Пресс штамповочный: Штамповочный пресс
Содержание
Штамповочные прессы | Shear.by
Каталог
Скачать
Каталог оборудования
(18.93 Мб)
Информация о штамповочных прессах
Главная > Каталог > Кузнечно-прессовое оборудование
Штамповочный пресс – это устройство, применяющееся в металлообрабатывающей промышленности для изменения формы или габаритов материала. Процесс изменения происходит посредством давления. В качестве материала используются различные виды металлов и пластмасса.
Частное торговое унитарное предприятие «МП Сервис» предлагает ковочно-штамповочные прессы с неподвижным и подвижным столом, автоматически смазываемые и с сухим сцеплением. Поставляемые нами прессы отлично подойдут для работы с холодным и горячим, листовым и не листовым металлом. Они легко наклоняются и регулируются, а оснащение пневмо- и гидропредохранителем и ситемой ЧПУ делает пресс максимально удобным для работы.
Каждый ковочно-штамповочный пресс уникален по своим характеристикам, параметрам оснащения, способу управления, дизайнерским решениям.
Выбирая продукцию нашей фирмы, вы можете быть уверены в том, что оборудование прослужит долго. Ведь оно изготавливается из сырья высокого качества.
| Кривошипный прессы серии J21 с неподвижным столом Цена: по запросу Наличие: уточняйте Доставка: самовывоз Заказать Однокривошипные прессы серии J21 с неподвижным столом — это основная и самая популярная линейка штамповочных прессов с неподвижной поверхностью. Серия J21 имеет достоинства: трёхсторонний доступ к рабочей поверхности стола. Простота в… подробнее | |
| Пресс кривошипный серии Jh31 Цена: по запросу Наличие: уточняйте Доставка: самовывоз Заказать Кривошипные пресса серии Jh31 — это штамповочные пресса, оснащенные системой автоматической смазки. В воздушном канале установлен двойной предохранительный клапан. Для управления работой кривошипного пресса используется командоаппарат, бла.  .. подробнее .. подробнее | |
| Штамповочный пресс серии Jh31 с сухим сцеплением и гидропредохранителем Цена: по запросу Наличие: уточняйте Доставка: самовывоз Заказать Штамповочные прессы серии Jh31 с сухим сцеплением и гидропредохранителем предназначены для выполнения высокоточных операций холодной штамповки: вырубки, пробивки, гибки, неглубокой вытяжки. На рабочей плоскости стола штамповочного пр… подробнее | |
| Штамповочный пресс серии JF21 с сухим сцеплением и пневмопредохранителем Цена: по запросу Наличие: уточняйте Доставка: самовывоз Заказать Штамповочные прессы серии JF21 — это прессы с сухим сцеплением и пневмопредохранителем. Данные станки имеют особенности: Монолитная рама, низкий уровень деформации и стабильность работы Комбинированное использование фрикционной муфты и… подробнее | |
| Штамповочный пресс наклоняемый серии JE23 c сухим сцеплением Цена: по запросу Наличие: уточняйте Доставка: самовывоз Заказать Штамповочный пресс наклоняемый серии JE23 c сухим сцеплением имеет технические параметры: Характеристика Ед.  изм. изм.
JE23-25 JE23-40 JE23-63 JE23-80 Номинальное усилие кН 250 400 630 800 Номинальный ход сжатия мм … подробнее | |
| Штамповочные прессы серии ТР Цена: по запросу Наличие: уточняйте Доставка: самовывоз Заказать Штамповочные прессы серии ТР — это станки, которые применяются при штамповочных и вытяжных работах на листовом материале. Основные особенности: Упоры безопасности. Световой занавес. Трехстороннее защитное ограждение. Режим бло… подробнее | |
| Штамповочный пресс серии JZ21 со сцеплением Цена: по запросу Наличие: уточняйте Доставка: самовывоз Заказать Технические характеристики штамповочного пресса с усилием до 1000 кН: Характеристика Ед.  изм. изм.
JZ21-45 JZ21-63 JZ21-80 Номинальное усилие кН 450 630 800 Номинальный ход сжат… подробнее | |
| Штамповочный пресс наклоняемый серии JE23D c сухим сцеплением и регулируемым ходом Цена: по запросу Наличие: уточняйте Доставка: самовывоз Заказать Штамповочный пресс наклоняемый серии JE23D — это станок с сухим сцеплением и регулируемым ходом. Модели серии JE23D имеют особенности: Коленчатый вал расположен вертикально Комбинированное использование механики с пневматической… подробнее | |
| Прессы глубокой вытяжки серии YS Цена: по запросу Наличие: уточняйте Доставка: самовывоз Заказать Прессы глубокой вытяжки серии YS имеют технические характеристики: Параметры/ Модель YS30 YS46 YS65 YS65/1 YS80 YS80/1 YS100 YS120 YS150 Усилие, кН 300 460 650. 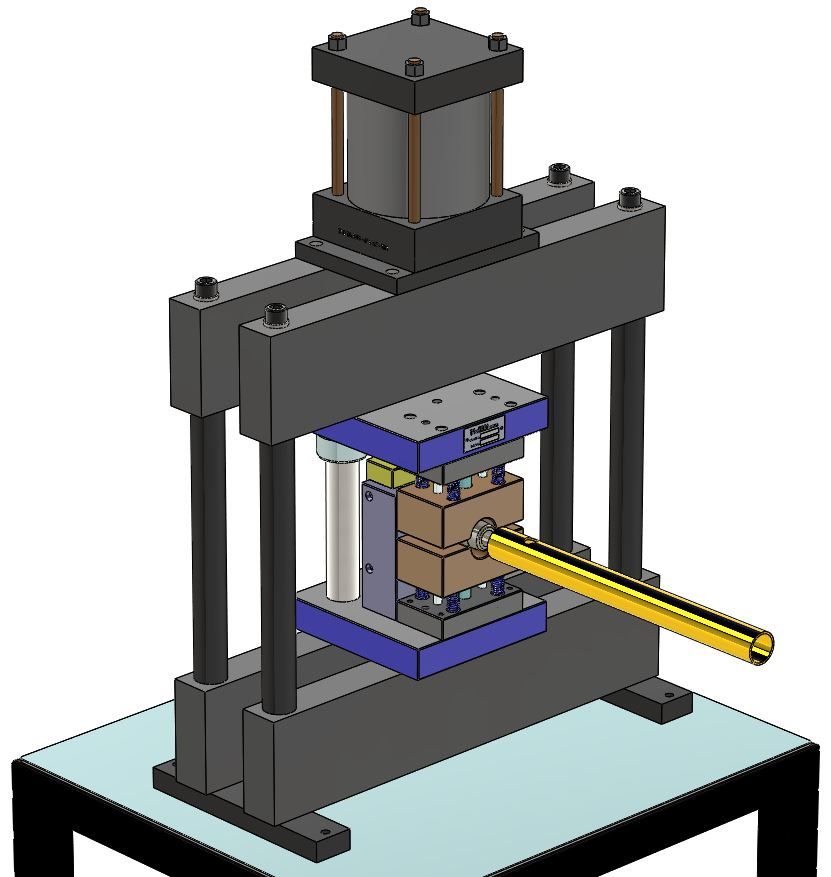 .. подробнее .. подробнее | |
| Штамповочно-раскроечный комплекс с ЧПУ Цена: по запросу Наличие: уточняйте Доставка: самовывоз Заказать Штамповочно-раскроечный комплекс с ЧПУ разработан на основе передовых разработок в области систем ЧПУ, микроэлектроники, дистанционной диагностики. Качественная электроника, компьютерное управление, дистанционное управление позволяет дости… подробнее |
Высокопроизводительный штамповочный пресс Bruderer BSTA 280-75 (Щвейцария)
Высокопроизводительный штамповочный пресс с усовершенствованной системой балансировки массы и регулируемым ходом
Компактный дизайн и низкая общая высота
Управление на основе IPC, высококачественный TFT-дисплей с длительным сроком службы и равномерным освещением для хорошей читаемости
Интегрированный контроль безопасности
Передача сигнала на штамповочный пресс по шине EtherCAT
Точная механика, универсальность — может использоваться для ряда различных применений
Сила пресса | kN | 280 | |
Зона установки инструмента | L-R | mm | 750 |
Минимальная скорость | Min | spm | 100 |
Максимальная скорость (с рег. | Max | spm | 1500 |
Максимальная скорость (с рег. ходом) | Max | spm | 2000 |
Напряжение сети (EN 60204) | V | 400 | |
Частота сети (EN 60204) | Hz | 50/60 | |
Подключенная нагрузка | Max | kVA | 73/86 |
Управляющее напряжение | VDC | 24 | |
Мощность привода главного двигателя | kW | 18. | |
Подключение сжатого воздуха R 1/2 « | Min/Max | bar | 7/10 |
Регулируемый ход (стандарт) | mm | 13/14/16/19/25
32/38/44/47 | |
Регулируемый ход (опционально) | mm | 6.5/8/10/13/16 19/25/35/40.5 | |
Фиксированный ход | mm | 47 | |
Диапазон регулировки плунжера | mm | 51 | |
Высота закрывания (в зависимости от хода) | Min/Max | mm | 171/239 |
Площадь поддержки | L-R
F-B
Height* | mm | 740 |
Площадь прессовки | L-R
F-B | mm | 646 |
Высота впуска полосы | Min/Max | mm | 50/120 |
Ширина полосы на входе (машина) | Max | mm | 230 |
Отверстие основания | L-R
F-B | mm | 700 |
Устройство подачи полосы | Стандарт | BBV 180 | |
Вариации | BSV 75
BSV 170
BZV 61 |
 ходом стандарт)
ходом стандарт) 5/28
5/28*Высота над уровнем пола
Прецизионный штамповочный пресс APH с усилием 30-300 тонн | Металлообрабатывающий инструмент
Особенности
- Прецизионный штамповочный пресс APH с усилием 30-300 тонн изготовлен из высокопрочного чугуна со шаровидным графитом.
 Точность и надежность пресса повышается благодаря технологии устранения внутреннего напряжения.
Точность и надежность пресса повышается благодаря технологии устранения внутреннего напряжения. - Мы используем метод конечно-элементного анализа в процессе разработки и анализа прочности конструкции и суммарной деформации.
- Трёхсекционная конструкция пресса интегрирована для обеспечения стабильности штамповочного пресса. Гидравлическое давление используется для снижения уровня деформации и вибрации.
- Динамическая балансировка используется для уменьшения шума и вибрации при работе на высокой скорости, таким образом значительно продлевает срок службы штампов.
- Коленчатый вал изготовлен из медного сплава, производимого компанией China Molybdenum и измельченного после нагревания импортированными станками из Италии.
- Сцепление и тормоз обладают высокой чувствительностью, что делает эксплуатацию безопасной и оперативной.
- Встроенные системы принудительной циркуляции масла, устройство регулировки температуры масла и система смазки и охлаждения предназначены для предотвращения тепловой деформации, обеспечения точности заготовки и продления срока службы.

Технические характеристики
| Название | Ед.изм | APH-30 | ||
| Усилие | Тонн | 30 | ||
| Ход поршня | мм | 30 | 25 | 20 |
| Количество ходов в минуту | s.p.m | 200-900 | 200-1000 | 200-1200 |
| Размерподштамповойплиты | мм | 600×450 | ||
| Подающееотверстие | мм | 400×100 | ||
| Площадь ползуна | мм | 600×320 | ||
| Регулировка ползуна | мм | 225-275 | ||
| Двигатель регулировки ползуна | кВт | 0.4 | ||
| Линейная высота | мм | 120 | ||
| Основной двигатель | кВт | 11 | ||
| Название | Ед. изм изм | APH-45 | ||
| Усилие | Тонн | 45 | ||
| Ход поршня | мм | 30 | 25 | 20 |
| Количество ходов в минуту | s.p.m | 200-800 | 200-900 | 200-1100 |
| Размерподштамповойплиты | мм | 750×550 | ||
| Подающееотверстие | мм | 550×125 | ||
| Площадь ползуна | мм | 750×380 | ||
| Регулировка ползуна | мм | 240-290 | ||
| Двигатель регулировки ползуна | кВт | 0.4 | ||
| Линейная высота | мм | 135 | ||
| Основной двигатель | кВт | 15 | ||
| Название | Ед.изм | APH-60 | ||
| Усилие | Тонн | 60 | ||
| Ход поршня | мм | 30 | 25 | 20 |
| Количество ходов в минуту | s. p.m p.m | 200-800 | 200-900 | 200-1000 |
| Размерподштамповойплиты | мм | 950×650 | ||
| Подающееотверстие | мм | 700×125 | ||
| Площадь ползуна | мм | 950×420 | ||
| Регулировка ползуна | мм | 300-350 | ||
| Двигатель регулировки ползуна | кВт | 0.4 | ||
| Линейная высота | мм | 160 | ||
| Основной двигатель | кВт | 19 | ||
| Название | Ед.изм | APH-80 | |
| Усилие | Тонн | 80 | |
| Ход поршня | мм | 30 | 25 |
| Количество ходов в минуту | s.p.m | 200-700 | 200-800 |
| Размерподштамповойплиты | мм | 1100×750 | |
| Подающееотверстие | мм | 800×150 | |
| Площадь ползуна | мм | 1100×500 | |
| Регулировка ползуна | мм | 330-380 | |
| Двигатель регулировки ползуна | кВт | 0. 75 75 | |
| Линейная высота | мм | 175 | |
| Основной двигатель | кВт | 22 | |
| Название | Ед.изм | APH-125 |
| Усилие | Тонн | 125 |
| Ход поршня | мм | 30 |
| Количество ходов в минуту | s.p.m | 150-700 |
| Размерподштамповойплиты | мм | 1200×850 |
| Подающееотверстие | мм | 1000×200 |
| Площадь ползуна | мм | 1200×600 |
| Регулировка ползуна | мм | 360-410 |
| Двигатель регулировки ползуна | кВт | 0.75 |
| Линейная высота | мм | 195 |
| Основной двигатель | кВт | 37 |
| Название | Ед. изм изм | APH-200 |
| Усилие | Тонн | 200 |
| Ход поршня | мм | 30 |
| Количество ходов в минуту | s.p.m | 150-600 |
| Размерподштамповойплиты | мм | 1700×950 |
| Подающееотверстие | мм | 1300×250 |
| Площадь ползуна | мм | 1700×700 |
| Регулировка ползуна | мм | 370-420 |
| Двигатель регулировки ползуна | кВт | 1.5 |
| Линейная высота | мм | 200 |
| Основной двигатель | кВт | 45 |
| Название | Ед.изм | APH-300 |
| Усилие | Тонн | 300 |
| Ход поршня | мм | 30 |
| Количество ходов в минуту | s.p.m | 150-400 |
| Размерподштамповойплиты | мм | 2000×1000 |
| Подающееотверстие | мм | 1520×330 |
| Площадь ползуна | мм | 2000×900 |
| Регулировка ползуна | мм | 400-450 |
| Двигатель регулировки ползуна | кВт | 2. 2 2 |
| Линейная высота | мм | 210 |
| Основной двигатель | кВт | 50 |
Кривая производительности
Стандартная конфигурация
1. Устройство электродинамического регулирования высоты штампа
2. Цифровой счётчик высоты штампа (0.01мм)
3. Устройство определения толчка
4. 30 режимов обработки штампом
5. 3х серийный контроль «A»,»B»,»C»,
6. 2 устройства определения ошибок при подаче
7. Однократное и непрерывное действие могут установить на 0º и 90º
8. Управление двигателем с двумя направлениями вращения
9. Гидравлическое блокировочное устройство для регулировки высоты штампа
10. Устройство охлаждения смазки
11.Автономная муфта и тормоз
12.Независимый электрический блок управления
13. Ящик для инструментов
14. Рабочее освещение
Рабочее освещение
Дополнительная конфигурация
1. Детектор высоты штампа
2. Гидравлическое блокировочное устройство
3. Гидравлическое подъёмное устройство для штампа и рычаг штампа
4. Система быстрого зажима штампов
5. Гидравлический разматыватель с двойной головкой
6. Уравнитель и правление контуром «S»
7. Противовибрационное основание
8. Контроллер штамповки F-3SC
9. Управление инвертором главного двигателя
10. Передние и задние звуконепроницаемые двери
Примеры клиентов
Схожая продукция
металлическая штамповочная машина, мощность пресса, прогрессивная штамповка
Штамповочные прессы | Механические и сервопрессы
Информация о компании
Глобальный профиль AIDA
Мировой лидер в области штамповочных прессов для металла
AIDA является мировым лидером в области проектирования и проектирования, производства, продажи, обслуживания и поддержки, ремонта и модернизации штамповочных прессов и оборудование для автоматизации металлообработки.
Подробнее об AIDA Global
Группа компаний AIDA
Офисы в 42 городах, 19 странах
Обладая всемирной сетью торговых и сервисных центров в 42 городах 19 стран, производственными предприятиями в Японии, США, Италии, Малайзии и Китае, AIDA действительно является глобальным поставщиком комплексных решений для обработки металлов давлением.
Подробнее о компаниях группы AIDA
Новости, события и выставки
AIDA-America на выставке FABTECH® Atlanta 2022
AIDA-America продемонстрирует передовые технологии прессования с несколькими прессами и системами управления на стенде B6007 на FABTECH® Атланта, 2022 г. В этом году на выставке FABTECH®, которая пройдет с 8 по 10 ноября во Всемирном конгресс-центре Джорджии, Атланта, Джорджия, будут запущены два сервопресса с прямым приводом серии DSF и будут штамповаться детали.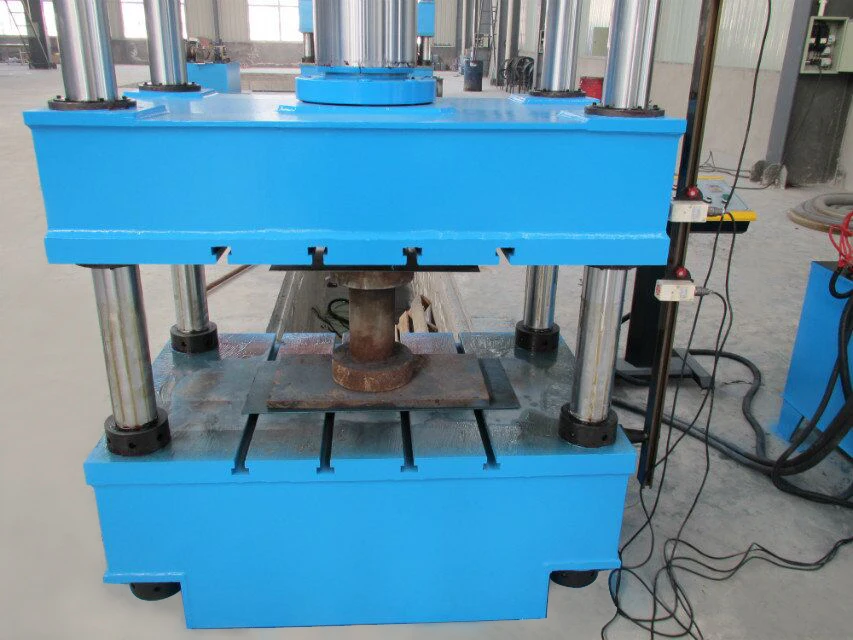
Другие новости и события
Годовой отчет
Чистый объем продаж более 524 млн долларов США в 2020 финансовом году
AIDA будет расти как производитель формовочных систем и продолжит вносить свой вклад в жизнь людей и общества посредством продуктов, которые незаменимы в нашей повседневной жизни. Стремясь к устойчивому росту и повышению корпоративной ценности, группа AIDA примет вызовы новой эры, решая универсальные проблемы.
Прочитать годовой отчет AIDA
Контакт
Мы с нетерпением ждем вашего ответа
Контакты отдела продаж, обслуживания и главного офиса можно найти, нажав на ссылку ниже. Вы также можете предоставить нам информацию о своих интересах и требованиях, заполнив нашу онлайн-форму.
Список контактов AIDA
Информация о продукте
Сервопрессы
Ведущие в отрасли сервопрессы, самый широкий ассортимент
Сервопрессы AIDA охватывают самый широкий диапазон мощностей и возможностей, от 80 до 3500 метрических тонн. Сервопрессы AIDA серии DSF — это самые совершенные штамповочные прессы с сервоприводом. AIDA была первой и остается лидером отрасли в производстве сервопрессов с прямым приводом. В основе всех сервопрессов AIDA серии DSF лежат серводвигатели с высоким крутящим моментом и низким числом оборотов, разработанные и изготовленные AIDA.
Сервопрессы AIDA серии DSF — это самые совершенные штамповочные прессы с сервоприводом. AIDA была первой и остается лидером отрасли в производстве сервопрессов с прямым приводом. В основе всех сервопрессов AIDA серии DSF лежат серводвигатели с высоким крутящим моментом и низким числом оборотов, разработанные и изготовленные AIDA.
Подробнее о сервопрессах AIDA
Инструмент выбора пресса
Прессы AIDA, соответствующие вашим критериям
Этот инструмент фильтрации, предоставляемый AIDA, помогает определить, какие прессы лучше всего соответствуют определенному набору требований. Выбор в четырех категориях «Применение», «Тоннаж», «Длина хода» и «Размер станины» помогает сузить поиск штамповочного пресса.
Используйте инструмент выбора пресса AIDA
Сервопрессы
Сервопрессы с прямым приводом
AIDA производит самые мощные из доступных серводвигателей и включает их в широчайший ряд доступных моделей грузоподъемностью от 80 до 3500 тонн. Сервопрессы AIDA DSF основаны на самых глубоких знаниях в области применения в отрасли, что дает нашим пользователям прессов возможность в полной мере реализовать все преимущества сервопрессов, которые могут принести их операции.
Сервопрессы AIDA DSF основаны на самых глубоких знаниях в области применения в отрасли, что дает нашим пользователям прессов возможность в полной мере реализовать все преимущества сервопрессов, которые могут принести их операции.
Подробнее о сервопрессах AIDA
Механические прессы
Решения для механических прессов
Пресс-установки AIDA превышают 80 000 единиц, поставленных в более чем 60 стран мира, производя ряд продуктов для таких отраслей, как автомобильная, бытовая, электронная и электрическая, медицинская и аэрокосмическая. Механические прессы AIDA доступны от 35 до 4000 тонн. Мы предлагаем прессы с щелевой рамой, прямые, высокоскоростные, прогрессивные, трансферные, холодную штамповку, вырубные, тандемные линии и многие другие типы прессов.
Подробнее о механических прессах AIDA
Высокоскоростные прессы
Высокоскоростные и высокоточные прессы
AIDA представила первый 200-тонный высокоскоростной пресс в 1955 году. гашение операций. Прессы AIDA широко используются в производстве двигателей для электрических, гибридных автомобилей и автомобилей с нулевым уровнем выбросов.
гашение операций. Прессы AIDA широко используются в производстве двигателей для электрических, гибридных автомобилей и автомобилей с нулевым уровнем выбросов.
Подробнее о высокоскоростных прессах AIDA
Прессы для холодной штамповки
Технологии холодной ковки AIDA
Процессы холодной ковки обеспечивают высокоточное и высокоэффективное формование деталей для широкого спектра применений с самыми разнообразными формами. Изготовление высококачественных деталей начинается с высокоточной формовки, которую можно достичь с помощью прессов для холодной штамповки AIDA.
Подробнее о прессах для холодной штамповки AIDA
Автоматизация прессов
Интегрированные решения по автоматизации
AIDA производит широкий спектр решений для обработки материалов и автоматизации прессов, чтобы еще больше повысить производительность пользователей наших формовочных решений. Доступна автоматизация передней линии, печати и печати до печати, а также автоматизации печати в конце линии. AIDA предлагает полные пакеты «под ключ» для удовлетворения требований наших деловых партнеров.
Доступна автоматизация передней линии, печати и печати до печати, а также автоматизации печати в конце линии. AIDA предлагает полные пакеты «под ключ» для удовлетворения требований наших деловых партнеров.
Подробнее об автоматизации прессов AIDA
Каталог продукции
Список прессов и оборудования для автоматизации AIDA
Компания AIDA предлагает один из самых широких ассортиментов штамповочных прессов и оборудования для автоматизации. В каталоге продуктов продукты AIDA организованы для просмотра по нескольким категориям, таким как тоннаж, тип привода пресса и применение.
Посмотреть каталог продукции AIDA
Подержанные прессы
Качественные подержанные штамповочные прессы
Независимо от того, заинтересованы ли вы в покупке подержанных штамповочных прессов или продаже бывших в употреблении прессов и сопутствующего оборудования, AIDA-America и AIDA AMS помогут вам в поддержке подержанных прессов. Покупайте качественные подержанные штамповочные прессы через AIDA AMS, включая Gap Frame, Straightside, Progressive Die, High Speed, Transfer, Автоматизация штамповочного пресса и соответствующее металлообрабатывающее оборудование. AIDA AMS покупает бывшие в употреблении штамповочные прессы и металлообрабатывающее оборудование. Свяжитесь с AIDA AMS, чтобы обсудить ваши потребности.
Покупайте качественные подержанные штамповочные прессы через AIDA AMS, включая Gap Frame, Straightside, Progressive Die, High Speed, Transfer, Автоматизация штамповочного пресса и соответствующее металлообрабатывающее оборудование. AIDA AMS покупает бывшие в употреблении штамповочные прессы и металлообрабатывающее оборудование. Свяжитесь с AIDA AMS, чтобы обсудить ваши потребности.
Подробнее о бывших в употреблении прессах AIDA
Обслуживание и поддержка
Поддержка 24/7/365, оперативные операторы всегда доступны
Служба поддержки клиентов, запасные части и решения после продажи
Для немедленных ответов, пожалуйста, звоните:
Служба: +1 (937) 235 -3599 | Детали: +1 (937) 235-3588
Служба обслуживания и поддержки AIDA-America включает оператора, отвечающего на телефонные звонки 24 часа в сутки, 7 дней в неделю, 365 дней в году.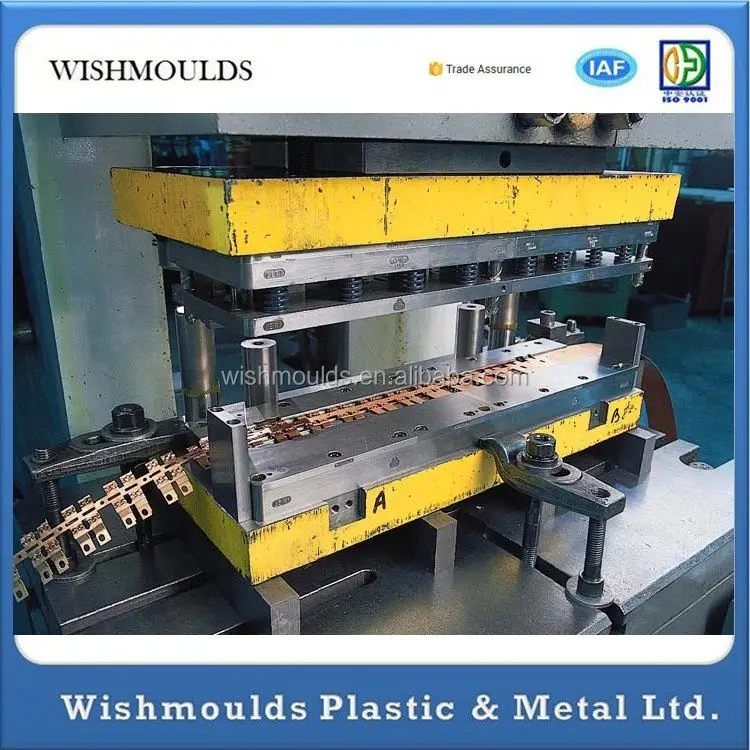 Имеется штат инженеров по обслуживанию электриков и механиков, а также персонал по запчастям, доступный для поддержки в нерабочее время. Для тех клиентов, которым требуется гарантированное время обслуживания на месте, можно обсудить специальный контракт на обслуживание.
Имеется штат инженеров по обслуживанию электриков и механиков, а также персонал по запчастям, доступный для поддержки в нерабочее время. Для тех клиентов, которым требуется гарантированное время обслуживания на месте, можно обсудить специальный контракт на обслуживание.
Подробнее об обслуживании и поддержке AIDA-America
Поддержка 24/7/365
Операторы и инженеры по вызову
Для немедленных ответов звоните:
Служба: +1 (937) 235-3599 | Запчасти: +1 (937) 235-3588
Потребность в обслуживании, поддержке и запчастях может возникнуть в любое время суток, в любой день недели или года. Вот почему команда обслуживания и поддержки AIDA-America стремится всегда быть доступной для поддержки ваших требований.
Подробнее о Круглосуточной поддержке 7 дней в неделю 365 дней в неделю
Обслуживание и поддержка
Для обеспечения бесперебойной работы вашего предприятия
Служба поддержки и обслуживания AIDA всегда доступна и готова поддержать вашу штамповочную операцию, когда вам это нужно.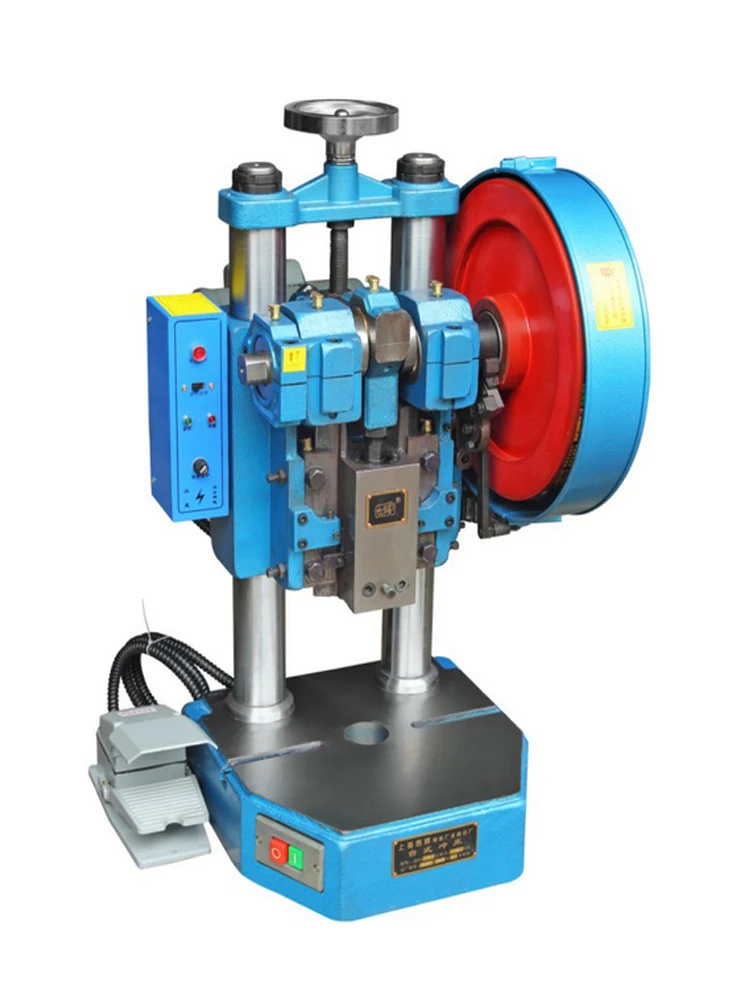 AIDA-America Service предлагает программы профилактического обслуживания, проверки прессы, контракты на техническое обслуживание и поддержку 24/7/365. Другие услуги включают измерение времени простоя, капитальный ремонт, калибровку веса пресса и обучение на месте.
AIDA-America Service предлагает программы профилактического обслуживания, проверки прессы, контракты на техническое обслуживание и поддержку 24/7/365. Другие услуги включают измерение времени простоя, капитальный ремонт, калибровку веса пресса и обучение на месте.
Подробнее об обслуживании и поддержке AIDA
Запасные и запасные части
AIDA поддерживает большой запас запасных частей
Мы понимаем, что устаревшие детали и невозможность быстрого реагирования службы поддержки могут привести к дорогостоящим простоям. AIDA стремится информировать клиентов об устаревании деталей, помогая им модернизировать, модифицировать и модернизировать свое оборудование, чтобы оставаться конкурентоспособными. AIDA также поддерживает большой склад запасных частей и запасных частей, чтобы предоставить клиентам экстренную замену. Оптимизированный подход AIDA, от пресса до элементов управления и вспомогательного оборудования, позволяет клиентам легко поддерживать максимальную производительность.
Подробнее об AIDA Spare Parts
Послепродажные решения
Обеспечьте конкурентоспособность своих штамповочных операций с помощью решений AIDA AMS
AIDA After Market Solutions (AMS) занимается восстановлением и модернизацией штамповочных прессов и связанного с ними металлообрабатывающего оборудования. AMS также управляет перемещением печатного цеха, бывшими в употреблении прессами (покупка и продажа) и модернизацией автоматизации. AIDA AMS обладает обширными проектными и производственными возможностями, которые помогут вам модифицировать существующее штамповочное оборудование для увеличения скорости работы, увеличения доступной рабочей энергии и улучшения других характеристик производительности. AIDA AMS также может установить вспомогательное прессовое оборудование, чтобы сократить время переналадки и повысить эффективность прессового цеха.
Подробнее о решениях послепродажного обслуживания AIDA
Профилактическое обслуживание
Программы, предназначенные для сокращения непредвиденных простоев
Программа профилактического обслуживания от AIDA помогает не только поддерживать производительность и прибыльность штамповочных операций, но также помогает сократить или исключить незапланированные простои на ваши машины.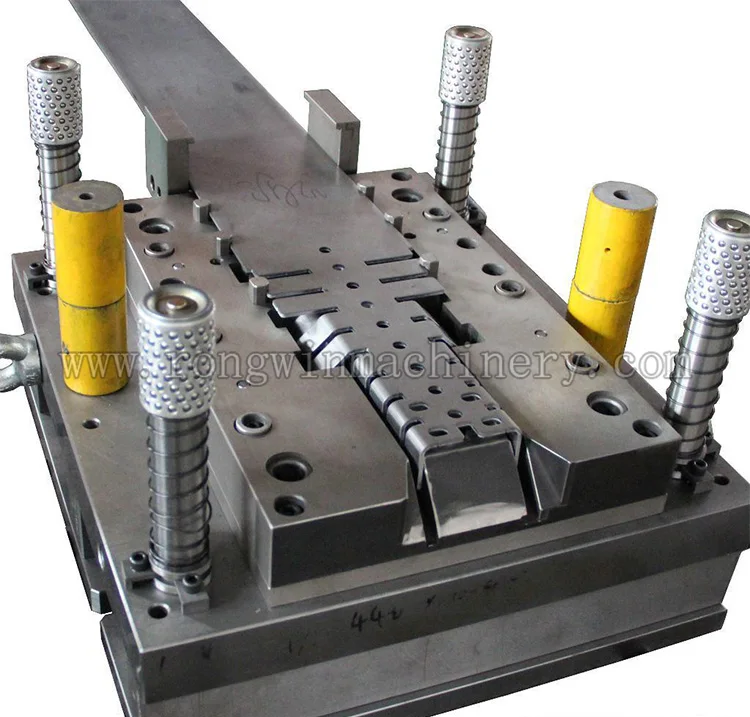 Будьте в курсе возможного необходимого обслуживания, рабочих допусков пресса и потенциальных доступных обновлений с помощью плана профилактического обслуживания.
Будьте в курсе возможного необходимого обслуживания, рабочих допусков пресса и потенциальных доступных обновлений с помощью плана профилактического обслуживания.
Подробнее о профилактическом обслуживании
Каталог сервисных услуг
Местные и глобальные контакты службы
Чтобы облегчить нашим пользователям прессы возможность связаться с нужными группами обслуживания и поддержки, мы предоставили этот каталог контактов службы, который включает местные и глобальные службы AIDA. контактные данные службы.
View AIDA Service Contacts Directory
Технические ресурсы
Штамповочные прессы
Передовые технологии прессов от лидера отрасли
Штамповочные прессы AIDA используют передовые технологии прессования, такие как технология сервопрессования DSF, гидравлическая защита от перегрузок и широкое расстояние между соединениями, что обеспечивает превосходную производительность с правильным прессом и решением для обработки металлов давлением для наших клиентов. На протяжении 100-летней истории компании AIDA ознаменовалась многими нововведениями в отрасли штамповочных прессов. Мы постоянно инвестируем в исследования и разработки, и только за последние 10 лет у нас есть более 500 патентных заявок.
На протяжении 100-летней истории компании AIDA ознаменовалась многими нововведениями в отрасли штамповочных прессов. Мы постоянно инвестируем в исследования и разработки, и только за последние 10 лет у нас есть более 500 патентных заявок.
Подробнее о технологии штамповочного пресса AIDA
Часто задаваемые вопросы
Ответы на ваши вопросы об AIDA и связанных с прессом темах
- Что такое HOLP
- Gap Frame Механический пресс Тандемные линии
- Мокрое сцепление и тормоз
- Конструкция рамы с шариком 20203 2 NC04 Press04 Дизайн булавки на запястье
Мы предлагаем ответы на все типы распространенных вопросов, будь то технические вопросы или такие простые, как поиск карьерных возможностей. Примеры некоторых вопросов: Что такое HOLP? Где находится ближайший центр AIDA? Как мы можем получить копию руководства для нашей печатной машины AIDA? Что такое реверсивный тоннаж? Посетите наш раздел часто задаваемых вопросов, чтобы найти ответы на свои вопросы.
Просмотр часто задаваемых вопросов
Обучение применению ServoFormer
Обучение управлению сервопрессом
AIDA является партнером для достижения успеха в понимании и применении гибкости сервопресса в ваших операциях. Наши опытные инженеры по применению помогут вам в работе с вашей командой, чтобы обеспечить максимальную производительность ваших сервопрессов.
Обучение применению ServoFormer
Оптимизация сервопресса
Решения для конкретных приложений
AIDA понимает, что для максимизации преимуществ технологии сервопрессов необходимо оптимизировать операции. AIDA обеспечивает оптимизацию профиля хода на полу для максимальной производительности.
Оптимизация сервопресса
Исследования приложений и испытания штампов
См. преимущества сервопресса из первых рук операции штамповки, включая увеличение производительности, более качественные детали, сокращение брака и сокращение технического обслуживания.
преимущества сервопресса из первых рук операции штамповки, включая увеличение производительности, более качественные детали, сокращение брака и сокращение технического обслуживания.
Исследования по применению и испытания штампов
Технология штамповочных прессов
Ведущие в отрасли системы формовки
Уже более 100 лет AIDA разрабатывает и производит специализированные продукты для обработки металлов давлением, такие как штамповочные прессы для металла и связанное с ними оборудование для автоматизации, такое как трансферы, роботы и питатели. . Эксклюзивная технология штамповочных прессов AIDA используется во всем нашем широком диапазоне прессов мощностью от 30 до 4000 тонн.
Технология штамповочного пресса
Технология сервопрессов
Самый опытный производитель сервопрессов
AIDA представила первые в мире штамповочные прессы с сервоприводом два десятилетия назад. С тех пор AIDA продолжает сохранять позицию технологического лидера в разработке сервоформовочных прессов. Сервопрессы серии AIDA DSF (Direct Drive Servo Former) представляют собой вершину передового проектирования и производства в области металлообработки и штамповки.
С тех пор AIDA продолжает сохранять позицию технологического лидера в разработке сервоформовочных прессов. Сервопрессы серии AIDA DSF (Direct Drive Servo Former) представляют собой вершину передового проектирования и производства в области металлообработки и штамповки.
Технология сервопресса
Технология механического прессования
Стандартные прессы для штамповки металла в строительной отрасли
Технологии механического прессования AIDA обеспечивают стабильно высокое качество деталей, сокращение объема технического обслуживания и долговечность пресса, которому доверяют во многих отраслях промышленности, производящих штампованные детали.
Технология механических прессов
Технология высокоскоростных прессов
Высокоточные прессы для высокоточных штампов
AIDA является лидером в разработке и производстве высокоскоростных, высокоточных штамповочных прессов. Высокоскоростные прессы для ламинирования AIDA используются для производства деталей для автомобильных двигателей EV и HEV, а также для энергоэффективных двигателей бытовой техники.
Высокоскоростные прессы для ламинирования AIDA используются для производства деталей для автомобильных двигателей EV и HEV, а также для энергоэффективных двигателей бытовой техники.
Технология высокоскоростных прессов
Технология прессов холодной штамповки
Высокая точность, прочность и жесткость
Технологии холодной штамповки, разработанные AIDA, позволяют прессам производить сложные штампованные детали, которые обычно изготавливаются в процессе механической обработки.
Технология прессов для холодной штамповки
Белые книги AIDA-Tech
Технические темы и информация
Такие темы, как расстояние между соединениями, системы направляющих ползуна, обратный тоннаж и т. д., официальные документы AIDA-Tech содержат информацию по различным техническим темам. к штамповочным прессам и прессовым операциям.
Посмотреть официальные документы AIDA-Tech
Отзывы пользователей AIDA Press
Примеры использования Stampers
Пользователи прессы AIDA описывают свои компании и бизнес-операции, а также то, как они использовали технологию AIDA для достижения своих производственных целей и расширения своего мощность и возможности. Приведены примеры из многих различных типов компаний, от мастерских до многоуровневых поставщиков и OEM-производителей. Читайте дальше, чтобы узнать, как лидеры во многих отраслях успешно сотрудничают с AIDA.
Приведены примеры из многих различных типов компаний, от мастерских до многоуровневых поставщиков и OEM-производителей. Читайте дальше, чтобы узнать, как лидеры во многих отраслях успешно сотрудничают с AIDA.
Просмотр отзывов пользователей
Статьи по обработке металлов давлением
Статьи из отраслевых публикаций
У нас имеется библиотека статей по обработке металлов давлением из различных отраслевых изданий, охватывающая широкий спектр тем, связанных с штамповкой и штамповкой. Темы включают технологии печати, рыночные тенденции и области применения печати. Многие статьи, собранные здесь, были написаны или подготовлены сотрудниками AIDA.
Просмотр статей по металлообработке
Образовательные партнеры и ресурсы
Исследования и разработки
AIDA не только инвестирует 5% годового дохода во внутренние исследования и разработки, но также активно ищет и участвует в исследованиях с образовательными учреждениями, такими как Центр прецизионного формования (OSU). ), Institut für Umformtechnik, Edison Welding и другие.
), Institut für Umformtechnik, Edison Welding и другие.
Подробнее об образовательных партнерах
Термины и глоссарий
Терминология, связанная с операциями, компонентами и прессой
Различные типы прессов могут выполнять различные функции в зависимости от инструмента. Типичные операции с прессами и другие термины, относящиеся к характеристикам и функциям прессов, а также основные характеристики и конструкции прессов объясняются в этом разделе нашего веб-сайта.
Просмотреть термины и глоссарий
Как правильно выбрать штамповочный пресс? (Руководство по покупке)
Штамповочный пресс — это часть обычного технологического оборудования в обрабатывающей промышленности, которое используется для ковки, штамповки и обработки листов, но сам штамповочный пресс представляет собой большой агрегат.
Его также можно разделить на множество типов.
Таким образом, при покупке штамповочного пресса его также необходимо выбирать в соответствии с производимой готовой продукцией, типом штампа, характеристиками процесса штамповки, эффективностью производства и инвестиционным бюджетом.
Только после тщательного рассмотрения и исследования мы можем гарантировать окупаемость инвестиций в приобретение штамповочного пресса.
Выбор штамповочного пресса в основном сосредоточен на двух ключевых моментах, а именно на выборе типа и спецификации.
Выбор штамповочного пресса Тип
Существует много типов штамповочных прессов, и выбор типов в основном основан на материалах, технических характеристиках, размерах, размерах и требованиях к готовой продукции.
Выбор в соответствии с типом штампованных деталей
Выбор типа пуансона в основном определяется типом штампованных деталей, таким как материал, спецификация и размер готового изделия штампованных деталей.
Например, пуансон с С-образной рамой рекомендуется для металлических заготовок малых и средних размеров, гибочных деталей или неглубоких волочильных деталей, хотя упругая деформация его корпуса нарушит равномерное распределение зазора матрицы, повлияет точность изготовления готовых штампованных изделий и сокращение срока службы штампа.
Тем не менее, его корпус открыт с трех сторон, прост в эксплуатации, прост в установке форм, питателей и устройств автоматической смены форм для реализации автоматического производства, а цена экономична;
Для крупных и средних или высокоточных штампованных изделий следует выбирать пуансон с Н-образной рамой и пуансон с двойным валом.
Для специальных процессов штамповки, таких как правка, коррекция изгиба и формовка, следует выбирать штамповочный пресс с высокой прочностью и жесткостью;
Если особенно требуется высокая точность обработки, следует выбрать штамповочный пресс с высокой жесткостью или пуансон большой мощности (с достаточной мощностью давления для его обработки).
Однако, даже если пуансон типа С использует пуансон большой емкости, это не дает большого эффекта. Следует отметить, что следует выбирать штамповочный пресс с высокой жесткостью.
Выберите в соответствии с эффективностью производства штамповочных деталей
При ручной подаче не выбирайте штамповочный пресс со слишком большим количеством ходов;
При автоматической штамповке по возможности должен выбираться пуансон с большим количеством ходов.
При глубокой вытяжке пуансон со слишком большим количеством ударов не может быть выбран, потому что вытяжка слишком быстрая, материал не успевает полностью деформироваться, а детали легко треснуть.
При количестве партий более 3000 выгоднее использовать автоматическую подачу.
В случае нескольких партий и больших количеств должны быть рассмотрены непрерывные методы обработки, такие как высокоскоростная автоматическая штамповка и трансферная штамповка.
Выбор универсального пуансона или автоматического пуансона также должен сочетаться с будущим производством, конъюнктурой рынка, технической тенденцией и т. д.
д.
Содержание
Выбор спецификации штамповочного пресса
Выбор спецификации пуансона После выбора типа штамповочного пресса необходимо также определить спецификацию оборудования.
Эта работа определяется согласованием размеров штампа и параметров оборудования по технологической схеме и результатам технологического расчета.
Выбор спецификаций штамповочного оборудования в основном основан на следующих технических параметрах.
(1) Номинальное давление
Сила удара, создаваемая скользящим блоком пресса в процессе опускания, является давлением штамповочного пресса.
Давление механического штамповочного пресса зависит от положения ползуна вниз (для кривошипного пуансона его также можно рассматривать как угол поворота кривошипа).
Номинальное давление относится к максимальной силе удара, которую может выдержать ползунок, когда ползунок перемещается на определенное расстояние до нижней мертвой точки или когда кривошип поворачивается на определенный угол перед нижней мертвой точкой.
Это конкретное расстояние называется номинальным ходом нагнетания, а соответствующий угол кривошипа — номинальным углом нагнетания.
Номинальное давление отражает силу удара, которую может выдержать сам пуансон.
Номинальное давление является важным техническим параметром для выбора характеристик пуансона.
Для обеспечения безопасности штамповочного производства вес выбранного пуансона должен быть больше, чем давление штамповки во время фактического штамповочного производства, и должно быть обеспечено, чтобы кривая частичной нагрузки не превышала допустимую кривую нагрузки пуансона.
Общие принципы выбора тоннажа следующие:
- При вырубке и исправлении изгиба давление штамповки не должно превышать 80% ~ 90% тоннажа;
- Во время глубокой вытяжки усилие вытягивания не должно превышать 50% ~ 60% тоннажа;
- При мелкой вытяжке усилие волочения не должно превышать 70% ~ 80% тоннажа
При вырубной гибке или вырубной вытяжке с комбинированной штамповкой ее значение тоннажа должно определяться в соответствии с ее конкретными условиями и кривой допустимой нагрузки используемого станка.
Для более толстых штампованных деталей следует учитывать не только допустимое давление пуансона, но и мощность пуансона.
В процессе штамповки закон изменения силы штамповки также различен для разных видов штамповки, также меняется максимальная сила удара ползуна пуансона.
Таким образом, номинальное давление следует выбирать в соответствии с кривой допустимого давления пуансона и кривой фактического усилия конкретного типа обработки штамповки, чтобы кривая фактического давления штамповки была полностью ниже кривой допустимого давления пуансона.
(2) Высота закрытия и высота установки штампа
Когда кулиса пресса находится в нижней мертвой точке, расстояние между ее нижним торцом и верхней поверхностью рабочего стола называется высотой закрытия прессы.
Разница между высотой закрытия пуансона и толщиной основания станка является высотой установки штампа.
В случае неорганического матраца высота закрытия равна высоте установки пресс-формы.
Регулировочный винт в регулировочном шатуне позволяет регулировать высоту установки штампа в определенном диапазоне.
Когда ползун устанавливается в крайнее верхнее положение, высота установки пресс-формы достигает максимального значения, которое является максимальной высотой монтажа пресс-формы;
Наоборот, когда ползунок установлен в крайнее нижнее положение, его монтажная высота штампа является минимальной монтажной высотой штампа. Разница между ними заключается в регулировке высоты установки штампа.
Когда выбран пуансон, высота закрытия штампа должна быть между большой высотой закрытия и малой высотой закрытия пуансона.
Поскольку соединительный стержень будет укорочен после износа, а высота закрытия штампа будет уменьшена из-за будущего ремонта штампа, высота штампа обычно близка к высоте установки штампа штампа при проектировании штамповки умереть.
(3) Ход ползуна
Ход ползунка — это расстояние, которое проходит ползун от верхней мертвой точки до нижней мертвой точки.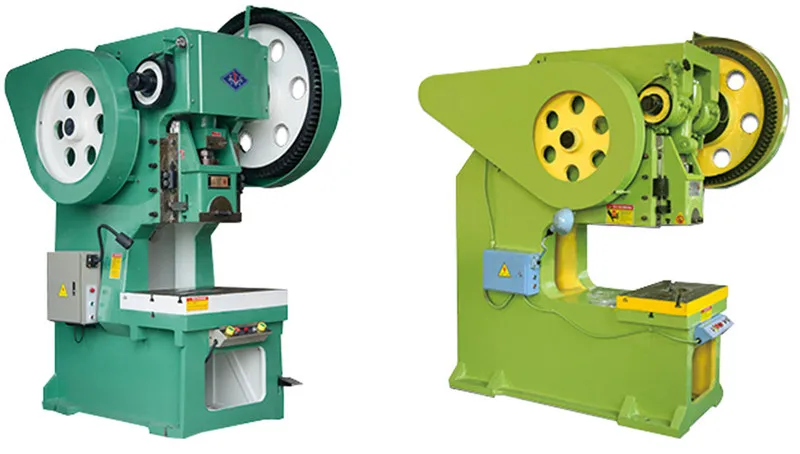
Для кривошипных пуансонов ход ползуна равен удвоенному радиусу кривошипа.
Его размер отражает рабочий диапазон пуансона, а длинный ход позволяет пробивать детали большой высоты.
Определение хода ползуна пресса в основном учитывает плавное размещение штамповочной заготовки в матрице и плавное удаление штамповочных частей.
Ход ползуна пресса должен быть в 2 раза больше высоты штамповочных частей.
При ручной подаче не выбирайте штамповочный пресс со слишком большим количеством ходов.
При автоматической штамповке по возможности должен выбираться штамповочный пресс с большим количеством ходов.
При глубокой вытяжке нельзя выбрать штамповочный пресс со слишком большим количеством ходов, потому что вытяжка идет слишком быстро, материал не успевает полностью деформироваться, а детали легко треснуть.
(4) Количество ходов с
Число ходов относится к количеству перемещений ползуна верхней мертвой точки пресса вперед и назад в очков в минуту.
Количество рейсов оказывает большое влияние на производительность, которая в основном определяется требованиями производства, допустимой скоростью деформации материалов и возможностью непрерывной работы.
(5) Размер рабочего стола
Стол для штамповки должен определяться в соответствии с размером фактически установленной пресс-формы. Если форма большая, размер рабочего стола может быть увеличен в соответствии с потребностями клиентов.
Размер пуансонного стола (или плоскости опорной плиты) должен быть больше горизонтального размера нижнего штампа. Как правило, каждая сторона должна быть на 50 ~ 70 мм больше, чтобы облегчить установку штампа;
В то же время размер плоскости нижнего штампа также должен быть больше размера поверхности рабочего стола, как правило, на 45-50 мм больше с каждой стороны, а размер отверстия рабочего стола должен быть больше размера возможного отсутствующие детали.
(6) Размер отверстия ручки матрицы
Отверстие ручки матрицы открыто в центре нижнего конца скользящего блока пуансона малого и среднего размера для облегчения установки верхней матрицы.
Диаметр рукоятки штампа должен соответствовать диаметру отверстия рукоятки штампа пуансона, а длина зажимной части рукоятки штампа должна быть немного меньше глубины отверстия рукоятки штампа удар.
При выборе штамповочного оборудования учитываются также фактические условия производственной площадки.
Если нет идеального оборудования для выбора, следует попытаться использовать существующее оборудование для реализации штамповочного производства;
Если более чем одна единица оборудования соответствует требованиям, необходимо всесторонне рассмотреть потребности производства других продуктов и рациональное использование ресурсов оборудования.
Другие факторы выбора
- Простота обслуживания
Штамповочный пресс с большой производительностью, высокой производительностью, высокой гибкостью, простотой обслуживания и высокой надежностью часто оказывает большое влияние на общее производство.
- Безопасность
Штамповка является относительно опасной операцией, и нельзя игнорировать проблему безопасности.
При выборе перфоратора мы должны выбрать перфоратор с предохранительным оборудованием. Даже если есть неправильная операция, не будет несчастных случаев и может работать безопасно.
- Охрана окружающей среды
Охрана окружающей среды становится все более актуальной. Выбор перфоратора с низким уровнем шума и землетрясением также является одним из направлений развития в будущем.
Стандарт выбора штампа
Как выбрать штамп для штамповочного пресса?
Прежде всего, вам необходимо выбрать матрицу пуансона в соответствии с силой гашения вашего пуансона, фактически измерить высоту закрытия и гнездо пуансона и выбрать соответствующий блок матрицы в соответствии с реальной ситуацией.
Во-вторых, материалы изготовления формы выбираются в соответствии с материалом обрабатываемого изделия.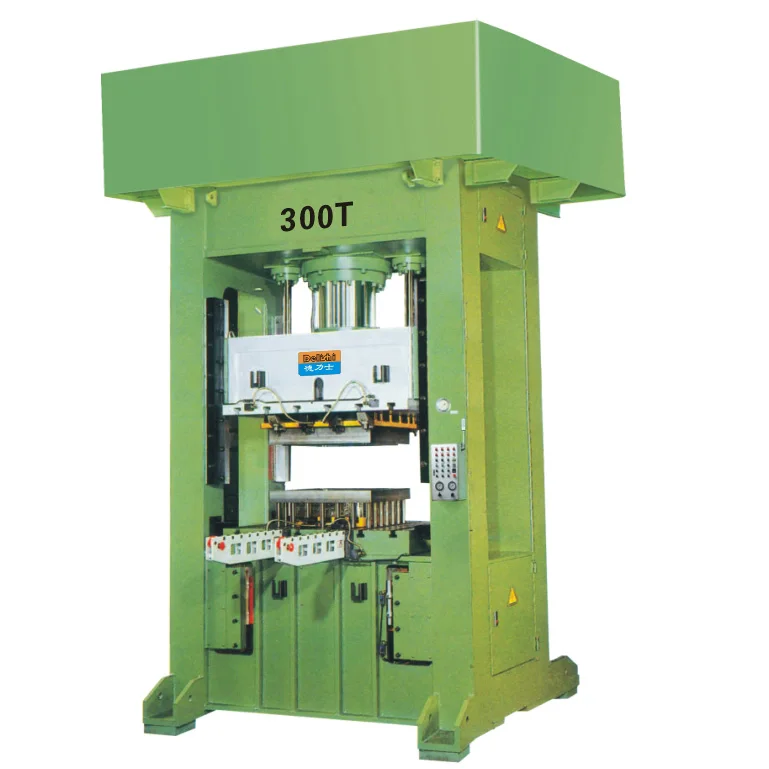
Чем выше твердость материала штампа, тем лучше.
Когда твердость слишком высока, а усилие штамповки слишком велико, матрица инструмента сломается и появятся мелкие трещины, что повлияет на точность изделия.
Материалы формы должны быть гибкими, но не слишком мягкими. Их следует разумно выбирать в зависимости от материала перерабатываемых продуктов.
Наконец, мы также должны рассмотреть один из наиболее важных вопросов: может ли уровень изготовления инструмента и штампа производителя штампа соответствовать требуемому стандарту точности, который имеет основополагающее значение для обеспечения точности производства и обработки продукции.
Обязательно найдите постоянного производителя пресс-форм. Не жадничайте до дешевизны и выбирайте один некачественный штамповочный пресс.
Штамповка больших объемов для прогрессивных штампов
Многие традиционные компании, занимающиеся штамповкой металла с силовым прессом, могут выполнять только одно действие: одиночный ход, штамповка в короткие сроки.

Для этого процесса требуется один инструмент для каждой операции, необходимой для изготовления готовой детали – это означает длительное время выполнения заказа, высокие затраты на рабочую силу и невозможность создания сложных деталей или деталей с жесткими допусками.
К счастью, существует процесс штамповки, называемый прогрессивной штамповкой, который ESI использует в совершенстве уже более двух десятилетий.
Традиционно изготовление деталей, требующих более одного или двух изгибов, было дорогостоящим и неэффективным.
Производитель может либо неоднократно менять инструмент на одном прессе, либо занимать несколько прессов, каждый из которых выполняет одно действие, необходимое для готовой детали. Даже при использовании нескольких прессов для полной обработки детали часто требовались услуги вторичной обработки.
Благодаря прогрессивной штамповке механические цеха получают дополнительные возможности, такие как:
- Повышение скорости производства
- Эффективность процесса
- Рентабельное производство
- Широкий спектр одновременных штамповочных форм/оттисков
Преимущества крупносерийного прогрессивного производства Штамповка
Благодаря прогрессивной штамповке металла компания ESI устраняет эти трудности и неэффективность. Инструмент для прогрессивной штамповки имеет несколько станций, каждая из которых выполняет уникальную функцию. Этот метод идеален для изготовления мелких деталей на высоких скоростях.
Инструмент для прогрессивной штамповки имеет несколько станций, каждая из которых выполняет уникальную функцию. Этот метод идеален для изготовления мелких деталей на высоких скоростях.
По мере того, как полосовой металл проходит через прогрессивный штамповочный пресс, непрерывно разматываясь с рулона, каждая станция в инструменте выполняет различный разрез, штамповку или изгиб.
Действия каждой последующей станции дополняют работу предыдущих станций, в результате чего получается готовая деталь.
Несмотря на то, что инвестиции в несъемные стальные штампы связаны с некоторыми первоначальными затратами, можно сэкономить значительные средства за счет повышения эффективности и скорости производства, а также за счет объединения нескольких операций формовки в одной машине. Эти стальные штампы сохраняют свои острые режущие кромки и обладают высокой устойчивостью к сильным ударам и абразивным нагрузкам.
Прогрессивная штамповка также позволяет создавать более сложные конструкции и обеспечивает более жесткие допуски. Это делает процесс хорошо подходящим для крупносерийного производства небольших деталей, но не обязательно для продуктов, требующих глубокой вытяжки.
Для очень простых деталей прогрессивная штамповка металла может быть не лучшим вариантом (см. блог: Преимущества штамповки металла Fourslide по сравнению с традиционной штамповкой Power Press) . Но есть много сценариев, в которых прогрессивная штамповка идеальна. К преимуществам прогрессивного тиснения можно отнести:
- Скорость: Благодаря непрерывной подаче материала машины для прогрессивной штамповки работают на чрезвычайно высоких скоростях — сотни деталей в минуту и с минимальным временем простоя. Это способствует наиболее эффективному времени цикла, сокращению времени выполнения заказов и увеличению производственных мощностей.
- Низкая стоимость рабочей силы: Один оператор может контролировать множество машин, которые работают без присмотра, благодаря электронному мониторингу, встроенному в наши специальные инструменты.

- Длина тиража: Та же непрерывная подача материала, которая обеспечивает прогрессивную штамповку, и его скорость также позволяют выполнять большие производственные циклы. Большее время производства между сменами материалов означает большее количество готовых деталей за более короткие промежутки времени.
- Минимальный объем брака: Металлолом неизбежен в любом производственном процессе, но он сведен к минимуму за счет оптимизированной конструкции инструмента прогрессивной штамповки.
- Быстрая настройка: Для изготовления сложных деталей с использованием традиционных методов штамповки в небольших количествах требуется несколько наладок, смена инструмента и матрицы; требуется только одна установка для производства готовых деталей с использованием прогрессивной штамповки.
- Сложная геометрия: Создание деталей сложной геометрии возможно благодаря конструкции штампов в прогрессивном инструменте.
 Этот процесс обеспечивает повышенную точность по сравнению со многими другими операциями в процессе печати.
Этот процесс обеспечивает повышенную точность по сравнению со многими другими операциями в процессе печати. - Высокая повторяемость: Матрицы прогрессивного штампа изготовлены из твердого сплава. Они могут выдерживать большие объемы прогрессивной штамповки без ухудшения качества, сохраняя высокое качество производимых деталей. Высокая повторяемость от детали к детали, обеспечиваемая этим процессом, обеспечивает неизменное качество на протяжении всего производственного цикла.
- Обеспечение качества. Мы используем строгий процесс утверждения производственных деталей (PPAP) для всех операций, включая анализ видов и последствий отказов (FMEA), планирование потребности в материалах, расширенное планирование качества производства (APQP), шесть сигм, видеоинспекцию, штриховое кодирование и ин- защита штампа для поддержания минимально возможного уровня брака при каждом производственном цикле.
- Низкая стоимость детали: Сочетание этих факторов снижает стоимость детали, изготовленной методом прогрессивной штамповки.

Прогрессивные материалы и применения в прогрессивную штампочку
Процесс маркировки прогрессивного матрица подходит для использования с широким ассортиментом материалов, таких как:
- Алюминий
- Сталь
- MeT
- Металлы с покрытием
- Нержавеющая сталь
- Титан
Из-за сложных возможностей и ассортимента материалов, обеспечиваемых прогрессивной штамповкой, многие отрасли промышленности нашли этот процесс идеальным для облегчения крупносерийного производства мелких деталей с жесткими допусками. Некоторые из этих отраслей включают:
- Авиакосмическая промышленность
- Автомобильная промышленность
- Медицина
- Военная промышленность
- Освещение
- Приложения MEP
Из
Прогрессивная штамповка ESI
В ESI мы верим в дух постоянного совершенствования. С этой целью мы постоянно инвестируем в лучшие новые технологии, чтобы предлагать нашим клиентам инженерные решения и производственные услуги высочайшего качества.
