Пресс ковочный гидравлический: Прессы ковочные гидравлические — ООО «Самстал»
Содержание
Гидравлический пресс. Гидравлический ковочный пресс. Пресс цилиндр.
Гидравлические прессы являются кузнечными машинами статического действия. В зависимости от технологического назначения их подразделяют на ковочные, штамповочные, листоштамповочные, гибочные, профильные и др.
Привод гидравлических прессов осуществляется с помощью жидкости высокого давления, подаваемой в гидроцилиндры от насосных или насосно-аккумуляторных станций. Скорость рабочих органов в гидравлических прессах не превышает 0,5 м/с.
Ввиду отсутствия в гидропрессах механических передач эти машины имеют сравнительно простую конструкцию. Ковочные гидравлические прессы конструируют усилием до 150 МН, штамповочные – до 750 МН.
Основными узлами гидравлических прессов являются станина, подвижная поперечина, рабочие и возвратные цилиндры, стол (подвижный или неподвижный), гидравлические выталкиватели.
Станины гидравлических прессов выполняется преимущественно рамного типа. При этом большинство прессов имеют станины колонного типа, состоящие из двух неподвижных поперечин и четырех колонн. Выпускаются прессы со сварными рамными станинами. Наиболее мощные и уникальные прессы имеют станины из С-образных скоб.
Выпускаются прессы со сварными рамными станинами. Наиболее мощные и уникальные прессы имеют станины из С-образных скоб.
В верхней части станин размещается главный силовой орган пресса, развивающий основное технологическое усилие и представляющий собой один или группу цилиндров, обычно плунжерного типа. Плунжеры гидроцилиндров опираются на подвижную поперечину пресса, скользящую по колоннам станины или по направляющим. К нижней плоскости подвижной поперечины крепится верхняя половина рабочего инструмента. Нижняя половина инструмента устанавливается на столе, расположенном на нижней неподвижной поперечине.
Ход подвижной поперечины вверх осуществляется с помощью возвратных цилиндров обычно плунжерного типа. Цилиндры монтируются или на нижней или на верхней неподвижной поперечине. Плунжеры возвратных цилиндров воздействуют на подвижную поперечину.
Гидравлические прессы оснащаются подвижными столами для смены и установки инструмента, а также выталкивателями для удаления изделий из штампов.
Изучаемый гидравлический пресс усилием 2000 кН модели П-457 представлен на рисунке 1.
Рисунок 1 -Гидравлический пресс модели П-457
1 – цилиндр рабочий; 2 – плунжер; 3 – цилиндр возвратный; 4 – плунжер;
5 – колонна; 6 – гайка колонны; 7 – поперечина верхняя; 8 – поперечина подвижная;
9 – поперечина нижняя; 10 – гидроцилиндр выталкивателя; 11 – ограничитель хода
Пресс предназначен для ковки, горячей объемной и холодной листовой штамповки из углеродистых и легированных сталей, а также прессования изделий из цветных металлов и их сплавов.
Гидравлический пресс модели П-457 является одноцилиндровым. Рабочий цилиндр 1 плунжерного типа с опорой на бурт смонтирован в верхней неподвижной поперечине 7, его плунжер 2 под давлением рабочей жидкости перемещает подвижную поперечину 8 вниз. Обратный ход подвижной поперечины 8 осуществляется с помощью двух возвратных цилиндров 3 с плунжерами 4, установленных диагонально в приливах нижней поперечины прес-са 9.
Верхняя неподвижная поперечина 7 связана с основанием 9 четырьмя колоннами 5. Колонны установлены в расточках верхней поперечины и основания и жестко в них закреплены с помощью гаек 6. Таким образом, две неподвижных попе-речины (7 и 9) и четыре колонны 5 образуют жесткую пространственную конструкцию, внутри которой расположена подвижная поперечина 8.
Колонны проходят через отверстия в подвижной поперечине и служат для неё направляющими. На колоннах станины у нижней поперечины смонтированы разъемные ограничители хода 11 подвижной поперечины. С их помощью предупреждается возможность аварийного выхода плунжера 2 из рабочего цилиндра 1. В нижней попе-речине по оси пресса смонтирован выталкиватель в виде гидроцилиндра 10. Пресс установлен на бетонном фундаменте и скреплен с ними анкерными болтами. Привод пресса – насосный, рабочая жидкость – водная эмульсия, номинальное рабочее давление – 20 МПа.
Устройство рабочего цилиндра пресса показано на рисунке 2. Рабочий цилиндр пресса состоит из следующих деталей: литого корпуса 1 цилиндра (сталь 35Л), рабочего плунжера 2, направляющей бронзовой втулки (буксы) 3, уплотнительных шевронных манжет 4, нажимной втулки 5, фланца 6, поджимаемого гайками 7 на шпильках 8. В верхней части цилиндра имеется отверстие 9 для подвода рабочей жидкости. Снаружи корпуса цилиндра в его нижней части имеется бурт 10, которым рабочий цилиндр опирается на станину при воздействии плунжера на поковку. От выпадения из верхней поперечины вниз рабочий цилиндр удерживается фланцем (на рисунке 2 не показан).
В верхней части цилиндра имеется отверстие 9 для подвода рабочей жидкости. Снаружи корпуса цилиндра в его нижней части имеется бурт 10, которым рабочий цилиндр опирается на станину при воздействии плунжера на поковку. От выпадения из верхней поперечины вниз рабочий цилиндр удерживается фланцем (на рисунке 2 не показан).
Рабочим пространством пресса является пространство (см. рисунок 1) между подвижной и нижней неподвижной поперечинами (по вертикали) и между ходоограничителями 11 колонн в свету (по горизонтали). В этом пространстве устанавливаются рабочие бойки (при ковке) или штампы (при штамповке).
При подаче жидкости от насоса в рабочий цилиндр пресса поперечина движется вниз, совершая сначала холостой ход (ход приближения к поковке), а затем рабочий ход. Жидкость из возвратных цилиндров при этом вытесняется в сливной бак. После совершения рабочего хода жидкость от насоса подается в возвратные цилиндры, а рабочий цилиндр соединяется со сливным баком, и подвижная поперечина 8 совершает возвратный ход. Управление потоками жидкости осуществляется с помощью клапанного распределителя и рукоятки управления.
Управление потоками жидкости осуществляется с помощью клапанного распределителя и рукоятки управления.
Рисунок 2 — Рабочий цилиндр пресса
1 – цилиндр; 2 – плунжер; 3 – втулка направляющая;
4 – манжета уплотнительная; 5 – втулка нажимная; 6 – фланец; 7 – гайка;
8 – шпилька; 9 – отверстие для подвода жидкости; 10 – бурт
Гидравлический ковочный пресс — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Гидравлический ковочный пресс и схема его установки представлены на фиг. Рабочий ( главный) цилиндр пресса 1 закрепляется в верхней ( неподвижной) поперечине 3, называемой иначе архитравом.
[1]
Роль гидравлических ковочных прессов для свободной ковки значительно возросла. Однако необходимость замены молотов меньшего тоннажа ковочными прессами недостаточно осознана, хотя имеются примеры такой замены ( ковка вагонных осей), давшие положительные результаты.
[2]
Ковку ведут на гидравлическом ковочном прессе усилием 2000 тс. Исходный слиток нагревают до И 50 С, после чего оттягивают хвостовик, производят бил-летировку на 0 630 мм и отрубают донную часть слитка. Для биллетировки используют комбинированные бойки и патрон. После вторичного нагрева слиток осаживают на 0 1050 мм и затем протягивают на 0 620 мм. Для осадки применяют нижнюю с отверстием и верхнюю сферическую плиты.
[3]
ПО представлен вертикальный четырехколонный чисто гидравлический ковочный пресс усилием 3000 г. Из условий осадки слитков пресс имеет большую высоту.
[4]
В частности, у тяжелого гидравлического ковочного пресса усилием 10 000 т типа П161 были установлены на колоннах четыре дифференциальных индуктивных датчика, которые обеспечивали подачу сигнала при перегрузке пресса.
[5]
| Схема гидравлического ковочного пресса.
[6] |
На рис. 16.26 представлена схема гидравлического ковочного пресса. На верхней неподвижной поперечине укреплен цилиндр 7, на нижней — возвратные цилиндры / и нижний боек. В цилиндрах соответственно расположены рабочий 5 и возвратный 2 плунжеры. Рабочий плунжер скреплен с подвижной поперечиной 3, на которой крепится верхний боек. При рабочем ходе в рабочий цилиндр 7по трубопроводу и1 под давлением поступает жидкость ( водная эмульсия или минеральное масло) и подвижная поперечина опускается вместе с верхним бойком вниз. При этом жидкость из возвратных цилиндров 1 вытесняется плунжерами в сливной бак. При обратном ходе жидкость под давлением подается в возвратные цилиндры / по трубопроводу 10, а из рабочего цилиндра вытесняется плунжером 5 в сливной бак.
16.26 представлена схема гидравлического ковочного пресса. На верхней неподвижной поперечине укреплен цилиндр 7, на нижней — возвратные цилиндры / и нижний боек. В цилиндрах соответственно расположены рабочий 5 и возвратный 2 плунжеры. Рабочий плунжер скреплен с подвижной поперечиной 3, на которой крепится верхний боек. При рабочем ходе в рабочий цилиндр 7по трубопроводу и1 под давлением поступает жидкость ( водная эмульсия или минеральное масло) и подвижная поперечина опускается вместе с верхним бойком вниз. При этом жидкость из возвратных цилиндров 1 вытесняется плунжерами в сливной бак. При обратном ходе жидкость под давлением подается в возвратные цилиндры / по трубопроводу 10, а из рабочего цилиндра вытесняется плунжером 5 в сливной бак.
[7]
Из механических мультипликаторов для привода гидравлических ковочных прессов наибольшее распространение получил кривошипный мультипликатор, под которым подразумевают одноцилиндровый насос простого действия без клапанов. Объем, вытесняемый его плунжером за один ход, равен объему воды высокого давления, потребляемому за единичный ход пресса.
Объем, вытесняемый его плунжером за один ход, равен объему воды высокого давления, потребляемому за единичный ход пресса.
[8]
В кузнечном цехе ковки крупного завода тяжелого машиностроения имеется гидравлический ковочный пресс усилием 10000 — 15000 тс и несколько гидропрессов усилием от 500 до 2000 тс. У пресса усилием 15000 тс располагают 6 — 8 печей, каждая из которых оборудована выдвижным подом на роликах. Слитки и поковки загружают в печи, выгружают из них, подают к прессу при помощи мощных мостовых кранов усилием до 350 тс и специального кантователя, подвешенного к крюку крана. У прессов меньшего усилия слитки и поковки перемещает специальная машина — манипулятор.
[9]
Наладка и регулирование работы кузнечных и штамповочных молотов с весом падающих частей до 1 5 Т, механических и гидравлических ковочных прессов усилием до 800 Т, фрикционных и кривошипных прессов усилием до 300 Т и горизонтально-ковочных машин с диаметром исходного прутка до 2 дюймов. Подогрев штампов, бойков, матриц до требуемой температуры. Участие в работе подготовительных смен по наладке и переналадке штампов, а также в текущем ремонте молотов, прессов и штампов.
Подогрев штампов, бойков, матриц до требуемой температуры. Участие в работе подготовительных смен по наладке и переналадке штампов, а также в текущем ремонте молотов, прессов и штампов.
[10]
| График Fo-Bi для обкатки и протяжки. Температура нагрева 1300 С.
[11] |
На рис. 41 дан график изменения температуры контактной поверхности и в центре кузнечной заготовки при ее ковке на гидравлическом ковочном прессе.
[12]
Правильность выбора оборудования должна быть оценена с точки зрения его загрузки, экономически обоснованной выгодности применения механизации, в том числе: обслуживания ковочных пневматических молотов 0 5 — 1 0 т безрельсовыми манипуляторами, подвесными посадочными машинами, поворотными столами; обслуживания паровоздушных ковочных молотов 1 0 — 5 0 m рельсовыми и безрельсовыми манипуляторами, подвесными посадочными машинами, поворотными столами, посадочными вилками; обслуживания гидравлических ковочных прессов усилием 500 — 1000 т рельсовыми манипуляторами для подачи инструмента и поворотными столами.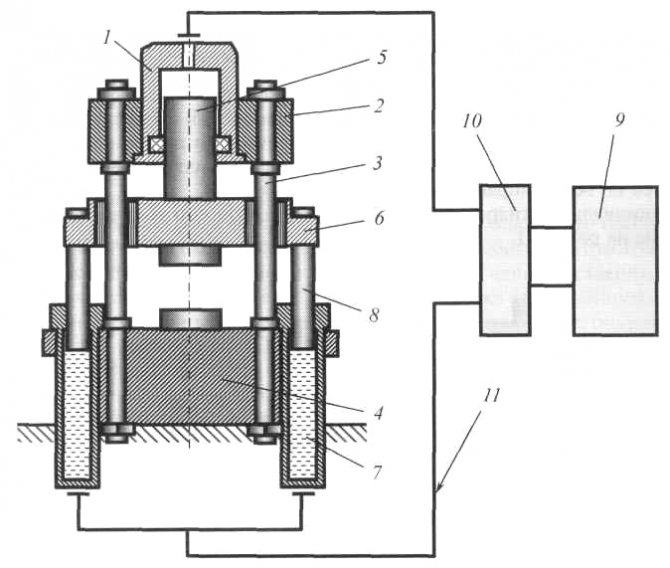
[13]
Наладка и регулирование работы кузнечных и штамповочных молотов с весом падающих частей свыше 8 Т, механических и гидравлических ковочных прессов усилием свыше 5000 Т, горизонтально-гибочных прессов ( бульдозеров) усилием свыше 300 Т, горизонтально-ковочных машин с диаметром исходного прутка свыше 6 дюймов и контроль правильности их работы.
[14]
Наладка и регулирование работы кузнечных и штамповочных молотов с весом падающих частей свыше 1 5 до 8 Т, механических и гидравлических ковочных прессов усилием свыше 800 до 5000 Т, фрикционных и кривошипных прессов усилием свыше 300 Т, горизонтально-гибочных прессов ( бульдозеров) усилием до 300 Т, горизонтально-ковочных машин с диаметром исходного прутка свыше 2 до 6 дюймов.
[15]
Страницы:
1
2
Anyang USA — гидравлический пресс, гидравлический пресс, ковочный пресс, ковка
The Blacksmith’s Pub Podcast: Ep 92 — James Johnson — Anyang USA (libsyn. com)
com)
Джеймс Р. Джонсон ** [email protected] ** 940 6274529 ** 2955 CR 1370 Alvord, TX 76225
Johnson Metalsmithing LLC Подпишитесь на меня в Instagram: http://www.instagram.com/james_johnson_anyang_usa
ПРЕДУПРЕЖДЕНИЕ
Внимание! Использование этих продуктов может быть чрезвычайно опасным и может привести к серьезным телесным повреждениям.
Вы, как покупатель продукта, признаете сопутствующие риски и принимаете на себя полную ответственность за травмы и ущерб, связанные с его покупкой и использованием. Таким образом, вы освобождаете нашу компанию, сотрудников и представителей от любой ответственности, связанной с ее использованием.
Ни при каких обстоятельствах не работайте с оборудованием без соответствующей подготовки и средств защиты глаз, ушей и тела. Не вносите изменения в оборудование.
Молоток и пресс Цены могут быть изменены
АВТОРСКИЕ ПРАВА © 2010 ANYANG USA и JOHNSON METALSMITHING LLC – ВСЕ ПРАВА ЗАЩИЩЕНЫ.
Annagn USA Power Hammer и Hydraulic Press с 1956 года
Последний подкаст от Blacksmithspub
Стоимость прессы:
25T $ 10 350
50T 16
2 AULDANG. ковочных прессов с 1956 года. Размеры варьируются от 1000 до 8000 тонн и используются во многих автомобильных и промышленных кузнечных компаниях по всему миру. В 2017 году они приняли решение использовать свои знания о прессах и возможностях обработки для создания серии прессов, предназначенных для кузнецов, кузнецов и мелкого промышленного сектора. В этот пресс встроено много функций, которых нет в типичных печатных машинах, доступных сегодня. В настоящее время мы предлагаем как 25-тонные (метрические), так и 27,5-тонные (британские) и 50-тонные модели.
Преимущества пресса Anyang:
•Высокая скорость. (25T 2,8 дюйма в секунду/50T 2,5 дюйма в секунду)
• Тихая работа.
• Закрытая гидравлика, стальные гидравлические линии, отсутствие резиновых шлангов, которые могут сломаться или загореться. Более безопасный пресс.
• Большие верхняя и нижняя плиты с Т-образными прорезями. Большинство прессов имеют небольшие матрицы и плиты, что затрудняет использование оснастки. Т-образный тигельный стол пресса 25Т имеет площадь 93 кв. дюйма. 50T имеет площадь 170 кв. дюймов для оснастки.
• Бесконтактные переключатели перемещения вверх и вниз для более быстрой и эффективной ковки.
• Длинный ход 11,8 дюйма.
•Боковой доступ для прессования более длинных деталей.
•Важно проектирование и обработка направляющих. Система направляющих Anyang представляет собой уменьшенную версию их промышленных прессов мощностью более 1000 тонн. 25T имеет площадь направляющей поверхности 93 кв. дюйма. 50T имеет площадь поверхности 143 кв. дюйма. Большая площадь поверхности, регулировочные прокладки и сменные износные накладки делают этот пресс уникальным в отрасли. Направляющие изготовлены с высокой точностью на больших фрезерных станках. Такая высококачественная обработка недоступна на других прессах, представленных на рынке.
Направляющие изготовлены с высокой точностью на больших фрезерных станках. Такая высококачественная обработка недоступна на других прессах, представленных на рынке.
• Прочная Н-образная рама промышленного исполнения. Во многих прессах с C-образной рамой отклонений не обнаружено. Сверхбольшой масляный резервуар с фильтром обеспечивает более низкую температуру и чистоту (длительный срок службы).
Один год гарантия от AFP
Нажмите на видео ссылку, чтобы просмотреть пресс
Гидравлическая кованая пресса
. 10 лучших бьет на томах. com (включая гидравлический)
Изображение предоставлено: Эзра Моро/Shutterstock.com
Прежде всего, ковка требует прочности — после того, как металл доведен до температуры ковки, интенсивные усилия используются для придания ему заданной геометрии. До индустриализации эти силы были из ручных молотков и рабочей силы, но с потребностью в более крупных и прочных частях возникла потребность в более крупных и сильных силах. Ковочный пресс — это машина, которая медленно сжимает детали с огромной силой и является бесценным инструментом почти в каждой тяжелой промышленности. Чтобы помочь с поиском ковочного пресса, если он вас интересует, в этой статье будут рассмотрены лучшие ковочные прессы на сайте Thomasnet.com, чтобы помочь подобрать правильную модель для вашей работы.
Что такое кузнечный пресс?
Ковочный пресс (иногда называемый просто прессом) — это машина, в которой используются вертикальные цилиндры для постепенного приложения больших усилий к штампу. Кузнечный пресс не похож на мощный кузнечный молот, который многократно ударяет по открытой детали — кузнечный пресс медленно формирует кусок металла и создает равномерную пластическую деформацию по всему материалу. Штампы (или негативные формы предназначенной для ковки детали, обычно изготавливаемые из полированных сталей/прочных металлических композитов) могут быть частично открытыми (т. е. открытые штампы) или могут полностью герметизировать деталь (т. е. закрытые штампы).
С помощью этой технологии существует множество методов создания силы, которые создают различные классы кузнечных прессов. Ниже приводится краткое описание различных типов ковочных прессов в зависимости от механизма, от которого они получают свою силу:
- Гидравлический ковочный пресс — Гидравлическое давление используется для передачи больших усилий на заготовку.
 Хотя они, как правило, работают медленнее, чем другие типы, гидравлические прессы имеют более длительный контакт с заготовкой и хороши для холодной штамповки и свободной штамповки.
Хотя они, как правило, работают медленнее, чем другие типы, гидравлические прессы имеют более длительный контакт с заготовкой и хороши для холодной штамповки и свободной штамповки. - Механический кузнечный пресс — маховик, соединенный с двигателем/двигателем, генерирует энергию, которая высвобождается при включении через пневматическую муфту на поршне. Механические прессы обычно предназначены для низкопрофильных поковок в открытых штампах с выбивными/выталкивающими штифтами для самовыталкивания поковок.
- Винтовой пресс – медленно вращающийся двигатель/двигатель/привод превращает винт в поршень, который создает усилие прессования. Винтовые ковочные прессы отлично подходят для поковок с малым контактом штампа и обеспечивают постоянство и эффективную работу.
- Кузнечный пресс с сервоприводом – серводвигатель напрямую прикреплен к коленчатому валу пресса через ремень/пару шестерен и шарико-винтовые пары и давит на штампы. Он похож на гидравлический пресс в движении, но обычно рассчитан на меньшую массу и, как правило, более программируем.

Обратите внимание, что этот список не является исчерпывающим, но показывает разнообразие источников интенсивного давления ковочного пресса.
Поковки, изготовленные на кузнечном прессе, сильно отличаются от поковок, созданных традиционными методами, — они полностью и равномерно деформируются, более экономичны в расчете на одну деталь, требуют меньшей осадки и в целом дают меньше отходов. Эти прессы в настоящее время широко распространены в тяжелой промышленности и могут использоваться в качестве автоматического кузнечного оборудования в полуавтоматических или полностью автоматизированных системах.
Рекомендации по ковочному прессу
Ковочные прессы
различаются по применению, типу и даже производителю. Понимание ключевых соображений при выборе нового ковочного пресса может помочь сузить список потенциальных машин, подходящих для вашей работы. Ниже приведен краткий неисчерпывающий список вопросов, которые следует задать себе и экспертам, чтобы с самого начала исключить варианты, не соответствующие спецификации:
- Какой тип ковки вы будете делать и на каком объеме (тип пресса, скорость хода)?
- Какое желаемое усилие необходимо для изготовления деталей (сила ковки/мощность в тоннах, скорость ползуна, длина хода)?
- Каковы подходящие физический внешний размер пресса, его вес, а также внутреннее пространство, используемое при ковке (размер рабочего стола)?
- Как будет осуществляться доступ к заготовке (боковая загрузка, фронтальная загрузка и т.
 д.) и какая электроника потребуется для вашей системы (датчики/данные управления технологическим процессом, автоматизация, системы безопасности и т. д.)
д.) и какая электроника потребуется для вашей системы (датчики/данные управления технологическим процессом, автоматизация, системы безопасности и т. д.) - Какой предполагаемый материал для ковки (ковкие металлы, сталь, титан и т. д.), какие штампы будут использоваться при ковке (открытые штампы, закрытые штампы) и сколько вы готовы потратить?
10 лучших ковочных прессов на сайте Thomasnet.com
Ниже представлены 10 лучших ковочных прессов, найденных на сайте Thomasnet.com, включая механические и гидравлические ковочные прессы.
Гидравлические прессы Savage Прессы с прямой стороной
Изображение предоставлено: Гидравлический пресс для металлообработки и формовки металлов — Гидравлический штамповочный пресс | Savage Engineering (savagepress.com)
Savage Hydraulic Presses производит ковочные прессы с прямыми боковыми направляющими для формовки, штамповки, вырубки, гибки, пробивки отверстий, пробивки отверстий, обрезки, переноса, отбортовки кромок, подталкивания, выдавливания и других операций по металлообработке. Боковые прессы Savage способны развивать усилие от 115 до 350 тонн, все они полностью передаются через предварительно напряженные натяжные пути и жесткую раму. На их экраны оператора предварительно устанавливаются программируемые значения тоннажа, положения ползуна, скорости прессования и температуры инструмента, а также программы диагностики машины в случае ошибки. Их регулируемые в восьми направлениях клинья, расположенные на самосмазывающихся направляющих, обеспечивают точную параллельность, намного превосходящую возможности традиционных 4-стоечных прессов.
Боковые прессы Savage способны развивать усилие от 115 до 350 тонн, все они полностью передаются через предварительно напряженные натяжные пути и жесткую раму. На их экраны оператора предварительно устанавливаются программируемые значения тоннажа, положения ползуна, скорости прессования и температуры инструмента, а также программы диагностики машины в случае ошибки. Их регулируемые в восьми направлениях клинья, расположенные на самосмазывающихся направляющих, обеспечивают точную параллельность, намного превосходящую возможности традиционных 4-стоечных прессов.
Подробную информацию можно найти на сайте Thomasnet.com или на веб-сайте Savage Hydraulic Presses.
Прессы для холодной штамповки серии KL2
AFS
Изображение предоставлено: серия KL2 — Asia Forging Supply
Прессы для холодной штамповки серии KL2 с шарнирным соединением от Asia Forging Supply выпускаются с грузоподъемностью от 400 до 2000 тонн с номинальным усилием 15-25 мм. Длина длинного хода серии KL составляет от 400 до 600 мм, а высота матрицы варьируется от 1000 до 1200 мм, в зависимости от конкретной модели. Рама высокой жесткости в сочетании с усиленной конструкцией позволяет нагружать серию KL эксцентрично, а все модели поставляются с устройствами быстрого освобождения рукояти для повышения безопасности. Серия AFS KL предназначена для особенно длинных/крупных поковок карданных валов, маховиков и деталей двигателя.
Длина длинного хода серии KL составляет от 400 до 600 мм, а высота матрицы варьируется от 1000 до 1200 мм, в зависимости от конкретной модели. Рама высокой жесткости в сочетании с усиленной конструкцией позволяет нагружать серию KL эксцентрично, а все модели поставляются с устройствами быстрого освобождения рукояти для повышения безопасности. Серия AFS KL предназначена для особенно длинных/крупных поковок карданных валов, маховиков и деталей двигателя.
Подробную информацию можно найти на веб-сайте AFS.
Гидравлические прессы Macrodyne Custom
Изображение предоставлено: Ковка | Macrodyne (macrodynepress.com)
Дизайнеры компании Macrodyne Technologies, Inc. адаптируют свои гидравлические ковочные прессы на заказ в соответствии со спецификациями заказчика, что позволяет покупателям полностью контролировать размер станины, длину хода, скорость, элементы управления, доступные функции и вспомогательное оборудование. Прессы Macrodyne с номинальным усилием от 50 до 30 000 тонн предназначены для высадки, экструзии, чеканки, свободной штамповки, обрезки, прошивки, штамповки в закрытых штампах и ковки кольцевых заготовок. Они поставляются в двух- или четырехколонном исполнении с верхним или нижним приводом. Эти прессы обеспечивают высокую точность позиционирования и эффективность благодаря встроенным сервоприводам и двигателям с регулируемой скоростью и могут работать как автономные блоки или могут быть интегрированы практически с любой существующей системой штамповки.
Прессы Macrodyne с номинальным усилием от 50 до 30 000 тонн предназначены для высадки, экструзии, чеканки, свободной штамповки, обрезки, прошивки, штамповки в закрытых штампах и ковки кольцевых заготовок. Они поставляются в двух- или четырехколонном исполнении с верхним или нижним приводом. Эти прессы обеспечивают высокую точность позиционирования и эффективность благодаря встроенным сервоприводам и двигателям с регулируемой скоростью и могут работать как автономные блоки или могут быть интегрированы практически с любой существующей системой штамповки.
Подробную информацию можно найти на сайте Thomasnet.com или на веб-сайте Macrodyne Technologies Inc.
Гидравлические прессы AP&T
Изображение предоставлено: Качественные механические, сервоприводные и гидравлические прессы | TCR, Inc. (stampingsystems.com)
TCR Inc. поставляет промышленные гидравлические прессы производства AP&T в полностью настраиваемых комплектациях. Прессы AP&T могут генерировать усилие от 100 до 20 000 тонн, используя до 50% меньше энергии, чем обычные модели. Они имеют низкий уровень шума и используют экологически чистые гидравлические жидкости в меньших количествах, чем обычные гидравлические прессы. Гидравлические прессы AP&T используются для волочения, тиснения, штамповки, закалки под прессом, глубокой вытяжки, горячей/холодной штамповки и переноса и требуют на 30% меньше обслуживания в этих областях.
Прессы AP&T могут генерировать усилие от 100 до 20 000 тонн, используя до 50% меньше энергии, чем обычные модели. Они имеют низкий уровень шума и используют экологически чистые гидравлические жидкости в меньших количествах, чем обычные гидравлические прессы. Гидравлические прессы AP&T используются для волочения, тиснения, штамповки, закалки под прессом, глубокой вытяжки, горячей/холодной штамповки и переноса и требуют на 30% меньше обслуживания в этих областях.
Все подробности смотрите на сайте TCR Inc.
40-тонный механический пресс Rousselle с прямой стороной
Изображение предоставлено: Посмотреть наш инвентарь | Хильдебранд Машинери
Hildebrand Machinery Co. занимается дистрибьюцией различных марок кузнечных прессов, в том числе 40-тонного механического пресса Rousselle Straight Side. Этот пресс имеет длину хода 3 дюйма и скорость хода 45 ходов в минуту, размер станины 56 x 22 дюйма и общий размер 88 x 59 дюймов. «х 128». Механический пресс Rousselle, оснащенный трехфазным двигателем мощностью 3 л.с., рассчитанным на работу с напряжением 480 В, оснащен пневматической муфтой и тормозом, отдельно стоящим рабочим местом оператора, обновленным управлением Bradley Control от DSI Controls и системой противовеса напорного воздуха.
«х 128». Механический пресс Rousselle, оснащенный трехфазным двигателем мощностью 3 л.с., рассчитанным на работу с напряжением 480 В, оснащен пневматической муфтой и тормозом, отдельно стоящим рабочим местом оператора, обновленным управлением Bradley Control от DSI Controls и системой противовеса напорного воздуха.
Ознакомьтесь со всеми подробностями на веб-сайте Hildebrand Machinery Co.
Coal Iron Works 25-тонный гидравлический ковочный пресс
Изображение предоставлено: 25-тонный ковочный пресс – Угольный металлургический завод
25-тонный гидравлический ковочный пресс производства Coal Ironworks оснащен однофазным двигателем TEFC 220 В 30 А мощностью 5 л.с. Благодаря длине хода 8 дюймов и цилиндру 5 дюймов, 25-тонный станок может быстро перемещать материал во время ковки, дольше сохраняя его горячим. Его быстросменные матрицы h23 легко заменяются во время использования, а дополнительные ножные педали позволяют работать без помощи рук. При весе 1000 фунтов этот пресс является одновременно устойчивым и мобильным и изготовлен на 100 % в США, что обеспечивает долговечность.
При весе 1000 фунтов этот пресс является одновременно устойчивым и мобильным и изготовлен на 100 % в США, что обеспечивает долговечность.
Все подробности смотрите на сайте Coal Ironwork.
Кузнечные прессы Sutherland FPG серии 1000-2500 тонн
Изображение предоставлено: Sutherland — FPG SERIES (sutherlandpresses.com)
Серия FPG от Sutherland Presses, созданная на века, рассчитана на усилие от 1000 до 2500 тонн при 200-процентной перегрузочной способности. Гидравлические прессы серии FPG с прочной стальной рамой, эксцентриковыми валами, 8-точечными полноразмерными направляющими скольжения и термодатчиками подшипников предназначены для интенсивного и постоянного использования. Эти гидравлические ковочные прессы также оснащены автоматическими системами смазки и электронными циклами контроля, что продлевает срок их службы. Однако, если они все же сломаются, на серию FPG распространяются программы профилактического обслуживания сроком от 6 до 12 месяцев, ремонт и гарантии в зависимости от использования.
Подробная информация на сайте Sutherland Presses.
Трансферные прессы AIDA для холодной штамповки
Изображение предоставлено: Трансферные прессы для холодной штамповки | ЦФТ | АИДА (aida-global.com)
Серия прессов холодной штамповки AIDA CFT выпускается с усилием 400, 600, 800, 1000 и 1200 тонн. Каждая модель имеет длину хода 250 мм и скорость 25-45 ходов/мин, а номинальная грузоподъемность составляет 7 мм. Эти трехступенчатые гидравлические прессы созданы для обеспечения безопасности, сокращения времени настройки и автоматизации, а также позволяют легко заменять штампы с помощью входящего в комплект оборудования для подъема штампов. Все модели CFT имеют отличные возможности эксцентричной нагрузки, которые продлевают срок службы инструмента, и оснащены средствами защиты от загрязнения для обеспечения устойчивой работы.
Все подробности смотрите на сайте AIDA Inc.
Advanced Machine Designs Company Гидравлические кузнечные прессы
Изображение предоставлено: Шаблон веб-сайта Drop Menu (amd-co. com)
com)
Гидравлические кузнечные прессы
AMD Co. стандартно поставляются с управлением ПЛК, цифровыми операторскими интерфейсами, коэффициентами безопасности 4-к-1, конструкциями с минимальным отклонением, защитой от перегрузки, панелями с рейтингом NEMA, масляными радиаторами и многим другим. Они могут входить и выходить из автоматизированной обработки материалов и быстро программируются для быстрой переналадки. AMD Co. имеет более 20 различных моделей ковочных прессов как общего, так и специального назначения с усилием от 100 до 10 000+ тонн. Дополнительные аксессуары включают в себя световые завесы, прижимные планки, оборудование для удаленного мониторинга/диагностики системы, столы для пресс-форм, локализованные центральные элементы управления и специальное оборудование.
Ознакомьтесь со всеми подробностями на веб-сайте Advanced Machine Design Co.
Механический пресс Komatsu серии G с прямой стороной
Изображение предоставлено: Механический пресс Komatsu серии G Straight Side (komatsupress. com)
com)
Компания Komatsu, хорошо известная своим тяжелым оборудованием, предлагает линейку механических прессов серии G с прямыми боковыми сторонами грузоподъемностью от 121 до 4000 тонн. Идеально подходящие для прогрессивных, передаточных и ручных штампов, серия G представляет собой полноразмерную рулевую тягу с гидравлическими гайками и превосходными характеристиками жесткости рамы. Их длина хода варьируется от 10 до 23,6 дюймов, а скорость достигает 65 ходов в минуту в зависимости от модели. Высота их штампов варьируется от 37 до 43 дюймов, а их штампы имеют предохранительные блоки с электрическими блокировками. Они приводятся в действие быстродействующим главным двигателем с регулируемой скоростью, опционально подключаются к мониторам нагрузки с памятью на 100 заданий и программами обнаружения перегрузки/недогрузки во время работы.
Все подробности смотрите на веб-сайте Komatsu America Industries.
Лучшие ковочные прессы — сводка
Выше мы описали лучшие ковочные прессы, найденные на сайте Thomasnet. com. Разнообразие типов прессов и потенциальных применений может затруднить выбор, но понимание варианта использования вашего кузнечного пресса, его необходимого тоннажа, физических требований к внешнему и внутреннему пространству, источника питания и других важных характеристик может сузить список доступных вариантов. Кроме того, эксперты в области ковки/тяжелого производства являются бесценным источником знаний для вашего собственного проекта, поэтому не забудьте связаться с этими группами через Thomasnet.com и другие источники, чтобы обеспечить полное удовлетворение. Чтобы узнать больше, посетите нашу платформу поиска поставщиков Thomas, где у нас есть более 57 поставщиков ковочных прессов, доступных для изучения.
com. Разнообразие типов прессов и потенциальных применений может затруднить выбор, но понимание варианта использования вашего кузнечного пресса, его необходимого тоннажа, физических требований к внешнему и внутреннему пространству, источника питания и других важных характеристик может сузить список доступных вариантов. Кроме того, эксперты в области ковки/тяжелого производства являются бесценным источником знаний для вашего собственного проекта, поэтому не забудьте связаться с этими группами через Thomasnet.com и другие источники, чтобы обеспечить полное удовлетворение. Чтобы узнать больше, посетите нашу платформу поиска поставщиков Thomas, где у нас есть более 57 поставщиков ковочных прессов, доступных для изучения.
Источники:
- В чем разница между ковкой на прессе и ковкой на молоте? (anyanghammer.com)
- 5.1.2 Прессы | Ассоциация кузнечной промышленности
- Ковка на прессах – Металлургические процессы (azom.com)
- Различные типы ковочных прессов — Milwaukee Forge
- Сравнительный анализ ковочных прессов | 08.

