насосом.
После подъема давления в гидросистеме до 30 кгс/см2 реле давления отключает все шестеренчатые насосы и давление при выдержке плит в зажатом состоянии поддерживается только поршневым насосом. На шкафу установлен пульт управления, на котором размещены: дистанционный термометр, электроконтактный манометр, самопишущий манометр, реле времени, главный электрический выключатель, сигнальная лампа и три разноцветные светящиеся кнопки управления для пуска электродвигателя гидроагрегата, раскрытия пресса и экстренной остановки.
На шкафу установлен пульт управления, на котором размещены: дистанционный термометр, электроконтактный манометр, самопишущий манометр, реле времени, главный электрический выключатель, сигнальная лампа и три разноцветные светящиеся кнопки управления для пуска электродвигателя гидроагрегата, раскрытия пресса и экстренной остановки. Клапан предохраняет трубопровод и насос от перегрузки, спуская излишек масла в бак.
Клапан предохраняет трубопровод и насос от перегрузки, спуская излишек масла в бак. 6, отличается от других электрическим обогревом плит и оборудован загрузочно-разгрузочным устройством челночного типа.
6, отличается от других электрическим обогревом плит и оборудован загрузочно-разгрузочным устройством челночного типа.
 б — для пресса FSP-8 фирмы «Михома»
б — для пресса FSP-8 фирмы «Михома»Выбор гидравлической системы и органов управления для фильтр-пресса — водяной знак M.W. Три распространенных типа гидравлических систем фильтр-прессов включают пневматические, электрические и ручные.

Элементы управления фильтр-прессом зависят как от типа используемой гидравлической системы, так и от других особенностей, таких как опции для автоматических клапанов, поддонов для капель, автоматического переключателя тарелок и/или автоматической мойки ткани под высоким давлением. единица. Различные процессы коллектора также могут быть проще облегчены за счет использования соответствующих элементов управления, таких как продувка воздухом, равномерное заполнение, предварительное покрытие, кислотная промывка, продувка сердцевины, промывка кека и многое другое.
Команда M.W. Watermark экспертов по фильтровальным прессам может помочь вам определить лучшую гидравлическую систему, элементы управления и другие варианты для вашего конкретного проекта обезвоживания. Также доступны модификации.
Пневматическая гидравлика и органы управления
Для фильтр-прессов размером от 630 мм до 1000 мм пневматическая гидравлика входит в стандартную комплектацию.
Как работает пневматический гидравлический насос?
Для дополнительной защиты оператора и оборудования гидравлическая часть заключена в ножку фильтр-пресса, которая поддерживает гидравлический цилиндр. Воздух под давлением 100 фунтов на квадратный дюйм используется для создания давления в масляном резервуаре, который используется для закрытия пакета пластин. Как только пакет пластин закрывается, пневматический гидравлический насос высокого давления зажимает пакет пластин с усилием и коэффициентом безопасности, чтобы противодействовать давлению подачи шлама.
Гидравлические насосные агрегаты с пневматическим приводом преобразуют воздух установки в гидравлическое давление с помощью простой системы соотношения, которая использует большую площадь воздушного поршня при низком давлении для создания высокого гидравлического давления на гидравлическом поршне небольшой площади. Автоматическое возвратно-поступательное движение управляется селекторным клапаном с пилотным управлением в пневматической секции насоса.
Когда гидравлический выход приближается к желаемому давлению, определяемому настройкой регулятора давления воздуха, насос замедляется и, наконец, останавливается, когда гидравлическая сила уравновешивает силу воздуха. Гидравлическая сила поддерживается без потребления энергии.
По завершении цикла пневматическая гидравлическая система сбрасывает давление внутри цилиндра и использует давление воздуха для втягивания толкателя для удаления фильтрационной корки. Переключатели управления пневмогидравликой и манометры устанавливаются либо с левой, либо с правой стороны ножки фильтр-пресса в зависимости от установки.
Нажмите, чтобы посетить нашу веб-страницу Гидравлические системы для фильтр-прессов и посмотреть видеообзор нашей пневматической гидравлической системы, демонстрирующей ее функциональные возможности, включая время закрытия, зажима и открытия.
Какие варианты управления доступны для пневматического гидравлического фильтр-пресса?
Посетите нашу веб-страницу Filter Press Controls , чтобы узнать больше.
Электрическая гидравлика и органы управления
Для фильтр-прессов размером от 800 мм до 1500 мм электрическая гидравлика не является обязательной для сокращения времени открытия и закрытия фильтр-пресса.
Как работает гидравлический насосный агрегат с электроприводом?
Гидравлические насосные агрегаты с электроприводом поддерживают гидравлическое давление, и если давление превышает уставку сброса, это давление сбрасывается, поддерживая давление в заданном диапазоне.
Для дополнительной защиты оператора и оборудования гидравлический силовой агрегат (HPU) заключен в ножку фильтр-пресса, которая поддерживает гидравлический цилиндр. HPU включает в себя насос большого объема/низкого давления для быстрого открытия и закрытия пакета пластин, а также насос малого объема/высокого давления, который зажимает пакет пластин. Как только пакет пластин закрывается, гидравлический насос высокого давления зажимает пакет пластин с усилием и запасом прочности, чтобы противодействовать давлению подачи навозной жижи.
Электрическая гидравлика управляется системой управления электрогидравликой M.W. Watermark (EHCS), которая отслеживает состояние системы и имеет кнопку аварийного останова, выключатель и управление гидравликой фильтр-пресса с помощью сенсорного экрана.
Узнайте больше об электрогидравлической системе управления M.W. Watermark (EHCS) .
Гидравлика и органы управления с ручным управлением
Ручной ручной насос для удлинения гидравлического цилиндра с пружинным возвратом входит в стандартную комплектацию фильтр-пресса 470 мм.
Как работает гидравлический насос с ручным управлением?
Гидравлический цилиндр поворачивается из положения «вверх» в положение «зажим», а ручной насос приводится в действие для создания давления зажима. В конце цикла обезвоживания гидравлическое давление сбрасывается, и цилиндр втягивается внутренней пружиной. Затем цилиндр поднимают в верхнее положение, а толкатель вручную отводят назад к концу пресса. Затем фильтрующие пластины вручную перемещаются для удаления фильтрационной лепешки.
Затем фильтрующие пластины вручную перемещаются для удаления фильтрационной лепешки.
Эта опция требует ручной «прокачки», чтобы выполнить работу. Однако при работе с фильтр-прессом меньшего размера, например, 470 мм, или когда на строительной площадке отсутствует подача воздуха или электроэнергия, гидравлика с ручным управлением может быть лучшим решением.
Примечание. Чтобы исключить необходимость ручной перекачки, в качестве опции доступна пневматическая система закрытия одностороннего действия (только для закрытия).
Нажмите, чтобы посмотреть видео о нашей 9Веб-страница 0009 Hydraulic Systems о том, как открыть/закрыть гидравлический фильтр-пресс с ручным управлением.
Свяжитесь с сотрудником отдела продаж и обслуживания M.W. Watermark по номеру , чтобы узнать больше.
О компании M.W. Watermark
M.W. WATERMARK хочет изменить мир к лучшему. Мы увлечены водой в мире. Мы инновационны, ориентированы на обслуживание клиентов и всегда стараемся превзойти ожидания. Мы — экологически сознательная компания, в которой работают люди, полные энергии, воодушевления и вдохновения на то, чтобы изменить нашу планету к лучшему, помогая поддерживать чистоту и пригодность наших общих ограниченных запасов воды для будущих поколений. Мы создаем удивительное, индивидуальное оборудование для очистки воды и сточных вод. Вместе мы сможем изменить ситуацию.
Мы инновационны, ориентированы на обслуживание клиентов и всегда стараемся превзойти ожидания. Мы — экологически сознательная компания, в которой работают люди, полные энергии, воодушевления и вдохновения на то, чтобы изменить нашу планету к лучшему, помогая поддерживать чистоту и пригодность наших общих ограниченных запасов воды для будущих поколений. Мы создаем удивительное, индивидуальное оборудование для очистки воды и сточных вод. Вместе мы сможем изменить ситуацию.
© 2021 M.W. Watermark, L.L.C.
M.W.Watermark является товарным знаком, принадлежащим M.W.Watermark, L.L.C. Все права защищены.
Любые товарные знаки третьих лиц, упомянутые на этом сайте, являются товарными знаками соответствующих владельцев, и M.W. Watermark не претендует на такие товарные знаки и не имеет отношения к таким компаниям.
Гидравлическая система экструзионного пресса
Ниже приведен обзор технического обслуживания гидравлической системы экструзионного пресса линии экструзии алюминия из известного американского «Руководства по обслуживанию пресса для экструзии алюминия» Эла Кеннеди (см. , ссылку в конце статьи). Этот обзор касается основных элементов гидравлической системы пресса: насосы, трубопроводы, клапаны, фильтры, основной масляный бак, масло и т.п. Однако здесь не затрагивается принцип работы гидравлической системы и управления ею. Эти аспекты раскрываются в специальных курсах по обучению персонала.
, ссылку в конце статьи). Этот обзор касается основных элементов гидравлической системы пресса: насосы, трубопроводы, клапаны, фильтры, основной масляный бак, масло и т.п. Однако здесь не затрагивается принцип работы гидравлической системы и управления ею. Эти аспекты раскрываются в специальных курсах по обучению персонала.
гидравлическая жидкость – гидравлическое масло
В большинстве прессов для экструзии алюминия в промышленности в качестве гидравлической жидкости используется масло. Поэтому ниже взаимозаменяемо термины «нефть» и «жидкость». Однако необходимо иметь в виду, что в мире очень много прессов работает в воде, и, кроме того, уже давно ведутся разработки по получению негорючей гидравлической жидкости, которая была бы пригодна для использования. в экструзионных прессах.
Грязное масло — 75 % брака
Считается, что 75 % всех проблем гидравлического экструзионного пресса является прямым следствием загрязнения маслом.
Пена или пузырьки воздуха указывают на аэрацию масла, что может вызвать кавитацию и преждевременный выход из строя насосов. Если масло становится темнее, это может свидетельствовать о его перегреве. Появление в масле «облаков» свидетельствует о повышении в ней содержания воды.
Если масло становится темнее, это может свидетельствовать о его перегреве. Появление в масле «облаков» свидетельствует о повышении в ней содержания воды.
загрязнение нефтью трудно выполнять четыре основные функции, как гидравлическая жидкость:
- выступать в качестве среды для передачи энергии;
- смажьте внутренние движущиеся части компонентов пресса;
- служат теплоносителем;
- заделайте небольшие зазоры между движущимися частями.
Масляные загрязнения могут присутствовать во многих формах, чаще всего — в виде твердых частиц, воды и захваченного воздуха.
Загрязнение твердыми частицами
Твердые частицы вызывают проблемы, связанные с износом и, кроме того, снижением смазывающей способности гидравлических жидкостей. В результате внутренние детали, такие как крыльчатки насосов и различные клапаны, которые контролируют или регулируют поток давления масла, будут работать с отклонениями от нормальной работы.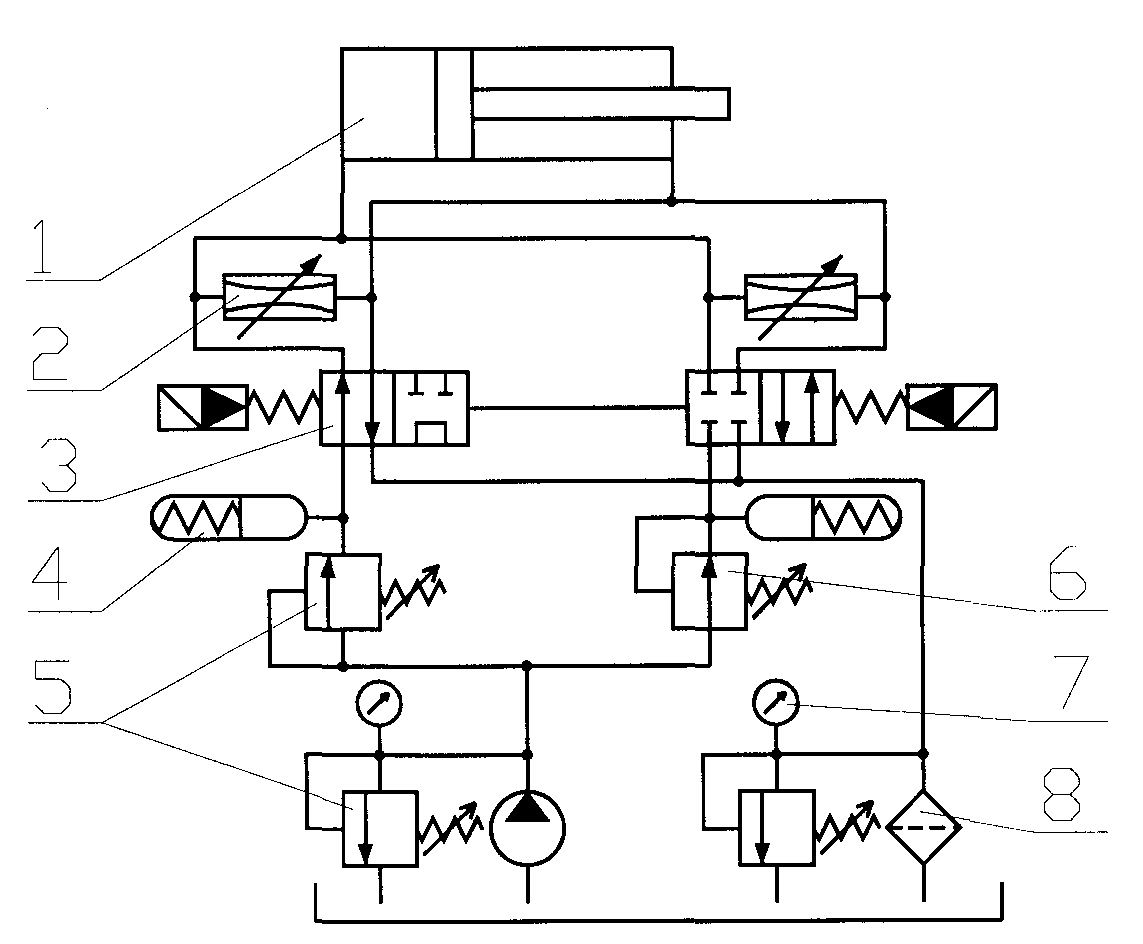 Такие чувствительные компоненты, как сервоклапаны, могут засориться и полностью выйти из строя.
Такие чувствительные компоненты, как сервоклапаны, могут засориться и полностью выйти из строя.
Зазоры между подвижными частями пресса и вдоль них скапливаются мелкие частицы грязи. Такое загрязнение является наиболее частой причиной выхода из строя электромагнитных клапанов, их неточной установки и общего износа.
Размер частиц, близких к размеру зазора, нарушают процесс смазки и ускоряют истирание. Они также способствуют так называемой «цепной реакции износа», когда абразивное действие способствует образованию новых частиц с поверхностей компонентов оборудования. Это явление ускоряет износ до тех пор, пока не произойдет катастрофический отказ.
Более крупные частицы ограничивают или блокируют поток через зазоры и отверстия, что приводит к неисправности, работе при более высоких температурах, сильному падению давления и часто к катастрофическим повреждениям.
Размер «вредных» частиц обычно составляет не менее 40 микрометров и поэтому не виден невооруженным глазом. Для сравнения, нормальная толщина человеческого волоса составляет около 70 микрометров.
Для сравнения, нормальная толщина человеческого волоса составляет около 70 микрометров.
Чистота гидравлической жидкости
Уровень чистоты жидкости измеряется количеством частиц различных размеров в удельном объеме жидкости. Для подсчета количества частиц используются очень чувствительные световые микроскопы.
Для оценки уровня чистоты используется специальный код ISO. Этот код ISO состоит из двух чисел: первое относится к количеству частиц, разрешение которых 5 мкм, на миллилитр, второе — к количеству частиц, размер которых превышает 15 мкм, на миллилитр. Цифры в коде ISO — это не количество частиц, это число указано в специальной таблице фактическое количество частиц. например, код ISO 17/14 означает, что жидкость содержит 1300 частиц размером более 5 микрон на миллилитр и 160 частиц размером более 15 микрон на миллилитр.
Следует помнить, что новое масло не обязательно должно быть чистым. Обычно новое масляное загрязнение имеет ISO 18/15 и выше. Поэтому все масло перед заливкой в работу нужно фильтровать.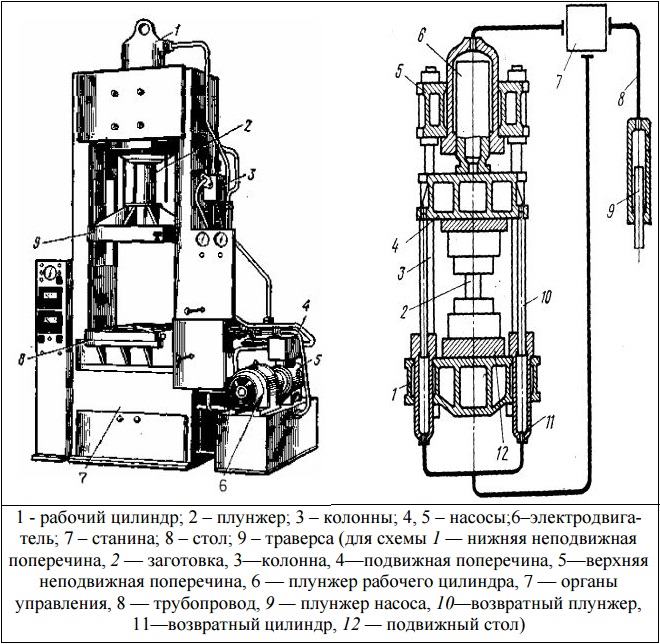
загрязнение водой
Вода является обычным загрязнителем гидравлического масла. Это загрязнение может вызвать следующие виды повреждений:
- коррозия металлических поверхностей;
- ускоренный абразивный износ;
- Усталостное разрушение подшипников;
- неоднородная вязкость.
Вода может попасть в гидравлическую систему разными путями. Он может попасть через изношенные уплотнения главного цилиндра и через отверстия главного маслобака. Постоянным источником воды является влага, которая конденсируется на стенках внутри маслобака.
Кроме того, что вода является причиной ржавчины и коррозии, она приводит к росту микроорганизмов, которые сокращают срок службы масла, травмируют рабочие поверхности и нарушают однородность характеристик масла.
Каждая жидкость имеет точку насыщения водой, выше которой она больше не может ее растворять. Любая «лишняя» вода находится в масле в свободном состоянии или в виде эмульсии. Выглядит как беловатое или обесцвеченное масло. При содержании воды всего 0,03 % уже можно добиться нефтенасыщения.
Выглядит как беловатое или обесцвеченное масло. При содержании воды всего 0,03 % уже можно добиться нефтенасыщения.
Загрязнение воды до 2 % обычно может быть удалено фильтрами с абсорбентами, которые помещаются в стандартные фильтры. При содержании воды более 2 % требуется специальная обработка масла, например, с помощью специальных центробежных аппаратов.
предотвращение загрязнения нефтью
Борьба с загрязнением нефтью делится на две области: исключение и удаление. Необходимо максимально исключить попадание загрязнений в гидравлическую систему.
- Демпферы маслобака должны иметь фильтры, которые необходимо периодически менять.
- Прокладки на цилиндре пресса должны проходить регулярное техническое обслуживание и содержаться в чистоте, чтобы эффективно задерживать загрязнения.
- Во время технического обслуживания шланги и трубы должны быть заглушены.
- Промойте систему перед запуском и после отказа машины.
- Отфильтруйте всю жидкость перед началом своей работы.

- Чаще очищайте всю систему — мойте, удаляйте посторонние предметы (ветоши и т.п.). П.).
- Сообщите мне, когда вытечет новое масло, и предотвратите попадание в него каких-либо примесей.
Фильтрация масла
Система фильтрации масла должна работать непрерывно, даже когда пресс не работает, например, в выходные дни.
Все фильтры должны быть указаны, когда должна быть следующая замена картриджей. Более того, при каждой смене картриджа всегда необходимо сливать все масло из корпуса фильтра и чистить его.
Некоторые специалисты рекомендуют ежегодную очистку основного маслобака пресса (маслоаккумулятора) с предварительной перекачкой масла во вспомогательный бак. В этом случае при возврате масла в маслобак чистым оно должно пройти через фильтры и устройство для удаления воды.
Рисунок 1 — Масляные фильтры в линии гидросистемы
(Фильтры — Фильтры; Масляный циркуляционный насос — Масляный циркуляционный насос)
Температура масла
Температура масла должна поддерживаться не выше 60 oC.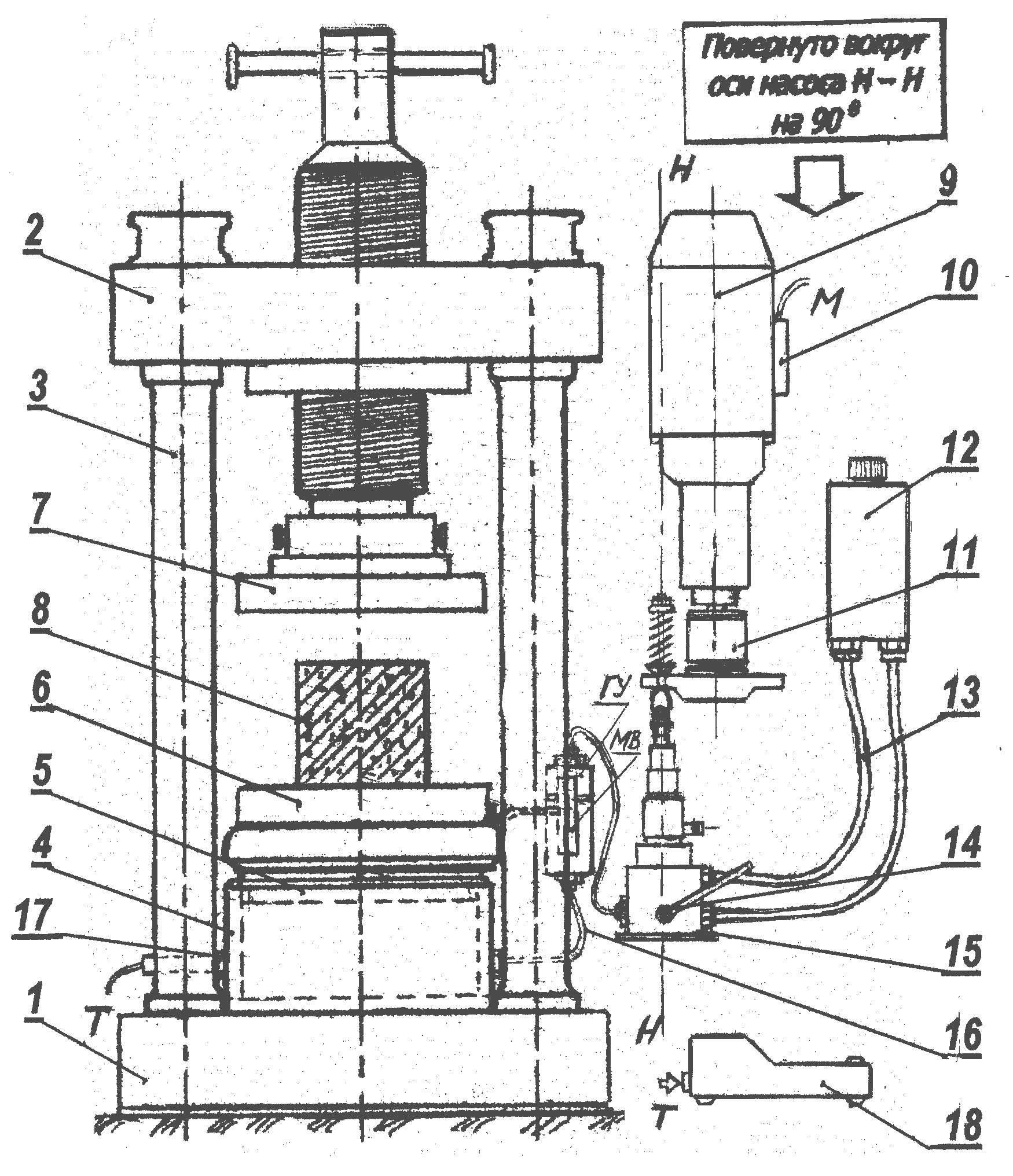 Температура выше этого уровня приводит к порче масел, потере ими смазывающих свойств и повышенному износу насосов.
Температура выше этого уровня приводит к порче масел, потере ими смазывающих свойств и повышенному износу насосов.
Периодически проверять теплообменники на утечку масла или воды, особенно на попадание воды в масло, при отсутствии избыточного нагрева, а также работу системы водоснабжения для поддержания температуры масла ниже заданной температуры,. При остановке пресса для проведения ремонтных или профилактических работ необходимо слить масло из теплообменника и проверить его на наличие коррозии. При необходимости замените или очистите цинковые аноды.
Рисунок 2 – Теплообменник типа «кольцевая труба»
Рисунок 3 – Пластинчатый теплообменник
Уровень масла
Уровень масла в масляном баке следует проверять ежедневно и при необходимости доливать. Уровень масла должен проверять, когда главный поршень находится в том же положении. В зависимости от того, где находится главный поршень по отношению к главному цилиндру, может быть значительная разница в уровне масла в маслобаке. Низкий уровень масла может быть результатом чрезмерного выделения тепла или попадания воздуха в систему.
Низкий уровень масла может быть результатом чрезмерного выделения тепла или попадания воздуха в систему.
Анализ масла
Большинство загрязняющих веществ в гидравлическом масле невозможно увидеть невооруженным глазом. частицы, которые могут нанести вред гидросистеме, размером от 5 до 40 микрометров, а предел человеческого глаза — это 40 микрометров. Более того, кислота, вода и продукты окисления не могут быть обнаружены органами чувств человека. Поэтому необходимо отобрать пробы масла и провести их анализ.
По результатам анализа установлены следующие данные:
- Спектрохимический анализ металлических частиц износа и присадок.
- Определение количества частиц различных размеров (код ISO).
- Вязкость при 38 ºС (100 ºF).
- Содержание воды в объемных процентах.
Демпферы
Воздушный клапан, стоящий на родном маслобаке, должен иметь достаточное количество масла, такого же, которое используется в гидросистеме.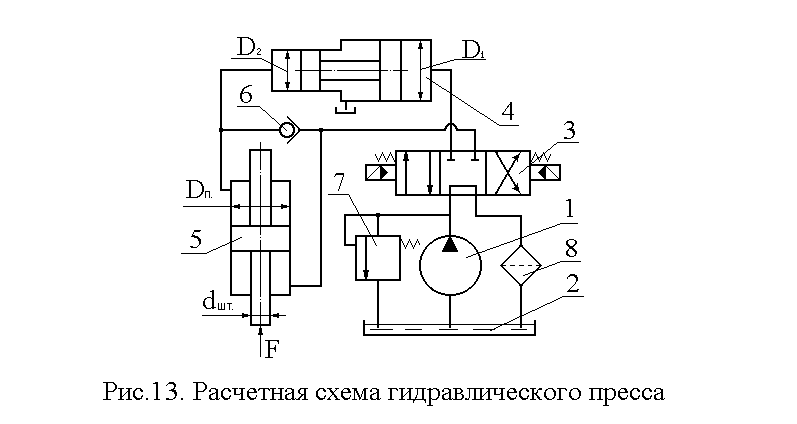 Клапаны необходимо чистить и заправлять маслом каждый месяц и чаще, если этого требуют местные условия окружающего воздуха. среда.
Клапаны необходимо чистить и заправлять маслом каждый месяц и чаще, если этого требуют местные условия окружающего воздуха. среда.
насосы
Большинство гидравлических насосов, используемых в экструзионных прессах, представляют собой радиальные и аксиально-поршневые насосы. Для достижения максимального срока службы и производительности насоса необходимо выполнить следующее:
- Высокое качество масла. Масло должно быть отфильтрованным, охлажденным, чистым и без воды. Чистота масла – это наиболее важный фактор для долгой службы насоса.
- во избежание кавитации. Когда пузырьки воздуха, попадающие в насос, разрушаются, это приводит к эрозии металлических поверхностей.
- двигатель и насос соосность. При замене двигателя или насоса всегда производите центровку и концентричность двигателя насоса.
Рисунок 4 – Три основных насоса и вспомогательный насос
Клапаны
Клапаны служат для управления прохождением рабочей жидкости в заданном направлении и компонентов гидросистемы в заданной последовательности. В гидравлической системе экструзионного пресса используются клапаны следующих типов:
В гидравлической системе экструзионного пресса используются клапаны следующих типов:
- предохранительные клапаны;
- ;
- клапаны регулирующие;
- заправочные клапаны.
обратные клапаны
В случае проблем с клапанами в первую очередь необходимо проверить две возможные причины: загрязнение масла и состояние масла. Грязь или посторонние вещества в системе могут помешать нормальному закрытию/открытию клапанов. Чрезмерное нагревание масла может быть причиной смещения корпуса клапана. Науглероживание приводит к залипанию маслом движущихся частей, клапанов.
При установке демпфера следует избегать деформации его корпуса. Трубопроводы должны быть свободными, к арматуре не должно прилагаться чрезмерное усилие. При необходимости трубы сгибают и сваривают. Если стержень клапана имеет свободный ход в холодном состоянии, это не значит, что он так будет двигать рабочую температуру.
Рисунок 5 – Распределительный узел с регулирующей арматурой
Рисунок 6 – Наполнительный клапан
трубопроводы
ежедневно проверять на герметичность все фланцы трубопроводов, фитинги, сварные швы и коллекторы. Необходимо проверить масло, подсоединенное к цилиндрам, следить за утечкой масла в районе клапана. Болты крепления клапана подтягивайте каждый месяц. Обратите внимание, что подтеки масла легче увидеть в ультрафиолетовом свете.
Необходимо проверить масло, подсоединенное к цилиндрам, следить за утечкой масла в районе клапана. Болты крепления клапана подтягивайте каждый месяц. Обратите внимание, что подтеки масла легче увидеть в ультрафиолетовом свете.
Ослабленные или сломанные хомуты должны быть немедленно отремонтированы. Их функция заключается в минимизации усилий на трубах..
Перед заменой труб маслопроводов их необходимо тщательно очистить от всех загрязнений, сварочного шлака, заусенцев, стружки и тому подобного. Все сварные или гнутые трубы необходимо протравить, промыть и смазать перед установкой гидравлической системы. Для чистки труб следует использовать ветошь, не оставляющую ворсинок и волокон. Трубы должны быть изготовлены из нержавеющей стали. Не допускается использование пеньки для герметизации соединений труб, замазки и уплотнительной ленты. По возможности избегайте шлангов.
Главный масляный бак
Крыша маслобака должна содержаться в чистоте. При обслуживании резервуара необходимо следить за тем, чтобы все отверстия были надежно закрыты, чтобы исключить попадание в них загрязнений.