Пресс ковочный: Ковочный пресс — Портал о ломе, отходах и экологии
Содержание
Ковочный пресс — Портал о ломе, отходах и экологии
Содержание:
Конструкция
Принцип работы
Основные технические характеристики и обслуживание
Видео – демонстрация работы кузнечного ковочного пресса
Такое оборудование, как ковочный пресс, относится к кузнечно-штамповочному оборудованию. Использовать такие махины на предприятиях приема металлолома нецелесообразно – они имеют большие габариты и высокую стоимость. Эти прессы используются на металлургических комбинатах при изготовлении проката из переработанного лома.
Конструкция
Рассматриваемое оборудование относится к гидропрессам, которые осуществляют деформированием в результате силового воздействия несжимаемой рабочей жидкости. Чаще всего применяется масло типа «Индустриальное 20», хотя иногда в качестве рабочей жидкости используют и воду (вариант значительно более дешёвый, однако вызывающий коррозию рабочих деталей пресса).
Чаще всего применяется масло типа «Индустриальное 20», хотя иногда в качестве рабочей жидкости используют и воду (вариант значительно более дешёвый, однако вызывающий коррозию рабочих деталей пресса).
Ковочный пресс может иметь рамную или колонную конструкцию. В первом случае привод имеет верхнюю компоновку, а во втором – нижнюю. Типовое исполнение ковочного пресса включает следующие узлы:
- Насосную установку (чаще используются насосы ротационно-плунжерного типа).
- Рабочие цилиндры, управляющие прямым, рабочим ходом машины (у мощных прессов их может быть несколько).
- Возвратные цилиндры, в результате работы которых обратный ход. Число возвратных цилиндров равно числу рабочих.
- Систему управления, которая осуществляет перекачку рабочей среды попеременно, то в рабочие, то в возвратные цилиндры.
- Силовой орган – траверсу, к которой прикрепляется штамп или инструментальная переходная плита.
- Станину, включающую в себя направляющие устройства, по которым перемещается траверса.

- Наполнительного бака – резервуара, где размещается масло.
- Сливного бака, который служит для спуска рабочей жидкости во время возвратного хода.
- Электродвигателя.
Для ковочных прессов номинальным усилием более 3150 кН в конструкции предусматривается аккумулятор – узел, производящий дополнительное повышение рабочего давления в гидросистеме. В этом случае в качестве привода применяются насосы кривошипно-плунжерного типа, более сложными являются и органы управления машиной.
В ковочных прессах относительно небольших усилий (до 3150 кН) могут применяться два исполнения столов: обычный выдвижной, либо поворотный.
Видео – работа гидравлического ковочного пресса 4000 тонн:
Ковочные прессы особо больших усилий (от 25 МН) часто строят парогидравлическими, т.е. применяют комбинированную энергию пара и жидкости высокого давления. В качестве ломоперерабатывающего оборудования подобные конструкции применяются редко.
В качестве ломоперерабатывающего оборудования подобные конструкции применяются редко.
Ковочные прессы, согласно принятому в нашей стране обозначению маркируются буквой П, после которой следует четыре цифры, причём две последние указывают на главный параметр машины – номинальное усилие, а две первых – на конструктивное исполнение оборудования.
к содержанию ↑
Принцип работы
Ковочные прессы, не имеющие аккумуляторов, работают так. Масло от питающего насоса поступает в рабочие цилиндры. На линии высокого давления предусматривается установка предохранительного клапана, который регулирует текущий расход масла. Этим обеспечивается постоянство рабочего давления в напорной магистрали пресса. Пропускная способность клапана соответствует номинальной производительности насосной установки.
Цех с ковочными прессами в Китае
При переключении управляющего элемента – золотника – масло перетекает в возвратный цилиндр, для того, чтобы поднять траверсу пресса. Безопасность трубопроводов высокого давления обеспечивает предохранительный клапан, при помощи которого устанавливается ход траверсы.
Безопасность трубопроводов высокого давления обеспечивает предохранительный клапан, при помощи которого устанавливается ход траверсы.
Отличительной особенностью гидравлических и парогидравлических ковочных прессов является возможность поддержания номинального усилия на траверсе в течение необходимого промежутка времени. Эта функция особенно полезна при спрессовывании металлоконструкции, подлежащей утилизации, поскольку помогает преодолеть механическую инерцию деформируемого материала.
При переключении управляющего золотника выполняется возвратное перемещение траверсы пресса. Для этого масло из рабочего цилиндра перекачивается в сливной бак, из которого насос перемещает его в наполнительный бак. После этого рабочий цикл можно повторять.
Ковочные гидропрессы, оснащённые аккумулятором, действуют иначе. Масло под высоким давлением поступает вначале в аккумулятор, а уже оттуда (при помощи насоса через клапанный распределитель) оно подводится то в рабочий, то в возвратный цилиндры.
Ковочные прессы могут оснащаться функцией текущего изменения скорости перемещения траверсы. Она может быть ускоренной, на начальной стадии перемещения, и замедленной, при непосредственном выполнении деформирования металла. Это увеличивает производительность оборудования.
к содержанию ↑
Основные технические характеристики и обслуживание
ГОСТом на ковочные прессы нормируются следующие показатели:
- Номинальное усилие, МН;
- Максимальное значение хода траверсы/рамы, мм;
- Размеры рабочей зоны в свету (между направляющими колоннами), мм;
- Габариты рабочего стола (для столов выдвижного исполнения регламентируется также и его ход), мм;
- Число ходов траверсы в минуту, которое обычно указывается отдельно для номинального усилия, а также при усилиях в 25% и 75% от номинального;
- Мощность привода, кВт.
Надёжная работа ковочных прессов обеспечивается вследствие выполнения следующих мероприятий:
- Постоянной поверки измерительных приборов – манометров, датчиков давления и т.
 д.;
д.;
- Плавности срабатывания элементов системы управления, в противном случае возможно появление гидроудара, сопровождающееся разрывом трубопроводов;
- Контроля плавности перемещения траверсы и состояния направляющих элементов;
- Контроля уровня рабочей жидкости в наполнительном баке;
- Проверки работы смазочной станции, отвечающей за смазку насоса.
к содержанию ↑
Видео – демонстрация работы кузнечного ковочного пресса
|
Ковочные прессы и их особенности Категория: Кузнечные работы Ковочные прессы и их особенности Ковочные прессы строят на усилия от 3 до 20 МН (300—2000 тс). Одной из особенностей ковочных прессов является их быстроходность, которая оценивается числом ходов в минуту и скоростью подвижной поперечины. Благодаря высокой быстроходности удается получать сложные поковки с одного нагрева заготовки (или небольшого числа нагревов) и обеспечить хорошее качество изделий, а также высокую производительность пресса. Для прессов усилием до 20 МН целесообразно использовать насосно-аккумуляторные станции с давлением 20—32 МПа. Связано это с тем, что для различных операций ковки требуется в очень широких пределах изменять скорость подвижной поперечины. При насосном приводе скорость определяется подачей насосов. К сожалению, пока еще нет насосов большой производительности с достаточно глубокой регулировкой подачи. В ковочных прессах наиболее широко используются четырех-колонные станины, причем колонны располагают по углам прямоугольника с отношением сторон, равным 2 : 3. Это обеспечивает удобство маневрирования заготовкой. Четырехколонный ковочный пресс усилием 60 МН (6000 тс) показан на рис. Максимальное расстояние между столом и подвижной поперечиной у ковочных прессов достаточно велико, что позволяет осаживать высокие слитки и производить раскатку колец. Ковочные прессы больших усилий обычно обеспечиваются выдвижным столом для инструмента и облегчения маневрирования заготовкой. Кроме того, они оборудуются выталкивателями. Усилие цилиндров привода стола и выталкивателя обычно составляет 2—6 % от усилия пресса. В мощных прессах используют, как правило, не один, а два-три рабочих цилиндра, что упрощает изготовление последних. Кроме того, трехцилиндровая конструкция позволяет получать три ступени усилия, подавая давление в один центральный, два крайних или во все три цилиндра. В результате повышается экономичность работы пресса при ковке заготовок, не требующих полного усилия. Рис. 1. Четырехколонный ковочный пресс усилием 60 МН (6000 тс): Рис. 2. Схема верхней части пресса с центральным хвостовиком: Рис. 3. Схема верхней части пресса с плунжером-хвостовиком: Конструкция ковочного пресса должна допускать возможность работы с эксцентричным приложением нагрузки. При таком нагру-жении колонны пресса не только растягиваются, но и изгибаются. Чтобы уменьшить изгиб колонн, в ряде случаев рабочий плунжер заделывают жестко в подвижную поперечину пресса. Тогда он передает изгибающий момент через цилиндр на верхнюю поперечину. Колонны частично разгружаются от изгиба, однако уплотнения в таких цилиндрах изнашиваются более интенсивно. Для облегчения условий работы колонн применяется также конструкция, в которой подвижная поперечина имеет центральный хвостовик, закрепленный в верхней поперечине. Этот недостаток устраняется, если хвостовик одновременно служит поршнем, но тогда центральный цилиндр имеет диаметр значительно больший, чем боковые, что неудобно при эксплуатации. В последние годы резко повысились требования к точности обрабатываемых на прессах поковок. Для удовлетворения этих требований современные прессы оснащаются аппаратурой, которая позволяет автоматически получать нужную величину хода подвижной поперечины пресса, а следовательно, заданные размеры поковок (допуски не превышают 2—5 мм). Использование для управления такими агрегатами электронно-вычислительных машин привело к созданию нового вида оборудования — ковочных комплексов. В качестве примера рассмотрим такой комплекс, разработанный Уральским заводом тяжелого машиностроения. В его состав помимо пресса и манипулятора входят устройство для смены основного ковочного инструмента (бойков), устройство для подачи вспомогательного инструмента (топоров, уголков и т. Устройство для смены бойков состоит из подвижного стола с помещенными на нем четырьмя-пятью комплектами бойков, упоров, фиксирующих стол в нужном положении, фартука с реечно-гидравлическим приводом, соединяющегося с тем комплектом бойков, который нужно подать в пресс. Подвижный стол может перемещаться параллельно основному столу пресса. На нем помещены направляющие, по которым при необходимости сменные бойки передвигаются в поперечном направлении. Устройство для подачи вспомогательного инструмента находится на фартуке устройства смены бойков. При перемещении нужного комплекта бойков соответствующий комплект вспомогательного инструмента движется вместе с фартуком и занимает рабочую позицию. Такое устройство одновременно служит местом складирования инструмента. Подачу инструмента в рабочую зону пресса в ковочном комплексе можно облегчить и другим способом. Рис. 4. Ковочный комплекс, разработанный УЗТМ: Рис. 5. Ковочный манипулятор с независимым захватом: Прессы усилием свыше 20 МН (2000 тс) часто оснащаются двумя манипуляторами разной грузоподъемности. У манипуляторов, используемых в ковочных комплексах для обеспечения повышенного быстродействия при работе в автоматическом режиме, захват (хобот) устанавливается на основной тележке так, что может перемещаться по ней. Такие манипуляторы называются манипуляторами двойного действия. Его хобот приводится в движение гидравлическими цилиндрами через рычажную систему. В некоторых прессах подвижная траверса с рабочими цилиндрами располагается ниже основания и движется вместе с рамой. Достоинство такой конструкции состоит в том, что она позволяет удобно маневрировать с поковками, что очень важно для ковочного пресса. Однако в этом случае сильно увеличиваются размеры фундамента, кроме того, если по такой схеме выполняются небольшие прессы, в них возникают значительные динамические нагрузки (особенно при шлихтовке), поскольку масса подвижных частей достигает 75% общей массы пресса (при верхнем расположении рабочих цилиндров подвижная поперечина составляет 15% массы пресса). Поэтому прессы с нижним приводом строятся в основном с усилиями от 150 до 800 МН (15 000— 80 000 тс). Наличие в составе ковочного комплекса большого числа механизмов делает целесообразным изменение конструкции самого пресса таким образом, чтобы обеспечивалось удобство расположения всех агрегатов и свобода маневрирования поковкой не только в рабочей зоне, но и вблизи ее. Рис. 6. Ковочный комплекс, включающий пресс с подвижной станиной нижним расположением рабочих цилиндров Рис. 7. Ковочный двухколонный пресс усилием 20 МН (2000 тс), имеющий верхнее расположение рабочих цилиндров и размещенный наискось по отношению к манипулятору Важнейшей составной частью ковочных комплексов является электронно-вычислительная машина (ЭВМ). Наиболее совершенные из ЭВМ, обслуживающих ковочные комплексы, включают следующие элементы: Все механизмы ковочного комплекса управляются с одного пульта. Они могут работать как при управлении вручную, так и в автоматическом режиме. При работе в автоматическом режиме с использованием ЭВМ в нее в закодированном виде вводятся данные о характере движения заготовки (например, ступенчатое вращение или перемещение в том или ином направлении), виде операции (шлихтовка, протяжка и т. д.), скорости подвижных частей пресса, верхнем и нижнем положениях подвижных частей, положении хобота манипулятора на каждой операции и т. д. Устройства доставки слитков и поковок к манипулятору и от него оборудованы мессдозами, определяющими массу заготовок и готовых поковок, аппаратурой для измерения температуры, определения марки материала поковки. Все эти сведения ЭВМ обрабатывает, определяет оптимальные технологические параметры и формирует программу ковки в автоматическом режиме. Оператор может и сам составить программу из отдельных, ранее записанных в памяти ЭВМ подпрограмм. При необходимости он имеет возможность получить от ЭВМ интересующую его информацию о работе комплекса во время любого цикла. Быстродействие современных ковочных комплексов можно проиллюстрировать следующими цифрами: пресс усилием 20 МН (2000 тс) в составе комплекса т1ри протяжке делает 30—35 ходов в мин, а при шлихтовке —до 100. Таким образом преимущества ковочных комплексов, управляемых ЭВМ, заключаются в возможности ведения точной ковки; улучшении контроля качества поковок; уменьшении времени манипулирования заготовкой, что позволяет заканчивать ковку в нужном интервале температур; повышении КПД использования пресса благодаря более детальной информации о его работе; возможности автоматизации работы по разработке технологии ковки и т. д. Реклама:Читать далее:Особенности конструкции штамповочных и трубопрофильных прессов
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
|
|
|

 1. В небольших ковочных прессах станина иногда выполняется одностоечной, что обеспечивает подход к заготовке с трех сторон.
1. В небольших ковочных прессах станина иногда выполняется одностоечной, что обеспечивает подход к заготовке с трех сторон. 2 — верхняя поперечина. 3 — подвижная поперечина. 4 — основание
2 — верхняя поперечина. 3 — подвижная поперечина. 4 — основание Но в этом случае пресс имеет только два цилиндра, что не позволяет получить несколько ступеней усилий.
Но в этом случае пресс имеет только два цилиндра, что не позволяет получить несколько ступеней усилий. д.), подъемно-поворотный стол для укладки и поворота слитков и поковок перед захватом их манипулятором и в процессе ковки.
д.), подъемно-поворотный стол для укладки и поворота слитков и поковок перед захватом их манипулятором и в процессе ковки. Комплекс можно оборудовать специальным инструментальным манипулятором, который подает в рабочую зону пресса заранее подготовленный инструмент. Вместо подъемно-поворотного стола используются тележки, движущиеся от печей перпендикулярно оси ковочного манипулятора.
Комплекс можно оборудовать специальным инструментальным манипулятором, который подает в рабочую зону пресса заранее подготовленный инструмент. Вместо подъемно-поворотного стола используются тележки, движущиеся от печей перпендикулярно оси ковочного манипулятора. Благодаря тому, что хобот движется независимо от тележки, обеспечивается высокая скорость манипулирования заготовкой, поскольку она не зависит от массы основной тележки, станины манипулятора, его механизмов и аппаратуры.
Благодаря тому, что хобот движется независимо от тележки, обеспечивается высокая скорость манипулирования заготовкой, поскольку она не зависит от массы основной тележки, станины манипулятора, его механизмов и аппаратуры. С этой целью созданы, например, двухколонные прессы с нижним и верхним расположением рабочих цилиндров, размещаемые под углом к направлению движения ковочного манипулятора, что позволяет удобно расположить и инструментальный манипулятор.
С этой целью созданы, например, двухколонные прессы с нижним и верхним расположением рабочих цилиндров, размещаемые под углом к направлению движения ковочного манипулятора, что позволяет удобно расположить и инструментальный манипулятор.

Кузнечные прессы Б/У в России
- Главная
- Продажа
- Кузнечное оборудование
- Кузнечный пресс Б/У
Вы можете очень быстро сравнить цены кузнечного пресса Б/У и подобрать оптимальные варианты из более чем 17543 предложений
Реклама
Листогибочный гидравлический пресс HPB-K 30/1600
Механическая синхронизация цилиндров
Кол-во управляемых осей: до 2
Усилие: 30 тонн
Длина гиба: 1600 мм
Подробное описание и цена >>>
Реклама
Гидравлический листогибочный пресс HPB-K 80/3200
Механическая синхронизация цилиндров
Кол-во управляемых осей: до 2
Усилие: 80 тонн
Длина гиба: 3200 мм
Подробное описание и цена >>>
Реклама
Пресс гидравлический гибочный HPB-K 100/2500
Механическая синхронизация цилиндров
Кол-во управляемых осей: до 2
Усилие: 100 тонн
Длина гиба: 2500 мм
Подробное описание и цена >>>
кузнечный пресс или молот МБ 4136
Состояние: Б/У
продам в рабочем состоянии кузнечный пресс (молот) МБ 4136 — цена 250 т. р. торг уместен, фото по запросу.детали по телефону
р. торг уместен, фото по запросу.детали по телефону
17.09.2013
Красный Сулин (Россия)
250 000
кузнечный пресс К213ОА
Состояние: Новый Производитель: Россия
В наличии
Большой парк металлообрабатывающих станков, состояние очень хорошее. Все вопросы по телефону. Фото отправлю. Станки в наличии: токарный станок 16К20 токарный станок АР77 токарный станок 1Р365…
23.03.2018
Богданович (Россия)
Электрогидравлический кузнечный пресс «Мастер Пресс»
Состояние: Новый Производитель: ООО «МАН»/Мастер (Россия)
Электрогидравлический кузнечный пресспредназначен для изготовления кованых пик, окончаний, различных балясин, а также нанесения фактуры и обжима, развивает усилие 31 тонна.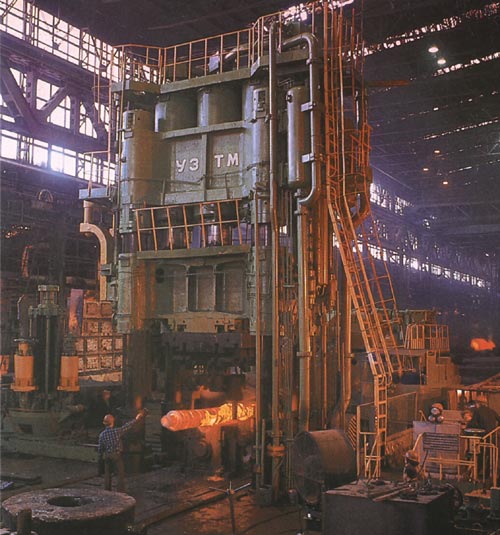 Выполняет операции…
Выполняет операции…
13.01.2022
Заречный (Россия)
374 000
Кузнечный пресс
Состояние: Б/У Год выпуска: 2013 Производитель: Ооо»Ман-Техно « (Россия)
Состояние нового , наработка около 48 часов
17.06.2021
Родионово-Несветайская (Россия)
249 000
токарный станок 16В2
Состояние: Б/У Производитель: Россия
токарный станок 16В20 1 токарный станок 16К20 1 токарный станок АР77 1 токарный станок 1Р365 1…
13.04.2017
Екатеринбург (Россия)
карусельно-сверлильный станок 2А55
Состояние: Б/У
Продам много оборудования в отличном состоянии. Срочно. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок П602 токарный станок 1М63 токарный…
Срочно. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок П602 токарный станок 1М63 токарный…
13.04.2017
Екатеринбург (Россия)
токарный станок 16К20
Состояние: Новый Производитель: Россия
В наличии
Много различных станков в наличии. Все вопросы по телефону. Фото по запросу. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок П602 токарный станок…
23.03.2018
Богданович (Россия)
фрезеровочный станок 6М135
Состояние: Новый
В наличии
Большое количество станков в наличии. Все вопросы по телефону. Фото по запросу. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок П602 токарный станок. ..
..
23.03.2018
Богданович (Россия)
шлифовальный станок 3Н153
Состояние: Новый
В наличии
Большое количество станков в отличном состоянии. Цена низкая. Все вопросы по телефону. Фото по запросу. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный…
23.03.2018
Богданович (Россия)
станок горизонтально-долбильный 7Д37
Состояние: Новый
В наличии
Все вопросы по телефону. Так же оборудование в наличии: токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок П602 токарный станок 1М63 токарный станок…
23.03.2018
Богданович (Россия)
электроножницы ВГ5223 634
Состояние: Новый Производитель: Россия
В наличии
Большое количество станков в наличии. Состояние отличное. Все вопросы по телефону. Фото по запросу. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок…
Состояние отличное. Все вопросы по телефону. Фото по запросу. токарный станок 16К20 токарный станок АР77 токарный станок 1Р365 контактный сварочный станок…
23.03.2018
Богданович (Россия)
штамподержатель для LZK 4000
Состояние: Б/У Год выпуска: 1989
куплю штамподержатель для LZK 4000 для кузнечного пресса SMERAL
04.05.2022
Самара (Россия)
Ремонт прессов, кузнечно-прессового оборудования
В наличии
Станкоремонтный завод выполняет ремонт прессов:
гидравлических, пневматических, кривошипных, координатно-пробивных отечественного и зарубежного производства, а также гильотин и другого кузнечно…
30.09.2022
Москва (Россия)
оборудование для литья, металлообрабатывающее, кузнечно-прессовое, пресса для макулатуры
Состояние: Б/У
Наше предприятие предлагает к продаже металлообрабатывающее и кузнечно-прессовое оборудование, оборудование для литья, пресса для макулатуры (картон,бумага,ПЭТ), сушильные камеры: 1. токарная…
токарная…
25.07.2013
Маркс (Россия)
Ремонт кривошипных прессов и кузнечно-прессового оборудования
Состояние: Новый Производитель: СтанкоПрессМаш (Россия)
В наличии
Наша компания оказывает услугу: Ремонт кривошипных прессов и кузнечно-прессового оборудования.Сегодня ремонт кузнечно-прессового оборудования пользуется таким же высоким спросом, как и ранее, ведь…
04.09.2019
Москва (Россия)
Пресса кривошипные, механические, гидравличесике, спецальные. Автоматы
В наличии
Кузнечно-прессовое оборудование
Автоматы холодновысадочные, автоматырезьбонакатные, специальные автоматы.Пресса и КПО.
Из наличия и под заказ
Оборудование для производства…
30. 09.2022
09.2022
Клин (Россия)
Пресс-ножницы Н513, Н5222, НВ5222, НГ 5223, НГ 5224,С-229
Состояние: Б/У
Продам Пресс-ножницы Н513, Н5222, НВ5222, НГ 5223,НГ 5224, С-229. Станки без эксплуатации и после капитального ремонта, комплектные, в отличном техническом состоянии. Наличный, безналичный расчет….
09.01.2020
Новокузнецк (Россия)
Пресса П6332Б, П239А, П6330, PYE160, PYE250
В наличии
1). П6332Б пресс гидравлический одностоечный ус.160.
2). П239А усилием 3115т. пресс гидравлический
3). П6330, усилием 100т. 1986 года. Пресс гидравлический одностоечный
4). PYE 160.
5). PYE…
20.10.2021
Малоярославец (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по кузнечному прессу Б/У почти как на Авито и TIU
Видео кузнечного пресса Б/У
10 лучших ковочных прессов на сайте Thomasnet.
 com (включая гидравлические)
com (включая гидравлические)
Изображение предоставлено: Эзра Моро/Shutterstock.com
Прежде всего, ковка требует прочности — после того, как металл доведен до температуры ковки, интенсивные усилия используются для придания ему заданной геометрии. До индустриализации эти силы были из ручных молотков и рабочей силы, но с потребностью в более крупных и прочных частях возникла потребность в более крупных и сильных силах. Ковочный пресс — это машина, которая медленно сжимает детали с огромной силой и является бесценным инструментом почти в каждой тяжелой промышленности. Чтобы помочь с поиском ковочного пресса, если он вас интересует, в этой статье будут рассмотрены лучшие ковочные прессы на сайте Thomasnet.com, чтобы помочь подобрать правильную модель для вашей работы.
Что такое кузнечный пресс?
Ковочный пресс (иногда называемый просто прессом) — это машина, в которой используются вертикальные цилиндры для постепенного приложения больших усилий к штампу. Кузнечный пресс не похож на мощный кузнечный молот, который многократно ударяет по открытой детали — кузнечный пресс медленно формирует кусок металла и создает равномерную пластическую деформацию по всему материалу. Штампы (или негативные формы предназначенной для ковки детали, обычно из полированной стали/прочного металлического композита) могут быть частично открытыми (т. е. открытые штампы) или могут полностью герметизировать деталь (т. е. закрытые штампы).
Кузнечный пресс не похож на мощный кузнечный молот, который многократно ударяет по открытой детали — кузнечный пресс медленно формирует кусок металла и создает равномерную пластическую деформацию по всему материалу. Штампы (или негативные формы предназначенной для ковки детали, обычно из полированной стали/прочного металлического композита) могут быть частично открытыми (т. е. открытые штампы) или могут полностью герметизировать деталь (т. е. закрытые штампы).
С помощью этой технологии существует множество методов создания силы, которые создают различные классы кузнечных прессов. Ниже приводится краткое описание различных типов ковочных прессов в зависимости от механизма, из которого они получают силу:
- Гидравлический ковочный пресс — Гидравлическое давление используется для передачи больших усилий на заготовку. Хотя они, как правило, работают медленнее, чем другие типы, гидравлические прессы имеют более длительный контакт с заготовкой и хороши для холодной штамповки и свободной штамповки.

- Механический кузнечный пресс — маховик, соединенный с двигателем/двигателем, генерирует энергию, которая высвобождается при включении через пневматическую муфту на поршне. Механические прессы обычно предназначены для низкопрофильных поковок в открытых штампах с выбивными/выталкивающими штифтами для самовыталкивания поковок.
- Винтовой пресс – медленно вращающийся двигатель/двигатель/привод превращает винт в поршень, который создает усилие прессования. Винтовые ковочные прессы отлично подходят для поковок с малым контактом штампа и обеспечивают постоянство и эффективную работу.
- Кузнечный пресс с сервоприводом – серводвигатель напрямую крепится к коленчатому валу пресса через ремень/пару шестерен и шарико-винтовые пары и давит на штампы. Он похож на гидравлический пресс в движении, но обычно рассчитан на меньшую массу и, как правило, более программируем.
Обратите внимание, что этот список не является исчерпывающим, но показывает разнообразие источников интенсивного давления ковочного пресса.
Поковки, изготовленные на кузнечном прессе, сильно отличаются от поковок, созданных традиционными методами, — они полностью и равномерно деформируются, более экономичны в расчете на одну деталь, требуют меньшей осадки и в целом дают меньше отходов. Эти прессы в настоящее время широко распространены в тяжелой промышленности и могут использоваться в качестве автоматического кузнечного оборудования в полуавтоматических или полностью автоматизированных системах.
Рекомендации по ковочному прессу
Ковочные прессы
различаются по применению, типу и даже производителю. Понимание ключевых соображений при выборе нового ковочного пресса может помочь сузить список потенциальных машин, подходящих для вашей работы. Ниже приведен краткий неисчерпывающий список вопросов, которые следует задать себе и экспертам, чтобы с самого начала исключить варианты, не соответствующие спецификации:
.
- Какой тип ковки вы будете делать и на каком объеме (тип пресса, скорость хода)?
- Какое желаемое усилие необходимо для изготовления деталей (сила/мощность ковки в тоннах, скорость ползуна, длина хода)?
- Каковы подходящие физический внешний размер пресса, его вес, а также внутреннее пространство, используемое для ковки (размер рабочего стола)?
- Как будет осуществляться доступ к заготовке (боковая загрузка, фронтальная загрузка и т.
 д.) и какая электроника потребуется для вашей системы (датчики/данные управления технологическим процессом, автоматизация, системы безопасности и т. д.)
д.) и какая электроника потребуется для вашей системы (датчики/данные управления технологическим процессом, автоматизация, системы безопасности и т. д.) - Какой предполагаемый материал для ковки (ковкие металлы, сталь, титан и т. д.), какие штампы будут использоваться при ковке (открытые штампы, закрытые штампы) и сколько вы готовы потратить?
10 лучших ковочных прессов на Thomasnet.com
Ниже представлены 10 лучших ковочных прессов, найденных на сайте Thomasnet.com, включая механические и гидравлические ковочные прессы.
Гидравлические прессы Savage Прессы с прямой стороной
Изображение предоставлено: Гидравлический пресс для металлообработки и формовки металлов — Гидравлический штамповочный пресс | Savage Engineering (savagepress.com)
Savage Hydraulic Presses производит ковочные прессы с прямыми боковыми направляющими для формовки, штамповки, вырубки, гибки, пробивки отверстий, пробивки отверстий, обрезки, переноса, отбортовки кромок, подталкивания, выдавливания и других операций по металлообработке. Боковые прессы Savage способны развивать усилие от 115 до 350 тонн, все они полностью передаются через предварительно напряженные натяжные пути и жесткую раму. На их экраны оператора предварительно устанавливаются программируемые значения тоннажа, положения ползуна, скорости прессования и температуры инструмента, а также программы диагностики машины в случае ошибки. Их регулируемые в восьми направлениях клинья, расположенные на самосмазывающихся направляющих, обеспечивают точную параллельность, намного превосходящую возможности традиционных 4-стоечных прессов.
Боковые прессы Savage способны развивать усилие от 115 до 350 тонн, все они полностью передаются через предварительно напряженные натяжные пути и жесткую раму. На их экраны оператора предварительно устанавливаются программируемые значения тоннажа, положения ползуна, скорости прессования и температуры инструмента, а также программы диагностики машины в случае ошибки. Их регулируемые в восьми направлениях клинья, расположенные на самосмазывающихся направляющих, обеспечивают точную параллельность, намного превосходящую возможности традиционных 4-стоечных прессов.
Подробную информацию можно найти на сайте Thomasnet.com или на веб-сайте Savage Hydraulic Presses.
Прессы для холодной штамповки серии KL2
AFS
Изображение предоставлено: Серия KL2 — Asia Forging Supply
Прессы для холодной штамповки серии KL2 с шарнирным соединением от Asia Forging Supply выпускаются с грузоподъемностью от 400 до 2000 тонн с номинальным усилием 15-25 мм. Длина длинного хода серии KL составляет от 400 до 600 мм, а высота матрицы варьируется от 1000 до 1200 мм, в зависимости от конкретной модели. Рама высокой жесткости в сочетании с усиленной конструкцией позволяет нагружать серию KL эксцентрично, а все модели поставляются с устройствами быстрого освобождения рукояти для повышения безопасности. Серия AFS KL предназначена для особенно длинных/крупных поковок карданных валов, маховиков и деталей двигателя.
Длина длинного хода серии KL составляет от 400 до 600 мм, а высота матрицы варьируется от 1000 до 1200 мм, в зависимости от конкретной модели. Рама высокой жесткости в сочетании с усиленной конструкцией позволяет нагружать серию KL эксцентрично, а все модели поставляются с устройствами быстрого освобождения рукояти для повышения безопасности. Серия AFS KL предназначена для особенно длинных/крупных поковок карданных валов, маховиков и деталей двигателя.
Подробную информацию можно найти на веб-сайте AFS.
Гидравлические прессы Macrodyne Custom
Изображение предоставлено: Ковка | Macrodyne (macrodynepress.com)
Дизайнеры компании Macrodyne Technologies, Inc. адаптируют свои гидравлические ковочные прессы на заказ в соответствии со спецификациями заказчика, что позволяет покупателям полностью контролировать размер станины, длину хода, скорость, элементы управления, доступные функции и вспомогательное оборудование. Прессы Macrodyne с номинальным усилием от 50 до 30 000 тонн предназначены для высадки, экструзии, чеканки, свободной штамповки, обрезки, прошивки, штамповки в закрытых штампах и ковки кольцевых заготовок. Они поставляются в двух- или четырехколонном исполнении с верхним или нижним приводом. Эти прессы обеспечивают высокую точность позиционирования и эффективность благодаря встроенным сервоприводам и двигателям с регулируемой скоростью и могут работать как автономные блоки или могут быть интегрированы практически с любой существующей системой штамповки.
Прессы Macrodyne с номинальным усилием от 50 до 30 000 тонн предназначены для высадки, экструзии, чеканки, свободной штамповки, обрезки, прошивки, штамповки в закрытых штампах и ковки кольцевых заготовок. Они поставляются в двух- или четырехколонном исполнении с верхним или нижним приводом. Эти прессы обеспечивают высокую точность позиционирования и эффективность благодаря встроенным сервоприводам и двигателям с регулируемой скоростью и могут работать как автономные блоки или могут быть интегрированы практически с любой существующей системой штамповки.
Подробную информацию можно найти на сайте Thomasnet.com или на веб-сайте Macrodyne Technologies Inc.
Гидравлические прессы AP&T
Изображение предоставлено: Качественные механические, сервоприводные и гидравлические прессы | TCR, Inc. (stampingsystems.com)
TCR Inc. поставляет промышленные гидравлические прессы производства AP&T в полностью настраиваемых комплектациях. Прессы AP&T могут генерировать усилие от 100 до 20 000 тонн, используя до 50% меньше энергии, чем обычные модели. Они имеют низкий уровень шума и используют экологически чистые гидравлические жидкости в меньших количествах, чем обычные гидравлические прессы. Гидравлические прессы AP&T используются для волочения, тиснения, штамповки, закалки под прессом, глубокой вытяжки, горячей/холодной штамповки и переноса и требуют на 30% меньше обслуживания в этих областях.
Прессы AP&T могут генерировать усилие от 100 до 20 000 тонн, используя до 50% меньше энергии, чем обычные модели. Они имеют низкий уровень шума и используют экологически чистые гидравлические жидкости в меньших количествах, чем обычные гидравлические прессы. Гидравлические прессы AP&T используются для волочения, тиснения, штамповки, закалки под прессом, глубокой вытяжки, горячей/холодной штамповки и переноса и требуют на 30% меньше обслуживания в этих областях.
Все подробности смотрите на сайте TCR Inc.
40-тонный механический пресс Rousselle Straight Side
Изображение предоставлено: Посмотреть наш инвентарь | Хильдебранд Машинери
Hildebrand Machinery Co. занимается дистрибьюцией различных марок кузнечных прессов, в том числе 40-тонного механического пресса Rousselle Straight Side. Этот пресс имеет длину хода 3 дюйма и скорость хода 45 ходов в минуту, размер станины 56 x 22 дюйма и общий размер 88 x 59 дюймов. «х 128». Механический пресс Rousselle, оснащенный трехфазным двигателем мощностью 3 л.с., рассчитанным на работу с напряжением 480 В, оснащен пневматической муфтой и тормозом, отдельно стоящим рабочим местом оператора, обновленным управлением Bradley Control от DSI Controls и системой противовеса напорного воздуха.
«х 128». Механический пресс Rousselle, оснащенный трехфазным двигателем мощностью 3 л.с., рассчитанным на работу с напряжением 480 В, оснащен пневматической муфтой и тормозом, отдельно стоящим рабочим местом оператора, обновленным управлением Bradley Control от DSI Controls и системой противовеса напорного воздуха.
Ознакомьтесь со всеми подробностями на веб-сайте Hildebrand Machinery Co.
Coal Iron Works 25-тонный гидравлический ковочный пресс
Изображение предоставлено: 25-тонный ковочный пресс – Угольный металлургический завод
25-тонный гидравлический ковочный пресс производства Coal Ironworks оснащен однофазным двигателем TEFC 220 В 30 А мощностью 5 л.с. Благодаря длине хода 8 дюймов и цилиндру 5 дюймов, 25-тонный станок может быстро перемещать материал во время ковки, дольше сохраняя его горячим. Его быстросменные матрицы h23 легко заменяются во время использования, а дополнительные ножные педали позволяют работать без помощи рук. При весе 1000 фунтов этот пресс является одновременно устойчивым и мобильным и изготовлен на 100 % в США, что обеспечивает долговечность.
При весе 1000 фунтов этот пресс является одновременно устойчивым и мобильным и изготовлен на 100 % в США, что обеспечивает долговечность.
Все подробности смотрите на сайте Coal Ironwork.
Кузнечные прессы Sutherland FPG серии 1000-2500 тонн
Изображение предоставлено: Sutherland — FPG SERIES (sutherlandpresses.com)
Серия FPG от Sutherland Presses, созданная на века, рассчитана на усилие от 1000 до 2500 тонн при 200-процентной перегрузочной способности. Гидравлические прессы серии FPG с прочной стальной рамой, эксцентриковыми валами, 8-точечными полноразмерными направляющими скольжения и термодатчиками подшипников предназначены для интенсивного и постоянного использования. Эти гидравлические ковочные прессы также оснащены автоматическими системами смазки и электронными циклами контроля, что продлевает срок их службы. Однако, если они все же сломаются, на серию FPG распространяются программы профилактического обслуживания сроком от 6 до 12 месяцев, ремонт и гарантии в зависимости от использования.
Подробная информация на сайте Sutherland Presses.
Трансферные прессы AIDA для холодной штамповки
Изображение предоставлено: Трансферные прессы для холодной штамповки | ЦФТ | АИДА (aida-global.com)
Серия прессов холодной штамповки AIDA CFT выпускается с усилием 400, 600, 800, 1000 и 1200 тонн. Каждая модель имеет длину хода 250 мм и скорость 25-45 ходов/мин, а номинальная грузоподъемность составляет 7 мм. Эти трехступенчатые гидравлические прессы созданы для обеспечения безопасности, сокращения времени настройки и автоматизации, а также позволяют легко заменять штампы с помощью входящего в комплект оборудования для подъема штампов. Все модели CFT имеют отличные возможности эксцентричной нагрузки, которые продлевают срок службы инструмента, и оснащены средствами защиты от загрязнения для обеспечения устойчивой работы.
Все подробности смотрите на сайте AIDA Inc.
Гидравлические кузнечные прессы компании Advanced Machine Designs
Изображение предоставлено: Шаблон веб-сайта Drop Menu (amd-co. com)
com)
Гидравлические кузнечные прессы
AMD Co. стандартно поставляются с управлением ПЛК, цифровыми операторскими интерфейсами, коэффициентами безопасности 4-к-1, конструкциями с минимальным отклонением, защитой от перегрузки, панелями с рейтингом NEMA, масляными радиаторами и многим другим. Они могут входить и выходить из автоматизированной обработки материалов и быстро программируются для быстрой переналадки. AMD Co. имеет более 20 различных моделей ковочных прессов как общего, так и специального назначения с усилием от 100 до 10 000+ тонн. Дополнительные аксессуары включают в себя световые завесы, прижимные планки, оборудование для удаленного мониторинга/диагностики системы, столы для пресс-форм, локализованные центральные элементы управления и специальное оборудование.
Ознакомьтесь со всеми подробностями на веб-сайте Advanced Machine Design Co.
Механический пресс Komatsu серии G с прямой стороной
Изображение предоставлено: Механический пресс Komatsu серии G Straight Side (komatsupress. com)
com)
Компания Komatsu, хорошо известная своим тяжелым оборудованием, предлагает линейку механических прессов серии G с прямыми боковыми сторонами грузоподъемностью от 121 до 4000 тонн. Идеально подходящие для прогрессивных, передаточных и ручных штампов, серия G представляет собой полноразмерную рулевую тягу с гидравлическими гайками и превосходными характеристиками жесткости рамы. Их длина хода варьируется от 10 до 23,6 дюймов, а скорость достигает 65 ходов в минуту в зависимости от модели. Высота их штампов варьируется от 37 до 43 дюймов, а их штампы имеют предохранительные блоки с электрическими блокировками. Они приводятся в действие быстродействующим главным двигателем с регулируемой скоростью, опционально подключаются к мониторам нагрузки с памятью на 100 заданий и программами обнаружения перегрузки/недогрузки во время работы.
Все подробности смотрите на веб-сайте Komatsu America Industries.
Лучшие ковочные прессы — сводка
Выше мы описали лучшие ковочные прессы, найденные на сайте Thomasnet. com. Разнообразие типов прессов и потенциальных применений может затруднить выбор, но понимание варианта использования вашего кузнечного пресса, его необходимого тоннажа, физических требований к внешнему и внутреннему пространству, источника питания и других важных характеристик может сузить список доступных вариантов. Кроме того, эксперты в области ковки/тяжелого производства являются бесценным источником знаний для вашего собственного проекта, поэтому не забудьте связаться с этими группами через Thomasnet.com и другие источники, чтобы обеспечить полное удовлетворение. Чтобы узнать больше, посетите нашу платформу поиска поставщиков Thomas, где у нас есть более 57 поставщиков ковочных прессов, доступных для изучения.
com. Разнообразие типов прессов и потенциальных применений может затруднить выбор, но понимание варианта использования вашего кузнечного пресса, его необходимого тоннажа, физических требований к внешнему и внутреннему пространству, источника питания и других важных характеристик может сузить список доступных вариантов. Кроме того, эксперты в области ковки/тяжелого производства являются бесценным источником знаний для вашего собственного проекта, поэтому не забудьте связаться с этими группами через Thomasnet.com и другие источники, чтобы обеспечить полное удовлетворение. Чтобы узнать больше, посетите нашу платформу поиска поставщиков Thomas, где у нас есть более 57 поставщиков ковочных прессов, доступных для изучения.
Источники:
- В чем разница между ковкой на прессе и ковкой на молоте? (anyanghammer.com)
- 5.1.2 Прессы | Ассоциация кузнечной промышленности
- Ковка на прессах – Металлургические процессы (azom.com)
- Различные типы ковочных прессов — Milwaukee Forge
- Сравнительный анализ ковочных прессов | 08.
 01.2010 | Кузнечный журнал
01.2010 | Кузнечный журнал - Выбор пресса | Kenco Press Специалист по малому прессу
Прочие изделия для обработки и производства:
- Различные процессы обработки
- Современные инструменты для обработки
- Ведущие производственные компании США
- О контрактном производстве
- Типы производственных процессов
- Процессы микросверления
- Ресурсы по обработке — руководство по домашней автоматизации
- Ведущие поставщики услуг EDM в США
- Ведущие поставщики услуг по обработке винтов в США
- История промышленной революции: от рукотворного до механической обработки
- Типы винтовых станков
- О прецизионной обработке — краткое руководство
- Что такое обработка? Руководство по различным видам обработки
- Типы формовочного оборудования — Руководство для покупателей ThomasNet
- Типы обрабатывающих тисков — Руководство по покупке ThomasNet
- Все о КИМ
- СОЖ для механической обработки
- Об удалении заусенцев
- Будущее автоматизации обработки с ЧПУ: интервью с Сарой Бойсверт
- Лучшие мини-мельничные станки
- Все о 5-осевой обработке с ЧПУ
- Лучшие производители и поставщики шнековых винтов в США
- Ведущие производители оригинального оборудования и компании в США
- Производство по требованию – что это такое и как это работает
- Что такое пеногаситель/противовспениватель?
- Что такое Макиладора?
- Ведущие поставщики фрезерных станков с ЧПУ
- Ведущие производители фрезерных станков с ЧПУ
- Право на ремонт
- Ведущий производитель и поставщик систем MES в США
- Ведущие производители модульных чистых помещений
- Ведущие производители переносных зданий в США
- Ведущие компании по обработке латуни в США
- Машинное обучение и искусственный интеллект в производстве
- Все о медицинском производстве
Другие товары от Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
5.
 1.2 Прессы | Ассоциация кузнечной промышленности
1.2 Прессы | Ассоциация кузнечной промышленности
Кузнечные прессы представляют собой вторую группу кузнечно-прессовых машин, регулярно используемых для штамповки штампов и крупногабаритной штамповки. Они обычно классифицируются как механические или гидравлические в зависимости от средств, используемых для подачи энергии. Прессы отдают энергию медленнее, чем молотки. Они используются для всех групп сплавов и используются вместо молотков для сплавов, требующих медленных скоростей деформации, таких как алюминиевые сплавы серии 7xxx и большинство сплавов магния. Как и молотки, они обычно работают вертикально. Верхняя матрица прикреплена к плунжеру, и ход плунжера вниз воздействует на заготовку.
Механические прессы Механические прессы обычно накапливают энергию во вращающемся маховике, который приводится в действие электродвигателем. Маховик зацепляется и расцепляется с механическим приводом, таким как коленчатый вал, эксцентриковый вал, эксцентриковая шестерня или поворотные рычаги, которые преобразуют вращение маховика в вертикальное движение. Ход имеет заданную скорость, длину и продолжительность. Таким образом, механические прессы обеспечивают стабильные результаты ковки, обеспечивают высокую производительность и точность и не требуют такого высокого уровня навыков оператора, как другие типы кузнечных машин. При ковке штамповкой заготовку обычно наносят один раз в каждом оттиске. Механические прессы не подходят для свободной штамповки, когда длина хода должна варьироваться между ходами.
Ход имеет заданную скорость, длину и продолжительность. Таким образом, механические прессы обеспечивают стабильные результаты ковки, обеспечивают высокую производительность и точность и не требуют такого высокого уровня навыков оператора, как другие типы кузнечных машин. При ковке штамповкой заготовку обычно наносят один раз в каждом оттиске. Механические прессы не подходят для свободной штамповки, когда длина хода должна варьироваться между ходами.
Приложенная сила максимальна в нижней части рабочего хода, а расчетная нагрузка в положении чуть выше этой точки является основой для номинальной производительности пресса. Рейтинги обычно варьируются от 100 до 10 000 тонн. В эксплуатации находится несколько прессов большой мощности специальной конструкции с усилием до 16 000 тонн.
Последние разработки в области механических прессов сосредоточены на повышении жесткости конструкции пресса для повышения точности штамповки, автоматизации и высокой скорости (с точки зрения времени контакта штампа с заготовкой). Они все чаще заменяют молотки из-за большей экологичности, простоты автоматизации и более низких эксплуатационных расходов.
Они все чаще заменяют молотки из-за большей экологичности, простоты автоматизации и более низких эксплуатационных расходов.
Винтовые прессы Винтовые прессы не так широко используются в Северной Америке, как механические прессы, но уникальные характеристики винтовых прессов способствуют увеличению их использования. Как следует из названия, этот тип пресса использует механический винт для преобразования вращательного движения в вертикальное. Вкратце, плунжер действует как гайка на вращающемся валу винта, движущемся вверх или вниз в зависимости от вращения винта. Энергия передается либо от маховика, который обычно соединен с ограничивающей крутящий момент (проскальзывающей) муфтой, либо от реверсивного электродвигателя с прямым приводом. Основное преимущество винтовых прессов перед офсетными или кривошипными механическими прессами заключается в окончательном контроле толщины, когда штампы соприкасаются друг с другом.
Гидравлические прессы Гидравлические прессы приводятся в действие большими поршнями, приводимыми в движение гидравлическими или гидропневматическими системами высокого давления. Они работают медленнее по сравнению с механическими и винтовыми прессами и скорее сжимают, чем ударяют по заготовке. При работе гидравлическое давление воздействует на верхнюю часть поршня, перемещая плунжер вниз. Когда ход завершен, к противоположной стороне поршня прикладывается давление, чтобы поднять плунжер.
Они работают медленнее по сравнению с механическими и винтовыми прессами и скорее сжимают, чем ударяют по заготовке. При работе гидравлическое давление воздействует на верхнюю часть поршня, перемещая плунжер вниз. Когда ход завершен, к противоположной стороне поршня прикладывается давление, чтобы поднять плунжер.
Скорость и давление можно точно контролировать. Во многих прессах схемы обеспечивают компенсационное управление или последовательное управление, т.е. быстрое продвижение, за которым следуют последовательности с двумя или более скоростями прессования. Пресс также можно отрегулировать так, чтобы он оставался в нижней части хода в течение заданного времени, поднимался с медленной скоростью отпускания и ускорялся до тех пор, пока он не достигнет исходного положения. При необходимости скорость гидравлического пресса можно значительно увеличить. Во многих случаях гидравлические прессы, используемые для открытых и некоторых закрытых штамповочных прессов, используют микропроцессоры или компьютеры для управления работой пресса для таких параметров, как скорость и положение ползуна.
Гидравлические ковочные прессы классифицируются по максимальному усилию, которое они развивают. Прессы, используемые в Северной Америке для штамповки штамповкой, в настоящее время имеют усилие до 50 000 тонн; прессы усилием 72 000 тонн и 82 000 тонн работают во Франции и России. Прессы, используемые для свободной штамповки, варьируются от 200 тонн до 10 000 тонн.
Ковочные машины (высадочные машины) Кузнечные машины также называются высадочными машинами. Первоначально они были разработаны для высадки металла для головок болтов и аналогичных форм, и их иногда называют «головками». В настоящее время они используются для сбора или опрокидывания (смещения в сторону) материала либо на конце сырья, между концами, либо в нескольких местах. Их можно использовать для сбора металла перед операциями ковки на другом оборудовании или для точного изготовления сложных готовых конфигураций, таких как заготовки зубчатых колес, обойм подшипников и шпинделей.
Ковочные машины представляют собой механические прессы двойного действия, работающие в горизонтальной плоскости. В них используется маховик, пневматическая муфта и эксцентриковый вал для управления ползунком (или направляющим цилиндром). Во время работы прутковый материал, нагретый или комнатной температуры, помещается напротив стационарной матрицы. Зажимная матрица перемещается в боковом направлении относительно стационарной матрицы, плотно сжимая ложу. Затем направляющая головка с прикрепленным к ней направляющим инструментом (матрицей) продвигается вперед к концу заготовки и вытесняет заготовку в пазы матрицы. По мере того, как ползун отступает, матрица захвата втягивается и освобождает заготовку, которая готова к последующим операциям ковки. В некоторых случаях поковку штампуют или срезают с прутка на последнем этапе.
В них используется маховик, пневматическая муфта и эксцентриковый вал для управления ползунком (или направляющим цилиндром). Во время работы прутковый материал, нагретый или комнатной температуры, помещается напротив стационарной матрицы. Зажимная матрица перемещается в боковом направлении относительно стационарной матрицы, плотно сжимая ложу. Затем направляющая головка с прикрепленным к ней направляющим инструментом (матрицей) продвигается вперед к концу заготовки и вытесняет заготовку в пазы матрицы. По мере того, как ползун отступает, матрица захвата втягивается и освобождает заготовку, которая готова к последующим операциям ковки. В некоторых случаях поковку штампуют или срезают с прутка на последнем этапе.
Кузнечные машины рассчитаны по размеру в соответствии с максимальным размером прутка, для которого они могут обеспечить высадку головки. Например, двухдюймовый высадочный станок теоретически может приваривать болты с головкой или формировать элементы размером до двух дюймов в диаметре.
При производстве больших объемов продукции, например, при производстве автомобилей и подшипников, все чаще используются автоматические многоступенчатые машины для горячей штамповки. Эти машины основаны на сочетании функций, известных холодным жаткам и машинам для формовки гайки горячим способом, и работают с очень высокой производительностью, приближающейся к 160 деталям в минуту. Они могут производить изделия сложной конфигурации с высокой производительностью.
Вернуться к оглавлению
1910.218 — Кузнечные машины. | Управление по безопасности и гигиене труда
- По стандартному номеру
- 1910.218 — Машины кузнечные.
1910.218 (а)
Общие требования —
1910. 218(а)(1)
218(а)(1)
Использование свинца . Требования безопасности настоящего подпункта распространяются на свинцовые отливки или другое использование свинца в кузнечном или штамповочном цехе.
1910.218(а)(1)(и)
Термостатический контроль нагревательных элементов должен быть обеспечен для поддержания надлежащей температуры плавления и предотвращения перегрева.
1910.218(а)(1)(ii)
Стационарные или постоянные установки свинцовых электролизеров должны быть отработаны.
1910.218(а)(1)(iii)
Переносные устройства должны использоваться только в помещениях с хорошей общей вентиляцией помещения.
1910. 218(а)(1)(iv)
218(а)(1)(iv)
Необходимо носить средства индивидуальной защиты (перчатки, защитные очки, фартуки и другие предметы).
1910.218(а)(1)(в)
Должен быть предусмотрен закрытый контейнер для хранения остатков шлака.
1910.218(а)(1)(vi)
Оборудование должно содержаться в чистоте, особенно от скоплений желтого оксида свинца.
1910.218(а)(2)
Осмотр и техническое обслуживание . Работодатель несет ответственность за поддержание всего оборудования кузнечного цеха в состоянии, обеспечивающем непрерывную безопасную работу. Эта ответственность включает в себя:
1910. 218(а)(2)(и)
218(а)(2)(и)
Организация периодических и регулярных проверок безопасности при техническом обслуживании и ведение сертификационных записей этих проверок, включающих дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор проверяемой кузнечной машины.
1910.218(а)(2)(ii)
Составление графика и регистрация проверок ограждений и защитных устройств на месте эксплуатации через частые и регулярные промежутки времени. Запись инспекций должна быть в форме сертификационной записи, которая включает дату проведения инспекции, подпись лица, проводившего инспекцию, и серийный номер или другой идентификатор проверяемого оборудования.
1910.218(а)(2)(iii)
Обучение персонала надлежащему осмотру и обслуживанию кузнечных машин и оборудования.
1910. 218(а)(2)(iv)
218(а)(2)(iv)
Все потолочные части должны быть закреплены или защищены таким образом, чтобы они не слетели или не упали в случае поломки.
1910.218(а)(3)
Молотки и прессы .
1910.218(а)(3)(и)
Все молоты должны быть расположены или установлены таким образом, чтобы они оставались на фундаменте или были прикреплены к фундаменту, достаточному для их поддержки в соответствии с применимыми техническими стандартами.
1910.218(а)(3)(ii)
Все прессы должны быть установлены таким образом, чтобы они оставались на своих местах или были прикреплены к фундаменту, достаточному для их поддержки в соответствии с применимыми техническими стандартами.
Таблица O-11 – Прочность и размеры деревянных стоек
| 4 х 4 | 16 | 5000 | 80 000 | 10 | 8000 | 44 |
| 6 х 6 | 36 | 5000 | 180 000 | 10 | 18 000 | 66 |
| 8 х 8 | 64 | 5000 | 320 000 | 10 | 32 000 | 88 |
| 10 х 10 | 100 | 5000 | 500 000 | 10 | 50 000 | 100 |
| 12 х 12 | 144 | 5000 | 720 000 | 10 | 72 000 | 132 |
1 Сноска Фактический размер.
2 Сноска Адаптировано из Технического бюллетеня Министерства сельского хозяйства США 479. Рекомендуются твердые породы древесины, чья предельная прочность на раздавливание при сжатии параллельно волокнам составляет 5000 фунтов на квадратный дюйм. (фунтов на квадратный дюйм) или выше.
3 Формула коэффициента гибкости для коротких колонн: L/d = 11, где L = длина бревна в дюймах и d = наименьший размер в дюймах; это отношение не должно превышать 11.
1910.218(а)(3)(iii)
Должны быть предусмотрены средства для отключения питания машины и для блокировки или приведения в нерабочее состояние органов управления циклами.
1910.218(а)(3)(iv)
Ползун должен быть заблокирован при замене штампов или других работах с молотом. Блоки или клинья должны быть изготовлены из материала, прочность и конструкция которого должны соответствовать или превышать спецификации и размеры, указанные в Таблице O-11.
Блоки или клинья должны быть изготовлены из материала, прочность и конструкция которого должны соответствовать или превышать спецификации и размеры, указанные в Таблице O-11.
1910.218(а)(3)(в)
Клещи должны иметь достаточную длину, чтобы не касаться тела рабочего в случае отдачи, и не должны иметь острых концов рукояток.
1910.218(а)(3)(vi)
Масляные тампоны, средства для удаления накипи или другие приспособления для удаления накипи должны быть предоставлены. Эти приспособления должны быть достаточно длинными, чтобы человек мог дотянуться до матрицы по всей ее длине, не помещая руку или руку между матрицами.
1910.218(а)(3)(vii)
Погрузочно-разгрузочное оборудование должно иметь достаточную прочность, размеры и размеры для безопасного выполнения операций по штамповке.
1910.218(а)(3)(viii)
На задней стороне каждого молотка должна быть предусмотрена прочная защита от накипи, устроенная таким образом, чтобы не допустить разлетающейся окалины.
1910.218(а)(3)(ix)
На задней стороне каждого пресса должна быть предусмотрена прочная защита от окалины, устроенная таким образом, чтобы не допустить разлетающейся окалины.
1910.218(б)
Молотки, обычные —
1910.218(б)(1)
Ключи . Ключи и прокладки должны быть изготовлены из материала, который не будет чрезмерно трескаться или раскалываться.
1910. 218(б)(2)
218(б)(2)
Устройства с ножным управлением . Все устройства с ножным управлением (например, педали, рукоятки, клапаны и переключатели) должны быть существенно и эффективно защищены от непреднамеренного срабатывания.
1910.218 (с)
Прессы . Все клапаны и переключатели с ручным управлением должны быть четко идентифицированы и легкодоступны.
1910.218 (г)
Молотки с механическим приводом —
1910.218(г)(1)
Безопасная головка цилиндра . Каждый паровой или пневматический молот должен иметь предохранительную головку цилиндра, которая действует как подушка на случай поломки штока или выдергивания плунжера.
1910.218(г)(2)
Запорный вентиль . Паровые молоты должны быть снабжены быстрозакрывающимся аварийным клапаном на входном трубопроводе в удобном месте. Этот клапан должен быть закрыт и заблокирован в выключенном положении во время регулировки, ремонта или обслуживания молота или при замене штампов.
1910.218(г)(3)
Слив цилиндра . Паровые молоты должны быть снабжены средствами опорожнения цилиндра, такими как устройство самоосушения или быстродействующий сливной кран.
1910.218(г)(4)
Напорные трубы . Паровые или воздушные трубопроводы должны соответствовать спецификациям американского национального стандарта ANSI B31. 1.0-19.67, Power Piping с дополнениями, выпущенными до 28 апреля 1971 г., которые включены посредством ссылки, как указано в § 1910.6.
1.0-19.67, Power Piping с дополнениями, выпущенными до 28 апреля 1971 г., которые включены посредством ссылки, как указано в § 1910.6.
1910.218 (е)
Гравитационные молоты —
1910.218 (е) (1)
Пневматические молоты .
1910.218(д)(1)(я)
Пневматические молоты должны иметь головку безопасного цилиндра, как требуется в пункте (d)(1) настоящего раздела.
1910.218(е)(1)(ii)
Пневматические молоты должны иметь воздушный запорный клапан, как требуется в пункте (d)(2) настоящего раздела.
1910. 218(е)(1)(iii)
218(е)(1)(iii)
Пневматические молоты должны быть снабжены двумя сливными кранами: один на главном головном цилиндре и один на зажимном цилиндре.
1910.218(е)(1)(iv)
Воздушные трубопроводы должны соответствовать спецификациям ANSI B31.1.0-1967, Силовые трубопроводы с дополнениями, выпущенными до 28 апреля 1971 г., которые включены посредством ссылки, как указано в § 1910.6.
1910.218 (е) (2)
Молотки для досок .
1910.218(д)(2)(я)
Должна быть предусмотрена подходящая оболочка для предотвращения падения поврежденных или отсоединенных досок. Корпус доски должен быть надежно закреплен на молотке.
1910. 218(е)(2)(ii)
218(е)(2)(ii)
Все основные узлы и фитинги, которые могут ослабнуть и упасть, должны быть надлежащим образом закреплены на месте.
1910.218(ф)
Ковочные прессы —
1910.218(ф)(1)
Механические кузнечные прессы . При замене штампов или техническом обслуживании пресса необходимо выполнить следующее:
1910.218(е)(1)(я)
Питание пресса должно быть заблокировано.
1910.218(е)(1)(ii)
Маховик должен находиться в состоянии покоя.
1910. 218(е)(1)(iii)
218(е)(1)(iii)
Штанга должна быть заблокирована материалом, прочность которого должна соответствовать или превышать спецификации или размеры, указанные в Таблице O-11.
1910.218(ф)(2)
Гидравлические ковочные прессы . При замене штампов или техническом обслуживании пресса необходимо выполнить следующее:
1910.218(ф)(2)(и)
Гидравлические насосы и силовое оборудование должны быть заблокированы.
1910.218(е)(2)(ii)
Плунжер должен быть заблокирован материалом, прочность которого должна соответствовать или превышать спецификации или размеры, указанные в Таблице O-11.
1910. 218(г)
218(г)
Обрезные прессы —
1910.218(г)(1)
Прессы для горячей обрезки . Требования параграфа (f)(1) настоящего раздела также применяются к прессам для горячей обрезки.
1910.218(г)(2)
Прессы для холодной обрезки . Прессы для холодной обрезки должны быть защищены в соответствии с § 1910.217(c).
1910.218(ч)
Нарушители —
1910.218(ч)(1)
Общие требования . Все высадки должны быть установлены так, чтобы они оставались на своих опорных основаниях.
1910.218(ч)(2)
Блокировки . Установщики должны быть снабжены средствами для блокировки питания в точке его входа в машину и приведения в нерабочее состояние ее органов управления циклами.
1910.218(ч)(3)
Ручное управление . Все клапаны и переключатели с ручным управлением должны быть четко идентифицированы и легкодоступны.
1910.218(ч)(4)
Щипцы . Щипцы должны иметь достаточную длину, чтобы не касаться тела рабочего в случае отдачи, и не должны иметь острых концов рукояток.
1910.218(ч)(5)
Замена штампов . При замене штампов, выполнении технического обслуживания или любых других работ на машине питание высадочного устройства должно быть заблокировано, а маховик должен находиться в состоянии покоя.
При замене штампов, выполнении технического обслуживания или любых других работ на машине питание высадочного устройства должно быть заблокировано, а маховик должен находиться в состоянии покоя.
1910.218(я)
Другое кузнечное оборудование —
1910.218(я)(1)
Головка болта . Положения параграфа (h) настоящего раздела должны применяться к головке болтов.
1910.218(я)(2)
Изготовление заклепок . Положения параграфа (h) настоящего раздела применяются к изготовлению заклепок.
1910.218(к)
Другое кузнечное оборудование —
1910. 218(к)(1)
218(к)(1)
Заготовочные ножницы . Должно быть предусмотрено устройство блокировки принудительного типа для отключения питания ножниц.
1910.218(к)(2)
Пилы . Каждая пила должна быть снабжена защитным кожухом из листового металла толщиной не менее одной восьмой дюйма, предназначенным для предотвращения летящих искр.
1910.218(к)(3)
Конвейеры . Оборудование для передачи энергии конвейера должно быть ограждено в соответствии с ANSI B20.1-19.57, Кодекс безопасности для конвейеров, канатных дорог и сопутствующего оборудования, который включен посредством ссылки, как указано в § 1910.6.
1910.
