При какой температуре нержавейка плавится: Температура плавления нержавеющей стали | МЕТАЛЛОБАЗА №2
Содержание
Технические характеристики аустенитной нержавеющей стали. Справочник ROSTFREI. Петербург +7(812)297-73-38 ПРОТЕХ
Нержавеющая сталь
- Общие сведения о нержавеющей стали
- Виды и свойства нержавеющей стали
- Химический состав нержавеющей стали и соответствие стандартов
- Технические характеристики аустенитной нержавеющей стали
- Электрохимическая и щелевая коррозия
- Практическое использование крепежа на судне
- Нержавейка в производстве ножей
- Измерение химического состава нержавеющей стали ручным прибором
Ниже приведена таблица физических свойств аустенитной нержавеющей стали. Эти даные можно использовать для определения нагрузок на нержавеющий крепеж.
Таблица технических характеристик аустенитных сталей
| Сталь хромоникелевая | Хромистая никелевая молибденовая | |||||||
| Тип по DIN | A2 | A3 | A4 | A5 | Тип по ASTM (AISI) | 304 | 304L | 321 | 316 | 316L | 316 Ti |
| Удельный вес (гр/см) | 7,95 | 7,95 | 7,95 | 7,95 | 7,95 | 7,95 | ||
| Механические Свойства при 20 градусах (Комнатная температура) | ||||||||
| Твердость по Бринеллю — НВ | отжиг НВ | 130-150 | 125-145 | 130-185 | 130-185 | 120-170 | 130-190 | |
| с деформацией в холодном состоянии НВ | 180-330 | |||||||
| Твердость По Роквеллу — HRB / HRC | Отжиг НRВ | 70-88 | 70-85 | 70-88 | 70-85 | 70-85 | 70-85 | |
| с деформацией в холодном состоянии HRC | 10-35 | |||||||
| Rm(N/mm2) — Сопротивление рястяжению c деформацией Предел прочности | Отжиг | 500-700 | 500-680 | 520-700 | 540-690 | 520-670 | 540-690 | |
| в холодном состоянии | 700-1180 | |||||||
| Rp(0,2) (N/mm2) — Предел упругости Предел текучести | Отжиг | 195-340 | 175-300 | 205-340 | 205-410 | 195-370 | 215-380 | |
| с деформацией в холодном состоянии | 340-900 | |||||||
| Отжиг Rp(1) (N/mm2) минимальный | 235 | 215 | 245 | 245 | 235 | 255 | ||
| Удлинение 50мм А(%) | 65-50 | 65-50 | 60-40 | 60-40 | 60-40 | 60-40 | ||
| Сжатие отжиг Z(%) | 75-60 | 75-60 | 65-50 | 75-60 | 75-65 | 75-60 | ||
| Ударная Вязкость | KCUL (Дж/см2) | 160 | 160 | 120 | 160 | 160 | 120 | |
| KVL (Дж/см2) | 180 | 180 | 130 | 180 | 180 | 130 | ||
| Механические Свойства при нагревании | ||||||||
| Упругость при различных температурах | Rp(0,2) (N/mm2) | при 300 С | 125 | 115 | 150 | 140 | 138 | 145 |
| при 400 С | 97 | 98 | 135 | 125 | 115 | 135 | ||
| при 500 С | 93 | 88 | 120 | 105 | 95 | 125 | ||
| Rp(1) (N/mm2) | при 300 С | 147 | 137 | 186 | 166 | 161 | 176 | |
| при 400 С | 127 | 117 | 161 | 147 | 137 | 166 | ||
| при 500 С | 107 | 108 | 152 | 127 | 117 | 156 | ||
| Термическая обработка | ||||||||
| Температура образование окалины | непрерывное обслуживание | 925 | 925 | 900 | 925 | 925 | 925 | |
| прерывистое обслуживание | 840 | 840 | 810 | 840 | 840 | 840 | ||
| Другие свойства | ||||||||
| Свариваемость | очень хорошая | очень хорошая | хорошая | очень хорошая | очень хорошая | хорошая | ||
| Вытяжка | очень хорошая | очень хорошая | хорошая | хорошая | хорошая | хорошая | ||
Сварка аустенитной нержавеющей стали
Температура плавления нержавеющей стали около 1800°С. Это весьма тугоплавкий материал, однако ввиду незначительного содержания углерода нержавейка хорошо поддается сварке без образования неприятной окалины и не воняет, как при сварке оцинковки. Для аустенитных нержавеющих сталей следует применять метод быстрой сварки, исключающий возникновение короблений и межкристаллической коррозии.
Это весьма тугоплавкий материал, однако ввиду незначительного содержания углерода нержавейка хорошо поддается сварке без образования неприятной окалины и не воняет, как при сварке оцинковки. Для аустенитных нержавеющих сталей следует применять метод быстрой сварки, исключающий возникновение короблений и межкристаллической коррозии.
Вкратце, при свариваниии аустенитой нержавейки, протекают следующие тепловые процессы:
1. В процессе сварки околошовная зона металла нагревается до высоких температур, и при замедленном охлаждении в интервале 600—700°С происходит выпадение карбидов хрома, связанное с разрушением аустенитной структуры данной стали.
2. В процессе сварки возможно окисление хрома с образованием тугоплавкого окисла Cr2O3, плавящегося при 1900—2000°С и обычно остающегося в металле шва в виде неметаллического включения.
3. Обладая низкой теплопроводностью и высоким коэффициентом линейного расширения, нержавеющая сталь имеет склонность к возникновению в ней (в околошовной зоне) значительных внутренних напряжений. При газовой сварке вследствие относительно малой интенсивности источника тепла — пламени, нагрев металла происходит в большой зоне, в результате чего скорость охлаждения металла в околошовной зоне незначительна и сталь сравнительно долго пребывает при температуре нагрева порядка 600—700°С, вследствие этого наблюдается выпадение карбидов. При газовой сварке также происходит окисление хрома, причем это окисление имеет место с обратной стороны свариваемых кромок, не защищенных от соприкосновения с воздухом.
При газовой сварке вследствие относительно малой интенсивности источника тепла — пламени, нагрев металла происходит в большой зоне, в результате чего скорость охлаждения металла в околошовной зоне незначительна и сталь сравнительно долго пребывает при температуре нагрева порядка 600—700°С, вследствие этого наблюдается выпадение карбидов. При газовой сварке также происходит окисление хрома, причем это окисление имеет место с обратной стороны свариваемых кромок, не защищенных от соприкосновения с воздухом.
Образующийся при газовой сварке окисел хрома имеет вид губчатой массы и, залегая в вершине сварного шва, в некоторых случаях является очагом образования трещин. Внутренние остаточные напряжения в нержавеющей стали при газовой сварке вследствие большого разогрева также больше, чем при дуговой сварке. Таким образом, газовая сварка нержавеющей стали является худшим способом, по сравнению с дуговой сваркой, не гарантирующим сохранения структуры стали и получения качественного соединения.
Тем не менее в некоторых случаях для сталей малых толщин (до 1,5—2 мм) применяют газовую сварку. Процесс газовой сварки ведут нормальным пламенем. Мощность пламени та же, что и при сварке малоуглеродистой стали. В качестве присадочного материала служит проволока того же состава, что и основной металл, в некоторых случаях с небольшой добавкой титана или ниобия, уменьшающего выпадение карбидов хрома.
Сварку ведут с применением флюса, содержащего по одной весовой части буры, борной кислоты и кремнекислой соды, наносимого на присадочный металл и на свариваемые кромки с обратной стороны шва. Весьма радикальным средством для уничтожения выпавших в процессе сварки карбидов хрома является термическая обработка сварного изделия, заключающаяся в нагреве до 1100°С, выдержке при этой температуре и быстром охлаждении.
Еще про сварку нержавейки читаем тут (покороче), тут (много букв) и тут (12Х18Н10Т=A2=AISI 304) …
Износостойкость нержавейки
износостойкие пиктограмки стащены тут
>Добрый день.
>Просим вас нам помочь
>нам нужна
>Шайба плоская DIN 125(ISO 7089) M16 из теплоустойчивой стали (рабочая температура до 400-500 >градусов)- в количестве 800 штук или мин.партию, какую вы сможете.
>!!!Из материала 21 Cr Mo V 5 7(DIN — Deutsche Industrie Norm 1.7709) или из другой стали
>Может ли нам подойти сталь A3?
>A3- схожие свойства со сталью A2. Дополнительная стабилизация титаном, ниобием или танталом >улучшает сопротивление коррозии при температурах до +800 С. Инфо с вашего каталога.
>Сообщите цену/срок поставки и параметры материала (теплоустойчивой стали)
Ответ: Изготовление и поставка шайб из A3 весьма небюджетно. Сделать можно, но будет очень большая партия и длительный срок поставки. С другой стороны, нержавеющая сталь легированная с помощью молибдена, ванадия и вольфрама, сохраняет свои износостойкие характеристики даже при температурах от 500 до 700С. Вам подойдет шайба из молибденосодержащей нержавейки A4.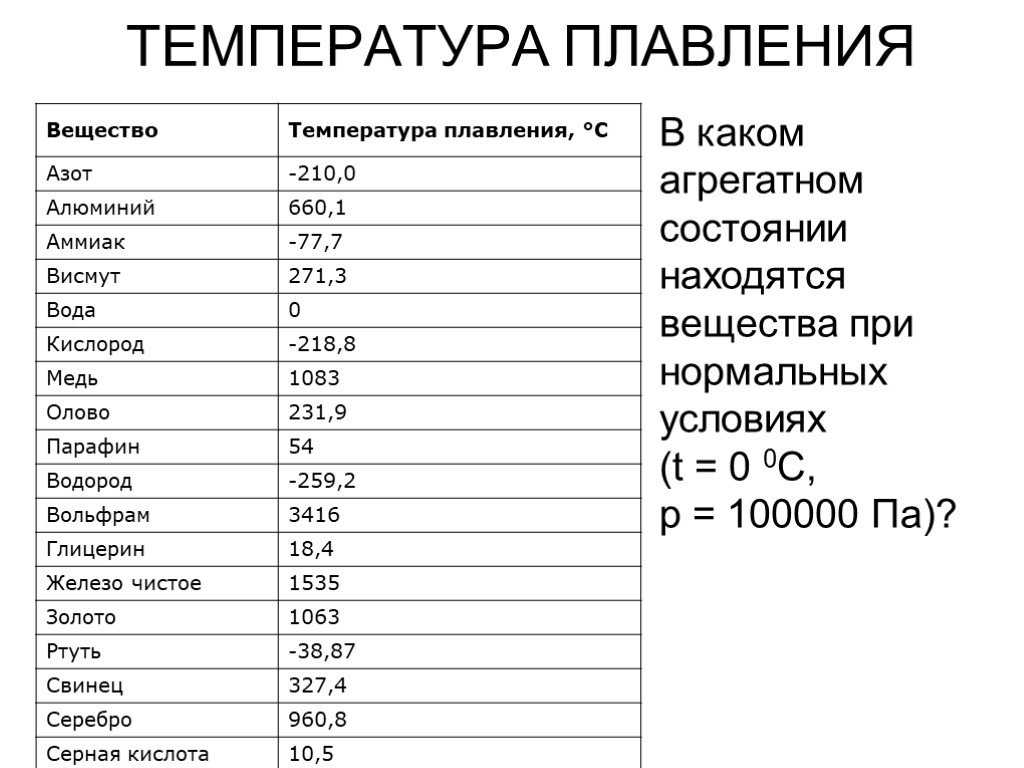
В наличии на складе.
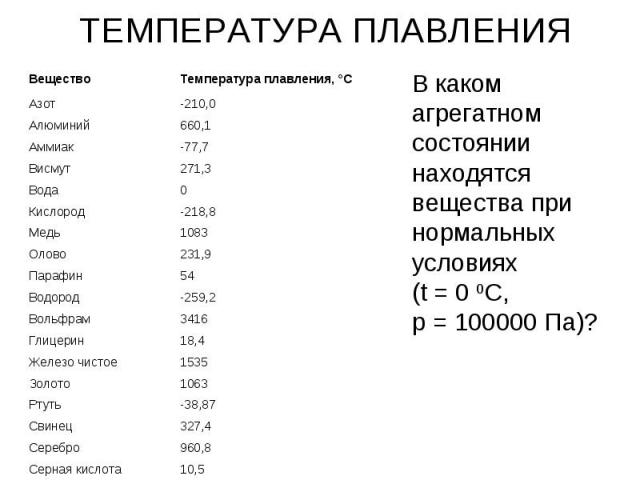
С бытовой точки зрения под температурой плавления понимается та температура, при которой интересующее вещество совершает переход из твёрдого в жидкое состояние. Однако здесь следует различать случаи веществ с кристаллической (как, например, металлы) и аморфной структурой (как стекло): в последнем случае чётко выраженной границы перехода от твёрдого к жидкому состоянию не существует и во всём интересующем диапазоне наблюдается постепенное изменение вязкости (чем выше температура, тем более жидким и подвижным становится интересующее вещество). В простейшем случае (например, для чистого металла) температура плавления совпадает с температурой кристаллизации и не меняется до тех пор, пока всё кристаллическое тело не перейдёт в расплавленное состояние либо его расплав не затвердеет. Ситуация резко изменяется в случае перехода от чистых веществ к их смесям (в случае металлов смесями являются их сплавы – см.
Подобно простым кристаллическим веществам, чётко выраженными температурами плавления/кристаллизации также обладают т.н. эвтектические смеси, во всех же остальных случаях для получения однозначных результатов приходится использовать специальные стандартизованные методики (см., например, ASTM D 97 или ГОСТ 20287-91). |
 , например, данные по нержавеющей стали на tutmet.ru): здесь фазовый переход как правило совершается в достаточно широком диапазоне температур, причём выделяются т.н. точки солидуса и ликвидуса:
, например, данные по нержавеющей стали на tutmet.ru): здесь фазовый переход как правило совершается в достаточно широком диапазоне температур, причём выделяются т.н. точки солидуса и ликвидуса:

 200-я серия постепенно догоняет их по популярности за счет выгодного соотношения цена-качество.
200-я серия постепенно догоняет их по популярности за счет выгодного соотношения цена-качество. Эта нержавеющая сталь дороже, чем 304, она используется в химической, нефтегазовой и судостроительной промышленности.
Эта нержавеющая сталь дороже, чем 304, она используется в химической, нефтегазовой и судостроительной промышленности.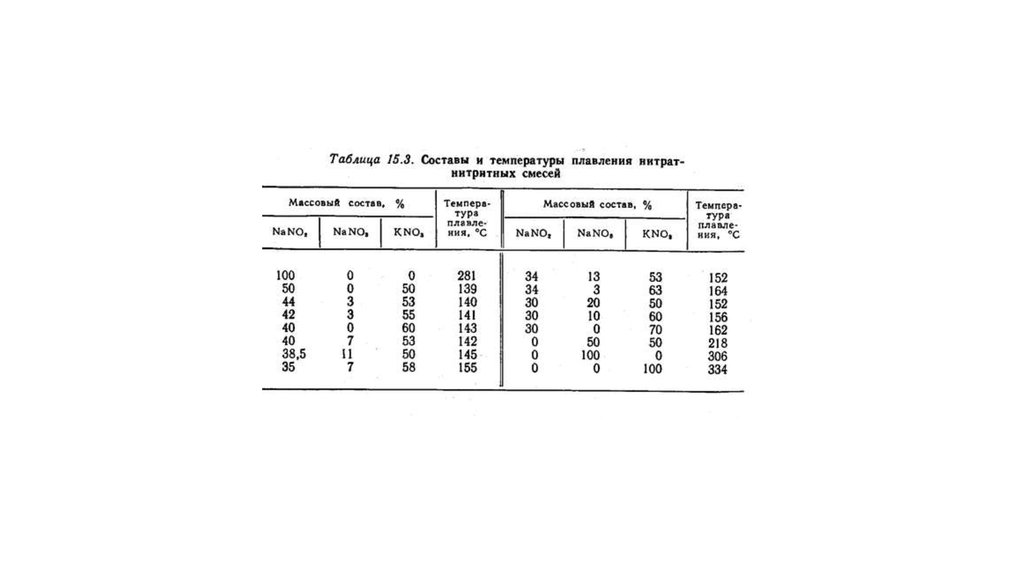 Низкое содержание углерода делает эти нержавейки пластичными и хорошо свариваемыми.
Низкое содержание углерода делает эти нержавейки пластичными и хорошо свариваемыми. Она нашла свое применение в медицинской и пищевой промышленности. Используется также при изготовлении круглых и профильных труб, которые требуются для создания перил, поручней и ограждений.
Она нашла свое применение в медицинской и пищевой промышленности. Используется также при изготовлении круглых и профильных труб, которые требуются для создания перил, поручней и ограждений. Чтобы выбрать оптимальный вариант, всегда лучше обращаться к техническим консультантам авторитетной фирмы.
Чтобы выбрать оптимальный вариант, всегда лучше обращаться к техническим консультантам авторитетной фирмы. Уделяется много внимания тому, чтобы происходило уменьшение концентрации вредных примесей, к которым можно отнести фосфор. Для обеспечения наиболее подходящих условий для окисления вредных примесей изначально выдерживается относительно невысокая температура. Формирование железного шлака происходит за счет добавления железной руды. После выделения вредных примесей на поверхности сплава они удаляются, проводится добавление новой порции оксида кальция.
Уделяется много внимания тому, чтобы происходило уменьшение концентрации вредных примесей, к которым можно отнести фосфор. Для обеспечения наиболее подходящих условий для окисления вредных примесей изначально выдерживается относительно невысокая температура. Формирование железного шлака происходит за счет добавления железной руды. После выделения вредных примесей на поверхности сплава они удаляются, проводится добавление новой порции оксида кальция. На данной стадии производства с состава удаляется сера, относящаяся к вредным примесям.
На данной стадии производства с состава удаляется сера, относящаяся к вредным примесям.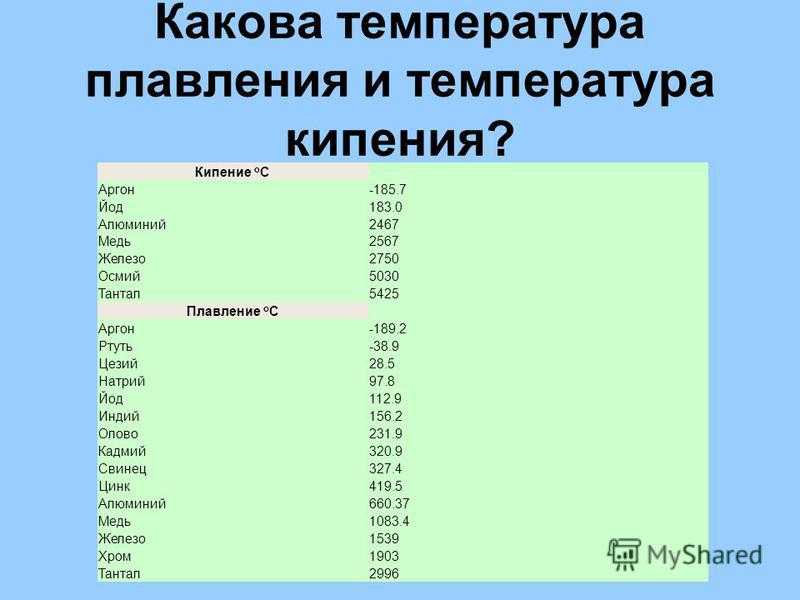 В отдельное направление выделились работы по созданию жаропрочных сплавов. С течением времени они нашли применение в атомном машиностроении, энергетике, химической промышленности и заняли место в цепочке высокотехнологических производств.
В отдельное направление выделились работы по созданию жаропрочных сплавов. С течением времени они нашли применение в атомном машиностроении, энергетике, химической промышленности и заняли место в цепочке высокотехнологических производств.
 Например, сера в виде сульфидов никеля снижает температуру плавления. А та же сера, соединённая с цирконием, церием, магнием образует тугоплавкие структуры. Большое влияние на жаропрочность оказывает чистота никеля или хрома. Однако следует учитывать, что свойства сплавов варьируются в зависимости от применяемой технологии.
Например, сера в виде сульфидов никеля снижает температуру плавления. А та же сера, соединённая с цирконием, церием, магнием образует тугоплавкие структуры. Большое влияние на жаропрочность оказывает чистота никеля или хрома. Однако следует учитывать, что свойства сплавов варьируются в зависимости от применяемой технологии. Появляются структурные дефекты решётки, сопровождаемые разрывом межатомных связей. Период разрушения решётки и скопления дефектов и называется плавлением.
Появляются структурные дефекты решётки, сопровождаемые разрывом межатомных связей. Период разрушения решётки и скопления дефектов и называется плавлением.

 Цифра после буквы показывает содержание определённого легирующего элемента в процентах. При содержании какого-либо элемента менее одного процента цифры не ставятся.
Цифра после буквы показывает содержание определённого легирующего элемента в процентах. При содержании какого-либо элемента менее одного процента цифры не ставятся.| Название | Обозначение | Плавление | Кипение |
| Олово | Sn | 232°C | 2600°C |
| Свинец | Pb | 327°C | 1750°C |
| Цинк | Zn | 420°C | 907°C |
| Калий | K | 63,6°C | 759°C |
| Натрий | Na | 97,8°C | 883°C |
| Ртуть | Hg | 38,9°C | 356. 73°C |
| Цезий | Cs | 28,4°C | 667.5°C |
| Висмут | Bi | 271,4°C | 1564°C |
| Палладий | Pd | 327,5°C | 1749°C |
| Полоний | Po | 254°C | 962°C |
| Кадмий | Cd | 321,07°C | 767°C |
| Рубидий | Rb | 39,3°C | 688°C |
| Галлий | Ga | 29,76°C | 2204°C |
| Индий | In | 156,6°C | 2072°C |
| Таллий | Tl | 304°C | 1473°C |
| Литий | Li | 18,05°C | 1342°C |
Таблица температуры плавления среднеплавких металлов и сплавов
Таблица температур плавления среднеплавких металлов и сплавов
| Название | Обозначение | t Плавления | t Кипения |
| Алюминий | Al | 660°C | 2519°C |
| Германий | Ge | 937°C | 2830°C |
| Магний | Mg | 650°C | 1100°C |
| Серебро | Ag | 960°C | 2180°C |
| Золото | Au | 1063°C | 2660°C |
| Медь | Cu | 1083°C | 2580°C |
| Железо | Fe | 1539°C | 2900°C |
| Кремний | Si | 1415°C | 2350°C |
| Никель | Ni | 1455°C | 2913°C |
| Барий | Ba | 727°C | 1897°C |
| Бериллий | Be | 1287°C | 2471°C |
| Нептуний | Np | 644°C | 3901,85°C |
| Протактиний | Pa | 1572°C | 4027°C |
| Плутоний | Pu | 640°C | 3228°C |
| Актиний | Ac | 1051°C | 3198°C |
| Кальций | Ca | 842°C | 1484°C |
| Радий | Ra | 700°C | 1736,85°C |
| Кобальт | Co | 1495°C | 2927°C |
| Сурьма | Sb | 630,63°C | 1587°C |
| Стронций | Sr | 777°C | 1382°C |
| Уран | U | 1135°C | 4131°C |
| Марганец | Mn | 1246°C | 2061°C |
| Константин | 1260°C | ||
| Дуралюмин | Сплав алюминия, магния, меди и марганца | 650°C | |
| Инвар | Сплав никеля и железа | 1425°C | |
| Латунь | Сплав меди и цинка | 1000°C | |
| Нейзильбер | Сплав меди, цинка и никеля | 1100°C | |
| Нихром | Сплав никеля, хрома, кремния, железа, марганца и алюминия | 1400°C | |
| Сталь | Сплав железа и углерода | 1300°C – 1500°C | |
| Фехраль | Сплав хрома, железа, алюминия, марганца и кремния | 1460°C | |
| Чугун | Сплав железа и углерода | 1100°C – 1300°C |
Таблица температуры плавления тугоплавких металлов и сплавов
Таблица температур плавления тугоплавких металлов и сплавов
| Название | Обозначение | t Плавления °C | t Кипения °C |
| Вольфрам | W | 3420 | 5555 |
| Титан | Ti | 1680 | 3300 |
| Иридий | Ir | 2447 | 4428 |
| Осмий | Os | 3054 | 5012 |
| Платина | Pt | 1769,3 | 3825 |
| Рений | Re | 3186 | 5596 |
| Хром | Cr | 1907 | 2671 |
| Родий | Rh | 1964 | 3695 |
| Рутений | Ru | 2334 | 4150 |
| Гафний | Hf | 2233 | 4603 |
| Тантал | Ta | 3017 | 5458 |
| Технеций | Tc | 2157 | 4265 |
| Торий | Th | 1750 | 4788 |
| Ванадий | V | 1910 | 3407 |
| Цирконий | Zr | 1855 | 4409 |
| Ниобий | Nb | 2477 | 4744 |
| Молибден | Mo | 2623 | 4639 |
| Карбиды гафния | 3890 | ||
| Карбиды ниобия | 3760 | ||
| Карбиды титана | 3150 | ||
| Карбиды циркония | 3530 |
Температура плавления и кипения, в чем разница?
Для тех, кому интересно или нужно узнать, в чем разница температурой плавления металла и кипением, расскажу в двух словах. И так, температура плавления та, при которой металл находится на грани перехода из твердого состояния в жидкое. Проще говоря — начало процесса плавления. Но тогда что же такое температура кипения? А это та температура, при которой давление пара расплавленного металла такое же, как и давление внешней среды.
Вместо заключения
Только что, вы познакомились с температурой плавления металлов и сплавов, лицезрели таблицы этих самых температур. Если данная статья оказалась для вас полезной, не забудьте поделиться её в социальных сетях, сделать это просто с помощью специальных кнопок ниже. А так же, нас очень радуют ваши комментарии(чуточку намёка). Всем добра коллеги!
Физические характеристики
Масса
Вес материала меняется в зависимости от количества связанного углерода и наличия определенного процента пористости. Удельный вес чугуна при температуре плавления может существенно снижаться в зависимости от наличия в чугуне примесей.
Кроме этого линейное расширение металла и структура чугуна меняется в зависимости от состояния каждого показателя. То есть это зависимые величины.
Удельный вес каждого чугуна отличается в зависимости от вида материала. У серого чугуна удельная масса равна 7,1±0,2 г/см3, у белого — 7,5±0,2 г/см3 , у ковкого — 7,3±0,2 г/см3.
О некоторых физических свойствах чугуна поведает видео ниже:
https://youtube.com/watch?v=zGVW6Hqy0pc
Объем
Объем чугуна, проходя через температуру фазовых превращений, достигает увеличения в 30%. Однако, при нагреве в 500ºС, объем увеличивается на 3%. Росту помогают графитообразующие элементы. Тормозят рост объема карбидообразующие составляющие. Та же росту препятствует нанесение на поверхность гальванических покрытий.
Содержание углерода обычно составляет не менее 2,14%. Благодаря углеродной доле чугун имеет отличную твердость. Однако пластичность и ковкость материала на этом фоне страдают.
О том, какова плотность чугуна, расскажем ниже.
Плотность
Плотность описываемого материала, чугуна, равна 7,2 гр/см3. Если сравнивать с чугуном другие металлы и сплавы, то это значение плотности достаточно высокое.
Благодаря хорошему значению плотности чугун широко применяют для литья разнообразных деталей в промышленности. По этому свойству чугун совсем незначительно уступает некоторым сталям.
При какой температуре нержавеющая сталь меняет цвет?
При какой температуре нержавеющая сталь меняет цвет? Нержавеющая сталь становится синей при температуре от 500 до 600 градусов по Фаренгейту, поэтому слишком низкая температура может не дать желаемого цвета или оттенка.
Меняет ли нержавеющая сталь цвет при нагревании? Содержание хрома является наиболее важным фактором, влияющим на стойкость к окислению. Чем выше содержание хрома, тем более жаростойка сталь, и, таким образом, задерживается проявление цветов теплового оттенка. Уровень кислорода, доступного для процесса окисления, также влияет на образующиеся цвета.
Какой цвет приобретает нержавеющая сталь при нагревании? Почему сталь синеет при нагревании? Сталь синеет из-за тонкого оксидного слоя, образующегося на поверхности металла. Тонкая пленка интерферирует со световыми волнами, что увеличивает одни длины волн и уменьшает другие.
При какой температуре нержавеющая сталь краснеет? Железо или сталь при нагревании выше 900 ° F (460 ° C) светятся красным цветом.
Нержавейка меняет цвет?
На нержавеющей стали образуется тонкий слой оксида хрома, и, контролируя толщину оксидного слоя, вы можете получить цвета, которые варьируются от бронзового до синего, золотого, фиолетового и зеленого.
Каков цветовой код нержавеющей стали?
Ищете цветовой код из нержавеющей стали? Шестнадцатеричный код цвета для цвета нержавеющей стали: #b4bdc7. Цветовой код RGB для цвета нержавеющей стали — RGB(180,189,199).
Будет ли нержавейка ржаветь?
Нержавеющая сталь остается нержавеющей или не ржавеет из-за взаимодействия ее легирующих элементов с окружающей средой. Эти элементы реагируют с кислородом воды и воздуха, образуя очень тонкую стабильную пленку, состоящую из таких продуктов коррозии, как оксиды и гидроксиды металлов.
Какого цвета должны быть сварные швы из нержавеющей стали?
Оксид снижает способность нержавеющей стали сопротивляться коррозии. Коррозия ставит под угрозу целостность сварного шва. Вот почему лучше всего стремиться к блестящему хромированному цвету сварного шва.
Меняет ли алюминий цвет при нагревании?
Алюминий образует толстый пористый оксидный слой, который сам по себе не кажется слишком заметным, за исключением случаев, когда он действительно толстый и становится тускло-серым. Это обычно используется при анодировании для изготовления твердых защитных алюминиевых поверхностей. Анодирование оксида алюминия можно легко окрашивать, печатать и т. Д.
Какую температуру выдерживает нержавеющая сталь?
Нержавеющая сталь обладает хорошей прочностью и хорошей стойкостью к коррозии и окислению при повышенных температурах. Нержавеющая сталь используется при температурах до 1700°F для 304 и 316 и до 2000°F для высокотемпературной нержавеющей стали марки 309(S) и до 2100°F для 310(S).
Что происходит с нержавейкой при нагревании?
Зона термического влияния (ЗТВ) во время процесса сварки или термической резки у нержавеющей стали больше из-за более низкой температуропроводности (4,2 мм2/с) по сравнению с другими металлами. Это может привести к изменению марки (аустенитная нержавеющая сталь становится мартенситной, более хрупкой и твердой) или нагретый металл становится слабее.
Можно ли покрасить нержавеющую сталь в черный цвет?
Нержавеющая сталь по своей природе представляет собой серебристо-серый металл. Существует множество вариантов создания более тусклых или темных тонов, включая черный цвет на нержавеющей стали. Существуют значительные различия в долговечности этих вариантов окраски и их пригодности для различных сред.
Какого цвета украшения из нержавеющей стали?
Ювелирные изделия из нержавеющей стали очень популярны, особенно потому, что они напоминают серебряные украшения, но цена на них более выгодна. Нержавеющая сталь тверже серебра, поэтому стальные драгоценности не так легко поцарапать. Они не меняют свой цвет, не ржавеют и не окисляются. Но это не значит, что этого не может быть.
Каков цветовой код металлического серебра?
Шестнадцатеричный код серебристого металлика — #A8A9AD.
Каков цветовой код бриллианта?
Алмаз — шестнадцатеричный код #b9f2ff, оттенки и дополнительные цвета.
Темнит ли уксус нержавеющую сталь?
Есть несколько способов придать новым изделиям из нержавеющей стали антикварный вид. Разъедание металла уксусом или другим абразивным химикатом даст наиболее естественные результаты. Чтобы сделать что-то более быстрое, вы можете вместо этого попробовать термическое окрашивание или покраску объекта.
Можно ли красить нержавейку?
Стандартные краски и покрытия, включая большинство промышленных красок для металлов, не прилипают к нержавеющей стали. Поскольку нержавеющая сталь не является пористым основанием, без использования специальной грунтовки старые поверхности часто портятся.
Как я могу определить, является ли моя нержавеющая сталь 304 или 316?
Эстетически между ними нет никакой разницы; на самом деле, единственный способ отличить их друг от друга — это проверить их химически. Основное различие между нержавеющей сталью 304 и 316 заключается в том, что нержавеющая сталь 316 имеет добавку молибдена.
Какая марка нержавеющей стали не ржавеет?
Аустенитные нержавеющие стали, такие как 304 или 316, содержат большое количество никеля и хрома. Хром соединяется с кислородом раньше, чем железо, что формирует слой оксида хрома. Этот слой очень устойчив к коррозии, что предотвращает образование ржавчины и защищает основной металл.
Почему мои сварные швы TIG из нержавеющей стали имеют СЕРЫЙ цвет?
Серый цвет возникает из-за того, что металл слишком горячий после удаления из него защитного газа, а сварной шов поглотил примеси из атмосферы. . .так что это все еще будет прочный сварной шов, но металлургически в сварном шве есть примеси, и в зависимости от того, какие там примеси, он не будет таким прочным, как один
Почему мои сварные швы из нержавеющей стали черные?
Ответ от Weldingtipsandtricks.com о сварных швах из нержавеющей стали. Обесцвечивание – это окисление. Это просто вопрос того, что аргоновая защитная оболочка покидает горячий металл, прежде чем он успевает достаточно остыть, чтобы не окисляться. Нержавеющая сталь имеет тенденцию очень хорошо склеиваться при низкой температуре, если она чистая.
Почему сварные швы TIG окрашены в яркие цвета?
Полученные цвета зависят от состава металла, состава атмосферы, температуры, при которой они встречаются, и продолжительности времени, в течение которого металл подвергается воздействию повышенной температуры. Металл окисляется.
Что делает алюминий при нагревании?
Степень расширения материала при нагревании определяется его коэффициентом теплового расширения. Например, алюминий расширяется от 21 до 24 микрометров на метр, если увеличить его температуру на 1 градус Цельсия.
Можно ли нагревать нержавейку?
Ферритные нержавеющие стали нельзя упрочнять термической обработкой. Однако они обладают максимальной пластичностью, ударной вязкостью и коррозионной стойкостью; они также дешевы и очень устойчивы к образованию накипи при высоких температурах (например, в выхлопных системах).
Плавится ли нержавейка в огне?
На этот вопрос легко ответить, потому что нержавеющая сталь — это сталь. Известно, что стали не горят и начинают плавиться только при температуре около 1400°С. Это означает, что нержавеющие стали не имеют «класса огнестойкости» как такового, поэтому испытания по AS/NZS 1530.3 (или эквивалентные испытания по BS 476) не требуются.
Сварка нержавейки (нержавеющей стали) штучным электродом с применением инвертора (РДС метод)
0
На сумму:
0 р.
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Содержание
- В чем заключается суть метода сварки нержавейки обычным электродом
- Где применяется РДС нержавеющей стали
- Очевидные плюсы и минусы метода РДС нержавейки
- Можно ли сваривать нержавейку электродом в бытовых условиях
- Что нужно для сварки нержавейки методом MMA
- Какие виды металлов можно сваривать с нержавейкой электродом
- Какими электроды использовать для ручной дуговой сварки нержавейки
- Какие модели сварочных инверторов подойдут для сварки нержавейки электродом
- Особенности и полезные советы
- Обработка нержавеющей стали после сварки электродом
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
- Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
- РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.

- Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
- оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
- РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
- не нужно использовать дополнительную флюсовую или газовую защиту;
- этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
- необходимость избавления от шлака после создания шва;
- по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
- медленная скорость сварки.
Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
- Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
- очищается поверхность изделия от загрязнений,
- кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
- свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
- Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
- Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
- При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
- После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов. Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
- сварочный инвертор;
- электроды;
- растворитель;
- стальная щетка;
- защитные средства: маска, перчатки, костюм.
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать. Оптимальная длина кабелей должна быть не менее 2-х метров.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Таблица 1.
| Толщина свариваемого металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-10 | 12-15 | 15-18 |
| Рекомендованные значения сварочного тока, А | 20-60 | 50-90 | 60-100 | 80-120 | 110-150 | 140-180 | 180-220 | 220-260 |
| Диаметр сварочного электрода, мм | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и более |
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки — аустенитных сталей представлены в таблице.
Таблица 2.
| Марка стали | Условия работы | Марка электрода | Тип электрода | Содержание α фазы (%) и структура шва | |
| Жаропрочные стали | |||||
|
Х25Н38ВТ
ХН75МБТЮ
| Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная | |
|
20Х20Х14С2
20Х25Н20С2
30Х18Н25С2
| Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность | ОЗЛ ОЗЛ-9-1 |
Э-12Х24Н14С2
Э-28Х24Н16Г6
| 3-10 % Аустенитно- карбидная | |
| Коррозионно-стойкие стали | |||||
| 08Х18Н10 | Агрессивные среды; стойкость к межкристаллитной коррозии | ЦЛ-11 | Э-04Х20Н9 | 2,5-7,0 | |
|
12Х18Н10Т
08Х22Н6Т
| Температура до 600оС; жидкие среды; стойкость к межкристаллитной коррозии | Л38М |
Э 07Х20Н9
Э-08Х19Н10Г2Б
Э-02Х10Н9Б
| 3-5 | |
|
10Х17НИМ2Т
08Х18Н19Б
08Х21Н6М2Т
| Температура до 700 °С; стойкость к межкристаллитной коррозии | СЛ-28 |
Э-08Х19Н10Г2МБ
Э-09Х19Н10Г2М2Б
| 4-5 | |
| 10Х17Н13МЗТ | Стойкость к межкристаллитной коррозии | НЖ-13 | Э-09Х19НЮГ2М2Б | 4-8 | |
| Жаростойкие стали | |||||
|
20Х20Х14С2
20Х25Н20С2
30Х18Н25С2
| Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность |
ОЗЛ
ОЗЛ-9-1
|
Э-12Х24Н14С2
Э-28Х24Н16Г6
| 3-10 % Аустенитно- карбидная | |
|
Х25Н38ВТ
ХН75МБТЮ
| Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная | |
Какие электроды для сварки нержавейки необходимо использовать?
Для ручной дуговой сварки нержавеющей стали различают два основных типа электродов.
- с основным покрытием (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2) которые применяются лишь на постоянном токе на обратной полярности («+» на электроде), где основным покрытием наиболее часто выступают карбонаты кальция и магния;
- с рутиловым покрытием (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0) в основном из двуокиси титана, которые используются, если требуется сваривать на переменном токе и постоянном токе обратной полярности. Они обеспечивают стабильность горения дуги и уменьшают количество брызг при сварке.
Ответ на вопрос, какими электродами варить нержавейку, зависит от того, какой именно вид стали необходимо сваривать. В таблице 2 приведены оптимальные марки электродов в зависимости от типа и марки свариваемого металла.
Какие модели сварочных аппаратов лучше всего подойдут для сварки нержавейки?
Выбирая инвертор для РДС, необходимо учесть следующие моменты:
- Рабочий диапазон температур (поскольку некоторые модели не способны функционировать при низких температурах в условиях открытого воздуха).
- Мощность и сила сварочного тока агрегата. Для применения в быту достаточно инвертора, который выдает на выходе 180А. Более 200А выдают уже более профессиональные сварочники.
- Возможные отклонения не менее ± 20% напряжения сети от номинального параметра без вреда качеству сварки.
Также важно наличие дополнительных функций, самые популярные из них: Hotstart, Arcforce, Antistick
На нашем сайте представлены современные сварочники известных производителей, успешно зарекомендовавших себя на рынке сварочного оборудования. В зависимости от требуемого напряжения можно выбрать:
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 220В,
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 380В.
В ассортименте Тиберис представлены бюджетные агрегаты, применимые для работы в домашних условиях.
- Для напряжения 220В Сварог PRO ARC 160 (Z211S) , Сварог PRO ARC 180, Сварог TECH ARC 205B (Z203), ПАТОН ВДИ-200P.
- Для работы под напряжением сети 380В это такие инверторы как Сварог ARC 315 (R14), BRIMA ARC 250 (380В).
И сложные многофункциональные установки премиум класса для профессиональной сварки.
- Для напряжения 220В это EWM Pico 162, Lincoln Electric Invertec 170S, KEMPPI Minarc 150.
- Для работы под напряжением 380В это Lincoln Electric Invertec 270-SX, EWM Pico 220 CEL Puls, Kemppi Minarc 220.
Вывод: Выбор определенной модели сварочного инвертора зависит от имеющейся рабочей задачи, условий работы и финансовых возможностей исполнителя. В Тиберис вы без труда подберете тот аппарат, который устроит по всем параметрам.
Особенности сварки нержавейки электродом при помощи ручной дуговой сварки
Каждый, кто не сталкивался с таким способом сварки, спрашивает, как варить нержавейку электродом. Принцип сваривания нержавейки электросваркой состоит в том, что возбуждение дуги происходит между электродом и плоскостью свариваемого изделия.
- К свариваемой поверхности необходимо прикрепить кабель массы (-), который выходит из сварочного аппарата.
- Второй кабель (+) с электродом нужно приблизить к свариваемой поверхности, вследствие чего, образуется сварочная дуга.
- Для надежности процесса стоит помнить, что оптимальное расстояние между кончиком электрода (который необходимо так же правильно выбрать в соответствии с толщиной металла) и свариваемым элементом находится в пределах от 2 до 6 мм. За счет влияния высоких температур происходит проплавление металла, а затем заполняется образуемая во время воздействия дуги на поверхность свариваемого металла канавка.
- Электрод в ходе сваривания должен находиться под правильным углом. Это обеспечит контроль над сварочным процессом. Угол наклона должен составлять приблизительно 80 градусов. Наклон должен осуществляться к дуге. Дуга возникает из-за того, что электрод касается поверхности свариваемого металла или же за счет ударов со средней силой по свариваемой поверхности.
- Силу тока тоже подбирать нужно правильно. Несоответствие этой величины толщине металла не приведут к положительному результату. При слабой силе тока электрод будет постоянно затухать, и процесс сварки окажется не эффективным. При излишне высокой силе тока металл будет прожигаться. Рекомендуемые значения этого параметра приведены в таблице 1.
Вывод: Процесс ММА сварки не особенно сложен, хотя и требует определенной внимательности от исполнителя.
Обработка нержавейки после сварки инвертором
После сварки нержавейку необходимо обработать. Игнорирование подобных манипуляций способно привести к отрицательным последствиям: возникновению коррозии и снижению качества изделия.
Технология обработки изделий из нержавейки после ММА сварки включает:
- механическую зачистку сварного шва, такая операция улучшает внешний вид изделия и выполняется жесткими щетками из стали;
- пескоструйную обработку, после которой шов смотрится еще более эстетично;
- шлифование, позволяющее добиться однородности и гладкости поверхности шва. Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
Но все подобные мероприятия являются лишь предварительной обработкой изделия, так как влияют только на внешний вид детали. Для надежной защиты места сварки от разрушения, необходимо прибегнуть к пассивации и травлению.
Пассивацией называют нанесение на место сварки специального вещества, под влиянием которого на металлической поверхности появляется защитная пленка из оксида хрома.
Травление представляет собой обработку места сварки химически активными средствами (специальными жидкостями либо кислотами). Кислоты разрушают окалину, которая способна вызвать возникновение ржавчины.
Только после осуществления химической обработки зона сварки надежно противостоит коррозийным процессам.
Вывод: Обработка шва после сварки повысит качество проделанной работы и продлит долговечность свариваемой детали, снизив риск появления коррозии.
Смотрите также:
- Каталог электродов для сварки нержавеющей стали
- Каталог бытовых сварочных инверторов
Спасибо за подписку!
Электроды для сварки нержавейки: обзор марок, особенности, преимущества
Нержавейка остается востребованным материалом на рынке из-за нулевой коррозии. Сталь не взаимодействует с влагой, поэтому отлично зарекомендовала себя при эксплуатации. Нержавейка выглядит эстетично, поэтому даже без обработки материал выглядит отлично. В процессе сварки нержавейки лучше использовать специальные электроды для создания ровного и надежного шва. Существуют технологии и ключевые особенности сварки электродами, которых важно придерживаться в ходе рабочего процесса.
youtube.com/embed/8ANgKyJvUDc?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» frameborder=»0″>
В промышленности нержавейка остается популярной и за счет прочности, ударной вязкости. В сравнении с мягкой сталью, в ходе сварки могут быть проблемы. Если вы начинающий сварщик, важно учитывать базовые требования. В цене нержавейка может быть в 3-5 раз дороже мягкой стали.
Выбор правильного процесса сварки является ключевым. Для этого важно учитывать особенности присадочного материала, правильно определить силу тока, разобраться с режимами сварочного аппарата и настроить его.
Особенности сварки нержавейки электродами и проблемы
Нержавеющая сталь устойчива к коррозии и сохраняет прочность при чрезвычайно высоких и низких рабочих температурах. Именно поэтому она актуальна в промышленной сфере. Ее используют и для изготовления медицинского оборудования, в пищевой индустрии.
Обычная нержавейка бывает хромоникелевой или прямого хрома. Их главное отличие – коэффициенты линейного расширения. Так, прямая хромовая нержавеющая сталь имеет низкие коэффициенты. Это показатель определяет расширение и сжатие материала при перепадах температур и давлении. Прямые сорта хрома также имеют более низкую температуру плавления, чем углеродистая сталь, но более высокую температуру плавления, чем хромоникелевая нержавеющая сталь. В сравнении с углеродистой сталью, как хром, так и хромоникелевые сплавы имеют высокое электрическое сопротивление и низкую теплопроводность.
Применение нержавеющих материалов позволяет улучшать свойства продукции и выводить ее на новый уровень, делая более конкурентоспособной. Нержавейка – более дорогостоящий материал, поскольку:
- содержание сплава в нержавеющей стали улучшает его теплоизоляционные свойства, поэтому он отличается от углеродистой стали. Тепло от дуги не так легко распределяется по материалу и концентрируется в сварочной ванне. Это может привести к деформации, ожогу и окислению. Выбор правильного процесса сварки и присадочного металла может помочь контролировать подвод тепла.
- нержавеющая сталь подвержена обесцвечиванию. Такое обесцвечивание, известное как засорение, указывает на то, что часть хрома была извлечена из материала, что делает его более подверженным к коррозии. Если этот момент упустить, существует вероятность переделки работы. Плюс ко всему нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже углеродистой стали.
Электроды по нержавейке: технологии сварки
Существует несколько способов сварки нержавеющей стали, которые используют для создания прочных швов. Рассмотрим наиболее популярные методы для оценки их производительности, преимуществ и недостатков:
- дуговая или порошковой проволокой. Чтобы достичь желаемого результата, даже если у вас нет опыта в сварке нержавейки, лучше использовать современное оборудование с возможностью настройки параметров;
- сплошной проволокой. Достаточно иметь базовое представление о сварке. Подойдет импульсный или распылительный режимы сварки. Сплошная проволока стоит дешевле аналогичных вариантов. Здесь расходы направлены на защитный газ. Он предназначен для снижения разбрызгивания;
- дуговая сварка с флюсовой сердцевиной считается более производительной. Недостатком технологии считается сильное разбрызгивание и образование шлака. Следовательно, вам придется больше времени и сил уделить очистке. Присадочные материалы более дорогостоящие из-за флюсовых элементов;
- дуговая сварка с металлическим сердечником обеспечивает высокую скорость, снижая уровень нагрева сварочного шва. В этом случае легче предотвратить деформацию материала при сварке нержавейки. Хотя сварка с металлическим сердечником производит меньше брызг, она будет дороже своих аналогов. В этом случае нужно просчитать производительность и объемы производства;
- вольфрамовая дуговая сварка образовывает очень мало брызг. Несмотря на доступную стоимость, технология требует навыков. Минус технологии – низкая производительность. Для сварки используют защитный аргоновый газ. Удается создать аккуратный сварочный шов.
При выборе технологии сварки ориентируются на ее стоимость и требующие знания. Опытные сварщики знают, что практически не существует понятия идеальной сварки. В ходе работы главное правильно расставить приоритеты: насколько важна эстетичность созданного шва, его прочность, затраты на производства и другие факторы.
Марки электродов по нержавейке
Помимо особенностей технологии важно понимать, какие электроды стоит использовать. Рассмотрим популярные марки электродов с рутиловым покрытием:
- марки ОК 63.30 обеспечивает небольшую разбрызгиваемость, поэтому вам не придется убирать образовавшийся шлак. Предназначен для сварки постоянной дугой. В результате удается выполнить аккуратный и прочный шов, что делает электрод популярным на рынке. Чтобы избежать растекания шлака при сварке нержавейки, лучше варить в нижнем положении;
- марки ОК 63. 41 подходит для организации большого производства. Поскольку в обмазке содержится металлический порошок, увеличивается степень наплавки. Удобно использовать, поскольку покрытие не нагревается. В результате получаются удлиненные стержни. Преимущественно варят рутиловым электродом в нижнем положении. Несмотря на изобилие электродов разных диаметров, сварщики предпочитают проводники от 3 мм и больше в диаметре;
- марки ОК 61.35 – с основным покрытием. После него тяжелее убирать шлак, но работать можно в любом положении;
- марки ОК 67.72 предназначены для сварки разнородной стали с нержавейкой. Например, вы сможете сварить мягкую сталь и нержавеющую. Это вид синтетических электродов, которые выпускают длиной до 70 см. Лучше всего электроды для нержавейки подходят для гравитационной сварки;
- ОК 63.34 отлично подходят для сварки тонкого и толстого металла, на постоянном и переменном токе. Они подходят для сварки на спуск. Если вас интересует другое положение, тогда лучше выбрать рутиловые стержни;
- марки ОК 63. 20 имеют специальное покрытие, благодаря которому электроды для сварки подходят для точечной сварки. Чаще всего используют для сварки труб и тонких металлических листов.
При выборе марок электродов для сварки на упаковке производитель должен указать важную информацию (или смотрите маркировку), включая полярность, особенности тока, напряжение холостого хода, покрытие и другие характеристики. Исходя из этого, вы поймете, какими электродами можно достигнуть результата.
Советы профессионалов по сварке нержавейки электродами
Если вы решили изучить технологию сварки электродами по нержавейке, перед вами стоит трудоемкая задача. Это технологически сложный процесс, требующий определенных навыков и знаний. Профессиональные сварщики советуют придерживаться следующих советов:
- температура нагрева не должна превышать 500 градусов. При более высоких температурах снижается прочность соединения на молекулярном уровне. При перегреве не исключено образование дыр;
- заготовки предварительно прогревают до 1200 градусов. Затем стоит выдержать время, чтоб поверхность остыла естественным образом. Нагрев нужен непосредственно перед процессом сварки, заранее этого делать не стоит;
- шов электродами нужно делать быстро, чтобы не допускать перегрева поверхности. Для этого у вас должен быть подходящий сварочный аппарат;
- если нужно сделать многослойный шов электродами, после каждого этапа выдерживайте время для охлаждения. Перед следующей сваркой поверхность должна остудиться до 100 градусов;
- придерживайтесь инструкции от изготовителя электрода для соблюдения всех требований использования электродов.
Как варить тонкую нержавейку?
При сварке тонких листов важно придерживаться ряда правил, поскольку существуют определенные сложности процесса. Профессионалы советуют:
- контролировать температурный режим, поскольку перегрев приводит к деформации листов. Также есть риски прогорания и образования дыр;
- регулировать дугу. Она должна быть постоянной, поскольку в противном случае при отрыве она гаснет;
- важно правильно подобрать хороший диаметр электродов в зависимости от толщины материала.
Важно понимать, что каждый производитель устанавливает индивидуальные требования к использованию расходников. Информация содержится в маркировке. Перед использованием электродов изучите особенности бренда, их технические характеристики и особенности применения. Даже если вы раньше не сталкивались со сваркой электродами, научиться этому можно. Попробуйте свои силы на черновых материалах, а затем переходите к созданию прочных и аккуратных швов.
Температура плавления стали 12х18н10т
Уникальные технические характеристики и особенности стали 12Х18Н10Т в сочетании с доступной ценой делают материал незаменимым во многих отраслях деятельности. Простая механическая обработка и возможность применения различных видов сварки позволяют изготавливать изделия и конструкции самого разного назначения. Нержавейка отличается высокой прочностью, экологической чистотой и имеет большой спрос на рынке металлопроката.
Конструкционная криогенная сталь марки 12Х18Н10Т относится к аустенитному классу, выплавляется в дуговых электропечах и отличается устойчивостью к межкристаллической коррозии при возможном нагреве до 800ºC. Техническая характеристика 12Х18Н10Т обеспечивает хорошую технологичность металла во время горячей или холодной пластической деформации. Благодаря этому она применяется для изготовления большого количества наименований проката и поковок.
12Х18Н10Т — расшифровка стали
Маркировка 12Х18Н10Т говорит о расчетном количестве основных компонентов, входящих в сплав: 12 – означает 0,12% углерода, Х18 – процентный состав хрома, Н10 – никеля и Т – присутствие титана. Исходя из этого, можно определить, что в состав основных химических элементов нержавеющих сталей марки 12Х18Н10Т входит:
- около 67% железа;
- до 0,12% углерода;
- 17-19% хрома;
- 9-11% никеля;
- до 2% магния;
- до 1% титана;
- до 0,8% кремния.
Кроме этого в химическом составе металла в небольших количествах присутствуют: сера, медь, силиций, марганец и фосфор.
Высокие антикоррозионные свойства стали 12Х18Н10Т обеспечивает высокое содержание хрома. Наличие никеля способствует аустенитной структуры металла и позволяет в результате сочетать расширение эксплуатационных характеристик стали с прекрасной технологичностью во время обработки. Кроме этого наличие никеля в сплаве изменяет его свойства и повышает сопротивление металла воздействию кислот и щелочей.
Присутствие титана и кремния в стали приводят к образованию феррита, что изменяет характеристики, устраняет межкристаллитную коррозию в сварочных швах, замедляет скорость роста зерна при нагреве и увеличивает плотность получаемого слитка.
Механические свойства нержавеющей стали 12Х18Н10Т
Режимы термической обработки предусматривают применение закалки в результате нагрева до 1100ºC при последующем охлаждении в воде. Сечения нержавейки до 35 мм допускается применять охлаждение на открытом воздухе. Пределы температур для ковки от 850ºC до 1200ºC.
Удельный вес металла 7920 кг/м3. Твердость, которой обладает сталь НВ 10-1 = 179 МПа, с пределом выносливости 279 МПа.
Технология сварных соединений особых ограничительных свойств не имеет. Применяют следующие характеристики технологий сварки:
- ручная электродуговая, с применением электродов ЦТ-26;
- электрошлаковая;
- контактная точечная.
Для обеспечения повышенной прочности рекомендуется завершающая термическая обработка швов.
Основные характеристики
Особенности химического состава определяют основные характеристики 12×18н10т. Примером назовем нижеприведенные моменты:
- Именно высокая концентрация хрома определяет коррозионную стойкость металла. Поэтому он применяется при создании деталей и материалов, которые эксплуатируются в сложных условиях.
- Включение в состав большого количества никеля позволяет перевести металл в класс аустенитов. За счет этого существенно расширяется технологичность металла. Именно из-за никеля такие стали хорошо прокатывать в холодном и горячем состоянии. Никель определяет повышенную устойчивость к агрессивным средам, в число которых относится серная кислота.
- Склонность к межкристаллической коррозии была снижена путем добавления в состав титана. За счет реакции с углеродом создается тугоплавкий карбид.
- Кремний становится причиной повышения плотности. Во многие составы кремний добавляется для того чтобы повысить плотность и увеличить прочность, предел текучести. Стоит учитывать, что кремний становится причиной снижения пластичности. Поэтому его высокая концентрация может существенно усложнить процесс проката.
- Марганец вводится в состав для получения мелкозернистой структуры, которая обладает более высокой устойчивостью к механическому и иному воздействию.
При производстве легированной стали уделяется внимание концентрации фосфора. Это вещество существенно ухудшает эксплуатационные качества материала. Поэтому качественная легированная сталь в своем составе имеет не более 0,035% фосфора.
Достоинства и недостатки
К достоинствам рассматриваемого сплава можно отнести:
- Высокую ударную вязкость.
- Пластичность.
Основным недостатком назовем снижение коррозионной стойкости при эксплуатации материала в среде с высокой концентрацией ионов хлора. Кроме этого, коррозионная стойкость теряется в случае воздействия серной или соляной кислоты.
Применение
Марка 12Х18Н10Т применяется для изготовления следующих изделий сортового и фасонного проката:
- толстого и тонкого листа;
- круглых и профильных труб различного сечения;
- уголки и швеллера;
- калиброванного и шлифованного прутка;
- ленты и полос различной толщины;
- сталь в виде круга и проволоки;
- капиллярные трубки мелких диаметров;
- поковки и кованые заготовки.
Весь предлагаемый прокат из нержавеющей стали может иметь матовую, шлифованную или полированную поверхность, что в значительной степени определяет качество, свойства и стоимость материалов.
Эти материалы применяют в промышленности для производства сварных сосудов и аппаратов, работающих под давлением и температуре среды от -195ºC до 600ºC. Допускается применение 12Х18Н10Т для транспортировки, обработки и хранения разбавленных кислотных, щелочных растворов и солей.
В строительстве и ремонте нержавеющая сталь применяется для монтажа особо ответственных и декоративных элементов. В машиностроении стальной круг, поковки и другой прокат применяют для изготовления деталей и узлов машин и механизмов. Из стальных нитей плетут канаты и тросы высокого качества и свойств.
Бесшовные трубы из стали 12Х18Н10Т применяются в нефтехимической и газоперерабатывающей отрасли, в производстве и переработке пищевых продуктов, а так же в фармацевтике и для изготовления медицинского инвентаря и оборудования.
Высокая эксплуатационная температура позволяет использовать прокат из этой стали для изготовления горелок, печной аппаратуры, муфелей, деталей выхлопных систем и в других случаях. Минимально допустимая температура -195ºC допускает пользоваться сталями этих характеристик в криогенных и холодильных системах глубокого охлаждения.
термообработка 12х18н10т
ВСЕ аустенитные стали начинают магнититься после наклёпа
Нет не все, а только аустенито-мартенситного (и только после соответствующей обработки) или аустенито-ферритного классов .
гранецентрированная решетка аустенита метастабильна при комнатной температуре, т.е. при любом достаточном приращении энергии замкнутой системы перестроится в более стабильную для данной температуры объёмноцентрированную решётку.
Ваш довод ошибочен. Во-первых, обсуждать следует не решётку аустенита, а решётку железа. Это связано с тем, что стабильность ГЦК-решётки железа (при заданных внешних условиях) зависит от того, какие элементы в ней растворены. Из литературы (Гуляев, Лякишев, Бернштейн полные ссылки не даю. лень набирать) известно, что ГЦК-металлы, азот и углерод стабилизируют аустенит, и ОЦК-металлы стабилизируют феррит. И все они растворяются как в аустените, так и в феррите. Это вроде мелочь, но, я считаю этот момент отправной точкой дальнейших рассуждений. Хотя если Вам угодно, то я соглашусь и с термином ГЦК решётка аустенита, т.к. он мне понятен.
Во-вторых для решения вопроса о том, какая решётка железа стабильна при заданных условиях (хим. состав сплава, температура, нормальное давление) нужно обратиться к соответствующей диаграмме состояния. Например, для системы «Fe-Ni-Cr» имеется изотермический разрез с описанием этой системы (см.Гуляева стр.412). Анализ тройного сплава «Fe-18Cr-10Ni» показывает, что при 20°С и 1 атм. устойчива (равновесна) ГЦК-решётка железа (аустенита). Обратите внимание, что нагрев такого сплава не приводит к полиморфному фазовому переходу (дельта-железо имеет ОЦК-решётку , но с большим периодом).
Вопрос: А если произвести пластическую деформацию сплава «Fe-18Cr-10Ni» (%С=0), какая решётка устойчива (стабильна во времени)?
Ответ: Непосредственно при деформации, когда давление много больше 1атм. устойчива ОЦК-решётка железа (это из практики; подобных диаграмм состояния я не видел). Во время деформации идёт превращение, но как только давление вернетё к 1 атм. устойчива ГЦК-решётка. При этом в структуре некоторое время может сохраняться метастабильная альфа фаза, которая при нагреве достаточно быстро превратится в гамма.
Вопрос: А если охладить до -196°С, а потом нагреть сплав «Fe-18Cr-10Ni»?
Ответ: При низких температурах устойчиво альфа-железо (альфа тв. раствор). При возвращении к 20° будет происходить превращение (по дифф. механизму), но в силу низкой самодиффузии железа идти будет долго (несколько лет).
Однако у нас не тройной сплав, а сталь 12Х18Н10Т. Добавление к нашей тройной системе углерода, Mn, Si и Ti усложняет систему (уже не нарисуешь диаграмму), но выход есть. Вот он.
Данная диаграмма показывает, к какому классу будет относится сталь заданного хим. состава в пересчёте на эквивалентный % Ni и Cr. На диаграмму я нанёс две точки: красную и зелённую. Красная точка соответствует марочному составу стали 12Х18Н10Т (ГОСТ5632-72), но с нижним пределом по Cr (17%) и верхним пределом по Ni (11%). Зелёная точка, обратная ситуация — это соответствует марочному составу нашей 12Х18Н10Т, но с верхним пределом по Cr (19%) и нижним по Ni (9%). Содержание углерода я брал равным 0,12% в обоих случаях, и титан в виду его малого влияния не учитывал. Для красной точки: экв.%N~15,5; экв.%Cr~18,5. Для зелёной точки: экв.%N~13,5; экв.%Cr~20,5.
Другими словами в пределах марочного состава сталь 12Х18 Н10Т может быть как аустенитной, так и аустенито-ферритной. Если металлурги ещё и углерод продуют до 0,02% или произойдёт обезуглероживание поверхности, то она (точка стали) сползёт в область А+Ф+М.
Вместе с тем, при усредненном составе и 0,12%С сталь 12Х18Н10Т считается чисто аустенитной, что и закреплено ГОСТ 5632-72, а также в металловедческой литературе (кому ГОСТы и Уважаемые металловеды, наши добрые учителя, не указ, тем в сад )
Покупаю мойку, приношу домой, тыкаю магнитом, магнит прилипает, как к угреродке.
Сегодня проверил магнитом свою мойку на работе. Не магнитится. Может её закалили после штампа? А может это не 18-10, а 18-25? Конечно же нет. Скорее всего моя 18-10 соответствует красной точке, а Ваша, Николай, — зелёной.
И последний вопрос (для Виталия). Зачем закаливают аустенитные стали, ведь после закалки они сохраняют этот аустенит в своей структуре в количестве 100%, и значит предел текучести и твёрдость будут точно такими же, как и до закалки?
Ответ. В данном случае закалка преследует цель не получения мартенсита, а растворения карбидов хрома в аустените. С одной стороны такая однофазная, закалённая структура обладает более высокой пластичностью, что не может положительно отразиться на процессах ХПД. Но, главное, присутствие в структуре стали карбидов хрома по границам зерен приводит к развитию межкристаллитной коррозии, т.к. образование карбидов Cr23C6 обедняет приграничные области зерна хромом и происходит локальное снижение коррозионной стойкости. Виталий, учитывайте, что при нагреве закалённой стали 12Х18Н10Т интенсивное (0,5-1 час) выделение карбидов хрома происходит при температуре свыше 450°С.
P.S. Касаемо проблемы обработки аустенитных сталей резанием, думаю, нужно создать ветку (если ранее не создана).
Изменено 20 сентября, 2020 пользователем ilia-ilich
Зарубежные аналоги
Среди близких по химическому составу и характеристикам стали, выпускаемой в других странах мира, следует отметить:
- 321, 321H, S32100 в США;
- сталь SUS321 в Японии;
- 0Cr18NiTi18-11, 0Cr18Ni11Ti, 1Cr18Ni11Ti в Китае;
- STS321 в Южной Корее;
- 2337 в Швеции;
- 1.4541, 1.4878, X10CrNiTi18-10 в Евросоюзе.
При этом следует отметить, что кроме общеевропейских стандартов, которым соответствует сталь 12Х18Н10Т, каждое государство Евросоюза имеет собственную маркировку этого сплава. Так, например, в Германии это X12CrNiTi18-9, в Великобритании сталь марок 321S31, 321S51 и LW18. Единого европейского стандарта на нержавеющие металлы пока еще не разработано.
Стоимость проката и поковок из стали 12Х18Н10Т
Цена материалов изготовленных из нержавейки 12Х18Н10Т определяется:
- сложностью сечения проката;
- качество и свойства, которые имеет сталь;
- степенью поверхностной обработки;
- складскими и транспортными расходами;
- существующими предложениями на рынке.
Кроме этого на стоимость заказа могут оказать влияние его объем и способ приобретения материалов.
Очень часто нержавеющая сталь 12Х18Н10Т продается по демпинговым ценам, что обычно объясняется низким качеством материала. Так, например, листовая сталь этой марки продается по цене 230-330 руб/кг, а максимальная цена на металл второго сорта не превышает 180 руб/кг.
Отпуск проката осуществляется по весу. При этом большое влияние оказывает качество обработки поверхности и технические характеристики. Средняя стоимость матовых листов толщиной 1,0 мм составляет 260 руб/кг, а полированный лист стоит в два-три раза больше.
Еще один фактор определения цены на 12Х18Н10Т зависит от местонахождения покупателя. В центральных районах страны стоимость ниже, чем в отдаленных регионах. Это объясняется малым количеством конкурентных предложений на рынке металлопроката, а так же увеличением транспортных расходов.
Оформление заказа, покупка и доставка в компаниях
Компании предлагают всем заинтересованным организациям, предприятиям и частным лицам купить нержавеющий прокат из стали марки 12Х18Н10Т по самым выгодным ценам на рынке металлопроката. Для получения технической консультации, уточнения цен, характеристик и оформления заявки вам нужно позвонить по телефонам компаний. Так же возможно просто оставить заявку на сайте и специалист свяжется с вами в самое ближайшее время.
Наличие нержавеющего проката 12Х18Н10Т на складе позволяет обеспечить самую оперативную доставку металла по указанному в заявке адресу. По желанию клиент всегда может обеспечить получение товара на условиях самовывоза.
Компании всегда готовы обсудить вопрос предоставления скидок постоянным и оптовым покупателям. Работать с нами всегда выгодно и удобно.
Оцените статью:
Рейтинг: 5/5 — 1 голосов
Пищевая нержавеющая сталь 12Х18Н10Т
Справочник металлопроката
В настоящее время ст 12х18н10т является самой используемой и распространённой из всех нержавеющих сталей. Это титаносодержащая сталь принадлежит к аустенитному классу, чей химический состав регламентируется ГОСТом 5632-72. В числе её основных преимуществ стоит выделить ударную вязкость и высочайшую пластичность.
Оптимальной термообработкой для сталей данной категории является их закалка при температуре около 1050оС в h3O. После процедуры закалки механические качества материала определяются, как максимальная вязкость и пластичность, невысокая прочность и твёрдость.
Характеристики стали 12х18н10т
Химический состав, свойственный сплаву 12х18н10т, следующий: железо (основная часть), углерод (меньше 0,12%), марганец (меньше 2%), хром (около 18%), никель (от около 10 — 11%), сера (меньше 0,02%), кремний и титан (максимум по 0,8%). Сталь этой марки применение находит в самых разных областях – используется для изготовления конструкций, функционирующих в агрессивных средах, незаменима она и в процессе производства емкостного, теплообменного и иного оборудования.
Кроме того, ст. 2х18н10т используется в криогенной технике при крайне низких температурах – до -269 градусов. При этом данная сталь выдерживает и очень высокие температуры, свойственные дуговым печам.
Относясь к аустенитным сталям, рассматриваемый сплав используется как жаропрочный при температуре до +600оС. В качестве основных легирующих элементов в нём выступают Cr-Ni. 1-нофазные стали обладают устойчивой структурой однородного аустенита с небольшим присутствием карбидов Ti (с целью предупреждения межкристаллической коррозии). Подобная структура рождается после закалки с температурой 1050оС — 1080оС. Как и все стали аустенитно-ферритного и аустенитного классов ст. 12х18н10т имеет относительно небольшой прочностный уровень (от 700 до 850МПа).
Сталь 12х18н10т способна стойко выдерживать влияние коррозии в условии температуры до 900-сот градусов. Она отлично поддаётся любой горячей обработке. Единственно, при деформациях литого металла вам следует быть повышенно осторожными, поскольку возможно проявление разного рода дефектов. Сплав 12х18н10т отлично сваривается как при помощи ручной, так и путём использования автоматической сварки.
При выполнении ручной сварки по правилам используются электроды 2-ух видов: ЦЛ-9 и ЦЛ-11. В роли материала для стержней используются Св-07Х19Н10Б и Св-07Х25Н1.
Технологические свойства ст. 12х18н10т
— Температура ковки: при горячей обработке начальная температура составляет около +1200°С, а при окончании процесса она понижается до +850°С. В случае если сечение у листов нержавейки не превышает 35см, охлаждение производится на воздухе.
— Флокеночувствительность: отсутствует.
— Обработка резанием: в своём закаленном состоянии при B = 610 МПа и НВ 169: Ku тв. сплава = 0,85, Ku б. ст. равно 0,35.
— Высочайшие показатели технологичности в процессе пластической горячей деформации.
— Свариваемость: этот сплав отличает превосходная свариваемость, потому сварка может производиться без особенных ограничений при температуре 600 – 800град. После сварочной процедуры рекомендуется выполнять термическую обработку.
Использование стали 12х18н10т
Коррозионноустойчивый хромо-никелевый сплав 12х18н10т с разной степенью упрочнения применяется в случае необходимости сочетания повышенных прочностных и упругих качеств металла, который работает в средне агрессивных условиях (при создании транспортерных лент, кузовов пассажирских вагонов, диафрагм компрессоров в специальных дыхательных аппаратах, отрезных кругов для особенно твердых материалов и т. п.).
Сталь 12х18н10т можно назвать идеальным сплавом для изготовления огромного количества изделий самого разного назначения, которые способны сохранять свои лучшие качества при температуре до 600-сот градусов. Детали такого плана используются при создании сварочных аппаратов, в сосудах, которые работают в контакте с азотной, уксусной, фосфорной кислотами и прочими окислительными средами, средне концентрированными органическими кислотами и растворителями.
Поскольку нержавейка отличается отличными эстетичными свойствами, изделия из неё, к примеру, такие, как листы с блестящей зеркальной поверхностью, зачастую используются в качестве отделочного материала.
Металлопродукция из ст. 12х18н10т широко используется в пищевой и строительной промышленности, а также при производстве медицинского оборудования. Нержавеющая труба 12х18н10т повсеместно применяется в автомобиле- и машиностроении, нефтехимической области и иных сферах промышленности, так как отличается надежностью, универсальностью, эстетичностью, а также отличной устойчивостью к различным видам коррозии.
уже не первый год реализует высококачественный металлопрокат, полученный из стали 12х18н10т. Благодаря широкому списку его достоинств, таких, как немагнитность, устойчивость к агрессивным воздействиям, долговечность, эстетичный вид, экологичность, простота обработки и доступная цена, этот сплав пользуется большой популярностью у потребителей всех категорий. Покупая продукцию из нержавейки в нашей компании, вы можете рассчитывать на её быструю отгрузку любыми объёмами, резку в размер, при необходимости доставку и одни из самых выгодных расценок на рынке.
Труба сталь 12х18н10т — посмотреть в каталоге
Круг сталь 12х18н10т — посмотреть в каталоге
Лист сталь 12х18н10т — посмотреть в каталоге
А также можно заказать по телефонам: (351) 725-34-00, (351) 725-42-40,
Преимущества и недостатки
Марка нержавеющей стали 12Х18Н10Т является единственной в своем роде, сочетающей большое количество преимуществ, благодаря которым она приобрела такую распространенность.
- Сталь выплавляется методом электрошлакового переплава — одним из самых недорогих на сегодня и высоким выходом годного металла. Сквозное производство позволяет выпускать сталь в больших количествах (объем одной плавки – 60-160 тн), с последующей прокаткой и термической обработкой, что определяет высокую производительность. Для легирования используются небольшое количество доступных элементов. Все эти факторы обеспечивают доступную стоимость изделий и заготовок из получаемой стали.
- Данное соотношение хрома и никеля при точном соблюдении технологических режимов позволяет получить сталь с высокой стойкостью к межкристаллитной коррозии.
- Обладает хорошей способностью к свариванию всеми видами ручной и автоматической сварки.
- Деформируется как в горячем, так и в холодном состоянии (допускаются высокие степени деформации).
- Работа в очень агрессивных кислотах и щелочах при температуре до 800° С.
- Высокая износостойкость и прочность.
Из недостатков стоит отметить высокие требования к выдержке температурных и временных интервалов при обработке, которые зависят от точного химического состава. Особенно это касается нагрева под высокотемпературный отпуск для стабилизации структуры.
Что такое температура плавления нержавеющей стали?
Тепло изменяет физическую или химическую структуру почти всего. Как только большинство твердых тел достигают определенной температуры, они меняют свое состояние.
Вы, вероятно, помните, что узнали об этом во время научного эксперимента в начальной школе, где вы использовали воду для исследования твердого, жидкого и газообразного состояний. На этом уроке вы узнали, что лед — это просто вода в твердом состоянии. Нагрейте его достаточно, и лед снова растает до жидкой формы. Продолжайте нагревать жидкость, и в конечном итоге она превратится в газ в виде пара.
Загрузить нашу спецификацию на нержавеющую сталь
Kloeckner Metals является поставщиком и сервисным центром полного ассортимента нержавеющей стали. Загрузите нашу спецификацию нержавеющей стали и узнайте, что Kloeckner Metals регулярно поставляет на склад.
Технические характеристики нержавеющей стали
Лед переходит из твердого состояния в жидкое, когда достигает температуры, известной как точка плавления . Для воды эта точка составляет 32°F или 0°C. Вы заметите, что это также точка замерзания воды. В точке плавления/замерзания вещество находится в идеальном равновесии между расплавленным и замороженным. Охладите вещи на один градус, и вещество начнет затвердевать. Нагрейте его, и продукт начнет разжижаться.
В отличие от воды, другие твердые вещества превращаются непосредственно в газ в процессе, известном как сублимация, в то время как третьи разлагаются в результате другой физической или химической реакции.
Но не металл.
При воздействии достаточно высокой температуры металлы плавятся. Они также размягчаются при воздействии высокой температуры, которая не достигает точки плавления. Мягкие металлы более податливы, а это означает, что ремесленники и мастера по металлу могут сгибать их в красивые или полезные формы.
Все металлы имеют разную температуру плавления. Даже не все сорта одного и того же металла плавятся при одинаковой температуре.
Давайте поговорим конкретно о температуре плавления нержавеющей стали.
Зачем знать температуру плавления нержавеющей стали?
Если вы слесарь или инженер, который обрабатывает нержавеющую сталь при высокой температуре, вам необходимо знать температуру плавления. В противном случае вы можете превратить когда-то полезный кусок стали в беспорядок.
В каких случаях важно знать температуру плавления?
Температура плавления может не влиять на пользователей, но имеет значение для рабочих. Плавление и литье нержавеющей стали зависит от правильной температуры.
Температура плавления стали важна не только для сталеваров, занимающихся изготовлением опорных конструкций. Это также важно для нержавеющей стали, которая будет использоваться для производства кухонной техники или медицинских принадлежностей.
Как определить температуру плавления нержавеющей стали
Принимая во внимание все эти факторы, как исследователи точно определяют точную температуру плавления сплава?
Они используют нечто, называемое принципом определения точки плавления . Этот принцип основан на изменении светопроводимости материала для определения температуры плавления. Твердое кристаллическое вещество будет двигаться через пять точек светопроводимости, достигая, наконец, точки прозрачности в жидком состоянии.
Исследователи используют капиллярный метод для определения температуры плавления элемента или сплава. Они упаковывают образец материала в тонкостенную капиллярную трубку для измерения температуры плавления, расположенную рядом с источником тепла и точным термометром. Затем исследователи повышают температуру со скоростью один градус Цельсия каждую минуту.
Когда материал внутри трубки достигает полностью жидкого состояния, исследователи фиксируют температуру как точку плавления материала.
Какова температура плавления углеродистой стали?
Температура плавления стали находится в диапазоне 2500-2800°F или 1371-1540°C. Почему диапазон? Почему не просто одна точка на термометре?
В отличие от чистого металла, такого как железо, сталь представляет собой сплав. Чистые металлы имеют точную температуру, которая является их точкой плавления. Однако сплавы включают несколько элементов с разными температурами плавления. Следовательно, сплавы не плавятся и не замерзают при фиксированной температуре.
Сталь представляет собой сплав железа и углерода. Нержавеющая сталь также включает в свой сплав хром и, как правило, никель и другие элементы. Добавление каждого нового элемента снижает общую температуру плавления. это называется снижение температуры плавления .
Какова температура плавления нержавеющей стали?
Температура плавления нержавеющей стали находится в диапазоне от 2550 до 2790°F или от 1400 до 1530°C.
Температура плавления определенного типа нержавеющей стали зависит от ее точного химического состава. Каждый элемент вносит в уравнение свою точку плавления. Основными элементами, из которых состоит нержавеющая сталь, являются железо, хром и никель.
Чистое железо имеет фиксированную температуру плавления 1535°С, хром 1890°С, а никель 1453°С. Сравните эти цифры с диапазоном 1400-1530°C для нержавеющей стали.
Каждая марка нержавеющей стали имеет немного отличающийся набор элементов. Следовательно, точная температура плавления варьируется в зависимости от марки.
Как изменяется температура плавления разных марок?
Нержавеющая сталь бывает пяти семейств и более 150 марок. Однако обычно используются только 15 из этих классов.
Двумя наиболее популярными марками нержавеющей стали являются 304 и 316. Обе марки относятся к семейству аустенитных нержавеющих сталей, которое включает около двух третей производимой нержавеющей стали. Аустенитная нержавеющая сталь имеет гранецентрированную кубическую кристаллическую структуру, которая остается постоянной при всех температурах от криогенной до точки плавления.
Температура плавления нержавеющей стали может варьироваться от 1375°C для стали марки 316 до 1510°C для стали марки 430. Наиболее распространенная марка 304 имеет температуру плавления 1400-1450°C.
Что для вас означает температура плавления нержавеющей стали?
Высокие температуры влияют на прочность на растяжение большинства металлов. Под воздействием высоких температур сталь становится более жесткой и легче гнется. Для нержавеющей стали это обычно происходит при температуре около 1000°C.
Прочность на растяжение имеет значение для пользователя.
Если вы делаете стальную корзину, которая будет удерживать тяжелые предметы в очень жаркой среде, прочность на растяжение этой корзины будет определять, какой вес она может выдержать. Одна и та же корзина может удерживать в два раза больше веса при 800°C, чем при 1000°C. Высокие температуры также могут повредить сварные швы корзины.
Помимо физических изменений, которые может вызвать точка плавления, она также помогает определить устойчивость объекта к окислению и сульфурированию. Кислород и сера разрушат железо. Нержавеющая сталь устойчива к окислению и сульфидированию из-за содержания в ней хрома. Но включение никеля, который имеет относительно низкую температуру плавления, снижает защитную способность хрома и подвергает железо и, следовательно, нержавеющую сталь потенциальному повреждению кислородом или серой.
Следовательно, температура плавления является важным параметром, который следует учитывать при выборе материалов или методов изготовления нержавеющей стали.
Узнайте больше о преимуществах и использовании нержавеющей стали в нашем блоге.
Свяжитесь с нашей квалифицированной командой
Kloeckner Metals является поставщиком и сервисным центром полного ассортимента нержавеющей стали. Kloeckner Metals сочетает в себе национальное присутствие с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов.
Свяжитесь с нами сейчас
Какова температура плавления нержавеющей стали?
Сталь известна своей невероятной стойкостью к различным стрессовым факторам. Ударопрочность, прочность на растяжение и термостойкость стали намного превосходят пластмассовые полимеры. Сплавы из нержавеющей стали представляют собой дальнейшее усовершенствование, обеспечивающее повышенную устойчивость к различным едким и коррозионно-активным химическим веществам.
Насколько прочна нержавеющая сталь в сочетании с другими металлами? Как температура плавления нержавеющей стали соотносится с температурами плавления других металлов? Это распространенный вопрос от компаний, которые хотят заказать корзину или лоток из нержавеющей стали для высокоинтенсивных применений.
В частности, многие компании, занимающиеся термообработкой, отжигом или стерилизацией, задаются вопросом: «Какова температура плавления нержавеющей стали?» потому что они должны использовать сталь для высокотемпературного процесса.
Сколько тепла
может выдержать нержавеющая сталь перед плавлением?
Это правильный вопрос, но на него может быть трудно ответить, не спросив сначала: «О каком сплаве нержавеющей стали мы говорим?»
Существует множество различных составов нержавеющей стали, от аустенитных нержавеющих сталей (таких как 304, 316 и 317) до ферритных нержавеющих сталей (таких как 430 и 434), а также мартенситных нержавеющих сталей (410 и 420). Кроме того, многие нержавеющие стали имеют варианты с низким содержанием углерода. Проблема с попыткой сделать общее заявление о температуре плавления нержавеющей стали заключается в том, что все эти сплавы имеют разные температурные допуски и температуры плавления.
Вот список различных сплавов нержавеющей стали и температур, при которых они плавятся (данные основаны на данных BSSA):
- Марка 304. 1400–1450°C (2552–2642°F)
- Марка 316. 1375-1400°C (2507-2552°F)
- Марка 430. 1425-1510°C (2597-2750°F)
- Марка 434. 1426-1510°C (2600-2750°F)
- Марка 420. 1450-1510°C (2642-2750°F)
- Марка 410. 1480-1530°C (2696-2786°F)
Вы могли заметить, что каждая из этих точек плавления выражается в виде диапазона, а не абсолютного числа
Это связано с тем, что даже в пределах определенного сплава нержавеющей стали все еще существует возможность небольших изменений состава, которые могут повлиять на температуру плавления. Это лишь некоторые из наиболее распространенных сплавов нержавеющей стали на рынке. Существует множество других вариантов нержавеющей стали, которые можно использовать в самых разных областях, — слишком много, чтобы охватить их все здесь.
Хотя это температуры плавления этих сплавов нержавеющей стали, рекомендуемые максимальные температуры использования этих сплавов, как правило, намного ниже.
Узнайте больше о характеристиках стали и других сплавов при высоких температурах здесь!
Температура плавления других металлов
Важно знать о свойствах других металлов и их сравнении со средней температурой плавления нержавеющей стали. Ниже приведена диаграмма, показывающая температуры плавления популярных промышленных сплавов и металлов.
Металл | Температура плавления по Цельсию (℃) | Температура плавления по Фаренгейту (℉) |
Адмиралтейская латунь | 900 — 940 | 1650 — 1720 |
Алюминий | 660 | 1220 |
Алюминиевый сплав | 463 — 671 | 865 — 1240 |
Алюминий Бронза | 600 — 655 | 1190 — 1215 |
Баббит | 249 | 480 |
Бериллий | 1285 | 2345 |
Бериллиевая медь | 865 — 955 | 1587 — 1750 |
Висмут | 271,4 | 520,5 |
Латунь, красный | 1000 | 1832 |
Латунь, желтая | 930 | 1710 |
Кадмий | 321 | 610 |
Хром | 1860 | 3380 |
Кобальт | 1495 | 2723 |
Медь | 1084 | 1983 |
Золото, 24-каратное чистое | 1063 | 1945 |
Хастеллой С | 1320 — 1350 | 2410 — 2460 |
Инконель | 1390 — 1425 | 2540 — 2600 |
Инколой | 1390 — 1425 | 2540 — 2600 |
Железо, кованое | 1482 — 1593 | 2700 — 2900 |
Железо, серое литье | 1127 — 1204 | 2060 — 2200 |
Чугун, ковкий | 1149 | 2100 |
Свинец | 327,5 | 621 |
Магний | 650 | 1200 |
Магниевый сплав | 349 — 649 | 660 — 1200 |
Марганец | 1244 | 2271 |
Марганцевая бронза | 865 — 890 | 1590 — 1630 |
Меркурий | -38,86 | -37,95 |
Молибден | 2620 | 4750 |
Монель | 1300 — 1350 | 2370 — 2460 |
Никель | 1453 | 2647 |
Ниобий (Колумбий) | 2470 | 4473 |
Палладий | 1555 | 2831 |
Фосфор | 44 | 111 |
Платина | 1770 | 3220 |
Красная латунь | 990 — 1025 | 1810 — 1880 |
Рений | 3186 | 5767 |
Родий | 1965 | 3569 |
Селен | 217 | 423 |
Кремний | 1411 | 2572 |
Серебро, чистое | 961 | 1761 |
Серебро, Стерлинг | 893 | 1640 |
Углеродистая сталь | 1425 — 1540 | 2600 — 2800 |
Нержавеющая сталь | 1510 | 2750 |
Тантал | 2980 | 5400 |
Торий | 1750 | 3180 |
Олово | 232 | 449,4 |
Титан | 1670 | 3040 |
Вольфрам | 3400 | 6150 |
Желтая латунь | 905 — 932 | 1660 — 1710 |
Цинк | 419,5 | 787 |
Почему точки плавления металлов не должны быть единственной проблемой, связанной с температурой
При экстремально высоких температурах многие материалы начинают терять свою прочность на растяжение. Сталь не является исключением. Еще до достижения температуры плавления нержавеющей стали сам металл становится менее жестким и более восприимчивым к изгибу при нагревании.
Например, сплав из нержавеющей стали сохраняет 100 % своей структурной целостности при температуре 870 °C (1679 °F), но при 1000 °C (1832 °F) он теряет 50 % своей прочности на растяжение. Если бы максимальная нагрузка корзины, изготовленной из этого сплава, составляла 100 фунтов, то после воздействия более высокой температуры корзина смогла бы выдержать только 50 фунтов веса. Еще немного веса, и корзина может деформироваться под нагрузкой.
Кроме того, воздействие высоких температур может иметь и другие последствия, помимо того, что нержавеющая сталь легче сгибается или ломается. Высокие температуры могут повредить защитный оксидный слой, который удерживает нержавеющую сталь от ржавчины, делая ее более подверженной коррозии в будущем.
В некоторых случаях экстремальные температуры могут вызвать образование накипи на поверхности металла. Это может повлиять на работу корзины для обработки деталей или другой нестандартной формы проволоки. Или высокие температуры могут привести к тепловому расширению металла в изготовленной на заказ проволочной корзине, что приведет к ослаблению сварных соединений.
Таким образом, даже если ваш конкретный процесс не позволяет точно достичь точки плавления нержавеющей стали, высокие температуры все равно могут нанести вред другим образом.
Также важно сравнить температуры плавления стальных сплавов с температурами плавления других металлов, чтобы определить, что лучше всего соответствует вашим потребностям. Есть много факторов, влияющих на создание качественной корзины, и решение о том, какой металл использовать, является ключевым вопросом, который зависит от задачи корзины и окружающей среды.
Вот почему команда инженеров Marlin Steel проводит анализ методом конечных элементов каждой конструкции корзины. Испытывая влияние высоких температур на конструкцию, команда инженеров может выявить потенциальные проблемы, такие как образование накипи, и протестировать альтернативные материалы, которые могут предотвратить такие проблемы и сделать конструкцию недействительной.
Узнайте больше о свойствах нержавеющей стали, загрузив Лист свойств нержавеющей стали уже сегодня!
ТОЧКА ПЛАВЛЕНИЯ УГЛЕРОДИСТОЙ И НЕРЖАВЕЮЩЕЙ СТАЛИ! – Общие технические знания
Дата: 5 января 2019 г. Автор: Тхань Нгуен Ле
2 комментария
Температура плавления – это температура, при которой вещество переходит из твердого состояния в жидкое.
Температура плавления некоторых металлов и сплавов:
| Металл | Точка плавления | |
|---|---|---|
| ( или С) | ( или F) | |
| Адмиралтейская латунь | 900 – 940 | 1650 – 1720 |
| Алюминий | 660 | 1220 |
| Алюминиевый сплав | 463 – 671 | 865 – 1240 |
| Алюминий Бронза | 1027 – 1038 | 1881 – 1900 |
| Сурьма | 630 | 1170 |
| Баббит | 249 | 480 |
| Бериллий | 1285 | 2345 |
| Бериллиевая медь | 865 – 955 | 1587 – 1750 |
| Висмут | 271,4 | 520,5 |
| Латунь, красный | 1000 | 1832 |
| Латунь, желтая | 930 | 1710 |
| Кадмий | 321 | 610 |
| Хром | 1860 | 3380 |
| Кобальт | 1495 | 2723 |
| Медь | 1084 | 1983 |
| Мельхиор | 1170 – 1240 | 2140 – 2260 |
| Золото, чистота 24K | 1063 | 1945 |
| Хастеллой С | 1320 – 1350 | 2410 – 2460 |
| Инконель | 1390 – 1425 | 2540 – 2600 |
| Инколой | 1390 – 1425 | 2540 – 2600 |
| Иридий | 2450 | 4440 |
| Железо, кованое | 1482 – 1593 | 2700 – 2900 |
| Чугун, серое литье | 1127 – 1204 | 2060 – 2200 |
| Чугун, ковкий | 1149 | 2100 |
| Свинец | 327,5 | 621 |
| Магний | 650 | 1200 |
| Магниевый сплав | 349 – 649 | 660 – 1200 |
| Марганец | 1244 | 2271 |
| Марганцевая бронза | 865 – 890 | 1590 – 1630 |
| Меркурий | -38,86 | -37,95 |
| Молибден | 2620 | 4750 |
| Монель | 1300 – 1350 | 2370 – 2460 |
| Никель | 1453 | 2647 |
| Ниобий (Колумбий) | 2470 | 4473 |
| Осмий | 3025 | 5477 |
| Палладий | 1555 | 2831 |
| Фосфор | 44 | 111 |
| Платина | 1770 | 3220 |
| Плутоний | 640 | 1180 |
| Калий | 63,3 | 146 |
| Красная латунь | 990 – 1025 | 1810 – 1880 |
| Рений | 3186 | 5767 |
| Родий | 1965 | 3569 |
| Рутений | 2482 | 4500 |
| Селен | 217 | 423 |
| Кремний | 1411 | 2572 |
| Серебро, Монета | 879 | 1615 |
| Серебро, чистое | 961 | 1761 |
| Серебро, Стерлинг | 893 | 1640 |
| Натрий | 97,83 | 208 |
| Сталь, углерод | 1425 – 1540 | 2600 – 2800 |
| Сталь, нержавеющая сталь | 1510 | 2750 |
| Тантал | 2980 | 5400 |
| Торий | 1750 | 3180 |
| Олово | 232 | 449,4 |
| Титан | 1670 | 3040 |
| Вольфрам | 3400 | 6150 |
| Уран | 1132 | 2070 |
| Ванадий | 1900 | 3450 |
| Желтая латунь | 905 – 932 | 1660 – 1710 |
| Цинк | 419,5 | 787 |
| Цирконий | 1854 | 3369 |
Цвета закалки стали:
Диапазоны температур плавления нержавеющих сталей:
Нержавеющие стали являются сплавами и поэтому плавятся и замерзают не при фиксированной температуре, как металлические элементы, а в диапазоне температур, зависящем от химический состав стали.
Легирующие добавки также подавляют (снижают) интервал плавления. Чистое железо (Fe) имеет фиксированную температуру плавления 1535°C, хром (Cr) 1890°C и никель (Ni) 1453°C по сравнению с диапазоном 1400-1450°C для нержавеющей стали типа 304.
| Диапазон плавления | Марки стали |
| 1325-1400 | 1,4547 (254СМО) 1 |
| 1370-1480 | 440А, 1.4125 (440С) |
| 1375-1400 | 1.4401 (316), 1.4404) 316L |
| 1385-1445 | 1.4462 (2205) 1 |
| 14:00-14:20 | 1.4310 (301) |
| 14:00-1425 | 1.4886 (330), 1.4541 (321), 1.4550 (347) |
| 14:00-1440 | 1.4542 (17-4PH) |
| 14:00-14:50 | 1.4372 (201), 1.4301 (304), 1.4307 (304L), 1.4303 (305), 1. 4833 (309), 1.4845 (310) |
| 1425-1510 | 430, 446 |
| 1450-1510 | 420 |
| 1480-1530 | 409, 410, 416, |
Максимальные рабочие температуры на воздухе для нержавеющих сталей:
+ Типы аустенитной нержавеющей стали
См. таблицу ниже:
+ Ферритные, дуплексные и мартенситные типы нержавеющей стали
более низкие температуры, поскольку они имеют более низкую прочность при повышенных температурах, чем аустенитные типы.
Дуплексные нержавеющие стали также могут быть склонны к охрупчиванию, поэтому, несмотря на содержание в них хрома, можно предположить, что они могут быть пригодными для эксплуатации при повышенных температурах. Это семейство сталей ограничено европейским стандартом для сосудов под давлением EN 10028-7 максимальной температурой 250°C. их температура термической обработки при отпуске превышена, что ограничивает их пригодность для работы при повышенных температурах.
304 | 870 | 925 |
309 | 980 | 1095 |
310 | 1035 | 1150 |
316 | 870 | 925 |
321 | 870 | 925 |
410 | 815 | 705 |
416 | 760 | 675 |
420 | 735 | 620 |
430 | 870 | 815 |
2111HTR | 1150 | 1150 |
Сводка максимальных рабочих температур:
| Марка | Основные легирующие элементы (%) | Макс. Сервис Темп. (степень С) | Источник | ||
|---|---|---|---|---|---|
| AISI | ЕН | Кр | Другие | . | . |
| Ферритные типы | . | . | . | . | |
| 405 | 1.4002 | 12 | 0,2 Ал | 815 | АСМ |
| . | 1.4724 | 12 | 1,0 Ал | 850 | ЕН 10095 |
| 430 | 1.4016 | 17 | . | 870 | АСМ |
| . | 1.4742 | 17 | 1,0 Ал | 1000 | ЕН 10095 |
| . | . | . | . | . | . |
| 446 | 1.4749 | 26 | 0,15-0,20 С, 0,2 Н | 1100 | ЕН 10095 |
| Аустенитные типы | . | . | . | . | |
| 304 | 1.4301 | 18 | 8 Ni | 870 | АСМ |
| 321 | 1.4541 | 18 | 9 Ni | 870 | АСМ |
| . | 1.4878 | 18 | 9 Ni | 850 | ЕН 10095 |
| 316 | 1.4401 | 17 | 11 Ni, 2 Мо | 870 | АСМ |
| 309 | 1.4833 | 22 | 12 Ni | 1000 | ЕН 10095 |
| 310 | 1.4845 | 25 | 20 Ni | 1050 | ЕН 10095 |
| . | 1.4835 | 20 | 10 Ni, 1,5 Si, 0,15 N, 0,04 Ce | 1150 | ЕН 10095 |
| 330 | 1.4886 | 18 | 34 Ni, 1,0 Si | 1100 | ЕН 10095 |
Документ для справки:
+ https://www. engineeringtoolbox.com/melting-temperature-metals-d_860.html
+ https://www.bssa.org.uk/topics. php?article=103
Нравится:
Нравится Загрузка…
Понимание точек плавления металлов
Поскольку они могут выдерживать чрезвычайно высокие и низкие температуры, металлические материалы обычно используются для широкого спектра промышленных применений. Будь то двигатели внутреннего сгорания, печи, выхлопные системы или любые другие конструкции, подверженные экстремальным температурам, очень важно выбрать металл, который может выдержать температурный диапазон применения.
Что такое точка плавления?
Точка плавления металла может быть описана как момент перехода металла из твердой фазы в жидкую. Когда металл достигает своей точной температуры плавления, его твердая и жидкая фазы находятся в равновесии. Как только металл достигает точки плавления, он будет превращаться в жидкость, пока не остынет, снова затвердевая.
Независимо от того, являетесь ли вы изготовителем или сварщиком, понимание температур плавления различных металлов жизненно необходимо для общего успеха вашего проекта. Температура плавления металла классифицируется как точка, при которой металл переходит из твердого состояния в полную жидкость. Прежде чем металл достигает состояния ликвидуса, он размягчается и деформируется, переходя из твердой формы в жидкую.
Понимание температуры плавления металла имеет решающее значение при принятии решения о том, какой металлический сплав подходит для вашего проекта. Отказ компонента является наиболее важным фактором при выборе подходящего металла для вашего приложения. Если конкретный металл сжижается ниже максимального диапазона температур его применения, деталь выйдет из строя, что приведет к дорогостоящему ремонту и проблемам безопасности.
Помимо полного разжижения, при приближении к температуре плавления металла могут возникнуть и другие виды разрушения металла. Разрушения металла, такие как разрушение при ползучести, могут произойти задолго до того, как будет достигнута температура плавления. Перед началом проекта необходимо провести исследование влияния различных температур, которым будет подвергаться металл.
Температура плавления металлов и металлических сплавов
Это может быть неприятно, когда металл выбирается из-за его полезных свойств только для того, чтобы обнаружить, что он не может выдержать максимальную выходную температуру приложения. По этой причине жизненно важно понять температуру плавления металлов, используемых в проекте, до его начала. Важно помнить, что сплавы, содержащие более одного элемента, имеют диапазон температур плавления, который зависит от общего состава сплава. Следующий список включает в себя различные распространенные металлы и их соответствующие температуры плавления.
| Металл | Точка плавления |
| Углеродистая сталь | 1425-1540°C (2597-2800°F) |
| Нержавеющая сталь | 1375 – 1530°C (2500-2785°F) |
| Алюминий | 660°C (1220°F) |
| Медь | 1084°C (1983°F) |
| Латунь | 930°C (1710°F) |
| Инконель | 1390-1425°C (2540-2600°F) |
| Никель | 1453°C (2647°F) |
| Молибден | 2620°C (4748°F) |
| Серебро | 961°C (1762°F) |
| Титан | 1670°C (3038°F) |
| Вольфрам | 3400°C (6152°F) |
| Цинк | 420°С (787°F) |
Какие металлы имеют самую высокую и самую низкую температуру плавления
Каждый металл плавится при своей уникальной температуре, будь то температура плавления меди, температуры плавления стали, температуры плавления латуни или температуры плавления железа. Некоторые из наиболее распространенных металлов с самой высокой температурой плавления включают никель и вольфрам, которые плавятся при очень высоких температурах. Никель плавится при температуре около 1452°C (2646°F), а вольфрам плавится при температуре около 3,39°C.9°С (6150°F). К металлам с самой низкой температурой плавления относятся свинец 327°C (621°F) и цинк 420°C (787°F).
Производственные процессы и температуры плавления металлов
При выполнении производственного процесса, требующего расплавления металла, очень важно знать температуру, при которой начнется плавление, чтобы можно было выбрать подходящие материалы для используемого оборудования. Поскольку металлы наиболее пластичны в жидком состоянии, крайне важно знать температуру плавления вашего металла или металлического сплава. Производственные процессы, требующие, чтобы металл находился в жидкой форме, включают:
- Литье
- Сварка плавлением
- Плавка
Плавка в сравнении с плавкой
Плавка — это процесс удаления металлического элемента из добытой руды. Большинство металлов находятся в виде прожилок в горных породах или в составе других факторов. Плавление является первым этапом экстракции. Плавление — это то, что делается с металлическими сплавами или чистыми металлами. Лом плавится, а руда плавится. Чугун — это слиток необработанного железа, полученный в результате плавки железной руды.
Что такое доменная печь?
Доменные печи представляют собой высокие печи, в которых впрыскиваются сжатые газы, обычно используемые для плавки. Доменные печи в основном производят слитки, которые отправляются на производственные литейные заводы. Производственные литейные цеха берут сплавы и добавки и плавят их для получения определенных марок литого металла в других типах плавильных печей.
Температуры плавления металлов… Сварка и пайка
Прежде чем выбрать процесс, который вы используете, следует учитывать несколько факторов, будь то сварка или пайка. Следует учитывать температуру плавления металлического сплава и другие факторы.
Сварка
Сварка – это процесс соединения двух металлических секций путем нагревания обеих частей до точки плавления с образованием расплавленной ванны, в которой их молекулы тщательно перемешиваются. В ванну расплава часто добавляют третий металлический наполнитель. Когда расплавленный металл остывает и затвердевает, две части сплавляются неразрывной связью.
Знание того, какие металлы можно сваривать, и выбор лучших металлов для сварки может частично зависеть от их температур плавления — если они отличаются на значительную величину, одна из секций будет плавиться быстрее, чем другая. Это может привести к выбросу или другим механическим повреждениям.
Пайка
При соединении металлов с очень разными температурами плавления, таких как медь и сталь, пайка может быть лучшим выбором, чем сварка. При пайке кислородно-ацетиленовая горелка используется для нагрева присадочного металла, обычно сплава латуни, с более низкой температурой плавления, чем две металлические детали. По мере плавления наполнитель втягивается в шов и затвердевает при охлаждении. Две соединенные части никогда не достигают точки плавления, а это означает, что соединение не является постоянным.
IMS — ваша местная доверенная компания по поставке металлов
Имея семь офисов, обслуживающих Калифорнию, Аризону, Неваду и Северную Мексику, IMS является поставщиком металла с полным спектром услуг, который понимает ваши потребности. Наш ассортимент металлических изделий включает в себя широкий спектр металлических форм и широкий выбор сплавов. Мы предлагаем следующие преимущества:
- Звонок в тот же день
- Местная доставка на следующий день
- Отличная цена со скидкой при больших объемах
- Изготовление металла по индивидуальному заказу
- Сертификат ISO 9001
- Поддержка производственных процессов «точно в срок»
- Нет минимальных покупок
Предоставление стальных сплавов высочайшего качества на всей территории Южной Калифорнии, Аризоны и Невады
Industrial Metal Supply — крупнейший в Юге поставщик всех типов стальных сплавов, металла и принадлежностей для металлообработки, включая продукты для защиты от ржавчины. Свяжитесь с нашим отделом продаж, чтобы получить продукцию и услуги из металла мирового класса уже сегодня.
Ознакомьтесь с темами нашего стального блога, чтобы узнать больше о стальных сплавах сегодня.
нержавеющая сталь, Сталь, Латунь, алюминий, Информационное руководство, Металлические формы Медь
Точка плавления металлов и сплавов | Ящик для инструментов
Что такое температура плавления?
Точка плавления вещества – это температура, при которой оно переходит из твердого состояния в жидкое при атмосферном давлении; при температуре плавления твердая и жидкая фазы находятся в равновесии. Температура плавления вещества зависит от давления и обычно указывается при стандартном давлении в справочных материалах. Точка плавления также называется точкой разжижения, солидусом или ликвидусом.
Температура плавления обычных материалов
Температура плавления стали: 1425-1540 °C / 2600-2800 °F
Температура плавления золота: 1064 °C / 1947,5 °F.
Температура плавления меди: 1084 °C / 1983 °F
Температура плавления железа: 1538 °C / 2800 °F
Температура плавления свинца: 327,5 °C / 621 °F.
Температура плавления серебра: 961 °C / 1761 °F.
Загрузить справочный лист:
PDFExcel
Температуры плавления металлов и чистых элементов
| Атомный номер | Element | Melting Point (°C) | Melting Point (°F) |
|---|---|---|---|
| 89 | Actinium | 1050 °C | 1922 °F |
| 13 | Aluminum | 660.32 ° C | 1220.58 °F |
| 95 | Americium | 1176 °C | 2149 °F |
| 51 | Antimony | 630.63 °C | 1167.13 °F |
| 18 | Argon | -189.35 °C | -308.83 °F |
| 33 | Arsenic | 817 °C | 1503 °F |
| 85 | Astatine | 302 °C | 576 ° F |
| 56 | Barium | 727 °C | 1341 °F |
| 97 | Berkelium | 986 °C | 1807 °F |
| 4 | Beryllium | 1278 °C | 2349 °F |
| 83 | Bismuth | 271. 5 °C | 520.7 °F |
| 5 | Boron | 2076 °C | 3769 °F |
| 35 | Bromine | -7.2°C | 19°F |
| 48 | Cadmium | 321.07°C | 609.93°F |
| 20 | Calcium | 842 °C | 1548 °F |
| 98 | Californium | 900°C | 1652°F |
| 6 | Carbon (graphite) | >3527 °C | >6381 °F |
| 58 | Cerium | 795° C | 1463°F |
| 55 | Cesium | 28.44°C | 83.19°F |
| 17 | Chlorine | -101.5 °C | -150.7 °F |
| 24 | Хром | 1907 °C | 3465 °F |
| 27 | Cobalt | 1495 °C | 2723 °F |
| 29 | Copper | 1084. 62 °C | 1984.32 °F |
| 96 | Curium | 1340°C | 2444°F |
| 66 | Dysprosium | 1407°C | 2565°F |
| 99 | Einsteinium | 860°C | 1580°F |
| 68 | Erbium | 1529°C | 2784°F |
| 63 | Europium | 826°C | 1519°F |
| 100 | Fermium | 1527°C | 2781°F |
| 9 | Fluorine | -219.62 °C | -363.32 °F |
| 87 | Francium | 27°C (approx.) | 80°F (approx.) |
| 64 | Gadolinium | 1312°C | 2394°F |
| 31 | Gallium | 29.7646 °C | 85.5763 °F |
| 32 | Germanium | 938.25°C | 1720. 85° F |
| 79 | Gold | 1064.18°C | 1947.52°F |
| 72 | Hafnium | 2233°C | 4051°F |
| 2 | Helium (@ 2.5 MPa) | -272.20 °C | -457.96 °F |
| 67 | Holmium | 1461°C | 2662°F |
| 1 | Hydrogen | -259.14 °C | -434.45 °F |
| 49 | Indium | 156.5985°C | 313.8773°F |
| 53 | Iodine | 113.7°C | 236.66°F |
| 77 | Iridium | 2466°C | 4471°F |
| 26 | Iron | 1538 °C | 2800 °F |
| 36 | Krypton | -157.36°C | -251.25°F |
| 57 | Lanthanum | 920°C | 1688°F |
| 82 | Lead | 327. 46°C | 621.43°F |
| 3 | Lithium | 180.54 °C | 356.97 °F |
| 71 | Lutetium | 1652°C | 3006°F |
| 12 | Magnesium | 650 °C | 1202 °F |
| 25 | Manganese | 1246 °C | 2275 ° F |
| 101 | Mendelevium | 827°C | 1521°F |
| 80 | Mercury | -38.83°C | -37.89°F |
| 42 | Molybdenum | 2623°C | 4753°F |
| 60 | Neodymium | 1024°C | 1875°F |
| 10 | Neon | -248.59 °C | -415.46 °F |
| 93 | Neptunium | 637°C | 1179°F |
| 28 | Nickel | 1453 °C | 2651 °F |
| 41 | Niobium | 2477°C | 4491 °F |
| 7 | Nitrogen | -210. 00 °C | -346.00 °F |
| 76 | Osmium | 3033°C | 5491°F |
| 8 | Oxygen | -218.79 °C | -361.82 °F |
| 46 | Palladium | 1554.9°C | 2830.82°F |
| 15 | Phosphorus (white) | 44.2 °C | 111.6 °F |
| 78 | Platinum | 1768.3°C | 3214.9°F |
| 94 | Plutonium | 639.4°C | 1182.9°F |
| 84 | Polonium | 254°C | 489 °F |
| 19 | Potassium | 63.38 °C | 146.08 °F |
| 59 | Praseodymium | 935°C | 1715°F |
| 61 | Promethium | 1042°C | 1908°F |
| 91 | Protactinium | 1568°C | 2854°F |
| 88 | Radium | 700°C | 1292°F |
| 86 | Radon | −71. 15 °C | −96 °F |
| 75 | Rhenium | 3186°C | 5767°F |
| 45 | Rhodium | 1964°C | 3567 °F |
| 37 | Rubidium | 39.31°C | 102.76°F |
| 44 | Ruthenium | 2334°C | 4233°F |
| 62 | Samarium | 1072°C | 1962°F |
| 21 | Scandium | 1541 °C | 2806 °F |
| 34 | Selenium | 221°C | 430°F |
| 14 | Silicon | 1414 °C | 2577 °F |
| 47 | Silver | 961.78°C | 1763.2°F |
| 11 | Sodium | 97.72 °C | 207.9 °F |
| 38 | Strontium | 777°C | 1431°F |
| 16 | Sulfur | 115. 21 °C | 239.38 °F |
| 73 | Tantalum | 3017°C | 5463°F |
| 43 | Technetium | 2157°C | 3915°F |
| 52 | Tellurium | 449.51°C | 841.12°F |
| 65 | Terbium | 1356°C | 2473°F |
| 81 | Thallium | 304°C | 579°F |
| 90 | Thorium | 1842°C | 3348°F |
| 69 | Thulium | 1545°C | 2813°F |
| 50 | Tin | 231.93°C | 449.47°F |
| 22 | Titanium | 1668 °C | 3034 °F |
| 74 | Tungsten | 3422°C | 6192°F |
| 92 | Uranium | 1132.3 °C | 2070 °F |
| 23 | Vanadium | 1910 °C | 3470 °F |
| 54 | Xenon (@ 101. 325 kPa) | −111.7°C | −169.1°F |
| 70 | Ytterbium | 824°C | 1515°F |
| 39 | Yttrium | 1526°C | 2779°F |
| 30 | Zinc | 419.53 °C | 787.15 °F |
| 40 | Zirconium | 1855°C | 3371°F |
Температура плавления сплавов
| Name | Melting Point (°C) | Melting Point (°F) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Aluminum-Cadmium Alloy | 1377 °C | 2511 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum-Calcium Alloy | 545 ° C | 1013 ° F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| алюминиевой сферой | 655 ° C | 1211 ° F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1211 ° F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1211 ° F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1211 ° F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1211 ° F | .0157 1018 °F | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum-Germanium Alloy | 427 °C | 801 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum-Gold Alloy | 569 °C | 1056 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum-Indium Alloy | 637 °C | 1179 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum-Iron Alloy | 1153 °C | 2107 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum-Magnesium Alloy | 600 °C | 1110 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum- Никелевый сплав | 1385 °C | 2525 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum-Platinum Alloy | 1260 °C | 2300 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum-Scandium Alloy | 655 °C | 1211 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum-Silicon Alloy | 577 °C | 1071 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aluminum-Zinc Alloy | 382 °C | 720 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Amalgam | 178-278 °C | 352. 4-532.4 ° Ф | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Arsenic-Antimony Alloy | 605 °C | 1121 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Arsenic-Cobalt Alloy | 916 °C | 1681 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Arsenic-Copper Alloy | 685 °C | 1265 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Arsenic-Indium Alloy | 942 °C | 1728 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Arsenic-Iron Alloy | 1103 °C | 2017 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Arsenic-Manganese Alloy | 870 ° С | 1598 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Arsenic-Nickel Alloy | 967 °C | 1770 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Arsenic-Tin Alloy | 579 °C | 1074 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Arsenic-Zinc Alloy | 1015 °C | 1859 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Babbitt Metal | 433-466 °C | 811.4-870.8 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Beryllium-Copper Alloy | 865 — 955 °C | 1587 — 1750 ° Ф | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Brass | 930 °C | 1710 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Brass, Admiralty | 900 — 940 °C | 1650 — 1720 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Brass, Red | 990 — 1025 °C | 1810 — 1880 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Brass, Yellow | 905 — 932 °C | 1660 — 1710 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Bronze, Aluminum | 1027 — 1038 °C | 1881 — 1900 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Бронза, марганец | 865 — 890 °C | 1590 — 1630 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Copper-Nickel Alloy | 1060-1240 °C | 1940-2264 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Field’s Metal | 62 °C | 144 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold-Antimony Alloy | 360 °C | 680 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold-Bismuth Alloy | 241 °C | 466 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold-Cadmium Alloy | 500 °C | 932 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Золото-цериевый сплав | 520 °C | 968 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold-Germanium Alloy | 356 °C | 673 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold-Lanthanum Alloy | 561 °C | 1042 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold-Lead Alloy | 215 °C | 419 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold-Magnesium Alloy | 575 °C | 1067 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold-Manganese Alloy | 960 °C | 1760 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Золото-кремниевый сплав | 363 °C | 685 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold-Sodium Alloy | 876 °C | 1609 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold-Tellurium Alloy | 416 °C | 781 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold-Thallium Alloy | 131 °C | 268 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Gold-Tin Alloy | 278 °C | 532 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Hastelloy C-276 | 1323-1371 °C | 2415 -2500 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Инколой | 1390 — 1425 °C | 2540 — 2600 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Inconel | 1390 — 1425 °C | 2540 — 2600 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Invar | 1427 °C | 2600 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Железо, литой | 1204 ° C | 2200 ° F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Железо, литой (серый) | 1175 — 1290 ° C | 21501577 1175 — 1290 ° C | 2150 -2366710101011161161161616161616161116111161111611111611111111111616. 1011611611161161616167. 1200 °C | 2100–2190 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Iron, Wrought | 1482 °C | 2700 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Iron-Antimony Alloy | 748 °C | 1378 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Iron-Gadolinium Alloy | 850 °C | 1562 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Iron-Molybdenum Alloy | 1452 °C | 2646 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Iron-Niobium Alloy | 1370 °C | 2498 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Iron-Silicon Alloy | 1202 °С | 2196 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Iron-Tin Alloy | 1127 °C | 2061 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Iron-Yttrium Alloy | 900 °C | 1652 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Iron-Zirconium Alloy | 1327 °C | 2421 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Kovar | 1449 °C | 2640 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Lead-Antimony Alloy | 247 °C | 477 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Lead-Platinum Alloy | 290 °C | 554 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Lead-Praseodymium Alloy | 1042 °C | 1908 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Lead-Tellurium Alloy | 924 °C | 1695 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Lead- Tin Alloy | 187 °C | 369 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Lead-Titanium Alloy | 725 °C | 1337 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Magnesium AZ31B | ~650 °C | ~1200 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сплав магния и сурьмы | 961 °C | 1761. 8 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Magnesium-Nickel Alloy | 507 °C | 945 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Magnesium-Praseodymium Alloy | 585 °C | 1085 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Magnesium-Silicon Alloy | 950 °C | 1742 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Magnesium-Strontium Alloy | 426 °C | 799 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Magnesium-Zinc Alloy | 342 °C | 648 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Molybdenum-Nickel Alloy | 1317 °C | 2403 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Molybdenum-Niobium Alloy | 2297 °C | 4167 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Molybdenum-Osmium Alloy | 2377 °C | 4311 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Molybdenum-Rhenium Alloy | 2507 °C | 4545 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Molybdenum-Ruthenium Alloy | 1927 °C | 3501 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Molybdenum-Silicon Alloy | 2077 °C | 3771 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Monel | 1300 — 1350 °C | 2370 — 2460 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nickel-Antimony Alloy | 1102 °C | 2016 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nickel-Tin Alloy | 1130 °C | 2066 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nickel-Titanium Alloy | 1117 °C | 2043 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nickel-Tungsten Alloy | 1500 °C | 2732 ° Ф | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nickel-Vanadium Alloy | 1200 °C | 2192 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nickel-Zinc Alloy | 875 °C | 1607 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Nitinol | 1300 °C | 2370 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Pewter | 240 °C | 464 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Rose’s Metal | 98 °C | 208 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Aluminum Alloy | 562 °C | 1044 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Antimony Alloy | 485 °C | 905 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Arsenic Allo | 540 °C | 1004 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Calcium Alloy | 547 °C | 1017 ° F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Cerium Alloy | 525 °C | 977 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Copper Alloy | 777 °C | 1431 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Germanium Alloy | 651 °C | 1204 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Lanthanum Alloy | 518 °C | 964 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Lead Alloy | 304 °C | 579 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Lithium Alloy | 145 °C | 293 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Magnesium Alloy | 472 °C | 882 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Palladium Alloy | 651 °C | 1204 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Silicon Alloy | 837 °С | 1539 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Strontium Alloy | 436 °C | 817 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Tellurium Alloy | 350 °C | 662 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Silver-Zirconium Alloy | 827 °C | 1521 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Steel, Carbon | 1425 — 1540 °C | 2600 — 2800 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Steel, Maraging | 1413 °C | 2575 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сталь, нержавеющая сталь | 1510 °C | 2750 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Stellite | 1180-1415 °C | 2156 – 2579 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Sterling Silver | 893 °C | 1640 °F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Titanium -Алюминий-ванадий (TI-6AL-4V) | 1604-1660 ° C | 2920-3020 ° F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Металл древесины | 70 ° C | 158888 | 70 ° C | 158888 | 70 ° C | 158888 | 7 70 ° C | 1588887. и вещества
Какова температура плавления нержавеющей стали? Температура плавления нержавеющей стали падает между 2550 и 2790°F или 1400 и 1530°C . Легко ли плавится нержавеющая сталь?Нержавеющие стали являются сплавами, поэтому не плавятся и не замерзают при фиксированной температуре, как металлические элементы, а в диапазоне температур, зависящем от химического состава стали. Легирующие добавки также подавляют (снижают) интервал плавления. Какова температура плавления нержавеющей стали 316?
Можно ли плавить нержавеющую сталь в домашних условиях?youtube.com/watch?v=uRyefqZEzSo” Какова температура плавления и кипения нержавеющей стали?Нержавеющая сталь*: 1375 – 1530°C (2500-2785°F) Титан: 1670°C (3038°F) Плавится ли нержавеющая сталь в огне? Так как нержавеющая сталь не горит , она не способствует распространению пламени, что особенно важно, когда речь идет о строительстве зданий. Какова температура плавления числа 10?
Какова температура плавления алмазов?Конечная точка плавления алмаза составляет около 4027° по Цельсию (7280° по Фаренгейту). Какова температура плавления алюминия?1221°F (660,3°C) Какова температура плавления меди?1984°F (1085°C) Какой металл легче всего расплавить? В общем, алюминий легко плавится и до него легко добраться. Какой металл можно плавить дома?Алюминий — распространенный и универсальный металл, который легко перерабатывается. Температура плавления алюминия достаточно низкая, чтобы его можно было плавить с помощью ручной горелки. Тем не менее, проект идет быстрее с использованием печи или печи для обжига. Переработанный алюминий можно использовать для изготовления скульптур, контейнеров и украшений. Можно ли отливать нержавеющую сталь?Нержавеющая сталь может быть литой или кованой . Основное отличие заключается в том, как он превращается в конечный продукт. Литая нержавеющая сталь изготавливается путем заливки жидкого металла в формовочную емкость определенной формы. Какой металл не плавится? Оригинальный ответ: Какой металл невозможно расплавить? Вольфрам . Какая сталь имеет самую высокую температуру плавления?Из всех металлов в чистом виде вольфрам имеет самую высокую температуру плавления (3422 °C, 6192 °F), самое низкое давление паров (при температурах выше 1650 °C, 3000 °F) и самую высокую прочность на растяжение. Что произойдет, если нержавеющая сталь перегреется?Закаленная сталь, подвергнутая перегреву, может иметь серьезную потерю твердости и прочности . Это связано с тем, что перегрев изменяет микроструктуру стали. Перегрев может вызвать изменение механических свойств и других металлов. Может ли нержавеющая сталь взорваться? Небольшое пламя может перерасти в большой пожар или даже взрыв. … Так как нержавеющая сталь не может загореться . Это не будет способствовать распространению распространяющегося пламени в случае стандартного структурного пожара. Можно ли плавить нержавеющую сталь с помощью горелки?Да , но горелка должна быть достаточно горячей, чтобы расплавить нержавеющую сталь, поэтому простая пропановая или бутановая горелка не подойдет. Какой металл не горит в огне?В большинстве случаев сталь и железо в обычных зданиях не будут гореть во время пожара, потому что температура огня не достигает достаточно высокой температуры воспламенения, но это не означает, что при соответствующих обстоятельствах они не могут гореть. Расплавится ли медь в огне?Какова температура плавления белого металла?
Какова температура плавления цинка?787,2°F (419,5°C) Может ли лава расплавить алмаз?Проще говоря, алмаз не может плавиться в лаве , потому что температура плавления алмаза составляет около 4500 °C (при давлении 100 килобар), а температура лавы может достигать только 1200 °C. Какова температура плавления обсидиана?Обсидиан имеет температуру плавления около 2000F , что трудно достичь даже сегодня в непромышленных или нелабораторных условиях. Возможен ли жидкий алмаз? (PhysOrg.com) — Ученый объясняет, как планеты Нептун и Уран могут содержать жидкие алмазные океаны. Когда алмаз плавится, он ведет себя как вода во время замерзания и плавления, с твердыми формами, плавающими поверх жидких форм. Какова температура плавления титана?3034°F (1668°C) Какова температура плавления ртути?-37,89°F (-38,83°C) Насколько горячей может быть нержавеющая сталь?Большинство аустенитных сталей с содержанием хрома не менее 18% могут использоваться при температурах до 870°C , а марки 309, 310 и 2111HTR (UNS S30815) даже выше. Большинство мартенситных и ферритных сталей имеют более низкую стойкость к окислению и, следовательно, более низкие рабочие температуры. Какова температура плавления углеродистой стали?
Какова температура плавления алмаза и графита? Температуры плавления графита и алмаза очень высоки. Какой металл плавится в твоей руке?Элемент галлий — неожиданный металл — это мягкий, серебристо-белый металл, твердый при комнатной температуре (подобный алюминию), но он может буквально расплавиться на ладони. Стоит ли плавить алюминиевые банки?Да, стоит переплавить алюминиевые банки . В США алюминиевые банки собираются и продаются торговцам металлоломом, которые собирают большое количество алюминия и продают его компаниям, которые переплавляют его в заготовки для новых алюминиевых изделий. Является ли плавление алюминия токсичным? Плавление алюминия как такового опасно только от тепла . Но плавление алюминиевого лома может представлять опасность, поскольку вы не будете знать, что было помещено в него или на него. Это могут быть разные виды масла, а также краска и различные виды обработки поверхности. Можно ли расплавить монету зажигалкой?Он не предназначен для этой цели. Возможно, вы сможете добиться некоторого прогресса на металлах с очень низкой температурой плавления, но это непрактично. С работой справится и большая горелка, но плавить металлы зажигалкой не стоит даже пытаться. Это не сработает и будет опасно. Можно ли плавить копейки на медь?Нет. Пенни США из чистой меди находились в обращении только в период с 1793 по 1856 год. При их плавке можно было получить слитки чистой меди. Но плавка любых новых копеек даст только различные медные сплавы . Алюминиевые слитки дороже консервных банок? Слитки, вероятно, будут более ценными . Банки нуждаются в предварительной обработке, прежде чем их можно будет использовать для изменения формы/переделки в желаемые контейнеры, тогда как слиток используется непосредственно для машинной обработки. Можно ли расплавить алюминий пропановой горелкой?Алюминий имеет низкую температуру плавления, поэтому вы можете легко расплавить его, используя пропановую горелку или литейную мастерскую. Как вы думаете, почему чугунное литье было заменено нержавеющей сталью?Чугун легче и более равномерно разрушается, чем литая сталь, что снижает износ инструмента и снижает затраты на отливку. С другой стороны, нержавеющая сталь имеет большое преимущество в том, что она более устойчива к ударам, чем чугун 9.0008 . Что прочнее чугун или нержавеющая сталь?Более высокое содержание углерода в чугуне делает его тяжелее и тверже . … Нержавеющая сталь легче, потому что в ней меньше углерода. Молекулы хрома в нем образуют на поверхности стали защитный оксидный слой, предохраняющий железо от коррозии. Как отличить чугун от нержавеющей стали? Единственная огромная разница между сталью и чугуном наличие углерода .  | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||