Токарный станок схема: 163 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
Что такое токарный станок по металлу? Использование, Определение, Операции, Детали, Схема
Токарный станок Введение
Токарный станок является наиболее широко используемым типом станков в машиностроении. Есть много областей, где нужны токарные станки, их можно использовать впластиковая форма, металлообработка и другие отрасли промышленности. На токарный станок приходится около 20–35 % от общего числа станков. Он в основном обрабатывает различные поверхности вращения (внутренние и внешние цилиндры, конические поверхности, фасонные поверхности вращения и т. д.) и торцевые поверхности тел вращения. Некоторые токарные станки также могут обрабатывать резьбовые поверхности.
Инструменты, используемые на токарном станке, в основном токарные. Их также можно использовать для обработки отверстий, таких как сверла, развертки, ножи для пельменей, а также резьбовых инструментов, таких как метчики и пластинчатые зубья.
Горизонтальныйтокарный станок по металлуимеет широкий спектр техники. Он может обрабатывать многие виды поверхностей, такие как внутренний и внешний цилиндр, конус, кольцевую канавку, формирование вращающейся поверхности, торцевую плоскость и различные резьбы. Он также может просверливать, увеличивать, сравнивать отверстия и накатку. Типичная поверхность, которую может обрабатывать горизонтальный токарный станок, показана на рисунке.
Он может обрабатывать многие виды поверхностей, такие как внутренний и внешний цилиндр, конус, кольцевую канавку, формирование вращающейся поверхности, торцевую плоскость и различные резьбы. Он также может просверливать, увеличивать, сравнивать отверстия и накатку. Типичная поверхность, которую может обрабатывать горизонтальный токарный станок, показана на рисунке.
Основное движениетокарный станок двигателя- это вращательное движение шпинделя, а движение подачи — это линейное движение инструмента. Подача обычно выражается движением инструмента на шпиндель в M / R. При нарезании резьбы существует только одно сложное основное движение, а именно движение винта, которое можно разложить на движение вращения шпинделя и движение инструмента. Если вам нужна более быстрая обработка резьбы или вам необходимо массовое производство большого количества деталей, тогдаТокарно-винторезный станок с ЧПУхороший выбор. Кроме того, на токарном станке есть необходимые вспомогательные движения. Например, чтобы обработать шерсть до требуемого размера, токарный станок также должен иметь режущее движение (режущее движение обычно перпендикулярно направлению движения подачи, и рабочий перемещает резцедержатель вручную на горизонтальном токарном станке) . Некоторые токарные станки также имеют быстрое продольное и поперечное перемещение держателя инструмента.
Некоторые токарные станки также имеют быстрое продольное и поперечное перемещение держателя инструмента.
Основным параметром горизонтального токарного станка является максимальный диаметр поворота заготовки на станине, а вторым — максимальная длина заготовки. Эти два параметра указывают на максимальный предельный размер обрабатываемой детали на токарном станке, а также отражают размер станка, поскольку основные параметры определяют высоту оси шпинделя от направляющей рельса корпуса токарного станка, а также Вторые основные параметры определяют длину станины токарного станка.
Состав токарных станков
Горизонтальный токарный станок в основном обрабатывает различные детали осей, втулок и дисков. Его форма показана на рисунке, а его основная группа состоит из трех частей.
Компоненты включают корпус шпинделя, держатель инструмента, заднюю бабку, коробку подачи, коробку скольжения, станину и т.
Горизонтальный токарный станок
1 передняя бабка
2 держателя ножа
3 задняя бабка
4 сп.
5 правых ножек кровати
6 световых полос
7 винт
8 раздвижная коробка
9 левая нога
10 ящик для кормления
11 подвесной колесный механизм
I. Коробка шпинделя
Передняя бабка закреплена на левом конце станины, а главный вал и механизм передачи с регулируемой скоростью установлены внутри, а заготовка зажимается на переднем конце шпинделя через патрон. Функция передней бабки состоит в том, чтобы поддерживать главный вал и передавать мощность на главный вал через механизм передачи с регулируемой скоростью, так что главный вал заставляет заготовку вращаться с заданной скоростью для реализации основного движения.
2. Держатель инструмента
Держатель инструмента установлен на направляющей держателя инструмента станины и может перемещаться в продольном направлении по направляющей. Компонент держателя инструмента состоит из нескольких слоев держателей инструмента. Его функция — зажимать токарный инструмент для продольной, поперечной или наклонной подачи.
3. Задняя бабка
Задняя бабка установлена на рельсе держателя инструмента станины и может регулироваться в продольном направлении вдоль рельса. Его функция — поддерживать длинную заготовку верхним концом или устанавливать инструмент для обработки отверстий, такой как сверло или нож для пельменей, для обработки отверстий. Установите сверло на заднюю бабку, заготовку можно просверлить, чтобы токарный станок работал как радиально-сверлильный станокВот.
4. Кровать
Кровать установлена на левой и правой ножках и предназначена для поддержки основных компонентов и поддержания точного относительного положения или траектории во время работы.
5. Слайд-бокс
Ползунок закреплен в нижней части держателя инструмента для перемещения держателя инструмента вместе в продольном направлении. Его роль заключается в пропускании коробки подачи через световую полосу.
Движение от (или ходового винта) передается держателю инструмента, позволяя держателю инструмента достигать продольной подачи, поперечной подачи, быстрого перемещения или нарезания резьбы. Джойстик снабжен различными джойстиками или кнопками.
Джойстик снабжен различными джойстиками или кнопками.
6. Коробка подачи
Коробка подачи прикреплена к левой передней стороне станины и имеет механизм изменения механизма подачи для изменения подачи двигателя или шага обработанной резьбы.
Этапы работы токарного станка
1. Осмотр перед поездкой
1.1 Заполните диаграмму машинной смазки соответствующей смазкой.
1.2 Проверьте электрическое оборудование каждого отделения, ручку, детали трансмиссии, защитные и ограничительные устройства на полноту и надежность.
1.3 Каждая шестерня должна быть в нулевом положении, а ремень должен быть натянут.
1.4 На поверхности кровати не допускается непосредственное хранение металлических предметов, чтобы не повредить поверхность кровати.
1.5 Обрабатываемая деталь, отсутствие мутного песка, предотвращение попадания грязевого песка в каретку и шлифование направляющей.
1.6 Перед зажимом заготовки необходимо провести пробный пуск на токарном станке на пустом токарном станке, чтобы убедиться, что все в порядке, прежде чем можно будет загрузить заготовку.
2. Рабочие процедуры
2.1 Когда заготовка находится в хорошем состоянии, сначала запустите насос смазочного масла, чтобы давление масла могло достичь требований станка перед запуском.
2.2 При регулировке сменного суппорта, когда колесо отрегулировано, необходимо отключить питание. После регулировки необходимо затянуть все болты, вовремя вынуть гаечный ключ, а заготовку снять для пробной эксплуатации.
2.3 Сразу после загрузки и разгрузки заготовки снимите плавающий гаечный ключ патронного ключа и заготовку.
2.4 Задняя бабка и кривошипная рукоятка станка должны быть отрегулированы в соответствующее положение в соответствии с потребностями обработки и затянуты или зажаты.
2.5 Заготовка, инструмент и приспособление должны быть надежно закреплены. Инструмент с плавающей силой должен выдвигать ножевую часть в заготовку для запуска станка.
2.6 При использовании центральной рамы или держателя инструмента центр должен быть отрегулирован, хорошо смазан и поддержан.
2.7 При обработке длинномерных материалов выступающая часть за шпинделем не должна быть слишком длинной. Если он слишком длинный, следует установить загрузочную раму и повесить знак опасности.
2.8 При кормлении нож должен находиться близко к работе, чтобы избежать столкновения; скорость каретки должна быть равномерной. При смене инструмента инструмент должен находиться на соответствующем расстоянии от заготовки.
2.9 Режущий инструмент должен быть закреплен, а длина токарного инструмента обычно не более чем в 2,5 раза превышает толщину ножа.
2.1.0 При обработке эксцентриковых деталей необходимо иметь соответствующий противовес, чтобы уравновесить центр тяжести патрона, и скорость транспортного средства должна быть соответствующей.
2.1.1. Если карта выходит за пределы обрабатываемой детали за пределами фюзеляжа, необходимо принять защитные меры.
2.1.2 Регулировка настройки инструмента должна быть медленной. Когда режущая кромка инструмента находится на расстоянии 40-60 мм от положения обработки детали, следует использовать ручную или рабочую подачу вместо прямой подачи.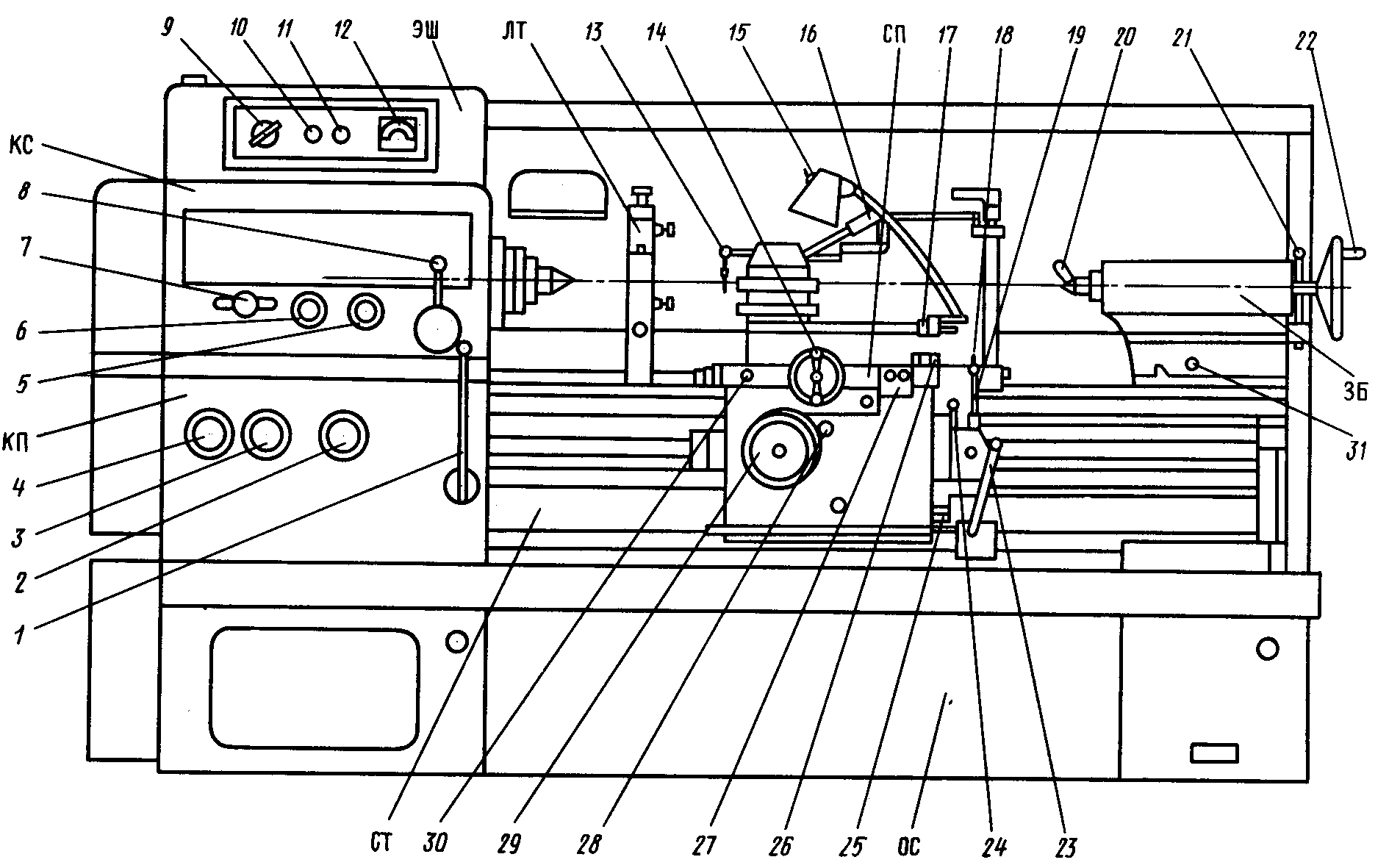
2.1.3 При хонинговании заготовки напильником держатель инструмента следует отвести в безопасное положение. Оператор должен смотреть на патрон правой рукой вперед и левой рукой сзади. Заготовку со шпоночной канавкой на поверхности обрабатывать напильником не разрешается.
2.1.4 Когда внешний круг заготовки полируется абразивной тканью, оператор должен осветить два конца абразивной ткани в соответствии с позой, указанной в вышеуказанной статье. Не держите пальцем абразивную ткань для полировки внутреннего отверстия.
2.1.5 Когда инструмент перемещается автоматически, небольшой держатель инструмента должен быть установлен заподлицо с основанием, чтобы основание не ударялось о патрон.
2.1.6 При резке больших или тяжелых заготовок или материалов следует оставлять достаточный припуск на обработку.
3. Парковка
3.1 Выключите питание и снимите заготовку.
3.2 Каждую ручку сбивают в нулевое положение, а инструменты очищают и очищают.
3.3 Проверьте состояние каждого защитного устройства.
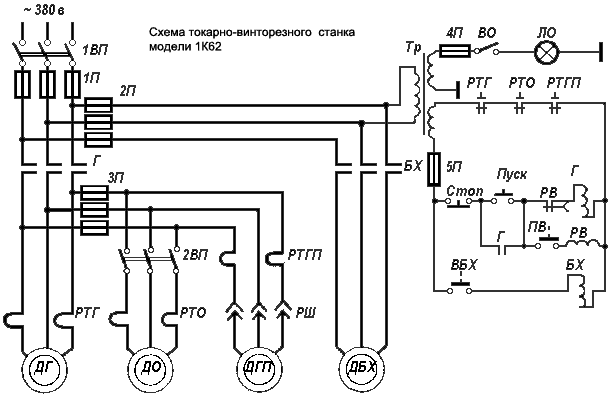
Схема токарного станка
Среди металлообрабатывающих устройств, применяемых в промышленности, наиболее многочисленными представителями являются токарные станки. Типовая схема токарного станка, в целом, подходит для всех видов этого оборудования. Однако, существенные различия имеются в их типах и размерах.
Содержание
Основные параметры токарных станков
Прежде всего, каждый станок характеризуется максимально допустимым диаметром детали, которая может обрабатываться над станиной. Чаще всего, это значение выражается в виде общей высоты центров, позволяющей точно определить величину допустимого радиуса детали.
Обязательно учитывается расстояние между обоими центрами, означающее максимальную длину обрабатываемой детали. При этом, задняя бабка находится в крайнем правом положении.
В зависимости от высоты центров, все токарные станки состоят из трех основных групп:
- Мелкие – высота центра составляет до 150 мм, расстояние между центрами – не более 750 мм.
- Средние – высота центра составляет от 150 до 300 мм, расстояние – от 1000 до 1500 мм.
- Крупные – высота составляет более 150 мм, расстояние – 1500 мм и более.
Типы токарных станков
В зависимости от своего назначения, схема токарного станка может отличаться от типа устройства.
Существуют следующие виды токарных станков:
- Станки токарно-винторезного типа, с помощью которых выполняются все основные токарные работы, в том числе и нарезание резьбы с применением резца. Они имеют ходовой винт.
- Станки без ходового винта позволяют производить все работы, кроме нарезки резьбы с помощью резца.
- Станки лобовые имеют в конструкции планшайбу с большим диаметром, позволяющую обтачивать крупные детали с небольшой длиной – маховики, шкивы и прочие.
- Станки карусельного типа оборудованы вертикальной осью вращения. Диаметр их стола может достигать 25 метров.
- Многорезцовые станки применяются в тех случаях, когда конструкция деталей предполагает одновременное использование сразу нескольких резцов для обработки.

- Револьверные станки используются при обработке большого количества одинаковых деталей. Большинство таких деталей идет в обработку с заранее просверленными осевыми отверстиями.
- Более производительными считаются автоматические и полуавтоматические станки. Нередко, применяются станки с высокой точностью, которые позволяют обрабатывать коленчатые валы, прокатные валики и другие аналогичные детали.
Конструкции токарных станков постоянно улучшаются и совершенствуются. Благодаря своим качествам, они занимают ведущее место во всех отраслях промышленности, связанных с металлообработкой.
Какой двигатель использовать в самодельном токарном станке
Высота установки розеток и выключателей, правила и стандарты расположения
Цифровые антенны для дачи с усилителем: критерии выбора
Мультиметр: назначение, виды, обозначение, маркировка, что можно измерить мультиметром
Реверсивный пускатель: подключение и запуск, настройка реверса
Выключатель с подсветкой: установка, подключение, схема
Дефлектор вентиляционный: вытяжное устройство на трубу, как защитить дымоход от осадков
Схема токарного станка и объяснение деталей
by MechCollege
Токарный станок — одно из самых революционных изобретений в машиностроении, которое выводит все на новый уровень. Это основная машина в металлургической промышленности, которая также используется в деревообрабатывающей промышленности.
Заготовка соединена с вращающимся валом, и режущий инструмент используется для удаления материалов с вращающейся заготовки. В этой статье вы узнаете о различных частях токарного станка и их функциях.
Схема станка токарного станка
Передняя бабка
Передняя бабка токарного станка — это сторона, на которой мы закрепляем заготовку. Таким образом, он может подавать питание на заготовку и состоит из переключателя скорости, шпинделя и патрона.
1. Шпиндель
Шпиндель, также известный как шпиндель заготовки, используется для обеспечения вращательного движения патрона, а затем заготовки. И это вал, который используется для передачи мощности.
В обычном настольном токарном станке два шпинделя. Один принадлежит передней бабке, а другой — задней бабке. Таким образом, каждый шпиндель известен как шпиндель передней бабки и шпиндель инструментальной бабки.
Один принадлежит передней бабке, а другой — задней бабке. Таким образом, каждый шпиндель известен как шпиндель передней бабки и шпиндель инструментальной бабки.
2. Патрон
Патрон — это тип зажима, который мы используем для удерживания заготовки в радиальной симметрии. Однако существуют различные механизмы зажима заготовки с радиальной симметрией. В результате в токарных станках используется несколько разных патронов. А они следующие.
- Трехкулачковый патрон: для зажима круглых и многоугольных форм (проще, чем четырехкулачковый патрон)
- Четырехкулачковый патрон: идеален для зажима неправильных форм, поскольку он более гибкий, а также для работы с многогранными формами
- Цанговый патрон: для фиксации инструментов и заготовок (более плотный зажим)
- Гидравлический патрон: Для более точного удержания инструментов и заготовок.
- Пневматический патрон: Идеально подходит для крепления труб
- Сверлильный патрон: Для сверления заготовок
- Магнитный патрон: для удержания заготовок небольшой длины, но большого диаметра
- Шпиндель задней бабки
- Маховик задней бабки
- Замок шпинделя задней бабки
- Седло: ч. Структура формы и поддерживает перекрестные движения поперечного слайда
- Фартук: Для управления кормом
- Станина токарного станка
- Передняя бабка
- Шпиндель
- Патрон 900 28
- Задняя бабка
- Каретка
- Седло
- Поперечные салазки
- Составная опора
- Стойка инструмента
- Фартук
- Двигатель
- Ходовой винт
- Подающий стержень
- Механизм нарезания резьбы
- Поддон для стружки
- Коробка передач
- Охлаждающие устройства
- Ножки
- Плоские направляющие
- Перевернутые V-образные направляющие
- Резьбовое
- Фланцевое
9005 3
3.
 Переключатель скорости
Переключатель скорости
Как Как следует из названия, переключатель скорости используется для управления скоростью вращения заготовки. Поскольку шпиндель напрямую соединен с патроном, а заготовка напрямую соединена с патроном, скорость заготовки такая же, как и скорость шпинделя.
Задняя бабка
Задняя бабка обеспечивает поддержку заготовки по центру вращения. И он расположен на противоположной стороне грифа. И инструментальный состав состоит из нескольких компонентов.
Станина
Балка является базовой конструкцией токарного станка, которая поддерживает все основные компоненты токарного станка, включая переднюю и заднюю бабки. В токарных станках по металлу станина изготавливается из металлов и чаще всего из чугуна.
Каретка
Каретка используется для подачи и изменения угла инструмента в соответствии с требованиями. Он расположен между передней и задней бабками. И в вагоне есть два основных компонента.
Он расположен между передней и задней бабками. И в вагоне есть два основных компонента.
Свиной. бабка к каретке. Поскольку он используется для передачи мощности, его также называют силовым винтом.
Кроме того, передняя бабка имеет вращательное движение, а также ходовой винт. И затем это переводится в линейное движение.
Ходовой винт используется для нарезания резьбы.
Подающий стержень
Подающий стержень используется для передачи мощности на каретку, как и в ходовом винте. Однако мы не можем использовать подающий стержень для нарезания резьбы. Таким образом, он используется для подачи каретки и поперечного суппорта.
20 основных частей токарного станка: названия, функции и схема
Токарный станок — это станок, используемый для вращения различных заготовок вокруг одной оси для выполнения различных операций, таких как торцовка, токарная обработка, резка, токарная обработка конусов, накатка, сверление и т. д. Он помогает изготовить готовый объект. Различные отдельные части токарного станка вносят свой вклад или действуют, чтобы дать вам готовый продукт. Эти детали изготовлены с высокой точностью, чтобы получить лучший результат на машине. Его сборка сложна, и он имеет более высокую точность в каждой операции. В этой статье вы найдете всю информацию о различных частях токарного станка и его функциях.
д. Он помогает изготовить готовый объект. Различные отдельные части токарного станка вносят свой вклад или действуют, чтобы дать вам готовый продукт. Эти детали изготовлены с высокой точностью, чтобы получить лучший результат на машине. Его сборка сложна, и он имеет более высокую точность в каждой операции. В этой статье вы найдете всю информацию о различных частях токарного станка и его функциях.
Содержание
Детали токарного станка Схема
Названия деталей токарного станка
Детали токарного станка
1.
 Станина станка
Станина станка
Станина станка является жесткой и прочной частью станка. Обычно он изготавливается из чугуна, потому что он твердый и поглощает вибрации. Это позволяет избежать прогиба из-за большой рабочей нагрузки.
Передняя бабка находится с левой стороны, а задняя бабка — с правой стороны станины. Коляска опирается на кровать и скользит по ней.
Наверху станины токарного станка имеются направляющие для перемещения по ней задней бабки и каретки.
Эти направляющие тщательно обработаны, чтобы сделать их параллельными друг другу и обеспечить опорные и скользящие поверхности для скольжения задней бабки и каретки. Это высокая износостойкость.
Существует два типа направляющих.
Плоские направляющие обеспечивают высокую опорную поверхность, минимальный износ и легко чистятся. Перевернутые V-образные направляющие обеспечивают лучшее выравнивание и лучшую направляющую для задней бабки и каретки. Помогает свалить щепки с кровати.
Помогает свалить щепки с кровати.
2. Передняя бабка
Крепления передней бабки с левой стороны станины станка. Он помогает вращать разные заготовки с разной скоростью с помощью патрона. Шпиндель, патрон, шестерни, зубчатая передача, переключатель скорости и подачи находятся внутри отливки передней бабки.
3. Шпиндель
Материал шпинделя — никель или углеродистая хромистая сталь. Осевая линия шпинделя и осевая линия токарного станка идеально совпадают друг с другом.
Полый изнутри. Таким образом, через него может пройти длинный стержень. Передний конец шпинделя может удерживать конусную часть.
Существует два типа шпинделей.
Резьбовое исполнение содержит приводную пластину, планшайбу и патрон, а фланцевое позволяет их прикрепить.
Требуется шпиндель с двумя подшипниками в передней бабке с обеих сторон. Это может быть шариковый, втулочный или роликовый подшипник, и его выбор зависит от типа применения, нагрузки, скорости и точности.
4. Патрон
Патрон предназначен для удержания заготовки в процессе обработки. Он может жестко и быстро удерживать заготовки неправильной формы.
Патрон крепится к задней пластине с помощью болта, а задняя пластина привинчивается к носику шпинделя. Необходимо точное совмещение патрона с осью станка.
Различные типы патронов
Четырехкулачковый патрон-
Четырехкулачковый патрон имеет четыре кулачка, которые скользят в пазу для обеспечения надежного захвата заготовок различной формы. В некоторых случаях каждая челюсть может двигаться независимо, вращая винт.
С помощью патрона мы можем зажимать полые детали изнутри и снаружи. Захватные поверхности четырех губок одновременно оказывают давление на наружный диаметр трубы для зажима.
В то время как при зажиме изнутри внешние поверхности захвата одновременно оказывают давление на внутренние поверхности трубы.
Трехкулачковый универсальный патрон-
Универсальный патрон состоит из трех кулачков, одновременно скользящих в пазу для зажима заготовок. Мы можем уменьшить расстояние между тремя кулачками, повернув ключ в пазу патрона.
Мы можем уменьшить расстояние между тремя кулачками, повернув ключ в пазу патрона.
Этот патрон подходит для быстрого захвата круглых, шестиугольных и подобных им форм. Он имеет меньшую захватывающую способность, чем четырехкулачковый патрон.
Патрон с пневматическим или гидравлическим приводом —
Он состоит из гидравлического или пневматического цилиндра, установленного на задней стороне передней бабки. Во время зажима гидравлическое масло или сжатый воздух подается через клапаны в цилиндры.
Итак, поршень скользит в цилиндр, и эти поршни соединяются с губками, чтобы открываться и закрываться.
Магнитный патрон-
Эти патроны подходят только для черных металлов. Этот тип патрона подходит для тех металлов, которые не выдерживают давления, оказываемого кулачками других типов патронов.
В большинстве случаев присутствует электромагнит, создающий магнитную силу для зажима заготовки. Когда мы включаем питание, возникает поток, создающий магнитную силу.
Во время удаления заготовки мы можем отключить питание. Используя «хранители», мы можем закоротить цепь и предотвратить прохождение флюса через заготовку.
Цанговый патрон-
Подходит для удержания длинных деталей. Эти детали проходят через шпиндель и крепятся к цанге с переднего конца шпинделя.
Форма набора круглая, шестигранная и т.д. в зависимости от типа заготовки. Цанга имеет наружную продольную резьбу.
При закреплении насадки в шпинделе в отверстие патрона вставляется ключ для зацепления резьбы с цангой для лучшей фиксации. Ослабив ключ, мы можем высвободить цангу.
Комбинированный патрон-
Комбинация четырехкулачкового патрона и универсального патрона. Мы можем двигать их челюсти независимо друг от друга или с помощью некоторых настроек мы можем двигать их челюстями одновременно.
Сверлильный патрон
Используется для удержания сверл с хвостовиком или метчиков при выполнении соответствующих операций.
5.
 Задняя бабка
Задняя бабка
Крепления задней бабки с правой стороны станины. Он поддерживает заготовку во время обработки и удерживает инструмент во время сверления, нарезания резьбы, развертывания и т. д.
В зависимости от длины заготовки мы можем перемещать заднюю бабку по направляющим и регулировать ее на определенном расстоянии.
В корпусе задней бабки шпиндель предназначен для сверления отверстий, нарезания резьбы, развертывания и т. д. Шпиндель может перемещаться наружу или внутрь с помощью маховика, имеющего квадратный винт с резьбой, соединенный со шпинделем.
Для зацепления винта с квадратной резьбой со шпинделем втулка находится на задней стороне шпинделя с аналогичной резьбой для обеспечения хорошего сцепления. Передний конец шпинделя имеет конусность в поперечном сечении для более удобной фиксации инструмента.
Вращая маховик по часовой стрелке и против часовой стрелки, мы можем перемещать шпиндель с инструментом в четвертую и обратно.
Мы можем зажать шпиндель нужной длины с помощью шпиндельного зажима. Чтобы привязать заднюю бабку в определенном положении, необходимо использовать фиксирующий рычаг.
Чтобы привязать заднюю бабку в определенном положении, необходимо использовать фиксирующий рычаг.
Чтобы снять инструмент с задней бабки, мы можем повернуть маховик в крайнее заднее положение, чтобы коснуться колесного винта на задней стороне инструмента, чтобы применить давление.
6. Каретка
Каретка представляет собой комбинацию частей для направления, перемещения, поддержки и управления движением режущего инструмента. Он состоит из следующих частей.
7. Седло
Седло представляет собой Н-образную отливку, которая подходит к станине и скользит по направляющим. Поперечные салазки и инструментальная стойка являются частью седла.
8. Поперечные салазки
Это обработанная деталь в форме ласточкиного хвоста, которая вставляется в седло для обеспечения поперечного движения под прямым углом к оси токарного станка. С помощью маховика поперечного салазка мы можем перемещать поперечный салазок.
9. Составная опора
Составная опора Крепление на поперечных салазках, имеющее круглую шкалу угла. Его функция состоит в том, чтобы расположить составной упор под определенным углом для получения угловых и конусных разрезов.
Его функция состоит в том, чтобы расположить составной упор под определенным углом для получения угловых и конусных разрезов.
С помощью составной рукоятки мы можем дать движение. Это ручная операция. Рукоятка составного упора имеет микрометрическую направляющую для определения глубины пропила.
10. Стойка для инструмента
Стойка для инструмента Крепление на верхней части составного упора для фиксации и регулировки инструмента. Мы можем зажать инструмент, такой как одноточечный режущий инструмент, накатной инструмент и т. Д., Для выполнения операции.
11. Фартук
Фартук содержит шестерни, рычаги, муфты и т.д. при работе каретки. Он играет основную роль в автоматической подаче.
Используя разрезную гайку с ходовым винтом, мы можем сделать внутреннюю или внешнюю резьбу на объекте. Маховик фартука помогает перемещать каретку вперед и назад.
12. Двигатель
Является источником питания токарного станка. Когда двигатель включается, он передает вращательное движение через ременную, цепную или зубчатую передачу на шпиндель передней бабки.
Благодаря этому патрон вращается с определенной скоростью.
13. Ходовой винт
Ходовой винт представляет собой длинный вал с квадратной резьбой . Он срабатывает только во время нарезания резьбы. Он обеспечивает автоматическое линейное движение во время процесса нарезания резьбы.
В идеальных условиях обеспечивает движение при сверлении и точении.
14. Подающий стержень
Подающий стержень помогает передавать движение от шпинделя токарного станка к фартуку в сборе с помощью подающего стержня. Там так много механизмов передач для передачи движения.
Стержни подачи помогают при точении, подрезке и других операциях на токарном станке, придавая движение каретке.
15. Механизм нарезания резьбы
Механизм работает по принципу полугайки. Этот механизм зацепляет или расцепляет каретку с ходовым винтом. Закрытие полугайки позволяет каретке перемещаться на фиксированное расстояние.
Разрезная гайка используется только при нарезании резьбы, не для других операций.
